
多成分繊維
少なくとも二つの引き延ばされた繊維体(11、21、31、41、51、61;12、22、32、42、52、62)を含み、第1の繊維体(11、21、31、41、51、61)は相変化物質を含む第1の材料からなり、第2の繊維体(12、22、32、42、52、62)は第2の材料からなり、第1の繊維体(11、21、31、41、51、61)を封入する多成分繊維(10、20、30、40、50、60)であって、相変化物質が非カプセル化又は未加工の形態であり、第1の材料がISO1183−2に従って室温で測定されるとき890−970kg/m3の範囲内の密度を、及びISO1133に従って21.6kg重で190℃で測定された0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含む。さらに、本発明は多成分繊維を含む織物、布、及び吸収物品に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、相変化物質を含む多成分繊維、多成分繊維を含む織物及び布(例えば、編み物、織布及び不織布)、及び多成分繊維を含む吸収物品に関する。
【背景技術】
【0002】
人間の体温調節システムは、一定の中心温度及び皮膚温度を様々な身体の部分の間で異なる範囲内に保持することを目的としている。快適な皮膚温度は28〜33℃の範囲である。この温度範囲外であると、身体は不快に感じる。
【0003】
身体は皮膚の血流を調節することによって周囲との熱交換の速度を制御する。汗の生成(蒸発による熱の損失)又は震え(熱生成)は、体温が大きく変動すると開始する。
【0004】
人間の体温調節システムの容量及び効率はむしろ限られている。衣服を身につけ又は脱ぐことは、長い期間様々な活動レベル及び周囲条件において身体を快適な温度限度内に保つことを助ける。しかしながら、文化的に容認できる方法で衣服を着ること又は脱ぐことが常に適切又は可能であるわけではなく、又はそれは物理的に不可能若しくは困難である場合がある。これは、特に下着のような衣類又は吸収物品に関する。組み込まれた体温調節性能を有する衣類及び吸収物品は、衣類を着る又は脱ぐことなく、快適さを保持することができるだろう。そのような衣類及び吸収物品は、その中の汗/湿気の蓄積、及び同様にかなり好ましくない、震えによって起こる不快さを低減するだろう。
【0005】
衣類に相変化物質(PCM)を組み込むことは、体温調節性能を実現する一つの方法である。皮膚温度が上がるとき、PCMは融解して皮膚から放出された熱を吸収する。そして、温度が下がるとき、PCMは結晶化して保存された熱は再度放出される。このように、皮膚温度の変化は抑制されることができ、温度が快適な領域の範囲内に保たれる。衣類及び吸収物品の形態での製品だけではなく、例えばベッドリネン、枕カバー、ブランケット、家具、車のシート、及び履物等に使用される繊維もまた、PCMを組み込むことで利益を得る。
【0006】
昼と夜との間の温度の変動を一様にして、それによって暖房(夜間)及び空調(日中)に関するエネルギーコストを下げるために、カーペット及びカーテンのような家庭用及び企業での用途においてPCMが組み込まれた繊維が使用されてもよい。
【0007】
PCMを繊維に組み込む最も一般的な方法は、マイクロカプセル内にPCMを含むポリマーバインダーで布を被覆することによる。体温調節効果は被覆重量により規定される。さらに、コーティングに加えることができるマイクロカプセルの量は制限され、したがって体温調節効果は制限されるだろう。さらに、コーティングの一部としてのマイクロカプセル化されたPCMの使用は、上述の問題及びマイクロカプセルのコストが高いこと以外に、幾つかの欠点を有する。空気透過性及び水分透過性のような特性が損なわれ、これは否定的な方向で熱的な快適さに影響する。さらに、コーティングの付加を増やすことにより、着用するのに快適ではない、より硬く、及び弾性が低い繊維をもたらす。濡れ性のような表面性質も、コーティングの存在によって否定的に影響され得る。これは、トレーニング用衣類又は吸収物品を取り扱うときに、そのような物品に望ましい性質は繊維表面上で体液を輸送する性能であるため、特に重要である。
【0008】
コーティングに関する欠点は、もしもPCMマイクロカプセルが繊維内部に組み込まれる場合、回避され得る。追加される利点は、マイクロカプセルがさらに耐久性を有して繊維に結合され、洗濯に耐えることができることである。マイクロカプセルの組み込みは、湿式紡糸アクリル繊維及び湿式紡糸セルロース繊維において可能であるが、組み込まれ得るPCMの量が例えば紡糸性及び十分な繊維長等の因子によって制限されるので、熱的効率はむしろ低い(約10から30J/g未満)。
【0009】
現在使用される主な合成繊維はポリエステルであり、これは溶融紡糸により製造される。標準的な溶融紡糸繊維におけるマイクロカプセルの組み込みは、今までのところ幾つかの理由で制限されてきた。マイクロカプセルは、溶融紡糸工程において加えられる高い温度及び剪断力に耐えることができなくてはならない。他の理由は、カプセルのサイズ(1〜10μm)、及び微粒子の充填剤が溶融粘度を増加して細い繊維の溶融紡糸を非常に困難にするという事実である。
【0010】
PCMを含有する繊維を製造するとき、PCMの単位電荷あたり可能な限り高い体温調節効果を得ることを目的とする。この見方において、マイクロカプセルの殻はエネルギー輸送に関してバラスト及び障害である。人体の皮膚と繊維に組み込まれたPCMとの間の迅速なエネルギー交換を実現するために、不必要な障害物は最小化されなくてはならない。同様に、可能な限り最大の量のPCMを繊維物質に載せるためには、不必要な物質成分は最小化されるべきである。
【0011】
マイクロカプセル化されることなく、すなわち未加工の形態で、溶融紡糸された繊維においてPCMが使用される場合、それらは繊維内部に閉じ込められなくてはならない。解決法はコア/シース構造を有する多成分繊維を使用すること、又はPCMが繊維内部にトラップされるようにいわゆる海島構造を使用することである。しかしながら、多くの困難が克服されなくてはならない。
【0012】
「Effect of phase change material content on properties of heat−storage and thermo−regulated fibres nonwoven」、Indian Journal of Fibre and Textile Research,Vol 28,September 2003,pp.265−269において、未加工の形態で相変化物質を含む、繊維を紡糸する方法が記述される。コア/シース繊維は、コア内に(PCMとして)n−エイコサン及びポリエチレンとエチレンプロピレンコポリマーのブレンドを有して溶融紡糸された。シースはポリプロピレンから作られた。試験された最大のPCM含量は21重量%であり、繊維の潜熱は32J/gに達した。しかしながら、理論的に可能な潜熱の約50〜60%のみが実現されたことは、繊維コア内のPCMのかなりの部分が溶融/結晶化されていないことを示している。
【0013】
さらに、国際公開第02/124992号は、繊維をスピニングする際未加工の形態のPCMが使用されることを記述する。しかし、実施例はマイクロカプセルに封入された相変化物質を示し、カプセル化されていない相変化物質を用いる実施例は開示されていない。
【0014】
国際公開第2006/086031号は、エチレン−プロピレンコポリマー及び極性コポリマー(例えばエチレン−コ−ビニル−アセテートポリマー)の修飾された形態を使用してコア物質内での相変化物質の分散を容易にすることを記述する。高含量の相変化物質を有する、及び高い値の潜熱を有する繊維は開示されていない。
【0015】
米国特許第7160612号明細書も繊維を紡糸するときに未加工形態でのPCMを使用できることを記述する。潜熱及び繊維の強度は十分ではない。
【0016】
米国特許出願公開第2007/0089276号明細書は未加工の形態でPCMを組み込む溶融紡糸された多成分繊維を記述する。
【0017】
米国特許第7241497号明細書は、その中に分散された体温調節物質を含む多成分繊維を開示する。潜熱及び繊維の強度は十分ではない。
【0018】
ポリマー相変化物質は繊維紡糸にも使用されてきたが、そのような相変化物質は低分子の分子炭化水素ワックスと比較して高い粘度を有し、そのため粘度調整剤と混合される必要がないが、それらが非常に低い潜熱の値を有するのであまり有効ではない。
【0019】
したがって、繊維が良好な機械的強度とともに高い潜熱を有する、相変化物質の含量が多い繊維に対する必要性が存在する。そのような繊維は報告されていない。
【0020】
したがって、良好な潜熱効果及び高い強度を有する相変化物質を含む多成分繊維を開発することが要求されている。本発明の目的は上記問題を解決することである。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】国際公開第02/124992号
【特許文献2】国際公開第2006/086031号
【特許文献3】米国特許第7160612号明細書
【特許文献4】米国特許出願公開第2007/0089276号明細書
【特許文献5】米国特許第7241497号明細書
【非特許文献】
【0022】
【非特許文献1】Indian Journal of Fibre and Textile Research,Vol 28,September 2003,pp.265−269
【発明の概要】
【課題を解決するための手段】
【0023】
本発明は、少なくとも二つの引き延ばされた繊維体を含む多成分繊維に関し、第1の繊維体が相変化物質を含む第1の材料からなり、第2の繊維体が第2の材料からなり、第1の繊維体を取り囲む。相変化物質はカプセル化されていないか、又は未加工の形態であり、第1の材料が、ISO 1183−2に従って室温で測定されたとき890〜970kg/m3の範囲の密度を有し、かつISO1133に従って21.6kg重で190℃で測定された0.1〜60g/10分の範囲のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含む。
【0024】
さらに、本発明は多成分繊維を含む織物材料に関する。
【0025】
多成分繊維を含む布は本発明により開示される。
【0026】
さらに、本発明は多成分繊維を含む吸収物品に関する。
【図面の簡単な説明】
【0027】
【図1】図1a)−d)は本発明による断面における多成分繊維の様々な実施形態を説明する。
【図2】本発明による断面における多成分繊維のさらなる実施形態を示す。
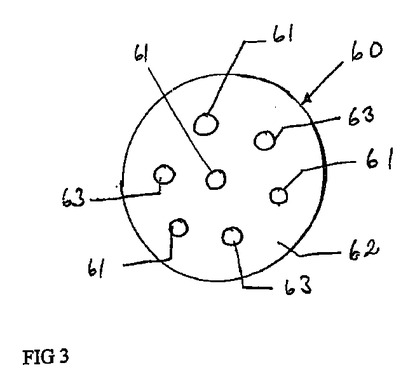
【図3】本発明による断面における多成分繊維のさらなる実施形態を示す。
【図4】本発明の実施形態による衛生ナプキンを開示する。
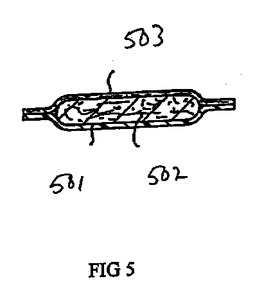
【図5】図4における衛生ナプキンの断面を開示する。
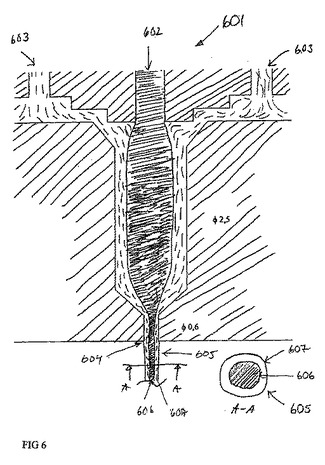
【図6】コア/シース二成分繊維に関して設計されたスピナレットの下流部分の断面の概略的説明を示す。
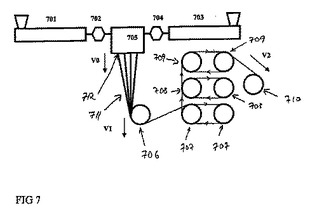
【図7】本発明による多成分繊維を作るための例示的工程の概略的説明を示す。
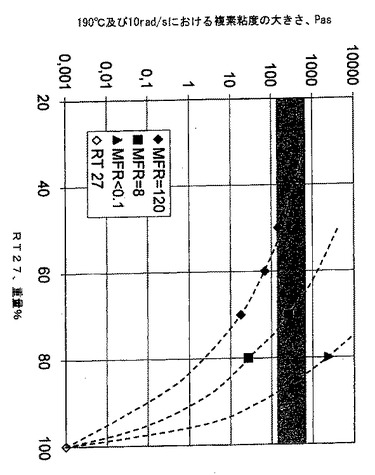
【図8】ポリエチレン及びRT27の様々な混合物に関する重量%RT27に対する190℃及び10rad/sにおける複素粘度の大きさのグラフを示す。RT27はドイツ、ベルリン、Rubitherm GmbHによって製造されるパラフィンワックスである。
【発明を実施するための形態】
【0028】
定義
延伸比(DR)は、固体延伸工程における速度比(V2/V1)として定義され、すなわち、DR=V2/V1である。V1は溶融延伸工程の後のフィラメント速度である。V2は固体延伸工程の後の速度である。
【0029】
所定の材料組成に関して、タイター(titer)はフィラメント直径の間接的な測定値であり、フィラメントの1000又は10000メートルあたりのグラム数を単位として表現される(各々Tex又はdTex)。
【0030】
引張強さ(tenacity)はフィラメント強度の測定値(フィラメントタイターにより除された、引張試験の間フィラメントにより維持される最大力)であり、単位cN/Texで表わされる。
【0031】
弾性率はフィラメント硬さの測定値であり、フィラメントタイターにより徐された1%歪における力として計算され、単位cN/Texで表わされる。
【0032】
メルトフローレート(MFR)はポリマー分子量とは反対の指標である。すなわち、所定のポリマーに関して、MFRは分子量の増加に応じて減少する。
【0033】
PCM効率はここでは、PCMを含む第1の材料の融解熱を、純粋なPCMの融解熱によって、及びPCMを含む第1の材料におけるPCMの重量分率によって除することによって、得られる比を意味する。PCM効率は、単位がパーセントで表わされ、以下の式を用いて計算される:
PCM効率=ΔHmix/(wPCM*ΔHPCM)*100
ここでΔHmixはPCM(PCM+粘度調整剤)を含む第1の材料の溶融熱の測定値であり、wPCMはPCMの重量分率であり、ΔHPCMは純粋なPCMの融解熱の測定値である。
【0034】
熱効率はここでは、多成分繊維の融解熱を、純粋なPCMの融解熱によって、及びPCMを含む多成分繊維におけるPCMの重量分率によって除することによって、得られる比を意味する。熱効率は、単位がパーセントで表わされ、以下の式を用いて計算される:
熱効率=ΔHfibre/(wPCM*ΔHPCM)*100
ここでΔHfibreはPCMを含む多成分繊維の溶融熱の測定値であり、wPCMはPCMの重量分率であり、ΔHPCMは純粋なPCMの融解熱の測定値である。
【0035】
織物は織糸又は編み糸と呼ばれることが多い天然及び/又は人工の繊維のネットワークからなる柔軟な材料である。編み糸は、紡ぎ車で未加工のウール繊維、亜麻、綿、又は他の材料を紡糸して編み糸として知られる長いストランドを作ることによって製造される。合成編み糸もフィラメントヤーンの形態で利用可能である。織物は、ウィービング(weaving)、ニッティング(knitting)、クローシェ(crocheting))、ノッティング(knotting)、又は繊維を互いに圧縮することによって形成される。編み物は多くの材料から作ることができる。これらの材料は四つの主な原料に由来する:動物、植物、鉱物、及び合成物。
【0036】
布は織物材料である。布という用語は、織物アセンブリ取引(例えば調整及び仕立て)において織物の同義語として共通して使用される。しかしながら、これらの用語の間には微妙な相違がある。織物は織り合わせた繊維で作られる任意の材料を示す。布はウィービング、ニッティング、クローシェ、又はボンディングを通じて作られる任意の材料を示す。一般的に、布はそれらの厚みに関連して有意の面の広さを有する繊維ベースの製造物であるということができる。不織布も同様に定義に含まれる。
【0037】
不織布は織られても編まれてもいないもの、例えばフェルトである。それらは、典型的には、シート又はウェブの形態でステープル繊維を互いに押し付け、その後それらを、機械的に(フェルトの場合のように、繊維間の摩擦が強い布をもたらすように、のこぎり状の針でそれらを連結することによって)、接着剤を用いて、又は、熱的に((粉末、ペースト、又はポリマー溶融物の形態で)バインダーを使用することによって、高い温度によりウェブ上にバインダーを溶融することによって)それらを結合することによって、製造される。他の製造法は溶融紡糸された繊維の直接的な熱結合を含む。スパンレイド不織布は一つの連続的な工程で作られる。繊維はスパンされ、その後、デフレクタによりウェブ内部に直接分散され、空気流で方向づけられ得る。この概念の幾つかの変形が使用可能である。スパンボンドはメルトブロー不織布と組み合わされ、SMS(スパンボンド−メルトブロースパンボンド)と呼ばれる層状製品に共成形される。メルトブローされた不織布は非常に微細な繊維直径を有するが、強い布ではない。スパンレイドは熱的に結合され、又は樹脂を用いて結合される。
【0038】
以下「コア材料」という表現は「第1の材料」の代わりに使用されることがあり、「シース材料」は「第2の材料」の代わりに使用されることがある。
【0039】
表現「未加工の形態」は、PCMが多成分繊維の製造時に、その未加工の形態で導入される、すなわちPCMがカプセル化されておらず、PCMが多成分繊維の紡糸の間スピナレット温度において他の材料固体上に、又は他の材料固体によって保持(例えば多孔性構造体内部に吸収される等、ここで構造体は多成分繊維の紡糸の間スピナレット温度において固体である)されない、ことを意味することを意図する。結果的に、PCMは、多成分繊維の製造において、粘度調整剤と混合されるにもかかわらず、「未加工の形態」であるとみなされる。
