
多焦点光学系及びレーザ加工装置
【課題】色収差が十分に除去されており、かつ球面収差を制御して集光点を形成できる。
【解決手段】光ビーム拡張レンズ系34と集光レンズ系38とを備える多焦点光学系である。光ビーム拡張レンズ系は、凹レンズ10と分割レンズの組20(20-1〜20-4)との組み合わせレンズ系であり、分割レンズのそれぞれは共軸光学系を構成するように光軸に沿って互いに異なる位置に配置されている。分割レンズの組は光軸に沿って移動させて凹レンズからの距離を調整することが可能とされている。
【解決手段】光ビーム拡張レンズ系34と集光レンズ系38とを備える多焦点光学系である。光ビーム拡張レンズ系は、凹レンズ10と分割レンズの組20(20-1〜20-4)との組み合わせレンズ系であり、分割レンズのそれぞれは共軸光学系を構成するように光軸に沿って互いに異なる位置に配置されている。分割レンズの組は光軸に沿って移動させて凹レンズからの距離を調整することが可能とされている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、光ビームを複数の位置に集光させる多焦点光学系、及びこの多焦点光学系を備えたレーザ加工装置に関する。
【背景技術】
【0002】
近年、レーザ光ビームを照射し被加工物を加工するレーザ加工装置が、エレクトロニクスやフォトニクスを支える各種デバイスを製造する工程で盛んに利用されている。この種のレーザ加工装置の代表例は、被加工物を切断加工するレーザ加工装置である。
【0003】
このレーザ加工装置は、レンズ光学系によって板状の被加工物の内部にレーザ光ビームを集光させて、集光部分にクラック(crack)を形成させる。そして、被加工物に対してレーザ光ビームを相対的に移動させることによって被加工物の内部にクラック列を形成する。このようなクラック列が形成されるとクラック列を形成するそれぞれのクラックを起点にして厚さ方向に沿って割れ目が形成される。このように加工された被加工物に、応力を加えるとこの切断予定ライン(reserve for cutting line)に沿って切断される。
【0004】
被加工物を切断加工するレーザ加工装置は、これまでに複数提案されている(例えば、特許文献1〜7参照)。これらのレーザ加工装置による切断加工において、形成される上述のクラックの形態を決定する要因の一つは、当該加工装置が備えるレーザ光源の出力光ビームを被加工物に導くレンズ系の集光特性である。
【0005】
レーザ加工装置によって被加工物を切断するに当り、被加工物が薄い場合はレーザ光ビームを十分に集光できれば、いわゆる「切りしろ」と称される材料損失(カーフロス:kerf loss)領域の幅が狭く限定されて好適な切断が実現される。すなわち、被加工物が薄い場合は特許文献1に開示されたレーザ加工装置を利用することが好適である。しかしながら、被加工物が厚くなると切断予定ラインに沿って一列にクラックを並べて形成するだけでは応力を加えても深さ方向に沿った割れ目が生じ難く切断が困難になる。
【0006】
そこで、複数のクラック列を切断予定ラインに沿って被加工物の厚み方向に並べて形成することによって、切断ラインを形成する手法が取られる。この手法の1つとして、レーザ光ビームを被加工物の厚み方向に沿って複数箇所に集光させ、レーザ光ビームを1回走査する手法がある。ただし、この手法で形成される切断ラインは、集光レンズ系に特段の工夫を施さなければ、被加工物の表面から浅い位置に形成されるクラック列の形状と深い位置に形成されるクラック列の形状とが異なり、カーフロス領域の幅が広くなる等の不都合が生じる。
【0007】
また、レーザ光ビームの1回の走査ごとに被加工物の表面からの深さが異なる位置にクラック列が形成されるようにし、複数回レーザ光ビームを走査することによって切断ラインを形成する手法がある。この手法では、走査の回数に比例する時間を要する。
【0008】
以上のことに鑑み、レーザ光源の出力光ビームを被加工物に導くレンズ系に特段の工夫を施し、被加工物の厚み方向に複数のクラック列が並ぶ切断ラインを、レーザ光ビームの1回の走査によって形成することを可能としたレーザ加工装置が開示されている。
【0009】
例えば、レーザ光源の出力光ビームを被加工物に導くレンズ系を、互いに波長の異なる2つのレーザ光ビームを一つの対物レンズで被加工物内の深さの異なる位置にそれぞれ集光させる構成とし、レーザ光ビームの1回の走査で切断予定ラインに沿って被加工物の厚み方向に2列にクラックを形成するレーザ加工装置が開示されている(特許文献2参照)。
【0010】
更に、焦点距離の異なる複数の部分レンズの複合体として形成された1枚のレンズを用いることによって、切断予定ラインに沿って被加工物の厚み方向の複数箇所に集光させる機能を持たせたレーザ加工装置も開示されている(特許文献3〜5参照)。このようなレンズ系を利用することによってレーザ光ビームの1回の走査で切断予定ラインに沿って被加工物の厚み方向に複数のクラック列が形成される。
【0011】
特許文献2〜5に開示されたレーザ加工装置によれば、被加工物の表面から浅い位置に形成されるクラック列と深い位置に形成されるクラック列とはほぼ同一形状に形成される。
【0012】
また、サファイア等の透明誘電体材料基板を切断するレーザ加工装置であって、切断予定ラインからの逸脱が少なくカーフロス領域の幅が狭い精密なダイシングを達成するために、鋭利な損傷溝を刻む(スクライビングする)ことを特徴とするレーザ加工装置が開示されている(特許文献6参照)。このレーザ加工装置は、凹型シリンドリカルレンズと凸型シリンドリカルレンズを用いて非点収差光学系を形成し、この非点収差光学系によって4面体型集光スポットを形成できる多焦点光学系が利用されている。この多焦点光学系によって形成される4面体型集光スポットによって鋭利なV字型損傷溝(V字型クラック)が形成される。
【0013】
更に、集光レンズ系の前段にレーザ光ビームを伝播方向の異なる複数の光ビームに分割させ、あるいは拡がり角の異なる複数の光ビームに分割させる光学系を配置し、この複数の光ビームを集光レンズ系によってそれぞれ異なる位置に集光させて、被加工物の内部に複数のクラックからなるクラック群を形成させるレーザ加工装置が開示されている(特許文献7参照)。このレーザ加工装置によれば、被加工物の表面から深さ方向に離れた平行な面上に複数のクラックが形成され、あるいは深さ方向に沿って並ぶ複数のクラックが形成される。そしてこれらのクラックは、意図的にその大きさ及び形状が互いに異なるように形成することが可能とされている。すなわち、所望の方向に沿った割れ目が形成されるように割れ目の形成方向を誘導できるクラック群を適宜形成することが可能とされている。
【0014】
以上説明した様に、レーザ光ビームによって被加工物の切断加工をするレーザ加工装置においては、レーザ光源の出力光ビームを被加工物に導くレンズ系を工夫することによって、好適な切断加工を実現させるためのクラックを形成している。
【0015】
更に、多焦点光学系は、上述のレーザ加工装置に利用される以外に、光ディスクに対する信号の記録再生を行う光学装置にも利用される(例えば特許文献8参照)。この光学装置は、多焦点光学系を用いることによって、厚みの異なる複数種の光ディスクのそれぞれに対して良好な信号の記録再生機能を実現しつつ、製造、検査のコスト低減が図られている。このように、多焦点光学系はレーザ加工装置以外にも複数の応用分野を有している。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特許第3683580号公報
【特許文献2】特開2004−337903号公報
【特許文献3】特開平10−128569号公報
【特許文献4】特開2000−5892号公報
【特許文献5】特開2010−167449号公報
【特許文献6】特開2007−21548号公報
【特許文献7】特開2011−56544号公報
【特許文献8】特開2000−214383号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
特許文献2に開示されたレーザ加工装置は、2つのレーザ光ビーム径をそれぞれ拡張する光学系と、2本の光ビームを1本化して1つの集光レンズに入力させる光学系とを備えている。そのため、レーザ光ビームを被加工物に入力するまでに要する光学系が複雑であり、また装置そのものが大型化する。
【0018】
また、特許文献3〜5に開示された被加工物内の深さの異なる位置にそれぞれに集光させる構成のレーザ加工装置にあっては、集光レンズそのものが部分的に相異なる曲率を持つ屈折曲面を有する複雑な形状のレンズであるため、当該集光レンズの作製には特別な技術が必要とされる。また、集光レンズが複雑な形状であることから、色収差(chromatic aberration)補正を相異なる曲率を持つ屈折曲面を有する部分ごとに行う必要があり、このような複雑な形状のレンズに対して色収差補正を効果的に行うことは難しい。レーザ光といえどもその波長スペクトルは有限の波長帯域幅を有しており、微小領域に効果的に集光させるには、集光レンズの色収差を効果的に除去することが必要とされる。
【0019】
また、特許文献3には、多焦点光学系を構成するレンズの1枚を複数の分割レンズに分割し、それぞれの分割レンズを共軸光学系となるように光軸に沿って異なる位置に配置する構成について言及されているが、球面収差を効果的に除去するための機能についての考慮はされていない。ここで、球面収差とは、レンズへ入力される光線の光軸からの距離に依存して集光位置(光軸と交差する位置)が異なる、いわゆる縦の球面収差(lateral spherical aberration)を意味する。
【0020】
多焦点光学系は、上述したようにレーザ加工以外にも光ディスクに対する信号の記録再生を行う光学装置等にも利用される。これら多焦点光学系が応用され利用される技術分野にあっては、共通して、所望の狭い領域に効果的に光ビームを集光させることが要請される。このためには、集光領域が広がる原因である色収差及び球面収差(以後、色収差及び球面収差の両者を意味する場合は単に収差ということもある)を効果的に除去することが必要となる。
【0021】
更に、レーザ光ビームを、被加工物の内部に深さ方向に沿って複数の位置に集光させ、複数の集光点を同時に走査することによって切断ラインを形成するレーザ加工装置に装着される多焦点光学系は、表面から深い位置に集光するレーザ光ビームが、この集光位置に対してより近い位置に形成されるクラックによって散乱されないように集光されることが要請される。
【0022】
これは、被加工物の表面から浅い位置に形成されたクラックによって光が散乱されることによって、このクラックより深い位置に集光されるはずの光が集光しにくくなるからである。すなわち、浅い位置に形成されたクラックによる散乱を受けることによって、より深い位置に形成されるべきクラックが形成されず、あるいは予定より広くクラック領域が形成されるという不都合が生じるからである。
【0023】
以上説明したように、小型でかつ簡便な構成で収差が十分に除去された多焦点光学系であれば、加工装置のみならず上述した光ディスクに対する信号の記録再生を行う光学装置等の分野に広く利用可能となる。また、被加工物等の光ビームを入射させる対象物の表面から近い位置に形成される集光点を通過しない光ビームのみで、この集光位置に対してより深い位置に集光点が形成される多焦点光学系が実現されれば、切断等のレーザ加工を行う装置に利用して好適な多焦点光学系となる。
【課題を解決するための手段】
【0024】
この発明者は、多焦点光学系を構成するレンズのうちの1枚を複数の分割レンズに分割し、それぞれの分割レンズを共軸光学系となるように光軸に沿って異なる位置に配置することで、上述の課題が解決することに思い至った。すなわち、この分割レンズは分割されてもそれぞれレンズとしての機能を果すので、これらの分割レンズを光軸に沿って異なる位置に共軸光学系をなすように配置すれば光軸上の異なる位置に集光点が形成される多焦点光学系が実現されることに注目した。
【0025】
更に、多焦点光学系を光ビーム拡張レンズ系と集光レンズ系とで構成し、光ビーム拡張レンズ系を構成するいずれかのレンズを2つ以上の分割レンズに分割することとすれば、この多焦点光学系の球面収差を効果的に除去することが可能であることを突き止めた。
【0026】
そこで、この発明の要旨によれば、以下の多焦点光学系及びこの多焦点光学系を備えるレーザ加工装置が提供される。
【0027】
第1発明の多焦点光学系は、光ビームが入力される側に配置されこの光ビームの直径を拡張する光ビーム拡張レンズ系と、光ビーム拡張レンズ系の後段にこの光ビーム拡張レンズ系の光軸を共有するように配置される集光レンズ系とを備えている。
【0028】
光ビーム拡張レンズ系は、光ビームが入力される側に配置される負の屈折力を有するレンズ系と、この負の屈折力を有するレンズ系の後段に配置される正の屈折力を有するレンズ系との組み合わせレンズ系である。負の屈折力を有するレンズ系から出力された光ビームは正の屈折力を有するレンズ系に入力されるように両レンズ群は配置されている。そして、光ビーム拡張レンズ系を構成するレンズのいずれかのレンズが2つ以上の分割レンズに分割されており、分割レンズのそれぞれは、光軸を共有するようにこの光軸に沿って互いに異なる位置に配置され分割レンズの組として構成されている。
【0029】
ここで、負の屈折力を有するレンズ系は1枚の凹レンズとして構成することが可能であり、正の屈折力を有するレンズ系も1枚の凸レンズとして構成することが可能である。この凸レンズが2つ以上の分割レンズに分割されている。
【0030】
また、分割レンズの組は、光軸に沿って移動させることが可能とされていることが好適である。
【0031】
第2発明のレーザ加工装置の基本的構成は、上述の第1発明の多焦点光学系を備え、この多焦点光学系に光ビームを入力することによって光ビームを被加工物の内部に深さ方向に沿って複数の位置に集光点として形成させる構成とされている。すなわち、このレーザ加工装置は、被加工物の内部に深さ方向に沿って複数の位置に集光点を形成させ、この被加工物の切断予定ラインに沿って複数のこの集光点を同時に走査することによって切断ラインを形成する装置である。
【0032】
第2発明のレーザ加工装置に搭載される多焦点光学系を構成する分割レンズの組は、被加工物の内部に深さ方向に沿って形成されるクラックの内、この被加工物の表面から深い位置に集光する光ビームが、この深い位置より表面に近い位置に形成されるクラックによって散乱されることがないように、このクラックを避けて通るように、互いに配置するのが好適である。
【発明の効果】
【0033】
第1発明の多焦点光学系によれば、正の屈折力を有するレンズ系を構成するレンズのいずれかのレンズが2つ以上の分割レンズに分割され、これらの分割レンズは共軸光学系を構成するよう配置されている。従って、分割するレンズとして色消しレンズ等の色収差補正がされたレンズを利用することで、分割レンズはその色収差補正の効果を保持したまま集光レンズとしての機能が実現される。
【0034】
すなわち、焦点距離が異なる複数の領域をつなぎ合わせて構成される集光レンズを形成するには、焦点距離が異なる複数のそれぞれの領域に対して色収差補正をする必要がある。これに対して、第1発明の多焦点光学系によれば分割する1枚のレンズに対して色収差補正をすればよいので、格段に容易に色収差補正がされた多焦点光学系が実現される。
【0035】
また、分割レンズの組を、光軸に沿って移動して負の屈折力を有するレンズ系からの距離を調整することが可能な構成とすることによって、この第1発明の多焦点光学系において発生する球面収差の大きさを適宜調整することが可能となる。
【0036】
