
多段成形用高潤滑処理鋼板
【課題】高コストのリン酸塩石けん処理の代替となりうる、高面圧下での多段塑性加工において焼付き・型かじりを防止することができる低コストの潤滑処理鋼板の提供。
【解決手段】
ショットブラストにより表面粗さを調整した、Rzjisが10μm以上の鋼板の表面に、バインダー中に有機高分子化合物(例、ポリエチレンワックス)、固体潤滑剤(例、二硫化モリブデン)および石けん(例、ステアリン酸ナトリウム)から選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を形成する。鋼板の表面粗さは、好ましくはRaが2μm以上、Rskが−0.3以上である。
【解決手段】
ショットブラストにより表面粗さを調整した、Rzjisが10μm以上の鋼板の表面に、バインダー中に有機高分子化合物(例、ポリエチレンワックス)、固体潤滑剤(例、二硫化モリブデン)および石けん(例、ステアリン酸ナトリウム)から選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を形成する。鋼板の表面粗さは、好ましくはRaが2μm以上、Rskが−0.3以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高面圧下での多段成形による塑性加工において焼付き及び型かじりを防止することができる、多段成形用潤滑処理鋼板に関する。
【背景技術】
【0002】
鋼板の塑性加工の中でも、高面圧の多段成形を強いられる自動車トランスミッション部品等の加工においては、鋼板の金型への焼付きや型かじりを防止するために、鋼板表面にリン酸亜鉛を主体とするリン酸塩結晶を析出させてリン酸塩皮膜を形成し、次いでその上層としてステアリン酸ナトリウム(アルカリ石けん)を主成分とする反応型石けん皮膜で被覆するリン酸塩石けん処理が従来から行われてきた。下層であるリン酸塩皮膜は鋼板との反応により形成されるため、鋼板との密着性が非常に良く、しかも針状結晶からなる結晶質皮膜であるため、表面凹凸が大きい。このリン酸塩皮膜の上層に形成された反応型石けん皮膜は、下側の金属石けん皮膜(リン酸塩皮膜とアルカリ石けんとの化学反応で生成したステアリン酸亜鉛主体の皮膜)と上側のアルカリ石けん皮膜(未反応のステアリン酸ナトリウム皮膜)とからなり、これら2層からなる反応型石けん皮膜は潤滑性と耐熱性に優れている上、下層のリン酸塩皮膜に強固に密着している。そのため、リン酸塩石けん処理した鋼板は、過酷な加工条件下でも焼付きや型かじりの発生を防止することができ、高面圧下での多段成形においても非常に優れた潤滑性能を発揮することができる。
【0003】
しかし、リン酸塩石けん処理のような化成処理法は、前後処理を含めて複雑な工程を経る上、リン酸塩皮膜と反応型石けん皮膜の形成に長い化学反応時間を要するため、設備コスト、生産コストが高くなる。さらに、リン酸塩石けん処理では、反応型石けん処理において化学反応によって生成するスラッジや、前工程であるリン酸塩処理工程からの酸混入などにより劣化した廃石けんなどが大量の産業廃棄物となることは避けられない。また、リン酸塩処理と反応型石けん処理のどちらも、化成処理後の水洗から、重金属イオン、リン酸イオン、硝酸イオン、フッ酸イオンなどを含む廃水が発生して、廃水処理などにも多くの労力やコストがかかる。このような事情から、リン酸塩石けん処理の代替処理が望まれている。
【0004】
鋼板のリン酸塩石けん処理代替技術としては、例えば特開2000−73083号公報に開示されているように潤滑油で対応する方法、および特許第3881129号明細書に開示されているように、鋼板上に樹脂、無機塩、潤滑成分からなる処理液を塗布し乾燥させて潤滑皮膜層を形成する方法がある。しかし、これらの方法はいずれも、現状では高面圧下での多段成形における焼付きや型かじりの発生防止には十分ではない。
【0005】
特開2000−73083号公報に開示されている潤滑油の場合、高面圧下の加工では膜が追随できず、油膜切れを起こしてしまうため、焼付きや型かじりを十分に防止しきれない。一方、特許第3881129号明細書に記載されているような鋼板との反応を伴っていない潤滑皮膜層を形成する方法では、鋼帯と潤滑皮膜との密着性が十分でなく、高面圧下での多段成形においては、1段目の成形工程で潤滑皮膜が大きく消失してしまい、2段目以降の成形工程において焼付き、型かじりを生じる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−73083号公報
【特許文献2】特許第3881129号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、リン酸塩石けん処理の従来の代替技術が抱える課題を解決することを課題とする。より具体的には、リン酸塩石けん処理のような化成処理を利用せずに、高面圧下での多段塑性加工において焼付き・型かじりを防止することができる潤滑処理鋼板を提供する。
【課題を解決するための手段】
【0008】
本発明者らは、ショットブラストなどにより素地鋼板の表面粗さをRzjisで10μm以上にすると、バインダー中に潤滑成分を含有する潤滑皮膜を鋼板表面に形成するだけで、高面圧下での多段塑性加工において最終工程まで充分な潤滑性能を発揮し、リン酸塩石けん処理の代替となりうることを見出した。
【0009】
ここに、本発明は、Rzjisが10μm以上である表面粗さを有する鋼板の表面に、バインダー中に有機高分子化合物、固体潤滑剤および石けんから選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を有し、この潤滑皮膜の付着量が2g/m2以上であることを特徴とする、多段成形用潤滑処理鋼板である。
【0010】
