
多本線巻線方法
【課題】例え線材が複数であっても、それら複数の線材を繰出す繰出具の繰出し端を巻芯の外周に接近させた状態で整列巻きする。
【解決手段】多本線巻線方法は、巻芯の軸方向に中心軸の間が所定の間隔L毎に並んで繰出される複数の線材12〜14を巻芯の外周に巻回するとともに、複数の線材が巻芯に1回巻付けられる毎に新たに繰出される複数の線材を巻芯の軸方向へ所定量T移動させて巻芯外周に複数の線材を整列巻きする。そして、整列巻後に隣接する線材の巻芯の軸方向における中心と中心の間を所望のピッチPとするとき、複数の線材の本数に所望のピッチPを乗じた量を所定量Tとし、所定量Tの自然数倍の値に所望のピッチPを加えた間隔を所定の間隔Lとする。ここで、所定の間隔Lを求める自然数は1であることが好ましい。
【解決手段】多本線巻線方法は、巻芯の軸方向に中心軸の間が所定の間隔L毎に並んで繰出される複数の線材12〜14を巻芯の外周に巻回するとともに、複数の線材が巻芯に1回巻付けられる毎に新たに繰出される複数の線材を巻芯の軸方向へ所定量T移動させて巻芯外周に複数の線材を整列巻きする。そして、整列巻後に隣接する線材の巻芯の軸方向における中心と中心の間を所望のピッチPとするとき、複数の線材の本数に所望のピッチPを乗じた量を所定量Tとし、所定量Tの自然数倍の値に所望のピッチPを加えた間隔を所定の間隔Lとする。ここで、所定の間隔Lを求める自然数は1であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の線材を巻芯外周に整列巻きする多本線巻線方法に関するものである。
【背景技術】
【0002】
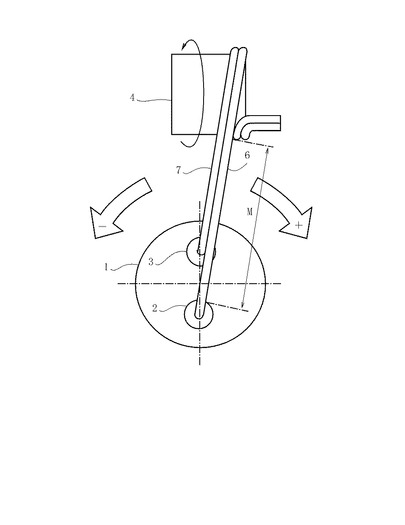
従来、線材繰出具から繰出される複数の線材を軸回りで回転する巻芯の外周に整列巻きする技術として、その複数の線材の数に応じた複数のノズルを繰出具として用い、それら複数のノズルからそれぞれ繰出される複数の線材を巻芯の外周に巻回する巻線装置が知られている(例えば、特許文献1参照。)。図5にその装置の概略を示す。この巻線装置では、巻芯4を回転させる手段の他に、繰出具である複数のノズルを回転させるホルダ1を備え、そのホルダ1を回転させて、そのホルダ1とともに、そのホルダ1に取付けられた複数のノズル2,3を図5の+又は−の矢印で示すように回転させている。そして、実際に線材6,7が繰出されるノズル2,3の端部を巻芯4に略直交する方向に並べ、それらのノズル2,3から繰出されて巻芯4に向かう複数の線材6,7間における隙間を無くし、それら複数の線材6,7を密着させている。このように繰出具である複数のノズル2,3からそれぞれ繰出されて互いに密着した複数の線材6,7をその状態で矢印で示すように回転する巻芯4に巻付けることにより、それら複数の線材6,7を巻芯4に整列巻きし得るとしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−198955号公報(段落番号[0006]〜[0013]、図10)
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、繰出具であるノズル2,3は線材6,7を巻芯4の所望の位置に案内するものであるので、線材6,7が実際に繰出されるノズル2,3の端部と巻芯4までの距離Mは可能な限り短いことが好ましい。しかし、上記従来の巻線装置では、複数の線材6,7の数に応じた複数のノズル2,3を用い、それら複数のノズル2,3から線材6,7を別々に繰出しているので、それら複数のノズル2,3を巻芯4の軸方向に並べた状態で、それら複数のノズル2,3から別々に繰出された線材6,7を、その繰出された段階で互いに密着させることはできない。このため、上記従来の巻線装置では、ホルダ1を回転させてノズル2,3の端部を巻芯4に略直交する方向に並べている。
【0005】
けれども、ノズル2,3の端部を巻芯4に略直交する方向に並べると、一方のノズル3を例え巻芯4に近づけたとしても、他方のノズル2は必ず巻芯4から遠ざかることになり、線材6が実際に繰出されるその他方のノズル2の端部と巻芯4までの距離Mが拡大する不具合がある。このように線材6が繰出されるノズル2の端部から巻芯4までの距離Mが拡大すると、そのノズル2から繰出された線材が巻芯4に達するまでの間に幅方向にずれる量も増加する。すると、隣接する線材7との距離が変化することになり、その隣接する線材7との距離を一定に保ちつつ巻芯4にそれらの線材6,7を巻付ける、いわゆる整列巻きが困難になる不具合がある。
【0006】
特に、整列巻きする線材の本数が図5のような2本でなく、例えば、3本やそれ以上のようにその本数が増えると、その数に比例して線材繰出具であるノズルの数も増加する。すると、それらの増加したノズルの全てが互いに干渉することを避けるために、その増加したノズルの巻芯からの距離は更に拡大することになる。すると、それらのノズルから繰出された線材が巻芯に達するまでの間に幅方向にずれる量も拡大するので、線材の本数が増加すると、その増加した線材の数に比例して、それら複数の線材の全てを整列巻させることが益々困難になる傾向が生じる。
【0007】
この点を解消するためには、単一のノズルから複数の線材を互いに密着させた状態で繰出すことも考えられるけれども、単一のノズルから複数の線材を繰出すと、逆にその複数の線材間に隙間を生じさせたい等の希望があった場合には、それら線材間における隙間の調整が困難になる不具合がある。
【0008】
本発明の目的は、線材が複数であっても、それら複数の線材を繰出す繰出具の繰出し端を巻芯の外周に接近させた状態で整列巻きし得る多本線巻線方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明の多本線巻線方法は、巻芯の軸方向に中心軸の間が所定の間隔毎に並んで繰出される複数の線材を巻芯の外周に巻回するとともに、複数の線材が巻芯に1回巻付けられる毎に新たに繰出される複数の線材を巻芯の軸方向へ所定量移動させて巻芯外周に複数の線材を巻回する方法である。
【0010】
その特徴ある点は、巻芯に巻かれて隣接する線材の巻芯の軸方向における中心と中心の間を所望のピッチとするとき、その所望のピッチを所定量と所定の間隔により調整するところにある。具体的には、複数の線材の本数に所望のピッチを乗じた量を所定量とし、所定量の自然数倍の値に所望のピッチを加えた間隔を所定の間隔として、その所望のピッチを調整することが好ましい。
【0011】
そして、この多本線巻線方法では、所定の間隔を求める自然数が1であることが好ましく、台板に複数の案内ピンが等間隔に並んで設けられた繰出具を介して複数の線材が繰出される場合には、その繰出具を傾動させることにより所定の間隔を微調整することが好ましい。
【0012】
ここで、この明細書において「整列巻き」とは、巻芯に線材が巻芯の径方向に重なり合うことなく巻芯の軸方向に列をつくって巻かれた巻線を意味し、巻芯の軸方向に隣接する線材が密着してその間に隙間が生じないような巻線と、隣接する線材と線材の間に所望の隙間を生じさせるような巻線の双方を含むものとする。
