
多結晶シリコン焼結体の製造方法
【課題】不純物濃度が低い多結晶シリコン焼結体を製造する方法を提供する。
【解決手段】本発明に係る多結晶シリコン焼結体の製造方法は、シリコン粉末と成形助剤とを含む成形体をシリコンの焼結温度で焼成することを具備している。この成形助剤は、前記焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物である。
【解決手段】本発明に係る多結晶シリコン焼結体の製造方法は、シリコン粉末と成形助剤とを含む成形体をシリコンの焼結温度で焼成することを具備している。この成形助剤は、前記焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多結晶シリコン焼結体の製造方法に関する。この方法により製造された多結晶シリコン焼結体は、例えば、太陽電池用のシリコンウエハとして使用され得る。
【背景技術】
【0002】
近年、地球温暖化、環境破壊、及び石油資源の枯渇などの環境問題が深刻化している。そのため、火力発電や原子力発電などに代わる発電手段として、太陽電池を用いた太陽光発電が注目されている。
【0003】
太陽光発電は、上記環境問題の解決に相応しい特性を有している。しかしながら、この発電手段は、発電コストが高い。それゆえ、太陽光発電は、広く一般的に普及するには到っていない。太陽光発電の発電コストの高さは、主に、太陽電池用のシリコンウエハの製造コストが高いことに起因している。
【0004】
太陽電池用のシリコンウエハとしては、単結晶のシリコンウエハと多結晶のシリコンウエハとが知られている。これらは、一般的に、インゴットからの切り出しにより製造される。具体的には、単結晶のシリコンウエハは、例えば、溶融シリコンからチョクラルスキー法により得られた単結晶シリコンのインゴットを用いて製造される。また、多結晶のシリコンウエハは、例えば、溶融シリコンからキャスト法により得られた多結晶シリコンのインゴットを用いて製造される。そして、これらインゴットは、例えば、ダイヤモンド砥粒を用いたワイヤーソーにより、薄板状に切り出される。
【0005】
しかしながら、これらの方法は、以下の欠点を有している。第1に、溶融シリコンの製造のために、莫大な熱エネルギーが必要である。第2に、インゴットの作製に多大な時間を要する。第3に、インゴットの切削工程において、シリコンの屑が不可避的に発生する。即ち、上記の方法は、エネルギーコスト、生産性、及び製品歩留まりの各面で、不利益を有している。
【0006】
そこで、これら問題点を解消すべく、粉末冶金法による多結晶シリコン焼結体の製造方法が提案されている(例えば、特許文献1乃至3参照)。これらの方法によると、エネルギーコスト、生産性、及び製品歩留まりを、ある程度改善することが可能となる。
【0007】
しかしながら、これらの方法を用いた場合であっても、多結晶シリコン焼結体に残存する不純物の濃度を充分に低くすることは困難であった。このことは、優れた性能を有する多結晶シリコン焼結体を製造するに当たり、大きな障害となる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平08−109012号公報
【特許文献2】特公昭53−014914号公報
【特許文献3】国際公開第2004/055909号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、不純物濃度が低い多結晶シリコン焼結体を製造する方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の一側面によると、シリコン粉末と成形助剤とを含む成形体をシリコンの焼結温度で焼成することを具備した多結晶シリコン焼結体の製造方法であって、前記成形助剤は、前記焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物である多結晶シリコン焼結体の製造方法が提供される。
【発明の効果】
【0011】
本発明によると、不純物濃度が低い多結晶シリコン焼結体を製造することが可能となる。
【図面の簡単な説明】
【0012】
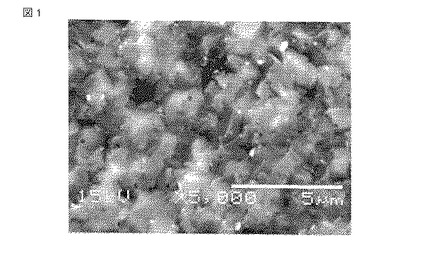
【図1】実施例の方法により製造された多結晶シリコン焼結体の破面の走査型電子顕微鏡(SEM)写真。
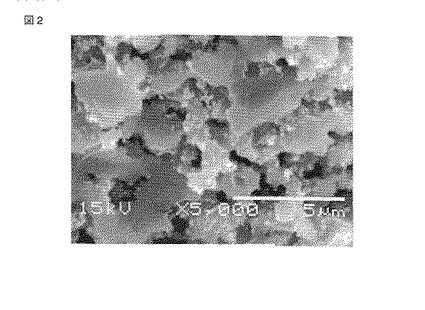
【図2】比較例の方法により製造された多結晶シリコン焼結体の破面のSEM写真。
【発明を実施するための形態】
【0013】
以下、本発明の一態様に係る多結晶シリコン焼結体の製造方法を説明する。この方法は、シリコン粉末と成形助剤とを含む成形体を焼成処理に供する工程を具備している。この方法は、例えば、(A)シリコン粉末と成形助剤とを含む混合物を調製することと、(B)混合物を成形して成形体を得ることと、(C)成形体を焼成して多結晶シリコン焼結体を得ることとを含んでいる。
【0014】
(A)混合工程
この工程では、シリコン粉末と成形助剤とが混合される。