第2発明のレーザ加工装置の基本的構成によれば、上述の特許文献2に開示されたレーザ加工装置のように2つのレーザ光を必要としないので、光ビームを被加工物に入力するまでに要する光学系が簡便となり、更に装置そのものを小型化することができる。
【0037】
また、詳細は後述するが、第1発明の多焦点光学系をレーザ加工装置等に利用した場合、光ビーム拡張レンズ系を構成要素である正の屈折力を有するレンズ系を構成する分割レンズを光軸に沿って移動させて被加工物内の集光点の位置を微調整するという手法が実現できる。この手法によれば、集光点の集光特性を制御することが可能となる。すなわち、多焦点光学系を、光ビーム拡張レンズ系内で分割レンズの、負の屈折力を有するレンズ系に対する距離を調整可能とする構成とすることによって、被加工物の内部に形成される複数の集光点の集光性能を決める球面収差の補正が効果的に行える。
【0038】
更に、第2発明のレーザ加工装置に搭載される複数の分割レンズを、クラックによる散乱が回避されて集光されるように互いに配置することによって、このクラックより深い位置にも効果的に集光させることが可能となる。
【図面の簡単な説明】
【0039】
【図1】第1発明の多焦点光学系を、光軸を含む平面で切断して示す概略的断面構造図である。
【図2】第1発明の多焦点光学系を構成する光ビーム拡張レンズ系の概略的斜視図である。
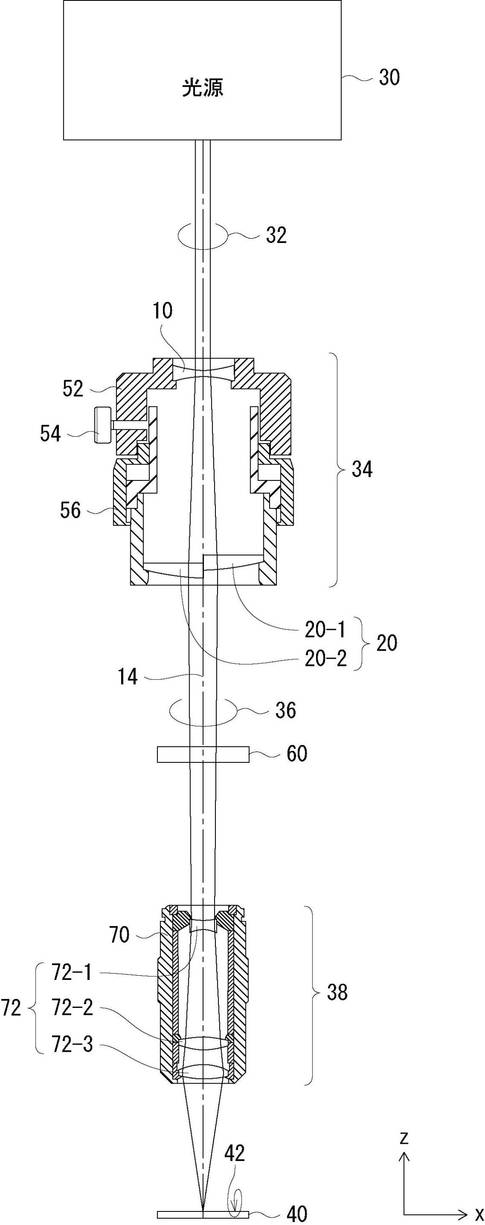
【図3】レーザ加工装置の概略的構成図である。
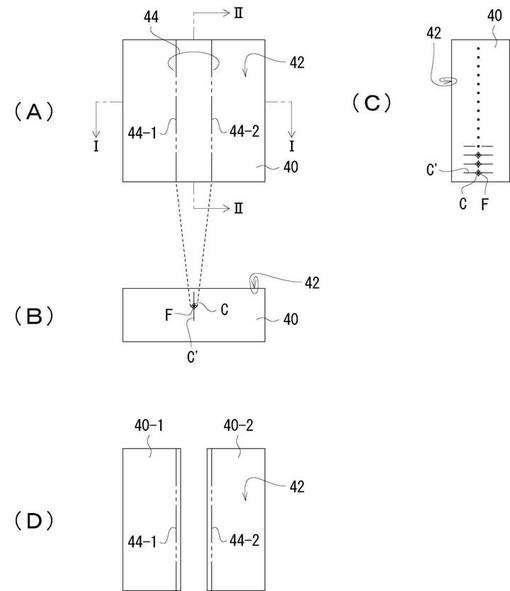
【図4】被加工物を示す図であり、(A)は光ビームが入射される側から見た被加工物の平面図であり、(B)は図4(A)のI-I線に沿った断面図であり、(C)は図4(A)のII-II線に沿った断面図であり、(D)は切断後の被加工物の光ビームが入射された側から見た平面図である。
【図5】第2発明のレーザ加工装置を、当該装置が備える多焦点光学系の光軸を含む平面で切断して示す概略的断面構造図である。
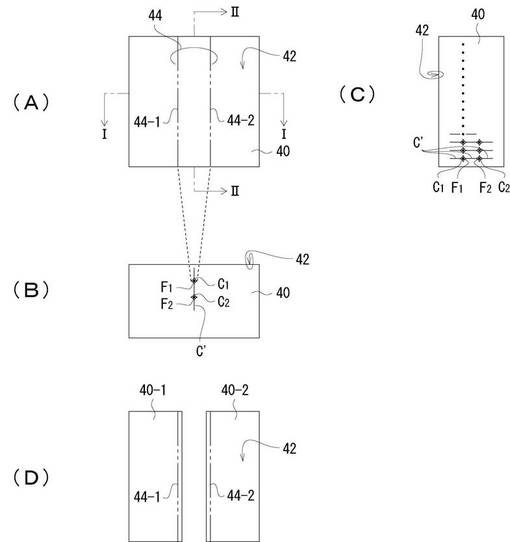
【図6】第2発明のレーザ加工装置によって加工される被加工物を示す図であり、(A)は光ビームが入射される側から見た被加工物の平面図であり、(B)は図6(A)のI-I線に沿った断面図であり、(C)は図6(A)のII-II線に沿った断面図であり、(D)は切断後の被加工物の光ビームが入射された側から見た平面図である。
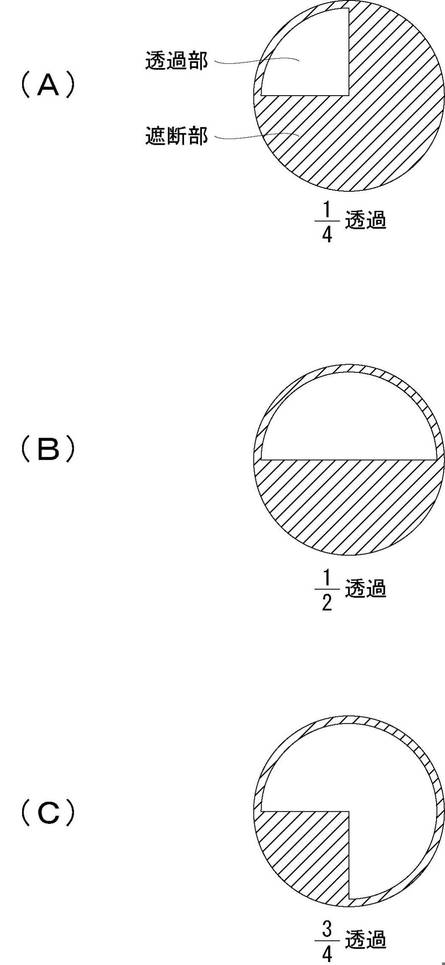
【図7】光ビーム拡張レンズ系と集光レンズ系との間に挿入される遮光板の説明に供する図である。
【図8】光ビーム拡張レンズ系及び集光レンズ系が共有する光軸に対して、光ビーム拡張レンズ系及び集光レンズ系を構成するそれぞれのレンズのレンズ面と被加工物の表面との関係を模式的に示す図である。
【図9】分割レンズの配置される位置の相違が球面収差に与える影響についての説明に供する図である。
【図10】集光レンズ系及び被加工物の光ビーム入射面の少なくとも一方の位置調整をして集光点が被加工物の表面に形成されるように調整して被加工物内に集光点を形成した場合に発生する球面収差及び集光点の形状を示す図である。(A)は球面収差を示し、(B)は集光点の形状を示す。
【図11】集光点が被加工物の表面に形成されるように調整した後、光ビーム拡張レンズ系を構成する凸レンズ位置を調整して集光点が被加工物内に集光点を形成した場合に発生する球面収差及び集光点の形状を示す図である。(A)は球面収差を示し、(B)は集光点の形状を示す。
【発明を実施するための形態】
【0040】
以下、図を参照して、この発明の実施の形態につき説明する。なお、この発明の多焦点光学系及びレーザ加工装置を示す各図は、この発明が理解できる程度に各構成部分を概略的に示してあるに過ぎず、この発明を図示例に限定するものではない。また、各図において同様の構成要素については同一の番号を付して示し、これらの機能等に関してその重複する説明を省略することもある。
【0041】
<第1発明の多焦点光学系>
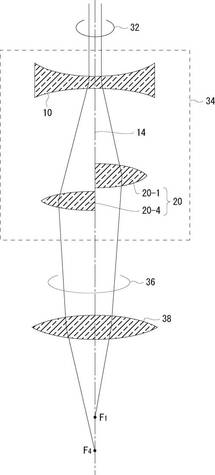
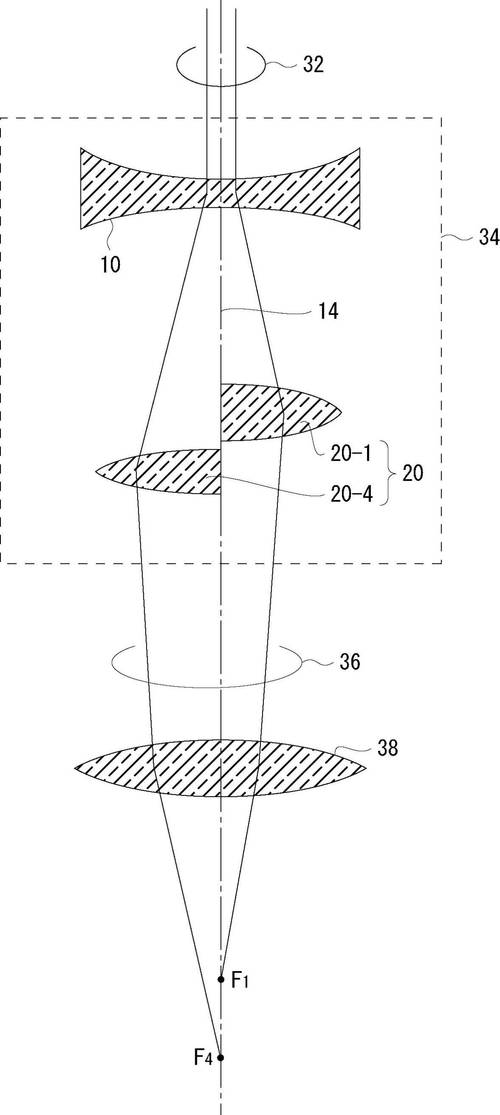
図1及び図2を参照して、第1発明の多焦点光学系の実施形態について説明する。図1に示すように、第1発明の多焦点光学系は光ビーム拡張レンズ系34と集光レンズ系38とを備えている。光ビーム拡張レンズ系34は、一般的な構成として、光ビーム32が入力される側に配置される負の屈折力を有するレンズ系と、この負の屈折力を有するレンズ系の後段に配置される正の屈折力を有するレンズ系とが配置されて構成される。負の屈折力を有するレンズ系から出力された光ビームは正の屈折力を有するレンズ系に入力される。
【0042】
そして、光ビーム拡張レンズ系34のいずれかのレンズが2つ以上の分割レンズに分割されており、分割レンズのそれぞれは、光軸を共有するようにこの光軸に沿って互いに異なる位置に配置されている。
【0043】
負の屈折力を有するレンズ系は1枚の凹レンズで構成することも可能であり、正の屈折力を有するレンズ系は1枚の凸レンズで構成することも可能である。ここでは、負の屈折力を有するレンズ系及び正の屈折力を有するレンズ系を、それぞれ1枚のレンズで構成される場合を一例として説明する。また、この凸レンズが2つ以上の分割レンズに分割されているものとする。
【0044】
従って、図1及び図2では、負の屈折力を有するレンズ系を凹レンズ10で構成し、正の屈折力を有するレンズ系を凸レンズ20で構成するものとして図示してある。また、集光レンズ系38も複数枚のレンズで構成される組み合わせレンズ系として形成されることが一般的であるが、図1及び図2では最も単純な構成である1枚の凸レンズによって構成される例を示してある。
【0045】
光ビーム拡張レンズ系34はレーザ装置等から出力される光ビーム32が入力される側に配置され、光ビーム32の直径を拡張して光ビーム36を生成して出力する。また集光レンズ系38は光ビーム36が入力されるように光ビーム拡張レンズ系34の後段に、光ビーム拡張レンズ系34の光軸14を共有するように配置される。
【0046】
光ビーム拡張レンズ系34は、光ビーム32が入力される側に配置される凹レンズ10と、凹レンズ10の後段に配置される凸レンズ20との組み合わせレンズ系である。凸レンズ20には凹レンズ10から出力された光ビームが入力される。そして、この凸レンズ20は分割レンズ20-1〜20-4の4つに分割されている。図1では分割レンズ20-1〜20-4のうち、分割レンズ20-1と20-4について示してあるが、これは光軸を含む平面で切断した断面構造図であるために分割レンズ20-2及び20-3は表示できないためである。
【0047】
もちろん、光ビーム拡張レンズ系34を構成する正の屈折力を有するレンズ系及び負の屈折力を有するレンズ系のそれぞれを複数枚のレンズからなる組み合わせレンズ系として形成する場合には、これらのレンズの内のいずれかのレンズを分割し分割レンズとすればよい。どのレンズを分割するかについては、製作が容易なレンズを選択すればよい。
【0048】
分割レンズ20-1〜20-4のそれぞれは、光軸14を共有する共軸光学系を構成するように光軸14に沿って互いに異なる位置に配置され、分割レンズの組として構成されている。分割レンズ20-1〜20-4から出力された光ビーム36は、集光レンズ系38に入力されて集光レンズ系38によって集光点F1〜F4に集光される(図1には集光点F1及びF4が示してある)。分割レンズ20-1〜20-4から出力された光ビーム36は、平行光ビームではなく、集光ビームあるいは拡散光ビームとなるように調整されている。そのため、分割レンズ20-1〜20-4のそれぞれから出力される光ビームは、集光レンズ系38によって光軸14上のそれぞれ異なる位置に集光される。ちなみに、光ビーム36が平行光ビームになるように調整されれば、分割レンズ20-1〜20-4のそれぞれから出力される光ビームは、集光レンズ系38によって光軸14上の同一の位置に集光される。
【0049】
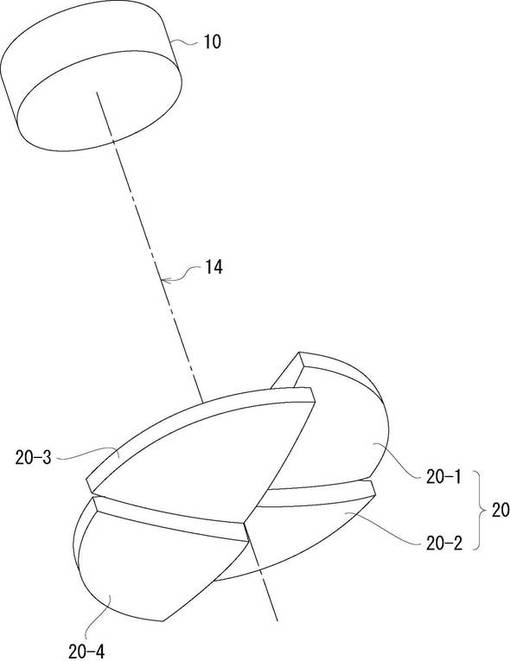
光ビーム拡張レンズ系34を構成する凹レンズ10及び分割レンズ20-1〜20-4の形状とその配置関係を見易くするために、図2に光ビーム拡張レンズ系34の概略的斜視図を示す。
【0050】
図1及び図2には凸レンズ20が分割レンズ20-1〜20-4の4つに分割されている例を示してあるが、4分割に限定されることはなく2つあるいは3つ等の分割レンズとして分割してもよい。
【0051】
図2に示すように、凸レンズ20の中心を通る直交する2面で分割することによって分割レンズ20-1〜20-4が形成され、分割レンズ20-1〜20-4のそれぞれは光軸14を共有するように光軸14に沿って互いに異なる位置に配置されている。ここで、光軸14とは、仮想的に分割レンズ20-1〜20-4のそれぞれが分割前の凸レンズ20としての形状を持っているものとして、分割レンズ20-1〜20-4の分割前の凸レンズ20に相当するそれぞれの光軸を一致させて分割レンズ20-1〜20-4を配置させた場合の光軸を意味する。
【0052】
凸レンズ20は部分的な欠損を生じても、レンズとしての機能は欠損が生じる前と集光される光量が減少する以外本質的な変化はない。従って、仮想的に分割レンズ20-1〜20-4のそれぞれが分割前の凸レンズ20としての形状を持っているものとして決定されるそれぞれの光軸を、ここでは分割レンズ20-1〜20-4のそれぞれの光軸と言うものとする。
【0053】
分割する前の凸レンズ20を色消しレンズ等の色収差補正がされたレンズを利用することで、凸レンズ20の中心を通る直交する2面で分割されて形成される分割レンズ20-1〜20-4はその色収差補正の効果を保持したまま正の屈折力を有するレンズとしての機能が実現される。
【0054】
多焦点光学系を、光ビーム拡張レンズ系34と集光レンズ系38とを備えた構成とすることによって、この多焦点光学系をレーザ加工装置あるいは光ディスクに対する信号の記録再生を行う光学装置等に利用した場合、光ビーム拡張レンズ系34を構成する凸レンズ20の位置を調整することで、集光点を目的とする位置に形成されるように調整することができる。このことは、例えば、詳細は後述するが、集光位置が被加工物の表面、顕微鏡のスライドガラス面、あるいは光ディスク材の表面等、屈折率が変化する平面を通過した後段に設定されている場合、この屈折率が変化する平面によって発生する球面収差に容易に対応できることを意味している。
【0055】
<レーザ加工装置>
第2発明のレーザ加工装置の構成及びその動作についての理解に資するため、図3及び図4を参照して、被加工物の内部の一点に光ビームの集光点を形成させ、被加工物の切断予定ラインに沿ってこの集光点を走査することによってクラック列を形成するレーザ加工装置の基本的構成について説明する。すなわち、ここで説明するレーザ加工装置は、切断予定ラインに沿って被加工物の内部に一列にクラックを形成する機能を有しており、被加工物が薄い場合に利用して好適な装置である。
【0056】
一方、図5及び図6を参照して後に説明する第2発明のレーザ加工装置は、第1発明の多焦点光学系を利用することによって、光ビームを被加工物の内部に深さ方向に沿って複数の位置に集光させ、複数の集光点を同時に走査することによって複数のクラック列を形成する点に特徴があり、図3及び図4に示すレーザ加工装置は、この特徴以外については第2発明のレーザ加工装置とその基本構成は同様である。
【0057】
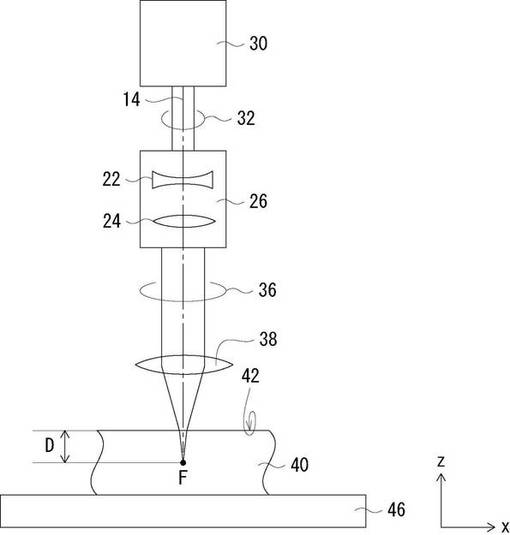
図3に示すように、レーザ加工装置は、被加工物40の内部のFで示す位置に光ビームを集光させることによって、被加工物の切断予定ラインに沿ってFで示す位置を中心とする局所的領域にクラックを形成する。被加工物40はガラス板あるいはシリコン基板等の板状の形状物である。
【0058】
被加工物40はワークステージ46に固定され、このワークステージ46が被加工物の光ビーム入射面42の上下方向をz軸方向として、x軸方向、y軸方向(図示を省略してあるが、x軸方向と直交する方向)、及びz軸方向の各方向に移動可能とされている。ワークステージ46をz軸方向にスライドさせてその位置調整を行うことによって、被加工物の光ビーム入射面42を基準として光ビームの集光位置(Fで示す位置)を適宜設定することができる。また。ワークステージ46をx軸方向あるいはy軸方向に移動させることによって、被加工物40に設定された切断予定ラインに沿ってクラック列が形成される。
【0059】
図3に示すように、レーザ加工装置は、レーザ光源30、光ビーム拡張レンズ系26、及び集光レンズ系38を備えている。レーザ光源30は光ビーム32を出力する。光ビーム拡張レンズ系26は、レーザ光源30から出力される光ビーム32をその出力直径を拡張して光ビーム36を生成して出力する。集光レンズ系38は入力された光ビーム36を集光ビームに形成する。
【0060】
集光レンズ系38から出力される光ビームは、被加工物の光ビーム入射面42からこの被加工物40に入力されて、被加工物40内(Fで示す位置)に集光される。
【0061】
光ビーム拡張レンズ系26は、凹レンズ22と凸レンズ24との組み合わせレンズ系である。凹レンズ22及び凸レンズ24はそれぞれ複数のレンズを組み合わせた組み合わせレンズ系として形成することも可能である。
【0062】
凹レンズ22は、レーザ光源30から出力される光ビーム32を拡散光ビームに変換して出力する。凸レンズ24には凹レンズ22から出力された光ビームが入力され、平行光ビーム、集光ビーム、あるいは拡散光ビームのいずれかの形状となるように調整された光ビーム36を出力する。光ビーム36は、集光レンズ系38によってFと示す位置に集光される。
【0063】
集光レンズ系38から出力される光ビームを被加工物40に入力し、光ビーム入射面42から一定の深さDの位置(Fで示す位置)に集光させるには、例えば、まず光ビーム36の集光点が被加工物の光ビーム入射面42に一致するように、被加工物40が搭載されたワークステージ46をz軸方向に位置調整する。そして、nDだけ光ビーム入射面42をz軸方向に沿って上昇させればよい。ここで、nは被加工物40の屈折率である。
【0064】
このように、集光点が光ビーム入射面42下Dの位置に形成されるように設定したら、被加工物40の切断予定ラインに沿ってこの集光点が走査されるように、被加工物40をワークステージ46によってx軸方向あるいはy軸方向に移動させる。レーザ光源30から光ビーム32が出力される構成とし、このように集光点を走査すれば、被加工物40の切断予定ライン(図3では図示を省略してある)に沿って一列にクラックが並べて形成される。
【0065】
図4(A)〜(D)を参照して、被加工物40を切断する工程について具体的に説明する。図4(A)は光ビーム入射面42側から見た被加工物40の平面図であり、図4(B)は図4(A)のI-I線に沿った断面図であり、図4(C)は図4(A)のII-II線に沿った断面図であり、図4(D)は切断後の被加工物の光ビーム入射面42側から見た平面図である。
【0066】
図4(A)に示すように、被加工物の光ビーム入射面42には、2点破線44-1と44-2とによって規定された切断予定ライン44が設定されている。2点破線44-1と44-2との間隔が、被加工物40に対する切断予定ラインの幅を意味している。従って、Fと示した、集光レンズ系38による光ビームの集光点が2点破線44-1と44-2とによって規定された切断予定ライン44のほぼ中央に形成されるように、被加工物40の位置を図3に示すx軸方向あるいはy軸方向に移動させて調整し、かつ被加工物の光ビーム入射面42に形成されるようにz軸方向を調整する。そして、光ビーム36の集光点が光ビーム入射面42下の予め決められた位置に形成されるようにz軸方向に光ビーム入射面42の位置調整を施す。