【発明の効果】
【0013】
本発明の多本線巻線方法では、巻芯に巻かれて隣接する線材の巻芯の軸方向における中心と中心の間の所望のピッチを調整するけれども、複数の線材の本数に所望のピッチを乗じた量を所定量とし、その所定量の自然数倍の値に所望のピッチを加えた間隔を複数の線材の巻芯の軸方向の所定の間隔とするので、この条件で巻線すると、巻芯に向かって繰出されて巻回方向先頭側から先に繰出される線材は、自然数回回転する巻芯にその自然数回巻取られる間に巻芯軸方向に所定量だけずれる。一方、その先の線材と、その次に位置する線材との間隔は、その所定量に所望のピッチを加えた間隔であるので、先の線材が自然数回巻取られた段階でその先の線材の既に自然数回巻付けられた位置から所望のピッチだけ離れて隣接する位置に次の線材が案内される。このため、巻芯が更に回転することにより、その次の線材はその既に巻付けられた先の線材から所望のピッチだけ離れて隣接する状態でその巻芯に順次等間隔で巻付けられることになる。
【0014】
よって、本発明の多本線巻線方法では、複数の線材が所定の間隔を空けていても、先の線材に対して次の線材が所望のピッチだけ離れて隣接する状態で巻芯に巻付けられる、いわゆる整列巻きが成される。このように整列巻きされるにもかかわらず、複数の線材間に所定の間隔を空けさせることができるので、複数の線材を繰出す繰出具が、例えば複数のノズルであっても、その複数のノズルを互いに重複させることなく、これらノズルの端部を巻芯に近づけることが可能になる。そして、繰出具における繰出し端部を巻芯に近づけることにより、その繰出具から繰出された複数の線材が巻芯に達するまでの間に幅方向にずれるようなことは防止され、繰出具から所定の間隔を空けて並んで繰出された複数の線材を、その所定の間隔を変化させることなく、その並んだ状態で直ちに巻芯に巻付けることができる。よって、巻芯に複数の線材を所望のピッチで正確に整列巻きすることが可能になる。
【図面の簡単な説明】
【0015】
【図1】本発明実施形態の多本線巻線の状態を示す正面図である。
【図2】その繰出具を一方に傾動させた状態を示す図1に対応する正面図である。
【図3】その繰出具を他方に傾動させた状態を示す図1に対応する正面図である。
【図4】その別の多本線巻線の状態を示す図1に対応する正面図である。
【図5】従来の多本線巻線の状態を示す概念図である。
【発明を実施するための形態】
【0016】
次に、本発明を実施するための最良の形態を図面に基づいて説明する。
【0017】
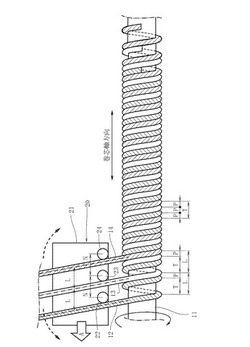
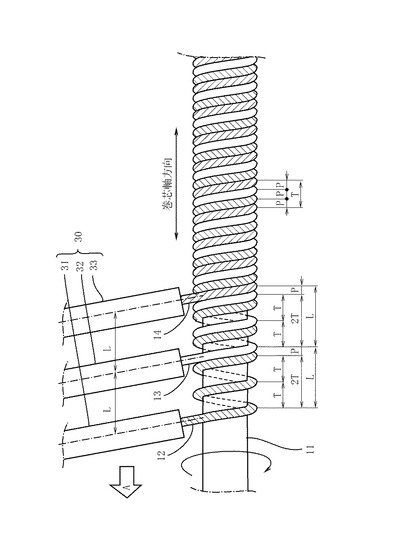
図1に示すように、本発明の多本線巻線方法は、巻芯11の軸方向に中心軸の間が所定の間隔L毎に並んで繰出される複数の線材12〜14をその巻芯11の外周に巻回するとともに、複数の線材12〜14が巻芯11に1回巻付けられる毎に新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させて、巻芯11の外周に複数の線材12〜14を整列巻きする巻線方法である。
【0018】
図1における巻芯11としては、断面が円形であって長さが比較的長いピン又は棒状のものが使用される場合を示す。また、複数の線材12〜14は、図示しない線材供給機構から供給された断面が円形のいわゆる丸線であって、図ではその外径が共に等しい3本の線材12〜14が巻芯11の外周に整列巻きされる場合を示す。なお、巻芯11は、断面が円形のものに限るものではなく、断面が方形のものであっても良い。また、線材12〜14にあっても、いわゆる丸線である場合に限るものではなく、線材12〜14はその断面が方形を成すいわゆる角線であっても良い。
【0019】
図示しない線材供給機構から供給された3本の線材12〜14は、繰出具20により、巻芯11の軸方向にそれらの中心軸の間が所定の間隔L毎に並んで繰出される。この実施の形態における繰出具20は、巻芯11に沿って設けられた台板21と、その台板21に巻芯11の軸方向にそれらの中心軸の間が等間隔N毎に並んで設けられた3本の案内ピン22〜24とを備える。この繰出具20は、巻芯11に沿ってその巻芯11の軸方向に移動可能に構成され、その3本の案内ピン22〜24に3本の線材12〜14が沿って繰出された後に、その3本の線材12〜14は巻芯11に案内されるように構成される。そして、3本の案内ピン22〜24の間隔Nは所定の間隔Lと同一に形成され、これにより、この繰出具20により繰出される3本の線材12〜14は、巻芯11の軸方向に所定の間隔L毎に並んで繰出されることになる。
【0020】
本発明の多本線巻線方法における特徴は、巻芯11に巻かれて隣接する線材12〜14の巻芯11の軸方向における中心と中心の間を所望のピッチPとするとき、その所望のピッチPを所定量Tと所定の間隔Lにより調整するところにある。具体的には、複数の線材12〜14の本数にその所望のピッチPを乗じた量を所定量Tとし、その所定量Tの自然数倍の値に所望のピッチPを加えた間隔を所定の間隔Lとする。即ち、複数の線材12〜14が巻芯11に1回巻付けられる間にその巻芯11の軸方向へ複数の線材12〜14を移動させる量である所定量T、及び繰出具20から繰出される複数の線材12〜14の巻芯11の軸方向の所定の間隔Lは、その線材12〜14が巻芯11に巻かれた後に隣接する線材12〜14間の所望のピッチPにより決定され、この所定量Tと所定の間隔Lにより所望のピッチPを等間隔に変化させることができる点にある。
【0021】
図1では、線材12〜14が整列巻きされた後における隣接する線材12〜14間の所望のピッチPを線材12〜14の外径として、巻芯11に巻かれて隣接する線材12〜14間に隙間を生じさせない場合を示す。いわゆる巻芯11への巻線にあっては、複数の線材12〜14を繰出具20から繰出しつつ巻芯11の外周に巻付けると共に、その複数の線材12〜14が巻芯11に1回巻付けられる間にその繰出具20を巻芯11の軸方向へ所定量T移動させることにより行われる。
【0022】
そして、本発明におけるその所定量Tは、複数の線材12〜14の本数にその所望のピッチPを乗じた量とされる。このため、この実施の形態のように、3本の線材12〜14を用いて、それらの間に隙間を生じさせないような場合の所定量Tは、所望のピッチPである線材外径の3倍となる。
【0023】
一方、繰出具20から繰出される複数の線材12〜14の巻芯11の軸方向の所定の間隔Lは、その所定量Tの自然数倍の値に所望のピッチPを加えた間隔とする。図1では、この所定の間隔Lを求める自然数が1である場合を示す。即ち、図1における所定の間隔Lは、所定量Tに所望のピッチPを加えた間隔(T+P)となる。
【0024】
