
多成分ピペットチップおよび関連する方法
ピペットチップおよびそれを作製する方法を記載する。ピペットチップには、少なくとも2つの成分、すなわち輪状成分と管状体成分とが含まれてもよい。輪状成分は、異なる、比較的より従順な材料を含んでもよい。輪状成分は、管状体成分内に部分的または完全に入れ子式となるように受容されてもよい。または輪状成分はピペットチップの近位末端を含んでもよく、管状体成分は、ピペットチップの遠位末端を含んでもよい。管状体成分の一部は輪状成分によって入れ子式となるように、またはそうでなければそれに付着するように受容されてもよい。ピペットチップは、最初に輪状成分を成形する段階および次に管状体成分を成形する段階によって形成されてもよい。または、管状体成分を最初に成形して、輪状成分を管状体成分の中に、それに隣接して、またはその周囲に成形してもよい。

【発明の詳細な説明】
【技術分野】
【0001】
優先権の主張
本出願は、出願が「二部成形ピペットチップ(多成分ピペットチップおよび関連する方法)」に関する2006年9月28日に出願された米国特許仮出願第60/847,820号の出願日の恩典を主張する、係属中の、2007年9月27日に出された米国特許出願第11/862,840号の提出日の恩典を主張する。
【0002】
技術分野
本発明は、全体として、ピペットチップの改善型を作製または使用する方法が含まれるピペットチップに関する。
【背景技術】
【0003】
背景
ピペットチップは、ウェルアッセイプレートの個々のウェルを個々に使用するために、または記録するために、通常、手動またはロボットによって操作される。ウェルアッセイプレートは、標準的なパターンで横と縦において組織化された個々のウェル(ミニチュア試験管と類似の)を含む。
【0004】
チップを操作するためにプローブをその内部に挿入して、それによってプローブとチップとのあいだに物理的接続を作製してもよい。ピペットチップは典型的に、先細りの内壁によって規定される内部通路を特徴とする。そのようなチップに円柱形のプローブを挿入すると、締りばめを生成する。ピペットチップをプローブ上に適切に取り付けると、プローブの先端の円柱状の表面とピペットチップの先細りの内壁とのあいだに流体を通さない密封を引き起こす。実際に、ピペットチップにおける通路の先細りは、信頼できるほど正確な密封およびピペットチップとプローブの整列を引き起こさない。さらに、ピペットチップをプローブに装填するために必要な力は信頼できるほど一貫していない。
【0005】
確立された手法に従って、プローブの取り付けシャフトは、チップと取り付けシャフトのあいだの流体を通さない密封をもたらすために、およびチップと取り付けシャフトのあいだの側方の安定性を確保するために、十分であると思われる距離で、チップ中に軸方向に駆動される。この操作は、チップの輪状断面の何らかの変形を必要とする。ピペットチップは従来、堅固なプラスチック材料で形成されていた。流体を通さない密封をもたらすのに十分なほどシャフト上へのチップの運動を適応させるために必要な、側方の安定性を伴うピペットチップの輪状の変形は、達成することが困難で、大きい軸方向の取り付け力を必要とする。
【0006】
従来の自動プローブは一般的に、標準容積のピペットチップを用いる使用のために特別に設計されている。異なる製造元から得た類似の容積のピペットチップは、形状および構築の他の詳細が互いに有意に異なる。それぞれの製造元のチップは構築の詳細によって、選択されたプローブに相関し、このようにそれらは相関していないプローブ上での使用に適していない。現在利用可能な任意のプローブ上で非相関ピペットチップを用いることによって、多くの実際的な懸念をもたらす。無効な密封が起こる可能性がある。独自の挿入および除去の力が通常必要であるが、これらの力はかなりの努力がなければ決定されない可能性がある。不適切な軸の整列および配置も同様に起こりうる。実際問題として単一の供給源からのチップは、多数の供給元からのプローブと互換的に用いられない可能性がある。
【0007】
ピペットチップは通常、非反応性の材料、たとえばポリプロピレンまたは高密度ポリエチレンで形成される。ピペットチップは、手動または自動プローブに取り付けた場合に、およびプローブから取り出された場合に軸の安定性のために十分に堅固でなければならない。ピペットチップをプローブに取り付けることは、プローブを、十分な軸方向の距離でチップ中に駆動するために、軸方向の(通常下方向の)力の発揮を必要とする。ピペットチップが十分に締りばめを生成するために必要な輪状の変形を達成するには、20ポンド(9 kg)を超える力を必要とする可能性がある。その大きさの力は多くの個人にとって達成不可能であり、手動の操作は問題となる。ピペットチップを取り付ける際に発揮される軸方向の力がより大きければ、チップをプローブから駆出するために必要な力はより大きくなる。
【0008】
これらの困難を克服するために、多数のピペットチップが設計されている。たとえば、プローブの円柱形の平坦な部分との密封のためにピペットチップの内壁周囲に伸展する1個または2個の輪状環を有するピペットチップが、Pardinasに対する米国特許第5,232,669号(特許文献1)において記載されている。しかし、Pardinasのピペットチップは、円柱状の平坦な部分を含めるためのプローブ、ピペットチップの縁にかみ合うための肩部、およびピペット先端に対するプローブの運動の制限を必要とする。軸方向の運動を適切に制限しなければ、輪状環は円柱状の平坦な部分と整列せず、輪状環の密封機能は保証されない。このように、Pardinasのピペットチップは、特異的に相関するプローブが含まれるピペットに限って用いる場合に特に適している。
【0009】
Kellyらに対する米国特許第6,197,259号(特許文献2)は、ピペットチップに挿入される際に、取り付けシャフトの外部表面にかみ合うためのピペットチップの内部表面に側方安定化手段が含まれるピペットチップを記載する。側方安定化手段は、チップの内表面から内向きに伸展する円周方向に空間を有する3カ所の接触部分を含んでもよい。取り付けシャフトが流体を通さない密封をもたらす位置に誘導されてその位置の方向を向くことから、ピペットチップ内の輪状の密封領域はさらに、取り付けシャフトの密封域の下端とかみ合うように、および放射状に外向きに伸展するように設計される。このように、Kellyのピペットチップの取り付けは、ピペットチップを放射状に歪めるために十分な軸方向のプローブ力を必要とする。
【0010】
比較的低い軸方向の取り付け力の適用によって、プローブとの流体を通さない密封を生じるピペットチップが必要である。チップはまた、取り付けた場合に側方安定であり、異なる製造元から得られたピペットプローブと互換的に用いるための万能の適合を提供すべきである。
【0011】
【特許文献1】米国特許第5,232,669号
【特許文献2】米国特許第6,197,259号
【発明の開示】
【0012】
発明の開示
本発明は、その長さに沿った異なるセグメントにおいて異なる選択された物理的特性を有するピペットチップを提供する。一定の好ましい態様により、チップは、そのそれぞれが明記された物理的特性を提供するように選択された材料で形成される複数の成分で構築される。典型的な構築において、第一の成分は、第一の近位末端セグメントと第二の遠位末端セグメントとを有する管状体として形成される。第二の輪状成分は第一の成分に関して同軸に配置される。第二の成分は第一の成分に関して部分的または完全に入れ子式に配置されてもよい。構築材料は、第二の成分が第一の成分より比較的柔軟であるように選択される。第二の成分はエラストマー、たとえば熱可塑性加硫物質を含んでもよい。第一の成分はたとえばポリプロピレンを含んでもよい。第一の成分は、その近位末端セグメントがその遠位末端セグメントの直径より大きい直径を有する、先細りであってもよい。第一の成分の近位末端セグメントには、外向きに伸展するフランジ、および第一の成分の側壁を通る円周方向に空間を有する複数の開口部が含まれてもよい。任意で、第一の成分には、その外部表面上において円周方向に間隔をあけて縦方向に伸展するフィンが含まれてもよい。1つの典型的な態様により、本発明のピペットチップは、第一の近位末端セグメントと第二の遠位末端セグメントとを有する管状体を含む。近位末端セグメントの内向きの表面は、遠位末端セグメントの内向きの表面より柔軟である。
【0013】