【0067】
このように被加工物40の位置を調整した後、光ビームが切断予定ライン44に沿って走査されるように、被加工物40に対して光ビームを相対的に移動させる。これによって、図4(B)及び(C)に示すように、被加工物40の切断予定ラインに沿って光ビーム入射面42下の予め決められた位置に一列にクラックCが並べて形成される。集光点Fを中心としてその周囲の局所的範囲にクラックが形成されるので、図4(B)及び(C)においては、集光点Fを中心として星型に囲ってクラックが形成される局所を示してある。この集光点Fを中心として星型に囲まれた領域が被加工物40の物質構造破壊域あるいは改質領域に相当するので、便宜的にこの領域をクラックCと示すこととする。
【0068】
クラックCが形成されるとこの領域は瞬間的に被加工物の構成物質が瞬間的に膨張する。このことによってクラックCから局部的破断領域C'が伸び出して形成される。クラックCは光ビーム入射面42から等しい深さで一列に並んで形成されるので、図4(B)及び(C)に示すように、局部的破断領域C'は被加工物の厚さの方向に沿って形成され易い。
【0069】
光ビーム入射面42から等しい深さで一列に並んで、図4(B)及び(C)に示すクラックCの列が形成されると、比較的小さな力で被加工物40を2点破線44-1と44-2で画された切断予定ラインに沿って、図4(D)に示すように被加工物40-1及び40-2に分割することができる。このように、光ビームを被加工物40内に集光させることによってクラックCが形成されれば、被加工物40を切断予定ライン44に沿って切断することが可能となる。
【0070】
<第2発明のレーザ加工装置>
図5〜図7を参照して、第2発明のレーザ加工装置の実施形態について説明する。第2発明のレーザ加工装置は、図1及び図2に示す第1発明の多焦点光学系を利用することによって被加工物の内部に深さ方向に沿って複数の位置に集光点を形成させ、この加工物の切断予定ラインに沿って複数の集光点を同時に走査することによって切断ラインを形成する装置である。すなわち、第2発明のレーザ加工装置は、複数の集光点を同時に走査することによって切断ラインを形成する点に特徴がある。
【0071】
図5に示すように、第2発明のレーザ加工装置は、レーザ光源30、光ビーム拡張レンズ系34、集光レンズ系38を備えている。この構成は、基本的に上述の図3を参照して説明したレーザ加工装置と共通する。ただし、図3を参照して説明したレーザ加工装置が備える光ビーム拡張レンズ系26が凹レンズ22と凸レンズ24との組み合わせレンズ系であったのに対して、第2発明のレーザ加工装置の備える光ビーム拡張レンズ系34は、凹レンズ10と、凹レンズ10の後段に配置される凸レンズ20との組み合わせレンズ系である。そして、この凸レンズ20は分割レンズ20-1〜20-4に分割されている。
【0072】
光ビーム拡張レンズ系34は、図5に示すように、鏡筒52に凹レンズ10が取り付けられ、鏡筒56に凸レンズ20(分割レンズ20-1〜20-4)が取り付けられている。そして、鏡筒52に鏡筒56の一部分が挿入されて光軸14に沿って移動可能な形状に形成されている。鏡筒52には鏡筒56を固定するための鏡筒固定ネジ54が取り付けられている。鏡筒56の鏡筒52に対する位置関係を調整した後、この鏡筒固定ネジ54を締め付けることで鏡筒56を鏡筒52に固定することが可能である。
【0073】
図5には、光ビーム拡張レンズ系34が凹レンズ10と凸レンズ20(分割レンズ20-1〜20-4)で構成されている例を示してあるが、このようなレンズの組み合わせに限定されることはない。凹レンズ10及び凸レンズ20を複数枚の組み合わせレンズ系として形成することも可能である。この場合、凸レンズ20を構成する複数枚のレンズの内どのレンズを分割するかは任意である。分割するレンズとして、できるだけその口径が大きいレンズを選択すれば加工しやすい。
【0074】
また、集光レンズ系38は、鏡筒70に凹レンズ72-1、凸レンズ72-2及び72-3の合計3枚の集光レンズ群72が取り付けられて構成されている。ここでは、集光レンズ系38を3枚のレンズからなる組み合わせレンズ系としてあるが、集光レンズ系38をどのようなレンズを何枚組み合わせて構成するかは、任意である。
【0075】
第2発明のレーザ加工装置は、第1発明の多焦点光学系を備えて構成されるレーザ加工装置であり、図1を参照して説明したように、集光レンズ系38から出力される光ビームは光軸14上のそれぞれ異なる位置に集光される。すなわち、集光レンズ系38から出力される光ビームは、被加工物の光ビーム入射面42からこの被加工物40に入力されて、被加工物40内の複数の位置に集光される。このように、光ビームが複数の位置に集光されるために、分割レンズ20-1〜20-4のそれぞれから出力される光ビーム36は、平行光ビームではなく、集光ビームあるいは拡散光ビームとなるように調整されている。
【0076】
集光レンズ系38から出力される光ビームを被加工物40に入力し、光ビーム入射面42から一定の深さの複数の位置にそれぞれに集光させるには、例えば、集光レンズ系38の後ろ側主点から最も離れた位置に形成される集光点が被加工物の光ビーム入射面42に一致するように、被加工物40が搭載されたワークステージをz軸方向に位置調整する。続いてこの集光点を、形成したい光ビーム入射面42下Dの位置に設定すべく、凸レンズ20(分割レンズ20-1〜20-4)を光軸14に沿ってz軸方向に動かして凹レンズ10からの距離を調整すればよい。図5では、ワークステージ及び被加工物40内に形成される集光点Dの位置については図示を省略してある。
【0077】
集光レンズ系38の後ろ側主点から最も離れた位置に形成される集光点が光ビーム入射面42下Dの位置に形成されるように設定したら、被加工物40の切断予定ラインに沿ってこれらの複数の集光点を同時に走査されるように、被加工物40をx軸方向あるいはy軸方向(x軸方向と直交する方向)に移動させる。レーザ光源30から光ビームが出力される構成とし、このように集光点を走査すれば、光ビームの1回の走査で被加工物40の切断予定ラインに沿って被加工物の厚み方向に複数列にクラックが並べて形成される。
【0078】
図6(A)〜(D)を参照して、被加工物40を切断する工程について具体的に説明する。図6(A)は光ビーム入射面42側から見た被加工物の平面図であり、図6(B)は図6(A)のI-I線に沿った断面図であり、図6(C)は図6(A)のII-II線に沿った断面図であり、図6(D)は切断後の被加工物の光ビーム入射面42側から見た平面図である。
【0079】
図6(A)に示すように、被加工物の光ビーム入射面42には、2点破線44-1と44-2とによって規定された切断予定ライン44が設定されている。上述のように被加工物40の位置を調整した後、光ビームが切断予定ライン44に沿って走査されるように、被加工物40に対して光ビームを相対的に移動させる。こうすることによって、図6(B)及び(C)に示すように、被加工物40の切断予定ライン44に沿って光ビーム入射面42下の予め決められた位置に複数列にクラックが並べて形成される。
【0080】
図6(A)〜(D)に示す例では、凸レンズ20は2つに等分割された分割レンズ20-1と20-2として形成されている多焦点光学系を備えたレーザ加工装置による加工例を示している。あるいは、凸レンズ20は4つに等分割された分割レンズ20-1〜20-4として形成されている多焦点光学系と、後述する遮光板を更に備えたレーザ加工装置によって、この遮光板で集光点が2箇所に形成されるように調整された状態で加工された加工例を示している。
【0081】
図6(B)及び(C)に示すように、被加工物40の深さ方向に沿った2箇所に集光点が形成されている。それぞれの集光点を中心として、その周囲の局所的範囲にクラックが形成されるので、図6(B)及び(C)においては、集光点F1、F2を中心として星型に囲ってクラックが形成される局所を示してある。集光点F1、F2をそれぞれ中心として星型に囲まれた領域が被加工物40の物質構造破壊域あるいは改質領域に相当するので、便宜的にこれらの領域をクラックC1、C2と示すこととする。
【0082】
クラックC1、C2が形成されるとこの領域は被加工物40の構成物質が瞬間的に膨張する。このことによってクラックC1、C2から局部的破断領域C'が伸び出して形成される。クラックC1、C2は光ビーム入射面42からそれぞれ等しい深さで一列に並んで形成されるので、図6(B)及び(C)に示すように、局部的破断領域C'は被加工物40の厚さの方向に沿って形成され易い。
【0083】
光ビーム入射面42からそれぞれ等しい深さで一列に並んで、図6(B)及び(C)に示すクラックC1、C2の列が形成されると、比較的小さな力で被加工物40を2点破線44-1と44-2で画された切断予定ライン44に沿って、図6(D)に示すように被加工物40-1及び40-2に分割することができる。このように、光ビームを被加工物40内に集光させることによってクラックC1、C2が形成されれば、被加工物40が厚い素材である場合でも、切断予定ライン44に沿って切断することが可能となる。
【0084】
上述したように、第2発明のレーザ加工装置が備える多焦点光学系の光ビーム拡張レンズ系34を構成する凸レンズ20が分割レンズ20-1〜20-4の4つに分割されている場合であっても、被加工物40の深さ方向に沿った2箇所に集光点を形成することが可能である。このように、集光点の個数を調整するために、第2発明のレーザ加工装置は、光ビーム拡張レンズ系34と集光レンズ系38との間に遮光板60が挿入される。
【0085】
<遮光板>
図7(A)〜(C)を参照して、遮光板60について説明する。図7(A)〜(C)に示すように、遮光板60は、上述の分割レンズ20-1〜20-4のいずれかを通過した光ビームを選択的に透過させるように、円形のプレートを扇形にくり貫いて形成される。例えば、図7(A)に示す遮光板は分割レンズ20-1〜20-4のいずれか一つを通過した光ビームを選択的に透過させるように、円形プレートを頂角が90度である扇型にくり貫いて形成されている。同様に図7(B)に示す遮光板は分割レンズ20-1〜20-4のいずれか二つを通過した光ビームを選択的に透過させるように、図7(C)に示す遮光板は分割レンズ20-1〜20-4のいずれか三つを通過した光ビームを選択的に透過させるように、それぞれ頂角が180度及び270度である扇型にくり貫いて形成されている。
【0086】
光ビーム拡張レンズ系34と集光レンズ系38との間に、図7(A)に示す遮光板を挿入すれば、被加工物40内の1箇所に集光点を形成することが可能である。同様に、図7(B)に示す遮光板を挿入すれば被加工物40内の深さ方向に沿った2箇所に集光点を形成することが可能であり、図7(C)に示す遮光板を挿入すれば被加工物40内の深さ方向に沿った3箇所に集光点を形成することが可能である。また、光ビーム拡張レンズ系34と集光レンズ系38との間に遮光板60を挿入しなければ、被加工物40内の深さ方向に沿った4箇所に集光点を形成することが可能である。
【0087】
以上説明した様に、遮光板60のくり貫き部分(貫通部)の形状は、光ビーム拡張レンズ系34を構成する凸レンズ20を幾つの分割レンズに分割するかによって決定される。上述のように、凸レンズ20を4つの分割レンズ20-1〜20-4に分割して構成する場合には、最小面積のくり貫き部分の形状を頂角が90度である扇型とすればよい。
【0088】
一般に、Nを2以上の整数として、凸レンズ20をN個の分割レンズ20-1〜20-Nに分割して構成する場合には、最小面積のくり貫き部分の形状を頂角が360/N度である扇型とすればよい。このように(N-1)種類の遮光板を用意して適宜選択して利用することによって、遮光板60を光ビーム拡張レンズ系34と集光レンズ系38との間に挿入しない場合を含めて、1枚ないし複数枚の遮光板を選択して挿入することによって、被加工物40内の深さ方向に沿った1〜N箇所を任意に選択して集光点を形成することが可能である。
【0089】
遮光板60のくり貫き部分は、上述したように円形プレートを扇形にくり貫いて形成することができるが、くり貫く部分の形状は扇形に限定されることはない。例えば、円形プレートの中心から一定距離の円周上に小さな円形のくり貫き部分を1つ又は複数個を等間隔に並べて形成する等、くり貫き部分の形状は任意に決定できる。
【0090】
<レーザ加工装置が備える多焦点光学系の収差>
上述したように、光ビーム拡張レンズ系34を構成する正の屈折力を有するレンズ系(凸レンズ20-1〜20-4)を光軸方向に沿って移動させて負の屈折力を有するレンズ系(凹レンズ10)に対する距離を調整することで、集光点が被加工物40の内部の目的とする位置に形成されるように調整することができる。このような調整手法をとることによって、被加工物40内に形成される集光点の形状を規定する球面収差の程度を任意に制御することが可能となる。この点につき図8〜図11を参照して説明する。
【0091】
まず、図8を参照して、光ビーム拡張レンズ系34、集光レンズ系38、及び被加工物の光ビーム入射面42によって発生する球面収差について説明する。これらの光学系及び光ビームの入射面42でそれぞれ発生する球面収差がそれぞれ互いに打ち消しあうように加算されれば、被加工物内40内の集光点Fのボケ(収差による光強度分布の広がり)の大きさが小さくなる。被加工物40内の集光点Fのボケの大きさを小さくすることによって、カーフロス領域の幅が狭い好適な切断が実現される。
【0092】
光ビーム拡張レンズ系34及び集光レンズ系38が共有する光軸100に対して、光ビーム拡張レンズ系34及び集光レンズ系38を構成するそれぞれのレンズのレンズ面と被加工物の光ビーム入射面42との関係は、図8に示すように模式的に示すことができる。図8では、光ビームの光線102の通過点を追跡するように示してある。すなわち、光ビーム拡張レンズ系34を構成するレンズ群の光ビームの入射端に配置されるレンズのレンズ面S1の通過点をP1で示し、光ビーム拡張レンズ系34を構成するレンズ群の任意のレンズのレンズ面Siを代表しこのレンズ面の通過点をPiで示してある(iは2以上の整数である)。
【0093】
また、集光レンズ系38を構成するレンズ群の任意のレンズのレンズ面を代表しこのレンズ面Sjの通過点をPjで示し、これより後段に配置されるレンズのレンズ面Skの通過点をPkで示してある(j及びkはそれぞれ3以上の整数であり、かつ、j<kある)。そして、被加工物の光ビーム入射面42の通過点をPnで示してある(nは4以上の整数である)。
【0094】
屈折面であるレンズ表面及び被加工物の光ビーム入射面のそれぞれに入射する光ビームの光線を識別するために、入射面に対応させて付した面番号をハイフンで区切って示してある。例えば、光ビーム拡張レンズ系34を構成するレンズ群の光ビームの入射端に配置されるレンズのレンズ面S1への入射光ビームの光線を102-1と示し、またこのレンズ面から数えてj番目の屈折面Sjへの入射光ビームの光線を102-jと示してある。
【0095】
光ビームが屈折面を通過するごとに球面収差が発生する。この球面収差は、屈折面の形状及びこの屈折面を挟む両側の屈折率に依存する。凹レンズ及び凸レンズはそれぞれ2枚の屈折面に囲まれて形成されており、1枚目の屈折面は空気とレンズの構成材(一般に光学ガラス)との境界面であり、2枚目の屈折面はレンズの構成材と空気との境界面である。単一のレンズあるいはレンズ系は、複数の屈折面によって規定されていることになる。従って、単一のレンズあるいはレンズ系等の光学系で発生する球面収差は、これらの光学系を規定する屈折面のそれぞれで発生する球面収差の総和として現れる。