このように、所定量Tと所定の間隔Lを決定し、その巻芯11に複数の線材12〜14を巻回しつつ繰出具20を図の矢印A方向に移動させると、先ず巻芯11の最初の1回転により繰出具20から繰出されてその繰出具20の進行方向先頭の第一線材12はその巻芯11に1回巻取られる間に巻芯軸方向に所定量Tだけずれる。
【0025】
一方、その先頭の第一線材12と、その次に位置する第二線材13との間隔は、その所定量Tに所望のピッチPを加えた間隔Lであるので、図に示すように第一線材12が1回巻取られた段階でその第一線材12の既に巻付けられた位置から所望のピッチP遅れて隣接する位置に第二線材13が案内される。このため、巻芯11が回転することにより、その第二線材13はその既に巻付けられた第一線材12に所望のピッチPずれて隣接し、その状態で巻芯11に順次等間隔で巻付けられることになる。
【0026】
同様に、その第二線材13と繰出具20の進行方向最後尾に位置する第三線材14との間隔は、その所定量Tに所望のピッチPを加えた間隔Lであるので、第一線材12が二回巻取られかつ第二線材13が1回巻取られた段階で、繰出具20よりその第二線材13の既に巻付けられた位置から所望のピッチP遅れて隣接する位置に第三線材14は案内される。そして、巻芯11が回転することによりその既に巻付けられた第二線材13に所望のピッチPずれて隣接し、その隣接状態で第三線材14は巻芯11に巻付けられる。ここで、線材12〜14が巻芯11に1回巻付けられる間に繰出具20が移動する量である所定量Tは線材12〜14の本数に所望のピッチPを乗じた量であるので、第二線材13に隣接して第三線材14が巻芯11に巻付けられた状態で、巻芯11に巻付けられて隣接する3本の線材12〜14はその所定量Tの間に収められる。このため、その所望のピッチPが線材12〜14の外径であれば、巻芯11に巻かれた状態で隣接する線材12〜14間には隙間は生じないことになり、複数の線材12〜14が密着して等間隔で整列巻されたコイルを得ることになる。
【0027】
このような巻線方法であれば、複数の線材12〜14が所定の間隔Lを空けているにもかかわらず、その複数の線材12〜14を巻芯11に所望のピッチPで整列巻することができる。よって、複数の線材12〜14間に所定の間隔Lを空けさせる繰出具20における案内ピン22〜24の直径を線材12〜14の外径程度に留めることにより、その案内ピン22〜24が重複するようなことを回避しつつ、繰出具20における繰出し端部を巻芯11に近づけることが可能になる。そして、繰出具20における繰出し端部を巻芯11に近づけると、その繰出具20から繰出された複数の線材12〜14が巻芯11に達するまでの間に幅方向にずれるようなことは防止され、繰出具20から所定の間隔Lを空けて並んで繰出された複数の線材12〜14は、その所定の間隔Lが変化することなく、その並んだ状態で直ちに巻芯11に巻回することができる。よって、その所望のピッチPが線材12〜14の外径であれば、複数の線材12〜14が密着して整列巻されたコイルを確実に得ることができる。
【0028】
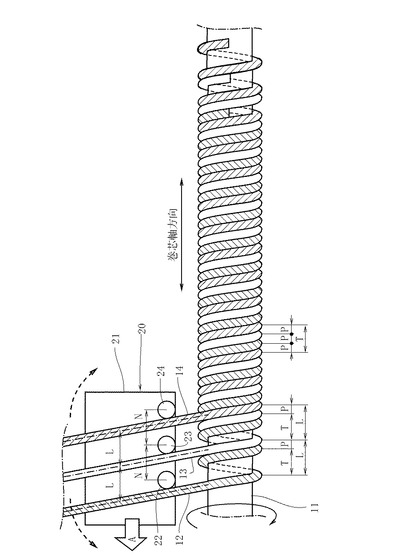
また、図1に示すように、巻芯11の軸方向にそれらの中心軸の間が所定の間隔Lと等しい間隔N毎に並んで設けられた3本の案内ピン22〜24を備えた繰出具20にあっては、図2及び図3に示すように、その案内ピン22〜24とともに台板21を破線矢印で示すように傾動させると、それら複数の案内ピン22〜24により導かれる複数の線材12〜14間における巻芯11の軸方向における所定の間隔Lを僅かに変動させることができる。
【0029】
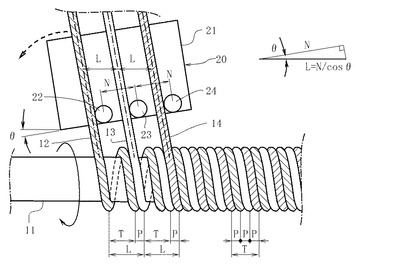
即ち、巻芯11へ複数の線材12〜14を巻回しつつ新たに繰出される複数の線材12〜14を巻芯11の軸方向へ移動させると、新たに繰出される複数の線材12〜14はその巻芯11に対して所定の角度θ傾斜する。このため、図2に示すように、その案内ピン22〜24とともに台板21を線材12〜14の傾きと同方向に傾動させると、複数の線材12〜14間における巻芯11の軸方向における所定の間隔Lは徐々に拡大する。そして、複数の線材12〜14の傾斜と同様に、繰出具20が所定の角度θ傾斜した段階で、その所定の間隔Lは、案内ピン22〜24の間隔Nを(cosθ)で除した値となり、最大値を示すことになる。一方、図3に示すように、その案内ピン22〜24とともに台板21を線材12〜14の傾きと逆方向に傾動させると、複数の線材12〜14間における巻芯11の軸方向における所定の間隔Lは、繰出具20の傾動角度に応じて徐々に減少することになる。
【0030】
このため、台板21に複数の案内ピン22〜24が等間隔Nに並んで設けられた繰出具20を介して複数の線材12〜14が繰出される場合には、図2及び図3に示すように繰出具20を傾動させることにより、繰出具20における線材12〜14の繰出し端部を巻芯11からさほど遠ざけることなく、所定の間隔Lを僅かに変更調整することが可能になる。よって、巻線の前又はその途中で、必要に応じて所定の間隔Lを僅かに変更調整することも考えられ、より正確に複数の線材12〜14を所望のピッチPで巻芯11に整列巻することも可能になる。
【0031】
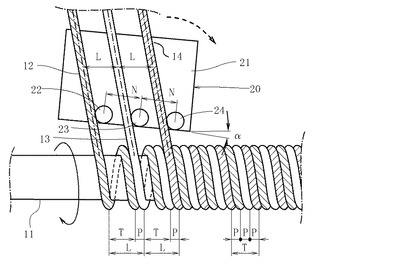
図4に、本発明の別の実施の形態を示す。この図4では、3本の線材12〜14を繰出す繰出具30が、それらの線材12〜14を別々に繰出す3本のノズル31〜33から成る場合であって、所定の間隔Lを求める自然数が2である場合を示す。所定の間隔Lは所定量Tの自然数倍の値に所望のピッチPを加えた間隔であり、この所定の間隔Lを求める自然数を2とするので、所定の間隔Lは、所定量Tの2倍の値に所望のピッチPを加えた間隔(2T+P)となる。
【0032】
この条件で、複数の線材12〜14の巻線を開始すると、複数の線材12〜14が巻芯11に1回巻付けられる毎に繰出具30である3本のノズル31〜33を互いの間隔Lを変化させることなく図の矢印A方向に移動させ、それらのノズル31〜33から新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させる。すると、先ず巻芯11の最初の1回転により第一ノズル31から繰出されてその繰出具30の進行方向先頭の第一線材12はその巻芯11に1回巻取られる間に巻芯軸方向に所定量Tだけずれる。一方、その先頭の第一線材12と、その次に位置する第二線材13との間隔は、その所定量Tの2倍の値に所望のピッチPを加えた間隔Lであるので、図に示すように第一線材12が二回巻取られた段階で、その第一線材12の二回巻取られた部分からピッチPだけ遅れて離れて隣接する位置に、第二ノズル32により第二線材13は案内される。そして、その位置に案内された第二線材13は、巻芯11が回転することによりその既に巻付けられた第一線材12に所望のピッチP離れるように隣接してその巻芯11に等間隔で巻付けられることになる。
【0033】
