
多色化粧料の充填装置および多色化粧料の製造方法
【課題】多色化粧料におけるストライプ状の表面模様を正確に形成し、その境界を鮮明かつ美しく仕上げる。
【解決手段】。互いに区分された複数の注出管を一体化した注出ノズル2には、供給路6を介して、色の異なるスラリー状の複数の化粧料が供給される。注出ノズル2の下端における列状に並んだ注出口からは、スラリー状の複数の化粧料が吐出される。スライド機構5は、これらの注出口から吐出された複数の化粧料を化粧皿内に充填する過程において、アーム4を介して注出ノズル2をスライドさせる。
【解決手段】。互いに区分された複数の注出管を一体化した注出ノズル2には、供給路6を介して、色の異なるスラリー状の複数の化粧料が供給される。注出ノズル2の下端における列状に並んだ注出口からは、スラリー状の複数の化粧料が吐出される。スライド機構5は、これらの注出口から吐出された複数の化粧料を化粧皿内に充填する過程において、アーム4を介して注出ノズル2をスライドさせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多色化粧料の充填装置および多色化粧料の製造方法に関する。
【背景技術】
【0002】
従来より、多色化粧料の製造方法の一つとして、複数色の化粧料を互いに区分するための仕切り板を用いた方法が知られている。この方法では、まず、化粧皿内に仕切り板を挿入し、つぎに、仕切られた化粧皿内に複数色の化粧料を充填し、挿入された仕切り板を除去した後に、化粧皿内に充填された複数色の化粧料をプレスするといった手順が採られる。しかしながら、この場合、仕切り板の挿入・除去という作業が必要になる。そこで、作業工程の簡略化等を図るべく、仕切り板を用いることなく多色化粧料を製造する方法も提案されている。
【0003】
例えば、特許文献1には、複数色の化粧料の流動体を用いて、多色化粧料を製造する方法が開示されている。しかしながら、この特許文献1には、容器内に流動体をどのようにして充填するかについては具体的に記載されていない。この点に関して、特許文献2には、複数色の流動体を化粧皿内に充填するために、複数のノズルを備えたノズル支持体を用いる点が開示されている。このノズル支持体において、ある色の流動体を吐出するための第1のノズルの周囲には、これとは色が異なる流動体を吐出するための第2のノズルが複数取り付けられている。流動体の充填時には、化粧皿の上方略中央にノズル支持体を配置し、これを固定したままで、各ノズルから流動体を吐出する。吐出された複数色の流動体は、自己の流動性によって化粧皿内を流れ、表面模様を形成するように化粧皿内に充填される。
【0004】
一方、特許文献3には、複数色の化粧料の粉末体を用いて、多色化粧料を製造する方法が開示されている。具体的には、ホッパーは、互いに区分された複数の区画室を有し、それぞれの区画室には、色の異なる粉末体が収容されている。このホッパーの底部は、開口しており、打型雌型に形成された充填スペースの開口部よりも大きな開口形状を有する。粉末体の充填時には、打型雌型上に配置されたホッパーをスライドさせて、ホッパー内の粉末体を自重によって充填スペース内に落下させる。これによって、充填スペース内にセットされた化粧皿に、複数色の粉末体が一括で充填される。そして、打型雌型内の充填物を打型雄型を用いてプレスすることで、多色化粧料が得られる。
【特許文献1】特開昭60−67405号公報
【特許文献2】特開2003−306412号公報
【特許文献3】特開平5−320026号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1,2のように、固定されたノズルより化粧料の流動体を吐出し、その流動性を利用した充填手法では、化粧料表面における模様を的確に形成することが容易ではなく、製品毎のバラツキが大きくなってしまう。特に、特許文献2のように、第1のノズルの周囲に第2のノズルが配置されたノズル支持体を用いる場合、ノズルの配置に起因して、ストライプ状の模様を形成することが困難である。さらに、特許文献3のように、化粧料の粉末体の落下を利用した充填手法では、落下の過程で粉末体が飛散するので、模様の境界を鮮明かつ美しく仕上げることが困難である。
【0006】
本発明は、かかる事情に鑑みてなされたものであり、その目的は、多色化粧料において、鮮明な境界を有するストライプ状の模様を簡単な手法で的確に形成することである。
【課題を解決するための手段】
【0007】