【0040】
発明の詳細な説明
本発明は、相変化物質を組み込むことによって体温調節機能を有する多成分繊維に関する。
【0041】
したがって、一定の温度を保つと同時に、多成分繊維は熱を吸収し及び解放する性能を有する。多成分繊維は熱調節特性を提供するために様々な物品において使用され得る。使用者の皮膚の近くで、又は接触して着用される、例えば衣類又は吸収物品等の物品は、使用者に快適な感覚を与える。もしも、例えば、衣類の一部又は吸収物品のトップシートが本発明による多成分繊維を含む場合、衣類又は物品は、皮膚温度が快適な領域内に保たれるように、皮膚温度の変化を平均化し得る。使用者の身体に接近して着用され、多成分繊維は、使用者が、物理的活動が変化する間、周囲条件が変化する間、又は例えば感情的な影響に起因して皮膚温度がその通常の温度変化を受けるとき、又は24時間周期のリズムの間、快適に感じることを手助けする。もしも吸収物品内のトップシートが本発明による多成分繊維を含む場合、物品は使用者から熱を吸収して使用者の発汗を減らし得る。
【0042】
これは、もしも蒸気透過率が低い高密度の物品が使用者の身体と接触して使用される場合、使用者の皮膚に対する水分を回避するために、特に有利である。使用者の皮膚上の湿気は吸収物品及び織物材料の両方に関して問題であり、皮膚の問題に繋がる場合がある。このように本発明は、図1に示すように、多成分繊維10に関し、少なくとも二つの引き延ばされた繊維体11、12を含み、第1の繊維体11は相変化物質を含む第1の材料からなり、第2の繊維体12は第2の材料からなり、第1の繊維体11を封入し、相変化物質は未加工の形態であり、第1の材料はISO1183−2に従って室温で測定されるとき890−970kg/m3の範囲内の密度を、及びISO1133に従って21.6kg重で190℃で測定された0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含む。
【0043】
表現「未加工の形態」は、PCMが、多成分繊維の製造時にその未加工の形態で導入される、すなわちPCMがカプセル化されておらず、PCMが多成分繊維の紡糸の間スピナレット温度において他の材料固体上に、又は他の材料固体によって保持(例えば多孔性構造体内部に吸収される等、ここで構造体は多成分繊維の紡糸の間スピナレット温度において固体である)されない、ことを意味することを意図する。結果的に、PCMは、多成分繊維の製造において、粘度調整剤と混合されるにもかかわらず、「未加工の形態」であるとみなされる。
【0044】
21.6kg重で190℃で測定された0.1−60g/10分の範囲内のメルトフローレートを有するポリマーが、多成分繊維内の粘度調整剤として適切であることが見出された。有効なPCM材料の多くが低分子量化合物であり、そのような化合物は関連する加工温度(180−300℃)において低い粘度を有する。シース材料(第2の材料、加工温度において高い粘度を有する)で多成分繊維を作るために、発明者らはもしも相変化物質が0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンと混合される場合、潜熱が高く強い繊維が得られることを見出した。ポリオレフィンは粘度調整剤であり、これは多成分繊維の第1の材料の粘度を増加させる。0.1−60g/10分の範囲内のメルトフローレートを有する粘度調整剤が少量使用されてよく、これは特定の潜熱という観点から熱効率に有利であり、同時に相変化物質の溶融/結晶化の固有の特定の潜熱を完全に使用することを可能にすることが見出された。もしも60g/10分よりも高い値が使用される場合、粘度が低すぎ、混合物は繊維に加工することが不可能である。混合物は「水のよう」であり、すなわち非常に薄い。0.1/10分よりも低い値の粘度調整剤は、繊維のカールに繋がる可能性があり、繊維紡糸が不可能である場合がある。
【0045】
溶融紡糸において低粘度材料を用いることの他の欠点、例えばスクリュー押出機及びギアポンプにおけるバックフロー及び漏れ等、は、相変化物質と0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンを混合するとき、同様に回避される。第1の材料は加工温度において加工するのに十分高い粘度を有する。
【0046】
さらに粘度調整剤は、ISO1183−2に従って室温において測定される、920kg/m3よりも大きい、好ましくは950kg/m3よりも大きい密度を有してよい。
【0047】
相変化物質は溶融において粘度調整剤と相溶し、一方でそれは冷却において純粋な相に分離される。これは高密度の粘度調整剤を用いるとき、有利である。調整剤の効果が高いと、必要とされるのは少量であるだろう。これは、相変化物質1グラムあたり固有な特定の融解熱のより有効な使用に繋がる。実施例2に開示されるように、90%以上のPCM効率を得ることができる。
【0048】
粘度調整剤は、ISO1133に従って21.6kg重で190℃で測定された、0.1−50g/10分、好ましくは0.1−20g/分、より好ましくは0.1−10g/10分の範囲内のメルトフローレートを有してよい。粘度調整剤に用いられるメルトフローレートが低いと、相変化物質を含む第1の材料の粘度を、第1の材料を多成分繊維に加工するのに適切なレベルまでにするのに、より少量の粘度調整剤が必要となる。これは以下の例1にも示される。さらに、MFRが10g/10分よりも低いことにより、第1の材料内の粘度調整剤の濃度を約30重量%よりも低くして、繊維の溶融紡糸に使用される標準ポリマーグレードの範囲内に粘度を増加するのに十分なものであった。第1の材料は、繊維を製造するとき、従来使用される添加剤をさらに含むことができる。さらに、第1及び第2の繊維体の間の境界層を改良するために、相溶化剤が第1の材料に含まれ得る。
【0049】
相変化物質は、少なくとも100J/g、及び好ましくは少なくとも140J/gの潜熱を有してよい。これらの値は、効率がよく、かつ体温調節効果を与える潜熱を有する繊維を得るために、適する。
【0050】
さらに、PCMを含む第1の材料は、比ΔHmix/(wPCM*ΔHPCM)*100によって測定される、少なくとも90%、好ましくは少なくとも95%であるPCM効率を有してよい。PCM効率が高いことは、PCMが効率よい方法で使用されることを意味する。高効率は、例えば粘度調整剤の密度、粘度調整剤のMFRによって得られる。
【0051】
さらに、相変化物質を含む多成分繊維は、比ΔHfibre/(wPCM*ΔHPCM)*100によって測定される、少なくとも60%、好ましくは少なくとも70%、より好ましくは少なくとも75%である、熱効率を有する。高い熱効率は、PCMが効率よい方法で使用されることを意味する。高効率は、例えば粘度調整剤の密度、粘度調整剤のMFR、及び第2の材料の選択によって得られる。
【0052】
さらに、粘度調整剤は、第1の繊維体の全重量に対して計算される、50重量%未満、好ましくは40重量%未満、及びより好ましくは30重量%未満で存在する。粘度調整剤の量を低く保つことができるとき、高い潜熱がコアにおいて得られる。これはMFRの値、及び粘度調整剤の密度に依存し得る。
【0053】
PCMは、高い潜熱を得るために、50重量%を超えて、好ましくは60重量%を超えて、より好ましくは70重量%を超えて存在してよい(第1の繊維体の全重量に対して計算される)。
【0054】
第1の材料は、相変化物質、及び少なくとも90重量%(第1の材料の全重量に対して計算される)の量の粘度調整剤を含む。本発明者は、繊維を得るために、第1の材料内に他の余分な要素が必要とされないことを見出した。これは、カプセル化材料、又はPCMが吸収される多孔質構造体等の他の担持材料が必要ではないので、可能である。
【0055】
本発明によれば、相変化物質は、20−50℃の範囲の、好ましくは25−45℃の範囲の、より好ましくは27−40℃の範囲の融点を有する炭化水素ワックスから選択される。これらの温度は、人間の皮膚に近接した又はほぼ接触した環境での体温調節に使用される体温調節材料を考えるとき、適切である。
【0056】
相変化物質は直鎖炭化水素ワックスから選択される。好ましい炭化水素ワックスは、n−オクタデカン、n−ノナデカン、n−エイコサン、n−ヘンエイコサン、又はそれらの混合物である。これらのワックスは、本発明に適する融点を有する。これらの炭化水素ワックスは、それらの純粋な形態において、約200J/gの融解熱を有する。しかしながら、経済的理由で、融解熱が低いがかなり安価である、純粋ではない材料を使用することが好ましいだろう。
【0057】
粘度調整剤はポリエチレンであってよい。粘度調整剤は、粘度調整剤の融点よりも高い温度で相変化物質に可溶であり、それはポリエチレンである。さらに、非常に良好な結果は、ポリエチレン粘度調整剤を含む多成分繊維に関して得られている。ポリエチレンは950kg/m3を超える密度を有してよい。これは、上述のように、粘度調整剤からの相変化物質の相分離に適する。
【0058】
多成分繊維は、0℃−50℃の範囲のDSC法で測定したとき、少なくとも20J/g、好ましくは少なくとも30J/g、より好ましくは少なくとも40J/gの潜熱を有する。
【0059】
繊維は、10cN/texより大きな、好ましくは15cN/texより大きな、より好ましくは20cN/texより大きな強度を有する。これらの強度は相変化物質を含む多成分繊維に関して非常に良好である。コア、すなわち第1の材料、において高い潜熱を得ることができるので、コアは繊維のより少ない部分を構成してよく、シースをより厚くすることができ、これは繊維を強くする。このように、多成分繊維内のPCMの潜熱が高効率であること、及び本発明による適切な溶融加工を達成するための第1の材料の粘度調整剤の濃度が低いことによって、強い繊維を得ることが可能となる。
【0060】
本発明によれば、第1の材料の粘度と第2の材料の粘度との間の比が0.1<粘度1/粘度2<10の条件を満たす多成分繊維も開示される。ここで、粘度1はPCMを含む第1の材料の10rad/sの角振動数での複素粘度であり、粘度2は第2の材料の10rad/sの角振動数での複素粘度であり、粘度は溶融紡糸の間使用される押出温度、すなわちスピナレットダイの設定温度、において測定される。
【0061】
この関係において、スピナレットにおいて多成分繊維を製造することが可能である。例えばスクリュー押出機及びギアポンプ等の装置で、共押出、加圧及びポンピングする問題は、上述の条件によって回避される。相変化物質の粘度が低いので、粘度調整剤は第1の材料の粘度を増加し、結果的に上述の値を実現することを可能にし、それによって、多成分繊維の製造を可能にする。PCM及び粘度調整剤及び本明細書により開示されるところの第2の材料の選択は、開示されるような粘度の関係をもたらす。
【0062】
多成分繊維は、繊維形成ポリマーの融点、又はアモルファスポリマーの場合軟化点、よりも高い温度において相変化物質に融解しない、繊維形成するポリマーである第2の材料を含んでもよい。もしも相変化物質に融解される第2の材料の存在によって妨げられない場合、高度にPCMが使用されるので、したがってPCMの効率もより高くなり得る。もしも第2の材料が相変化物質に溶けない場合、相変化物質は第2の材料に溶けない。これは、低分子PCMの移動に関連する問題を回避する。そのような問題は、臭い、PCMの損失(多成分繊維を含む目的物の洗濯/クリーニングの間も)、及び粘着性/油っぽい繊維表面、であり得る。
【0063】
実施例において製造される全ての多成分繊維に関して、第2の材料がポリプロピレンであった場合を除いて、多成分繊維の熱効率は70%を超えた。第2の材料がポリプロピレンである繊維において、効率は低かった。しかしながら、そのような繊維は、これまでこの種のもので製造することが可能であったものと比較して非常に良いものである。効率が低いことは、ポリプロピレンが相変化物質に溶解され得ることによるだろう。これは相変化物質のある程度の漏れにも繋がり得る。これは、例えば衣類において使用される、洗濯されかつ長い間使用される、布の問題であり得る。しかしながら、繊維が使い捨て物品で使用される場合、これは必ずしも問題ではない。
【0064】
通常の洗濯を必要とする、対象となる本発明の多成分繊維の用途(例えば衣類、及び家庭用織物)に関して、繊維から外へのPCMの継続的マイグレーションが、長期の及び洗濯サイクルを通じた熱効率に大きく影響する。使い捨て物品(ナプキン等)に関して、PCMのマイグレーションは無視できる問題だろう。
【0065】
第2の材料は、ポリエステル、例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリ乳酸等;ポリアミド、例えばPA−6,PA−66、PA−11、及びPA−12等;ポリカーボネート、ポリオキシメチレン、ポリアクリレート(例えば、PMMA)、二フッ化ポリビニリデン、又はポリプロピレンから選択されるポリマーを含んでよい。ポリプロピレンを除いて、これらのポリマーは相変化物質に溶けず、これは繊維の有利な点である。例えば、相変化物質のマイグレーション及び漏れは回避される。任意の好ましい第2の材料は、任意の好ましい相変化物質及び粘度調整剤と組み合わされてよい。
【0066】
繊維は少なくとも一つ以上の第1の繊維体及び少なくとも一つ以上の第2の繊維体を含んでよい。任意の第1の材料及び第2の材料は、第1の又は第2の繊維体において使用され得る。第1の材料は様々な組成を有してよく、これは第2の材料が有してもよい。
【0067】
本発明は、本明細書に開示されるような複数の多成分繊維を含む織物材料にも関する。織物材料は少なくとも10J/g及び好ましくは少なくとも20J/gの潜熱を有してよい。
【0068】
さらに、本発明は本明細書に開示されるような多成分繊維を含む織物に関する。織物は少なくとも10J/g及び好ましくは少なくとも20J/gの潜熱を有してよい。
【0069】
さらに、本発明は本明細書に開示されるような繊維を含む吸収物品に関する。織物、繊維、又は吸収物品に使用される繊維は上述の任意の性質を有してよい。
【0070】
多成分繊維の幾つかの実施形態は図1−3に示される。引き延ばされた繊維体は様々な構成で配置されてよい。コア/シース繊維は例えば図1a)−d)に示され、繊維の断面が示される。様々な多成分繊維10、20、30、及び40が示される。第1の繊維体、すなわちコア11、21、31、及び41が示され、第2の繊維体12、22、32、及び42によって封入される、すなわちシースはコア11、21、31、及び41を囲み、封入している。しかしながら、一つ以上の第1の繊維体及び/又は一つ以上の第2の繊維体を含むさらなる具体例も、本発明に含まれる。図1において、繊維の円形及びトリローバル(trilobal)な断面形状が開示される。本発明によれば、様々な他の規則的な又は不規則な断面形状も本発明に含まれる。そのような形状は、例えば楕円形、長方形、正方形、マルチローバル(multi−lobal)、五角形、台形、三角形、楔形等である。さらに、第1の繊維体の形状は、繊維に関して上述されたような形状を有してもよい。
【0071】
図1a)の多成分繊維10がさらに記述され、互いに同様である図1の全ての実施形態を説明する。第1の繊維体11は繊維内に配置され、第2の繊維体12によって封入される。第1の繊維体11は相変化物質を含む材料からなる。コアを形成する第1の繊維体11はシース12を形成する第2の繊維体内部に同心円状に配置される。図1b)は同様の繊維を説明するが、コア12は図1a)のコア11と比較して大きい。図1c)のコア31は第2の繊維体32内部に本質的に配置される。図1d)の繊維41はトリローバル形状である。
【0072】
図2において多成分繊維50が開示され、第1の繊維体51は海島構造で配置される。したがって、一つ以上の第1の繊維体がこの実施形態において開示される。第2の繊維体52は、第2の繊維体(すなわち「海」)内に「島」を形成する第1の繊維体51を含む。
【0073】
相変化物質を含む材料からなる第1の繊維体を囲む一つ以上のさらなる繊維体は、本発明による多成分繊維に含まれてもよい。さらなる繊維体は同じか又は異なる材料から構成されてよい。
【0074】
図3における多成分繊維は、少なくとも一つの第1の繊維体及び少なくとも一つの第2の繊維体に加えて、少なくとも第3の繊維体を含む例である。繊維は第1の材料からなる第1の繊維体61及び第2の材料からなる第2の繊維体62を含む。さらに、繊維は第3の材料からなる第3の繊維体63を含む。第3の繊維体は同様に第2の繊維体62によって封入される。第3の材料は相変化物質及び粘度調整剤を含んでもよい。様々な相変化物質及び粘度調整剤が第1の及び第3の材料において使用されてよい。第3の材料は、第1の材料に関して、上述されたような特徴に従って、選択されてよい。しかしながら、特徴は、同じ多成分繊維において使用される第1及び第3の材料に関して同じではない。上記全ての実施形態は多成分繊維に関して上述されたような材料を含んでよい。