【0096】
一般に、負の屈折力をもつレンズ系で発生する球面収差の値と、正の屈折力を持つレンズ系で発生する球面収差の値とは、互いにその絶対値はほぼ等しく符号が正負反対である。すなわち、凹レンズを規定する2枚の屈折面あるいは負の屈折力をもつ組み合わせレンズ系を規定する偶数枚の屈折面のそれぞれで発生する球面収差の総和と、凸レンズを規定する2枚の屈折面あるいは正の屈折力をもつ組み合わせレンズ系を規定する偶数枚の屈折面のそれぞれで発生する球面収差の総和とは互いに相殺する関係にある。
【0097】
屈折面Sj及びSkを含む集光レンズ系38は、正の屈折力を有するレンズ系である。また、被加工物の光ビーム入射面42(屈折面を示す一連の識別符号ではSnに相当する)は平面であれば、負の屈折力を有するレンズ系として扱うことができる。これは、被加工物の光ビーム入射面42に集光ビームが垂直に入射されると、この集光ビームの光線は光ビーム入射面42によって屈折し集光の度合いが弱まる(平行光束に近づく)からである。すなわち、被加工物の光ビーム入射面42に入射する集光ビームは、凹レンズに入射されたことによって受ける効果に相当する効果が、被加工物の光ビーム入射面42によってもたらされるからである。
【0098】
また、上述したように、集光レンズ系38から出力され被加工物40の内部で複数箇所に集光点を形成させるようにするため、光ビーム拡張レンズ系34から出力された光ビーム36は集光ビームあるいは拡散光ビームとなるように調整されている。すなわち、被加工物の光ビーム入射面42が平面あるいは凹面である場合は光ビーム拡張レンズ系34から出力された光ビーム36を集光ビームに調整されており、被加工物の光ビーム入射面42が凸面である場合は光ビーム拡張レンズ系34から出力された光ビーム36を集光ビームあるいは拡散光ビームとなるように調整されている。
【0099】
言い換えると、被加工物の光ビーム入射面42が平面あるいは凹面である場合は、レーザ加工装置が備える多焦点光学系の球面収差を論ずるに当っては、この光ビーム入射面42は負の屈折力を有するレンズ系であると見なすことができるので、この光ビーム入射面42で発生する球面収差を相殺するには、光ビーム拡張レンズ系34を正の屈折力を有するレンズ系として機能させるのが好適である。一方、被加工物の光ビーム入射面42が凸面である場合は、この曲率が十分小さい場合は負の屈折力を有するレンズ系と見なせ、この曲率が十分大きければ正の屈折力を有するレンズ系と見なせるため、被加工物の光ビーム入射面42の極率の大きさに応じて、光ビーム拡張レンズ系34を正または負の屈折力を有するレンズ系として機能させることが好適である。
【0100】
また、光ビーム拡張レンズ系34、集光レンズ系38、及び被加工物の光ビーム入射面42を光ビームが通過することで発生する球面収差の値は、凸レンズ20(分割レンズ20-1〜20-4の組)を光軸14に沿って動かして、凹レンズ10からの距離を変化させることによっても変化する。
【0101】
この性質を積極的に利用して集光点の位置を調整する手法について説明する前に、図9を参照して、分割レンズ20-1〜20-4の配置される位置の相違が発生する球面収差に与える影響について吟味しておく。図9に示すように、光ビーム拡張レンズ系34を構成する凸レンズ20は分割レンズ20-1〜20-4に4分割されてそれぞれ光軸14を共有するように光軸14に沿って異なる位置に配置されている。
【0102】
図9には、光ビーム拡張レンズ系34を構成するレンズ群の凸レンズ面を規定する屈折面Sq及びSq+1、及び屈折面Sq'及びSq+1'を代表して示してある。例えば、屈折面Sq及びSq+1で規定される分割レンズを20-4とし、屈折面Sq'及びSq+1'で規定される分割レンズを20-1とした場合、分割レンズ20-4と分割レンズ20-1とは異なる位置に配置されているので、屈折面Sq及びSq+1、及び屈折面Sq'及びSq+1'に起因して発生する球面収差のそれぞれが、被加工物40内に形成される集光点の形状に与える効果は異なる。
【0103】
しかしながら、分割レンズ間の配置間隔は、被加工物40内に形成される複数の集光点の隣り合う間隔とほぼ等しく、数μメートルから数十ミクロンメートル程度である。これに対して、光ビーム拡張レンズ系34と集光レンズ系38、及び被加工物の光ビーム入射面42の配置間隔は、少なくとも数ミリメートル程度であるので、分割レンズ間の配置間隔に比べて十分大きい。すなわち、屈折面Sq及びSq+1と屈折面Sq'及びSq+1'とが互いに光軸に対して異なる位置に配置されていることに起因して発生する球面収差の差は、光ビーム拡張レンズ系34及び集光レンズ系38から発生する球面収差の総和に比べて十分小さく無視できる程度である。
【0104】
凸レンズ20の凹レンズ10からの距離を変化させることによって発生する球面収差の値を調整できるという性質を積極的に利用して被加工物40の内部に集光点を形成するに当り、以下に提示する第1あるいは第2の手法を適宜適用すれば、球面収差の大きさが制御可能となることを、第1と第2のシミュレーション結果を比較することによって説明する。
【0105】
第1の手法は、集光レンズ系及び被加工物の光ビーム入射面の少なくとも一方の位置調整をして集光点が被加工物内の所望の位置に形成されるように調整するという手法である。第2の手法は、集光点が被加工物の光ビーム入射面を基準として決められた任意の位置に形成されるように集光レンズ系及び被加工物の光ビーム入射面の少なくとも一方の位置調整をし、その後で凸レンズを動かしてこの集光点が被加工物内の所望の位置に形成されるように微調整するという手法である。
【0106】
第1のシミュレーション結果は、第1の手法を用いた場合に得られる集光点に対する球面収差の大きさについての結果である。第2のシミュレーション結果は、被加工物の光ビーム入射面42を基準として決められた任意の位置を光ビーム入射面42そのものの位置として設定して第2の手法を用いた場合に得られる、集光点に対する球面収差の大きさについて得られた結果である。
【0107】
図10(A)及び(B)、図11(A)及び(B)は、それぞれ第1及び第2のシミュレーション結果を示す図であり、被加工物40内に形成される集光点の形状を決める要因である球面収差及びこの集光点の形状を示す図である。
【0108】
すなわち、図10(A)及び(B)は、集光レンズ系38及び被加工物の光ビーム入射面42の少なくとも一方の位置調整をして光ビームの集光点が被加工物の光ビーム入射面42に形成されるように調整した場合に発生する球面収差及び集光点の大きさについて示している。また、図11(A)及び(B)は、集光レンズ系38及び被加工物の光ビーム入射面42の少なくとも一方の位置調整をして光ビームの集光点が被加工物の光ビーム入射面42に形成されるように調整した後、凸レンズ20を光軸14に沿って動かして集光点が形成される位置を微調整して被加工物の光ビーム入射面42下500μmの位置に形成された場合に発生する球面収差及び集光点の大きさについて示している。
【0109】
なお、ここでは、凸レンズ20は分割されていない単一のレンズであるものとしてシミュレーション評価を行った。上述したように、分割レンズ間の配置間隔は、光ビーム拡張レンズ系34と集光レンズ系38、及び被加工物の光ビーム入射面42の配置間隔に比べて十分小さいので、凸レンズ20を単一のレンズであると仮定してシミュレーションを行っても、結果に本質的な影響は生じない。
【0110】
また、このシミュレーションでは、以下のように仮定した。レーザ光源30から出力される光ビーム32は、TE00基本モードのガウス光束であると仮定した。すなわち、強度分布がガウス関数で与えられ、かつ略平行な光ビームであるとした。光ビームの半径をこの光ビームの中心の光強度がe-2(eは自然対数の底である)に減少する位置の中心からの距離と定義し、光ビーム32の直径を3mmと仮定した。
【0111】
光ビーム拡張レンズ系34を、アフォーカル系のレンズ系であるとし、レーザ光源30から出力される光ビーム32が光ビーム拡張レンズ系34によって、その直径が7mmの光ビーム(光ビーム36)に整形され、集光レンズ系38に入力されるものと仮定した。第2発明のレーザ加工装置においては、光ビーム拡張レンズ系34から出力される光ビームは集光ビームあるいは拡散光ビームのいずれかの形状であるが、これらの光ビームは極めて平行光ビームに近い形状であるので、光ビーム拡張レンズ系34をアフォーカル系のレンズ系であると仮定しても、シミュレーション結果に本質的な影響は生じない。
【0112】
また、集光レンズ系38をレンズ開口比(NA: Numerical Aperture)が0.35で倍率が20倍である対物レンズであると仮定した。更に、被加工物40を屈折率が1.45である石英ガラス製の平行平板であると仮定した。従って、被加工物の光ビーム入射面42は平面である。
【0113】
図10(A)及び図11(A)において、縦軸は集光レンズ系38から出力される光ビームを構成する光線の光軸からの距離をmm単位で目盛って示してあり、横軸は光ビームを構成する光線と光軸との交点である集光位置を示している。すなわち、横軸は光ビームを構成する光線の光軸からの距離に依存して集光位置が異なるいわゆる球面収差を示している。
【0114】
図10(B)及び図11(B)は被加工物の光ビーム入射面42から500μmの位置に形成される集光点の光強度分布の広がり大きさを示している。図10(B)及び図11(B)に示す集光点は、光強度の等しいところを連ねた等強度線で示してあり、最も外側の円で示す等強度線は、集光点の中心の光強度を1とした場合に光強度がe-2となる等強度線である。
【0115】
図10(A)に示す球面収差は光軸からの距離1.75mmで最大で、その大きさは8μmである。一方、図11(A)に示す球面収差は最大でもその大きさは3.1μmである。また、図10(B)に示す集光点の大きさと図11(B)に示す集光点の大きさとを比較すると、明らかに図11(B)に示す集光点の大きさが小さい。これらのシミュレーション結果から、凸レンズ20を光軸14に沿って動かして凹レンズ10からの距離を調整してこの集光点が被加工物40内の所望の位置に形成されるように調整するという手法をとることによって、被加工物40内に形成される集光点に対する球面収差の大きさを効果的に低減することが可能となることが示された。
【0116】
第2発明のレーザ加工装置において、上述したように、凸レンズ20(分割レンズ20-1〜20-4の組)の位置を調整して集光点を被加工物40内の所望の位置に形成されるように調整する第2の手法をとれば、第1の手法をとった場合に比べて球面収差を小さくできる。これは、集光点を被加工物40内に第1の手法によって形成する場合、光ビーム拡張レンズ系34と集光レンズ系38とで構成される集光光学系で発生する球面収差を、被加工物の光ビーム入射面42の形状及び集光点が形成される位置に対応させて調整することができないのに対して、第2の手法によれば集光光学系で発生する球面収差を調整できることに起因している。
【0117】
ただし被加工物40内に形成される集光点の大きさは必ずしも最小になるように調整することが必要とされるとは限らない。例えば、被加工物の物理的な性質等によって、カーフロス領域の幅を広く設定したほうが好都合である場合もあり得る。このような場合には、上述したように、集光点のいずれか一つが被加工物の光ビーム入射面42を基準として決められた任意の位置に形成されるように集光レンズ系38の位置を調整し、その後で凸レンズ20を動かしてこの集光点が被加工物40内の所望の位置に形成されるように微調整するという手法をとればよい。このような手法をとれば、光ビーム入射面42を基準として決められた任意の位置を適宜設定することで、被加工物40内に形成される集光点の大きさを任意に設定することが可能となる。
【0118】
このように、被加工物40内に形成される集光点の大きさを自在に決定できるという効果は、第2発明のレーザ加工装置が備える多焦点光学系の分割レンズ20-1〜20-4の組が、光軸に沿って凹レンズ10からの距離を調整することが可能とされていることによって得られるものである。
【符号の説明】
【0119】
10、22、72-1:凹レンズ
14、100:光軸
20、24、72-2、72-3:凸レンズ
20-1〜20-4:分割レンズ
26、34:光ビーム拡張レンズ系
30:レーザ光源
32、36:光ビーム
38:集光レンズ系
40、40-1、40-2:被加工物
42:被加工物の光ビーム入射面
44:切断予定ライン
46:ワークステージ
52、56、70:鏡筒
54:鏡筒固定ネジ
60:遮光板
72:集光レンズ群
102:レーザ光ビームの光線
【技術分野】
【0001】
この発明は、光ビームを複数の位置に集光させる多焦点光学系、及びこの多焦点光学系を備えたレーザ加工装置に関する。
【背景技術】
【0002】
近年、レーザ光ビームを照射し被加工物を加工するレーザ加工装置が、エレクトロニクスやフォトニクスを支える各種デバイスを製造する工程で盛んに利用されている。この種のレーザ加工装置の代表例は、被加工物を切断加工するレーザ加工装置である。
【0003】
このレーザ加工装置は、レンズ光学系によって板状の被加工物の内部にレーザ光ビームを集光させて、集光部分にクラック(crack)を形成させる。そして、被加工物に対してレーザ光ビームを相対的に移動させることによって被加工物の内部にクラック列を形成する。このようなクラック列が形成されるとクラック列を形成するそれぞれのクラックを起点にして厚さ方向に沿って割れ目が形成される。このように加工された被加工物に、応力を加えるとこの切断予定ライン(reserve for cutting line)に沿って切断される。
【0004】
被加工物を切断加工するレーザ加工装置は、これまでに複数提案されている(例えば、特許文献1〜7参照)。これらのレーザ加工装置による切断加工において、形成される上述のクラックの形態を決定する要因の一つは、当該加工装置が備えるレーザ光源の出力光ビームを被加工物に導くレンズ系の集光特性である。
【0005】
レーザ加工装置によって被加工物を切断するに当り、被加工物が薄い場合はレーザ光ビームを十分に集光できれば、いわゆる「切りしろ」と称される材料損失(カーフロス:kerf loss)領域の幅が狭く限定されて好適な切断が実現される。すなわち、被加工物が薄い場合は特許文献1に開示されたレーザ加工装置を利用することが好適である。しかしながら、被加工物が厚くなると切断予定ラインに沿って一列にクラックを並べて形成するだけでは応力を加えても深さ方向に沿った割れ目が生じ難く切断が困難になる。
【0006】
そこで、複数のクラック列を切断予定ラインに沿って被加工物の厚み方向に並べて形成することによって、切断ラインを形成する手法が取られる。この手法の1つとして、レーザ光ビームを被加工物の厚み方向に沿って複数箇所に集光させ、レーザ光ビームを1回走査する手法がある。ただし、この手法で形成される切断ラインは、集光レンズ系に特段の工夫を施さなければ、被加工物の表面から浅い位置に形成されるクラック列の形状と深い位置に形成されるクラック列の形状とが異なり、カーフロス領域の幅が広くなる等の不都合が生じる。
【0007】
また、レーザ光ビームの1回の走査ごとに被加工物の表面からの深さが異なる位置にクラック列が形成されるようにし、複数回レーザ光ビームを走査することによって切断ラインを形成する手法がある。この手法では、走査の回数に比例する時間を要する。
【0008】
以上のことに鑑み、レーザ光源の出力光ビームを被加工物に導くレンズ系に特段の工夫を施し、被加工物の厚み方向に複数のクラック列が並ぶ切断ラインを、レーザ光ビームの1回の走査によって形成することを可能としたレーザ加工装置が開示されている。
【0009】