前記鋼板の表面粗さは、Raが2μm以上であるか、および/またはRskが−0.3以上であることが好ましい。
表面粗さのRzjis、Ra、およびRskは、いずれもJIS B0601に規定されている。
【0011】
Rzjisは、十点平均粗さ(基準長さの粗さ曲線における最高の山頂から高い順に5点の高さの平均と最深の谷底から深い順に5点の深さの平均の和)である。
Raは算術平均粗さ(基準長さの粗さ曲線において谷部も山部に反転させた曲線の山の高さの算術平均値)である。
【0012】
Rskは粗さ曲線のスキューネス(粗さ曲線のゆがみまたは非対称性;Rsk=0では山と谷の形状が対称、Rsk>0では山が鋭く、谷が丸い;Rsk<0では山が丸く、谷が鋭い)である。
【0013】
本発明で規定するRzjis、好ましくはさらにRaおよびRskを満たす表面粗さを有する鋼板は、機械的な粗面化法、特にショットブラスト処理により付与することが好ましい。
【0014】
本発明に係る潤滑処理鋼板の素地鋼板は、熱延鋼板と冷延鋼板のいずれでもよい。また、鋼板は、鋼帯であっても、それから切断された切板のいずれであってもよい。潤滑処理鋼板の前記潤滑皮膜の付着量は4g/m2以上であればさらに好ましい。
【発明の効果】
【0015】
本発明に係る潤滑処理鋼板は、従来のリン酸塩石けん処理と同様の優れた潤滑性能を発揮し、多段塑性加工において最後まで焼付きや型かじりの発生を防止することができる。必要となる素地鋼板の特定の表面粗さは、ショットブラストなどの機械的な方法で粗面化することにより容易に実現できる。
【0016】
この粗面化した素地鋼板の表面への潤滑皮膜の形成は、リン酸塩石けん処理のような化学反応を必要とせず、単に塗布と乾燥だけで短時間に実施できる。そのため、リン酸塩石けん処理とは異なり、スラッジや劣化した大量の廃石けんといった廃棄物が発生せず、化成処理後の水洗で発生する廃水の処理も不要となる。従って、本発明の潤滑処理鋼板は、これまで高面圧での多段塑性加工用に用いられてきたリン酸塩石けん処理鋼板の代替となり、低コストにて高面圧での多段塑性加工を可能にすることから産業上の利用価値は極めて高い。
【図面の簡単な説明】
【0017】
【図1】実施例における多段塑性加工を模擬した試験方法の概要を示す説明図。
【図2】上記試験における試験後のサンプルの状態を示す写真。
【発明を実施するための形態】
【0018】
本発明に係る多段成形用潤滑処理鋼板は、RzJISが10μm以上という表面粗さを有する鋼板の表面に、有機高分子化合物、固体潤滑剤および石けんから選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を有する。
【0019】
鋼板上に形成する潤滑皮膜は、量産設備の簡素化、製造コスト、製品性能安定性の点から、化学反応を必要としない、塗布型の薬液の塗布と乾燥により形成することが望ましい。しかし、塗布型の薬液は、リン酸塩処理のように鋼板と反応し密着性に非常に優れた皮膜を形成することができない。このため、従来の塗布型の薬液から形成された潤滑皮膜を設けた潤滑処理鋼板を、実際に高面圧下での多段成形に供すると、1工程目の成形加工において潤滑皮膜が金型に削り取られてしまい、次工程以降では潤滑皮膜が大きく消失しているため、焼付きや型かじりを生じる。
【0020】
本発明者らは、上記のような塗布型の皮膜を多段成形の各工程において残存させる方法を検討した結果、素地鋼板にRzjis(JIS B0601十点平均粗さ)が10μm以上となる表面粗さ付与することで可能となることを見出した。Rzjisが10μm以上の表面は、高さ10μm以上の凸部と深さ10μm以上の凹部を多数有していることを意味する。高面圧での成形加工における金型と鋼板の接触部は鋼板の凸部だけであり、凸部の皮膜は損耗するものの凹部には十分に皮膜が残存し、このような状態で次工程の成形を行なった場合も、凸部がさらに変形し、凹部から皮膜が鋼板素地と金型の間に流出し、潤滑性能を発揮し、凸部の高さがある程度以上に高ければ、多段成形の最終工程までこの状態が維持されるためであると推測される。RzJISが10μm未満であると、多段成形における潤滑性能が不安定となり、実用に適さない。
【0021】
好ましい鋼板の表面粗さ形状は、Ra(JIS B0601算術平均粗さ)が2μm以上であり、および/またはRsk(JIS B0601スキューネス)が−0.3以上である。Rskが−0.3以上とは、Rskが0または正の値をとるか、負である場合は絶対値が0.3以下であることを意味する。このような好ましいRaおよびRskの条件は、表面凹凸の高さが大きい方が(Ra>2μm)、また表面凹凸の形状が、谷が尖っていて山が丸い山型より、山が尖っていて谷が丸い谷型の形状の方が(Rsk>−0.3)、上述した潤滑の機構が働き易いことを意味していると推測される。
【0022】
上述したRzjisの条件、好ましくはさらに上述したRaおよびRskの条件を満たす表面粗さをもつ鋼板は、鋼板をショットブラスト処理することにより得ることができる。ショットブラストは、インペラーによる遠心力を利用した機械式と圧縮空気を利用した空気式があり、そのいずれも使用できる。従って、ショットブラストはショットピーニングも含む意味である。機械式の方がより大面積に投射可能であるので、鋼板の形態によって適当な方式を選択すればよい。ショットブラストでは、使用する投射材の種類とその投射条件を調整することにより、付与する表面粗さ形状を調整することができる。上述した表面粗さを鋼板に付与するのに適当な投射材は、硬度がHRC(ロックウェル硬度)40〜50で、直径が0.1〜0.5mmの鋼球である。
【0023】