かかる課題を解決すべく、第1の発明は、第1および第2の注出管と、第1および第2の注出口と、スライド機構とを有する多色化粧料の充填装置を提供する。第1の注出管には、スラリー状の第1の化粧料が供給される。第1の注出口は、第1の注出管における化粧皿と対向する部位に設けられている。第2の注出管には、第1の化粧料とは色が異なるスラリー状の第2の化粧料が供給される。この第2の注出管は、第1の注出管と区分された状態で、第1の注出管に連結されている。第2の注出口は、第2の注出管における化粧皿と対向する部位に設けられており、第1の注出口と列状に並んでいる。スライド機構は、第1および第2の注出口から吐出された第1および第2の化粧料を化粧皿内に充填する過程において、互いに連結された第1および第2の注出管をスライドさせる。
【0008】
ここで、第1の発明において、第1および第2の注出管は、水平に開口した第1および第2の注出口に対して、傾斜して延在していることが好ましい。また、スライド機構は、水平面上において、互いに連結された第1および第2の注出管を直線状または曲線状にスライドさせてもよい。また、第1および第2の化粧料のそれぞれの注出圧を個別に調整することにより、化粧皿に対する第1および第2の化粧料の充填量を個別に制御可能な圧力調整部をさらに設けてもよい。さらに、化粧皿を収容するとともに、自己の上面が第1および第2の注出口と当接して、化粧皿内に充填された第1および第2の化粧料を擦り切る金型をさらに設けてもよい。
【0009】
第2の発明は、多色化粧料の製造方法を提供する。この製造方法は、化粧皿を配置する第1のステップと、互いに区分された状態で連結された複数の注出管をスライドさせながら、これらの注出管における列状に並んだそれぞれの注出口よりに色が異なるスラリー状の複数の化粧料を吐出することによって、化粧皿内に複数の化粧料を充填する第2のステップと、化粧皿内に充填された複数の化粧料をプレスする第3のステップとを有する。
【0010】
ここで、第2の発明の第2のステップにおいて、複数の注出管を、水平面上を直線状または曲線状にスライドさせることが好ましい。また、第2のステップは、複数の化粧料のそれぞれの注出圧を個別に調整することにより、化粧皿に対する複数の化粧料の充填量を個別に制御するステップを有していてもよい。また、第2のステップは、化粧皿を収容する金型の上面が、注出口のそれぞれと当接することによって、化粧皿内に充填された複数の化粧料を擦り切るステップを有していてもよい。また、これに代えて、互いに当接して連続して配置された複数の化粧皿の枠の上面が、注出口のそれぞれと当接することによって、化粧皿内に充填された複数の化粧料を擦り切るステップを有していてもよい。
【発明の効果】
【0011】
第1または第2の発明によれば、複数の注出管自体をスライドさせることで、ストライプ状の模様を形成する。化粧皿内に充填すべき化粧料として、スラリー状のものを用いる。したがって、列状に並んだ注出口のそれぞれから吐出された化粧料は、化粧皿に到達する過程で粉末体のように飛散することなく、かつ、化粧皿に到達した後に流動体のように流れてしまうこともない。その結果、鮮明な境界を有するストライプ状の模様を簡単な手法で的確に形成することができる。
【発明を実施するための最良の形態】
【0012】
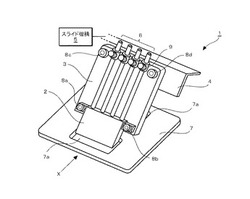
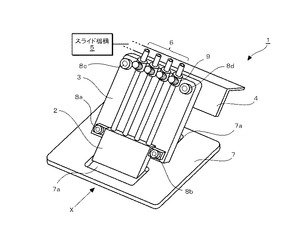
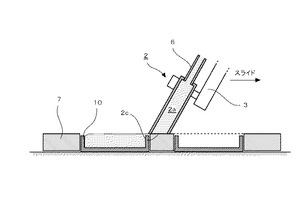
図1は、本実施形態に係る多色化粧料の充填装置の外観斜視図である。この充填装置1は、注出ノズル2と、基部3と、アーム4と、スライド機構5と、複数の供給路6とを主体に構成されており、化粧皿(図示せず)に複数色の化粧料を充填する。注出ノズル2、基部3、アーム4および供給路6は、例えば、アルミやアルミ合金といった剛性の高い材料で形成されている。なお、化粧皿は、金型7に形成された収容スペース7a内に配置されているが、この収容スペース7aは、単一であってもよいし複数形成してもよい。
【0013】
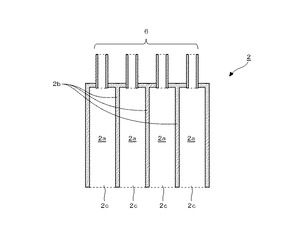
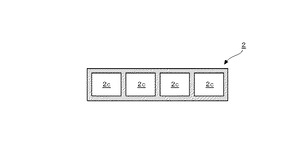
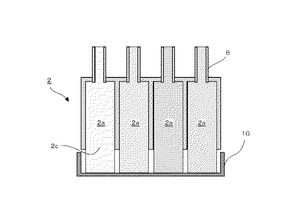
注出ノズル2は、その底部が斜めに切り取られた略直方体形状を有し、その内部は中空になっている。図2は、図1のX方向より見た注出ノズル2の断面図である。この注出ノズル2は、複数の注出管2aを連結して一体化した構成を有する。それぞれの注出管2aは、区分壁2bを介して、互いに空間的に分離されている。注出管2aの上端は、個別に設けられた供給路6と連通しているとともに、その下端、すなわち、化粧皿と対向する部位は、化粧料を注出するための注出口2cとして機能すべく開口している。図3に示すように、注出管2aにそれぞれ設けられた注出口2cは、ストライプ状の多色化粧料を形成すべく、列状に並んでいる。また、注出口2cは、化粧皿の開口部(化粧皿を収容するための金型7の収容スペースの開口部と略同等)よりも小さな開口面積を有するとともに、矩形状の開口形状を有する。