本発明のピペットチップを形成する1つの適した方法は、多数の注入材料供給源を注入成形チャンバーに提供する段階を含む。第一のそのような供給源の注入材料は、比較的柔軟な特徴の最終成分を産生するように選択され、第二のそのような供給源の注入材料は、比較的堅固な特徴を有する最終成分を産生するように選択される。第一のモールドは、第一の供給源から提供された材料からピペットチップの輪状の内部成分を形成するために、一般的に従来の方法で使用されてもよい。次に、その管状の内部成分が、第二の注入材料供給源に隣接して配置するように移動する。次に、第二のモールドを使用して、第二の供給源から提供された材料から管状のピペットチップ体を形成する。輪状成分は、管状のピペットチップ体の中で少なくとも部分的に入れ子式となるように受容され、管状のピペットチップ体に対して成形されてもよい。または、管状のピペットチップ体は、管状のピペットチップ体の中で少なくとも部分的に入れ子式となるように受容され、管状のピペットチップ体に対して成形されてもよい。
【0014】
ピペットチップを形成するもう1つの方法は、注入成形チャンバーに2つの注入材料供給源を提供する段階、第一のモールドに2つの注入材料供給源の第一の注入材料を注入してピペットチップの第一の成分を形成する段階、および外部成分の中で少なくとも部分的に入れ子式となるように受容され、任意で外部成分に対して成形される、輪状の第二の成分を形成する段階を含む。2つの注入材料供給源の第一の注入材料は、成形後に比較的堅固な特徴を有してもよく、2つの注入材料供給源の第二の注入材料は、成形後に比較的柔軟な特徴を有してもよい。第一の成分には、遠位末端セグメント付近で円周方向に空間を有する開口部を有する先細りの管状体が含まれてもよい。モールド材料は、第一の成分の開口部を通して注入されて、輪状の第二の成分を形成してもよい。
【0015】
ピペットチップを形成するなお別の方法において、輪状の第二の成分は、その中に少なくとも部分的に入れ子式に受容される第一の管状体と共に成形されてもよい。
【0016】
本開示において用いられるように、「柔軟な」という用語は、流体を通さない密封の必要条件に従う物理的特性を指す。様々な程度の弾性、弾力性、硬度、および関連する特性を示す材料は、比較的より柔軟またはより堅固である。本発明の状況において、典型的なピペット操作における手技にとってチップが適するために必要な硬さの程度により、そのようなチップの製造者は、比較的より堅固であって比較的より柔軟でない成形材料を選択するように促進される。本発明により比較的より柔軟な材料で形成された成分を組み入れることによって、プローブとチップのあいだのより柔軟な界面が提供され、それによって流体を通さない密封を行うために必要な取り付け力が低減する。
【0017】
発明を実施するための形態
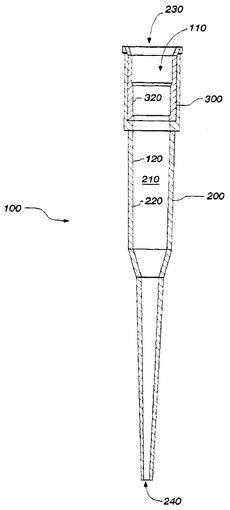
図1は、本発明のピペットチップ、全体としては100、の第一の態様を描写する。ピペットチップ100は、手動または機械的ピペット装置の取り付けシャフトを受容し放出可能にかみあう(図7Cを参照されたい)ための近位開口末端230を有する中空の伸長した先細りの体部200(「外部成分200」とも呼ばれる)を含む。
【0018】
ピペットチップ100は、明瞭であるが異なるその特性について選択された材料でそれぞれ形成された2つの成分を含む、中空の伸長した先細りの体部として示される外部成分200は、内部成分300を入れ子式に受容する。説明を簡便にするために外部成分200は、「先細り」と言われる。しかし、本開示の文脈において、「先細り」という用語は、体部の長さ全体を通しての直径の全体的な低減を指す。外部成分200には実際には、円柱状のセグメントが含まれてもよい。いずれにせよ、外部成分200は内部通路210を規定する内壁220を有する。外部成分200の近位開口末端230は、遠位開口末端240より直径が大きい。近位開口末端230は、内部成分300およびピペット装置の取り付けシャフトを受容するような形状を有する。遠位開口末端240は、内部通路210に液体を引き寄せるような形状を有する。
【0019】
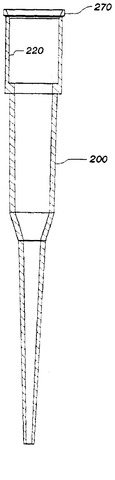
図2において詳細に示される外部成分200には、内部成分300(図1)を超えて突出して、外部成分200の残りから放射状に伸展する縁またはフランジ270が含まれる。
【0020】
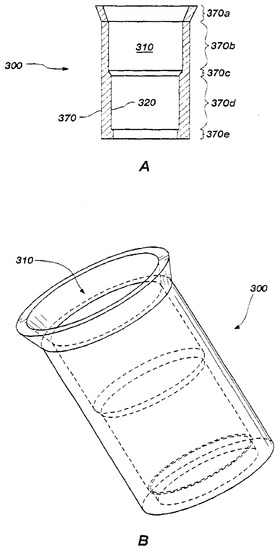
図示されるように、ピペットチップの内部成分300は一般的に輪状である。これは、示されるように離れた一般的に円柱状の成分を含んでもよいが、他の態様において、外部成分200の内壁220においてコーティングを含んでもよい。内部成分300は、近位開口末端230に対して近位の内壁220の末端セグメントのみを覆ってもよい。内部成分300の態様(図3Aおよび3Bにおいて詳細に示す)は、通路310を規定して、複数のセグメント370a、370b、370c、370dおよび370eを含む輪状体370を含む。通路310は、第一の末端セグメント370aから第二の末端セグメント370eまで直径が減少する。第一の末端セグメント370aは、通路310の先細りの区分を規定する。隣接するセグメント370eは、通路310の円柱状の部分を規定する。第三のセグメント370cは、通路310の先細りの部分を規定し、次に隣接するセグメント370dは、第一の円柱区分より小さい直径を有する通路の第二の円柱区分を規定する。通路310は、それによって、流体を通さない密封された関係でピペットの取り付けシャフトを受容するような形状を有する。もう1つの態様は、それらがピペットプローブの取り付けシャフトとの流体を通さない密封を引き起こすような形状および寸法を有する限り、均一に先細りの内壁、円柱形状の内壁、または任意の数の先細り区分または円柱区分を表すような形状の通路310を有する。内部成分300が構築される材料は理想的には、取り付けシャフトを受容しその周囲を密封することが必要である場合、変形に対して十分に柔軟である。
【0021】
図1に戻って、ピペットチップ100は、その中全体で通路110を有する先細りの管状体を含む、通路110は、内向きの表面120によって規定される。内向きの表面120には、外部成分200の内向きの表面に対応する第一の部分220が含まれる。ピペットチップ100の内向きの表面120の第二の部分320は、内部成分300の内向きの表面に対応する。内部成分300の材料は外部成分200の材料とは異なる。したがって、内向きの表面の第一の部分220の材料は、内向きの表面の第二の部分320の材料とは異なる。内向きの表面の第二の部分320は、柔軟な材料を含んでもよく、ピペットの取り付けシャフトを受容し密封するようにかみ合う形状を有してもよい。
【0022】
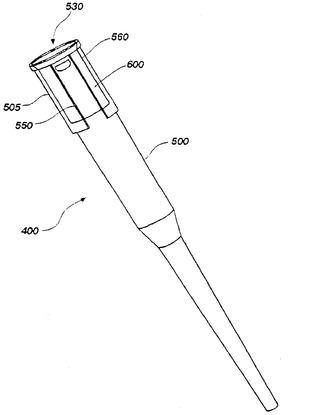
本発明のピペットチップの第二の態様を図4に示す。ピペットチップ400には、外部成分500と内部成分600とが含まれる。外部成分500には、外部表面505上で円周方向に間隔をあけて縦方向に伸展するフィン550が含まれる。フィン550は、側方の安定性を提供する。外部成分500にはさらに、その第一の開口末端530の周囲で円周方向に空間を有する開口部560が含まれる。開口部560は、本開示において後にさらに詳細に記載するように、ピペットチップ400の形成にとって有用となる可能性がある。
【0023】
内部成分300、600はゴム、フォーム、熱可塑性エラストマー(TPE)または熱可塑性加硫物質のようなエラストマーを含んでもよい。TPEは、従来の熱硬化性ゴムの外観、感触、および弾性とプラスチックの加工効率とを併せ持つ。融解加工性により、それは高容積注入成形および押し出しにとって適している。1つの適した熱可塑性加硫物質は、Santopreme Specialty Products of Akron, Ohioによって商品名SANTOPREME(商標)として販売されている。
【0024】
ピペットチップの外部成分200、500は、例として、ポリプロピレンまたはポリスチレンを含んでもよい。ピペットチップ外部成分200、500は、好ましくはピペットプローブから取り出されるために、ならびに側方および二次元安定性を有するために十分に弾力性である。
【0025】
図7Cは、シャフトの周囲に配置された駆出機構750を有するピペットの取り付けシャフト730を描写する。使用する場合、取り付けシャフト730は、内部成分300、600の柔軟な材料を変形させるために十分な力でピペットチップ100、400内に挿入されてもよく、取り付けシャフトの末端の円柱状表面740と内部成分300、600の内向きの表面320の第二の部分とのあいだに流体を通さない密封を生じる。流体は、取り付けシャフト730を通して真空でピペットチップ100、400に引き寄せられてもよく、流体はたとえば異なる位置で排出されてもよい。流体はピペットチップ100、400の遠位開口末端240の中に引き寄せられ、排出されてもよい。ピペットチップ100、400は、駆出機構750によって取り付けシャフト730から取り外されてもよい。駆出機構750は輪状体を含んでもよい。取り付けシャフト730は手動または自動ピペットの要素であってもよい。
【0026】