鋼板への表面粗さの付与方法はショットブラストに限定されるものではない。本発明では、素地となる鋼板が上述した条件を満たす表面粗さを有していればよく、その表面粗さの付与手段は、素地鋼板への実質的な悪影響がなければ何でもよい。例えば、酸洗、エッチングなどの化学的手法で上述した条件を満たす表面粗さを鋼板に付与できる可能性も考えられる。しかし、ショットブラストは、付与しようとする表面粗さ形状の制御が容易であること、製造工程的にもコスト的にも優れていること(化学的手法は時間がかかり、廃水処理などが必要となること)から、本発明において採用するのに好ましい方法である。
【0024】
素地の鋼板は多段成形により加工する製品に応じて選択すればよい。熱延鋼板と冷延鋼板のいずれでもよく、鋼帯、鋼帯から切断された切板、あるいは鋼板からブランキングされたブランクのいずれであってもよい。鋼板の強度、化学組成、厚みなどにも特に制限はない。鋼板は、炭素鋼板のみならず、ステンレス鋼板、高合金鋼板などの特殊鋼板も包含する。鋼種や鋼板の硬さに応じて、ショットブラストで使用する投射材や投射条件を変更することにより、本発明で規定する範囲内の所望の表面粗さを鋼板に付与することができる。ショットブラストは、鋼帯、切板、ブランクのいずれに対して行うこともできる。
【0025】
上記のように表面粗さを付与した素地の鋼板上に形成される潤滑皮膜は、バインダー中に有機高分子化合物、固体潤滑剤、および石けんから選ばれた少なくとも1種の潤滑成分を含有していればよい。
【0026】
潤滑成分は特に限定されず、公知のものを使用できる。潤滑成分として使用するのに適した有機高分子化合物の例としては、ポリエチレンワックス、ポリプロピレンワックス、ポリテトラフルオロエチレンワックス、ポリエチレングリコールワックス等の高分子系合成ワックスが挙げられる。固体潤滑剤の例としては、黒鉛、二硫化モリブデン、窒化ホウ素、フッ化黒鉛、雲母等の層状結晶構造を持つ化合物が挙げられる。石けんとしてはパルミチン酸塩、イコサン酸塩、オレイン酸塩、リノール酸塩、リノレン酸塩、リノレン酸塩、ステアリン酸塩等を挙げることができ、アルカリ石けん(アルカリ金属塩)と金属石けん(非アルカリ金属塩、例、亜鉛塩)のいずれでもよい。
【0027】
潤滑皮膜の潤滑性をさらに向上させるために、潤滑皮膜に極圧添加剤を添加することも好ましい。極圧添加剤としては、硫化オレフィン、硫化エステル、サルファイト、チオカーボネート、リン酸エステル、亜リン酸エステル、モリブデンジチオカーバメート等の硫黄系極圧添加剤、リン系極圧添加剤、有機モリブデン系極圧添加剤等が挙げられる。
【0028】
バインダー成分も特に限定されるものではない。バインダーは、アクリル系樹脂、エポキシ樹脂、ウレタン樹脂、フェノール系樹脂等の熱硬化性樹脂といった有機バインダーと、ケイ酸ナトリウム、ケイ酸カリウム、四ホウ酸カリウム等の金属塩といった無機系バインダーのいずれも使用可能であり、両者の混合物でもよい。高面圧下での鋼板の多段成形では被加工部が高温になるので、耐熱性に優れたバインダーが好ましい。
【0029】
潤滑皮膜の形成のための塗布に用いる薬液は、バインダーの溶液または分散液中に上述した潤滑成分および所望により極圧添加剤のような他の添加成分を混合して、分散させることにより調製される。使用する溶媒は水、有機溶媒、それらの混合物のいずれでもよいが、作業環境上は水系溶媒(水のみ、または水とアルコールなどの水混和性有機溶媒との混合溶媒)を使用することが好ましい。潤滑成分などの分散性を高めるために、必要なら公知の界面活性剤を用いることができる。
【0030】
薬液固形分(従って潤滑皮膜)中の潤滑成分:バインダーの配合比(質量比)は一般に3:97〜40:60の範囲内とすることが好ましく、より好ましくは5:95〜30:70の範囲内である。バインダーと潤滑成分のいずれも2種以上の混合物であってもよく、その場合はそれぞれの合計量が上記範囲内になればよい。この配合比は潤滑成分の潤滑性能によっても異なる。例えば、ワックスや固体潤滑剤に比べて単位質量あたりの潤滑性能が相対的に低い石けんを潤滑成分として使用する場合には、潤滑性成分がワックスや固体潤滑剤である場合より、潤滑成分の配合量を多くすることが好ましい。例えば、潤滑成分がワックスまたは固体潤滑剤である場合には、潤滑成分:バインダーの質量比は、5:95〜20:80の範囲内が好ましく、潤滑成分が石けんである場合には、潤滑成分:バインダーの質量比は10:90〜30:80の範囲内が好ましい。極圧添加剤を添加する場合、その添加量は通常は0.5〜5質量%である。
【0031】
表面粗さが上記のように調整された鋼板に潤滑性とバインダーとを含有する薬液を塗布して、乾燥すると、潤滑皮膜が形成され、本発明に係る潤滑処理鋼板が得られる。塗布手段は、鋼板の形態に応じて、刷毛塗り、ロール塗布、噴霧、浸漬などの公知方法から選択すればよい。乾燥温度はバインダーや薬液中の溶媒の種類に応じて当業者が容易に決定できる。塗布厚みは、乾燥後に形成される潤滑皮膜の付着量が2g/m2以上となるようにする。この付着量は好ましくは4g/m2以上である。潤滑皮膜の付着量の上限は特に規定されないが、いたずらに付着量を大きくしても、効果が飽和し、コスト高となるだけであるので、付着量は10g/m2以下とすることが好ましい。
【0032】
上記潤滑皮膜は素地鋼板の片面または両面に形成することができる。鋼板の両面に潤滑皮膜を形成する場合には、当然、鋼板の両面に上記の表面粗さを付与する。上述したように、本発明に係る潤滑処理鋼板では、表面粗さが調整された鋼板の表面に直接潤滑皮膜を形成する。ただし、上記潤滑皮膜を形成する前に、公知の表面調整法により鋼板表面を処理することは可能である。
【0033】
特に鋼板が鋼帯のコイルまたは切板もしくはブランクのパイルである場合、コイルまたはパイルのブロッキングを防止するために、潤滑皮膜を薄い樹脂皮膜(例、膜厚0.5〜1.5μm)で被覆してもよい。そのような樹脂皮膜は高面圧下での多段成形では第1工程での成形時に破壊されるので、潤滑皮膜の潤滑性能を阻害することはない。