また、その第二線材13と繰出具30の進行方向最後尾に位置する第三線材14との間隔は、その所定量Tの2倍の値に所望のピッチPを加えた間隔Lであるので、第一線材12が四回巻取られかつ第二線材13が二回巻取られた段階で、その第二線材13が二回巻取られた部分に所望のピッチP遅れて離れて隣接する位置にその第三線材14は第三ノズル33により案内される。そして、巻芯11が回転することによりその既に巻付けられた第二線材13に所望のピッチP離れて隣接してその第三線材14は巻芯11に巻付けられる。ここで、線材12〜14が巻芯11に1回巻付けられる間に繰出具30が移動する量である所定量Tは線材12〜14の本数に所望のピッチPを乗じた量であるので、第二線材13に隣接して第三線材14が巻芯11に巻付けられた状態で、巻芯11に巻付けられた3本の線材12〜14はその所定量Tの間に収められる。このため、その所望のピッチPが線材12〜14の外径であれば、この巻線された部分の隣接する線材12〜14間には隙間は生じないことになり、複数の線材12〜14が密着して整列巻されたコイルを得ることができる。
【0034】
このように所定の間隔Lを求める自然数を2として、複数の線材12〜14を繰出具30において所定の間隔Lを空けるようにしても、その繰出具30から繰出された複数の線材を巻芯11に所望のピッチPで整列巻することができる。そして、繰出具30における複数の線材12〜14間に所定の間隔Lを空けさせることができるので、繰出具30が、例え、複数のノズル31〜33から成るようなものであっても、その複数のノズル31〜33を互いに重複させることなく、これらのノズル31〜33から成る繰出具30における繰出し端部を巻芯11に近づけることが可能になる。
【0035】
ここで、線材12〜14の本数が、図に示すような3本でなく、例えば、4本や5本或いは6本以上のように増加し、その数に比例して線材繰出具30であるノズル31〜33の数が増加しても、それら複数の線材12〜14の巻芯11の軸方向に中心軸の間が所定の間隔Lであるならば、それらの増加したノズルの全てを互いに干渉させることなく、その複数の線材12〜14を確実に整列巻きすることができる。そして、繰出具30における繰出し端部を巻芯11に近づけることにより、その繰出具30から繰出された複数の線材12〜14が巻芯11に達するまでの間に別々にずれるようなことは防止され、繰出具30から所定の間隔Lを空けて並んで繰出された複数の線材12〜14を、その所定の間隔Lを変化させることなく、その並んだ状態で直ちに巻芯11に巻付けることができる。
【0036】
特に、巻線時に複数本のノズルから成る繰出具30の線材繰出し端を巻芯11に近づけてその巻芯11に接触させるようにすれば、その繰出具30から並んで繰出された複数の線材12〜14を、その並んだ状態で直ちに巻芯11に巻線することができる。また、巻芯11が細くて比較的長いようなものであって、その巻芯11がその長さ故に湾曲等するようなものであっても、繰出具30の線材繰出し端を巻芯11に接触させれば、その接触する繰出具30により巻芯11が線材12〜14に引っ張られて繰出具30側に湾曲するような事態を回避することもできる。このため、本発明によれば、巻芯11が細くて比較的長いようなものであって、その巻芯11がその長さ故に湾曲等するようなものであっても、そのような巻芯11に複数の線材12〜14を所望のピッチPで高精度に整列巻きすることが可能になる。
【0037】
なお、上述した実施の形態では、複数の線材12〜14の巻芯11の軸方向の所定の間隔Lを求める自然数が1である場合を図1に示し、その所定の間隔Lを求める自然数が2である場合を図4に示したけれども、この所定の間隔Lを求める自然数はこれらの1又は2である場合に限るものではなく、この所定の間隔Lを求める自然数は3又は4又は5以上であっても良い。このように所定の間隔Lを求める自然数を増加させると、複数の線材12〜14の間隔を示す所定の間隔Lを益々増加させることができ、複数の線材12〜14を巻芯11に案内する繰出具の設計の自由度を向上させることができる。
【0038】
また、上述した実施の形態では、巻芯11に複数の線材12〜14を巻回しつつ繰出具20,30を矢印A方向に移動させることにより、複数の線材12〜14が巻芯11に1回巻付けられる毎に新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させる場合を説明したが、繰出具20,30を移動させることなく、巻芯11に複数の線材12〜14を巻回しつつその巻芯11自体を巻芯11の軸方向に移動させることにより、複数の線材12〜14が巻芯11に1回巻付けられる毎に新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させても良い。
【0039】
また、上述した実施の形態では、3本の線材を整列巻きする場合を例示したが、線材の本数はこれに限るものではなく、図示しないが、2本の線材を整列巻きする場合であっても良く、4本、5本、6本、7本、8本、9本又は10本以上の線材を整列巻きする場合であっても良い。
【0040】
また、上述した実施の形態では、台板21に3本の案内ピン22〜24が設けられた繰出具20を図1に示し、3本のノズル31〜33から成る繰出具30を図4に示したけれども、複数の線材をその中心軸の間が巻芯の軸方向に所定の間隔L毎に並んで繰出し得る限り、繰出具はこれらの構造に限るものではなく、他の構造物であってもよい。例えば、台板に線材を案内するプーリが設けられたようなものであっても良い。
【0041】
更に、上述した実施の形態では、外径が共に等しい3本の線材12〜14を用い、所望のピッチPをその線材12〜14の外径として、整列巻線が成された後における全ての線材12〜14が、その巻芯11の軸方向に隙間を空けることなく巻回される場合を説明したが、異なる外径の線材を用いても良く、所望のピッチPは、線材12〜14の外径を超える値であっても良い。所望のピッチPを線材12〜14の外径を超える値とすると、所望のピッチPと線材12〜14の外径との差に相応する所望の隙間を整列巻後に隣接する線材12〜14と線材12〜14の間に生じさせることができる。
【符号の説明】
【0042】
11 巻芯
12〜14 線材
T 所定量
P 所望のピッチ
L 所定の間隔
【技術分野】
【0001】
本発明は、複数の線材を巻芯外周に整列巻きする多本線巻線方法に関するものである。
【背景技術】
【0002】