【0075】
もしも多成分繊維にさらなる強度が必要である場合、ナノクレイ等の添加剤が第2の材料に組み込まれてよい。ナノクレイは補強材料として働く。第2の材料にナノクレイを組み込むさらなる利点は、低分子化合物の透過性が低減され得ることである(曲がりくねった拡散経路)。すなわち、第2の材料を通過するPCMのマイグレーションが少ない。
【0076】
さらに、本発明は上述による多成分繊維を含む、おむつ、衛生ナプキン、失禁物品、パンティライナー、ベッドプロテクタ等の吸収物品に関する。多成分繊維は不織布材料、例えば吸収物品内のトップシートとして使用され得る。これは使用者に快適な感覚を与える。
【0077】
吸収物品はトップシート、さらにボトムシート、及び場合によっては下記のような中間層として不織布材料を含んでよく、不織布材料は本発明による多成分繊維を含む。衛生ナプキン401の形態の実施形態が図4に説明され、衛生ナプキンはトップシート402として本発明による多成分繊維を含む不織布材料を含む。また、ボトムシート、及び場合によっては下記のような中間層が含まれる(図示されない)。
【0078】
トップシートは完全に本発明による多成分繊維から構成されてよく、トップシートは織布及び不織布材料(例えば、繊維の不織布ウェブ)等の幅広い材料から製造される従来のトップシートであってもよい。適切な織布及び不織布材料は天然繊維(例えば、木材又は綿繊維)、合成繊維(例えば、ポリエステル、ポリアミド、ポリプロピレン、又はポリエチレン繊維等のポリマー繊維)、又は天然繊維と合成繊維との組み合わせから構成することができ、本発明による多成分繊維は上述の繊維と混合される。トップシートが不織布を含むとき、ウェブは幅広い既知の方法によって製造され得る。例えば、ウェブはスパンボンド、カール、ウェットレイド、メルトブロー、ヒドロエンタングル(hydroentangled)、それらの組み合わせ等で形成されてよい。
【0079】
トップシートは、少なくとも50重量%、好ましくは少なくとも65重量%、及びより好ましくは少なくとも70重量%の多成分繊維を含んでよい。多成分繊維の比が低いとき、前記繊維の体温調節効果を増大するために、前記繊維はトップシートの着用者に対向する側に濃縮されてよい。
【0080】
図5は図4の吸収物品の断面を開示する。ボトムシート501は例えばプラスチックフィルム等柔軟なフィルムから構成されてよい。フィルム中のプラスチック材料の例は、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエステル、又は他の適切な材料、例えば疎水性不織布層、又は薄いフィルム及び不織布材料の積層体である。これらのタイプの材料は、ボトムシート501上の柔軟かつ織物状の表面を実現するために、使用されることが多い。ボトムシート501は、液体の浸透を防ぐ一方で蒸気の通過を可能にするように通気性を有してよい。通気性を有する材料は多孔性ポリマーフィルム、スパンボンド及びメルトブロー層から製造される不織布積層体、及び多孔性ポリマーフィルム及び不織布材料から製造される積層体から構成することができる。
【0081】
ボトムシートは、例えば上部層から離れた方を向くボトムシートの側面に、下着、アンダーパンツ、及びニッカーにそれらが固定されることを可能にする、接着剤のビーズの形態である接着性アタッチメントを有してよい。製品が使用されていないとき接着剤を保護するために、剥離材料が接着剤上部に貼付されてよい。
【0082】
吸収製品は、吸収コア502又は上部シート503とボトムシート501との間の構造体を含んでもよい。吸収コア502は、例えばセルロースフラフパルプ、エアレイド、ドライデフィブリレーテッド(dry defibrililated)又は圧縮パルプ等、セルロース繊維の一つ以上の層から構成することができる。使用され得る他の材料には、例えば吸収不織布材料、発泡材料、合成繊維材料、又はピートが含まれる。セルロース繊維又は他の吸収材料の他に、吸収コアは超吸収材料(いわゆるSAP:超吸収ポリマー)を含んでもよく、これは繊維、粒子、顆粒、フィルム等の形態の材料である。超吸収ポリマーは水に膨潤することができ、かつ水に不可溶である無機又は有機材料であり、0.9重量%の塩化ナトリウムを含む水溶液をそれ自身の重量の少なくとも20倍吸収する容量を示す。超吸収材料として使用されるのに適する有機材料は、例えば多糖、ポリペプチド等の天然材料、並びに例えば合成ヒドロゲルポリマー等の合成材料を含んでよい。そのようなヒドロゲルポリマーは、例えばポリアクリル酸のアルカリ金属塩、ポリアクリルアミド、ポリビニルアルコール、ポリアクリレート、ポリアクリルアミド、ポリビニルピリジン等であってよい。他の適切なポリマーとして、加水分解されたアクリロニトリルグラフト澱粉、アクリル酸グラフト澱粉、及びイソブチレンマレイン酸無水物コポリマー、及びそれらの混合物がある。ヒドロゲルポリマーは、好ましくは、材料が水に本質的に不可溶なままでいることを確実にするために容易に架橋される。好ましい超吸収材料は、外部表面又は超吸収粒子、繊維、球等のシースが超吸収剤の内部部分と比較して高い架橋密度を有するように、表面が架橋される。吸収コア内の超吸収剤の比率は10重量%から90重量%の間、又は好ましくは30重量%から70重量%の間であり得る。
【0083】
吸収コアは、液体を受容する性能、液体分散能、及び保持容量に関する、様々な特性を有する様々な材料の層を含んでよい。吸収コアはしばしば長手方向に引き延ばされ、例えば、長方形、T−形状、又は砂時計形状であってよい。砂時計形状のコアは、股の部分と比較して前部及び後部で幅が広く、有効な吸収を提供するために、同時にデザインにより製品が着用者に近接して及び周囲に身に付けられ、それによって足の周りにより良くフィットすることを容易にする。
【0084】
吸収製品はトップシートと吸収コアとの間に輸送層を含んでもよい。輸送層は多孔質の柔軟な材料であり、以下のうち一つ以上を含んでよい:エアレイド、ウォディング(wadding)、薄織物(tissue)、カーデッドファイバーウェブ(carded fibre web)、超吸収粒子、又は超吸収繊維。輸送層は、非常に瞬時に起こる液体の受容能を有し、下にある吸収コアによって吸収される前、一時的に液体を保存することができる。輸送層は吸収コアの全体又は一部を覆ってよい。
【0085】
トップシート、ボトムシート、及び中間材料は製品の端部で密封され、これは例えば熱シーリング、又は他の従来の手段で実行されてよい。
【0086】
吸収製品は、その側部にウィングを有してもよい。また、吸収製品は、製品が着用されるときに身体とより接触するために、また漏れを低減するために、弾性体を含んでもよい。
【0087】
有利には本発明による多成分繊維を含んでよい、又は全体がそれから構成されてよい吸収物品の構成要素は、サイドパネル、ベルト、及び吸収物品の使用の間着用者の皮膚と接触する他の要素である。
【0088】
上記の多成分繊維を含む織物材料も、本発明により開示される。織物材料は好ましくは衣類に使用される。体温調節多成分繊維は、スポーツウェア、ワークウェア、及びアンダーウェアにおける使用に関して特に興味深い。この種の用途において、本発明の多成分繊維は合成繊維、綿、ウール、及びビスコース等他のタイプの繊維と混合されてもよい。これは、良好な湿度輸送、及び/又は後者のタイプの繊維の吸収特性に関する利点であり、着用の快適さに寄与する。衣類は、ヘルスケア製品、例えばドレープ等、ガウン、フェイスマスク、及び帽子、ジャケットの裏地等であってもよい。
【0089】
多成分繊維に関する全ての特徴は、布、吸収物品、及び織物材料中の繊維にも適用可能である。
【0090】
相変化物質が多成分繊維で使用されるとき、相変化物質を含まない繊維と比較して繊維の強度が低い場合がある。例えば本発明による多成分繊維を含む不織布材料の強度を改良するために、不織布材料を製造するとき、高強度繊維が本発明による多成分繊維と混合されてよい。
【0091】
多成分繊維が織物材料において使用されるときにも同様のことがいえる。織物材料のための織糸を製造するとき、織糸製造に使用される単繊維のあるものは相変化物質を含む単繊維と比較して強い単繊維であってよい。
【0092】
さらに、本発明は少なくとも二つの延伸された繊維体606、607を含む多成分繊維605(スピナレットプレートアセンブリの部分が示される図6を参照されたい)を製造する方法に関し、第1の繊維体606は第1の材料602からなり、第2の繊維体607は第2の材料603からなり、第1の繊維体606を封入し、前記方法は以下を含む。
(a)相変化物質を、少なくとも、溶融形態の粘度調整剤と混合することによって、第1の材料602を調製する段階と、
(b)混合物を冷却して固化混合物にする段階と、
(c)固化混合物を粒子形態に加工する段階と、
(d)第2の材料603を提供する段階と、
(e)第1の材料602及び第2の材料603を繊維押出スピナレットプレートアセンブリに導入する段階と、
(f)多成分繊維605を形成するため第1の材料602及び第2の材料603を押出して、第2の材料603が第1の材料602を封入する段階。
【0093】
全ての段階が図に示されているわけではない。
【0094】
上述の全ての材料が本発明の多成分繊維を製造する方法において使用されてよい。
【0095】
本発明は以下の例によって説明される。
【0096】
(実験)
方法
密度はISO1183−2に従って測定される。
【0097】
メルトフローレート(MFR)
ポリマー溶融体が圧力下でキャピラリーダイを通過して流れる性能は、ISO1133に従って測定された。MFRは分子量及びポリマーの加工性の双方に関する情報を提供する。メルトフローレート(MFR)は、取り得る所定の温度に関して取り得る所定の重量により加えられる圧力によって、特定の直径及び長さを有するキャピラリーを通って10分間に流れるポリマーの重さをグラムで定義する。この検討では、測定は直径2.095mm及び長さ8.0mmのキャピラリーを用いて、21.6kgの重みを用いて、190℃で行われた。
【0098】
レオロジー評価
レオロジー試験は、振動モード(正弦せん断歪の大きさは1%であった)において、Bohlin Controlled コーン−プレートレオメータ(CSメルト)によって実施された。プレート直径は25mm、コーン角は5.4°であった。加熱及び試験の間サンプルチャンバは窒素で充填された。このように、複素粘度の大きさを示す曲線(単位は角振動数に対するパスカル・秒(Pas)、1秒あたりのラジアン(rad/s))が記録された。
【0099】
DSC分析
熱特性は示差走査熱量計(Perkin Elmer、DSC 7)によって検討された。第1スキャンにおいて、サンプルは10℃/分で0℃から50℃に加熱された。この温度での1分間のアニーリングの後、サンプルは5℃/分で0℃まで冷却された。第2スキャンにおける加熱速度は10℃/分であった。特に述べない限りは、ピーク融点及び融解熱(溶融ピークの下の面積及びサンプルの重さから計算される)は、0から50℃の第2スキャンを参照する。融解熱(1グラムあたりのジュール(J/g))は、融解エネルギー(溶融ピークの下の面積)をサンプルの重量で割ることによって計算された。
【0100】
引張強さ(Tenacity)及びタイター
繊維特性(タイター、引張強さ及び弾性率)は、Vibrodyn(Lenzing)の引張試験機によって評価された。ゲージ長さは20mm、試験速度は20mm/分であった。試験の前に、サンプルは20℃、65%RH、で少なくとも24時間調製された。所定の材料組成に関して、タイターはフィラメント直径の間接的な測定値であり、単位はフィラメント1000又は10000メートルあたりのグラム(各々Tex又はdTex)で表わされる。引張強さはフィラメント強度(フィラメントタイターで除した引張試験の間フィラメントによって保持される最大の力)の測定値であり、単位cN/Texで表わされる。弾性率はフィラメント剛性の測定値であり、1%歪における力をフィラメントタイターによって除した値として計算され、単位cN/Texで表わされる。伸び(elongation)は、破断時の測定値である。
【0101】
ポリマーワックス混合物の調製
ポリマーペレット/パウダーはゆっくりと撹拌しながら加熱されたベーカー内でワックスと共に溶融された。ベーカーは約180℃に加熱された。加熱の間ポリマー粒子は徐々に溶融し、ワックスは粒子内部に移動を開始して粒子サイズは徐々に膨潤する。ある程度の時間(ポリマータイプ、ポリマー粒子サイズ、及びバッチサイズに依存して5−30分)の後、膨潤したポリマー粒子は合体して粘性の溶融体になる。ポリマーワックス混合物はその後室温に冷却された。ワックス及びポリマーの均一な混合物をさらに確実にするために、固体混合物は加熱されたブラベンダー混練機(180℃)に入れられ、50rpmで5分間溶融均一化された。ブラベンダー混練機内の溶融均一化の後、材料はそのまま冷却され、その後固体材料はサイズおよそ2−4mmの粒子に粉砕された。多成分繊維を製造する前に、第1の材料が製造され、その後保管されてよい。その結果、全ての段階は、互いの直後に実施される必要はない。
【0102】
2成分繊維の溶融紡糸
繊維の溶融紡糸はESLラボスピン装置によって実施された(図7を参照されたい)。使用されたスピナレット705は直径0.6mmの24個の出口孔を有した。スピナレット705はシース/コア2成分溶融紡糸のために構成された(図6を参照されたい)。シース及びコアの材料は、順に二つのギアポンプ702及び704に供給する、二つの25mm押出機701及び703によって別個に溶融される(図7)。二つのギアポンプ702、704はスピナレット705に供給する。押出速度は、ギアポンプ702及び704への一定のインレット圧力を確実にする制御及びフィードバックシステムによって自動的に調節される。スピナレットプレートアセンブリの部分は図6に示される。第1の材料602及び第2の材料603は、コア606及びシース607を有する2成分繊維605を形成するスピナレットプレートアセンブリに充填される。2成分繊維605の断面も開示され、コア606及びシース607を示す。
【0103】
以下に図7のスピン装置のより詳細な説明を示す。図7における様々な要素は以下のとおりである。
701 相変化物質を含む第1の材料のための押出機
702 相変化物質を含む第1の材料のためのギアポンプ
703 第2の材料のための押出機
704 第2の材料のためのギアポンプ
705 押出ダイ(スピナレット)
706 テイクオフローラー
707 ストレッチングローラー対
708 ストレッチングローラー対
709 ストレッチングローラー対
710 ワインダー
【0104】
シース及びコア材料の体積流量は各々のギアポンプ速度によって与えられる。質量流量は体積流量及び加工温度における材料の密度から計算され得る。全(シース+コア材料)体積流量は、全ての実験で24cm3/分で一定に保たれた。シース及びコア材料のギアポンプ速度を調整することによって、フィラメントの様々なシース/コア比が実現できる。スピナレットダイ705を離れた後、同時の冷却の間、フィラメント711はまず溶融状態で延伸(直径の減少)される(溶融延伸)。スピナレットホール712とテイクオフローラー706との間の溶融延伸段階における延伸比は比V1/V0によって与えられ、ここでV0はスピナレットホール604内の平均溶融体速度(図6)(全ホール面積で除した全体積アウトプット)であり、V1はテイクオフローラー6の線速度である。第2の段階において、溶融延伸に沿って、固化フィラメントは調節されたストレッチングローラー707、708、709の幾つかの対の間でさらに延伸される。固体状態延伸法における延伸比(DR)は、DR=V2/V1で与えられ、V1はテイクオフローラー706の線速度、V2は最後の対であるストレッチングローラー709の線速度である。繊維の強度は、固体状態延伸法によって有意に増大される。実際、図7に概略的に説明される溶融紡糸法において多数の可能な変更が存在する。例えば、固体延伸は別個の段階で実施することができる。ある材料(例えば、PET)では、もしも延伸比V1/V0が1分あたり5000−7000メートルの範囲のテイクオフスピードに対応して十分に高い場合、固体延伸段階は省略されてよい。この場合、溶融延伸法における応力誘起結晶化によって十分な強度が既に発現される。
【0105】
相変化物質
PCMとして使用できる炭化水素ワックスの幾つかの例が表1に示される。
【0106】
【表1】
【0107】