【0034】
本発明に係る潤滑処理鋼板は多段成形に供した場合に焼付きや型かじりを発生しないという優れた潤滑性能を有し、自動車のトランスミッション部品の成形等に使用することができる。
【実施例】
【0035】
本発明を実施例により具体的に説明するが、本発明はこれらの実施例によって制限されるものではない。実施例中、%は特に指定しない限り質量%である。
(1)鋼板の表面形状調整
板厚2.3mmのSPHC270C鋼板(引張強度270N/mm2以上の熱延軟鋼板)の切板(300×300mm)の両面に対し、空気式ショットブラスト装置を使用してショットブラスト処理を施した。投射材として用いた鋼球(HRC:45)の直径(0.1〜1mmの範囲)および吹き付け圧(0.1〜0.5MPaの範囲)を変更することによって、表1に示したRjis、RaおよびRskの値を持つ表面粗さを鋼板の両面に付与した。
【0036】
【表1】

【0037】
(2)潤滑皮膜の形成
下記に示すバインダー成分、潤滑成分、及び極圧添加剤を表2に示す所定の割合で添加し、十分に撹拌して分散させ、純水で固形分量が20%になるように塗布に用いる薬液を調製した。この薬液を乾燥付着量が6g/m2となるようにバーコーターにより片面ずつ塗布し、60℃で乾燥して潤滑皮膜を両面に形成し、潤滑処理鋼板を作製した。
【0038】
・バインダー成分
メタケイ酸ナトリウム水溶液(20%濃度)
アクリル系樹脂
(組成:アクリル酸8%、メタクリル酸52%、アクリル酸ブチル40%)
・潤滑成分
有機高分子化合物:ポリエチレンワックス(分子量20000、平均粒径3μm)
固体潤滑剤:二硫化モリブデン(平均粒径2μm)、
石けん:ステアリン酸ナトリウム
・極圧添加剤
亜リン酸エステル
参考のために、従来のリン酸塩石けん処理も次のように実施した:
下層リン酸塩処理:日本パーカライジング社製PB−181X(浸漬75℃×10分間 、付着量6g/m2);
上層石けん処理:日本パーカライジング社製LUB−235(浸漬80℃×10分、付 着量4g/m2)。
【0039】
(3)評価
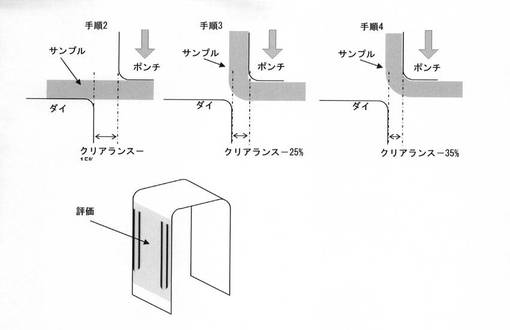
高面圧下での多段塑性加工を模擬するために、図1に概要を示すように、コの字型プレス成形設備を使用して、潤滑処理鋼板のコの字型サンプルの側面に対して下記の手順にて多段しごき加工を行い、その潤滑性能を評価した。試験結果も表2に併せて示す。
【0040】
手順1:一般防錆油を1.5g/m2になるようサンプルの両面に塗布;
手順2:板厚減少率が−15%になるようにサンプルの最初のしごき加工(コの字型にプレス成形);
手順3:手順2でしごき加工したコの字型サンプルを、初期板厚に対する板厚減少率が−25%になるよう2回目のしごき加工;
手順4:手順3でしごき加工したコの字型サンプルを、初期板厚に対する板厚減少率が−35%になるよう3回目のしごき加工。
【0041】
この多段しごき加工試験における成形条件は次の通りであった:
成形速度:170mm/S
金型材質:SDK11
金型表面処理:TD処理(拡散硬化処理によりVC層形成)
肩R:ダイス、ポンチとも5R。
【0042】
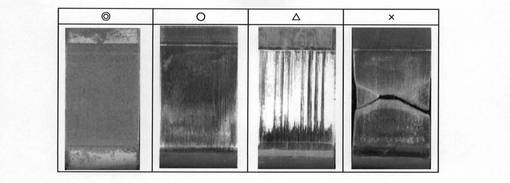
評価:手順4後のしごき部の外観を目視にて下記の基準で評価した。○までは合格である。参考のために図2に各評価基準に合致するサンプルの1例の写真を示す。
◎:かじりが無く、金属光沢も無い;
○:かじりは無いが、金属光沢が有る;
△:かじり発生;
×:破断。
【0043】
【表2】
【0044】
表2からわかるように、本発明で規定するRzjisの条件を満たす表面粗さを有する鋼板A〜Eに潤滑成分を含有する潤滑皮膜を形成した潤滑処理鋼板は、多段塑性加工を模擬した試験において十分な潤滑性能を示した。中でも、Rzjisのみならず、RaおよびRskも本発明で規定する好ましい条件を満たす鋼板A、C、D、Eでは、潤滑性能が◎と、従来のリン酸塩石けん処理による潤滑処理鋼板と同等の非常に高い潤滑性能を示した。
【0045】
一方、RaおよびRskが本発明で規定する好ましい条件を満たしても、Rzjisが範囲外である鋼板Fは、多段塑性加工を模擬した試験では潤滑性能が悪く、試験中に破断した。また、鋼板A〜Dに潤滑成分を含有しないバインダー100%の皮膜を形成した場合には、潤滑性能は不十分となった。
【0046】
別に表2のNo.1と同じ潤滑処理鋼板を、潤滑皮膜の付着量を1〜10g/m2の範囲内で変動させて作製した。さらに、表2のNo.2および3と同じ潤滑処理鋼板を、潤滑皮膜の付着量を2g/m2に低減させて作製した。これらの潤滑処理鋼板の試験結果を潤滑皮膜の組成および付着量とともに、次の表3に示す。
【0047】
【表3】
【0048】
表3からわかるように、潤滑皮膜の付着量に関しては、2g/m2以上で○レベルの性能を示し、4g/m2以上になるとさらに良好な性能を示した。
【技術分野】
【0001】
本発明は、高面圧下での多段成形による塑性加工において焼付き及び型かじりを防止することができる、多段成形用潤滑処理鋼板に関する。
【背景技術】
【0002】