従来、線材繰出具から繰出される複数の線材を軸回りで回転する巻芯の外周に整列巻きする技術として、その複数の線材の数に応じた複数のノズルを繰出具として用い、それら複数のノズルからそれぞれ繰出される複数の線材を巻芯の外周に巻回する巻線装置が知られている(例えば、特許文献1参照。)。図5にその装置の概略を示す。この巻線装置では、巻芯4を回転させる手段の他に、繰出具である複数のノズルを回転させるホルダ1を備え、そのホルダ1を回転させて、そのホルダ1とともに、そのホルダ1に取付けられた複数のノズル2,3を図5の+又は−の矢印で示すように回転させている。そして、実際に線材6,7が繰出されるノズル2,3の端部を巻芯4に略直交する方向に並べ、それらのノズル2,3から繰出されて巻芯4に向かう複数の線材6,7間における隙間を無くし、それら複数の線材6,7を密着させている。このように繰出具である複数のノズル2,3からそれぞれ繰出されて互いに密着した複数の線材6,7をその状態で矢印で示すように回転する巻芯4に巻付けることにより、それら複数の線材6,7を巻芯4に整列巻きし得るとしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−198955号公報(段落番号[0006]〜[0013]、図10)
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、繰出具であるノズル2,3は線材6,7を巻芯4の所望の位置に案内するものであるので、線材6,7が実際に繰出されるノズル2,3の端部と巻芯4までの距離Mは可能な限り短いことが好ましい。しかし、上記従来の巻線装置では、複数の線材6,7の数に応じた複数のノズル2,3を用い、それら複数のノズル2,3から線材6,7を別々に繰出しているので、それら複数のノズル2,3を巻芯4の軸方向に並べた状態で、それら複数のノズル2,3から別々に繰出された線材6,7を、その繰出された段階で互いに密着させることはできない。このため、上記従来の巻線装置では、ホルダ1を回転させてノズル2,3の端部を巻芯4に略直交する方向に並べている。
【0005】
けれども、ノズル2,3の端部を巻芯4に略直交する方向に並べると、一方のノズル3を例え巻芯4に近づけたとしても、他方のノズル2は必ず巻芯4から遠ざかることになり、線材6が実際に繰出されるその他方のノズル2の端部と巻芯4までの距離Mが拡大する不具合がある。このように線材6が繰出されるノズル2の端部から巻芯4までの距離Mが拡大すると、そのノズル2から繰出された線材が巻芯4に達するまでの間に幅方向にずれる量も増加する。すると、隣接する線材7との距離が変化することになり、その隣接する線材7との距離を一定に保ちつつ巻芯4にそれらの線材6,7を巻付ける、いわゆる整列巻きが困難になる不具合がある。
【0006】
特に、整列巻きする線材の本数が図5のような2本でなく、例えば、3本やそれ以上のようにその本数が増えると、その数に比例して線材繰出具であるノズルの数も増加する。すると、それらの増加したノズルの全てが互いに干渉することを避けるために、その増加したノズルの巻芯からの距離は更に拡大することになる。すると、それらのノズルから繰出された線材が巻芯に達するまでの間に幅方向にずれる量も拡大するので、線材の本数が増加すると、その増加した線材の数に比例して、それら複数の線材の全てを整列巻させることが益々困難になる傾向が生じる。
【0007】
この点を解消するためには、単一のノズルから複数の線材を互いに密着させた状態で繰出すことも考えられるけれども、単一のノズルから複数の線材を繰出すと、逆にその複数の線材間に隙間を生じさせたい等の希望があった場合には、それら線材間における隙間の調整が困難になる不具合がある。
【0008】
本発明の目的は、線材が複数であっても、それら複数の線材を繰出す繰出具の繰出し端を巻芯の外周に接近させた状態で整列巻きし得る多本線巻線方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明の多本線巻線方法は、巻芯の軸方向に中心軸の間が所定の間隔毎に並んで繰出される複数の線材を巻芯の外周に巻回するとともに、複数の線材が巻芯に1回巻付けられる毎に新たに繰出される複数の線材を巻芯の軸方向へ所定量移動させて巻芯外周に複数の線材を巻回する方法である。
【0010】
その特徴ある点は、巻芯に巻かれて隣接する線材の巻芯の軸方向における中心と中心の間を所望のピッチとするとき、その所望のピッチを所定量と所定の間隔により調整するところにある。具体的には、複数の線材の本数に所望のピッチを乗じた量を所定量とし、所定量の自然数倍の値に所望のピッチを加えた間隔を所定の間隔として、その所望のピッチを調整することが好ましい。
【0011】
そして、この多本線巻線方法では、所定の間隔を求める自然数が1であることが好ましく、台板に複数の案内ピンが等間隔に並んで設けられた繰出具を介して複数の線材が繰出される場合には、その繰出具を傾動させることにより所定の間隔を微調整することが好ましい。
【0012】
ここで、この明細書において「整列巻き」とは、巻芯に線材が巻芯の径方向に重なり合うことなく巻芯の軸方向に列をつくって巻かれた巻線を意味し、巻芯の軸方向に隣接する線材が密着してその間に隙間が生じないような巻線と、隣接する線材と線材の間に所望の隙間を生じさせるような巻線の双方を含むものとする。
【発明の効果】
【0013】
本発明の多本線巻線方法では、巻芯に巻かれて隣接する線材の巻芯の軸方向における中心と中心の間の所望のピッチを調整するけれども、複数の線材の本数に所望のピッチを乗じた量を所定量とし、その所定量の自然数倍の値に所望のピッチを加えた間隔を複数の線材の巻芯の軸方向の所定の間隔とするので、この条件で巻線すると、巻芯に向かって繰出されて巻回方向先頭側から先に繰出される線材は、自然数回回転する巻芯にその自然数回巻取られる間に巻芯軸方向に所定量だけずれる。一方、その先の線材と、その次に位置する線材との間隔は、その所定量に所望のピッチを加えた間隔であるので、先の線材が自然数回巻取られた段階でその先の線材の既に自然数回巻付けられた位置から所望のピッチだけ離れて隣接する位置に次の線材が案内される。このため、巻芯が更に回転することにより、その次の線材はその既に巻付けられた先の線材から所望のピッチだけ離れて隣接する状態でその巻芯に順次等間隔で巻付けられることになる。
【0014】
よって、本発明の多本線巻線方法では、複数の線材が所定の間隔を空けていても、先の線材に対して次の線材が所望のピッチだけ離れて隣接する状態で巻芯に巻付けられる、いわゆる整列巻きが成される。このように整列巻きされるにもかかわらず、複数の線材間に所定の間隔を空けさせることができるので、複数の線材を繰出す繰出具が、例えば複数のノズルであっても、その複数のノズルを互いに重複させることなく、これらノズルの端部を巻芯に近づけることが可能になる。そして、繰出具における繰出し端部を巻芯に近づけることにより、その繰出具から繰出された複数の線材が巻芯に達するまでの間に幅方向にずれるようなことは防止され、繰出具から所定の間隔を空けて並んで繰出された複数の線材を、その所定の間隔を変化させることなく、その並んだ状態で直ちに巻芯に巻付けることができる。よって、巻芯に複数の線材を所望のピッチで正確に整列巻きすることが可能になる。
【図面の簡単な説明】
【0015】
【図1】本発明実施形態の多本線巻線の状態を示す正面図である。
【図2】その繰出具を一方に傾動させた状態を示す図1に対応する正面図である。
【図3】その繰出具を他方に傾動させた状態を示す図1に対応する正面図である。