表2は、ドイツ、ベルリン、Rubitherm Technologies GmbHから入手可能である幾つかの商業的なPCMの融点及び融解熱を示す。結果は出願人自身の測定によることに留意されたい。
【0108】
【表2】
【0109】
[実施例]
実施例1
様々な量のポリエチレン材料(高密度ポリエチレン)の形態の粘度調整剤が、RT27(ドイツのRubitherm GmbHにより製造及び供給される炭化水素ワックス、表2を参照されたい)と混合された。ポリエチレン材料のメルトフローレートは「メルトフローレート」に記載された方法によって測定された。粘度調整剤及びポリエチレンの混合は、「ポリマー−ワックス混合物の調製」に記載された方法に従って行なわれた。その後、様々な混合物の粘度は方法「レオロジー評価」に従って調べられた。比較のため使用された10rad/sという角振動数は、図6に示される直径2.5mmの円筒形ダクト内の壁剪断速度におおよそ対応するように選択される。
【0110】
結果は、図8の、RT27の重量%に対する、190℃及び10rad/sにおける複素粘度の大きさを示すグラフに示される。高い粘度を得るために、ポリエチレンのメルトフローレートが低いとき、より少量のポリエチレンが必要とされることが示される。結果的に、粘度調整剤のメルトフローレートが低いことは、第1の材料の粘度を増大させる。所定のポリマーに関して、ポリマー粘度調整剤のMFRが低いと、所定の粘度を実現するために少ない量の粘度調整剤が必要とされる。
【0111】
図8の影付きの領域は、各々の加工温度における溶融紡糸に対して設計された典型的なポリマーグレード(例えば、ポリプロピレン、ポリアミド、ポリエステル)の剪断粘度の指標を表す。さらに、角振動数10rad/sが参照として使用された。
【0112】
この特定の例(粘度調整剤としてポリエチレンと混合された炭化水素ワックス)において、PCMを含む第1の材料の粘度が本発明の多成分繊維を製造するため共押出される第2の材料の範囲の粘度に達するために、粘度を許容可能なレベル(図8における影付きの領域)にするのに、約50重量%のMFR=120のポリエチレンが必要とされることがわかる。もしもMFRが8まで低い場合には、約25−30重量%のみが必要とされる。粘度調整剤としてMFR<0.1を有する超高分子量ポリエチレン(UHMWPE)を選択することによって、約10−15重量%のみが必要とされる。
【0113】
しかしながら、RT27と10−15重量%のUHMWPEとの混合物を、キャピラリーを通じて剪断速度10s−1で押し出すことにより深刻なメルトフラクチャー(ポリマー押出の分野の当業者にはよく知られる現象)が起こることが実験的に見出された。これはPCMを含む第1の材料(10−15重量%のUHMWPEと混合されたRT27)及び第2の材料としての溶融紡糸グレードPP(Borealisによって製造されるHG 245 FB)を用いる2成分繊維紡糸(コア/シース構成)によって確認された。スピナレット孔を出る溶融フィラメントは大きくカールし、繊維紡糸は不可能であった。この種のメルトフラクチャーは「弾性乱流」と呼ばれることがあり、おそらくHMWPEポリマーの非常に長い分子鎖によって付与される非常に高い弾性によって起こる。したがって、粘度調整剤として使用され得るポリマーのMFRの下限が存在する。
【0114】
実施例2
潜熱(融解熱/結晶化)の量に関してPCMを含むポリマーのPCM効率が表3に示される。PCMを含むポリマーは多成分繊維の第1の材料に相当する。炭化水素ワックスRT31は様々なポリオレフィンと混合され、「ポリマーワックス混合物の調製」に開示される方法に従って作られ、0−50℃の範囲の融解熱は上述のDSC分析によるDSC法によって測定された。
【0115】
【表3】
【0116】
高いPCM効率が得られた。ポリエチレン類の中で、最も高い密度を有する材料(SF1560)が、融解熱に関して最も高い効率を示した。記載されたように、サンプルの一つ(20% FS1560)はPCM効率が100%を超える。これは、おそらく紡糸プロセスの間のコア/シース比のばらつきが小さいことに起因する。
【0117】
実施例3
以下の例において、本発明により、コア材料は第1の材料に相当し、シース材料は第2の材料に相当する。
【0118】
この例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は70重量%のRT27及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPP(Borealisによって製造されるHG 245 FB)であった。溶融紡糸パラメータは表4に示される。
【0119】
【表4】
【0120】
繊維の性質の幾つかが表5に列記される。
【0121】
【表5】
【0122】
上記性質は実験セクションの始めの部分に前述される方法によって得られる。
【0123】
多成分繊維の熱効率は、比ΔHfiber/(wPCM*ΔHPCM)*100として表される。表5から分かるように、熱効率は、全繊維重量に対する21から42重量%のPCM含量の増加に相当する、コア/シース比の30/70から60/40への増加によって、37から70%へと増加する。熱効率が60%未満であることは、添加されたPCMの実質的な部分が溶融プロセスに使われていないことを意味する程度に低いとみなされる。
【0124】
熱効率が低いことは、コアからシース内部への炭化水素ワックスの移動(ポリプロピレンのアモルファス部分内に溶解される)に起因すると考えられる。これは、ポリプロピレンが炭化水素ワックスに可溶であるという事実にも起因する。その場合、ポリオレフィンのアモルファス部分に溶解されるPCMの結晶化の傾向が低いため、熱効率は部分的に失われる。定期的な洗濯(例えば、衣類及び家庭用織物)を必要とする目的物に関する本発明の多成分繊維の適用に関して、繊維から外部へのPCMの継続的な移動は、それらの長期の熱効率及び洗濯サイクルに深刻な影響を与えると推測することができる。使い捨て物品(例えばナプキン)に関して、PCMの移動は無視できる問題だろう。
【0125】
実施例4
以下の例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は35重量%のRT31、35重量%のRT35、及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPET(ドイツ、TWD Polymereにより供給される、ASTM D4603に従って測定される固有粘度0.61のGL−BA 6105)であった。溶融紡糸パラメータは表6に示される。
【0126】
【表6】
【0127】
繊維の性質が表7に列記される。
【0128】
【表7】
【0129】
シース中のポリエチレンテレフタレート(PET)の繊維の熱効率(78−90%)は、シース中のPPの繊維(37−70%)の熱効率と比較して有意に高い(上記実施例3を参照されたい)。これは、非極性炭化水素ワックスがより極性が高いPETに可溶ではない(逆も同様)という事実によって説明され得る。本発明の多成分繊維の用途に関して、移動/拡散によりシースを通過するPCMの損失を防ぐことが重要であり、結果的に層変化物質を含む繊維体を封入する引き伸ばされた繊維体を形成する第2の材料が、繊維形成ポリマーの融点(又は、アモルファスポリマーの場合軟化点)よりも高い温度で相変化物質に溶解しない繊維形成ポリマーであることが好ましい。繊維の強度は上述の量の相変化物質を含む2成分繊維に関して非常に良好である。
【0130】
実施例5
この例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は35重量%のRT31、35重量%のRT35、及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPET(ドイツ、TWD Polymereにより供給される、ASTM D4603に従って測定される固有粘度0.61のGL−BA 6105)であった。溶融紡糸パラメータは表8に示される。
【0131】
【表8】
【0132】
繊維の性質が表9に列記される
【0133】
【表9】
【0134】
本発明の多成分繊維の強度は、この例(二組の繊維はDR=5かつ異なるタイターで製造される)に示されるように、溶融紡糸の間延伸比の増加によってさらに増加され得る。材料は実施例4と同じであり、DRが3であり、引張強さはコア/シース比40/60に関する実施例5において、同じコア/シース比40/60を有する実施例4と比較して高かった。延伸比が増加するとき、持続される熱的性質を有する繊維は、有意に高い剛性(弾性率)及び強度(引張強さ)を有して製造される。
【0135】
実施例6
この例ではポリアミドが第2の材料として使用される。シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は75重量%の純粋なn−エイコサン(米国、Roper Thermalsにより供給される)と25重量%のHDPE(Borealisによって製造されるFS1560)の混合物であった。シース材料はPA6の繊維紡糸グレード(ドイツ、BASFにより供給されるUltramid BS 703)であった。測定された純粋なn−エイコサンの融解熱は240J/gであった。溶融紡糸パラメータは表10に示される。
【0136】
【表10】
【0137】
繊維の性質が表11に列記される
【0138】
【表11】
【0139】
この例においても、熱効率は高い。これはおそらく、極性を有するPA6が非極性の炭化水素ワックスに可溶ではないという事実に起因する。分かりやすいようにいえば、非極性の炭化水素ワックスもまた、極性を有するPA6に可溶ではない。繊維の強度は、延伸比3において既に良好である。高い融解熱(この例では、240J/g)を有するPCM、ポリマー粘度調整剤としての(高いPCM効率及び低いHDPE濃度を可能にする(良好な加工性を助長する))高密度(956)及び低MFR(9)を有するHDPE、及び炭化水素ワックスPCMの可溶性が低いシース材料を使用することによって、高い融解熱(48−65J/g)を有する強い多成分繊維(27−33cN/tex)を、全繊維重量に対して中程度のPCM使用量25−33重量%で、製造することができる。
【0140】
第2の材料がポリプロピレンであった場合を除いて、全ての多成分繊維に関して、多成分繊維の熱効率が70%を超えた。これは、ポリプロピレンが相変化物質に溶解できないことに起因するだろう。結果的に、相変化物質は同程度で使用されない。これは、相変化物質の漏れにもつながり得る。これは、洗濯され長期間使用される、例えば衣類に使用される織物に関する問題であり得る。しかしながら、繊維が使い捨て物品に使用されるとき、これは必ずしも問題ではない。
【0141】
本発明による多成分繊維が良好な潜熱、良好なPCM効率、良好な熱効率、高い強度、を有し、製造が容易であることが実施例において示された。
【符号の説明】
【0142】
10、20、30、40、50、60 多成分繊維
11、21、31、41、51、61 第1の繊維体、コア
12、22、32、42、52、62 第2の繊維体、シース
【図1a)】
【図1b)】
【図1c)】
【図1d)】
【技術分野】
【0001】
本発明は、相変化物質を含む多成分繊維、多成分繊維を含む織物及び布(例えば、編み物、織布及び不織布)、及び多成分繊維を含む吸収物品に関する。
【背景技術】
【0002】
人間の体温調節システムは、一定の中心温度及び皮膚温度を様々な身体の部分の間で異なる範囲内に保持することを目的としている。快適な皮膚温度は28〜33℃の範囲である。この温度範囲外であると、身体は不快に感じる。
【0003】
身体は皮膚の血流を調節することによって周囲との熱交換の速度を制御する。汗の生成(蒸発による熱の損失)又は震え(熱生成)は、体温が大きく変動すると開始する。
【0004】
人間の体温調節システムの容量及び効率はむしろ限られている。衣服を身につけ又は脱ぐことは、長い期間様々な活動レベル及び周囲条件において身体を快適な温度限度内に保つことを助ける。しかしながら、文化的に容認できる方法で衣服を着ること又は脱ぐことが常に適切又は可能であるわけではなく、又はそれは物理的に不可能若しくは困難である場合がある。これは、特に下着のような衣類又は吸収物品に関する。組み込まれた体温調節性能を有する衣類及び吸収物品は、衣類を着る又は脱ぐことなく、快適さを保持することができるだろう。そのような衣類及び吸収物品は、その中の汗/湿気の蓄積、及び同様にかなり好ましくない、震えによって起こる不快さを低減するだろう。
【0005】
衣類に相変化物質(PCM)を組み込むことは、体温調節性能を実現する一つの方法である。皮膚温度が上がるとき、PCMは融解して皮膚から放出された熱を吸収する。そして、温度が下がるとき、PCMは結晶化して保存された熱は再度放出される。このように、皮膚温度の変化は抑制されることができ、温度が快適な領域の範囲内に保たれる。衣類及び吸収物品の形態での製品だけではなく、例えばベッドリネン、枕カバー、ブランケット、家具、車のシート、及び履物等に使用される繊維もまた、PCMを組み込むことで利益を得る。
【0006】
昼と夜との間の温度の変動を一様にして、それによって暖房(夜間)及び空調(日中)に関するエネルギーコストを下げるために、カーペット及びカーテンのような家庭用及び企業での用途においてPCMが組み込まれた繊維が使用されてもよい。
【0007】
PCMを繊維に組み込む最も一般的な方法は、マイクロカプセル内にPCMを含むポリマーバインダーで布を被覆することによる。体温調節効果は被覆重量により規定される。さらに、コーティングに加えることができるマイクロカプセルの量は制限され、したがって体温調節効果は制限されるだろう。さらに、コーティングの一部としてのマイクロカプセル化されたPCMの使用は、上述の問題及びマイクロカプセルのコストが高いこと以外に、幾つかの欠点を有する。空気透過性及び水分透過性のような特性が損なわれ、これは否定的な方向で熱的な快適さに影響する。さらに、コーティングの付加を増やすことにより、着用するのに快適ではない、より硬く、及び弾性が低い繊維をもたらす。濡れ性のような表面性質も、コーティングの存在によって否定的に影響され得る。これは、トレーニング用衣類又は吸収物品を取り扱うときに、そのような物品に望ましい性質は繊維表面上で体液を輸送する性能であるため、特に重要である。
【0008】
コーティングに関する欠点は、もしもPCMマイクロカプセルが繊維内部に組み込まれる場合、回避され得る。追加される利点は、マイクロカプセルがさらに耐久性を有して繊維に結合され、洗濯に耐えることができることである。マイクロカプセルの組み込みは、湿式紡糸アクリル繊維及び湿式紡糸セルロース繊維において可能であるが、組み込まれ得るPCMの量が例えば紡糸性及び十分な繊維長等の因子によって制限されるので、熱的効率はむしろ低い(約10から30J/g未満)。
【0009】
現在使用される主な合成繊維はポリエステルであり、これは溶融紡糸により製造される。標準的な溶融紡糸繊維におけるマイクロカプセルの組み込みは、今までのところ幾つかの理由で制限されてきた。マイクロカプセルは、溶融紡糸工程において加えられる高い温度及び剪断力に耐えることができなくてはならない。他の理由は、カプセルのサイズ(1〜10μm)、及び微粒子の充填剤が溶融粘度を増加して細い繊維の溶融紡糸を非常に困難にするという事実である。
【0010】
PCMを含有する繊維を製造するとき、PCMの単位電荷あたり可能な限り高い体温調節効果を得ることを目的とする。この見方において、マイクロカプセルの殻はエネルギー輸送に関してバラスト及び障害である。人体の皮膚と繊維に組み込まれたPCMとの間の迅速なエネルギー交換を実現するために、不必要な障害物は最小化されなくてはならない。同様に、可能な限り最大の量のPCMを繊維物質に載せるためには、不必要な物質成分は最小化されるべきである。
【0011】
マイクロカプセル化されることなく、すなわち未加工の形態で、溶融紡糸された繊維においてPCMが使用される場合、それらは繊維内部に閉じ込められなくてはならない。解決法はコア/シース構造を有する多成分繊維を使用すること、又はPCMが繊維内部にトラップされるようにいわゆる海島構造を使用することである。しかしながら、多くの困難が克服されなくてはならない。
【0012】
「Effect of phase change material content on properties of heat−storage and thermo−regulated fibres nonwoven」、Indian Journal of Fibre and Textile Research,Vol 28,September 2003,pp.265−269において、未加工の形態で相変化物質を含む、繊維を紡糸する方法が記述される。コア/シース繊維は、コア内に(PCMとして)n−エイコサン及びポリエチレンとエチレンプロピレンコポリマーのブレンドを有して溶融紡糸された。シースはポリプロピレンから作られた。試験された最大のPCM含量は21重量%であり、繊維の潜熱は32J/gに達した。しかしながら、理論的に可能な潜熱の約50〜60%のみが実現されたことは、繊維コア内のPCMのかなりの部分が溶融/結晶化されていないことを示している。