例えば、レーザ光源の出力光ビームを被加工物に導くレンズ系を、互いに波長の異なる2つのレーザ光ビームを一つの対物レンズで被加工物内の深さの異なる位置にそれぞれ集光させる構成とし、レーザ光ビームの1回の走査で切断予定ラインに沿って被加工物の厚み方向に2列にクラックを形成するレーザ加工装置が開示されている(特許文献2参照)。
【0010】
更に、焦点距離の異なる複数の部分レンズの複合体として形成された1枚のレンズを用いることによって、切断予定ラインに沿って被加工物の厚み方向の複数箇所に集光させる機能を持たせたレーザ加工装置も開示されている(特許文献3〜5参照)。このようなレンズ系を利用することによってレーザ光ビームの1回の走査で切断予定ラインに沿って被加工物の厚み方向に複数のクラック列が形成される。
【0011】
特許文献2〜5に開示されたレーザ加工装置によれば、被加工物の表面から浅い位置に形成されるクラック列と深い位置に形成されるクラック列とはほぼ同一形状に形成される。
【0012】
また、サファイア等の透明誘電体材料基板を切断するレーザ加工装置であって、切断予定ラインからの逸脱が少なくカーフロス領域の幅が狭い精密なダイシングを達成するために、鋭利な損傷溝を刻む(スクライビングする)ことを特徴とするレーザ加工装置が開示されている(特許文献6参照)。このレーザ加工装置は、凹型シリンドリカルレンズと凸型シリンドリカルレンズを用いて非点収差光学系を形成し、この非点収差光学系によって4面体型集光スポットを形成できる多焦点光学系が利用されている。この多焦点光学系によって形成される4面体型集光スポットによって鋭利なV字型損傷溝(V字型クラック)が形成される。
【0013】
更に、集光レンズ系の前段にレーザ光ビームを伝播方向の異なる複数の光ビームに分割させ、あるいは拡がり角の異なる複数の光ビームに分割させる光学系を配置し、この複数の光ビームを集光レンズ系によってそれぞれ異なる位置に集光させて、被加工物の内部に複数のクラックからなるクラック群を形成させるレーザ加工装置が開示されている(特許文献7参照)。このレーザ加工装置によれば、被加工物の表面から深さ方向に離れた平行な面上に複数のクラックが形成され、あるいは深さ方向に沿って並ぶ複数のクラックが形成される。そしてこれらのクラックは、意図的にその大きさ及び形状が互いに異なるように形成することが可能とされている。すなわち、所望の方向に沿った割れ目が形成されるように割れ目の形成方向を誘導できるクラック群を適宜形成することが可能とされている。
【0014】
以上説明した様に、レーザ光ビームによって被加工物の切断加工をするレーザ加工装置においては、レーザ光源の出力光ビームを被加工物に導くレンズ系を工夫することによって、好適な切断加工を実現させるためのクラックを形成している。
【0015】
更に、多焦点光学系は、上述のレーザ加工装置に利用される以外に、光ディスクに対する信号の記録再生を行う光学装置にも利用される(例えば特許文献8参照)。この光学装置は、多焦点光学系を用いることによって、厚みの異なる複数種の光ディスクのそれぞれに対して良好な信号の記録再生機能を実現しつつ、製造、検査のコスト低減が図られている。このように、多焦点光学系はレーザ加工装置以外にも複数の応用分野を有している。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特許第3683580号公報
【特許文献2】特開2004−337903号公報
【特許文献3】特開平10−128569号公報
【特許文献4】特開2000−5892号公報
【特許文献5】特開2010−167449号公報
【特許文献6】特開2007−21548号公報
【特許文献7】特開2011−56544号公報
【特許文献8】特開2000−214383号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
特許文献2に開示されたレーザ加工装置は、2つのレーザ光ビーム径をそれぞれ拡張する光学系と、2本の光ビームを1本化して1つの集光レンズに入力させる光学系とを備えている。そのため、レーザ光ビームを被加工物に入力するまでに要する光学系が複雑であり、また装置そのものが大型化する。
【0018】
また、特許文献3〜5に開示された被加工物内の深さの異なる位置にそれぞれに集光させる構成のレーザ加工装置にあっては、集光レンズそのものが部分的に相異なる曲率を持つ屈折曲面を有する複雑な形状のレンズであるため、当該集光レンズの作製には特別な技術が必要とされる。また、集光レンズが複雑な形状であることから、色収差(chromatic aberration)補正を相異なる曲率を持つ屈折曲面を有する部分ごとに行う必要があり、このような複雑な形状のレンズに対して色収差補正を効果的に行うことは難しい。レーザ光といえどもその波長スペクトルは有限の波長帯域幅を有しており、微小領域に効果的に集光させるには、集光レンズの色収差を効果的に除去することが必要とされる。
【0019】
また、特許文献3には、多焦点光学系を構成するレンズの1枚を複数の分割レンズに分割し、それぞれの分割レンズを共軸光学系となるように光軸に沿って異なる位置に配置する構成について言及されているが、球面収差を効果的に除去するための機能についての考慮はされていない。ここで、球面収差とは、レンズへ入力される光線の光軸からの距離に依存して集光位置(光軸と交差する位置)が異なる、いわゆる縦の球面収差(lateral spherical aberration)を意味する。
【0020】
多焦点光学系は、上述したようにレーザ加工以外にも光ディスクに対する信号の記録再生を行う光学装置等にも利用される。これら多焦点光学系が応用され利用される技術分野にあっては、共通して、所望の狭い領域に効果的に光ビームを集光させることが要請される。このためには、集光領域が広がる原因である色収差及び球面収差(以後、色収差及び球面収差の両者を意味する場合は単に収差ということもある)を効果的に除去することが必要となる。
【0021】
更に、レーザ光ビームを、被加工物の内部に深さ方向に沿って複数の位置に集光させ、複数の集光点を同時に走査することによって切断ラインを形成するレーザ加工装置に装着される多焦点光学系は、表面から深い位置に集光するレーザ光ビームが、この集光位置に対してより近い位置に形成されるクラックによって散乱されないように集光されることが要請される。
【0022】
これは、被加工物の表面から浅い位置に形成されたクラックによって光が散乱されることによって、このクラックより深い位置に集光されるはずの光が集光しにくくなるからである。すなわち、浅い位置に形成されたクラックによる散乱を受けることによって、より深い位置に形成されるべきクラックが形成されず、あるいは予定より広くクラック領域が形成されるという不都合が生じるからである。
【0023】
以上説明したように、小型でかつ簡便な構成で収差が十分に除去された多焦点光学系であれば、加工装置のみならず上述した光ディスクに対する信号の記録再生を行う光学装置等の分野に広く利用可能となる。また、被加工物等の光ビームを入射させる対象物の表面から近い位置に形成される集光点を通過しない光ビームのみで、この集光位置に対してより深い位置に集光点が形成される多焦点光学系が実現されれば、切断等のレーザ加工を行う装置に利用して好適な多焦点光学系となる。
【課題を解決するための手段】
【0024】
この発明者は、多焦点光学系を構成するレンズのうちの1枚を複数の分割レンズに分割し、それぞれの分割レンズを共軸光学系となるように光軸に沿って異なる位置に配置することで、上述の課題が解決することに思い至った。すなわち、この分割レンズは分割されてもそれぞれレンズとしての機能を果すので、これらの分割レンズを光軸に沿って異なる位置に共軸光学系をなすように配置すれば光軸上の異なる位置に集光点が形成される多焦点光学系が実現されることに注目した。
【0025】
更に、多焦点光学系を光ビーム拡張レンズ系と集光レンズ系とで構成し、光ビーム拡張レンズ系を構成するいずれかのレンズを2つ以上の分割レンズに分割することとすれば、この多焦点光学系の球面収差を効果的に除去することが可能であることを突き止めた。
【0026】
そこで、この発明の要旨によれば、以下の多焦点光学系及びこの多焦点光学系を備えるレーザ加工装置が提供される。
【0027】
第1発明の多焦点光学系は、光ビームが入力される側に配置されこの光ビームの直径を拡張する光ビーム拡張レンズ系と、光ビーム拡張レンズ系の後段にこの光ビーム拡張レンズ系の光軸を共有するように配置される集光レンズ系とを備えている。
【0028】
光ビーム拡張レンズ系は、光ビームが入力される側に配置される負の屈折力を有するレンズ系と、この負の屈折力を有するレンズ系の後段に配置される正の屈折力を有するレンズ系との組み合わせレンズ系である。負の屈折力を有するレンズ系から出力された光ビームは正の屈折力を有するレンズ系に入力されるように両レンズ群は配置されている。そして、光ビーム拡張レンズ系を構成するレンズのいずれかのレンズが2つ以上の分割レンズに分割されており、分割レンズのそれぞれは、光軸を共有するようにこの光軸に沿って互いに異なる位置に配置され分割レンズの組として構成されている。
【0029】
ここで、負の屈折力を有するレンズ系は1枚の凹レンズとして構成することが可能であり、正の屈折力を有するレンズ系も1枚の凸レンズとして構成することが可能である。この凸レンズが2つ以上の分割レンズに分割されている。
【0030】
また、分割レンズの組は、光軸に沿って移動させることが可能とされていることが好適である。
【0031】
第2発明のレーザ加工装置の基本的構成は、上述の第1発明の多焦点光学系を備え、この多焦点光学系に光ビームを入力することによって光ビームを被加工物の内部に深さ方向に沿って複数の位置に集光点として形成させる構成とされている。すなわち、このレーザ加工装置は、被加工物の内部に深さ方向に沿って複数の位置に集光点を形成させ、この被加工物の切断予定ラインに沿って複数のこの集光点を同時に走査することによって切断ラインを形成する装置である。
【0032】
第2発明のレーザ加工装置に搭載される多焦点光学系を構成する分割レンズの組は、被加工物の内部に深さ方向に沿って形成されるクラックの内、この被加工物の表面から深い位置に集光する光ビームが、この深い位置より表面に近い位置に形成されるクラックによって散乱されることがないように、このクラックを避けて通るように、互いに配置するのが好適である。
【発明の効果】
【0033】
第1発明の多焦点光学系によれば、正の屈折力を有するレンズ系を構成するレンズのいずれかのレンズが2つ以上の分割レンズに分割され、これらの分割レンズは共軸光学系を構成するよう配置されている。従って、分割するレンズとして色消しレンズ等の色収差補正がされたレンズを利用することで、分割レンズはその色収差補正の効果を保持したまま集光レンズとしての機能が実現される。
【0034】
すなわち、焦点距離が異なる複数の領域をつなぎ合わせて構成される集光レンズを形成するには、焦点距離が異なる複数のそれぞれの領域に対して色収差補正をする必要がある。これに対して、第1発明の多焦点光学系によれば分割する1枚のレンズに対して色収差補正をすればよいので、格段に容易に色収差補正がされた多焦点光学系が実現される。
【0035】
また、分割レンズの組を、光軸に沿って移動して負の屈折力を有するレンズ系からの距離を調整することが可能な構成とすることによって、この第1発明の多焦点光学系において発生する球面収差の大きさを適宜調整することが可能となる。
【0036】
第2発明のレーザ加工装置の基本的構成によれば、上述の特許文献2に開示されたレーザ加工装置のように2つのレーザ光を必要としないので、光ビームを被加工物に入力するまでに要する光学系が簡便となり、更に装置そのものを小型化することができる。
【0037】
また、詳細は後述するが、第1発明の多焦点光学系をレーザ加工装置等に利用した場合、光ビーム拡張レンズ系を構成要素である正の屈折力を有するレンズ系を構成する分割レンズを光軸に沿って移動させて被加工物内の集光点の位置を微調整するという手法が実現できる。この手法によれば、集光点の集光特性を制御することが可能となる。すなわち、多焦点光学系を、光ビーム拡張レンズ系内で分割レンズの、負の屈折力を有するレンズ系に対する距離を調整可能とする構成とすることによって、被加工物の内部に形成される複数の集光点の集光性能を決める球面収差の補正が効果的に行える。
【0038】
更に、第2発明のレーザ加工装置に搭載される複数の分割レンズを、クラックによる散乱が回避されて集光されるように互いに配置することによって、このクラックより深い位置にも効果的に集光させることが可能となる。
【図面の簡単な説明】
【0039】
【図1】第1発明の多焦点光学系を、光軸を含む平面で切断して示す概略的断面構造図である。
【図2】第1発明の多焦点光学系を構成する光ビーム拡張レンズ系の概略的斜視図である。
【図3】レーザ加工装置の概略的構成図である。
【図4】被加工物を示す図であり、(A)は光ビームが入射される側から見た被加工物の平面図であり、(B)は図4(A)のI-I線に沿った断面図であり、(C)は図4(A)のII-II線に沿った断面図であり、(D)は切断後の被加工物の光ビームが入射された側から見た平面図である。
【図5】第2発明のレーザ加工装置を、当該装置が備える多焦点光学系の光軸を含む平面で切断して示す概略的断面構造図である。
【図6】第2発明のレーザ加工装置によって加工される被加工物を示す図であり、(A)は光ビームが入射される側から見た被加工物の平面図であり、(B)は図6(A)のI-I線に沿った断面図であり、(C)は図6(A)のII-II線に沿った断面図であり、(D)は切断後の被加工物の光ビームが入射された側から見た平面図である。
【図7】光ビーム拡張レンズ系と集光レンズ系との間に挿入される遮光板の説明に供する図である。
【図8】光ビーム拡張レンズ系及び集光レンズ系が共有する光軸に対して、光ビーム拡張レンズ系及び集光レンズ系を構成するそれぞれのレンズのレンズ面と被加工物の表面との関係を模式的に示す図である。
【図9】分割レンズの配置される位置の相違が球面収差に与える影響についての説明に供する図である。
【図10】集光レンズ系及び被加工物の光ビーム入射面の少なくとも一方の位置調整をして集光点が被加工物の表面に形成されるように調整して被加工物内に集光点を形成した場合に発生する球面収差及び集光点の形状を示す図である。(A)は球面収差を示し、(B)は集光点の形状を示す。
【図11】集光点が被加工物の表面に形成されるように調整した後、光ビーム拡張レンズ系を構成する凸レンズ位置を調整して集光点が被加工物内に集光点を形成した場合に発生する球面収差及び集光点の形状を示す図である。(A)は球面収差を示し、(B)は集光点の形状を示す。
【発明を実施するための形態】
【0040】
以下、図を参照して、この発明の実施の形態につき説明する。なお、この発明の多焦点光学系及びレーザ加工装置を示す各図は、この発明が理解できる程度に各構成部分を概略的に示してあるに過ぎず、この発明を図示例に限定するものではない。また、各図において同様の構成要素については同一の番号を付して示し、これらの機能等に関してその重複する説明を省略することもある。
【0041】
<第1発明の多焦点光学系>
図1及び図2を参照して、第1発明の多焦点光学系の実施形態について説明する。図1に示すように、第1発明の多焦点光学系は光ビーム拡張レンズ系34と集光レンズ系38とを備えている。光ビーム拡張レンズ系34は、一般的な構成として、光ビーム32が入力される側に配置される負の屈折力を有するレンズ系と、この負の屈折力を有するレンズ系の後段に配置される正の屈折力を有するレンズ系とが配置されて構成される。負の屈折力を有するレンズ系から出力された光ビームは正の屈折力を有するレンズ系に入力される。