【図4】その別の多本線巻線の状態を示す図1に対応する正面図である。
【図5】従来の多本線巻線の状態を示す概念図である。
【発明を実施するための形態】
【0016】
次に、本発明を実施するための最良の形態を図面に基づいて説明する。
【0017】
図1に示すように、本発明の多本線巻線方法は、巻芯11の軸方向に中心軸の間が所定の間隔L毎に並んで繰出される複数の線材12〜14をその巻芯11の外周に巻回するとともに、複数の線材12〜14が巻芯11に1回巻付けられる毎に新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させて、巻芯11の外周に複数の線材12〜14を整列巻きする巻線方法である。
【0018】
図1における巻芯11としては、断面が円形であって長さが比較的長いピン又は棒状のものが使用される場合を示す。また、複数の線材12〜14は、図示しない線材供給機構から供給された断面が円形のいわゆる丸線であって、図ではその外径が共に等しい3本の線材12〜14が巻芯11の外周に整列巻きされる場合を示す。なお、巻芯11は、断面が円形のものに限るものではなく、断面が方形のものであっても良い。また、線材12〜14にあっても、いわゆる丸線である場合に限るものではなく、線材12〜14はその断面が方形を成すいわゆる角線であっても良い。
【0019】
図示しない線材供給機構から供給された3本の線材12〜14は、繰出具20により、巻芯11の軸方向にそれらの中心軸の間が所定の間隔L毎に並んで繰出される。この実施の形態における繰出具20は、巻芯11に沿って設けられた台板21と、その台板21に巻芯11の軸方向にそれらの中心軸の間が等間隔N毎に並んで設けられた3本の案内ピン22〜24とを備える。この繰出具20は、巻芯11に沿ってその巻芯11の軸方向に移動可能に構成され、その3本の案内ピン22〜24に3本の線材12〜14が沿って繰出された後に、その3本の線材12〜14は巻芯11に案内されるように構成される。そして、3本の案内ピン22〜24の間隔Nは所定の間隔Lと同一に形成され、これにより、この繰出具20により繰出される3本の線材12〜14は、巻芯11の軸方向に所定の間隔L毎に並んで繰出されることになる。
【0020】
本発明の多本線巻線方法における特徴は、巻芯11に巻かれて隣接する線材12〜14の巻芯11の軸方向における中心と中心の間を所望のピッチPとするとき、その所望のピッチPを所定量Tと所定の間隔Lにより調整するところにある。具体的には、複数の線材12〜14の本数にその所望のピッチPを乗じた量を所定量Tとし、その所定量Tの自然数倍の値に所望のピッチPを加えた間隔を所定の間隔Lとする。即ち、複数の線材12〜14が巻芯11に1回巻付けられる間にその巻芯11の軸方向へ複数の線材12〜14を移動させる量である所定量T、及び繰出具20から繰出される複数の線材12〜14の巻芯11の軸方向の所定の間隔Lは、その線材12〜14が巻芯11に巻かれた後に隣接する線材12〜14間の所望のピッチPにより決定され、この所定量Tと所定の間隔Lにより所望のピッチPを等間隔に変化させることができる点にある。
【0021】
図1では、線材12〜14が整列巻きされた後における隣接する線材12〜14間の所望のピッチPを線材12〜14の外径として、巻芯11に巻かれて隣接する線材12〜14間に隙間を生じさせない場合を示す。いわゆる巻芯11への巻線にあっては、複数の線材12〜14を繰出具20から繰出しつつ巻芯11の外周に巻付けると共に、その複数の線材12〜14が巻芯11に1回巻付けられる間にその繰出具20を巻芯11の軸方向へ所定量T移動させることにより行われる。
【0022】
そして、本発明におけるその所定量Tは、複数の線材12〜14の本数にその所望のピッチPを乗じた量とされる。このため、この実施の形態のように、3本の線材12〜14を用いて、それらの間に隙間を生じさせないような場合の所定量Tは、所望のピッチPである線材外径の3倍となる。
【0023】
一方、繰出具20から繰出される複数の線材12〜14の巻芯11の軸方向の所定の間隔Lは、その所定量Tの自然数倍の値に所望のピッチPを加えた間隔とする。図1では、この所定の間隔Lを求める自然数が1である場合を示す。即ち、図1における所定の間隔Lは、所定量Tに所望のピッチPを加えた間隔(T+P)となる。
【0024】
このように、所定量Tと所定の間隔Lを決定し、その巻芯11に複数の線材12〜14を巻回しつつ繰出具20を図の矢印A方向に移動させると、先ず巻芯11の最初の1回転により繰出具20から繰出されてその繰出具20の進行方向先頭の第一線材12はその巻芯11に1回巻取られる間に巻芯軸方向に所定量Tだけずれる。
【0025】
一方、その先頭の第一線材12と、その次に位置する第二線材13との間隔は、その所定量Tに所望のピッチPを加えた間隔Lであるので、図に示すように第一線材12が1回巻取られた段階でその第一線材12の既に巻付けられた位置から所望のピッチP遅れて隣接する位置に第二線材13が案内される。このため、巻芯11が回転することにより、その第二線材13はその既に巻付けられた第一線材12に所望のピッチPずれて隣接し、その状態で巻芯11に順次等間隔で巻付けられることになる。
【0026】
同様に、その第二線材13と繰出具20の進行方向最後尾に位置する第三線材14との間隔は、その所定量Tに所望のピッチPを加えた間隔Lであるので、第一線材12が二回巻取られかつ第二線材13が1回巻取られた段階で、繰出具20よりその第二線材13の既に巻付けられた位置から所望のピッチP遅れて隣接する位置に第三線材14は案内される。そして、巻芯11が回転することによりその既に巻付けられた第二線材13に所望のピッチPずれて隣接し、その隣接状態で第三線材14は巻芯11に巻付けられる。ここで、線材12〜14が巻芯11に1回巻付けられる間に繰出具20が移動する量である所定量Tは線材12〜14の本数に所望のピッチPを乗じた量であるので、第二線材13に隣接して第三線材14が巻芯11に巻付けられた状態で、巻芯11に巻付けられて隣接する3本の線材12〜14はその所定量Tの間に収められる。このため、その所望のピッチPが線材12〜14の外径であれば、巻芯11に巻かれた状態で隣接する線材12〜14間には隙間は生じないことになり、複数の線材12〜14が密着して等間隔で整列巻されたコイルを得ることになる。
【0027】
このような巻線方法であれば、複数の線材12〜14が所定の間隔Lを空けているにもかかわらず、その複数の線材12〜14を巻芯11に所望のピッチPで整列巻することができる。よって、複数の線材12〜14間に所定の間隔Lを空けさせる繰出具20における案内ピン22〜24の直径を線材12〜14の外径程度に留めることにより、その案内ピン22〜24が重複するようなことを回避しつつ、繰出具20における繰出し端部を巻芯11に近づけることが可能になる。そして、繰出具20における繰出し端部を巻芯11に近づけると、その繰出具20から繰出された複数の線材12〜14が巻芯11に達するまでの間に幅方向にずれるようなことは防止され、繰出具20から所定の間隔Lを空けて並んで繰出された複数の線材12〜14は、その所定の間隔Lが変化することなく、その並んだ状態で直ちに巻芯11に巻回することができる。よって、その所望のピッチPが線材12〜14の外径であれば、複数の線材12〜14が密着して整列巻されたコイルを確実に得ることができる。