【0013】
さらに、国際公開第02/124992号は、繊維をスピニングする際未加工の形態のPCMが使用されることを記述する。しかし、実施例はマイクロカプセルに封入された相変化物質を示し、カプセル化されていない相変化物質を用いる実施例は開示されていない。
【0014】
国際公開第2006/086031号は、エチレン−プロピレンコポリマー及び極性コポリマー(例えばエチレン−コ−ビニル−アセテートポリマー)の修飾された形態を使用してコア物質内での相変化物質の分散を容易にすることを記述する。高含量の相変化物質を有する、及び高い値の潜熱を有する繊維は開示されていない。
【0015】
米国特許第7160612号明細書も繊維を紡糸するときに未加工形態でのPCMを使用できることを記述する。潜熱及び繊維の強度は十分ではない。
【0016】
米国特許出願公開第2007/0089276号明細書は未加工の形態でPCMを組み込む溶融紡糸された多成分繊維を記述する。
【0017】
米国特許第7241497号明細書は、その中に分散された体温調節物質を含む多成分繊維を開示する。潜熱及び繊維の強度は十分ではない。
【0018】
ポリマー相変化物質は繊維紡糸にも使用されてきたが、そのような相変化物質は低分子の分子炭化水素ワックスと比較して高い粘度を有し、そのため粘度調整剤と混合される必要がないが、それらが非常に低い潜熱の値を有するのであまり有効ではない。
【0019】
したがって、繊維が良好な機械的強度とともに高い潜熱を有する、相変化物質の含量が多い繊維に対する必要性が存在する。そのような繊維は報告されていない。
【0020】
したがって、良好な潜熱効果及び高い強度を有する相変化物質を含む多成分繊維を開発することが要求されている。本発明の目的は上記問題を解決することである。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】国際公開第02/124992号
【特許文献2】国際公開第2006/086031号
【特許文献3】米国特許第7160612号明細書
【特許文献4】米国特許出願公開第2007/0089276号明細書
【特許文献5】米国特許第7241497号明細書
【非特許文献】
【0022】
【非特許文献1】Indian Journal of Fibre and Textile Research,Vol 28,September 2003,pp.265−269
【発明の概要】
【課題を解決するための手段】
【0023】
本発明は、少なくとも二つの引き延ばされた繊維体を含む多成分繊維に関し、第1の繊維体が相変化物質を含む第1の材料からなり、第2の繊維体が第2の材料からなり、第1の繊維体を取り囲む。相変化物質はカプセル化されていないか、又は未加工の形態であり、第1の材料が、ISO 1183−2に従って室温で測定されたとき890〜970kg/m3の範囲の密度を有し、かつISO1133に従って21.6kg重で190℃で測定された0.1〜60g/10分の範囲のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含む。
【0024】
さらに、本発明は多成分繊維を含む織物材料に関する。
【0025】
多成分繊維を含む布は本発明により開示される。
【0026】
さらに、本発明は多成分繊維を含む吸収物品に関する。
【図面の簡単な説明】
【0027】
【図1】図1a)−d)は本発明による断面における多成分繊維の様々な実施形態を説明する。
【図2】本発明による断面における多成分繊維のさらなる実施形態を示す。
【図3】本発明による断面における多成分繊維のさらなる実施形態を示す。
【図4】本発明の実施形態による衛生ナプキンを開示する。
【図5】図4における衛生ナプキンの断面を開示する。
【図6】コア/シース二成分繊維に関して設計されたスピナレットの下流部分の断面の概略的説明を示す。
【図7】本発明による多成分繊維を作るための例示的工程の概略的説明を示す。
【図8】ポリエチレン及びRT27の様々な混合物に関する重量%RT27に対する190℃及び10rad/sにおける複素粘度の大きさのグラフを示す。RT27はドイツ、ベルリン、Rubitherm GmbHによって製造されるパラフィンワックスである。
【発明を実施するための形態】
【0028】
定義
延伸比(DR)は、固体延伸工程における速度比(V2/V1)として定義され、すなわち、DR=V2/V1である。V1は溶融延伸工程の後のフィラメント速度である。V2は固体延伸工程の後の速度である。
【0029】
所定の材料組成に関して、タイター(titer)はフィラメント直径の間接的な測定値であり、フィラメントの1000又は10000メートルあたりのグラム数を単位として表現される(各々Tex又はdTex)。
【0030】
引張強さ(tenacity)はフィラメント強度の測定値(フィラメントタイターにより除された、引張試験の間フィラメントにより維持される最大力)であり、単位cN/Texで表わされる。
【0031】
弾性率はフィラメント硬さの測定値であり、フィラメントタイターにより徐された1%歪における力として計算され、単位cN/Texで表わされる。
【0032】
メルトフローレート(MFR)はポリマー分子量とは反対の指標である。すなわち、所定のポリマーに関して、MFRは分子量の増加に応じて減少する。
【0033】
PCM効率はここでは、PCMを含む第1の材料の融解熱を、純粋なPCMの融解熱によって、及びPCMを含む第1の材料におけるPCMの重量分率によって除することによって、得られる比を意味する。PCM効率は、単位がパーセントで表わされ、以下の式を用いて計算される:
PCM効率=ΔHmix/(wPCM*ΔHPCM)*100
ここでΔHmixはPCM(PCM+粘度調整剤)を含む第1の材料の溶融熱の測定値であり、wPCMはPCMの重量分率であり、ΔHPCMは純粋なPCMの融解熱の測定値である。
【0034】
熱効率はここでは、多成分繊維の融解熱を、純粋なPCMの融解熱によって、及びPCMを含む多成分繊維におけるPCMの重量分率によって除することによって、得られる比を意味する。熱効率は、単位がパーセントで表わされ、以下の式を用いて計算される:
熱効率=ΔHfibre/(wPCM*ΔHPCM)*100
ここでΔHfibreはPCMを含む多成分繊維の溶融熱の測定値であり、wPCMはPCMの重量分率であり、ΔHPCMは純粋なPCMの融解熱の測定値である。
【0035】
織物は織糸又は編み糸と呼ばれることが多い天然及び/又は人工の繊維のネットワークからなる柔軟な材料である。編み糸は、紡ぎ車で未加工のウール繊維、亜麻、綿、又は他の材料を紡糸して編み糸として知られる長いストランドを作ることによって製造される。合成編み糸もフィラメントヤーンの形態で利用可能である。織物は、ウィービング(weaving)、ニッティング(knitting)、クローシェ(crocheting))、ノッティング(knotting)、又は繊維を互いに圧縮することによって形成される。編み物は多くの材料から作ることができる。これらの材料は四つの主な原料に由来する:動物、植物、鉱物、及び合成物。
【0036】
布は織物材料である。布という用語は、織物アセンブリ取引(例えば調整及び仕立て)において織物の同義語として共通して使用される。しかしながら、これらの用語の間には微妙な相違がある。織物は織り合わせた繊維で作られる任意の材料を示す。布はウィービング、ニッティング、クローシェ、又はボンディングを通じて作られる任意の材料を示す。一般的に、布はそれらの厚みに関連して有意の面の広さを有する繊維ベースの製造物であるということができる。不織布も同様に定義に含まれる。
【0037】
不織布は織られても編まれてもいないもの、例えばフェルトである。それらは、典型的には、シート又はウェブの形態でステープル繊維を互いに押し付け、その後それらを、機械的に(フェルトの場合のように、繊維間の摩擦が強い布をもたらすように、のこぎり状の針でそれらを連結することによって)、接着剤を用いて、又は、熱的に((粉末、ペースト、又はポリマー溶融物の形態で)バインダーを使用することによって、高い温度によりウェブ上にバインダーを溶融することによって)それらを結合することによって、製造される。他の製造法は溶融紡糸された繊維の直接的な熱結合を含む。スパンレイド不織布は一つの連続的な工程で作られる。繊維はスパンされ、その後、デフレクタによりウェブ内部に直接分散され、空気流で方向づけられ得る。この概念の幾つかの変形が使用可能である。スパンボンドはメルトブロー不織布と組み合わされ、SMS(スパンボンド−メルトブロースパンボンド)と呼ばれる層状製品に共成形される。メルトブローされた不織布は非常に微細な繊維直径を有するが、強い布ではない。スパンレイドは熱的に結合され、又は樹脂を用いて結合される。
【0038】
以下「コア材料」という表現は「第1の材料」の代わりに使用されることがあり、「シース材料」は「第2の材料」の代わりに使用されることがある。
【0039】
表現「未加工の形態」は、PCMが多成分繊維の製造時に、その未加工の形態で導入される、すなわちPCMがカプセル化されておらず、PCMが多成分繊維の紡糸の間スピナレット温度において他の材料固体上に、又は他の材料固体によって保持(例えば多孔性構造体内部に吸収される等、ここで構造体は多成分繊維の紡糸の間スピナレット温度において固体である)されない、ことを意味することを意図する。結果的に、PCMは、多成分繊維の製造において、粘度調整剤と混合されるにもかかわらず、「未加工の形態」であるとみなされる。
【0040】
発明の詳細な説明
本発明は、相変化物質を組み込むことによって体温調節機能を有する多成分繊維に関する。
【0041】
したがって、一定の温度を保つと同時に、多成分繊維は熱を吸収し及び解放する性能を有する。多成分繊維は熱調節特性を提供するために様々な物品において使用され得る。使用者の皮膚の近くで、又は接触して着用される、例えば衣類又は吸収物品等の物品は、使用者に快適な感覚を与える。もしも、例えば、衣類の一部又は吸収物品のトップシートが本発明による多成分繊維を含む場合、衣類又は物品は、皮膚温度が快適な領域内に保たれるように、皮膚温度の変化を平均化し得る。使用者の身体に接近して着用され、多成分繊維は、使用者が、物理的活動が変化する間、周囲条件が変化する間、又は例えば感情的な影響に起因して皮膚温度がその通常の温度変化を受けるとき、又は24時間周期のリズムの間、快適に感じることを手助けする。もしも吸収物品内のトップシートが本発明による多成分繊維を含む場合、物品は使用者から熱を吸収して使用者の発汗を減らし得る。
【0042】
これは、もしも蒸気透過率が低い高密度の物品が使用者の身体と接触して使用される場合、使用者の皮膚に対する水分を回避するために、特に有利である。使用者の皮膚上の湿気は吸収物品及び織物材料の両方に関して問題であり、皮膚の問題に繋がる場合がある。このように本発明は、図1に示すように、多成分繊維10に関し、少なくとも二つの引き延ばされた繊維体11、12を含み、第1の繊維体11は相変化物質を含む第1の材料からなり、第2の繊維体12は第2の材料からなり、第1の繊維体11を封入し、相変化物質は未加工の形態であり、第1の材料はISO1183−2に従って室温で測定されるとき890−970kg/m3の範囲内の密度を、及びISO1133に従って21.6kg重で190℃で測定された0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含む。
【0043】
表現「未加工の形態」は、PCMが、多成分繊維の製造時にその未加工の形態で導入される、すなわちPCMがカプセル化されておらず、PCMが多成分繊維の紡糸の間スピナレット温度において他の材料固体上に、又は他の材料固体によって保持(例えば多孔性構造体内部に吸収される等、ここで構造体は多成分繊維の紡糸の間スピナレット温度において固体である)されない、ことを意味することを意図する。結果的に、PCMは、多成分繊維の製造において、粘度調整剤と混合されるにもかかわらず、「未加工の形態」であるとみなされる。
【0044】
21.6kg重で190℃で測定された0.1−60g/10分の範囲内のメルトフローレートを有するポリマーが、多成分繊維内の粘度調整剤として適切であることが見出された。有効なPCM材料の多くが低分子量化合物であり、そのような化合物は関連する加工温度(180−300℃)において低い粘度を有する。シース材料(第2の材料、加工温度において高い粘度を有する)で多成分繊維を作るために、発明者らはもしも相変化物質が0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンと混合される場合、潜熱が高く強い繊維が得られることを見出した。ポリオレフィンは粘度調整剤であり、これは多成分繊維の第1の材料の粘度を増加させる。0.1−60g/10分の範囲内のメルトフローレートを有する粘度調整剤が少量使用されてよく、これは特定の潜熱という観点から熱効率に有利であり、同時に相変化物質の溶融/結晶化の固有の特定の潜熱を完全に使用することを可能にすることが見出された。もしも60g/10分よりも高い値が使用される場合、粘度が低すぎ、混合物は繊維に加工することが不可能である。混合物は「水のよう」であり、すなわち非常に薄い。0.1/10分よりも低い値の粘度調整剤は、繊維のカールに繋がる可能性があり、繊維紡糸が不可能である場合がある。
【0045】
溶融紡糸において低粘度材料を用いることの他の欠点、例えばスクリュー押出機及びギアポンプにおけるバックフロー及び漏れ等、は、相変化物質と0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンを混合するとき、同様に回避される。第1の材料は加工温度において加工するのに十分高い粘度を有する。
【0046】
さらに粘度調整剤は、ISO1183−2に従って室温において測定される、920kg/m3よりも大きい、好ましくは950kg/m3よりも大きい密度を有してよい。
【0047】
相変化物質は溶融において粘度調整剤と相溶し、一方でそれは冷却において純粋な相に分離される。これは高密度の粘度調整剤を用いるとき、有利である。調整剤の効果が高いと、必要とされるのは少量であるだろう。これは、相変化物質1グラムあたり固有な特定の融解熱のより有効な使用に繋がる。実施例2に開示されるように、90%以上のPCM効率を得ることができる。
【0048】
粘度調整剤は、ISO1133に従って21.6kg重で190℃で測定された、0.1−50g/10分、好ましくは0.1−20g/分、より好ましくは0.1−10g/10分の範囲内のメルトフローレートを有してよい。粘度調整剤に用いられるメルトフローレートが低いと、相変化物質を含む第1の材料の粘度を、第1の材料を多成分繊維に加工するのに適切なレベルまでにするのに、より少量の粘度調整剤が必要となる。これは以下の例1にも示される。さらに、MFRが10g/10分よりも低いことにより、第1の材料内の粘度調整剤の濃度を約30重量%よりも低くして、繊維の溶融紡糸に使用される標準ポリマーグレードの範囲内に粘度を増加するのに十分なものであった。第1の材料は、繊維を製造するとき、従来使用される添加剤をさらに含むことができる。さらに、第1及び第2の繊維体の間の境界層を改良するために、相溶化剤が第1の材料に含まれ得る。
【0049】
相変化物質は、少なくとも100J/g、及び好ましくは少なくとも140J/gの潜熱を有してよい。これらの値は、効率がよく、かつ体温調節効果を与える潜熱を有する繊維を得るために、適する。
【0050】
さらに、PCMを含む第1の材料は、比ΔHmix/(wPCM*ΔHPCM)*100によって測定される、少なくとも90%、好ましくは少なくとも95%であるPCM効率を有してよい。PCM効率が高いことは、PCMが効率よい方法で使用されることを意味する。高効率は、例えば粘度調整剤の密度、粘度調整剤のMFRによって得られる。
【0051】
さらに、相変化物質を含む多成分繊維は、比ΔHfibre/(wPCM*ΔHPCM)*100によって測定される、少なくとも60%、好ましくは少なくとも70%、より好ましくは少なくとも75%である、熱効率を有する。高い熱効率は、PCMが効率よい方法で使用されることを意味する。高効率は、例えば粘度調整剤の密度、粘度調整剤のMFR、及び第2の材料の選択によって得られる。
【0052】