鋼板の塑性加工の中でも、高面圧の多段成形を強いられる自動車トランスミッション部品等の加工においては、鋼板の金型への焼付きや型かじりを防止するために、鋼板表面にリン酸亜鉛を主体とするリン酸塩結晶を析出させてリン酸塩皮膜を形成し、次いでその上層としてステアリン酸ナトリウム(アルカリ石けん)を主成分とする反応型石けん皮膜で被覆するリン酸塩石けん処理が従来から行われてきた。下層であるリン酸塩皮膜は鋼板との反応により形成されるため、鋼板との密着性が非常に良く、しかも針状結晶からなる結晶質皮膜であるため、表面凹凸が大きい。このリン酸塩皮膜の上層に形成された反応型石けん皮膜は、下側の金属石けん皮膜(リン酸塩皮膜とアルカリ石けんとの化学反応で生成したステアリン酸亜鉛主体の皮膜)と上側のアルカリ石けん皮膜(未反応のステアリン酸ナトリウム皮膜)とからなり、これら2層からなる反応型石けん皮膜は潤滑性と耐熱性に優れている上、下層のリン酸塩皮膜に強固に密着している。そのため、リン酸塩石けん処理した鋼板は、過酷な加工条件下でも焼付きや型かじりの発生を防止することができ、高面圧下での多段成形においても非常に優れた潤滑性能を発揮することができる。
【0003】
しかし、リン酸塩石けん処理のような化成処理法は、前後処理を含めて複雑な工程を経る上、リン酸塩皮膜と反応型石けん皮膜の形成に長い化学反応時間を要するため、設備コスト、生産コストが高くなる。さらに、リン酸塩石けん処理では、反応型石けん処理において化学反応によって生成するスラッジや、前工程であるリン酸塩処理工程からの酸混入などにより劣化した廃石けんなどが大量の産業廃棄物となることは避けられない。また、リン酸塩処理と反応型石けん処理のどちらも、化成処理後の水洗から、重金属イオン、リン酸イオン、硝酸イオン、フッ酸イオンなどを含む廃水が発生して、廃水処理などにも多くの労力やコストがかかる。このような事情から、リン酸塩石けん処理の代替処理が望まれている。
【0004】
鋼板のリン酸塩石けん処理代替技術としては、例えば特開2000−73083号公報に開示されているように潤滑油で対応する方法、および特許第3881129号明細書に開示されているように、鋼板上に樹脂、無機塩、潤滑成分からなる処理液を塗布し乾燥させて潤滑皮膜層を形成する方法がある。しかし、これらの方法はいずれも、現状では高面圧下での多段成形における焼付きや型かじりの発生防止には十分ではない。
【0005】
特開2000−73083号公報に開示されている潤滑油の場合、高面圧下の加工では膜が追随できず、油膜切れを起こしてしまうため、焼付きや型かじりを十分に防止しきれない。一方、特許第3881129号明細書に記載されているような鋼板との反応を伴っていない潤滑皮膜層を形成する方法では、鋼帯と潤滑皮膜との密着性が十分でなく、高面圧下での多段成形においては、1段目の成形工程で潤滑皮膜が大きく消失してしまい、2段目以降の成形工程において焼付き、型かじりを生じる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2000−73083号公報
【特許文献2】特許第3881129号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、リン酸塩石けん処理の従来の代替技術が抱える課題を解決することを課題とする。より具体的には、リン酸塩石けん処理のような化成処理を利用せずに、高面圧下での多段塑性加工において焼付き・型かじりを防止することができる潤滑処理鋼板を提供する。
【課題を解決するための手段】
【0008】
本発明者らは、ショットブラストなどにより素地鋼板の表面粗さをRzjisで10μm以上にすると、バインダー中に潤滑成分を含有する潤滑皮膜を鋼板表面に形成するだけで、高面圧下での多段塑性加工において最終工程まで充分な潤滑性能を発揮し、リン酸塩石けん処理の代替となりうることを見出した。
【0009】
ここに、本発明は、Rzjisが10μm以上である表面粗さを有する鋼板の表面に、バインダー中に有機高分子化合物、固体潤滑剤および石けんから選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を有し、この潤滑皮膜の付着量が2g/m2以上であることを特徴とする、多段成形用潤滑処理鋼板である。
【0010】
前記鋼板の表面粗さは、Raが2μm以上であるか、および/またはRskが−0.3以上であることが好ましい。
表面粗さのRzjis、Ra、およびRskは、いずれもJIS B0601に規定されている。
【0011】
Rzjisは、十点平均粗さ(基準長さの粗さ曲線における最高の山頂から高い順に5点の高さの平均と最深の谷底から深い順に5点の深さの平均の和)である。
Raは算術平均粗さ(基準長さの粗さ曲線において谷部も山部に反転させた曲線の山の高さの算術平均値)である。
【0012】
Rskは粗さ曲線のスキューネス(粗さ曲線のゆがみまたは非対称性;Rsk=0では山と谷の形状が対称、Rsk>0では山が鋭く、谷が丸い;Rsk<0では山が丸く、谷が鋭い)である。
【0013】
本発明で規定するRzjis、好ましくはさらにRaおよびRskを満たす表面粗さを有する鋼板は、機械的な粗面化法、特にショットブラスト処理により付与することが好ましい。
【0014】
本発明に係る潤滑処理鋼板の素地鋼板は、熱延鋼板と冷延鋼板のいずれでもよい。また、鋼板は、鋼帯であっても、それから切断された切板のいずれであってもよい。潤滑処理鋼板の前記潤滑皮膜の付着量は4g/m2以上であればさらに好ましい。
【発明の効果】
【0015】
本発明に係る潤滑処理鋼板は、従来のリン酸塩石けん処理と同様の優れた潤滑性能を発揮し、多段塑性加工において最後まで焼付きや型かじりの発生を防止することができる。必要となる素地鋼板の特定の表面粗さは、ショットブラストなどの機械的な方法で粗面化することにより容易に実現できる。
【0016】
この粗面化した素地鋼板の表面への潤滑皮膜の形成は、リン酸塩石けん処理のような化学反応を必要とせず、単に塗布と乾燥だけで短時間に実施できる。そのため、リン酸塩石けん処理とは異なり、スラッジや劣化した大量の廃石けんといった廃棄物が発生せず、化成処理後の水洗で発生する廃水の処理も不要となる。従って、本発明の潤滑処理鋼板は、これまで高面圧での多段塑性加工用に用いられてきたリン酸塩石けん処理鋼板の代替となり、低コストにて高面圧での多段塑性加工を可能にすることから産業上の利用価値は極めて高い。