【0028】
また、図1に示すように、巻芯11の軸方向にそれらの中心軸の間が所定の間隔Lと等しい間隔N毎に並んで設けられた3本の案内ピン22〜24を備えた繰出具20にあっては、図2及び図3に示すように、その案内ピン22〜24とともに台板21を破線矢印で示すように傾動させると、それら複数の案内ピン22〜24により導かれる複数の線材12〜14間における巻芯11の軸方向における所定の間隔Lを僅かに変動させることができる。
【0029】
即ち、巻芯11へ複数の線材12〜14を巻回しつつ新たに繰出される複数の線材12〜14を巻芯11の軸方向へ移動させると、新たに繰出される複数の線材12〜14はその巻芯11に対して所定の角度θ傾斜する。このため、図2に示すように、その案内ピン22〜24とともに台板21を線材12〜14の傾きと同方向に傾動させると、複数の線材12〜14間における巻芯11の軸方向における所定の間隔Lは徐々に拡大する。そして、複数の線材12〜14の傾斜と同様に、繰出具20が所定の角度θ傾斜した段階で、その所定の間隔Lは、案内ピン22〜24の間隔Nを(cosθ)で除した値となり、最大値を示すことになる。一方、図3に示すように、その案内ピン22〜24とともに台板21を線材12〜14の傾きと逆方向に傾動させると、複数の線材12〜14間における巻芯11の軸方向における所定の間隔Lは、繰出具20の傾動角度に応じて徐々に減少することになる。
【0030】
このため、台板21に複数の案内ピン22〜24が等間隔Nに並んで設けられた繰出具20を介して複数の線材12〜14が繰出される場合には、図2及び図3に示すように繰出具20を傾動させることにより、繰出具20における線材12〜14の繰出し端部を巻芯11からさほど遠ざけることなく、所定の間隔Lを僅かに変更調整することが可能になる。よって、巻線の前又はその途中で、必要に応じて所定の間隔Lを僅かに変更調整することも考えられ、より正確に複数の線材12〜14を所望のピッチPで巻芯11に整列巻することも可能になる。
【0031】
図4に、本発明の別の実施の形態を示す。この図4では、3本の線材12〜14を繰出す繰出具30が、それらの線材12〜14を別々に繰出す3本のノズル31〜33から成る場合であって、所定の間隔Lを求める自然数が2である場合を示す。所定の間隔Lは所定量Tの自然数倍の値に所望のピッチPを加えた間隔であり、この所定の間隔Lを求める自然数を2とするので、所定の間隔Lは、所定量Tの2倍の値に所望のピッチPを加えた間隔(2T+P)となる。
【0032】
この条件で、複数の線材12〜14の巻線を開始すると、複数の線材12〜14が巻芯11に1回巻付けられる毎に繰出具30である3本のノズル31〜33を互いの間隔Lを変化させることなく図の矢印A方向に移動させ、それらのノズル31〜33から新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させる。すると、先ず巻芯11の最初の1回転により第一ノズル31から繰出されてその繰出具30の進行方向先頭の第一線材12はその巻芯11に1回巻取られる間に巻芯軸方向に所定量Tだけずれる。一方、その先頭の第一線材12と、その次に位置する第二線材13との間隔は、その所定量Tの2倍の値に所望のピッチPを加えた間隔Lであるので、図に示すように第一線材12が二回巻取られた段階で、その第一線材12の二回巻取られた部分からピッチPだけ遅れて離れて隣接する位置に、第二ノズル32により第二線材13は案内される。そして、その位置に案内された第二線材13は、巻芯11が回転することによりその既に巻付けられた第一線材12に所望のピッチP離れるように隣接してその巻芯11に等間隔で巻付けられることになる。
【0033】
また、その第二線材13と繰出具30の進行方向最後尾に位置する第三線材14との間隔は、その所定量Tの2倍の値に所望のピッチPを加えた間隔Lであるので、第一線材12が四回巻取られかつ第二線材13が二回巻取られた段階で、その第二線材13が二回巻取られた部分に所望のピッチP遅れて離れて隣接する位置にその第三線材14は第三ノズル33により案内される。そして、巻芯11が回転することによりその既に巻付けられた第二線材13に所望のピッチP離れて隣接してその第三線材14は巻芯11に巻付けられる。ここで、線材12〜14が巻芯11に1回巻付けられる間に繰出具30が移動する量である所定量Tは線材12〜14の本数に所望のピッチPを乗じた量であるので、第二線材13に隣接して第三線材14が巻芯11に巻付けられた状態で、巻芯11に巻付けられた3本の線材12〜14はその所定量Tの間に収められる。このため、その所望のピッチPが線材12〜14の外径であれば、この巻線された部分の隣接する線材12〜14間には隙間は生じないことになり、複数の線材12〜14が密着して整列巻されたコイルを得ることができる。
【0034】
このように所定の間隔Lを求める自然数を2として、複数の線材12〜14を繰出具30において所定の間隔Lを空けるようにしても、その繰出具30から繰出された複数の線材を巻芯11に所望のピッチPで整列巻することができる。そして、繰出具30における複数の線材12〜14間に所定の間隔Lを空けさせることができるので、繰出具30が、例え、複数のノズル31〜33から成るようなものであっても、その複数のノズル31〜33を互いに重複させることなく、これらのノズル31〜33から成る繰出具30における繰出し端部を巻芯11に近づけることが可能になる。
【0035】
ここで、線材12〜14の本数が、図に示すような3本でなく、例えば、4本や5本或いは6本以上のように増加し、その数に比例して線材繰出具30であるノズル31〜33の数が増加しても、それら複数の線材12〜14の巻芯11の軸方向に中心軸の間が所定の間隔Lであるならば、それらの増加したノズルの全てを互いに干渉させることなく、その複数の線材12〜14を確実に整列巻きすることができる。そして、繰出具30における繰出し端部を巻芯11に近づけることにより、その繰出具30から繰出された複数の線材12〜14が巻芯11に達するまでの間に別々にずれるようなことは防止され、繰出具30から所定の間隔Lを空けて並んで繰出された複数の線材12〜14を、その所定の間隔Lを変化させることなく、その並んだ状態で直ちに巻芯11に巻付けることができる。
【0036】