内部成分300、600が柔軟な材料であることにより、外部成分200、500のより堅固な材料の変形がほとんどまたは全くなく、ピペットチップ100、400をピペット装置に取り付けることが可能となる。したがって、軸方向の取り付けおよび駆出力は最小である。さらに、内部成分300、600が柔軟な材料であることにより、ピペットチップ100、400は万能に適合することが可能となる。すなわち、本発明のピペットチップ100、400は、それらの装置のシャフト直径が異なるにもかかわらず、様々なピペット装置の取り付けシャフトに取り付けられる可能性がある。たとえば、最大開口末端で直径約0.172インチ(0.437 cm)の内部成分通路を有するピペットチップ100、400は、直径約0.173インチ(0.438 cm)〜約0.183インチ(0.465 cm)を有するピペット取り付けシャフトに適合する可能性がある。内部成分の材料は、Å尺度で約50〜約60、好ましくは約55のデュロメーターを有してもよく、材料は最大で約40%〜約65%の範囲で圧縮されてもよい。したがって、壁の厚さ約0.010インチ(0.025 cm)および最大圧縮50%を有する内部成分は、内部成分通路より約0.010インチ(0.025 cm)まで大きい直径を有するピペット取り付けシャフトに適合する可能性がある。
【0027】
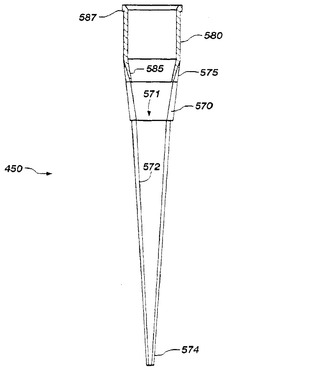
図5は、本発明のピペットチップ450の第三の態様を描写する。ピペットチップ450は、少なくとも2つの成分を含む。示される2つの成分は、対応して異なる物理特性を有する異なる材料で形成される。外部成分570は、第二の輪状の内部成分580の一部がその中に入れ子式に受容される、中空の伸長した先細りの体部を含む。外部成分570は、通路571を規定する内壁572を有する。外部成分570の第一の近位末端セグメント575は、第二の遠位末端セグメント574の開口部より直径が大きい開口部を有する。セグメント575は、内部成分580の第一の末端セグメント585を受容するような形状を有する。内部成分580の第二の末端セグメント587は、ピペット装置の取り付けシャフトを受容するような形状を有する。外部成分570のセグメント574は、通路501に液体を引き寄せるような形状を有する。内部成分580のセグメント587は、外部成分570を超えて突出する。
【0028】
内部成分580は、ゴム、フォーム、熱可塑性エラストマー(TPE)、または熱可塑性加硫物質のようなエラストマーを含んでもよい。ピペットチップ内部成分580は好ましくは、ピペットプローブを取り外すために十分に弾力性であって、なおも流体を通さない密封を生じるために十分に柔軟である。第二の成分の材料は、Å尺度で約60〜約95、好ましくは約87Åのデュロメーターを有してもよい。
【0029】
ピペットチップ外部成分570は、例としてポリプロピレンまたはポリスチレンを含んでもよい。ピペットチップ外部成分570は、好ましくは内部成分580の材料より比較的弾力性であるか、および/または堅固である。
【0030】
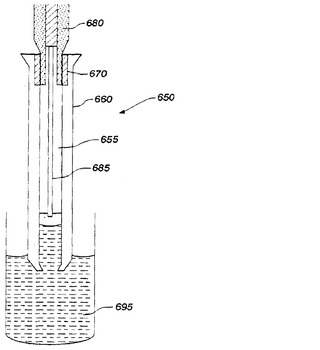
図6は、本発明のピペットチップ650のもう1つの態様を描写する。ピペットチップ650は、正の置換ピペットチップである。これには外部成分660および内部成分670が含まれ、そのそれぞれが本発明の他の態様と結びつけて有用であると開示される材料で形成されてもよい。内部成分670は、外部成分660より柔軟な材料で形成される。ピペットチップ650を、ピペット680に取り付けられた状態で描写する。ピペット680には、液体695をピペットチップ650に引き寄せるために、ピペットチップ650から液体695を分配するために用いられてもよいプランジャー685が含まれる。ピペットチップ650は、その中で実質的に円柱状の通路655を有してもよく、内部成分670の内向きの表面は、外部成分660の内向きの表面と同一平面である。
【0031】
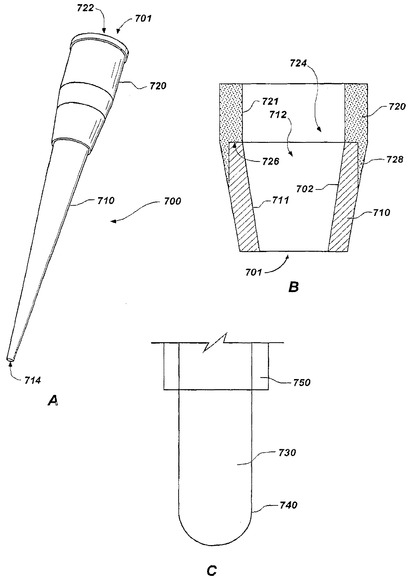
図7Aおよび7Bは、本発明のピペットチップ700のさらなる態様を描写する。ピペットチップ700には、第一の成分710および第二の成分720が含まれる。第一の成分710は、第二の成分720の材料より比較的堅固な材料の中空の伸長した先細りの体部を含んでもよい。第一の成分は第一の開口末端712から第二の開口末端714まで軸方向に先細りであってもよい(図7Bを参照されたい)。第二の成分720は、第一の開口末端722から第二の開口末端724までの中空の実質的に円柱状の体部を含む(図7Bを参照されたい)。第二の成分720の第二の開口末端724はその中に第一の成分710を入れ子式に受容するような形状を有してもよい。第二の成分720には、第一の成分710に隣接する輪状の縁726およびこれの一部の周囲を取り巻くための輪状のフランジ728が含まれてもよい。図7Bは、第一の成分710および第二の成分720の接合部の断面図を描写する。第二の開口末端724での第二の成分720の内向きの表面721と、第一の開口末端712で第一の成分710の内向きの表面711は近接して、ピペットチップ700の実質的に連続的な内部表面を形成してもよい。
【0032】
ピペットチップ700は、その中に通路701を有する先細りの管状体を含む。通路701は、内向きの表面702によって規定される。内向きの表面702には、第一の成分710の内向きの表面711に対応する第一の部分が含まれる。ピペットチップ700の内向きの表面721の第二の部分は、第二の成分720の内向きの表面に対応する。第二の成分720の材料は第一の成分710の材料とは異なる。したがって、第一の部分711の内向きの表面の材料は、内向きの表面の第二の部分721の材料とは異なる。内向きの表面の第二の部分721は、柔軟な材料を含んでもよく、ピペットの取り付けシャフトを受容するようにおよび密封してかみ合うような形状を有してもよい。
【0033】
使用する場合、ピペットチップ450、700は、ピペットの取り付けシャフト730(図7C)に取り付けてもよい。取り付けシャフト730は、ピペットチップ450、700の成分580、720内に挿入されてもよい。成分580、720は、取り付けシャフト730と成分580、720のあいだで輪状の流体を通さない密封を生じるように変形する。流体は、取り付けシャフト730を通して真空でピペットチップ450、700に引き寄せられてもよく、流体は、たとえば異なる位置で排出されてもよい。流体はピペットチップ成分570、710の第二の末端574、714の開口部の中を通して引き寄せられ、そこから排出されてもよい。
【0034】
本発明のピペットチップは、二重ショット成形、インサート成形、およびオーバーモールディングとしても知られる2-ショット成形によって形成されてもよい。内部成分を最初に成形して、次に外部成分を内部成分の周囲に成形してもよい。または、外部成分を最初に成形して、次に外部成分内に内部成分を成形してもよい。
【0035】
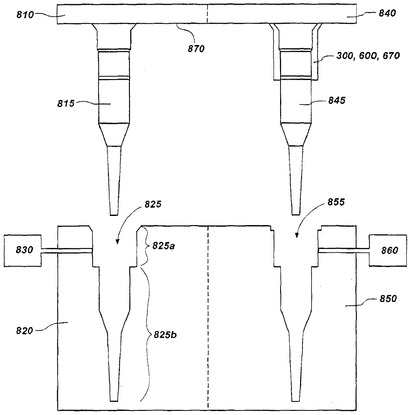
図8に示すように、実際の成形プロセスのために2つのモールドプレートを提供してもよい。内部成分300、600、670は、第一のプレート810と第二のプレート820のあいだで成形される。第一のプレート810には、成分300、600、670の内部表面形状を規定するような形状を有するコアとしても知られる突出部815が含まれてもよい。第二のプレート820には、突出部815を受容するための腔825が含まれ、それによって内部成分300、600、670の大きさおよび形状に厳密に近似する腔を規定する。このように、突出部815はピペットチップ100、400、650を通しての通路を規定するような形状を有する。腔825の第一の部分825aは、内部成分300、600、670の外部表面を規定するような形状を有する。腔825の第二の部分825bは、その間に比較的厳密な許容を有する突出部815を受容するような形状を有してもよい。このように、突出部815と腔の第二の部分825bとのあいだに成形腔は作製されない。使用する場合、突出部815を腔825内に配置して、成形腔を形成し、ピペットチップ100、400、650の内部成分300、600、670を形成してもよい。第一の成形材料を、第一の成形材料供給源830から成形腔に挿入してもよい。
【0036】
内部成分300、600、670が形成された後、第一のプレート810を第二のプレート820から引き寄せてもよい。内部成分300、600、670がその周囲に形成された突出部815を、このように腔825から除去してもよい。
【0037】