さらに、粘度調整剤は、第1の繊維体の全重量に対して計算される、50重量%未満、好ましくは40重量%未満、及びより好ましくは30重量%未満で存在する。粘度調整剤の量を低く保つことができるとき、高い潜熱がコアにおいて得られる。これはMFRの値、及び粘度調整剤の密度に依存し得る。
【0053】
PCMは、高い潜熱を得るために、50重量%を超えて、好ましくは60重量%を超えて、より好ましくは70重量%を超えて存在してよい(第1の繊維体の全重量に対して計算される)。
【0054】
第1の材料は、相変化物質、及び少なくとも90重量%(第1の材料の全重量に対して計算される)の量の粘度調整剤を含む。本発明者は、繊維を得るために、第1の材料内に他の余分な要素が必要とされないことを見出した。これは、カプセル化材料、又はPCMが吸収される多孔質構造体等の他の担持材料が必要ではないので、可能である。
【0055】
本発明によれば、相変化物質は、20−50℃の範囲の、好ましくは25−45℃の範囲の、より好ましくは27−40℃の範囲の融点を有する炭化水素ワックスから選択される。これらの温度は、人間の皮膚に近接した又はほぼ接触した環境での体温調節に使用される体温調節材料を考えるとき、適切である。
【0056】
相変化物質は直鎖炭化水素ワックスから選択される。好ましい炭化水素ワックスは、n−オクタデカン、n−ノナデカン、n−エイコサン、n−ヘンエイコサン、又はそれらの混合物である。これらのワックスは、本発明に適する融点を有する。これらの炭化水素ワックスは、それらの純粋な形態において、約200J/gの融解熱を有する。しかしながら、経済的理由で、融解熱が低いがかなり安価である、純粋ではない材料を使用することが好ましいだろう。
【0057】
粘度調整剤はポリエチレンであってよい。粘度調整剤は、粘度調整剤の融点よりも高い温度で相変化物質に可溶であり、それはポリエチレンである。さらに、非常に良好な結果は、ポリエチレン粘度調整剤を含む多成分繊維に関して得られている。ポリエチレンは950kg/m3を超える密度を有してよい。これは、上述のように、粘度調整剤からの相変化物質の相分離に適する。
【0058】
多成分繊維は、0℃−50℃の範囲のDSC法で測定したとき、少なくとも20J/g、好ましくは少なくとも30J/g、より好ましくは少なくとも40J/gの潜熱を有する。
【0059】
繊維は、10cN/texより大きな、好ましくは15cN/texより大きな、より好ましくは20cN/texより大きな強度を有する。これらの強度は相変化物質を含む多成分繊維に関して非常に良好である。コア、すなわち第1の材料、において高い潜熱を得ることができるので、コアは繊維のより少ない部分を構成してよく、シースをより厚くすることができ、これは繊維を強くする。このように、多成分繊維内のPCMの潜熱が高効率であること、及び本発明による適切な溶融加工を達成するための第1の材料の粘度調整剤の濃度が低いことによって、強い繊維を得ることが可能となる。
【0060】
本発明によれば、第1の材料の粘度と第2の材料の粘度との間の比が0.1<粘度1/粘度2<10の条件を満たす多成分繊維も開示される。ここで、粘度1はPCMを含む第1の材料の10rad/sの角振動数での複素粘度であり、粘度2は第2の材料の10rad/sの角振動数での複素粘度であり、粘度は溶融紡糸の間使用される押出温度、すなわちスピナレットダイの設定温度、において測定される。
【0061】
この関係において、スピナレットにおいて多成分繊維を製造することが可能である。例えばスクリュー押出機及びギアポンプ等の装置で、共押出、加圧及びポンピングする問題は、上述の条件によって回避される。相変化物質の粘度が低いので、粘度調整剤は第1の材料の粘度を増加し、結果的に上述の値を実現することを可能にし、それによって、多成分繊維の製造を可能にする。PCM及び粘度調整剤及び本明細書により開示されるところの第2の材料の選択は、開示されるような粘度の関係をもたらす。
【0062】
多成分繊維は、繊維形成ポリマーの融点、又はアモルファスポリマーの場合軟化点、よりも高い温度において相変化物質に融解しない、繊維形成するポリマーである第2の材料を含んでもよい。もしも相変化物質に融解される第2の材料の存在によって妨げられない場合、高度にPCMが使用されるので、したがってPCMの効率もより高くなり得る。もしも第2の材料が相変化物質に溶けない場合、相変化物質は第2の材料に溶けない。これは、低分子PCMの移動に関連する問題を回避する。そのような問題は、臭い、PCMの損失(多成分繊維を含む目的物の洗濯/クリーニングの間も)、及び粘着性/油っぽい繊維表面、であり得る。
【0063】
実施例において製造される全ての多成分繊維に関して、第2の材料がポリプロピレンであった場合を除いて、多成分繊維の熱効率は70%を超えた。第2の材料がポリプロピレンである繊維において、効率は低かった。しかしながら、そのような繊維は、これまでこの種のもので製造することが可能であったものと比較して非常に良いものである。効率が低いことは、ポリプロピレンが相変化物質に溶解され得ることによるだろう。これは相変化物質のある程度の漏れにも繋がり得る。これは、例えば衣類において使用される、洗濯されかつ長い間使用される、布の問題であり得る。しかしながら、繊維が使い捨て物品で使用される場合、これは必ずしも問題ではない。
【0064】
通常の洗濯を必要とする、対象となる本発明の多成分繊維の用途(例えば衣類、及び家庭用織物)に関して、繊維から外へのPCMの継続的マイグレーションが、長期の及び洗濯サイクルを通じた熱効率に大きく影響する。使い捨て物品(ナプキン等)に関して、PCMのマイグレーションは無視できる問題だろう。
【0065】
第2の材料は、ポリエステル、例えばポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリ乳酸等;ポリアミド、例えばPA−6,PA−66、PA−11、及びPA−12等;ポリカーボネート、ポリオキシメチレン、ポリアクリレート(例えば、PMMA)、二フッ化ポリビニリデン、又はポリプロピレンから選択されるポリマーを含んでよい。ポリプロピレンを除いて、これらのポリマーは相変化物質に溶けず、これは繊維の有利な点である。例えば、相変化物質のマイグレーション及び漏れは回避される。任意の好ましい第2の材料は、任意の好ましい相変化物質及び粘度調整剤と組み合わされてよい。
【0066】
繊維は少なくとも一つ以上の第1の繊維体及び少なくとも一つ以上の第2の繊維体を含んでよい。任意の第1の材料及び第2の材料は、第1の又は第2の繊維体において使用され得る。第1の材料は様々な組成を有してよく、これは第2の材料が有してもよい。
【0067】
本発明は、本明細書に開示されるような複数の多成分繊維を含む織物材料にも関する。織物材料は少なくとも10J/g及び好ましくは少なくとも20J/gの潜熱を有してよい。
【0068】
さらに、本発明は本明細書に開示されるような多成分繊維を含む織物に関する。織物は少なくとも10J/g及び好ましくは少なくとも20J/gの潜熱を有してよい。
【0069】
さらに、本発明は本明細書に開示されるような繊維を含む吸収物品に関する。織物、繊維、又は吸収物品に使用される繊維は上述の任意の性質を有してよい。
【0070】
多成分繊維の幾つかの実施形態は図1−3に示される。引き延ばされた繊維体は様々な構成で配置されてよい。コア/シース繊維は例えば図1a)−d)に示され、繊維の断面が示される。様々な多成分繊維10、20、30、及び40が示される。第1の繊維体、すなわちコア11、21、31、及び41が示され、第2の繊維体12、22、32、及び42によって封入される、すなわちシースはコア11、21、31、及び41を囲み、封入している。しかしながら、一つ以上の第1の繊維体及び/又は一つ以上の第2の繊維体を含むさらなる具体例も、本発明に含まれる。図1において、繊維の円形及びトリローバル(trilobal)な断面形状が開示される。本発明によれば、様々な他の規則的な又は不規則な断面形状も本発明に含まれる。そのような形状は、例えば楕円形、長方形、正方形、マルチローバル(multi−lobal)、五角形、台形、三角形、楔形等である。さらに、第1の繊維体の形状は、繊維に関して上述されたような形状を有してもよい。
【0071】
図1a)の多成分繊維10がさらに記述され、互いに同様である図1の全ての実施形態を説明する。第1の繊維体11は繊維内に配置され、第2の繊維体12によって封入される。第1の繊維体11は相変化物質を含む材料からなる。コアを形成する第1の繊維体11はシース12を形成する第2の繊維体内部に同心円状に配置される。図1b)は同様の繊維を説明するが、コア12は図1a)のコア11と比較して大きい。図1c)のコア31は第2の繊維体32内部に本質的に配置される。図1d)の繊維41はトリローバル形状である。
【0072】
図2において多成分繊維50が開示され、第1の繊維体51は海島構造で配置される。したがって、一つ以上の第1の繊維体がこの実施形態において開示される。第2の繊維体52は、第2の繊維体(すなわち「海」)内に「島」を形成する第1の繊維体51を含む。
【0073】
相変化物質を含む材料からなる第1の繊維体を囲む一つ以上のさらなる繊維体は、本発明による多成分繊維に含まれてもよい。さらなる繊維体は同じか又は異なる材料から構成されてよい。
【0074】
図3における多成分繊維は、少なくとも一つの第1の繊維体及び少なくとも一つの第2の繊維体に加えて、少なくとも第3の繊維体を含む例である。繊維は第1の材料からなる第1の繊維体61及び第2の材料からなる第2の繊維体62を含む。さらに、繊維は第3の材料からなる第3の繊維体63を含む。第3の繊維体は同様に第2の繊維体62によって封入される。第3の材料は相変化物質及び粘度調整剤を含んでもよい。様々な相変化物質及び粘度調整剤が第1の及び第3の材料において使用されてよい。第3の材料は、第1の材料に関して、上述されたような特徴に従って、選択されてよい。しかしながら、特徴は、同じ多成分繊維において使用される第1及び第3の材料に関して同じではない。上記全ての実施形態は多成分繊維に関して上述されたような材料を含んでよい。
【0075】
もしも多成分繊維にさらなる強度が必要である場合、ナノクレイ等の添加剤が第2の材料に組み込まれてよい。ナノクレイは補強材料として働く。第2の材料にナノクレイを組み込むさらなる利点は、低分子化合物の透過性が低減され得ることである(曲がりくねった拡散経路)。すなわち、第2の材料を通過するPCMのマイグレーションが少ない。
【0076】
さらに、本発明は上述による多成分繊維を含む、おむつ、衛生ナプキン、失禁物品、パンティライナー、ベッドプロテクタ等の吸収物品に関する。多成分繊維は不織布材料、例えば吸収物品内のトップシートとして使用され得る。これは使用者に快適な感覚を与える。
【0077】
吸収物品はトップシート、さらにボトムシート、及び場合によっては下記のような中間層として不織布材料を含んでよく、不織布材料は本発明による多成分繊維を含む。衛生ナプキン401の形態の実施形態が図4に説明され、衛生ナプキンはトップシート402として本発明による多成分繊維を含む不織布材料を含む。また、ボトムシート、及び場合によっては下記のような中間層が含まれる(図示されない)。
【0078】
トップシートは完全に本発明による多成分繊維から構成されてよく、トップシートは織布及び不織布材料(例えば、繊維の不織布ウェブ)等の幅広い材料から製造される従来のトップシートであってもよい。適切な織布及び不織布材料は天然繊維(例えば、木材又は綿繊維)、合成繊維(例えば、ポリエステル、ポリアミド、ポリプロピレン、又はポリエチレン繊維等のポリマー繊維)、又は天然繊維と合成繊維との組み合わせから構成することができ、本発明による多成分繊維は上述の繊維と混合される。トップシートが不織布を含むとき、ウェブは幅広い既知の方法によって製造され得る。例えば、ウェブはスパンボンド、カール、ウェットレイド、メルトブロー、ヒドロエンタングル(hydroentangled)、それらの組み合わせ等で形成されてよい。
【0079】
トップシートは、少なくとも50重量%、好ましくは少なくとも65重量%、及びより好ましくは少なくとも70重量%の多成分繊維を含んでよい。多成分繊維の比が低いとき、前記繊維の体温調節効果を増大するために、前記繊維はトップシートの着用者に対向する側に濃縮されてよい。
【0080】
図5は図4の吸収物品の断面を開示する。ボトムシート501は例えばプラスチックフィルム等柔軟なフィルムから構成されてよい。フィルム中のプラスチック材料の例は、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエステル、又は他の適切な材料、例えば疎水性不織布層、又は薄いフィルム及び不織布材料の積層体である。これらのタイプの材料は、ボトムシート501上の柔軟かつ織物状の表面を実現するために、使用されることが多い。ボトムシート501は、液体の浸透を防ぐ一方で蒸気の通過を可能にするように通気性を有してよい。通気性を有する材料は多孔性ポリマーフィルム、スパンボンド及びメルトブロー層から製造される不織布積層体、及び多孔性ポリマーフィルム及び不織布材料から製造される積層体から構成することができる。
【0081】
ボトムシートは、例えば上部層から離れた方を向くボトムシートの側面に、下着、アンダーパンツ、及びニッカーにそれらが固定されることを可能にする、接着剤のビーズの形態である接着性アタッチメントを有してよい。製品が使用されていないとき接着剤を保護するために、剥離材料が接着剤上部に貼付されてよい。
【0082】
吸収製品は、吸収コア502又は上部シート503とボトムシート501との間の構造体を含んでもよい。吸収コア502は、例えばセルロースフラフパルプ、エアレイド、ドライデフィブリレーテッド(dry defibrililated)又は圧縮パルプ等、セルロース繊維の一つ以上の層から構成することができる。使用され得る他の材料には、例えば吸収不織布材料、発泡材料、合成繊維材料、又はピートが含まれる。セルロース繊維又は他の吸収材料の他に、吸収コアは超吸収材料(いわゆるSAP:超吸収ポリマー)を含んでもよく、これは繊維、粒子、顆粒、フィルム等の形態の材料である。超吸収ポリマーは水に膨潤することができ、かつ水に不可溶である無機又は有機材料であり、0.9重量%の塩化ナトリウムを含む水溶液をそれ自身の重量の少なくとも20倍吸収する容量を示す。超吸収材料として使用されるのに適する有機材料は、例えば多糖、ポリペプチド等の天然材料、並びに例えば合成ヒドロゲルポリマー等の合成材料を含んでよい。そのようなヒドロゲルポリマーは、例えばポリアクリル酸のアルカリ金属塩、ポリアクリルアミド、ポリビニルアルコール、ポリアクリレート、ポリアクリルアミド、ポリビニルピリジン等であってよい。他の適切なポリマーとして、加水分解されたアクリロニトリルグラフト澱粉、アクリル酸グラフト澱粉、及びイソブチレンマレイン酸無水物コポリマー、及びそれらの混合物がある。ヒドロゲルポリマーは、好ましくは、材料が水に本質的に不可溶なままでいることを確実にするために容易に架橋される。好ましい超吸収材料は、外部表面又は超吸収粒子、繊維、球等のシースが超吸収剤の内部部分と比較して高い架橋密度を有するように、表面が架橋される。吸収コア内の超吸収剤の比率は10重量%から90重量%の間、又は好ましくは30重量%から70重量%の間であり得る。
【0083】
吸収コアは、液体を受容する性能、液体分散能、及び保持容量に関する、様々な特性を有する様々な材料の層を含んでよい。吸収コアはしばしば長手方向に引き延ばされ、例えば、長方形、T−形状、又は砂時計形状であってよい。砂時計形状のコアは、股の部分と比較して前部及び後部で幅が広く、有効な吸収を提供するために、同時にデザインにより製品が着用者に近接して及び周囲に身に付けられ、それによって足の周りにより良くフィットすることを容易にする。
【0084】
吸収製品はトップシートと吸収コアとの間に輸送層を含んでもよい。輸送層は多孔質の柔軟な材料であり、以下のうち一つ以上を含んでよい:エアレイド、ウォディング(wadding)、薄織物(tissue)、カーデッドファイバーウェブ(carded fibre web)、超吸収粒子、又は超吸収繊維。輸送層は、非常に瞬時に起こる液体の受容能を有し、下にある吸収コアによって吸収される前、一時的に液体を保存することができる。輸送層は吸収コアの全体又は一部を覆ってよい。
【0085】
トップシート、ボトムシート、及び中間材料は製品の端部で密封され、これは例えば熱シーリング、又は他の従来の手段で実行されてよい。
【0086】
吸収製品は、その側部にウィングを有してもよい。また、吸収製品は、製品が着用されるときに身体とより接触するために、また漏れを低減するために、弾性体を含んでもよい。
【0087】
有利には本発明による多成分繊維を含んでよい、又は全体がそれから構成されてよい吸収物品の構成要素は、サイドパネル、ベルト、及び吸収物品の使用の間着用者の皮膚と接触する他の要素である。