【0014】
複数の注出管2aには、それぞれに対応した供給路6を介して、ファンデーション、フェイスパウダー、アイシャドウ等の多色固形化粧料の材料となる、互いに異なる色の化粧料が個別に供給される。これらの化粧料としては、スラリー状のもの、すなわち、固形粉末化粧料の化粧料基材と、エタノール、水、流動パラフィン、イソパラフィン、イソプロピルアルコール等の揮発性溶剤とを混合したものが用いられる。
【0015】
図1に示したように、注出ノズル2は、一対のボルト8a,8bによって、プレート状の基部3に取り付けられている。また、基部3は、一対のボルト8c,8dによって、アーム4に取り付けられているとともに、アーム4は、スライド機構5に取り付けられている。スライド機構5は、複数の注出口2cから吐出された複数色の化粧料を化粧皿内に充填する過程において、基部3を介してアームに連結された供給ノズル2、換言すれば、互いに連結された複数の注出管2bをスライドさせる。注出管2bのスライドは、金型7の上面との距離を同一に保持すべく水平面上であることが好ましいが、その具体的な方向は、直線状に限定されるものではなく、曲線状を含めて任意に設定してよい。
【0016】
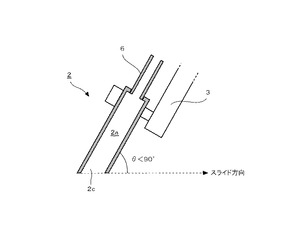
図4に示すように、注出ノズル2および基部3は、鉛直方向ではなく、傾斜して配置されている。これにより、注出管2aは、水平面上のスライド方向に対して鋭角θ(θ<90°)になるように、注出口2cから傾斜して延在することになる。それとともに、この鋭角θに起因して、注出口2cも水平面と一致するように、斜めに切り取られている。このようにする理由は、注出口2cから吐出されたスラリー状の化粧料が化粧皿に到達する過程で生じる化粧料の変形を極力抑え、多色化粧料のストライプを美しく仕上げるためである。
【0017】
また、図1に示したように、それぞれの供給路6には、化粧料の注出圧を個別に調整できるように、圧力調整部9が設けられている。この調整により、化粧皿に対するそれぞれの化粧料の充填量を個別に制御することができる。なお、圧力調整部9は、必ずしも必要ではない。例えば、溶剤量によって化粧料の硬度を調整すれば、個々の注出圧を調整しなくても、同一圧力でプレスすることが可能だからである。
【0018】
以下、上述した充填装置1を用いて多色化粧料を製造する工程を、図5から図9を参照しつつ説明する。まず、図5に示すように、金型7の収容スペース7a内に化粧皿10を配置する。
【0019】
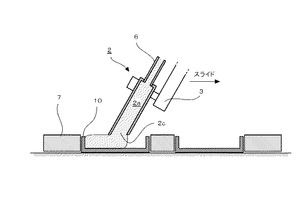
つぎに、図6に示すように、水平面上を例えば直線状に複数の注出管2aをスライドさせながら、列状に並んだそれぞれの注出口2cよりに複数の化粧料を同時に吐出する。これによって、化粧皿10内に複数の化粧料が一括で充填され、注出管2aのスライドにともない、化粧皿10内に直線状のストライプが描かれていく。その際、図7に示すように、スラリー状の化粧料を用いることで、注出口2cから吐出された化粧料の幅は、大きく変化することなく、注出口2cの幅相当にほぼ維持される。
【0020】
そして、図8に示すように、スライドした注出管2aが化粧皿10の右端に至ると、金型7の上面と、注出管2aの先端(注出口2c)とが当接することによって、化粧皿10内に充填された化粧料が擦り切られる。これによって、化粧皿10への充填工程が完了する。
【0021】
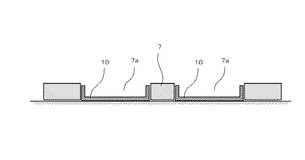
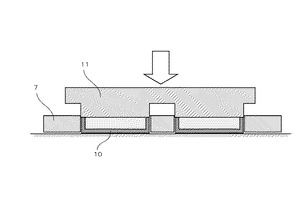
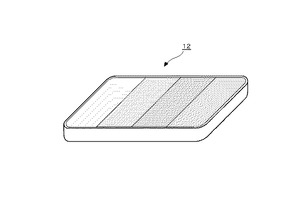
その後、図9に示すように、金型11(打型雄型)を用いて、化粧皿10内に充填された複数の化粧料を一括でプレスすることによって、図10に示すように、直線状のストライプ模様を有する多色化粧料12が完成する。
【0022】
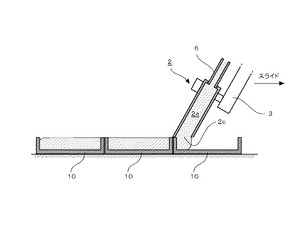
なお、化粧皿10内への化粧料の充填工程は、金型7を用いずに行うこともできる。図11は、化粧料の充填工程の別の一例を示す図である。複数の化粧皿10を連続して配置し、隣り合った化粧皿10を互いに当接させる。そして、上述したプロセスで化粧料の充填を行う。この場合、複数の化粧皿10の枠の上面が、注出口2cと当接することによって、化粧皿10内に充填された複数の化粧料が擦り切られる。
【0023】