内部成分300、600、670がその周囲に形成された突出部845を有する第三のプレート840を示す。第三のプレート840は、その中に腔855が含まれる第四のプレート850に対して押しつけられる。腔855は、外部成分200、500、660を形成するためのモールド腔を作製する突出部845と内部成分300、600、670とを受容するような形状を有してもよい。第二の成形材料を、第二の成形材料供給源860から成形腔に挿入してもよい。
【0038】
第二のプレート820および第四のプレート850は、回転するプレート870を有する注入成形機械と共に使用するための近接プレートを含んでもよい。第一のプレート810と第三のプレート840は、回転するプレート870の一部であってもよい。第二のプレート820の腔825内に内部成分300、600、670を形成した後、突出部815の周囲に配置された第一の成分300、600、670を有する第一のプレート810を、第二のプレート820から引き離して、回転して、モールドを第四のプレート850に対して第一のプレート810によって閉鎖してもよく、外部成分200、500、660をその中に形成してもよい。
【0039】
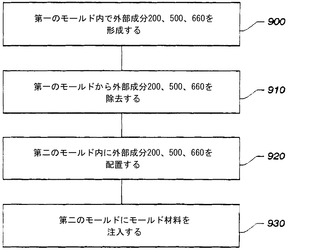
図9は、本発明のピペットチップ100、400、650を作製するための別の方法のフローチャートを描写する。ピペットチップ100、400、650は、挿入成形によって形成されてもよい。段階900において、外部成分200、500、660は、第一のモールドコア周囲の第一のモールドの腔内で形成されてもよい。次に、段階910および920において、外部成分200、500、660は、第一のモールド腔から除去されて、第二の鋳型腔内に配置される。外部成分200、500、660は、第二のコアと第二のモールドの腔とのあいだに配置されてもよい。第二のコアには、第一のモールドコアの直径より小さい直径を有するその一部が含まれてもよい。成形材料を、段階930において第二のモールドに注入してもよく、第二のコアと外部成分200、500、650とのあいだに内部成分300、600、670を形成してもよい。内部成分300、600、670は、成形の際にまたは熱溶接によって、成分の材料の分子結合によって外部成分200、500、650に結合してもよい。または、もしくは分子結合のほかに、機械的結合が起こってもよい。たとえば、外部成分200、500、650には、内部成分300、600、670の材料によって取り囲まれる表面の不規則性が含まれてもよく、または成分の材料の収縮もしくは膨張が起こってもよい。
【0040】
本発明は一定の態様において記載してきたが、本発明をさらに改変することができ、それらも本開示の趣旨および範囲に含まれる。本発明のピペットチップ100、400、650の形成は2-ショット成形を用いて、内部成分を形成し、その後内部成分周囲に外部成分を形成して、記載してきた。しかし、多成分ピペットチップを形成する他の方法も本発明の範囲に含まれることは当業者によって理解されると思われる。たとえば、外部成分は内部成分の前に形成されてもよく、または他の成形法を用いて多数の成分を形成してもよい。本明細書において用いられるように、「ピペットチップ」という用語は、自動および手動のピペッティングのために用いられるピペットチップ、正の置換ピペット、および他の全てのピペットチップが含まれる、全てのタイプのピペットチップを含むと意図される。
【0041】
したがって、本出願は、その一般原理を用いて本発明のいかなる変更、使用、または適応も含むと意図される。たとえば、図1において示される内部成分300がO-環または密封環を含むことは本発明の範囲内である。さらに、本出願は、本発明が関する技術分野における公知または通例の実践内に入る、および添付の特許請求の範囲に入る本開示からのそのような逸脱を含むと意図される。
【図面の簡単な説明】
【0042】
図面において、本発明を実施するための最良の形態であると現在見なされるものを図示する。
【図1】本発明のピペットチップの第一の態様の図示である。
【図2】図1のピペットチップの外部成分の図示である。
【図3】図3Aは、図1の内部成分を図示する。図3Bは、図1の内部成分の透視図を描写する。
【図4】本発明のピペットチップの第二の態様の透視図である。
【図5】本発明のピペットチップの第三の態様の図示である。
【図6】ピペットに取り付けられた本発明のピペットチップの第四の態様を描写する。
【図7】図7Aは、本発明のピペットチップの第五の態様を描写する。図7Bは、図7Aのピペットチップの第一の成分および第二の成分の接合部の拡大図を描写する。図7Cは、ピペットチップ取り付けシャフトおよび駆出機構を示す。
【図8】本発明のモールドを描写する。
【図9】本発明のピペットチップを作製する方法のフローチャートを図示する。
【技術分野】
【0001】
優先権の主張
本出願は、出願が「二部成形ピペットチップ(多成分ピペットチップおよび関連する方法)」に関する2006年9月28日に出願された米国特許仮出願第60/847,820号の出願日の恩典を主張する、係属中の、2007年9月27日に出された米国特許出願第11/862,840号の提出日の恩典を主張する。
【0002】
技術分野
本発明は、全体として、ピペットチップの改善型を作製または使用する方法が含まれるピペットチップに関する。
【背景技術】
【0003】
背景
ピペットチップは、ウェルアッセイプレートの個々のウェルを個々に使用するために、または記録するために、通常、手動またはロボットによって操作される。ウェルアッセイプレートは、標準的なパターンで横と縦において組織化された個々のウェル(ミニチュア試験管と類似の)を含む。
【0004】
チップを操作するためにプローブをその内部に挿入して、それによってプローブとチップとのあいだに物理的接続を作製してもよい。ピペットチップは典型的に、先細りの内壁によって規定される内部通路を特徴とする。そのようなチップに円柱形のプローブを挿入すると、締りばめを生成する。ピペットチップをプローブ上に適切に取り付けると、プローブの先端の円柱状の表面とピペットチップの先細りの内壁とのあいだに流体を通さない密封を引き起こす。実際に、ピペットチップにおける通路の先細りは、信頼できるほど正確な密封およびピペットチップとプローブの整列を引き起こさない。さらに、ピペットチップをプローブに装填するために必要な力は信頼できるほど一貫していない。
【0005】
確立された手法に従って、プローブの取り付けシャフトは、チップと取り付けシャフトのあいだの流体を通さない密封をもたらすために、およびチップと取り付けシャフトのあいだの側方の安定性を確保するために、十分であると思われる距離で、チップ中に軸方向に駆動される。この操作は、チップの輪状断面の何らかの変形を必要とする。ピペットチップは従来、堅固なプラスチック材料で形成されていた。流体を通さない密封をもたらすのに十分なほどシャフト上へのチップの運動を適応させるために必要な、側方の安定性を伴うピペットチップの輪状の変形は、達成することが困難で、大きい軸方向の取り付け力を必要とする。
【0006】
従来の自動プローブは一般的に、標準容積のピペットチップを用いる使用のために特別に設計されている。異なる製造元から得た類似の容積のピペットチップは、形状および構築の他の詳細が互いに有意に異なる。それぞれの製造元のチップは構築の詳細によって、選択されたプローブに相関し、このようにそれらは相関していないプローブ上での使用に適していない。現在利用可能な任意のプローブ上で非相関ピペットチップを用いることによって、多くの実際的な懸念をもたらす。無効な密封が起こる可能性がある。独自の挿入および除去の力が通常必要であるが、これらの力はかなりの努力がなければ決定されない可能性がある。不適切な軸の整列および配置も同様に起こりうる。実際問題として単一の供給源からのチップは、多数の供給元からのプローブと互換的に用いられない可能性がある。
【0007】
ピペットチップは通常、非反応性の材料、たとえばポリプロピレンまたは高密度ポリエチレンで形成される。ピペットチップは、手動または自動プローブに取り付けた場合に、およびプローブから取り出された場合に軸の安定性のために十分に堅固でなければならない。ピペットチップをプローブに取り付けることは、プローブを、十分な軸方向の距離でチップ中に駆動するために、軸方向の(通常下方向の)力の発揮を必要とする。ピペットチップが十分に締りばめを生成するために必要な輪状の変形を達成するには、20ポンド(9 kg)を超える力を必要とする可能性がある。その大きさの力は多くの個人にとって達成不可能であり、手動の操作は問題となる。ピペットチップを取り付ける際に発揮される軸方向の力がより大きければ、チップをプローブから駆出するために必要な力はより大きくなる。
【0008】