シリコン粉末は、例えば、流動床法、亜鉛還元法、又は冶金学的方法により得られる。多結晶シリコン焼結体を太陽電池用のシリコンウエハとして用いる場合、このシリコン粉末に要求されるシリコンの純度は、例えば、5N(99.999%)〜6N(99.9999%)程度である。
【0015】
シリコン粉末の平均粒子径は、5μm以下であることが好ましく、3μm以下であることがより好ましい。シリコン粉末の平均粒子径が小さいほど、また、粒子径が小さい粉末の含有率が高くなるほど、後述する焼成処理において、焼結が進行しやすくなる。
【0016】
シリコン粉末の平均粒子径の下限は特に限定されないが、0.05μm以上であることがより好ましい。シリコン粉末の粒子径が極端に小さくなると、シリコン粒子間に働く付着力(ファンデルワールス力)が大きくなる。その結果、シリコン粉末が粒径が大きな凝集粒子(2次粒子)として成形体中に存在するため、焼結を阻害する恐れがある。
【0017】
なお、上述したシリコン粉末の平均粒子径は、レーザー回折散乱法により得られる値を意味している。
【0018】
成形助剤としては、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物を用いる。金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物を成形助剤として用いることにより、多結晶シリコン焼結体における酸素及び炭素の残存濃度を大幅に低減できる。また、蒸気圧が10−1atm以上である金属、合金、金属化合物、又はこれらの混合物を成形助剤として用いることにより、多結晶シリコン焼結体における金属不純物の濃度を大幅に低減できる。
【0019】
なお、ここで「シリコンの焼結温度」とは、1270℃以上であり且つシリコンの融点(1410℃)未満である特定の温度を意味している。「シリコンの焼結温度」は、例えば、1360℃である。
【0020】
成形助剤としては、例えば、カドミウム、亜鉛、マグネシウム、カルシウム、ビスマス、バリウム、サマリウム及び鉛からなる群より選択される金属原子からなる単体を用いることができる。或いは、成形助剤として、金属原子を含有した合金又は金属化合物を用いてもよい。このような合金としては、例えば、CaZn2、CaCu、Mg2Pb、及びCaPb3が挙げられる。また、このような金属化合物としては、例えば、塩化亜鉛、塩化鉛、塩化銅、硫化銅、及び硫化鉄が挙げられる。
【0021】
従来、成形助剤として、ポリビニルブチラール(PVB)及びポリビニルアルコール(PVA)などの有機バインダを用いる方法が知られている。しかしながら、この方法を採用すると、多結晶シリコン焼結体における酸素及び炭素の残存濃度が高くなる。本発明者らは、これは、有機バインダが多量の酸素及び炭素原子を含んでいることに起因していると考えている。より具体的には、本発明者らは、表面活性の高いシリコン粉末の少なくとも一部が、何れかの工程において、有機バインダに含まれている酸素及び炭素原子によって酸化又は炭化され、これに起因して、酸素及び炭素の残存濃度が高くなると考えている。
【0022】
成形助剤として、ベントナイト及び水ガラスなどの無機バインダを用いる方法も知られている。しかしながら、前者には、ケイ酸塩鉱物に由来する酸素が多量に含まれている。後者には、ケイ酸ナトリウムに由来する酸素が多量に含まれている。よって、この方法を採用した場合であっても、多結晶シリコン焼結体における酸素の残存濃度を低減することはできない。
【0023】
シリコン粉末に、シリコンの粒成長を目的として、Al、Ga、In、Sn、Au、Ni、Mn、Fe、Co、Pd、Pt、Ti,Cr、及びV等の金属粉末を添加混合する方法も知られている(特許文献2)。これらの金属粉末はシリコンの焼結温度における蒸気圧が10−1atm未満であるので、この方法を採用した場合、多結晶シリコン焼結体中に金属不純物が残留しやすい。
【0024】
上記の各方法の他に、成形助剤を用いない方法も知られている。しかしながら、成形助剤を省略した場合、得られる多結晶シリコン焼結体の強度が弱くなり、製品の歩留まりが悪くなる。更に、本発明者らは、本実施形態に係る成形助剤を使用した場合、成形助剤を省略した場合と比較して、多結晶シリコン焼結体における酸素及び炭素の残存濃度が低くなることも見出している。
【0025】
成形助剤の平均粒子径は、5μm以下であることが好ましく、3μm以下であることがより好ましい。この平均粒子径が過度に大きいと、得られた多結晶シリコン焼結体中に、空隙が生じ易くなる。その結果、多結晶シリコン焼結体のひび割れや焼結密度の低下が生じることがある。
【0026】
成形助剤の平均粒子径の下限は特に限定されないが、0.01μm以上であることがより好ましい。平均粒子径が小さくなるほどシリコン粉末の表面に成形助剤が付着しやすく、その後の成形工程によるシリコン粉末同士の結着度が高くなる。
【0027】
なお、上述した成形助剤の平均粒子径は、レーザー回折散乱法により得られる値を意味している。
【0028】