このように、本実施形態によれば、互いに連結された複数の注出管2a自体をスライドさせることで、ストライプ状の模様を有する多色化粧料12を形成する。化粧皿10内に充填すべき化粧料としては、スラリー状のものが用いられる。これにより、列状に並んだ注出口2cのそれぞれから吐出された化粧料は、化粧皿10に到達する過程で粉末体のように飛散することなく、かつ、化粧皿10に到達した後であっても流動体のように流れてしまうこともない。その結果、鮮明な境界を有するストライプ状の模様を簡単な手法で的確に形成することができる。
【0024】
また、本実施形態によれば、注出口2cを絞って1本あたりのラインを細くすることで、ストライプの一層の多色化を図ることができる他、圧力調整部9によって注出圧を調整することで、プレス圧の均一化による強度確保やひび割れ防止といった効果も奏する。
【0025】
さらに、本実施形態によれば、スライド機構5によるスライド方向の制御、圧力調整部9による化粧料の注出圧の制御、あるいは、これらの制御を組み合わせることによって、より自由度の高いストライプ模様を容易に形成することができる。例えば、注出管2aを曲線状にスライドさせた場合には、図12に示すように、ストライプ模様も曲線状になるので、多色化粧料12としての外観上のユニークさを演出することができる。また、それぞれの注出圧を個別に調整して、複数の化粧料の充填量を個別に制御することで、図13に示すように、色毎に変形させた複雑なストライプ模様の形成が可能になる。
【図面の簡単な説明】
【0026】
【図1】多色化粧料の充填装置の外観斜視図
【図2】注出ノズルの断面図
【図3】注出口を示す図
【図4】注出管の傾斜を示す図
【図5】化粧皿のセット工程を示す図
【図6】化粧料の充填工程を示す図
【図7】化粧料の充填工程を示す図
【図8】化粧料の擦切工程を示す図
【図9】化粧料のプレス工程を示す図
【図10】多色化粧料の外観斜視図
【図11】化粧料の充填工程の別の一例を示す図
【図12】曲線状のストライプ模様を示す図
【図13】変形したストライプ模様を示す図
【符号の説明】
【0027】
1 充填装置
2 注出ノズル
2a 注出管
2b 区分壁
2c 注出口
3 基部
4 アーム
5 スライド機構
6 供給路
7 金型(打型雌型)
7a 収容スペース
8a〜8d ボルト
9 圧力調整部
10 化粧皿
11 金型(打型雄型)
12 多色化粧料
【技術分野】
【0001】
本発明は、多色化粧料の充填装置および多色化粧料の製造方法に関する。
【背景技術】
【0002】
従来より、多色化粧料の製造方法の一つとして、複数色の化粧料を互いに区分するための仕切り板を用いた方法が知られている。この方法では、まず、化粧皿内に仕切り板を挿入し、つぎに、仕切られた化粧皿内に複数色の化粧料を充填し、挿入された仕切り板を除去した後に、化粧皿内に充填された複数色の化粧料をプレスするといった手順が採られる。しかしながら、この場合、仕切り板の挿入・除去という作業が必要になる。そこで、作業工程の簡略化等を図るべく、仕切り板を用いることなく多色化粧料を製造する方法も提案されている。
【0003】
例えば、特許文献1には、複数色の化粧料の流動体を用いて、多色化粧料を製造する方法が開示されている。しかしながら、この特許文献1には、容器内に流動体をどのようにして充填するかについては具体的に記載されていない。この点に関して、特許文献2には、複数色の流動体を化粧皿内に充填するために、複数のノズルを備えたノズル支持体を用いる点が開示されている。このノズル支持体において、ある色の流動体を吐出するための第1のノズルの周囲には、これとは色が異なる流動体を吐出するための第2のノズルが複数取り付けられている。流動体の充填時には、化粧皿の上方略中央にノズル支持体を配置し、これを固定したままで、各ノズルから流動体を吐出する。吐出された複数色の流動体は、自己の流動性によって化粧皿内を流れ、表面模様を形成するように化粧皿内に充填される。
【0004】
一方、特許文献3には、複数色の化粧料の粉末体を用いて、多色化粧料を製造する方法が開示されている。具体的には、ホッパーは、互いに区分された複数の区画室を有し、それぞれの区画室には、色の異なる粉末体が収容されている。このホッパーの底部は、開口しており、打型雌型に形成された充填スペースの開口部よりも大きな開口形状を有する。粉末体の充填時には、打型雌型上に配置されたホッパーをスライドさせて、ホッパー内の粉末体を自重によって充填スペース内に落下させる。これによって、充填スペース内にセットされた化粧皿に、複数色の粉末体が一括で充填される。そして、打型雌型内の充填物を打型雄型を用いてプレスすることで、多色化粧料が得られる。
【特許文献1】特開昭60−67405号公報
【特許文献2】特開2003−306412号公報