【0042】
そして、光ビーム拡張レンズ系34のいずれかのレンズが2つ以上の分割レンズに分割されており、分割レンズのそれぞれは、光軸を共有するようにこの光軸に沿って互いに異なる位置に配置されている。
【0043】
負の屈折力を有するレンズ系は1枚の凹レンズで構成することも可能であり、正の屈折力を有するレンズ系は1枚の凸レンズで構成することも可能である。ここでは、負の屈折力を有するレンズ系及び正の屈折力を有するレンズ系を、それぞれ1枚のレンズで構成される場合を一例として説明する。また、この凸レンズが2つ以上の分割レンズに分割されているものとする。
【0044】
従って、図1及び図2では、負の屈折力を有するレンズ系を凹レンズ10で構成し、正の屈折力を有するレンズ系を凸レンズ20で構成するものとして図示してある。また、集光レンズ系38も複数枚のレンズで構成される組み合わせレンズ系として形成されることが一般的であるが、図1及び図2では最も単純な構成である1枚の凸レンズによって構成される例を示してある。
【0045】
光ビーム拡張レンズ系34はレーザ装置等から出力される光ビーム32が入力される側に配置され、光ビーム32の直径を拡張して光ビーム36を生成して出力する。また集光レンズ系38は光ビーム36が入力されるように光ビーム拡張レンズ系34の後段に、光ビーム拡張レンズ系34の光軸14を共有するように配置される。
【0046】
光ビーム拡張レンズ系34は、光ビーム32が入力される側に配置される凹レンズ10と、凹レンズ10の後段に配置される凸レンズ20との組み合わせレンズ系である。凸レンズ20には凹レンズ10から出力された光ビームが入力される。そして、この凸レンズ20は分割レンズ20-1〜20-4の4つに分割されている。図1では分割レンズ20-1〜20-4のうち、分割レンズ20-1と20-4について示してあるが、これは光軸を含む平面で切断した断面構造図であるために分割レンズ20-2及び20-3は表示できないためである。
【0047】
もちろん、光ビーム拡張レンズ系34を構成する正の屈折力を有するレンズ系及び負の屈折力を有するレンズ系のそれぞれを複数枚のレンズからなる組み合わせレンズ系として形成する場合には、これらのレンズの内のいずれかのレンズを分割し分割レンズとすればよい。どのレンズを分割するかについては、製作が容易なレンズを選択すればよい。
【0048】
分割レンズ20-1〜20-4のそれぞれは、光軸14を共有する共軸光学系を構成するように光軸14に沿って互いに異なる位置に配置され、分割レンズの組として構成されている。分割レンズ20-1〜20-4から出力された光ビーム36は、集光レンズ系38に入力されて集光レンズ系38によって集光点F1〜F4に集光される(図1には集光点F1及びF4が示してある)。分割レンズ20-1〜20-4から出力された光ビーム36は、平行光ビームではなく、集光ビームあるいは拡散光ビームとなるように調整されている。そのため、分割レンズ20-1〜20-4のそれぞれから出力される光ビームは、集光レンズ系38によって光軸14上のそれぞれ異なる位置に集光される。ちなみに、光ビーム36が平行光ビームになるように調整されれば、分割レンズ20-1〜20-4のそれぞれから出力される光ビームは、集光レンズ系38によって光軸14上の同一の位置に集光される。
【0049】
光ビーム拡張レンズ系34を構成する凹レンズ10及び分割レンズ20-1〜20-4の形状とその配置関係を見易くするために、図2に光ビーム拡張レンズ系34の概略的斜視図を示す。
【0050】
図1及び図2には凸レンズ20が分割レンズ20-1〜20-4の4つに分割されている例を示してあるが、4分割に限定されることはなく2つあるいは3つ等の分割レンズとして分割してもよい。
【0051】
図2に示すように、凸レンズ20の中心を通る直交する2面で分割することによって分割レンズ20-1〜20-4が形成され、分割レンズ20-1〜20-4のそれぞれは光軸14を共有するように光軸14に沿って互いに異なる位置に配置されている。ここで、光軸14とは、仮想的に分割レンズ20-1〜20-4のそれぞれが分割前の凸レンズ20としての形状を持っているものとして、分割レンズ20-1〜20-4の分割前の凸レンズ20に相当するそれぞれの光軸を一致させて分割レンズ20-1〜20-4を配置させた場合の光軸を意味する。
【0052】
凸レンズ20は部分的な欠損を生じても、レンズとしての機能は欠損が生じる前と集光される光量が減少する以外本質的な変化はない。従って、仮想的に分割レンズ20-1〜20-4のそれぞれが分割前の凸レンズ20としての形状を持っているものとして決定されるそれぞれの光軸を、ここでは分割レンズ20-1〜20-4のそれぞれの光軸と言うものとする。
【0053】
分割する前の凸レンズ20を色消しレンズ等の色収差補正がされたレンズを利用することで、凸レンズ20の中心を通る直交する2面で分割されて形成される分割レンズ20-1〜20-4はその色収差補正の効果を保持したまま正の屈折力を有するレンズとしての機能が実現される。
【0054】
多焦点光学系を、光ビーム拡張レンズ系34と集光レンズ系38とを備えた構成とすることによって、この多焦点光学系をレーザ加工装置あるいは光ディスクに対する信号の記録再生を行う光学装置等に利用した場合、光ビーム拡張レンズ系34を構成する凸レンズ20の位置を調整することで、集光点を目的とする位置に形成されるように調整することができる。このことは、例えば、詳細は後述するが、集光位置が被加工物の表面、顕微鏡のスライドガラス面、あるいは光ディスク材の表面等、屈折率が変化する平面を通過した後段に設定されている場合、この屈折率が変化する平面によって発生する球面収差に容易に対応できることを意味している。
【0055】
<レーザ加工装置>
第2発明のレーザ加工装置の構成及びその動作についての理解に資するため、図3及び図4を参照して、被加工物の内部の一点に光ビームの集光点を形成させ、被加工物の切断予定ラインに沿ってこの集光点を走査することによってクラック列を形成するレーザ加工装置の基本的構成について説明する。すなわち、ここで説明するレーザ加工装置は、切断予定ラインに沿って被加工物の内部に一列にクラックを形成する機能を有しており、被加工物が薄い場合に利用して好適な装置である。
【0056】
一方、図5及び図6を参照して後に説明する第2発明のレーザ加工装置は、第1発明の多焦点光学系を利用することによって、光ビームを被加工物の内部に深さ方向に沿って複数の位置に集光させ、複数の集光点を同時に走査することによって複数のクラック列を形成する点に特徴があり、図3及び図4に示すレーザ加工装置は、この特徴以外については第2発明のレーザ加工装置とその基本構成は同様である。
【0057】
図3に示すように、レーザ加工装置は、被加工物40の内部のFで示す位置に光ビームを集光させることによって、被加工物の切断予定ラインに沿ってFで示す位置を中心とする局所的領域にクラックを形成する。被加工物40はガラス板あるいはシリコン基板等の板状の形状物である。
【0058】
被加工物40はワークステージ46に固定され、このワークステージ46が被加工物の光ビーム入射面42の上下方向をz軸方向として、x軸方向、y軸方向(図示を省略してあるが、x軸方向と直交する方向)、及びz軸方向の各方向に移動可能とされている。ワークステージ46をz軸方向にスライドさせてその位置調整を行うことによって、被加工物の光ビーム入射面42を基準として光ビームの集光位置(Fで示す位置)を適宜設定することができる。また。ワークステージ46をx軸方向あるいはy軸方向に移動させることによって、被加工物40に設定された切断予定ラインに沿ってクラック列が形成される。
【0059】
図3に示すように、レーザ加工装置は、レーザ光源30、光ビーム拡張レンズ系26、及び集光レンズ系38を備えている。レーザ光源30は光ビーム32を出力する。光ビーム拡張レンズ系26は、レーザ光源30から出力される光ビーム32をその出力直径を拡張して光ビーム36を生成して出力する。集光レンズ系38は入力された光ビーム36を集光ビームに形成する。
【0060】
集光レンズ系38から出力される光ビームは、被加工物の光ビーム入射面42からこの被加工物40に入力されて、被加工物40内(Fで示す位置)に集光される。
【0061】
光ビーム拡張レンズ系26は、凹レンズ22と凸レンズ24との組み合わせレンズ系である。凹レンズ22及び凸レンズ24はそれぞれ複数のレンズを組み合わせた組み合わせレンズ系として形成することも可能である。
【0062】
凹レンズ22は、レーザ光源30から出力される光ビーム32を拡散光ビームに変換して出力する。凸レンズ24には凹レンズ22から出力された光ビームが入力され、平行光ビーム、集光ビーム、あるいは拡散光ビームのいずれかの形状となるように調整された光ビーム36を出力する。光ビーム36は、集光レンズ系38によってFと示す位置に集光される。
【0063】
集光レンズ系38から出力される光ビームを被加工物40に入力し、光ビーム入射面42から一定の深さDの位置(Fで示す位置)に集光させるには、例えば、まず光ビーム36の集光点が被加工物の光ビーム入射面42に一致するように、被加工物40が搭載されたワークステージ46をz軸方向に位置調整する。そして、nDだけ光ビーム入射面42をz軸方向に沿って上昇させればよい。ここで、nは被加工物40の屈折率である。
【0064】
このように、集光点が光ビーム入射面42下Dの位置に形成されるように設定したら、被加工物40の切断予定ラインに沿ってこの集光点が走査されるように、被加工物40をワークステージ46によってx軸方向あるいはy軸方向に移動させる。レーザ光源30から光ビーム32が出力される構成とし、このように集光点を走査すれば、被加工物40の切断予定ライン(図3では図示を省略してある)に沿って一列にクラックが並べて形成される。
【0065】
図4(A)〜(D)を参照して、被加工物40を切断する工程について具体的に説明する。図4(A)は光ビーム入射面42側から見た被加工物40の平面図であり、図4(B)は図4(A)のI-I線に沿った断面図であり、図4(C)は図4(A)のII-II線に沿った断面図であり、図4(D)は切断後の被加工物の光ビーム入射面42側から見た平面図である。
【0066】
図4(A)に示すように、被加工物の光ビーム入射面42には、2点破線44-1と44-2とによって規定された切断予定ライン44が設定されている。2点破線44-1と44-2との間隔が、被加工物40に対する切断予定ラインの幅を意味している。従って、Fと示した、集光レンズ系38による光ビームの集光点が2点破線44-1と44-2とによって規定された切断予定ライン44のほぼ中央に形成されるように、被加工物40の位置を図3に示すx軸方向あるいはy軸方向に移動させて調整し、かつ被加工物の光ビーム入射面42に形成されるようにz軸方向を調整する。そして、光ビーム36の集光点が光ビーム入射面42下の予め決められた位置に形成されるようにz軸方向に光ビーム入射面42の位置調整を施す。
【0067】
このように被加工物40の位置を調整した後、光ビームが切断予定ライン44に沿って走査されるように、被加工物40に対して光ビームを相対的に移動させる。これによって、図4(B)及び(C)に示すように、被加工物40の切断予定ラインに沿って光ビーム入射面42下の予め決められた位置に一列にクラックCが並べて形成される。集光点Fを中心としてその周囲の局所的範囲にクラックが形成されるので、図4(B)及び(C)においては、集光点Fを中心として星型に囲ってクラックが形成される局所を示してある。この集光点Fを中心として星型に囲まれた領域が被加工物40の物質構造破壊域あるいは改質領域に相当するので、便宜的にこの領域をクラックCと示すこととする。
【0068】
クラックCが形成されるとこの領域は瞬間的に被加工物の構成物質が瞬間的に膨張する。このことによってクラックCから局部的破断領域C'が伸び出して形成される。クラックCは光ビーム入射面42から等しい深さで一列に並んで形成されるので、図4(B)及び(C)に示すように、局部的破断領域C'は被加工物の厚さの方向に沿って形成され易い。
【0069】
光ビーム入射面42から等しい深さで一列に並んで、図4(B)及び(C)に示すクラックCの列が形成されると、比較的小さな力で被加工物40を2点破線44-1と44-2で画された切断予定ラインに沿って、図4(D)に示すように被加工物40-1及び40-2に分割することができる。このように、光ビームを被加工物40内に集光させることによってクラックCが形成されれば、被加工物40を切断予定ライン44に沿って切断することが可能となる。
【0070】
<第2発明のレーザ加工装置>
図5〜図7を参照して、第2発明のレーザ加工装置の実施形態について説明する。第2発明のレーザ加工装置は、図1及び図2に示す第1発明の多焦点光学系を利用することによって被加工物の内部に深さ方向に沿って複数の位置に集光点を形成させ、この加工物の切断予定ラインに沿って複数の集光点を同時に走査することによって切断ラインを形成する装置である。すなわち、第2発明のレーザ加工装置は、複数の集光点を同時に走査することによって切断ラインを形成する点に特徴がある。
【0071】
図5に示すように、第2発明のレーザ加工装置は、レーザ光源30、光ビーム拡張レンズ系34、集光レンズ系38を備えている。この構成は、基本的に上述の図3を参照して説明したレーザ加工装置と共通する。ただし、図3を参照して説明したレーザ加工装置が備える光ビーム拡張レンズ系26が凹レンズ22と凸レンズ24との組み合わせレンズ系であったのに対して、第2発明のレーザ加工装置の備える光ビーム拡張レンズ系34は、凹レンズ10と、凹レンズ10の後段に配置される凸レンズ20との組み合わせレンズ系である。そして、この凸レンズ20は分割レンズ20-1〜20-4に分割されている。
【0072】
光ビーム拡張レンズ系34は、図5に示すように、鏡筒52に凹レンズ10が取り付けられ、鏡筒56に凸レンズ20(分割レンズ20-1〜20-4)が取り付けられている。そして、鏡筒52に鏡筒56の一部分が挿入されて光軸14に沿って移動可能な形状に形成されている。鏡筒52には鏡筒56を固定するための鏡筒固定ネジ54が取り付けられている。鏡筒56の鏡筒52に対する位置関係を調整した後、この鏡筒固定ネジ54を締め付けることで鏡筒56を鏡筒52に固定することが可能である。
【0073】
図5には、光ビーム拡張レンズ系34が凹レンズ10と凸レンズ20(分割レンズ20-1〜20-4)で構成されている例を示してあるが、このようなレンズの組み合わせに限定されることはない。凹レンズ10及び凸レンズ20を複数枚の組み合わせレンズ系として形成することも可能である。この場合、凸レンズ20を構成する複数枚のレンズの内どのレンズを分割するかは任意である。分割するレンズとして、できるだけその口径が大きいレンズを選択すれば加工しやすい。
【0074】
また、集光レンズ系38は、鏡筒70に凹レンズ72-1、凸レンズ72-2及び72-3の合計3枚の集光レンズ群72が取り付けられて構成されている。ここでは、集光レンズ系38を3枚のレンズからなる組み合わせレンズ系としてあるが、集光レンズ系38をどのようなレンズを何枚組み合わせて構成するかは、任意である。
【0075】
第2発明のレーザ加工装置は、第1発明の多焦点光学系を備えて構成されるレーザ加工装置であり、図1を参照して説明したように、集光レンズ系38から出力される光ビームは光軸14上のそれぞれ異なる位置に集光される。すなわち、集光レンズ系38から出力される光ビームは、被加工物の光ビーム入射面42からこの被加工物40に入力されて、被加工物40内の複数の位置に集光される。このように、光ビームが複数の位置に集光されるために、分割レンズ20-1〜20-4のそれぞれから出力される光ビーム36は、平行光ビームではなく、集光ビームあるいは拡散光ビームとなるように調整されている。