【図面の簡単な説明】
【0017】
【図1】実施例における多段塑性加工を模擬した試験方法の概要を示す説明図。
【図2】上記試験における試験後のサンプルの状態を示す写真。
【発明を実施するための形態】
【0018】
本発明に係る多段成形用潤滑処理鋼板は、RzJISが10μm以上という表面粗さを有する鋼板の表面に、有機高分子化合物、固体潤滑剤および石けんから選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を有する。
【0019】
鋼板上に形成する潤滑皮膜は、量産設備の簡素化、製造コスト、製品性能安定性の点から、化学反応を必要としない、塗布型の薬液の塗布と乾燥により形成することが望ましい。しかし、塗布型の薬液は、リン酸塩処理のように鋼板と反応し密着性に非常に優れた皮膜を形成することができない。このため、従来の塗布型の薬液から形成された潤滑皮膜を設けた潤滑処理鋼板を、実際に高面圧下での多段成形に供すると、1工程目の成形加工において潤滑皮膜が金型に削り取られてしまい、次工程以降では潤滑皮膜が大きく消失しているため、焼付きや型かじりを生じる。
【0020】
本発明者らは、上記のような塗布型の皮膜を多段成形の各工程において残存させる方法を検討した結果、素地鋼板にRzjis(JIS B0601十点平均粗さ)が10μm以上となる表面粗さ付与することで可能となることを見出した。Rzjisが10μm以上の表面は、高さ10μm以上の凸部と深さ10μm以上の凹部を多数有していることを意味する。高面圧での成形加工における金型と鋼板の接触部は鋼板の凸部だけであり、凸部の皮膜は損耗するものの凹部には十分に皮膜が残存し、このような状態で次工程の成形を行なった場合も、凸部がさらに変形し、凹部から皮膜が鋼板素地と金型の間に流出し、潤滑性能を発揮し、凸部の高さがある程度以上に高ければ、多段成形の最終工程までこの状態が維持されるためであると推測される。RzJISが10μm未満であると、多段成形における潤滑性能が不安定となり、実用に適さない。
【0021】
好ましい鋼板の表面粗さ形状は、Ra(JIS B0601算術平均粗さ)が2μm以上であり、および/またはRsk(JIS B0601スキューネス)が−0.3以上である。Rskが−0.3以上とは、Rskが0または正の値をとるか、負である場合は絶対値が0.3以下であることを意味する。このような好ましいRaおよびRskの条件は、表面凹凸の高さが大きい方が(Ra>2μm)、また表面凹凸の形状が、谷が尖っていて山が丸い山型より、山が尖っていて谷が丸い谷型の形状の方が(Rsk>−0.3)、上述した潤滑の機構が働き易いことを意味していると推測される。
【0022】
上述したRzjisの条件、好ましくはさらに上述したRaおよびRskの条件を満たす表面粗さをもつ鋼板は、鋼板をショットブラスト処理することにより得ることができる。ショットブラストは、インペラーによる遠心力を利用した機械式と圧縮空気を利用した空気式があり、そのいずれも使用できる。従って、ショットブラストはショットピーニングも含む意味である。機械式の方がより大面積に投射可能であるので、鋼板の形態によって適当な方式を選択すればよい。ショットブラストでは、使用する投射材の種類とその投射条件を調整することにより、付与する表面粗さ形状を調整することができる。上述した表面粗さを鋼板に付与するのに適当な投射材は、硬度がHRC(ロックウェル硬度)40〜50で、直径が0.1〜0.5mmの鋼球である。
【0023】
鋼板への表面粗さの付与方法はショットブラストに限定されるものではない。本発明では、素地となる鋼板が上述した条件を満たす表面粗さを有していればよく、その表面粗さの付与手段は、素地鋼板への実質的な悪影響がなければ何でもよい。例えば、酸洗、エッチングなどの化学的手法で上述した条件を満たす表面粗さを鋼板に付与できる可能性も考えられる。しかし、ショットブラストは、付与しようとする表面粗さ形状の制御が容易であること、製造工程的にもコスト的にも優れていること(化学的手法は時間がかかり、廃水処理などが必要となること)から、本発明において採用するのに好ましい方法である。
【0024】
素地の鋼板は多段成形により加工する製品に応じて選択すればよい。熱延鋼板と冷延鋼板のいずれでもよく、鋼帯、鋼帯から切断された切板、あるいは鋼板からブランキングされたブランクのいずれであってもよい。鋼板の強度、化学組成、厚みなどにも特に制限はない。鋼板は、炭素鋼板のみならず、ステンレス鋼板、高合金鋼板などの特殊鋼板も包含する。鋼種や鋼板の硬さに応じて、ショットブラストで使用する投射材や投射条件を変更することにより、本発明で規定する範囲内の所望の表面粗さを鋼板に付与することができる。ショットブラストは、鋼帯、切板、ブランクのいずれに対して行うこともできる。
【0025】
上記のように表面粗さを付与した素地の鋼板上に形成される潤滑皮膜は、バインダー中に有機高分子化合物、固体潤滑剤、および石けんから選ばれた少なくとも1種の潤滑成分を含有していればよい。
【0026】
潤滑成分は特に限定されず、公知のものを使用できる。潤滑成分として使用するのに適した有機高分子化合物の例としては、ポリエチレンワックス、ポリプロピレンワックス、ポリテトラフルオロエチレンワックス、ポリエチレングリコールワックス等の高分子系合成ワックスが挙げられる。固体潤滑剤の例としては、黒鉛、二硫化モリブデン、窒化ホウ素、フッ化黒鉛、雲母等の層状結晶構造を持つ化合物が挙げられる。石けんとしてはパルミチン酸塩、イコサン酸塩、オレイン酸塩、リノール酸塩、リノレン酸塩、リノレン酸塩、ステアリン酸塩等を挙げることができ、アルカリ石けん(アルカリ金属塩)と金属石けん(非アルカリ金属塩、例、亜鉛塩)のいずれでもよい。