【特許文献3】特開平5−320026号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1,2のように、固定されたノズルより化粧料の流動体を吐出し、その流動性を利用した充填手法では、化粧料表面における模様を的確に形成することが容易ではなく、製品毎のバラツキが大きくなってしまう。特に、特許文献2のように、第1のノズルの周囲に第2のノズルが配置されたノズル支持体を用いる場合、ノズルの配置に起因して、ストライプ状の模様を形成することが困難である。さらに、特許文献3のように、化粧料の粉末体の落下を利用した充填手法では、落下の過程で粉末体が飛散するので、模様の境界を鮮明かつ美しく仕上げることが困難である。
【0006】
本発明は、かかる事情に鑑みてなされたものであり、その目的は、多色化粧料において、鮮明な境界を有するストライプ状の模様を簡単な手法で的確に形成することである。
【課題を解決するための手段】
【0007】
かかる課題を解決すべく、第1の発明は、第1および第2の注出管と、第1および第2の注出口と、スライド機構とを有する多色化粧料の充填装置を提供する。第1の注出管には、スラリー状の第1の化粧料が供給される。第1の注出口は、第1の注出管における化粧皿と対向する部位に設けられている。第2の注出管には、第1の化粧料とは色が異なるスラリー状の第2の化粧料が供給される。この第2の注出管は、第1の注出管と区分された状態で、第1の注出管に連結されている。第2の注出口は、第2の注出管における化粧皿と対向する部位に設けられており、第1の注出口と列状に並んでいる。スライド機構は、第1および第2の注出口から吐出された第1および第2の化粧料を化粧皿内に充填する過程において、互いに連結された第1および第2の注出管をスライドさせる。
【0008】
ここで、第1の発明において、第1および第2の注出管は、水平に開口した第1および第2の注出口に対して、傾斜して延在していることが好ましい。また、スライド機構は、水平面上において、互いに連結された第1および第2の注出管を直線状または曲線状にスライドさせてもよい。また、第1および第2の化粧料のそれぞれの注出圧を個別に調整することにより、化粧皿に対する第1および第2の化粧料の充填量を個別に制御可能な圧力調整部をさらに設けてもよい。さらに、化粧皿を収容するとともに、自己の上面が第1および第2の注出口と当接して、化粧皿内に充填された第1および第2の化粧料を擦り切る金型をさらに設けてもよい。
【0009】
第2の発明は、多色化粧料の製造方法を提供する。この製造方法は、化粧皿を配置する第1のステップと、互いに区分された状態で連結された複数の注出管をスライドさせながら、これらの注出管における列状に並んだそれぞれの注出口よりに色が異なるスラリー状の複数の化粧料を吐出することによって、化粧皿内に複数の化粧料を充填する第2のステップと、化粧皿内に充填された複数の化粧料をプレスする第3のステップとを有する。
【0010】
ここで、第2の発明の第2のステップにおいて、複数の注出管を、水平面上を直線状または曲線状にスライドさせることが好ましい。また、第2のステップは、複数の化粧料のそれぞれの注出圧を個別に調整することにより、化粧皿に対する複数の化粧料の充填量を個別に制御するステップを有していてもよい。また、第2のステップは、化粧皿を収容する金型の上面が、注出口のそれぞれと当接することによって、化粧皿内に充填された複数の化粧料を擦り切るステップを有していてもよい。また、これに代えて、互いに当接して連続して配置された複数の化粧皿の枠の上面が、注出口のそれぞれと当接することによって、化粧皿内に充填された複数の化粧料を擦り切るステップを有していてもよい。
【発明の効果】
【0011】
第1または第2の発明によれば、複数の注出管自体をスライドさせることで、ストライプ状の模様を形成する。化粧皿内に充填すべき化粧料として、スラリー状のものを用いる。したがって、列状に並んだ注出口のそれぞれから吐出された化粧料は、化粧皿に到達する過程で粉末体のように飛散することなく、かつ、化粧皿に到達した後に流動体のように流れてしまうこともない。その結果、鮮明な境界を有するストライプ状の模様を簡単な手法で的確に形成することができる。
【発明を実施するための最良の形態】
【0012】
図1は、本実施形態に係る多色化粧料の充填装置の外観斜視図である。この充填装置1は、注出ノズル2と、基部3と、アーム4と、スライド機構5と、複数の供給路6とを主体に構成されており、化粧皿(図示せず)に複数色の化粧料を充填する。注出ノズル2、基部3、アーム4および供給路6は、例えば、アルミやアルミ合金といった剛性の高い材料で形成されている。なお、化粧皿は、金型7に形成された収容スペース7a内に配置されているが、この収容スペース7aは、単一であってもよいし複数形成してもよい。
【0013】