特に、巻線時に複数本のノズルから成る繰出具30の線材繰出し端を巻芯11に近づけてその巻芯11に接触させるようにすれば、その繰出具30から並んで繰出された複数の線材12〜14を、その並んだ状態で直ちに巻芯11に巻線することができる。また、巻芯11が細くて比較的長いようなものであって、その巻芯11がその長さ故に湾曲等するようなものであっても、繰出具30の線材繰出し端を巻芯11に接触させれば、その接触する繰出具30により巻芯11が線材12〜14に引っ張られて繰出具30側に湾曲するような事態を回避することもできる。このため、本発明によれば、巻芯11が細くて比較的長いようなものであって、その巻芯11がその長さ故に湾曲等するようなものであっても、そのような巻芯11に複数の線材12〜14を所望のピッチPで高精度に整列巻きすることが可能になる。
【0037】
なお、上述した実施の形態では、複数の線材12〜14の巻芯11の軸方向の所定の間隔Lを求める自然数が1である場合を図1に示し、その所定の間隔Lを求める自然数が2である場合を図4に示したけれども、この所定の間隔Lを求める自然数はこれらの1又は2である場合に限るものではなく、この所定の間隔Lを求める自然数は3又は4又は5以上であっても良い。このように所定の間隔Lを求める自然数を増加させると、複数の線材12〜14の間隔を示す所定の間隔Lを益々増加させることができ、複数の線材12〜14を巻芯11に案内する繰出具の設計の自由度を向上させることができる。
【0038】
また、上述した実施の形態では、巻芯11に複数の線材12〜14を巻回しつつ繰出具20,30を矢印A方向に移動させることにより、複数の線材12〜14が巻芯11に1回巻付けられる毎に新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させる場合を説明したが、繰出具20,30を移動させることなく、巻芯11に複数の線材12〜14を巻回しつつその巻芯11自体を巻芯11の軸方向に移動させることにより、複数の線材12〜14が巻芯11に1回巻付けられる毎に新たに繰出される複数の線材12〜14を巻芯11の軸方向へ所定量T移動させても良い。
【0039】
また、上述した実施の形態では、3本の線材を整列巻きする場合を例示したが、線材の本数はこれに限るものではなく、図示しないが、2本の線材を整列巻きする場合であっても良く、4本、5本、6本、7本、8本、9本又は10本以上の線材を整列巻きする場合であっても良い。
【0040】
また、上述した実施の形態では、台板21に3本の案内ピン22〜24が設けられた繰出具20を図1に示し、3本のノズル31〜33から成る繰出具30を図4に示したけれども、複数の線材をその中心軸の間が巻芯の軸方向に所定の間隔L毎に並んで繰出し得る限り、繰出具はこれらの構造に限るものではなく、他の構造物であってもよい。例えば、台板に線材を案内するプーリが設けられたようなものであっても良い。
【0041】
更に、上述した実施の形態では、外径が共に等しい3本の線材12〜14を用い、所望のピッチPをその線材12〜14の外径として、整列巻線が成された後における全ての線材12〜14が、その巻芯11の軸方向に隙間を空けることなく巻回される場合を説明したが、異なる外径の線材を用いても良く、所望のピッチPは、線材12〜14の外径を超える値であっても良い。所望のピッチPを線材12〜14の外径を超える値とすると、所望のピッチPと線材12〜14の外径との差に相応する所望の隙間を整列巻後に隣接する線材12〜14と線材12〜14の間に生じさせることができる。
【符号の説明】
【0042】
11 巻芯
12〜14 線材
T 所定量
P 所望のピッチ
L 所定の間隔
【特許請求の範囲】
【請求項1】
巻芯(11)の軸方向に中心軸の間が所定の間隔(L)毎に並んで繰出される複数の線材(12〜14)を前記巻芯(11)の外周に巻回するとともに、前記複数の線材(12〜14)が前記巻芯(11)に1回巻付けられる毎に新たに繰出される前記複数の線材(12〜14)を前記巻芯(11)の軸方向へ所定量(T)移動させて前記巻芯(11)外周に前記複数の線材(12〜14)を巻回する巻線方法において、
前記巻芯(11)に巻かれて隣接する線材(12〜14)の前記巻芯(11)の軸方向における中心と中心の間を所望のピッチ(P)とするとき、その所望のピッチ(P)を前記所定量(T)と前記所定の間隔(L)により調整する
ことを特徴とする多本線巻線方法。
【請求項2】
複数の線材(12〜14)の本数に所望のピッチ(P)を乗じた量を所定量(T)とし、前記所定量(T)の自然数倍の値に前記所望のピッチ(P)を加えた間隔を所定の間隔(L)として、前記所望のピッチ(P)を調整する請求項1記載の多本線巻線方法。
【請求項3】
所定の間隔(L)を求める自然数が1である請求項2記載の多本線巻線方法。
【請求項4】
台板(21)に複数の案内ピン(22〜24)が等間隔(N)に並んで設けられた繰出具(20)を介して複数の線材(12〜14)が繰出され、前記繰出具(20)を傾動させることにより前記所定の間隔(L)を微調整する請求項1ないし3いずれか1項に記載の多本線巻線方法。
【請求項1】
巻芯(11)の軸方向に中心軸の間が所定の間隔(L)毎に並んで繰出される複数の線材(12〜14)を前記巻芯(11)の外周に巻回するとともに、前記複数の線材(12〜14)が前記巻芯(11)に1回巻付けられる毎に新たに繰出される前記複数の線材(12〜14)を前記巻芯(11)の軸方向へ所定量(T)移動させて前記巻芯(11)外周に前記複数の線材(12〜14)を巻回する巻線方法において、
前記巻芯(11)に巻かれて隣接する線材(12〜14)の前記巻芯(11)の軸方向における中心と中心の間を所望のピッチ(P)とするとき、その所望のピッチ(P)を前記所定量(T)と前記所定の間隔(L)により調整する
ことを特徴とする多本線巻線方法。
【請求項2】
複数の線材(12〜14)の本数に所望のピッチ(P)を乗じた量を所定量(T)とし、前記所定量(T)の自然数倍の値に前記所望のピッチ(P)を加えた間隔を所定の間隔(L)として、前記所望のピッチ(P)を調整する請求項1記載の多本線巻線方法。
【請求項3】
所定の間隔(L)を求める自然数が1である請求項2記載の多本線巻線方法。
【請求項4】
台板(21)に複数の案内ピン(22〜24)が等間隔(N)に並んで設けられた繰出具(20)を介して複数の線材(12〜14)が繰出され、前記繰出具(20)を傾動させることにより前記所定の間隔(L)を微調整する請求項1ないし3いずれか1項に記載の多本線巻線方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−26359(P2013−26359A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−158520(P2011−158520)
【出願日】平成23年7月20日(2011.7.20)
【出願人】(000227537)日特エンジニアリング株式会社 (106)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月20日(2011.7.20)
【出願人】(000227537)日特エンジニアリング株式会社 (106)
【Fターム(参考)】
[ Back to top ]