これらの困難を克服するために、多数のピペットチップが設計されている。たとえば、プローブの円柱形の平坦な部分との密封のためにピペットチップの内壁周囲に伸展する1個または2個の輪状環を有するピペットチップが、Pardinasに対する米国特許第5,232,669号(特許文献1)において記載されている。しかし、Pardinasのピペットチップは、円柱状の平坦な部分を含めるためのプローブ、ピペットチップの縁にかみ合うための肩部、およびピペット先端に対するプローブの運動の制限を必要とする。軸方向の運動を適切に制限しなければ、輪状環は円柱状の平坦な部分と整列せず、輪状環の密封機能は保証されない。このように、Pardinasのピペットチップは、特異的に相関するプローブが含まれるピペットに限って用いる場合に特に適している。
【0009】
Kellyらに対する米国特許第6,197,259号(特許文献2)は、ピペットチップに挿入される際に、取り付けシャフトの外部表面にかみ合うためのピペットチップの内部表面に側方安定化手段が含まれるピペットチップを記載する。側方安定化手段は、チップの内表面から内向きに伸展する円周方向に空間を有する3カ所の接触部分を含んでもよい。取り付けシャフトが流体を通さない密封をもたらす位置に誘導されてその位置の方向を向くことから、ピペットチップ内の輪状の密封領域はさらに、取り付けシャフトの密封域の下端とかみ合うように、および放射状に外向きに伸展するように設計される。このように、Kellyのピペットチップの取り付けは、ピペットチップを放射状に歪めるために十分な軸方向のプローブ力を必要とする。
【0010】
比較的低い軸方向の取り付け力の適用によって、プローブとの流体を通さない密封を生じるピペットチップが必要である。チップはまた、取り付けた場合に側方安定であり、異なる製造元から得られたピペットプローブと互換的に用いるための万能の適合を提供すべきである。
【0011】
【特許文献1】米国特許第5,232,669号
【特許文献2】米国特許第6,197,259号
【発明の開示】
【0012】
発明の開示
本発明は、その長さに沿った異なるセグメントにおいて異なる選択された物理的特性を有するピペットチップを提供する。一定の好ましい態様により、チップは、そのそれぞれが明記された物理的特性を提供するように選択された材料で形成される複数の成分で構築される。典型的な構築において、第一の成分は、第一の近位末端セグメントと第二の遠位末端セグメントとを有する管状体として形成される。第二の輪状成分は第一の成分に関して同軸に配置される。第二の成分は第一の成分に関して部分的または完全に入れ子式に配置されてもよい。構築材料は、第二の成分が第一の成分より比較的柔軟であるように選択される。第二の成分はエラストマー、たとえば熱可塑性加硫物質を含んでもよい。第一の成分はたとえばポリプロピレンを含んでもよい。第一の成分は、その近位末端セグメントがその遠位末端セグメントの直径より大きい直径を有する、先細りであってもよい。第一の成分の近位末端セグメントには、外向きに伸展するフランジ、および第一の成分の側壁を通る円周方向に空間を有する複数の開口部が含まれてもよい。任意で、第一の成分には、その外部表面上において円周方向に間隔をあけて縦方向に伸展するフィンが含まれてもよい。1つの典型的な態様により、本発明のピペットチップは、第一の近位末端セグメントと第二の遠位末端セグメントとを有する管状体を含む。近位末端セグメントの内向きの表面は、遠位末端セグメントの内向きの表面より柔軟である。
【0013】
本発明のピペットチップを形成する1つの適した方法は、多数の注入材料供給源を注入成形チャンバーに提供する段階を含む。第一のそのような供給源の注入材料は、比較的柔軟な特徴の最終成分を産生するように選択され、第二のそのような供給源の注入材料は、比較的堅固な特徴を有する最終成分を産生するように選択される。第一のモールドは、第一の供給源から提供された材料からピペットチップの輪状の内部成分を形成するために、一般的に従来の方法で使用されてもよい。次に、その管状の内部成分が、第二の注入材料供給源に隣接して配置するように移動する。次に、第二のモールドを使用して、第二の供給源から提供された材料から管状のピペットチップ体を形成する。輪状成分は、管状のピペットチップ体の中で少なくとも部分的に入れ子式となるように受容され、管状のピペットチップ体に対して成形されてもよい。または、管状のピペットチップ体は、管状のピペットチップ体の中で少なくとも部分的に入れ子式となるように受容され、管状のピペットチップ体に対して成形されてもよい。
【0014】
ピペットチップを形成するもう1つの方法は、注入成形チャンバーに2つの注入材料供給源を提供する段階、第一のモールドに2つの注入材料供給源の第一の注入材料を注入してピペットチップの第一の成分を形成する段階、および外部成分の中で少なくとも部分的に入れ子式となるように受容され、任意で外部成分に対して成形される、輪状の第二の成分を形成する段階を含む。2つの注入材料供給源の第一の注入材料は、成形後に比較的堅固な特徴を有してもよく、2つの注入材料供給源の第二の注入材料は、成形後に比較的柔軟な特徴を有してもよい。第一の成分には、遠位末端セグメント付近で円周方向に空間を有する開口部を有する先細りの管状体が含まれてもよい。モールド材料は、第一の成分の開口部を通して注入されて、輪状の第二の成分を形成してもよい。
【0015】
ピペットチップを形成するなお別の方法において、輪状の第二の成分は、その中に少なくとも部分的に入れ子式に受容される第一の管状体と共に成形されてもよい。
【0016】
本開示において用いられるように、「柔軟な」という用語は、流体を通さない密封の必要条件に従う物理的特性を指す。様々な程度の弾性、弾力性、硬度、および関連する特性を示す材料は、比較的より柔軟またはより堅固である。本発明の状況において、典型的なピペット操作における手技にとってチップが適するために必要な硬さの程度により、そのようなチップの製造者は、比較的より堅固であって比較的より柔軟でない成形材料を選択するように促進される。本発明により比較的より柔軟な材料で形成された成分を組み入れることによって、プローブとチップのあいだのより柔軟な界面が提供され、それによって流体を通さない密封を行うために必要な取り付け力が低減する。
【0017】
発明を実施するための形態
図1は、本発明のピペットチップ、全体としては100、の第一の態様を描写する。ピペットチップ100は、手動または機械的ピペット装置の取り付けシャフトを受容し放出可能にかみあう(図7Cを参照されたい)ための近位開口末端230を有する中空の伸長した先細りの体部200(「外部成分200」とも呼ばれる)を含む。
【0018】
ピペットチップ100は、明瞭であるが異なるその特性について選択された材料でそれぞれ形成された2つの成分を含む、中空の伸長した先細りの体部として示される外部成分200は、内部成分300を入れ子式に受容する。説明を簡便にするために外部成分200は、「先細り」と言われる。しかし、本開示の文脈において、「先細り」という用語は、体部の長さ全体を通しての直径の全体的な低減を指す。外部成分200には実際には、円柱状のセグメントが含まれてもよい。いずれにせよ、外部成分200は内部通路210を規定する内壁220を有する。外部成分200の近位開口末端230は、遠位開口末端240より直径が大きい。近位開口末端230は、内部成分300およびピペット装置の取り付けシャフトを受容するような形状を有する。遠位開口末端240は、内部通路210に液体を引き寄せるような形状を有する。
【0019】
図2において詳細に示される外部成分200には、内部成分300(図1)を超えて突出して、外部成分200の残りから放射状に伸展する縁またはフランジ270が含まれる。
【0020】
図示されるように、ピペットチップの内部成分300は一般的に輪状である。これは、示されるように離れた一般的に円柱状の成分を含んでもよいが、他の態様において、外部成分200の内壁220においてコーティングを含んでもよい。内部成分300は、近位開口末端230に対して近位の内壁220の末端セグメントのみを覆ってもよい。内部成分300の態様(図3Aおよび3Bにおいて詳細に示す)は、通路310を規定して、複数のセグメント370a、370b、370c、370dおよび370eを含む輪状体370を含む。通路310は、第一の末端セグメント370aから第二の末端セグメント370eまで直径が減少する。第一の末端セグメント370aは、通路310の先細りの区分を規定する。隣接するセグメント370eは、通路310の円柱状の部分を規定する。第三のセグメント370cは、通路310の先細りの部分を規定し、次に隣接するセグメント370dは、第一の円柱区分より小さい直径を有する通路の第二の円柱区分を規定する。通路310は、それによって、流体を通さない密封された関係でピペットの取り付けシャフトを受容するような形状を有する。もう1つの態様は、それらがピペットプローブの取り付けシャフトとの流体を通さない密封を引き起こすような形状および寸法を有する限り、均一に先細りの内壁、円柱形状の内壁、または任意の数の先細り区分または円柱区分を表すような形状の通路310を有する。内部成分300が構築される材料は理想的には、取り付けシャフトを受容しその周囲を密封することが必要である場合、変形に対して十分に柔軟である。