注出ノズル2は、その底部が斜めに切り取られた略直方体形状を有し、その内部は中空になっている。図2は、図1のX方向より見た注出ノズル2の断面図である。この注出ノズル2は、複数の注出管2aを連結して一体化した構成を有する。それぞれの注出管2aは、区分壁2bを介して、互いに空間的に分離されている。注出管2aの上端は、個別に設けられた供給路6と連通しているとともに、その下端、すなわち、化粧皿と対向する部位は、化粧料を注出するための注出口2cとして機能すべく開口している。図3に示すように、注出管2aにそれぞれ設けられた注出口2cは、ストライプ状の多色化粧料を形成すべく、列状に並んでいる。また、注出口2cは、化粧皿の開口部(化粧皿を収容するための金型7の収容スペースの開口部と略同等)よりも小さな開口面積を有するとともに、矩形状の開口形状を有する。
【0014】
複数の注出管2aには、それぞれに対応した供給路6を介して、ファンデーション、フェイスパウダー、アイシャドウ等の多色固形化粧料の材料となる、互いに異なる色の化粧料が個別に供給される。これらの化粧料としては、スラリー状のもの、すなわち、固形粉末化粧料の化粧料基材と、エタノール、水、流動パラフィン、イソパラフィン、イソプロピルアルコール等の揮発性溶剤とを混合したものが用いられる。
【0015】
図1に示したように、注出ノズル2は、一対のボルト8a,8bによって、プレート状の基部3に取り付けられている。また、基部3は、一対のボルト8c,8dによって、アーム4に取り付けられているとともに、アーム4は、スライド機構5に取り付けられている。スライド機構5は、複数の注出口2cから吐出された複数色の化粧料を化粧皿内に充填する過程において、基部3を介してアームに連結された供給ノズル2、換言すれば、互いに連結された複数の注出管2bをスライドさせる。注出管2bのスライドは、金型7の上面との距離を同一に保持すべく水平面上であることが好ましいが、その具体的な方向は、直線状に限定されるものではなく、曲線状を含めて任意に設定してよい。
【0016】
図4に示すように、注出ノズル2および基部3は、鉛直方向ではなく、傾斜して配置されている。これにより、注出管2aは、水平面上のスライド方向に対して鋭角θ(θ<90°)になるように、注出口2cから傾斜して延在することになる。それとともに、この鋭角θに起因して、注出口2cも水平面と一致するように、斜めに切り取られている。このようにする理由は、注出口2cから吐出されたスラリー状の化粧料が化粧皿に到達する過程で生じる化粧料の変形を極力抑え、多色化粧料のストライプを美しく仕上げるためである。
【0017】
また、図1に示したように、それぞれの供給路6には、化粧料の注出圧を個別に調整できるように、圧力調整部9が設けられている。この調整により、化粧皿に対するそれぞれの化粧料の充填量を個別に制御することができる。なお、圧力調整部9は、必ずしも必要ではない。例えば、溶剤量によって化粧料の硬度を調整すれば、個々の注出圧を調整しなくても、同一圧力でプレスすることが可能だからである。
【0018】
以下、上述した充填装置1を用いて多色化粧料を製造する工程を、図5から図9を参照しつつ説明する。まず、図5に示すように、金型7の収容スペース7a内に化粧皿10を配置する。
【0019】
つぎに、図6に示すように、水平面上を例えば直線状に複数の注出管2aをスライドさせながら、列状に並んだそれぞれの注出口2cよりに複数の化粧料を同時に吐出する。これによって、化粧皿10内に複数の化粧料が一括で充填され、注出管2aのスライドにともない、化粧皿10内に直線状のストライプが描かれていく。その際、図7に示すように、スラリー状の化粧料を用いることで、注出口2cから吐出された化粧料の幅は、大きく変化することなく、注出口2cの幅相当にほぼ維持される。
【0020】
そして、図8に示すように、スライドした注出管2aが化粧皿10の右端に至ると、金型7の上面と、注出管2aの先端(注出口2c)とが当接することによって、化粧皿10内に充填された化粧料が擦り切られる。これによって、化粧皿10への充填工程が完了する。
【0021】
その後、図9に示すように、金型11(打型雄型)を用いて、化粧皿10内に充填された複数の化粧料を一括でプレスすることによって、図10に示すように、直線状のストライプ模様を有する多色化粧料12が完成する。
【0022】
なお、化粧皿10内への化粧料の充填工程は、金型7を用いずに行うこともできる。図11は、化粧料の充填工程の別の一例を示す図である。複数の化粧皿10を連続して配置し、隣り合った化粧皿10を互いに当接させる。そして、上述したプロセスで化粧料の充填を行う。この場合、複数の化粧皿10の枠の上面が、注出口2cと当接することによって、化粧皿10内に充填された複数の化粧料が擦り切られる。
【0023】