成形助剤の添加量は、シリコン粉末に対して、20体積%以下であることが好ましく、10体積%以下であることがより好ましい。この添加量を過度に多くすると、得られた多結晶シリコン焼結体中に、空隙が生じ易くなる。その結果、多結晶シリコン焼結体のひび割れや焼結密度の低下が生じることがある。なお、成形助剤の添加量は、通常は、0.3体積%以上とする。成形助剤の添加量が過度に少ないと、成形助剤の効果が充分に発揮されない可能性がある。
【0029】
シリコン粉末と成形助剤との混合方法には、特に制限はない。例えば、シリコン粉末と成形助剤とは、乾式法により混合されてもよく、湿式法により混合されてもよい。
【0030】
シリコン粉末と成形助剤との混合は、アルゴン及び窒素などの非酸化性ガス中で行うことが好ましい。こうすると、混合工程におけるシリコン粉末の酸化及び炭化を更に抑制することができる。その結果、多結晶シリコン焼結体における酸素及び炭素の残存濃度を更に減少させることができる。
【0031】
(B)成形工程
この工程では、シリコン粉末と成形助剤とを含んだ混合物が成形される。この工程は、例えば、金型加圧成形、湿式プレス成形、又は、ドクターブレード法を用いたグリーンシート成形により行われる。この成形工程では、典型的には、上述した成形助剤の少なくとも一部が塑性変形する。これにより、成形助剤とシリコン粉末との間及び成形助剤同士の結合がより強固となる。その結果、成形体の強度及びハンドリング特性が高くなる。なお、成形体の形状には、特に制限はない。
【0032】
混合物の成形は、アルゴン及び窒素などの非酸化性ガス中で行うことがより好ましい。こうすると、成形工程におけるシリコン粉末の酸化及び炭化を更に抑制することができる。その結果、多結晶シリコン焼結体における酸素及び炭素の残存濃度を更に減少させることができる。
【0033】
(C)焼成工程
この工程では、シリコン粉末と成形助剤とを含んだ成形体が焼成処理に供される。この工程は、典型的には、水素ガスなどの還元雰囲気下で行う。また、この工程は、上述した通り、1270℃以上であり且つシリコンの融点(1410℃)未満の温度で行う。
【0034】
この焼成処理により、シリコン粉末の焼結、並びに、酸素及び炭素の除去が生じる。その結果、得られる多結晶シリコン焼結体中の酸素及び炭素の含有量は、焼成処理前の成形体と比較して減少する。上述した成形助剤を用いた場合、成形体に含まれる酸素濃度が低いため、焼成工程において、酸素が除去され易い。その結果、多結晶シリコン焼結体に残存する酸素含有量を顕著に減少させることができる。
【0035】
また、上述した成形助剤は、シリコンの焼結温度における蒸気圧が高い。それゆえ、この焼成処理により、成形助剤の揮散が生じ易い。そして、シリコン表面に付着していた酸素及び炭素が成形助剤の揮散とともに除去される。その結果、例えば成形助剤を省略した場合と比較して、より純度が高い多結晶シリコン焼結体を作製することが可能となる。
【実施例】
【0036】
<成形助剤の種類の影響>
以下のようにして、多結晶シリコン板を作製した。
まず、平均粒子径が0.5μmのシリコン粉末と、下記表1に示す成形助剤とを混合し、混合物を作製した。成形助剤の添加量は、シリコン粉末に対して10体積%とした。
【0037】
表1に示す成形助剤のうち、Zn、Cd、Ca、ZnCl2、PbCl2、CaZn2、及びMg2Pbは、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物である。Cu及びMnは、シリコンの焼結温度における蒸気圧が10−1atm未満の金属である。PbOは、酸素原子を含有している金属化合物である。PVB及びアクリル樹脂は、有機バインダである。水ガラスは、無機バインダである。
【0038】
次いで、得られた混合物を、1t/cm2の成形圧で圧縮成形し、直径が50mmであり、厚みが0.5mmであるプレス成形体を得た。なお、上記の混合及び成形工程は、アルゴンガスで満たしたグローブボックス内で行った。
【0039】
この段階で、成形体の成形歩留まりを調べた。具体的には、20枚の成形体を作製し、これら成形体のうち、大きなクラックが目視で確認されなかったものの割合を調べた。その結果を、表1に示す。
【0040】
続いて、得られた成形体の各々を、真空管状炉を用いた焼成処理に供した。この焼成は、1L/minの水素ガスフローのもと、1360℃で3時間に亘って行った。このようにして、多結晶シリコン焼結体を得た。
【0041】
得られた多結晶シリコン焼結体について、以下の評価を行った。評価結果は、表1に示す通りであった。
【0042】
(残存している酸素の濃度)
この評価は、不活性ガス融解赤外線吸収法による酸素分析装置(LECO TC−436)を用いて行った。
【0043】
(残存している炭素の濃度)
この評価は、高周波誘導加熱炉方式による炭素分析装置(堀場製作所製;EMIA−520)を用いて行った。
【0044】
(残存している成形助剤の濃度)
この評価は、二次イオン質量分析計(SIMS)を用いて行った。
【0045】
(焼結性)
焼結体の表面の状態を目視で観察し、以下の基準に従って評価した。
【0046】
○:割れやひびが見られなかった場合;