【0021】
図1に戻って、ピペットチップ100は、その中全体で通路110を有する先細りの管状体を含む、通路110は、内向きの表面120によって規定される。内向きの表面120には、外部成分200の内向きの表面に対応する第一の部分220が含まれる。ピペットチップ100の内向きの表面120の第二の部分320は、内部成分300の内向きの表面に対応する。内部成分300の材料は外部成分200の材料とは異なる。したがって、内向きの表面の第一の部分220の材料は、内向きの表面の第二の部分320の材料とは異なる。内向きの表面の第二の部分320は、柔軟な材料を含んでもよく、ピペットの取り付けシャフトを受容し密封するようにかみ合う形状を有してもよい。
【0022】
本発明のピペットチップの第二の態様を図4に示す。ピペットチップ400には、外部成分500と内部成分600とが含まれる。外部成分500には、外部表面505上で円周方向に間隔をあけて縦方向に伸展するフィン550が含まれる。フィン550は、側方の安定性を提供する。外部成分500にはさらに、その第一の開口末端530の周囲で円周方向に空間を有する開口部560が含まれる。開口部560は、本開示において後にさらに詳細に記載するように、ピペットチップ400の形成にとって有用となる可能性がある。
【0023】
内部成分300、600はゴム、フォーム、熱可塑性エラストマー(TPE)または熱可塑性加硫物質のようなエラストマーを含んでもよい。TPEは、従来の熱硬化性ゴムの外観、感触、および弾性とプラスチックの加工効率とを併せ持つ。融解加工性により、それは高容積注入成形および押し出しにとって適している。1つの適した熱可塑性加硫物質は、Santopreme Specialty Products of Akron, Ohioによって商品名SANTOPREME(商標)として販売されている。
【0024】
ピペットチップの外部成分200、500は、例として、ポリプロピレンまたはポリスチレンを含んでもよい。ピペットチップ外部成分200、500は、好ましくはピペットプローブから取り出されるために、ならびに側方および二次元安定性を有するために十分に弾力性である。
【0025】
図7Cは、シャフトの周囲に配置された駆出機構750を有するピペットの取り付けシャフト730を描写する。使用する場合、取り付けシャフト730は、内部成分300、600の柔軟な材料を変形させるために十分な力でピペットチップ100、400内に挿入されてもよく、取り付けシャフトの末端の円柱状表面740と内部成分300、600の内向きの表面320の第二の部分とのあいだに流体を通さない密封を生じる。流体は、取り付けシャフト730を通して真空でピペットチップ100、400に引き寄せられてもよく、流体はたとえば異なる位置で排出されてもよい。流体はピペットチップ100、400の遠位開口末端240の中に引き寄せられ、排出されてもよい。ピペットチップ100、400は、駆出機構750によって取り付けシャフト730から取り外されてもよい。駆出機構750は輪状体を含んでもよい。取り付けシャフト730は手動または自動ピペットの要素であってもよい。
【0026】
内部成分300、600が柔軟な材料であることにより、外部成分200、500のより堅固な材料の変形がほとんどまたは全くなく、ピペットチップ100、400をピペット装置に取り付けることが可能となる。したがって、軸方向の取り付けおよび駆出力は最小である。さらに、内部成分300、600が柔軟な材料であることにより、ピペットチップ100、400は万能に適合することが可能となる。すなわち、本発明のピペットチップ100、400は、それらの装置のシャフト直径が異なるにもかかわらず、様々なピペット装置の取り付けシャフトに取り付けられる可能性がある。たとえば、最大開口末端で直径約0.172インチ(0.437 cm)の内部成分通路を有するピペットチップ100、400は、直径約0.173インチ(0.438 cm)〜約0.183インチ(0.465 cm)を有するピペット取り付けシャフトに適合する可能性がある。内部成分の材料は、Å尺度で約50〜約60、好ましくは約55のデュロメーターを有してもよく、材料は最大で約40%〜約65%の範囲で圧縮されてもよい。したがって、壁の厚さ約0.010インチ(0.025 cm)および最大圧縮50%を有する内部成分は、内部成分通路より約0.010インチ(0.025 cm)まで大きい直径を有するピペット取り付けシャフトに適合する可能性がある。
【0027】
図5は、本発明のピペットチップ450の第三の態様を描写する。ピペットチップ450は、少なくとも2つの成分を含む。示される2つの成分は、対応して異なる物理特性を有する異なる材料で形成される。外部成分570は、第二の輪状の内部成分580の一部がその中に入れ子式に受容される、中空の伸長した先細りの体部を含む。外部成分570は、通路571を規定する内壁572を有する。外部成分570の第一の近位末端セグメント575は、第二の遠位末端セグメント574の開口部より直径が大きい開口部を有する。セグメント575は、内部成分580の第一の末端セグメント585を受容するような形状を有する。内部成分580の第二の末端セグメント587は、ピペット装置の取り付けシャフトを受容するような形状を有する。外部成分570のセグメント574は、通路501に液体を引き寄せるような形状を有する。内部成分580のセグメント587は、外部成分570を超えて突出する。
【0028】
内部成分580は、ゴム、フォーム、熱可塑性エラストマー(TPE)、または熱可塑性加硫物質のようなエラストマーを含んでもよい。ピペットチップ内部成分580は好ましくは、ピペットプローブを取り外すために十分に弾力性であって、なおも流体を通さない密封を生じるために十分に柔軟である。第二の成分の材料は、Å尺度で約60〜約95、好ましくは約87Åのデュロメーターを有してもよい。
【0029】
ピペットチップ外部成分570は、例としてポリプロピレンまたはポリスチレンを含んでもよい。ピペットチップ外部成分570は、好ましくは内部成分580の材料より比較的弾力性であるか、および/または堅固である。
【0030】
図6は、本発明のピペットチップ650のもう1つの態様を描写する。ピペットチップ650は、正の置換ピペットチップである。これには外部成分660および内部成分670が含まれ、そのそれぞれが本発明の他の態様と結びつけて有用であると開示される材料で形成されてもよい。内部成分670は、外部成分660より柔軟な材料で形成される。ピペットチップ650を、ピペット680に取り付けられた状態で描写する。ピペット680には、液体695をピペットチップ650に引き寄せるために、ピペットチップ650から液体695を分配するために用いられてもよいプランジャー685が含まれる。ピペットチップ650は、その中で実質的に円柱状の通路655を有してもよく、内部成分670の内向きの表面は、外部成分660の内向きの表面と同一平面である。
【0031】
図7Aおよび7Bは、本発明のピペットチップ700のさらなる態様を描写する。ピペットチップ700には、第一の成分710および第二の成分720が含まれる。第一の成分710は、第二の成分720の材料より比較的堅固な材料の中空の伸長した先細りの体部を含んでもよい。第一の成分は第一の開口末端712から第二の開口末端714まで軸方向に先細りであってもよい(図7Bを参照されたい)。第二の成分720は、第一の開口末端722から第二の開口末端724までの中空の実質的に円柱状の体部を含む(図7Bを参照されたい)。第二の成分720の第二の開口末端724はその中に第一の成分710を入れ子式に受容するような形状を有してもよい。第二の成分720には、第一の成分710に隣接する輪状の縁726およびこれの一部の周囲を取り巻くための輪状のフランジ728が含まれてもよい。図7Bは、第一の成分710および第二の成分720の接合部の断面図を描写する。第二の開口末端724での第二の成分720の内向きの表面721と、第一の開口末端712で第一の成分710の内向きの表面711は近接して、ピペットチップ700の実質的に連続的な内部表面を形成してもよい。
【0032】
ピペットチップ700は、その中に通路701を有する先細りの管状体を含む。通路701は、内向きの表面702によって規定される。内向きの表面702には、第一の成分710の内向きの表面711に対応する第一の部分が含まれる。ピペットチップ700の内向きの表面721の第二の部分は、第二の成分720の内向きの表面に対応する。第二の成分720の材料は第一の成分710の材料とは異なる。したがって、第一の部分711の内向きの表面の材料は、内向きの表面の第二の部分721の材料とは異なる。内向きの表面の第二の部分721は、柔軟な材料を含んでもよく、ピペットの取り付けシャフトを受容するようにおよび密封してかみ合うような形状を有してもよい。