このように、本実施形態によれば、互いに連結された複数の注出管2a自体をスライドさせることで、ストライプ状の模様を有する多色化粧料12を形成する。化粧皿10内に充填すべき化粧料としては、スラリー状のものが用いられる。これにより、列状に並んだ注出口2cのそれぞれから吐出された化粧料は、化粧皿10に到達する過程で粉末体のように飛散することなく、かつ、化粧皿10に到達した後であっても流動体のように流れてしまうこともない。その結果、鮮明な境界を有するストライプ状の模様を簡単な手法で的確に形成することができる。
【0024】
また、本実施形態によれば、注出口2cを絞って1本あたりのラインを細くすることで、ストライプの一層の多色化を図ることができる他、圧力調整部9によって注出圧を調整することで、プレス圧の均一化による強度確保やひび割れ防止といった効果も奏する。
【0025】
さらに、本実施形態によれば、スライド機構5によるスライド方向の制御、圧力調整部9による化粧料の注出圧の制御、あるいは、これらの制御を組み合わせることによって、より自由度の高いストライプ模様を容易に形成することができる。例えば、注出管2aを曲線状にスライドさせた場合には、図12に示すように、ストライプ模様も曲線状になるので、多色化粧料12としての外観上のユニークさを演出することができる。また、それぞれの注出圧を個別に調整して、複数の化粧料の充填量を個別に制御することで、図13に示すように、色毎に変形させた複雑なストライプ模様の形成が可能になる。
【図面の簡単な説明】
【0026】
【図1】多色化粧料の充填装置の外観斜視図
【図2】注出ノズルの断面図
【図3】注出口を示す図
【図4】注出管の傾斜を示す図
【図5】化粧皿のセット工程を示す図
【図6】化粧料の充填工程を示す図
【図7】化粧料の充填工程を示す図
【図8】化粧料の擦切工程を示す図
【図9】化粧料のプレス工程を示す図
【図10】多色化粧料の外観斜視図
【図11】化粧料の充填工程の別の一例を示す図
【図12】曲線状のストライプ模様を示す図
【図13】変形したストライプ模様を示す図
【符号の説明】
【0027】
1 充填装置
2 注出ノズル
2a 注出管
2b 区分壁
2c 注出口
3 基部
4 アーム
5 スライド機構
6 供給路
7 金型(打型雌型)
7a 収容スペース
8a〜8d ボルト
9 圧力調整部
10 化粧皿
11 金型(打型雄型)
12 多色化粧料
【特許請求の範囲】
【請求項1】
多色化粧料の充填装置において、
スラリー状の第1の化粧料が供給される第1の注出管と、
前記第1の注出管における化粧皿と対向する部位に設けられた第1の注出口と、
前記第1の化粧料とは色が異なるスラリー状の第2の化粧料が供給されるとともに、前記第1の注出管と区分された状態で、前記第1の注出管に連結された第2の注出管と、
前記第2の注出管における前記化粧皿と対向する部位に設けられ、前記第1の注出口と列状に並んだ第2の注出口と、
前記第1および第2の注出口から吐出された前記第1および前記第2の化粧料を前記化粧皿内に充填する過程において、互いに連結された前記第1および第2の注出管をスライドさせるスライド機構と、
を有することを特徴とする多色化粧料の充填装置。
【請求項2】
前記第1および第2の注出管は、水平に開口した前記第1および第2の注出口に対して、傾斜して延在していることを特徴とする請求項1に記載された多色化粧料の充填装置。
【請求項3】
前記スライド機構は、水平面上において、互いに連結された前記第1および第2の注出管を直線状または曲線状にスライドさせることを特徴とする請求項1または2に記載された多色化粧料の充填装置。
【請求項4】
前記第1および第2の化粧料のそれぞれの注出圧を個別に調整することにより、前記化粧皿に対する前記第1および第2の化粧料の充填量を個別に制御可能な圧力調整部をさらに有することを特徴とする請求項1から3のいずれかに記載された多色化粧料の充填装置。
【請求項5】
前記化粧皿を収容するとともに、自己の上面が前記第1および第2の注出口と当接して、前記化粧皿内に充填された前記第1および第2の化粧料を擦り切る金型をさらに有することを特徴とする請求項1から3のいずれかに記載された多色化粧料の充填装置。
【請求項6】
多色化粧料の製造方法において、
化粧皿を配置する第1のステップと、
互いに区分された状態で連結された複数の注出管をスライドさせながら、当該複数の注出管における列状に並んだそれぞれの注出口より色が異なるスラリー状の複数の化粧料を吐出することによって、前記化粧皿内に複数の化粧料を充填する第2のステップと、
前記化粧皿内に充填された前記複数の化粧料をプレスする第3のステップと
を有することを特徴とする多色化粧料の製造方法。
【請求項7】
前記第2のステップにおいて、
前記複数の注出管を、水平面上を直線状または曲線状にスライドさせることを特徴とする請求項6に記載された多色化粧料の製造方法。
【請求項8】
前記第2のステップは、
前記複数の化粧料のそれぞれの注出圧を個別に調整することにより、前記化粧皿に対する前記複数の化粧料の充填量を個別に制御するステップを有することを特徴とする請求項6または7に記載された多色化粧料の製造方法。