△:割れやひびがわずかに見られた場合;
×:割れやひびが比較的多く見られた場合。
【0047】
また、焼結体を割ったときの破面の状態を目視で観察し、以下の基準に従って評価した。
【0048】
○:金属光沢がはっきりと見られた場合;
△:金属光沢が見られた場合;
×:金属光沢が見られなかった場合。
【0049】
(焼結密度)
この評価は、日本工業規格:JIS A 1225に準拠した浮力法を用いて行った。表1には、測定された密度をシリコンの理論密度(2.33g/cm3)で除して得られる相対密度(%)を示している。
【表1】

【0050】
表1に示す結果から、以下のことが分かった。
実施例と参考例との比較により、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、高い成形歩留まりを達成すると共に、残存する酸素及び炭素の濃度を低減できることが分かった。
【0051】
実施例と比較例1及び2との比較により、シリコンの焼結温度における蒸気圧が10−1atm以上である金属、合金、又は金属化合物を成形助剤として用いると、成形助剤に起因した残存成分の濃度を大幅に低減できることが分かった。これは、比較例1及び2で用いた成形助剤のシリコンの焼結温度における蒸気圧が低いために、その残存量が多くなった結果であると推測される。また、実施例の方法によると、比較例1及び2の方法と比較して、焼結性を大幅に改善できることが分かった。これは、比較例1及び2の方法では、残存する成形助剤がシリコン粉末の焼結を阻害した結果であると推測される。
【0052】
実施例と比較例3との比較により、金属、合金、又は、酸素原子を実質的に含有していない金属化合物を成形助剤として用いると、残存する酸素の濃度を大幅に低減できることが確認された。
【0053】
実施例と比較例4及び5との比較により、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、成形助剤として有機バインダを用いた場合と比較して、残存する酸素及び炭素の濃度を大幅に低減できることが分かった。
【0054】
更に、実施例と比較例6との比較により、金属、合金、又は、酸素原子を実質的に含有していない金属化合物を成形助剤として用いると、成形助剤として無機バインダを用いた場合と比較して、残存する酸素の濃度を大幅に低減できることが分かった。
【0055】
<多結晶シリコン焼結体の破面の状態>
実施例1及び比較例1の各方法により得られた多結晶シリコン焼結体の破面を、SEMを用いて観察した。
【0056】
図1は、実施例の方法により製造された多結晶シリコン焼結体の破面のSEM写真である。図1に示すように、実施例1の方法により製造された多結晶シリコン焼結体では焼結により、シリコンの結晶粒が密に並んだ。
【0057】
図2は、比較例の方法により製造された多結晶シリコン焼結体の破面のSEM写真である。図2に示すように、比較例1の方法により製造された多結晶シリコン焼結では、成形助剤が残存するために焼結が進行せず、シリコンの結晶粒の間に空隙が見られた。
【0058】
<成形助剤の平均粒子径の影響>
平均粒子径が異なったZnを成形助剤として用いたことを除いては、実施例1と同様にして、多結晶シリコン焼結体を製造した。そして、得られた成形体及び焼結体について、先に説明したのと同様の評価を行った。その結果を、下記表2に示す。
【表2】
【0059】
表2から分かるように、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、その平均粒子径の大小に拘らず、残存成分の濃度を低減することができた。また、成形助剤の平均粒子径を小さくすることにより、成形歩留まり、焼結性、及び焼結密度を更に向上させられることが分かった。
【0060】
<成形助剤の添加量の影響>
成形助剤(Zn)の添加量を変えたことを除いては、実施例1と同様にして、多結晶シリコン焼結体を製造した。そして、得られた成形体及び焼結体について、先に説明したのと同様の評価を行った。その結果を、下記表3に示す。
【表3】
【0061】
表3から分かるように、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、その添加量の大小に拘らず、残存成分の濃度を低減することができた。また、成形助剤の添加量を20体積%以下とすることにより、焼結性及び焼結密度を更に向上させられることが分かった。また、これにより、成形助剤の残存量も低減できることが分かった。
【技術分野】
【0001】
本発明は、多結晶シリコン焼結体の製造方法に関する。この方法により製造された多結晶シリコン焼結体は、例えば、太陽電池用のシリコンウエハとして使用され得る。
【背景技術】
【0002】
近年、地球温暖化、環境破壊、及び石油資源の枯渇などの環境問題が深刻化している。そのため、火力発電や原子力発電などに代わる発電手段として、太陽電池を用いた太陽光発電が注目されている。
【0003】