【0027】
潤滑皮膜の潤滑性をさらに向上させるために、潤滑皮膜に極圧添加剤を添加することも好ましい。極圧添加剤としては、硫化オレフィン、硫化エステル、サルファイト、チオカーボネート、リン酸エステル、亜リン酸エステル、モリブデンジチオカーバメート等の硫黄系極圧添加剤、リン系極圧添加剤、有機モリブデン系極圧添加剤等が挙げられる。
【0028】
バインダー成分も特に限定されるものではない。バインダーは、アクリル系樹脂、エポキシ樹脂、ウレタン樹脂、フェノール系樹脂等の熱硬化性樹脂といった有機バインダーと、ケイ酸ナトリウム、ケイ酸カリウム、四ホウ酸カリウム等の金属塩といった無機系バインダーのいずれも使用可能であり、両者の混合物でもよい。高面圧下での鋼板の多段成形では被加工部が高温になるので、耐熱性に優れたバインダーが好ましい。
【0029】
潤滑皮膜の形成のための塗布に用いる薬液は、バインダーの溶液または分散液中に上述した潤滑成分および所望により極圧添加剤のような他の添加成分を混合して、分散させることにより調製される。使用する溶媒は水、有機溶媒、それらの混合物のいずれでもよいが、作業環境上は水系溶媒(水のみ、または水とアルコールなどの水混和性有機溶媒との混合溶媒)を使用することが好ましい。潤滑成分などの分散性を高めるために、必要なら公知の界面活性剤を用いることができる。
【0030】
薬液固形分(従って潤滑皮膜)中の潤滑成分:バインダーの配合比(質量比)は一般に3:97〜40:60の範囲内とすることが好ましく、より好ましくは5:95〜30:70の範囲内である。バインダーと潤滑成分のいずれも2種以上の混合物であってもよく、その場合はそれぞれの合計量が上記範囲内になればよい。この配合比は潤滑成分の潤滑性能によっても異なる。例えば、ワックスや固体潤滑剤に比べて単位質量あたりの潤滑性能が相対的に低い石けんを潤滑成分として使用する場合には、潤滑性成分がワックスや固体潤滑剤である場合より、潤滑成分の配合量を多くすることが好ましい。例えば、潤滑成分がワックスまたは固体潤滑剤である場合には、潤滑成分:バインダーの質量比は、5:95〜20:80の範囲内が好ましく、潤滑成分が石けんである場合には、潤滑成分:バインダーの質量比は10:90〜30:80の範囲内が好ましい。極圧添加剤を添加する場合、その添加量は通常は0.5〜5質量%である。
【0031】
表面粗さが上記のように調整された鋼板に潤滑性とバインダーとを含有する薬液を塗布して、乾燥すると、潤滑皮膜が形成され、本発明に係る潤滑処理鋼板が得られる。塗布手段は、鋼板の形態に応じて、刷毛塗り、ロール塗布、噴霧、浸漬などの公知方法から選択すればよい。乾燥温度はバインダーや薬液中の溶媒の種類に応じて当業者が容易に決定できる。塗布厚みは、乾燥後に形成される潤滑皮膜の付着量が2g/m2以上となるようにする。この付着量は好ましくは4g/m2以上である。潤滑皮膜の付着量の上限は特に規定されないが、いたずらに付着量を大きくしても、効果が飽和し、コスト高となるだけであるので、付着量は10g/m2以下とすることが好ましい。
【0032】
上記潤滑皮膜は素地鋼板の片面または両面に形成することができる。鋼板の両面に潤滑皮膜を形成する場合には、当然、鋼板の両面に上記の表面粗さを付与する。上述したように、本発明に係る潤滑処理鋼板では、表面粗さが調整された鋼板の表面に直接潤滑皮膜を形成する。ただし、上記潤滑皮膜を形成する前に、公知の表面調整法により鋼板表面を処理することは可能である。
【0033】
特に鋼板が鋼帯のコイルまたは切板もしくはブランクのパイルである場合、コイルまたはパイルのブロッキングを防止するために、潤滑皮膜を薄い樹脂皮膜(例、膜厚0.5〜1.5μm)で被覆してもよい。そのような樹脂皮膜は高面圧下での多段成形では第1工程での成形時に破壊されるので、潤滑皮膜の潤滑性能を阻害することはない。
【0034】
本発明に係る潤滑処理鋼板は多段成形に供した場合に焼付きや型かじりを発生しないという優れた潤滑性能を有し、自動車のトランスミッション部品の成形等に使用することができる。
【実施例】
【0035】
本発明を実施例により具体的に説明するが、本発明はこれらの実施例によって制限されるものではない。実施例中、%は特に指定しない限り質量%である。
(1)鋼板の表面形状調整
板厚2.3mmのSPHC270C鋼板(引張強度270N/mm2以上の熱延軟鋼板)の切板(300×300mm)の両面に対し、空気式ショットブラスト装置を使用してショットブラスト処理を施した。投射材として用いた鋼球(HRC:45)の直径(0.1〜1mmの範囲)および吹き付け圧(0.1〜0.5MPaの範囲)を変更することによって、表1に示したRjis、RaおよびRskの値を持つ表面粗さを鋼板の両面に付与した。
【0036】
【表1】
【0037】
(2)潤滑皮膜の形成
下記に示すバインダー成分、潤滑成分、及び極圧添加剤を表2に示す所定の割合で添加し、十分に撹拌して分散させ、純水で固形分量が20%になるように塗布に用いる薬液を調製した。この薬液を乾燥付着量が6g/m2となるようにバーコーターにより片面ずつ塗布し、60℃で乾燥して潤滑皮膜を両面に形成し、潤滑処理鋼板を作製した。
【0038】
・バインダー成分
メタケイ酸ナトリウム水溶液(20%濃度)
アクリル系樹脂
(組成:アクリル酸8%、メタクリル酸52%、アクリル酸ブチル40%)
・潤滑成分
有機高分子化合物:ポリエチレンワックス(分子量20000、平均粒径3μm)
固体潤滑剤:二硫化モリブデン(平均粒径2μm)、
石けん:ステアリン酸ナトリウム
・極圧添加剤
亜リン酸エステル
参考のために、従来のリン酸塩石けん処理も次のように実施した:
下層リン酸塩処理:日本パーカライジング社製PB−181X(浸漬75℃×10分間 、付着量6g/m2);
上層石けん処理:日本パーカライジング社製LUB−235(浸漬80℃×10分、付 着量4g/m2)。
【0039】
(3)評価
高面圧下での多段塑性加工を模擬するために、図1に概要を示すように、コの字型プレス成形設備を使用して、潤滑処理鋼板のコの字型サンプルの側面に対して下記の手順にて多段しごき加工を行い、その潤滑性能を評価した。試験結果も表2に併せて示す。
【0040】
手順1:一般防錆油を1.5g/m2になるようサンプルの両面に塗布;
手順2:板厚減少率が−15%になるようにサンプルの最初のしごき加工(コの字型にプレス成形);
手順3:手順2でしごき加工したコの字型サンプルを、初期板厚に対する板厚減少率が−25%になるよう2回目のしごき加工;
手順4:手順3でしごき加工したコの字型サンプルを、初期板厚に対する板厚減少率が−35%になるよう3回目のしごき加工。
【0041】
この多段しごき加工試験における成形条件は次の通りであった:
成形速度:170mm/S
金型材質:SDK11
金型表面処理:TD処理(拡散硬化処理によりVC層形成)
肩R:ダイス、ポンチとも5R。
【0042】
評価:手順4後のしごき部の外観を目視にて下記の基準で評価した。○までは合格である。参考のために図2に各評価基準に合致するサンプルの1例の写真を示す。
◎:かじりが無く、金属光沢も無い;
○:かじりは無いが、金属光沢が有る;
△:かじり発生;
×:破断。
【0043】
【表2】
【0044】
表2からわかるように、本発明で規定するRzjisの条件を満たす表面粗さを有する鋼板A〜Eに潤滑成分を含有する潤滑皮膜を形成した潤滑処理鋼板は、多段塑性加工を模擬した試験において十分な潤滑性能を示した。中でも、Rzjisのみならず、RaおよびRskも本発明で規定する好ましい条件を満たす鋼板A、C、D、Eでは、潤滑性能が◎と、従来のリン酸塩石けん処理による潤滑処理鋼板と同等の非常に高い潤滑性能を示した。
【0045】
一方、RaおよびRskが本発明で規定する好ましい条件を満たしても、Rzjisが範囲外である鋼板Fは、多段塑性加工を模擬した試験では潤滑性能が悪く、試験中に破断した。また、鋼板A〜Dに潤滑成分を含有しないバインダー100%の皮膜を形成した場合には、潤滑性能は不十分となった。
【0046】
別に表2のNo.1と同じ潤滑処理鋼板を、潤滑皮膜の付着量を1〜10g/m2の範囲内で変動させて作製した。さらに、表2のNo.2および3と同じ潤滑処理鋼板を、潤滑皮膜の付着量を2g/m2に低減させて作製した。これらの潤滑処理鋼板の試験結果を潤滑皮膜の組成および付着量とともに、次の表3に示す。
【0047】
【表3】
【0048】
表3からわかるように、潤滑皮膜の付着量に関しては、2g/m2以上で○レベルの性能を示し、4g/m2以上になるとさらに良好な性能を示した。
【特許請求の範囲】
【請求項1】
Rzjisが10μm以上である表面粗さを有する鋼板の表面に、バインダー中に有機高分子化合物、固体潤滑剤および石けんから選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を有し、この潤滑皮膜の付着量が2g/m2以上であることを特徴とする、多段成形用潤滑処理鋼板。
【請求項2】
前記鋼板の表面粗さのRskが−0.3以上である、請求項1に記載の多段成形用潤滑処理鋼板。
【請求項3】
前記鋼板の表面粗さのRaが2μm以上である、請求項1または2に記載の多段成形用潤滑処理鋼板。
【請求項4】
前記鋼板の表面粗さがショットブラスト処理により付与されたものである、請求項1〜3のいずれかに記載の多段成形用潤滑処理鋼板。
【請求項5】
前記潤滑皮膜の付着量が4g/m2以上である、請求項1〜4のいずれかに記載の多段成形用潤滑処理鋼板。
【請求項6】
前記潤滑皮膜がさらに極圧添加剤を含有する、請求項1〜5のいずれかに記載の多段成形用潤滑処理鋼板。
【請求項1】
Rzjisが10μm以上である表面粗さを有する鋼板の表面に、バインダー中に有機高分子化合物、固体潤滑剤および石けんから選ばれた少なくとも1種の潤滑成分を含有する潤滑皮膜を有し、この潤滑皮膜の付着量が2g/m2以上であることを特徴とする、多段成形用潤滑処理鋼板。
【請求項2】
前記鋼板の表面粗さのRskが−0.3以上である、請求項1に記載の多段成形用潤滑処理鋼板。
【請求項3】
前記鋼板の表面粗さのRaが2μm以上である、請求項1または2に記載の多段成形用潤滑処理鋼板。
【請求項4】
前記鋼板の表面粗さがショットブラスト処理により付与されたものである、請求項1〜3のいずれかに記載の多段成形用潤滑処理鋼板。
【請求項5】
前記潤滑皮膜の付着量が4g/m2以上である、請求項1〜4のいずれかに記載の多段成形用潤滑処理鋼板。
【請求項6】
前記潤滑皮膜がさらに極圧添加剤を含有する、請求項1〜5のいずれかに記載の多段成形用潤滑処理鋼板。
【図1】

【図2】
【図2】
【公開番号】特開2011−252181(P2011−252181A)
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2010−124557(P2010−124557)
【出願日】平成22年5月31日(2010.5.31)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
【公開日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成22年5月31日(2010.5.31)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【Fターム(参考)】
[ Back to top ]