【0033】
使用する場合、ピペットチップ450、700は、ピペットの取り付けシャフト730(図7C)に取り付けてもよい。取り付けシャフト730は、ピペットチップ450、700の成分580、720内に挿入されてもよい。成分580、720は、取り付けシャフト730と成分580、720のあいだで輪状の流体を通さない密封を生じるように変形する。流体は、取り付けシャフト730を通して真空でピペットチップ450、700に引き寄せられてもよく、流体は、たとえば異なる位置で排出されてもよい。流体はピペットチップ成分570、710の第二の末端574、714の開口部の中を通して引き寄せられ、そこから排出されてもよい。
【0034】
本発明のピペットチップは、二重ショット成形、インサート成形、およびオーバーモールディングとしても知られる2-ショット成形によって形成されてもよい。内部成分を最初に成形して、次に外部成分を内部成分の周囲に成形してもよい。または、外部成分を最初に成形して、次に外部成分内に内部成分を成形してもよい。
【0035】
図8に示すように、実際の成形プロセスのために2つのモールドプレートを提供してもよい。内部成分300、600、670は、第一のプレート810と第二のプレート820のあいだで成形される。第一のプレート810には、成分300、600、670の内部表面形状を規定するような形状を有するコアとしても知られる突出部815が含まれてもよい。第二のプレート820には、突出部815を受容するための腔825が含まれ、それによって内部成分300、600、670の大きさおよび形状に厳密に近似する腔を規定する。このように、突出部815はピペットチップ100、400、650を通しての通路を規定するような形状を有する。腔825の第一の部分825aは、内部成分300、600、670の外部表面を規定するような形状を有する。腔825の第二の部分825bは、その間に比較的厳密な許容を有する突出部815を受容するような形状を有してもよい。このように、突出部815と腔の第二の部分825bとのあいだに成形腔は作製されない。使用する場合、突出部815を腔825内に配置して、成形腔を形成し、ピペットチップ100、400、650の内部成分300、600、670を形成してもよい。第一の成形材料を、第一の成形材料供給源830から成形腔に挿入してもよい。
【0036】
内部成分300、600、670が形成された後、第一のプレート810を第二のプレート820から引き寄せてもよい。内部成分300、600、670がその周囲に形成された突出部815を、このように腔825から除去してもよい。
【0037】
内部成分300、600、670がその周囲に形成された突出部845を有する第三のプレート840を示す。第三のプレート840は、その中に腔855が含まれる第四のプレート850に対して押しつけられる。腔855は、外部成分200、500、660を形成するためのモールド腔を作製する突出部845と内部成分300、600、670とを受容するような形状を有してもよい。第二の成形材料を、第二の成形材料供給源860から成形腔に挿入してもよい。
【0038】
第二のプレート820および第四のプレート850は、回転するプレート870を有する注入成形機械と共に使用するための近接プレートを含んでもよい。第一のプレート810と第三のプレート840は、回転するプレート870の一部であってもよい。第二のプレート820の腔825内に内部成分300、600、670を形成した後、突出部815の周囲に配置された第一の成分300、600、670を有する第一のプレート810を、第二のプレート820から引き離して、回転して、モールドを第四のプレート850に対して第一のプレート810によって閉鎖してもよく、外部成分200、500、660をその中に形成してもよい。
【0039】
図9は、本発明のピペットチップ100、400、650を作製するための別の方法のフローチャートを描写する。ピペットチップ100、400、650は、挿入成形によって形成されてもよい。段階900において、外部成分200、500、660は、第一のモールドコア周囲の第一のモールドの腔内で形成されてもよい。次に、段階910および920において、外部成分200、500、660は、第一のモールド腔から除去されて、第二の鋳型腔内に配置される。外部成分200、500、660は、第二のコアと第二のモールドの腔とのあいだに配置されてもよい。第二のコアには、第一のモールドコアの直径より小さい直径を有するその一部が含まれてもよい。成形材料を、段階930において第二のモールドに注入してもよく、第二のコアと外部成分200、500、650とのあいだに内部成分300、600、670を形成してもよい。内部成分300、600、670は、成形の際にまたは熱溶接によって、成分の材料の分子結合によって外部成分200、500、650に結合してもよい。または、もしくは分子結合のほかに、機械的結合が起こってもよい。たとえば、外部成分200、500、650には、内部成分300、600、670の材料によって取り囲まれる表面の不規則性が含まれてもよく、または成分の材料の収縮もしくは膨張が起こってもよい。
【0040】
本発明は一定の態様において記載してきたが、本発明をさらに改変することができ、それらも本開示の趣旨および範囲に含まれる。本発明のピペットチップ100、400、650の形成は2-ショット成形を用いて、内部成分を形成し、その後内部成分周囲に外部成分を形成して、記載してきた。しかし、多成分ピペットチップを形成する他の方法も本発明の範囲に含まれることは当業者によって理解されると思われる。たとえば、外部成分は内部成分の前に形成されてもよく、または他の成形法を用いて多数の成分を形成してもよい。本明細書において用いられるように、「ピペットチップ」という用語は、自動および手動のピペッティングのために用いられるピペットチップ、正の置換ピペット、および他の全てのピペットチップが含まれる、全てのタイプのピペットチップを含むと意図される。
【0041】
したがって、本出願は、その一般原理を用いて本発明のいかなる変更、使用、または適応も含むと意図される。たとえば、図1において示される内部成分300がO-環または密封環を含むことは本発明の範囲内である。さらに、本出願は、本発明が関する技術分野における公知または通例の実践内に入る、および添付の特許請求の範囲に入る本開示からのそのような逸脱を含むと意図される。
【図面の簡単な説明】
【0042】
図面において、本発明を実施するための最良の形態であると現在見なされるものを図示する。
【図1】本発明のピペットチップの第一の態様の図示である。
【図2】図1のピペットチップの外部成分の図示である。
【図3】図3Aは、図1の内部成分を図示する。図3Bは、図1の内部成分の透視図を描写する。
【図4】本発明のピペットチップの第二の態様の透視図である。
【図5】本発明のピペットチップの第三の態様の図示である。
【図6】ピペットに取り付けられた本発明のピペットチップの第四の態様を描写する。
【図7】図7Aは、本発明のピペットチップの第五の態様を描写する。図7Bは、図7Aのピペットチップの第一の成分および第二の成分の接合部の拡大図を描写する。図7Cは、ピペットチップ取り付けシャフトおよび駆出機構を示す。
【図8】本発明のモールドを描写する。
【図9】本発明のピペットチップを作製する方法のフローチャートを図示する。
【特許請求の範囲】
【請求項1】
近位末端と遠位末端とを有する第一の成形可能な材料で構築された第一の管状成分;および
該第一の管状成分に関して同軸に配置され、該第一の成形可能な材料より比較的柔軟な材料を含む第二の輪状成分、
を含むピペットチップ。
【請求項2】
第二の輪状成分が第一の管状成分の内向き表面の一部にコーティングを含む、請求項1記載のピペットチップ。
【請求項3】
第二の輪状成分が熱可塑性加硫物質を含む材料で形成される、請求項1記載のピペットチップ。
【請求項4】
第一の管状成分の近位末端に、外向きに伸展するフランジが含まれる、請求項1記載のピペットチップ。
【請求項5】
第一の管状成分がポリプロピレンを含む、請求項1記載のピペットチップ。
【請求項6】
第一の管状成分が、近位末端から遠位末端まで直径が次第に小さくなるように先細りである、請求項1記載のピペットチップ。
【請求項7】
第一の管状成分が、遠位末端の側壁を通る少なくとも1つの開口部を有する、請求項1記載のピペットチップ。
【請求項8】
第一の管状成分が、その外表面において円周方向に間隔をあけて縦方向に伸展するフィンをさらに含む、請求項1記載のピペットチップ。
【請求項9】