【0076】
集光レンズ系38から出力される光ビームを被加工物40に入力し、光ビーム入射面42から一定の深さの複数の位置にそれぞれに集光させるには、例えば、集光レンズ系38の後ろ側主点から最も離れた位置に形成される集光点が被加工物の光ビーム入射面42に一致するように、被加工物40が搭載されたワークステージをz軸方向に位置調整する。続いてこの集光点を、形成したい光ビーム入射面42下Dの位置に設定すべく、凸レンズ20(分割レンズ20-1〜20-4)を光軸14に沿ってz軸方向に動かして凹レンズ10からの距離を調整すればよい。図5では、ワークステージ及び被加工物40内に形成される集光点Dの位置については図示を省略してある。
【0077】
集光レンズ系38の後ろ側主点から最も離れた位置に形成される集光点が光ビーム入射面42下Dの位置に形成されるように設定したら、被加工物40の切断予定ラインに沿ってこれらの複数の集光点を同時に走査されるように、被加工物40をx軸方向あるいはy軸方向(x軸方向と直交する方向)に移動させる。レーザ光源30から光ビームが出力される構成とし、このように集光点を走査すれば、光ビームの1回の走査で被加工物40の切断予定ラインに沿って被加工物の厚み方向に複数列にクラックが並べて形成される。
【0078】
図6(A)〜(D)を参照して、被加工物40を切断する工程について具体的に説明する。図6(A)は光ビーム入射面42側から見た被加工物の平面図であり、図6(B)は図6(A)のI-I線に沿った断面図であり、図6(C)は図6(A)のII-II線に沿った断面図であり、図6(D)は切断後の被加工物の光ビーム入射面42側から見た平面図である。
【0079】
図6(A)に示すように、被加工物の光ビーム入射面42には、2点破線44-1と44-2とによって規定された切断予定ライン44が設定されている。上述のように被加工物40の位置を調整した後、光ビームが切断予定ライン44に沿って走査されるように、被加工物40に対して光ビームを相対的に移動させる。こうすることによって、図6(B)及び(C)に示すように、被加工物40の切断予定ライン44に沿って光ビーム入射面42下の予め決められた位置に複数列にクラックが並べて形成される。
【0080】
図6(A)〜(D)に示す例では、凸レンズ20は2つに等分割された分割レンズ20-1と20-2として形成されている多焦点光学系を備えたレーザ加工装置による加工例を示している。あるいは、凸レンズ20は4つに等分割された分割レンズ20-1〜20-4として形成されている多焦点光学系と、後述する遮光板を更に備えたレーザ加工装置によって、この遮光板で集光点が2箇所に形成されるように調整された状態で加工された加工例を示している。
【0081】
図6(B)及び(C)に示すように、被加工物40の深さ方向に沿った2箇所に集光点が形成されている。それぞれの集光点を中心として、その周囲の局所的範囲にクラックが形成されるので、図6(B)及び(C)においては、集光点F1、F2を中心として星型に囲ってクラックが形成される局所を示してある。集光点F1、F2をそれぞれ中心として星型に囲まれた領域が被加工物40の物質構造破壊域あるいは改質領域に相当するので、便宜的にこれらの領域をクラックC1、C2と示すこととする。
【0082】
クラックC1、C2が形成されるとこの領域は被加工物40の構成物質が瞬間的に膨張する。このことによってクラックC1、C2から局部的破断領域C'が伸び出して形成される。クラックC1、C2は光ビーム入射面42からそれぞれ等しい深さで一列に並んで形成されるので、図6(B)及び(C)に示すように、局部的破断領域C'は被加工物40の厚さの方向に沿って形成され易い。
【0083】
光ビーム入射面42からそれぞれ等しい深さで一列に並んで、図6(B)及び(C)に示すクラックC1、C2の列が形成されると、比較的小さな力で被加工物40を2点破線44-1と44-2で画された切断予定ライン44に沿って、図6(D)に示すように被加工物40-1及び40-2に分割することができる。このように、光ビームを被加工物40内に集光させることによってクラックC1、C2が形成されれば、被加工物40が厚い素材である場合でも、切断予定ライン44に沿って切断することが可能となる。
【0084】
上述したように、第2発明のレーザ加工装置が備える多焦点光学系の光ビーム拡張レンズ系34を構成する凸レンズ20が分割レンズ20-1〜20-4の4つに分割されている場合であっても、被加工物40の深さ方向に沿った2箇所に集光点を形成することが可能である。このように、集光点の個数を調整するために、第2発明のレーザ加工装置は、光ビーム拡張レンズ系34と集光レンズ系38との間に遮光板60が挿入される。
【0085】
<遮光板>
図7(A)〜(C)を参照して、遮光板60について説明する。図7(A)〜(C)に示すように、遮光板60は、上述の分割レンズ20-1〜20-4のいずれかを通過した光ビームを選択的に透過させるように、円形のプレートを扇形にくり貫いて形成される。例えば、図7(A)に示す遮光板は分割レンズ20-1〜20-4のいずれか一つを通過した光ビームを選択的に透過させるように、円形プレートを頂角が90度である扇型にくり貫いて形成されている。同様に図7(B)に示す遮光板は分割レンズ20-1〜20-4のいずれか二つを通過した光ビームを選択的に透過させるように、図7(C)に示す遮光板は分割レンズ20-1〜20-4のいずれか三つを通過した光ビームを選択的に透過させるように、それぞれ頂角が180度及び270度である扇型にくり貫いて形成されている。
【0086】
光ビーム拡張レンズ系34と集光レンズ系38との間に、図7(A)に示す遮光板を挿入すれば、被加工物40内の1箇所に集光点を形成することが可能である。同様に、図7(B)に示す遮光板を挿入すれば被加工物40内の深さ方向に沿った2箇所に集光点を形成することが可能であり、図7(C)に示す遮光板を挿入すれば被加工物40内の深さ方向に沿った3箇所に集光点を形成することが可能である。また、光ビーム拡張レンズ系34と集光レンズ系38との間に遮光板60を挿入しなければ、被加工物40内の深さ方向に沿った4箇所に集光点を形成することが可能である。
【0087】
以上説明した様に、遮光板60のくり貫き部分(貫通部)の形状は、光ビーム拡張レンズ系34を構成する凸レンズ20を幾つの分割レンズに分割するかによって決定される。上述のように、凸レンズ20を4つの分割レンズ20-1〜20-4に分割して構成する場合には、最小面積のくり貫き部分の形状を頂角が90度である扇型とすればよい。
【0088】
一般に、Nを2以上の整数として、凸レンズ20をN個の分割レンズ20-1〜20-Nに分割して構成する場合には、最小面積のくり貫き部分の形状を頂角が360/N度である扇型とすればよい。このように(N-1)種類の遮光板を用意して適宜選択して利用することによって、遮光板60を光ビーム拡張レンズ系34と集光レンズ系38との間に挿入しない場合を含めて、1枚ないし複数枚の遮光板を選択して挿入することによって、被加工物40内の深さ方向に沿った1〜N箇所を任意に選択して集光点を形成することが可能である。
【0089】
遮光板60のくり貫き部分は、上述したように円形プレートを扇形にくり貫いて形成することができるが、くり貫く部分の形状は扇形に限定されることはない。例えば、円形プレートの中心から一定距離の円周上に小さな円形のくり貫き部分を1つ又は複数個を等間隔に並べて形成する等、くり貫き部分の形状は任意に決定できる。
【0090】
<レーザ加工装置が備える多焦点光学系の収差>
上述したように、光ビーム拡張レンズ系34を構成する正の屈折力を有するレンズ系(凸レンズ20-1〜20-4)を光軸方向に沿って移動させて負の屈折力を有するレンズ系(凹レンズ10)に対する距離を調整することで、集光点が被加工物40の内部の目的とする位置に形成されるように調整することができる。このような調整手法をとることによって、被加工物40内に形成される集光点の形状を規定する球面収差の程度を任意に制御することが可能となる。この点につき図8〜図11を参照して説明する。
【0091】
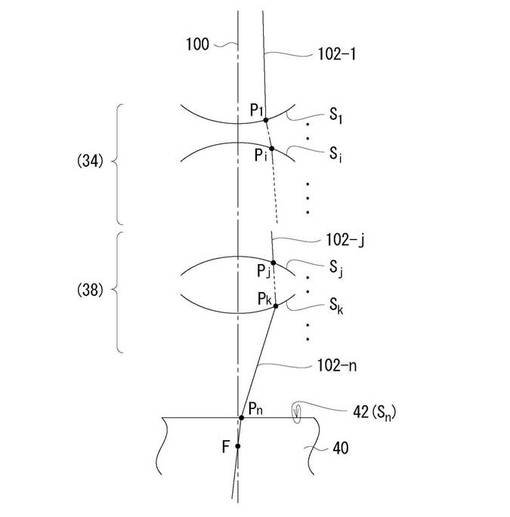
まず、図8を参照して、光ビーム拡張レンズ系34、集光レンズ系38、及び被加工物の光ビーム入射面42によって発生する球面収差について説明する。これらの光学系及び光ビームの入射面42でそれぞれ発生する球面収差がそれぞれ互いに打ち消しあうように加算されれば、被加工物内40内の集光点Fのボケ(収差による光強度分布の広がり)の大きさが小さくなる。被加工物40内の集光点Fのボケの大きさを小さくすることによって、カーフロス領域の幅が狭い好適な切断が実現される。
【0092】
光ビーム拡張レンズ系34及び集光レンズ系38が共有する光軸100に対して、光ビーム拡張レンズ系34及び集光レンズ系38を構成するそれぞれのレンズのレンズ面と被加工物の光ビーム入射面42との関係は、図8に示すように模式的に示すことができる。図8では、光ビームの光線102の通過点を追跡するように示してある。すなわち、光ビーム拡張レンズ系34を構成するレンズ群の光ビームの入射端に配置されるレンズのレンズ面S1の通過点をP1で示し、光ビーム拡張レンズ系34を構成するレンズ群の任意のレンズのレンズ面Siを代表しこのレンズ面の通過点をPiで示してある(iは2以上の整数である)。
【0093】
また、集光レンズ系38を構成するレンズ群の任意のレンズのレンズ面を代表しこのレンズ面Sjの通過点をPjで示し、これより後段に配置されるレンズのレンズ面Skの通過点をPkで示してある(j及びkはそれぞれ3以上の整数であり、かつ、j<kある)。そして、被加工物の光ビーム入射面42の通過点をPnで示してある(nは4以上の整数である)。
【0094】
屈折面であるレンズ表面及び被加工物の光ビーム入射面のそれぞれに入射する光ビームの光線を識別するために、入射面に対応させて付した面番号をハイフンで区切って示してある。例えば、光ビーム拡張レンズ系34を構成するレンズ群の光ビームの入射端に配置されるレンズのレンズ面S1への入射光ビームの光線を102-1と示し、またこのレンズ面から数えてj番目の屈折面Sjへの入射光ビームの光線を102-jと示してある。
【0095】
光ビームが屈折面を通過するごとに球面収差が発生する。この球面収差は、屈折面の形状及びこの屈折面を挟む両側の屈折率に依存する。凹レンズ及び凸レンズはそれぞれ2枚の屈折面に囲まれて形成されており、1枚目の屈折面は空気とレンズの構成材(一般に光学ガラス)との境界面であり、2枚目の屈折面はレンズの構成材と空気との境界面である。単一のレンズあるいはレンズ系は、複数の屈折面によって規定されていることになる。従って、単一のレンズあるいはレンズ系等の光学系で発生する球面収差は、これらの光学系を規定する屈折面のそれぞれで発生する球面収差の総和として現れる。
【0096】
一般に、負の屈折力をもつレンズ系で発生する球面収差の値と、正の屈折力を持つレンズ系で発生する球面収差の値とは、互いにその絶対値はほぼ等しく符号が正負反対である。すなわち、凹レンズを規定する2枚の屈折面あるいは負の屈折力をもつ組み合わせレンズ系を規定する偶数枚の屈折面のそれぞれで発生する球面収差の総和と、凸レンズを規定する2枚の屈折面あるいは正の屈折力をもつ組み合わせレンズ系を規定する偶数枚の屈折面のそれぞれで発生する球面収差の総和とは互いに相殺する関係にある。
【0097】
屈折面Sj及びSkを含む集光レンズ系38は、正の屈折力を有するレンズ系である。また、被加工物の光ビーム入射面42(屈折面を示す一連の識別符号ではSnに相当する)は平面であれば、負の屈折力を有するレンズ系として扱うことができる。これは、被加工物の光ビーム入射面42に集光ビームが垂直に入射されると、この集光ビームの光線は光ビーム入射面42によって屈折し集光の度合いが弱まる(平行光束に近づく)からである。すなわち、被加工物の光ビーム入射面42に入射する集光ビームは、凹レンズに入射されたことによって受ける効果に相当する効果が、被加工物の光ビーム入射面42によってもたらされるからである。
【0098】
また、上述したように、集光レンズ系38から出力され被加工物40の内部で複数箇所に集光点を形成させるようにするため、光ビーム拡張レンズ系34から出力された光ビーム36は集光ビームあるいは拡散光ビームとなるように調整されている。すなわち、被加工物の光ビーム入射面42が平面あるいは凹面である場合は光ビーム拡張レンズ系34から出力された光ビーム36を集光ビームに調整されており、被加工物の光ビーム入射面42が凸面である場合は光ビーム拡張レンズ系34から出力された光ビーム36を集光ビームあるいは拡散光ビームとなるように調整されている。
【0099】
言い換えると、被加工物の光ビーム入射面42が平面あるいは凹面である場合は、レーザ加工装置が備える多焦点光学系の球面収差を論ずるに当っては、この光ビーム入射面42は負の屈折力を有するレンズ系であると見なすことができるので、この光ビーム入射面42で発生する球面収差を相殺するには、光ビーム拡張レンズ系34を正の屈折力を有するレンズ系として機能させるのが好適である。一方、被加工物の光ビーム入射面42が凸面である場合は、この曲率が十分小さい場合は負の屈折力を有するレンズ系と見なせ、この曲率が十分大きければ正の屈折力を有するレンズ系と見なせるため、被加工物の光ビーム入射面42の極率の大きさに応じて、光ビーム拡張レンズ系34を正または負の屈折力を有するレンズ系として機能させることが好適である。
【0100】
また、光ビーム拡張レンズ系34、集光レンズ系38、及び被加工物の光ビーム入射面42を光ビームが通過することで発生する球面収差の値は、凸レンズ20(分割レンズ20-1〜20-4の組)を光軸14に沿って動かして、凹レンズ10からの距離を変化させることによっても変化する。
【0101】
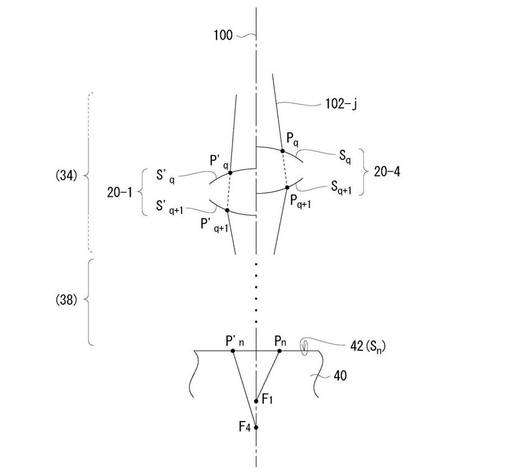
この性質を積極的に利用して集光点の位置を調整する手法について説明する前に、図9を参照して、分割レンズ20-1〜20-4の配置される位置の相違が発生する球面収差に与える影響について吟味しておく。図9に示すように、光ビーム拡張レンズ系34を構成する凸レンズ20は分割レンズ20-1〜20-4に4分割されてそれぞれ光軸14を共有するように光軸14に沿って異なる位置に配置されている。
【0102】
図9には、光ビーム拡張レンズ系34を構成するレンズ群の凸レンズ面を規定する屈折面Sq及びSq+1、及び屈折面Sq'及びSq+1'を代表して示してある。例えば、屈折面Sq及びSq+1で規定される分割レンズを20-4とし、屈折面Sq'及びSq+1'で規定される分割レンズを20-1とした場合、分割レンズ20-4と分割レンズ20-1とは異なる位置に配置されているので、屈折面Sq及びSq+1、及び屈折面Sq'及びSq+1'に起因して発生する球面収差のそれぞれが、被加工物40内に形成される集光点の形状に与える効果は異なる。
【0103】
しかしながら、分割レンズ間の配置間隔は、被加工物40内に形成される複数の集光点の隣り合う間隔とほぼ等しく、数μメートルから数十ミクロンメートル程度である。これに対して、光ビーム拡張レンズ系34と集光レンズ系38、及び被加工物の光ビーム入射面42の配置間隔は、少なくとも数ミリメートル程度であるので、分割レンズ間の配置間隔に比べて十分大きい。すなわち、屈折面Sq及びSq+1と屈折面Sq'及びSq+1'とが互いに光軸に対して異なる位置に配置されていることに起因して発生する球面収差の差は、光ビーム拡張レンズ系34及び集光レンズ系38から発生する球面収差の総和に比べて十分小さく無視できる程度である。