太陽光発電は、上記環境問題の解決に相応しい特性を有している。しかしながら、この発電手段は、発電コストが高い。それゆえ、太陽光発電は、広く一般的に普及するには到っていない。太陽光発電の発電コストの高さは、主に、太陽電池用のシリコンウエハの製造コストが高いことに起因している。
【0004】
太陽電池用のシリコンウエハとしては、単結晶のシリコンウエハと多結晶のシリコンウエハとが知られている。これらは、一般的に、インゴットからの切り出しにより製造される。具体的には、単結晶のシリコンウエハは、例えば、溶融シリコンからチョクラルスキー法により得られた単結晶シリコンのインゴットを用いて製造される。また、多結晶のシリコンウエハは、例えば、溶融シリコンからキャスト法により得られた多結晶シリコンのインゴットを用いて製造される。そして、これらインゴットは、例えば、ダイヤモンド砥粒を用いたワイヤーソーにより、薄板状に切り出される。
【0005】
しかしながら、これらの方法は、以下の欠点を有している。第1に、溶融シリコンの製造のために、莫大な熱エネルギーが必要である。第2に、インゴットの作製に多大な時間を要する。第3に、インゴットの切削工程において、シリコンの屑が不可避的に発生する。即ち、上記の方法は、エネルギーコスト、生産性、及び製品歩留まりの各面で、不利益を有している。
【0006】
そこで、これら問題点を解消すべく、粉末冶金法による多結晶シリコン焼結体の製造方法が提案されている(例えば、特許文献1乃至3参照)。これらの方法によると、エネルギーコスト、生産性、及び製品歩留まりを、ある程度改善することが可能となる。
【0007】
しかしながら、これらの方法を用いた場合であっても、多結晶シリコン焼結体に残存する不純物の濃度を充分に低くすることは困難であった。このことは、優れた性能を有する多結晶シリコン焼結体を製造するに当たり、大きな障害となる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平08−109012号公報
【特許文献2】特公昭53−014914号公報
【特許文献3】国際公開第2004/055909号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、不純物濃度が低い多結晶シリコン焼結体を製造する方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の一側面によると、シリコン粉末と成形助剤とを含む成形体をシリコンの焼結温度で焼成することを具備した多結晶シリコン焼結体の製造方法であって、前記成形助剤は、前記焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物である多結晶シリコン焼結体の製造方法が提供される。
【発明の効果】
【0011】
本発明によると、不純物濃度が低い多結晶シリコン焼結体を製造することが可能となる。
【図面の簡単な説明】
【0012】
【図1】実施例の方法により製造された多結晶シリコン焼結体の破面の走査型電子顕微鏡(SEM)写真。
【図2】比較例の方法により製造された多結晶シリコン焼結体の破面のSEM写真。
【発明を実施するための形態】
【0013】
以下、本発明の一態様に係る多結晶シリコン焼結体の製造方法を説明する。この方法は、シリコン粉末と成形助剤とを含む成形体を焼成処理に供する工程を具備している。この方法は、例えば、(A)シリコン粉末と成形助剤とを含む混合物を調製することと、(B)混合物を成形して成形体を得ることと、(C)成形体を焼成して多結晶シリコン焼結体を得ることとを含んでいる。
【0014】
(A)混合工程
この工程では、シリコン粉末と成形助剤とが混合される。
シリコン粉末は、例えば、流動床法、亜鉛還元法、又は冶金学的方法により得られる。多結晶シリコン焼結体を太陽電池用のシリコンウエハとして用いる場合、このシリコン粉末に要求されるシリコンの純度は、例えば、5N(99.999%)〜6N(99.9999%)程度である。
【0015】
シリコン粉末の平均粒子径は、5μm以下であることが好ましく、3μm以下であることがより好ましい。シリコン粉末の平均粒子径が小さいほど、また、粒子径が小さい粉末の含有率が高くなるほど、後述する焼成処理において、焼結が進行しやすくなる。
【0016】
シリコン粉末の平均粒子径の下限は特に限定されないが、0.05μm以上であることがより好ましい。シリコン粉末の粒子径が極端に小さくなると、シリコン粒子間に働く付着力(ファンデルワールス力)が大きくなる。その結果、シリコン粉末が粒径が大きな凝集粒子(2次粒子)として成形体中に存在するため、焼結を阻害する恐れがある。
【0017】
なお、上述したシリコン粉末の平均粒子径は、レーザー回折散乱法により得られる値を意味している。
【0018】
成形助剤としては、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物を用いる。金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物を成形助剤として用いることにより、多結晶シリコン焼結体における酸素及び炭素の残存濃度を大幅に低減できる。また、蒸気圧が10−1atm以上である金属、合金、金属化合物、又はこれらの混合物を成形助剤として用いることにより、多結晶シリコン焼結体における金属不純物の濃度を大幅に低減できる。
