
多色固形化粧料の製造方法
【課題】化粧皿に仕切りを設けることなく、色境界が鮮明な多色固形化粧料を容易かつ安価に製造する。
【解決手段】まず、化粧料充填体8を化粧皿2にセットする。この化粧料充填体8は、枠体3によって互いに区分された各充填空間に複数色の化粧料が充填されたものである。つぎに、押出型6に対して枠体3を相対変位させることによって、凹部6aに内枠3cが入り込みながら、押出面6bで複数色の化粧料を一括で押し出して、これらを化粧皿2に収容する。最後に、化粧皿2に収容された複数色の化粧料を打型する。
【解決手段】まず、化粧料充填体8を化粧皿2にセットする。この化粧料充填体8は、枠体3によって互いに区分された各充填空間に複数色の化粧料が充填されたものである。つぎに、押出型6に対して枠体3を相対変位させることによって、凹部6aに内枠3cが入り込みながら、押出面6bで複数色の化粧料を一括で押し出して、これらを化粧皿2に収容する。最後に、化粧皿2に収容された複数色の化粧料を打型する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、化粧皿の枠で色境界が仕切られていない多色固形化粧料の製造方法に関する。
【背景技術】
【0002】
化粧皿の枠で色境界が仕切られていない多色固形化粧料について、従来から様々な製造方法が提案されている。例えば、特許文献1には、多色固形化粧料を構成する各色のブロック(予備打型品)を個別に作成し、これらを1つずつ化粧皿にセットした後に、全体をプレスする手法が開示されている。特許文献2には、化粧皿に仕切りを通すための貫通部位を設け、この貫通部位に仕切りを差し込んで化粧料を充填し、その後、仕切りを取り外して化粧皿を縮めて貫通部位を塞ぐ手法が開示されている。特許文献3には、仕切り付プレートを化粧皿にセットして、化粧皿の底面から化粧料を充填し、その後、このプレートを取り外してプレスする手法が開示されている。また、特許文献4には、化粧料を充填するための充填孔と、仕切りを通すための貫通部位とを化粧皿に設け、充填孔からの化粧料の充填と、貫通部位への仕切り板の抜き差しとを同時に行う手法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公平06−104612号公報
【特許文献2】特公平07−002622号公報
【特許文献3】特開2005−143606号公報
【特許文献4】特許第2660564号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した特許文献1の手法では、予備打型されたブロックを色毎に個別に作成し、これらを1つずつ化粧皿にセットする必要があるので、色数が増えるほど工程が多くなる他、複雑な模様のセットが難しいという問題がある。また、特許文献2,4の手法では、仕切り板を通すための貫通孔を化粧皿に設ける必要があるため、化粧皿の強度不足を招き易い。そして、この強度不足の問題は、複雑な模様になればなるほど顕著となる。さらに、特許文献3の手法では、充填物が付着し易く仕切り板の取り外しが難しいという不都合がある。
【0005】
本発明は、かかる事情に鑑みてなされたものであり、その目的は、化粧皿に仕切りを設けることなく、色境界が鮮明な多色固形化粧料を容易かつ安価に製造することである。
【課題を解決するための手段】
【0006】
かかる課題を解決すべく、本発明は、枠体によって互いに区分された複数の充填空間のそれぞれに複数色の化粧料が充填された化粧料充填体を用意する第1のステップと、複数の充填空間のそれぞれの開口形状に対応した面形状を有する複数の押出面と、枠体を挿入可能な凹部とを有する押出型に対して、枠体を相対変位させることによって、凹部に枠体が入り込みながら、複数の押出面で複数色の化粧料を一括で押し出すとともに、この押し出された複数色の化粧料を化粧皿に収容する第2のステップと、化粧皿に収容された複数色の化粧料を打型する第3のステップとを有する多色固形化粧料の製造方法を提供する。