【請求項9】
前記第2のステップは、
前記化粧皿を収容する金型の上面が、前記注出口のそれぞれと当接することによって、前記化粧皿内に充填された前記複数の化粧料を擦り切るステップを有することを特徴とする請求項6から8のいずれかに記載された多色化粧料の製造方法。
【請求項10】
前記第2のステップは、
互いに当接して連続して配置された複数の前記化粧皿の枠の上面が、前記注出口のそれぞれと当接することによって、前記化粧皿内に充填された前記複数の化粧料を擦り切るステップを有することを特徴とする請求項6から8のいずれかに記載された多色化粧料の製造方法。
【請求項1】
多色化粧料の充填装置において、
スラリー状の第1の化粧料が供給される第1の注出管と、
前記第1の注出管における化粧皿と対向する部位に設けられた第1の注出口と、
前記第1の化粧料とは色が異なるスラリー状の第2の化粧料が供給されるとともに、前記第1の注出管と区分された状態で、前記第1の注出管に連結された第2の注出管と、
前記第2の注出管における前記化粧皿と対向する部位に設けられ、前記第1の注出口と列状に並んだ第2の注出口と、
前記第1および第2の注出口から吐出された前記第1および前記第2の化粧料を前記化粧皿内に充填する過程において、互いに連結された前記第1および第2の注出管をスライドさせるスライド機構と、
を有することを特徴とする多色化粧料の充填装置。
【請求項2】
前記第1および第2の注出管は、水平に開口した前記第1および第2の注出口に対して、傾斜して延在していることを特徴とする請求項1に記載された多色化粧料の充填装置。
【請求項3】
前記スライド機構は、水平面上において、互いに連結された前記第1および第2の注出管を直線状または曲線状にスライドさせることを特徴とする請求項1または2に記載された多色化粧料の充填装置。
【請求項4】
前記第1および第2の化粧料のそれぞれの注出圧を個別に調整することにより、前記化粧皿に対する前記第1および第2の化粧料の充填量を個別に制御可能な圧力調整部をさらに有することを特徴とする請求項1から3のいずれかに記載された多色化粧料の充填装置。
【請求項5】
前記化粧皿を収容するとともに、自己の上面が前記第1および第2の注出口と当接して、前記化粧皿内に充填された前記第1および第2の化粧料を擦り切る金型をさらに有することを特徴とする請求項1から3のいずれかに記載された多色化粧料の充填装置。
【請求項6】
多色化粧料の製造方法において、
化粧皿を配置する第1のステップと、
互いに区分された状態で連結された複数の注出管をスライドさせながら、当該複数の注出管における列状に並んだそれぞれの注出口より色が異なるスラリー状の複数の化粧料を吐出することによって、前記化粧皿内に複数の化粧料を充填する第2のステップと、
前記化粧皿内に充填された前記複数の化粧料をプレスする第3のステップと
を有することを特徴とする多色化粧料の製造方法。
【請求項7】
前記第2のステップにおいて、
前記複数の注出管を、水平面上を直線状または曲線状にスライドさせることを特徴とする請求項6に記載された多色化粧料の製造方法。
【請求項8】
前記第2のステップは、
前記複数の化粧料のそれぞれの注出圧を個別に調整することにより、前記化粧皿に対する前記複数の化粧料の充填量を個別に制御するステップを有することを特徴とする請求項6または7に記載された多色化粧料の製造方法。
【請求項9】
前記第2のステップは、
前記化粧皿を収容する金型の上面が、前記注出口のそれぞれと当接することによって、前記化粧皿内に充填された前記複数の化粧料を擦り切るステップを有することを特徴とする請求項6から8のいずれかに記載された多色化粧料の製造方法。
【請求項10】
前記第2のステップは、
互いに当接して連続して配置された複数の前記化粧皿の枠の上面が、前記注出口のそれぞれと当接することによって、前記化粧皿内に充填された前記複数の化粧料を擦り切るステップを有することを特徴とする請求項6から8のいずれかに記載された多色化粧料の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−1233(P2010−1233A)
【公開日】平成22年1月7日(2010.1.7)
【国際特許分類】
【出願番号】特願2008−160234(P2008−160234)
【出願日】平成20年6月19日(2008.6.19)
【出願人】(000158781)紀伊産業株式会社 (327)
【Fターム(参考)】
【公開日】平成22年1月7日(2010.1.7)
【国際特許分類】
【出願日】平成20年6月19日(2008.6.19)
【出願人】(000158781)紀伊産業株式会社 (327)
【Fターム(参考)】
[ Back to top ]