【0019】
なお、ここで「シリコンの焼結温度」とは、1270℃以上であり且つシリコンの融点(1410℃)未満である特定の温度を意味している。「シリコンの焼結温度」は、例えば、1360℃である。
【0020】
成形助剤としては、例えば、カドミウム、亜鉛、マグネシウム、カルシウム、ビスマス、バリウム、サマリウム及び鉛からなる群より選択される金属原子からなる単体を用いることができる。或いは、成形助剤として、金属原子を含有した合金又は金属化合物を用いてもよい。このような合金としては、例えば、CaZn2、CaCu、Mg2Pb、及びCaPb3が挙げられる。また、このような金属化合物としては、例えば、塩化亜鉛、塩化鉛、塩化銅、硫化銅、及び硫化鉄が挙げられる。
【0021】
従来、成形助剤として、ポリビニルブチラール(PVB)及びポリビニルアルコール(PVA)などの有機バインダを用いる方法が知られている。しかしながら、この方法を採用すると、多結晶シリコン焼結体における酸素及び炭素の残存濃度が高くなる。本発明者らは、これは、有機バインダが多量の酸素及び炭素原子を含んでいることに起因していると考えている。より具体的には、本発明者らは、表面活性の高いシリコン粉末の少なくとも一部が、何れかの工程において、有機バインダに含まれている酸素及び炭素原子によって酸化又は炭化され、これに起因して、酸素及び炭素の残存濃度が高くなると考えている。
【0022】
成形助剤として、ベントナイト及び水ガラスなどの無機バインダを用いる方法も知られている。しかしながら、前者には、ケイ酸塩鉱物に由来する酸素が多量に含まれている。後者には、ケイ酸ナトリウムに由来する酸素が多量に含まれている。よって、この方法を採用した場合であっても、多結晶シリコン焼結体における酸素の残存濃度を低減することはできない。
【0023】
シリコン粉末に、シリコンの粒成長を目的として、Al、Ga、In、Sn、Au、Ni、Mn、Fe、Co、Pd、Pt、Ti,Cr、及びV等の金属粉末を添加混合する方法も知られている(特許文献2)。これらの金属粉末はシリコンの焼結温度における蒸気圧が10−1atm未満であるので、この方法を採用した場合、多結晶シリコン焼結体中に金属不純物が残留しやすい。
【0024】
上記の各方法の他に、成形助剤を用いない方法も知られている。しかしながら、成形助剤を省略した場合、得られる多結晶シリコン焼結体の強度が弱くなり、製品の歩留まりが悪くなる。更に、本発明者らは、本実施形態に係る成形助剤を使用した場合、成形助剤を省略した場合と比較して、多結晶シリコン焼結体における酸素及び炭素の残存濃度が低くなることも見出している。
【0025】
成形助剤の平均粒子径は、5μm以下であることが好ましく、3μm以下であることがより好ましい。この平均粒子径が過度に大きいと、得られた多結晶シリコン焼結体中に、空隙が生じ易くなる。その結果、多結晶シリコン焼結体のひび割れや焼結密度の低下が生じることがある。
【0026】
成形助剤の平均粒子径の下限は特に限定されないが、0.01μm以上であることがより好ましい。平均粒子径が小さくなるほどシリコン粉末の表面に成形助剤が付着しやすく、その後の成形工程によるシリコン粉末同士の結着度が高くなる。
【0027】
なお、上述した成形助剤の平均粒子径は、レーザー回折散乱法により得られる値を意味している。
【0028】
成形助剤の添加量は、シリコン粉末に対して、20体積%以下であることが好ましく、10体積%以下であることがより好ましい。この添加量を過度に多くすると、得られた多結晶シリコン焼結体中に、空隙が生じ易くなる。その結果、多結晶シリコン焼結体のひび割れや焼結密度の低下が生じることがある。なお、成形助剤の添加量は、通常は、0.3体積%以上とする。成形助剤の添加量が過度に少ないと、成形助剤の効果が充分に発揮されない可能性がある。
【0029】
シリコン粉末と成形助剤との混合方法には、特に制限はない。例えば、シリコン粉末と成形助剤とは、乾式法により混合されてもよく、湿式法により混合されてもよい。
【0030】
シリコン粉末と成形助剤との混合は、アルゴン及び窒素などの非酸化性ガス中で行うことが好ましい。こうすると、混合工程におけるシリコン粉末の酸化及び炭化を更に抑制することができる。その結果、多結晶シリコン焼結体における酸素及び炭素の残存濃度を更に減少させることができる。
【0031】
(B)成形工程
この工程では、シリコン粉末と成形助剤とを含んだ混合物が成形される。この工程は、例えば、金型加圧成形、湿式プレス成形、又は、ドクターブレード法を用いたグリーンシート成形により行われる。この成形工程では、典型的には、上述した成形助剤の少なくとも一部が塑性変形する。これにより、成形助剤とシリコン粉末との間及び成形助剤同士の結合がより強固となる。その結果、成形体の強度及びハンドリング特性が高くなる。なお、成形体の形状には、特に制限はない。
【0032】