第一の管状成分が第二の輪状成分に関して少なくとも部分的に入れ子式となるように配置される、請求項1記載のピペットチップ。
【請求項10】
内部通路を規定する先細りの体部を含む外部成分と、
内部通路内で受容され比較的より柔軟な材料を含む輪状の内部成分とを含む、
ピペットチップ。
【請求項11】
輪状の内部成分が熱可塑性加硫物質を含む、請求項10記載のピペットチップ。
【請求項12】
外部成分に、その周囲に配置された円周方向に空間を有する複数の開口部が含まれる、請求項10記載のピペットチップ。
【請求項13】
外部成分がポリプロピレンを含む、請求項10記載のピペットチップ。
【請求項14】
成形後に比較的柔軟な特徴を有する第一の注入材料と、第二の注入材料との供給源を注入成形チャンバーに提供する段階;
第一の注入材料を第一のモールドに注入して、ピペットチップの輪状成分を形成する段階;
該輪状成分を該第二の注入材料供給源に隣接する位置に移動させる段階;および
第二の注入材料を第二のモールドに注入して、輪状成分に関して同軸に配置されそれに付着した管状のピペットチップ体を形成する段階
を含む、ピペットチップを形成する方法。
【請求項15】
第二の注入材料が形成後に比較的堅固な特徴を有する、請求項14記載の方法。
【請求項16】
管状ピペットチップ体が輪状成分に結合して成形される、請求項14記載の方法。
【請求項17】
第一の注入材料が熱可塑性加硫物質を含む、請求項14記載の方法。
【請求項18】
第二の注入材料がポリプロピレン材料を含む、請求項14記載の方法。
【請求項19】
第一のモールドが成形プレート内で先細りの腔と、
先細りの腔内で受容可能であり、該先細りの腔の下表面に接触する別の成形プレートの突出部とを含む、
請求項14記載の方法。
【請求項20】
輪状成分の一部に関して入れ子式の管状ピペットチップ体を形成する段階を含む、請求項14記載の方法。
【請求項21】
注入-成形チャンバーに2つの注入材料供給源を提供する段階;
第一の供給源からの第一の注入材料を注入して、管状ピペットチップ体を形成する段階;および
第二の供給源からの第二の注入材料を注入して、該管状ピペットチップ体と同軸であり、該管状ピペットチップに付着する輪状体を形成する段階
を含む、ピペットチップを形成する方法。
【請求項22】
第一の注入材料が成形後に比較的堅固な特徴を有し、
第二の注入材料が成形後に比較的柔軟な特徴を有する、
請求項21記載の方法。
【請求項23】
その側壁を通る開口部を有する管状ピペットチップ体が形成され、
第二の注入材料が該開口部を通して注入される、
請求項21記載の方法。
【請求項24】
内部通路を規定する管状体を成形する段階;
該管状体をモールドコアの上に配置して、該モールドコアの外表面と該管状体の内表面部分とのあいだの輪状のギャップを形成する段階;および
該輪状ギャップに成形材料を注入して、該管状体内部で入れ子式の内部成分を形成する段階
を含む、ピペットチップを形成する方法。
【請求項25】
その中を通る通路を規定する内向きの表面を有する先細りの管状体を含み、
内向きの表面の第一の部分が第一の材料を含み、内向きの表面の第二の部分が第一の材料とは異なる物理的特性を有する第二の材料を含む、
ピペットチップ。
【請求項1】
近位末端と遠位末端とを有する第一の成形可能な材料で構築された第一の管状成分;および
該第一の管状成分に関して同軸に配置され、該第一の成形可能な材料より比較的柔軟な材料を含む第二の輪状成分、
を含むピペットチップ。
【請求項2】
第二の輪状成分が第一の管状成分の内向き表面の一部にコーティングを含む、請求項1記載のピペットチップ。
【請求項3】
第二の輪状成分が熱可塑性加硫物質を含む材料で形成される、請求項1記載のピペットチップ。
【請求項4】
第一の管状成分の近位末端に、外向きに伸展するフランジが含まれる、請求項1記載のピペットチップ。
【請求項5】
第一の管状成分がポリプロピレンを含む、請求項1記載のピペットチップ。
【請求項6】
第一の管状成分が、近位末端から遠位末端まで直径が次第に小さくなるように先細りである、請求項1記載のピペットチップ。
【請求項7】
第一の管状成分が、遠位末端の側壁を通る少なくとも1つの開口部を有する、請求項1記載のピペットチップ。
【請求項8】
第一の管状成分が、その外表面において円周方向に間隔をあけて縦方向に伸展するフィンをさらに含む、請求項1記載のピペットチップ。
【請求項9】
第一の管状成分が第二の輪状成分に関して少なくとも部分的に入れ子式となるように配置される、請求項1記載のピペットチップ。
【請求項10】
内部通路を規定する先細りの体部を含む外部成分と、
内部通路内で受容され比較的より柔軟な材料を含む輪状の内部成分とを含む、
ピペットチップ。
【請求項11】
輪状の内部成分が熱可塑性加硫物質を含む、請求項10記載のピペットチップ。
【請求項12】
外部成分に、その周囲に配置された円周方向に空間を有する複数の開口部が含まれる、請求項10記載のピペットチップ。
【請求項13】
外部成分がポリプロピレンを含む、請求項10記載のピペットチップ。
【請求項14】
成形後に比較的柔軟な特徴を有する第一の注入材料と、第二の注入材料との供給源を注入成形チャンバーに提供する段階;
第一の注入材料を第一のモールドに注入して、ピペットチップの輪状成分を形成する段階;
該輪状成分を該第二の注入材料供給源に隣接する位置に移動させる段階;および
第二の注入材料を第二のモールドに注入して、輪状成分に関して同軸に配置されそれに付着した管状のピペットチップ体を形成する段階
を含む、ピペットチップを形成する方法。
【請求項15】
第二の注入材料が形成後に比較的堅固な特徴を有する、請求項14記載の方法。
【請求項16】
管状ピペットチップ体が輪状成分に結合して成形される、請求項14記載の方法。
【請求項17】
第一の注入材料が熱可塑性加硫物質を含む、請求項14記載の方法。
【請求項18】
第二の注入材料がポリプロピレン材料を含む、請求項14記載の方法。
【請求項19】
第一のモールドが成形プレート内で先細りの腔と、
先細りの腔内で受容可能であり、該先細りの腔の下表面に接触する別の成形プレートの突出部とを含む、
請求項14記載の方法。
【請求項20】
輪状成分の一部に関して入れ子式の管状ピペットチップ体を形成する段階を含む、請求項14記載の方法。
【請求項21】
注入-成形チャンバーに2つの注入材料供給源を提供する段階;
第一の供給源からの第一の注入材料を注入して、管状ピペットチップ体を形成する段階;および
第二の供給源からの第二の注入材料を注入して、該管状ピペットチップ体と同軸であり、該管状ピペットチップに付着する輪状体を形成する段階
を含む、ピペットチップを形成する方法。
【請求項22】
第一の注入材料が成形後に比較的堅固な特徴を有し、
第二の注入材料が成形後に比較的柔軟な特徴を有する、
請求項21記載の方法。
【請求項23】
その側壁を通る開口部を有する管状ピペットチップ体が形成され、
第二の注入材料が該開口部を通して注入される、
請求項21記載の方法。
【請求項24】
内部通路を規定する管状体を成形する段階;
該管状体をモールドコアの上に配置して、該モールドコアの外表面と該管状体の内表面部分とのあいだの輪状のギャップを形成する段階;および
該輪状ギャップに成形材料を注入して、該管状体内部で入れ子式の内部成分を形成する段階
を含む、ピペットチップを形成する方法。
【請求項25】
その中を通る通路を規定する内向きの表面を有する先細りの管状体を含み、
内向きの表面の第一の部分が第一の材料を含み、内向きの表面の第二の部分が第一の材料とは異なる物理的特性を有する第二の材料を含む、
ピペットチップ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2009−523611(P2009−523611A)
【公表日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2008−551490(P2008−551490)
【出願日】平成19年9月28日(2007.9.28)
【国際出願番号】PCT/US2007/020885
【国際公開番号】WO2008/042233
【国際公開日】平成20年4月10日(2008.4.10)
【出願人】(508218187)ソレンソン バイオサイエンス インポレーティッド (2)
【Fターム(参考)】
【公表日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年9月28日(2007.9.28)
【国際出願番号】PCT/US2007/020885
【国際公開番号】WO2008/042233
【国際公開日】平成20年4月10日(2008.4.10)
【出願人】(508218187)ソレンソン バイオサイエンス インポレーティッド (2)
【Fターム(参考)】
[ Back to top ]