【0104】
凸レンズ20の凹レンズ10からの距離を変化させることによって発生する球面収差の値を調整できるという性質を積極的に利用して被加工物40の内部に集光点を形成するに当り、以下に提示する第1あるいは第2の手法を適宜適用すれば、球面収差の大きさが制御可能となることを、第1と第2のシミュレーション結果を比較することによって説明する。
【0105】
第1の手法は、集光レンズ系及び被加工物の光ビーム入射面の少なくとも一方の位置調整をして集光点が被加工物内の所望の位置に形成されるように調整するという手法である。第2の手法は、集光点が被加工物の光ビーム入射面を基準として決められた任意の位置に形成されるように集光レンズ系及び被加工物の光ビーム入射面の少なくとも一方の位置調整をし、その後で凸レンズを動かしてこの集光点が被加工物内の所望の位置に形成されるように微調整するという手法である。
【0106】
第1のシミュレーション結果は、第1の手法を用いた場合に得られる集光点に対する球面収差の大きさについての結果である。第2のシミュレーション結果は、被加工物の光ビーム入射面42を基準として決められた任意の位置を光ビーム入射面42そのものの位置として設定して第2の手法を用いた場合に得られる、集光点に対する球面収差の大きさについて得られた結果である。
【0107】
図10(A)及び(B)、図11(A)及び(B)は、それぞれ第1及び第2のシミュレーション結果を示す図であり、被加工物40内に形成される集光点の形状を決める要因である球面収差及びこの集光点の形状を示す図である。
【0108】
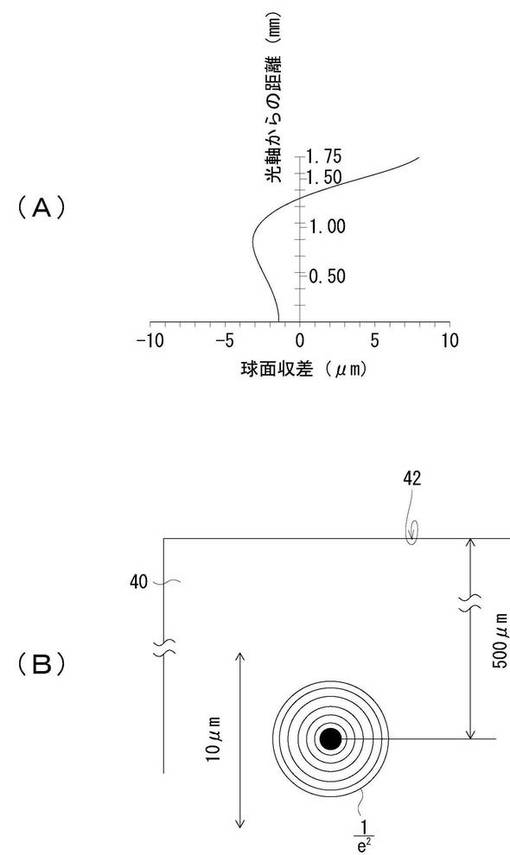
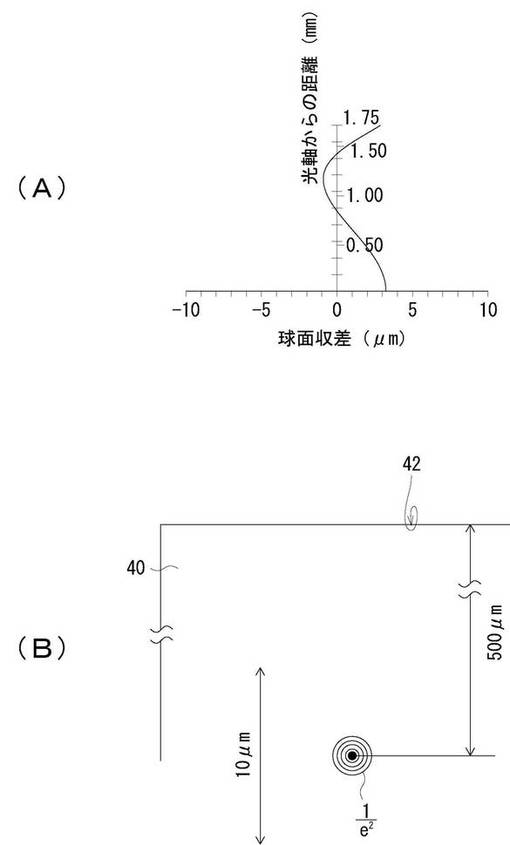
すなわち、図10(A)及び(B)は、集光レンズ系38及び被加工物の光ビーム入射面42の少なくとも一方の位置調整をして光ビームの集光点が被加工物の光ビーム入射面42に形成されるように調整した場合に発生する球面収差及び集光点の大きさについて示している。また、図11(A)及び(B)は、集光レンズ系38及び被加工物の光ビーム入射面42の少なくとも一方の位置調整をして光ビームの集光点が被加工物の光ビーム入射面42に形成されるように調整した後、凸レンズ20を光軸14に沿って動かして集光点が形成される位置を微調整して被加工物の光ビーム入射面42下500μmの位置に形成された場合に発生する球面収差及び集光点の大きさについて示している。
【0109】
なお、ここでは、凸レンズ20は分割されていない単一のレンズであるものとしてシミュレーション評価を行った。上述したように、分割レンズ間の配置間隔は、光ビーム拡張レンズ系34と集光レンズ系38、及び被加工物の光ビーム入射面42の配置間隔に比べて十分小さいので、凸レンズ20を単一のレンズであると仮定してシミュレーションを行っても、結果に本質的な影響は生じない。
【0110】
また、このシミュレーションでは、以下のように仮定した。レーザ光源30から出力される光ビーム32は、TE00基本モードのガウス光束であると仮定した。すなわち、強度分布がガウス関数で与えられ、かつ略平行な光ビームであるとした。光ビームの半径をこの光ビームの中心の光強度がe-2(eは自然対数の底である)に減少する位置の中心からの距離と定義し、光ビーム32の直径を3mmと仮定した。
【0111】
光ビーム拡張レンズ系34を、アフォーカル系のレンズ系であるとし、レーザ光源30から出力される光ビーム32が光ビーム拡張レンズ系34によって、その直径が7mmの光ビーム(光ビーム36)に整形され、集光レンズ系38に入力されるものと仮定した。第2発明のレーザ加工装置においては、光ビーム拡張レンズ系34から出力される光ビームは集光ビームあるいは拡散光ビームのいずれかの形状であるが、これらの光ビームは極めて平行光ビームに近い形状であるので、光ビーム拡張レンズ系34をアフォーカル系のレンズ系であると仮定しても、シミュレーション結果に本質的な影響は生じない。
【0112】
また、集光レンズ系38をレンズ開口比(NA: Numerical Aperture)が0.35で倍率が20倍である対物レンズであると仮定した。更に、被加工物40を屈折率が1.45である石英ガラス製の平行平板であると仮定した。従って、被加工物の光ビーム入射面42は平面である。
【0113】
図10(A)及び図11(A)において、縦軸は集光レンズ系38から出力される光ビームを構成する光線の光軸からの距離をmm単位で目盛って示してあり、横軸は光ビームを構成する光線と光軸との交点である集光位置を示している。すなわち、横軸は光ビームを構成する光線の光軸からの距離に依存して集光位置が異なるいわゆる球面収差を示している。
【0114】
図10(B)及び図11(B)は被加工物の光ビーム入射面42から500μmの位置に形成される集光点の光強度分布の広がり大きさを示している。図10(B)及び図11(B)に示す集光点は、光強度の等しいところを連ねた等強度線で示してあり、最も外側の円で示す等強度線は、集光点の中心の光強度を1とした場合に光強度がe-2となる等強度線である。
【0115】
図10(A)に示す球面収差は光軸からの距離1.75mmで最大で、その大きさは8μmである。一方、図11(A)に示す球面収差は最大でもその大きさは3.1μmである。また、図10(B)に示す集光点の大きさと図11(B)に示す集光点の大きさとを比較すると、明らかに図11(B)に示す集光点の大きさが小さい。これらのシミュレーション結果から、凸レンズ20を光軸14に沿って動かして凹レンズ10からの距離を調整してこの集光点が被加工物40内の所望の位置に形成されるように調整するという手法をとることによって、被加工物40内に形成される集光点に対する球面収差の大きさを効果的に低減することが可能となることが示された。
【0116】
第2発明のレーザ加工装置において、上述したように、凸レンズ20(分割レンズ20-1〜20-4の組)の位置を調整して集光点を被加工物40内の所望の位置に形成されるように調整する第2の手法をとれば、第1の手法をとった場合に比べて球面収差を小さくできる。これは、集光点を被加工物40内に第1の手法によって形成する場合、光ビーム拡張レンズ系34と集光レンズ系38とで構成される集光光学系で発生する球面収差を、被加工物の光ビーム入射面42の形状及び集光点が形成される位置に対応させて調整することができないのに対して、第2の手法によれば集光光学系で発生する球面収差を調整できることに起因している。
【0117】
ただし被加工物40内に形成される集光点の大きさは必ずしも最小になるように調整することが必要とされるとは限らない。例えば、被加工物の物理的な性質等によって、カーフロス領域の幅を広く設定したほうが好都合である場合もあり得る。このような場合には、上述したように、集光点のいずれか一つが被加工物の光ビーム入射面42を基準として決められた任意の位置に形成されるように集光レンズ系38の位置を調整し、その後で凸レンズ20を動かしてこの集光点が被加工物40内の所望の位置に形成されるように微調整するという手法をとればよい。このような手法をとれば、光ビーム入射面42を基準として決められた任意の位置を適宜設定することで、被加工物40内に形成される集光点の大きさを任意に設定することが可能となる。
【0118】
このように、被加工物40内に形成される集光点の大きさを自在に決定できるという効果は、第2発明のレーザ加工装置が備える多焦点光学系の分割レンズ20-1〜20-4の組が、光軸に沿って凹レンズ10からの距離を調整することが可能とされていることによって得られるものである。
【符号の説明】
【0119】
10、22、72-1:凹レンズ
14、100:光軸
20、24、72-2、72-3:凸レンズ
20-1〜20-4:分割レンズ
26、34:光ビーム拡張レンズ系
30:レーザ光源
32、36:光ビーム
38:集光レンズ系
40、40-1、40-2:被加工物
42:被加工物の光ビーム入射面
44:切断予定ライン
46:ワークステージ
52、56、70:鏡筒
54:鏡筒固定ネジ
60:遮光板
72:集光レンズ群
102:レーザ光ビームの光線
【特許請求の範囲】
【請求項1】
光ビームが入力される側に配置され、当該光ビームの直径を拡張する光ビーム拡張レンズ系と、
該光ビーム拡張レンズ系の後段に、当該光ビーム拡張レンズ系と光軸を共有するように配置される集光レンズ系と
を備える多焦点光学系であって、
前記光ビーム拡張レンズ系は、前記光ビームが入力される側に配置される負の屈折力を有するレンズ系と、当該負の屈折力を有するレンズ系の後段に配置される正の屈折力を有するレンズ系との組み合わせレンズ系であり、
前記光ビーム拡張レンズ系を構成するレンズのいずれかのレンズが2つ以上の分割レンズに分割されており、
該分割レンズのそれぞれは、前記光軸を共有するように当該光軸に沿って互いに異なる位置に配置され分割レンズの組として構成されている
ことを特徴とする多焦点光学系。
【請求項2】
前記負の屈折力を有するレンズ系は1枚の凹レンズであり、前記正の屈折力を有するレンズ系は1枚の凸レンズであり、
該凸レンズが2つ以上の分割レンズに分割されている
ことを特徴とする請求項1に記載の多焦点光学系。
【請求項3】
前記分割レンズの組は、前記光軸に沿って移動させることが可能とされていることを特徴とする請求項1又は2に記載の多焦点光学系。
【請求項4】
請求項1〜3のいずれか一項に記載の多焦点光学系を備え、
該多焦点光学系に光ビームを入力し、被加工物の内部に深さ方向に沿って複数の位置に集光点を形成し、当該被加工物の切断予定ラインに沿って複数の前記集光点を同時に走査することによって、切断ラインを当該被加工物に形成するレーザ加工装置。
【請求項5】
前記分割レンズの組は、
前記被加工物の内部に深さ方向に沿って形成された集光点に対応して形成されるクラックの内、当該被加工物の表面から深い位置に集光する光ビームの光路が、当該深い位置より表面に近い位置に形成される当該クラックを避けて通るように、互いに配置されていること
を特徴とする請求項4に記載のレーザ加工装置。
【請求項6】
前記光ビーム拡張レンズ系と前記集光レンズ系との間に、該光ビーム拡張レンズ系から出力される光ビームの一部を遮断して前記被加工物内に集光される集光点の個数を制限する遮光板が挿入されていることを特徴とする請求項4又は5に記載のレーザ加工装置。
【請求項7】
表面が平面である前記被加工物を加工するレーザ加工装置であって、
前記光ビーム拡張レンズ系によって、前記光ビームが集光ビームとして拡張されて、前記集光レンズ系に入力される位置関係となるように、前記光ビーム拡張レンズ系と前記集光レンズ系とが配置されている
ことを特徴とする請求項4〜6のいずれか一項に記載のレーザ加工装置。
【請求項8】
表面が前記光ビームの入力側に凹面である前記被加工物を加工するレーザ加工装置であって、
前記光ビーム拡張レンズ系によって、前記光ビームが、集光ビームとして拡張されて、前記集光レンズ系に入力される位置関係となるように、前記光ビーム拡張レンズ系と前記集光レンズ系とが配置されている
ことを特徴とする請求項4〜6のいずれか一項に記載のレーザ加工装置。
【請求項9】
表面が前記光ビームの入力側に凸面である被加工物を加工するレーザ加工装置であって、
前記光ビーム拡張レンズ系によって、前記光ビームが、集光ビームあるいは拡散光ビームのいずれかの形状に拡張されて、前記集光レンズ系に入力される位置関係となるように、前記光ビーム拡張レンズ系と前記集光レンズ系とが配置されている
ことを特徴とする請求項4〜6のいずれか一項に記載のレーザ加工装置。
【請求項1】
光ビームが入力される側に配置され、当該光ビームの直径を拡張する光ビーム拡張レンズ系と、
該光ビーム拡張レンズ系の後段に、当該光ビーム拡張レンズ系と光軸を共有するように配置される集光レンズ系と
を備える多焦点光学系であって、
前記光ビーム拡張レンズ系は、前記光ビームが入力される側に配置される負の屈折力を有するレンズ系と、当該負の屈折力を有するレンズ系の後段に配置される正の屈折力を有するレンズ系との組み合わせレンズ系であり、
前記光ビーム拡張レンズ系を構成するレンズのいずれかのレンズが2つ以上の分割レンズに分割されており、
該分割レンズのそれぞれは、前記光軸を共有するように当該光軸に沿って互いに異なる位置に配置され分割レンズの組として構成されている
ことを特徴とする多焦点光学系。
【請求項2】
前記負の屈折力を有するレンズ系は1枚の凹レンズであり、前記正の屈折力を有するレンズ系は1枚の凸レンズであり、
該凸レンズが2つ以上の分割レンズに分割されている
ことを特徴とする請求項1に記載の多焦点光学系。
【請求項3】
前記分割レンズの組は、前記光軸に沿って移動させることが可能とされていることを特徴とする請求項1又は2に記載の多焦点光学系。
【請求項4】
請求項1〜3のいずれか一項に記載の多焦点光学系を備え、
該多焦点光学系に光ビームを入力し、被加工物の内部に深さ方向に沿って複数の位置に集光点を形成し、当該被加工物の切断予定ラインに沿って複数の前記集光点を同時に走査することによって、切断ラインを当該被加工物に形成するレーザ加工装置。
【請求項5】
前記分割レンズの組は、
前記被加工物の内部に深さ方向に沿って形成された集光点に対応して形成されるクラックの内、当該被加工物の表面から深い位置に集光する光ビームの光路が、当該深い位置より表面に近い位置に形成される当該クラックを避けて通るように、互いに配置されていること
を特徴とする請求項4に記載のレーザ加工装置。
【請求項6】
前記光ビーム拡張レンズ系と前記集光レンズ系との間に、該光ビーム拡張レンズ系から出力される光ビームの一部を遮断して前記被加工物内に集光される集光点の個数を制限する遮光板が挿入されていることを特徴とする請求項4又は5に記載のレーザ加工装置。
【請求項7】
表面が平面である前記被加工物を加工するレーザ加工装置であって、
前記光ビーム拡張レンズ系によって、前記光ビームが集光ビームとして拡張されて、前記集光レンズ系に入力される位置関係となるように、前記光ビーム拡張レンズ系と前記集光レンズ系とが配置されている
ことを特徴とする請求項4〜6のいずれか一項に記載のレーザ加工装置。
【請求項8】
表面が前記光ビームの入力側に凹面である前記被加工物を加工するレーザ加工装置であって、
前記光ビーム拡張レンズ系によって、前記光ビームが、集光ビームとして拡張されて、前記集光レンズ系に入力される位置関係となるように、前記光ビーム拡張レンズ系と前記集光レンズ系とが配置されている
ことを特徴とする請求項4〜6のいずれか一項に記載のレーザ加工装置。
【請求項9】
表面が前記光ビームの入力側に凸面である被加工物を加工するレーザ加工装置であって、
前記光ビーム拡張レンズ系によって、前記光ビームが、集光ビームあるいは拡散光ビームのいずれかの形状に拡張されて、前記集光レンズ系に入力される位置関係となるように、前記光ビーム拡張レンズ系と前記集光レンズ系とが配置されている
ことを特徴とする請求項4〜6のいずれか一項に記載のレーザ加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−101243(P2013−101243A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−245311(P2011−245311)
【出願日】平成23年11月9日(2011.11.9)
【出願人】(592253736)シグマ光機株式会社 (46)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月9日(2011.11.9)
【出願人】(592253736)シグマ光機株式会社 (46)
【Fターム(参考)】
[ Back to top ]