混合物の成形は、アルゴン及び窒素などの非酸化性ガス中で行うことがより好ましい。こうすると、成形工程におけるシリコン粉末の酸化及び炭化を更に抑制することができる。その結果、多結晶シリコン焼結体における酸素及び炭素の残存濃度を更に減少させることができる。
【0033】
(C)焼成工程
この工程では、シリコン粉末と成形助剤とを含んだ成形体が焼成処理に供される。この工程は、典型的には、水素ガスなどの還元雰囲気下で行う。また、この工程は、上述した通り、1270℃以上であり且つシリコンの融点(1410℃)未満の温度で行う。
【0034】
この焼成処理により、シリコン粉末の焼結、並びに、酸素及び炭素の除去が生じる。その結果、得られる多結晶シリコン焼結体中の酸素及び炭素の含有量は、焼成処理前の成形体と比較して減少する。上述した成形助剤を用いた場合、成形体に含まれる酸素濃度が低いため、焼成工程において、酸素が除去され易い。その結果、多結晶シリコン焼結体に残存する酸素含有量を顕著に減少させることができる。
【0035】
また、上述した成形助剤は、シリコンの焼結温度における蒸気圧が高い。それゆえ、この焼成処理により、成形助剤の揮散が生じ易い。そして、シリコン表面に付着していた酸素及び炭素が成形助剤の揮散とともに除去される。その結果、例えば成形助剤を省略した場合と比較して、より純度が高い多結晶シリコン焼結体を作製することが可能となる。
【実施例】
【0036】
<成形助剤の種類の影響>
以下のようにして、多結晶シリコン板を作製した。
まず、平均粒子径が0.5μmのシリコン粉末と、下記表1に示す成形助剤とを混合し、混合物を作製した。成形助剤の添加量は、シリコン粉末に対して10体積%とした。
【0037】
表1に示す成形助剤のうち、Zn、Cd、Ca、ZnCl2、PbCl2、CaZn2、及びMg2Pbは、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物である。Cu及びMnは、シリコンの焼結温度における蒸気圧が10−1atm未満の金属である。PbOは、酸素原子を含有している金属化合物である。PVB及びアクリル樹脂は、有機バインダである。水ガラスは、無機バインダである。
【0038】
次いで、得られた混合物を、1t/cm2の成形圧で圧縮成形し、直径が50mmであり、厚みが0.5mmであるプレス成形体を得た。なお、上記の混合及び成形工程は、アルゴンガスで満たしたグローブボックス内で行った。
【0039】
この段階で、成形体の成形歩留まりを調べた。具体的には、20枚の成形体を作製し、これら成形体のうち、大きなクラックが目視で確認されなかったものの割合を調べた。その結果を、表1に示す。
【0040】
続いて、得られた成形体の各々を、真空管状炉を用いた焼成処理に供した。この焼成は、1L/minの水素ガスフローのもと、1360℃で3時間に亘って行った。このようにして、多結晶シリコン焼結体を得た。
【0041】
得られた多結晶シリコン焼結体について、以下の評価を行った。評価結果は、表1に示す通りであった。
【0042】
(残存している酸素の濃度)
この評価は、不活性ガス融解赤外線吸収法による酸素分析装置(LECO TC−436)を用いて行った。
【0043】
(残存している炭素の濃度)
この評価は、高周波誘導加熱炉方式による炭素分析装置(堀場製作所製;EMIA−520)を用いて行った。
【0044】
(残存している成形助剤の濃度)
この評価は、二次イオン質量分析計(SIMS)を用いて行った。
【0045】
(焼結性)
焼結体の表面の状態を目視で観察し、以下の基準に従って評価した。
【0046】
○:割れやひびが見られなかった場合;
△:割れやひびがわずかに見られた場合;
×:割れやひびが比較的多く見られた場合。
【0047】
また、焼結体を割ったときの破面の状態を目視で観察し、以下の基準に従って評価した。
【0048】
○:金属光沢がはっきりと見られた場合;
△:金属光沢が見られた場合;
×:金属光沢が見られなかった場合。
【0049】
(焼結密度)
この評価は、日本工業規格:JIS A 1225に準拠した浮力法を用いて行った。表1には、測定された密度をシリコンの理論密度(2.33g/cm3)で除して得られる相対密度(%)を示している。
【表1】
【0050】
表1に示す結果から、以下のことが分かった。
実施例と参考例との比較により、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、高い成形歩留まりを達成すると共に、残存する酸素及び炭素の濃度を低減できることが分かった。
【0051】
実施例と比較例1及び2との比較により、シリコンの焼結温度における蒸気圧が10−1atm以上である金属、合金、又は金属化合物を成形助剤として用いると、成形助剤に起因した残存成分の濃度を大幅に低減できることが分かった。これは、比較例1及び2で用いた成形助剤のシリコンの焼結温度における蒸気圧が低いために、その残存量が多くなった結果であると推測される。また、実施例の方法によると、比較例1及び2の方法と比較して、焼結性を大幅に改善できることが分かった。これは、比較例1及び2の方法では、残存する成形助剤がシリコン粉末の焼結を阻害した結果であると推測される。