【0088】
上記の多成分繊維を含む織物材料も、本発明により開示される。織物材料は好ましくは衣類に使用される。体温調節多成分繊維は、スポーツウェア、ワークウェア、及びアンダーウェアにおける使用に関して特に興味深い。この種の用途において、本発明の多成分繊維は合成繊維、綿、ウール、及びビスコース等他のタイプの繊維と混合されてもよい。これは、良好な湿度輸送、及び/又は後者のタイプの繊維の吸収特性に関する利点であり、着用の快適さに寄与する。衣類は、ヘルスケア製品、例えばドレープ等、ガウン、フェイスマスク、及び帽子、ジャケットの裏地等であってもよい。
【0089】
多成分繊維に関する全ての特徴は、布、吸収物品、及び織物材料中の繊維にも適用可能である。
【0090】
相変化物質が多成分繊維で使用されるとき、相変化物質を含まない繊維と比較して繊維の強度が低い場合がある。例えば本発明による多成分繊維を含む不織布材料の強度を改良するために、不織布材料を製造するとき、高強度繊維が本発明による多成分繊維と混合されてよい。
【0091】
多成分繊維が織物材料において使用されるときにも同様のことがいえる。織物材料のための織糸を製造するとき、織糸製造に使用される単繊維のあるものは相変化物質を含む単繊維と比較して強い単繊維であってよい。
【0092】
さらに、本発明は少なくとも二つの延伸された繊維体606、607を含む多成分繊維605(スピナレットプレートアセンブリの部分が示される図6を参照されたい)を製造する方法に関し、第1の繊維体606は第1の材料602からなり、第2の繊維体607は第2の材料603からなり、第1の繊維体606を封入し、前記方法は以下を含む。
(a)相変化物質を、少なくとも、溶融形態の粘度調整剤と混合することによって、第1の材料602を調製する段階と、
(b)混合物を冷却して固化混合物にする段階と、
(c)固化混合物を粒子形態に加工する段階と、
(d)第2の材料603を提供する段階と、
(e)第1の材料602及び第2の材料603を繊維押出スピナレットプレートアセンブリに導入する段階と、
(f)多成分繊維605を形成するため第1の材料602及び第2の材料603を押出して、第2の材料603が第1の材料602を封入する段階。
【0093】
全ての段階が図に示されているわけではない。
【0094】
上述の全ての材料が本発明の多成分繊維を製造する方法において使用されてよい。
【0095】
本発明は以下の例によって説明される。
【0096】
(実験)
方法
密度はISO1183−2に従って測定される。
【0097】
メルトフローレート(MFR)
ポリマー溶融体が圧力下でキャピラリーダイを通過して流れる性能は、ISO1133に従って測定された。MFRは分子量及びポリマーの加工性の双方に関する情報を提供する。メルトフローレート(MFR)は、取り得る所定の温度に関して取り得る所定の重量により加えられる圧力によって、特定の直径及び長さを有するキャピラリーを通って10分間に流れるポリマーの重さをグラムで定義する。この検討では、測定は直径2.095mm及び長さ8.0mmのキャピラリーを用いて、21.6kgの重みを用いて、190℃で行われた。
【0098】
レオロジー評価
レオロジー試験は、振動モード(正弦せん断歪の大きさは1%であった)において、Bohlin Controlled コーン−プレートレオメータ(CSメルト)によって実施された。プレート直径は25mm、コーン角は5.4°であった。加熱及び試験の間サンプルチャンバは窒素で充填された。このように、複素粘度の大きさを示す曲線(単位は角振動数に対するパスカル・秒(Pas)、1秒あたりのラジアン(rad/s))が記録された。
【0099】
DSC分析
熱特性は示差走査熱量計(Perkin Elmer、DSC 7)によって検討された。第1スキャンにおいて、サンプルは10℃/分で0℃から50℃に加熱された。この温度での1分間のアニーリングの後、サンプルは5℃/分で0℃まで冷却された。第2スキャンにおける加熱速度は10℃/分であった。特に述べない限りは、ピーク融点及び融解熱(溶融ピークの下の面積及びサンプルの重さから計算される)は、0から50℃の第2スキャンを参照する。融解熱(1グラムあたりのジュール(J/g))は、融解エネルギー(溶融ピークの下の面積)をサンプルの重量で割ることによって計算された。
【0100】
引張強さ(Tenacity)及びタイター
繊維特性(タイター、引張強さ及び弾性率)は、Vibrodyn(Lenzing)の引張試験機によって評価された。ゲージ長さは20mm、試験速度は20mm/分であった。試験の前に、サンプルは20℃、65%RH、で少なくとも24時間調製された。所定の材料組成に関して、タイターはフィラメント直径の間接的な測定値であり、単位はフィラメント1000又は10000メートルあたりのグラム(各々Tex又はdTex)で表わされる。引張強さはフィラメント強度(フィラメントタイターで除した引張試験の間フィラメントによって保持される最大の力)の測定値であり、単位cN/Texで表わされる。弾性率はフィラメント剛性の測定値であり、1%歪における力をフィラメントタイターによって除した値として計算され、単位cN/Texで表わされる。伸び(elongation)は、破断時の測定値である。
【0101】
ポリマーワックス混合物の調製
ポリマーペレット/パウダーはゆっくりと撹拌しながら加熱されたベーカー内でワックスと共に溶融された。ベーカーは約180℃に加熱された。加熱の間ポリマー粒子は徐々に溶融し、ワックスは粒子内部に移動を開始して粒子サイズは徐々に膨潤する。ある程度の時間(ポリマータイプ、ポリマー粒子サイズ、及びバッチサイズに依存して5−30分)の後、膨潤したポリマー粒子は合体して粘性の溶融体になる。ポリマーワックス混合物はその後室温に冷却された。ワックス及びポリマーの均一な混合物をさらに確実にするために、固体混合物は加熱されたブラベンダー混練機(180℃)に入れられ、50rpmで5分間溶融均一化された。ブラベンダー混練機内の溶融均一化の後、材料はそのまま冷却され、その後固体材料はサイズおよそ2−4mmの粒子に粉砕された。多成分繊維を製造する前に、第1の材料が製造され、その後保管されてよい。その結果、全ての段階は、互いの直後に実施される必要はない。
【0102】
2成分繊維の溶融紡糸
繊維の溶融紡糸はESLラボスピン装置によって実施された(図7を参照されたい)。使用されたスピナレット705は直径0.6mmの24個の出口孔を有した。スピナレット705はシース/コア2成分溶融紡糸のために構成された(図6を参照されたい)。シース及びコアの材料は、順に二つのギアポンプ702及び704に供給する、二つの25mm押出機701及び703によって別個に溶融される(図7)。二つのギアポンプ702、704はスピナレット705に供給する。押出速度は、ギアポンプ702及び704への一定のインレット圧力を確実にする制御及びフィードバックシステムによって自動的に調節される。スピナレットプレートアセンブリの部分は図6に示される。第1の材料602及び第2の材料603は、コア606及びシース607を有する2成分繊維605を形成するスピナレットプレートアセンブリに充填される。2成分繊維605の断面も開示され、コア606及びシース607を示す。
【0103】
以下に図7のスピン装置のより詳細な説明を示す。図7における様々な要素は以下のとおりである。
701 相変化物質を含む第1の材料のための押出機
702 相変化物質を含む第1の材料のためのギアポンプ
703 第2の材料のための押出機
704 第2の材料のためのギアポンプ
705 押出ダイ(スピナレット)
706 テイクオフローラー
707 ストレッチングローラー対
708 ストレッチングローラー対
709 ストレッチングローラー対
710 ワインダー
【0104】
シース及びコア材料の体積流量は各々のギアポンプ速度によって与えられる。質量流量は体積流量及び加工温度における材料の密度から計算され得る。全(シース+コア材料)体積流量は、全ての実験で24cm3/分で一定に保たれた。シース及びコア材料のギアポンプ速度を調整することによって、フィラメントの様々なシース/コア比が実現できる。スピナレットダイ705を離れた後、同時の冷却の間、フィラメント711はまず溶融状態で延伸(直径の減少)される(溶融延伸)。スピナレットホール712とテイクオフローラー706との間の溶融延伸段階における延伸比は比V1/V0によって与えられ、ここでV0はスピナレットホール604内の平均溶融体速度(図6)(全ホール面積で除した全体積アウトプット)であり、V1はテイクオフローラー6の線速度である。第2の段階において、溶融延伸に沿って、固化フィラメントは調節されたストレッチングローラー707、708、709の幾つかの対の間でさらに延伸される。固体状態延伸法における延伸比(DR)は、DR=V2/V1で与えられ、V1はテイクオフローラー706の線速度、V2は最後の対であるストレッチングローラー709の線速度である。繊維の強度は、固体状態延伸法によって有意に増大される。実際、図7に概略的に説明される溶融紡糸法において多数の可能な変更が存在する。例えば、固体延伸は別個の段階で実施することができる。ある材料(例えば、PET)では、もしも延伸比V1/V0が1分あたり5000−7000メートルの範囲のテイクオフスピードに対応して十分に高い場合、固体延伸段階は省略されてよい。この場合、溶融延伸法における応力誘起結晶化によって十分な強度が既に発現される。
【0105】
相変化物質
PCMとして使用できる炭化水素ワックスの幾つかの例が表1に示される。
【0106】
【表1】
【0107】
表2は、ドイツ、ベルリン、Rubitherm Technologies GmbHから入手可能である幾つかの商業的なPCMの融点及び融解熱を示す。結果は出願人自身の測定によることに留意されたい。
【0108】
【表2】
【0109】
[実施例]
実施例1
様々な量のポリエチレン材料(高密度ポリエチレン)の形態の粘度調整剤が、RT27(ドイツのRubitherm GmbHにより製造及び供給される炭化水素ワックス、表2を参照されたい)と混合された。ポリエチレン材料のメルトフローレートは「メルトフローレート」に記載された方法によって測定された。粘度調整剤及びポリエチレンの混合は、「ポリマー−ワックス混合物の調製」に記載された方法に従って行なわれた。その後、様々な混合物の粘度は方法「レオロジー評価」に従って調べられた。比較のため使用された10rad/sという角振動数は、図6に示される直径2.5mmの円筒形ダクト内の壁剪断速度におおよそ対応するように選択される。
【0110】
結果は、図8の、RT27の重量%に対する、190℃及び10rad/sにおける複素粘度の大きさを示すグラフに示される。高い粘度を得るために、ポリエチレンのメルトフローレートが低いとき、より少量のポリエチレンが必要とされることが示される。結果的に、粘度調整剤のメルトフローレートが低いことは、第1の材料の粘度を増大させる。所定のポリマーに関して、ポリマー粘度調整剤のMFRが低いと、所定の粘度を実現するために少ない量の粘度調整剤が必要とされる。
【0111】
図8の影付きの領域は、各々の加工温度における溶融紡糸に対して設計された典型的なポリマーグレード(例えば、ポリプロピレン、ポリアミド、ポリエステル)の剪断粘度の指標を表す。さらに、角振動数10rad/sが参照として使用された。
【0112】
この特定の例(粘度調整剤としてポリエチレンと混合された炭化水素ワックス)において、PCMを含む第1の材料の粘度が本発明の多成分繊維を製造するため共押出される第2の材料の範囲の粘度に達するために、粘度を許容可能なレベル(図8における影付きの領域)にするのに、約50重量%のMFR=120のポリエチレンが必要とされることがわかる。もしもMFRが8まで低い場合には、約25−30重量%のみが必要とされる。粘度調整剤としてMFR<0.1を有する超高分子量ポリエチレン(UHMWPE)を選択することによって、約10−15重量%のみが必要とされる。
【0113】
しかしながら、RT27と10−15重量%のUHMWPEとの混合物を、キャピラリーを通じて剪断速度10s−1で押し出すことにより深刻なメルトフラクチャー(ポリマー押出の分野の当業者にはよく知られる現象)が起こることが実験的に見出された。これはPCMを含む第1の材料(10−15重量%のUHMWPEと混合されたRT27)及び第2の材料としての溶融紡糸グレードPP(Borealisによって製造されるHG 245 FB)を用いる2成分繊維紡糸(コア/シース構成)によって確認された。スピナレット孔を出る溶融フィラメントは大きくカールし、繊維紡糸は不可能であった。この種のメルトフラクチャーは「弾性乱流」と呼ばれることがあり、おそらくHMWPEポリマーの非常に長い分子鎖によって付与される非常に高い弾性によって起こる。したがって、粘度調整剤として使用され得るポリマーのMFRの下限が存在する。
【0114】
実施例2
潜熱(融解熱/結晶化)の量に関してPCMを含むポリマーのPCM効率が表3に示される。PCMを含むポリマーは多成分繊維の第1の材料に相当する。炭化水素ワックスRT31は様々なポリオレフィンと混合され、「ポリマーワックス混合物の調製」に開示される方法に従って作られ、0−50℃の範囲の融解熱は上述のDSC分析によるDSC法によって測定された。
【0115】
【表3】
【0116】
高いPCM効率が得られた。ポリエチレン類の中で、最も高い密度を有する材料(SF1560)が、融解熱に関して最も高い効率を示した。記載されたように、サンプルの一つ(20% FS1560)はPCM効率が100%を超える。これは、おそらく紡糸プロセスの間のコア/シース比のばらつきが小さいことに起因する。
【0117】
実施例3
以下の例において、本発明により、コア材料は第1の材料に相当し、シース材料は第2の材料に相当する。
【0118】
この例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は70重量%のRT27及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPP(Borealisによって製造されるHG 245 FB)であった。溶融紡糸パラメータは表4に示される。
【0119】
【表4】
【0120】
繊維の性質の幾つかが表5に列記される。
【0121】
【表5】
【0122】
上記性質は実験セクションの始めの部分に前述される方法によって得られる。
【0123】
多成分繊維の熱効率は、比ΔHfiber/(wPCM*ΔHPCM)*100として表される。表5から分かるように、熱効率は、全繊維重量に対する21から42重量%のPCM含量の増加に相当する、コア/シース比の30/70から60/40への増加によって、37から70%へと増加する。熱効率が60%未満であることは、添加されたPCMの実質的な部分が溶融プロセスに使われていないことを意味する程度に低いとみなされる。
【0124】
熱効率が低いことは、コアからシース内部への炭化水素ワックスの移動(ポリプロピレンのアモルファス部分内に溶解される)に起因すると考えられる。これは、ポリプロピレンが炭化水素ワックスに可溶であるという事実にも起因する。その場合、ポリオレフィンのアモルファス部分に溶解されるPCMの結晶化の傾向が低いため、熱効率は部分的に失われる。定期的な洗濯(例えば、衣類及び家庭用織物)を必要とする目的物に関する本発明の多成分繊維の適用に関して、繊維から外部へのPCMの継続的な移動は、それらの長期の熱効率及び洗濯サイクルに深刻な影響を与えると推測することができる。使い捨て物品(例えばナプキン)に関して、PCMの移動は無視できる問題だろう。
【0125】
実施例4
以下の例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は35重量%のRT31、35重量%のRT35、及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPET(ドイツ、TWD Polymereにより供給される、ASTM D4603に従って測定される固有粘度0.61のGL−BA 6105)であった。溶融紡糸パラメータは表6に示される。
【0126】
【表6】
【0127】
繊維の性質が表7に列記される。
【0128】
【表7】
【0129】
シース中のポリエチレンテレフタレート(PET)の繊維の熱効率(78−90%)は、シース中のPPの繊維(37−70%)の熱効率と比較して有意に高い(上記実施例3を参照されたい)。これは、非極性炭化水素ワックスがより極性が高いPETに可溶ではない(逆も同様)という事実によって説明され得る。本発明の多成分繊維の用途に関して、移動/拡散によりシースを通過するPCMの損失を防ぐことが重要であり、結果的に層変化物質を含む繊維体を封入する引き伸ばされた繊維体を形成する第2の材料が、繊維形成ポリマーの融点(又は、アモルファスポリマーの場合軟化点)よりも高い温度で相変化物質に溶解しない繊維形成ポリマーであることが好ましい。繊維の強度は上述の量の相変化物質を含む2成分繊維に関して非常に良好である。
【0130】
実施例5
この例において、シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は35重量%のRT31、35重量%のRT35、及び30重量%のHDPE(Borealisによって製造されるFL1500)の混合物であった。シースはPET(ドイツ、TWD Polymereにより供給される、ASTM D4603に従って測定される固有粘度0.61のGL−BA 6105)であった。溶融紡糸パラメータは表8に示される。
【0131】
【表8】
【0132】
繊維の性質が表9に列記される
【0133】
【表9】
【0134】
本発明の多成分繊維の強度は、この例(二組の繊維はDR=5かつ異なるタイターで製造される)に示されるように、溶融紡糸の間延伸比の増加によってさらに増加され得る。材料は実施例4と同じであり、DRが3であり、引張強さはコア/シース比40/60に関する実施例5において、同じコア/シース比40/60を有する実施例4と比較して高かった。延伸比が増加するとき、持続される熱的性質を有する繊維は、有意に高い剛性(弾性率)及び強度(引張強さ)を有して製造される。
【0135】
実施例6
この例ではポリアミドが第2の材料として使用される。シース/コア構造を有する一組の2成分繊維が「2成分繊維の溶融紡糸」において前述されたように製造された。コア材料は75重量%の純粋なn−エイコサン(米国、Roper Thermalsにより供給される)と25重量%のHDPE(Borealisによって製造されるFS1560)の混合物であった。シース材料はPA6の繊維紡糸グレード(ドイツ、BASFにより供給されるUltramid BS 703)であった。測定された純粋なn−エイコサンの融解熱は240J/gであった。溶融紡糸パラメータは表10に示される。
【0136】
【表10】
【0137】
繊維の性質が表11に列記される
【0138】
【表11】
【0139】
この例においても、熱効率は高い。これはおそらく、極性を有するPA6が非極性の炭化水素ワックスに可溶ではないという事実に起因する。分かりやすいようにいえば、非極性の炭化水素ワックスもまた、極性を有するPA6に可溶ではない。繊維の強度は、延伸比3において既に良好である。高い融解熱(この例では、240J/g)を有するPCM、ポリマー粘度調整剤としての(高いPCM効率及び低いHDPE濃度を可能にする(良好な加工性を助長する))高密度(956)及び低MFR(9)を有するHDPE、及び炭化水素ワックスPCMの可溶性が低いシース材料を使用することによって、高い融解熱(48−65J/g)を有する強い多成分繊維(27−33cN/tex)を、全繊維重量に対して中程度のPCM使用量25−33重量%で、製造することができる。
【0140】
第2の材料がポリプロピレンであった場合を除いて、全ての多成分繊維に関して、多成分繊維の熱効率が70%を超えた。これは、ポリプロピレンが相変化物質に溶解できないことに起因するだろう。結果的に、相変化物質は同程度で使用されない。これは、相変化物質の漏れにもつながり得る。これは、洗濯され長期間使用される、例えば衣類に使用される織物に関する問題であり得る。しかしながら、繊維が使い捨て物品に使用されるとき、これは必ずしも問題ではない。
【0141】
本発明による多成分繊維が良好な潜熱、良好なPCM効率、良好な熱効率、高い強度、を有し、製造が容易であることが実施例において示された。
【符号の説明】
【0142】
10、20、30、40、50、60 多成分繊維
11、21、31、41、51、61 第1の繊維体、コア
12、22、32、42、52、62 第2の繊維体、シース
【図1a)】
【図1b)】
【図1c)】
【図1d)】
【特許請求の範囲】
【請求項1】
少なくとも二つの引き延ばされた繊維体(11、21、31、41、51、61;12、22、32、42、52、62)を含み、第1の繊維体(11、21、31、41、51、61)は相変化物質を含む第1の材料からなり、第2の繊維体(12、22、32、42、52、62)は第2の材料からなり第1の繊維体(11、21、31、41、51、61)を封入する多成分繊維(10、20、30、40、50、60)であって、
相変化物質は未加工の形態であり、第1の材料はISO1183−2に従って室温で測定されるとき890−970kg/m3の範囲内の密度を、及びISO1133に従って21.6kg重で190℃で測定されたとき0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含むことを特徴とする、多成分繊維。
【請求項2】
粘度調整剤は、ISO1183−2に従って室温で測定される、920kg/m3よりも大きい、好ましくは950kg/m3よりも大きい密度を有することを特徴とする、請求項1に記載の多成分繊維。
【請求項3】
粘度調整剤は、ISO1133に従って21.6kg重で190℃で測定されたとき、0.1−50g/10分、好ましくは0.1−20g/分、より好ましくは0.1−10g/10分の範囲内のメルトフローレートを有することを特徴とする、請求項1又は2に記載の多成分繊維。
【請求項4】
相変化物質は、少なくとも100J/g、及び好ましくは少なくとも140J/gの潜熱を有することを特徴とする、請求項1から3の何れか一項に記載の多成分繊維。
【請求項5】
多成分繊維が、比ΔHmix/(wPCM*ΔHPCM)*100によって測定されるとき、少なくとも90%、好ましくは少なくとも95%であるPCM効率を有する第1の材料を含むことを特徴とする、請求項1から4の何れか一項に記載の多成分繊維。
【請求項6】
多成分繊維が、比ΔHfibre/(wPCM*ΔHPCM)*100によって測定されるとき、少なくとも60%、好ましくは少なくとも70%、より好ましくは少なくとも75%である熱効率を有することを特徴とする、請求項1から5の何れか一項に記載の多成分繊維。
【請求項7】
粘度調整剤は、第1の繊維体の全重量に対して計算される、50重量%未満、好ましくは40重量%未満、及びより好ましくは30重量%未満で存在することを特徴とする、請求項1から6の何れか一項に記載の多成分繊維。
【請求項8】
PCMは、第1の繊維体の全重量に対して計算される、50重量%よりも多く、好ましくは60重量%よりも多く、より好ましくは70重量%よりも多く存在することを特徴とする、請求項1から7の何れか一項に記載の多成分繊維。
【請求項9】
第1の材料は、相変化物質、及び少なくとも90重量%(第1の材料の全重量に対して計算される)の量の粘度調整剤を含むことを特徴とする、請求項1から8の何れか一項に記載の多成分繊維。
【請求項10】
相変化物質は、20−50℃の範囲の、好ましくは25−45℃の範囲の、より好ましくは27−40℃の範囲の融点を有する炭化水素ワックスから選択されることを特徴とする、請求項1から9の何れか一項に記載の多成分繊維。
【請求項11】
相変化物質が直鎖炭化水素ワックスから選択されることを特徴とする、請求項1から10の何れか一項に記載の多成分繊維。
【請求項12】
粘度調整剤がポリエチレンであることを特徴とする、請求項1から11の何れか一項に記載の多成分繊維。
【請求項13】
粘度調整剤が950kg/m3よりも大きい密度を有するポリエチレンであることを特徴とする、請求項11に記載の多成分繊維。
【請求項14】
繊維が、0℃−50℃の範囲のDSC法で測定したとき、少なくとも20J/g、好ましくは少なくとも30J/g、最も好ましくは少なくとも40J/gの潜熱を有することを特徴とする、請求項1から13の何れか一項に記載の多成分繊維。
【請求項15】
繊維は、10cN/texより大きな、好ましくは15cN/texより大きな、最も好ましくは20cN/texより大きな強度を有することを特徴とする、請求項1から14の何れか一項に記載の多成分繊維。
【請求項16】
第1の材料の粘度と第2の材料の粘度との間の比が0.1<粘度1/粘度2<10の条件を満たし、ここで粘度1はPCMを含む第1の材料の10rad/sの角振動数での複素粘度であり、粘度2は第2の材料の10rad/sの角振動数での複素粘度であり、粘度は溶融紡糸の間使用される押出温度、すなわちスピナレットダイの設定温度、において測定されることを特徴とする、請求項1から15の何れか一項に記載の多成分繊維。
【請求項17】
第2の材料が、繊維形成ポリマーの融点、又は、アモルファスポリマーの場合軟化点よりも高い温度で相変化物質に溶解しない繊維形成ポリマーであることを特徴とする、請求項1から16の何れか一項に記載の多成分繊維。
【請求項18】
第2の材料がポリエステル及びポリアミドから選択されるポリマーを含むことを特徴とする、請求項1から17の何れか一項に記載の多成分繊維。
【請求項19】
繊維が少なくとも一つ以上の第1の繊維体(51)及び少なくとも一つ以上の第2の繊維体(52)を含むことを特徴とする、請求項1から18の何れか一項に記載の多成分繊維。
【請求項20】
繊維が少なくとも一つ以上の第1の繊維体(61)、少なくとも一つ以上の第2の繊維体(62)、及び第3の材料からなる少なくとも一つ以上の第3の繊維体(63)を含むことを特徴とする、請求項1から19の何れか一項に記載の多成分繊維。
【請求項21】
請求項1から20による多成分繊維を含む織物材料。
【請求項22】
請求項1から20による多成分繊維を含む布。
【請求項23】
布が少なくとも10J/g、好ましくは少なくとも20J/gの潜熱を有することを特徴とする、請求項22に記載の布。
【請求項24】
請求項1から20による多成分繊維を含む吸収物品。
【請求項1】
少なくとも二つの引き延ばされた繊維体(11、21、31、41、51、61;12、22、32、42、52、62)を含み、第1の繊維体(11、21、31、41、51、61)は相変化物質を含む第1の材料からなり、第2の繊維体(12、22、32、42、52、62)は第2の材料からなり第1の繊維体(11、21、31、41、51、61)を封入する多成分繊維(10、20、30、40、50、60)であって、
相変化物質は未加工の形態であり、第1の材料はISO1183−2に従って室温で測定されるとき890−970kg/m3の範囲内の密度を、及びISO1133に従って21.6kg重で190℃で測定されたとき0.1−60g/10分の範囲内のメルトフローレートを有するポリオレフィンから選択される粘度調整剤を含むことを特徴とする、多成分繊維。
【請求項2】
粘度調整剤は、ISO1183−2に従って室温で測定される、920kg/m3よりも大きい、好ましくは950kg/m3よりも大きい密度を有することを特徴とする、請求項1に記載の多成分繊維。
【請求項3】
粘度調整剤は、ISO1133に従って21.6kg重で190℃で測定されたとき、0.1−50g/10分、好ましくは0.1−20g/分、より好ましくは0.1−10g/10分の範囲内のメルトフローレートを有することを特徴とする、請求項1又は2に記載の多成分繊維。
【請求項4】
相変化物質は、少なくとも100J/g、及び好ましくは少なくとも140J/gの潜熱を有することを特徴とする、請求項1から3の何れか一項に記載の多成分繊維。
【請求項5】
多成分繊維が、比ΔHmix/(wPCM*ΔHPCM)*100によって測定されるとき、少なくとも90%、好ましくは少なくとも95%であるPCM効率を有する第1の材料を含むことを特徴とする、請求項1から4の何れか一項に記載の多成分繊維。
【請求項6】
多成分繊維が、比ΔHfibre/(wPCM*ΔHPCM)*100によって測定されるとき、少なくとも60%、好ましくは少なくとも70%、より好ましくは少なくとも75%である熱効率を有することを特徴とする、請求項1から5の何れか一項に記載の多成分繊維。
【請求項7】
粘度調整剤は、第1の繊維体の全重量に対して計算される、50重量%未満、好ましくは40重量%未満、及びより好ましくは30重量%未満で存在することを特徴とする、請求項1から6の何れか一項に記載の多成分繊維。
【請求項8】
PCMは、第1の繊維体の全重量に対して計算される、50重量%よりも多く、好ましくは60重量%よりも多く、より好ましくは70重量%よりも多く存在することを特徴とする、請求項1から7の何れか一項に記載の多成分繊維。
【請求項9】
第1の材料は、相変化物質、及び少なくとも90重量%(第1の材料の全重量に対して計算される)の量の粘度調整剤を含むことを特徴とする、請求項1から8の何れか一項に記載の多成分繊維。
【請求項10】
相変化物質は、20−50℃の範囲の、好ましくは25−45℃の範囲の、より好ましくは27−40℃の範囲の融点を有する炭化水素ワックスから選択されることを特徴とする、請求項1から9の何れか一項に記載の多成分繊維。
【請求項11】
相変化物質が直鎖炭化水素ワックスから選択されることを特徴とする、請求項1から10の何れか一項に記載の多成分繊維。
【請求項12】
粘度調整剤がポリエチレンであることを特徴とする、請求項1から11の何れか一項に記載の多成分繊維。
【請求項13】
粘度調整剤が950kg/m3よりも大きい密度を有するポリエチレンであることを特徴とする、請求項11に記載の多成分繊維。
【請求項14】
繊維が、0℃−50℃の範囲のDSC法で測定したとき、少なくとも20J/g、好ましくは少なくとも30J/g、最も好ましくは少なくとも40J/gの潜熱を有することを特徴とする、請求項1から13の何れか一項に記載の多成分繊維。
【請求項15】
繊維は、10cN/texより大きな、好ましくは15cN/texより大きな、最も好ましくは20cN/texより大きな強度を有することを特徴とする、請求項1から14の何れか一項に記載の多成分繊維。
【請求項16】
第1の材料の粘度と第2の材料の粘度との間の比が0.1<粘度1/粘度2<10の条件を満たし、ここで粘度1はPCMを含む第1の材料の10rad/sの角振動数での複素粘度であり、粘度2は第2の材料の10rad/sの角振動数での複素粘度であり、粘度は溶融紡糸の間使用される押出温度、すなわちスピナレットダイの設定温度、において測定されることを特徴とする、請求項1から15の何れか一項に記載の多成分繊維。
【請求項17】
第2の材料が、繊維形成ポリマーの融点、又は、アモルファスポリマーの場合軟化点よりも高い温度で相変化物質に溶解しない繊維形成ポリマーであることを特徴とする、請求項1から16の何れか一項に記載の多成分繊維。
【請求項18】
第2の材料がポリエステル及びポリアミドから選択されるポリマーを含むことを特徴とする、請求項1から17の何れか一項に記載の多成分繊維。
【請求項19】
繊維が少なくとも一つ以上の第1の繊維体(51)及び少なくとも一つ以上の第2の繊維体(52)を含むことを特徴とする、請求項1から18の何れか一項に記載の多成分繊維。
【請求項20】
繊維が少なくとも一つ以上の第1の繊維体(61)、少なくとも一つ以上の第2の繊維体(62)、及び第3の材料からなる少なくとも一つ以上の第3の繊維体(63)を含むことを特徴とする、請求項1から19の何れか一項に記載の多成分繊維。
【請求項21】
請求項1から20による多成分繊維を含む織物材料。
【請求項22】
請求項1から20による多成分繊維を含む布。
【請求項23】
布が少なくとも10J/g、好ましくは少なくとも20J/gの潜熱を有することを特徴とする、請求項22に記載の布。
【請求項24】
請求項1から20による多成分繊維を含む吸収物品。
【図2】


【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2010−538171(P2010−538171A)
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2010−522852(P2010−522852)
【出願日】平成19年9月3日(2007.9.3)
【国際出願番号】PCT/SE2007/000769
【国際公開番号】WO2009/031946
【国際公開日】平成21年3月12日(2009.3.12)
【出願人】(506215320)エスセーアー・ハイジーン・プロダクツ・アーベー (157)
【Fターム(参考)】
【公表日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成19年9月3日(2007.9.3)
【国際出願番号】PCT/SE2007/000769
【国際公開番号】WO2009/031946
【国際公開日】平成21年3月12日(2009.3.12)
【出願人】(506215320)エスセーアー・ハイジーン・プロダクツ・アーベー (157)
【Fターム(参考)】
[ Back to top ]