【0052】
実施例と比較例3との比較により、金属、合金、又は、酸素原子を実質的に含有していない金属化合物を成形助剤として用いると、残存する酸素の濃度を大幅に低減できることが確認された。
【0053】
実施例と比較例4及び5との比較により、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、成形助剤として有機バインダを用いた場合と比較して、残存する酸素及び炭素の濃度を大幅に低減できることが分かった。
【0054】
更に、実施例と比較例6との比較により、金属、合金、又は、酸素原子を実質的に含有していない金属化合物を成形助剤として用いると、成形助剤として無機バインダを用いた場合と比較して、残存する酸素の濃度を大幅に低減できることが分かった。
【0055】
<多結晶シリコン焼結体の破面の状態>
実施例1及び比較例1の各方法により得られた多結晶シリコン焼結体の破面を、SEMを用いて観察した。
【0056】
図1は、実施例の方法により製造された多結晶シリコン焼結体の破面のSEM写真である。図1に示すように、実施例1の方法により製造された多結晶シリコン焼結体では焼結により、シリコンの結晶粒が密に並んだ。
【0057】
図2は、比較例の方法により製造された多結晶シリコン焼結体の破面のSEM写真である。図2に示すように、比較例1の方法により製造された多結晶シリコン焼結では、成形助剤が残存するために焼結が進行せず、シリコンの結晶粒の間に空隙が見られた。
【0058】
<成形助剤の平均粒子径の影響>
平均粒子径が異なったZnを成形助剤として用いたことを除いては、実施例1と同様にして、多結晶シリコン焼結体を製造した。そして、得られた成形体及び焼結体について、先に説明したのと同様の評価を行った。その結果を、下記表2に示す。
【表2】
【0059】
表2から分かるように、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、その平均粒子径の大小に拘らず、残存成分の濃度を低減することができた。また、成形助剤の平均粒子径を小さくすることにより、成形歩留まり、焼結性、及び焼結密度を更に向上させられることが分かった。
【0060】
<成形助剤の添加量の影響>
成形助剤(Zn)の添加量を変えたことを除いては、実施例1と同様にして、多結晶シリコン焼結体を製造した。そして、得られた成形体及び焼結体について、先に説明したのと同様の評価を行った。その結果を、下記表3に示す。
【表3】
【0061】
表3から分かるように、シリコンの焼結温度における蒸気圧が10−1atm以上である、金属、合金、又は、酸素及び炭素原子を実質的に含有していない金属化合物を成形助剤として用いると、その添加量の大小に拘らず、残存成分の濃度を低減することができた。また、成形助剤の添加量を20体積%以下とすることにより、焼結性及び焼結密度を更に向上させられることが分かった。また、これにより、成形助剤の残存量も低減できることが分かった。
【特許請求の範囲】
【請求項1】
シリコン粉末と成形助剤とを含む成形体をシリコンの焼結温度で焼成することを具備した多結晶シリコン焼結体の製造方法であって、
前記成形助剤は、前記焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物である多結晶シリコン焼結体の製造方法。
【請求項2】
前記成形助剤の平均粒子径は5μm以下である請求項1に記載の多結晶シリコン焼結体の製造方法。
【請求項3】
前記成形助剤の添加量は、前記シリコン粉末に対して20体積%以下である請求項1又は2に記載の多結晶シリコン焼結体の製造方法。
【請求項1】
シリコン粉末と成形助剤とを含む成形体をシリコンの焼結温度で焼成することを具備した多結晶シリコン焼結体の製造方法であって、
前記成形助剤は、前記焼結温度における蒸気圧が10−1atm以上である、金属、合金、酸素及び炭素原子を実質的に含有していない金属化合物、又はこれらの混合物である多結晶シリコン焼結体の製造方法。
【請求項2】
前記成形助剤の平均粒子径は5μm以下である請求項1に記載の多結晶シリコン焼結体の製造方法。
【請求項3】
前記成形助剤の添加量は、前記シリコン粉末に対して20体積%以下である請求項1又は2に記載の多結晶シリコン焼結体の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−214315(P2012−214315A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−79831(P2011−79831)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000221786)東邦亜鉛株式会社 (14)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000221786)東邦亜鉛株式会社 (14)
【Fターム(参考)】
[ Back to top ]