【0007】
ここで、本発明において、乾式固形化粧料の主材となる化粧料粉体を用いて上記化粧料充填体を形成する場合、上記第1のステップは、枠体の下開口側を第1の閉塞部材で塞ぐステップと、枠体の開放された上開口側から、複数の充填空間のそれぞれに、乾式固形化粧料の主材となる化粧料粉体、または、湿式固形化粧料の主材となるスラリーを充填するステップと、枠体の上開口側を第2の閉塞部材で塞いだ後、第1の閉塞部材と第2の閉塞部材との相対変位によって、複数の充填空間に充填された充填物を一括でプレスし、これによって、複数色の化粧料を圧縮された状態にするステップとを有していてもよい。また、これに代えて、上記第1のステップは、枠体の下開口側を第1の閉塞部材で塞ぐとともに、枠体の上開口側を第2の閉塞部材で塞ぐステップと、第1の閉塞部材および第2の閉塞部材のうちの一方に設けられた複数の充填口から、複数の充填空間のそれぞれに、湿式固形化粧料の主材となるスラリーを所定の充填圧で充填し、これによって、複数色の化粧料を圧縮された状態にするステップとを有していてもよい。さらに、以上の場合において、第1の閉塞部材および第2の閉塞部材のうちの一方として、上記押出型を用いてもよい。
【発明の効果】
【0008】
本発明によれば、押出型を用いて、枠体内に充填された複数色の化粧料を押し出すことによって、これらの化粧皿への収容が一括で行われる。その際、それぞれの化粧料は、枠体に沿って押し出されるので、化粧皿に仕切りを設けなくても、鮮明な色境界を容易に得ることができる。また、予備打型されたブロックを個別に化粧皿にセットする必要がないので、多色固形化粧料を安価に製造することができる。
【図面の簡単な説明】
【0009】
【図1】多色固形化粧料の外観斜視図
【図2】化粧料充填体の作成に用いられる枠体の外観斜視図
【図3】乾式固形化粧料よりなる化粧料充填体の形成工程の説明図
【図4】乾式固形化粧料よりなる化粧料充填体の形成工程の説明図
【図5】湿式固形化粧料(バック充填)よりなる化粧料充填体の形成工程の説明図
【図6】湿式固形化粧料(バック充填)よりなる化粧料充填体の形成工程の説明図
【図7】セット工程の説明図
【図8】押出工程の説明図
【図9】プレス工程の説明図
【発明を実施するための形態】
【0010】
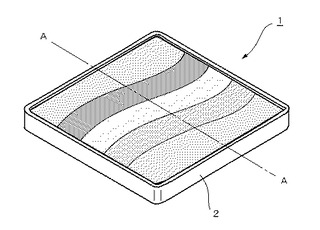
図1は、本実施形態に係る多色固形化粧料の外観斜視図である。この多色固形化粧料1は、典型的には、ファンデーション、フェイスパウダー、アイシャドウ等であり、乾式固形化粧料および湿式固形化粧料のどちらであってもよい。乾式固形化粧料は、その主材、すなわち主要な材料となる化粧料粉体を打型・固化したものである。また、湿式固形化粧料は、その主材となるスラリー(化粧料の流動物)中の揮発成分を吸収・乾燥させて固化したものである。スラリーは、化粧料基材と、エタノール、水、流動パラフィン、イソパラフィン、イソプロピルアルコール等の揮発性溶媒とを混合したものである。湿式固形化粧料は、乾式固形化粧料と比べて粒子密度が疎であることに起因して、しっとりした使用感が得られるという特性がある。
【0011】
多色固形化粧料1は、略矩形状の化粧皿2に収容された色の異なる複数色の化粧料によって構成されており、その表面には鮮明な色境界が形成されている。本明細書では、「異なる色」または「複数色」という用語を、ユーザが視覚的に違いを認識できれば足りる程度の意味合いで用いている。したがって、明度、彩度、色相の違いはもとより、同一色であっても、パール等を加えたものと、そうでないものといったように質感が異なるものも、ここでいう「異なる色」等の範疇に含まれる。なお、図示した色模様は、曲線状のストライプ模様であるが、本発明はこれに限定されるものではなく、直線状のストライプ模様や格子模様を含めて、後述する枠体3にて定義できる限り、どのような模様であっても構わない。
【0012】
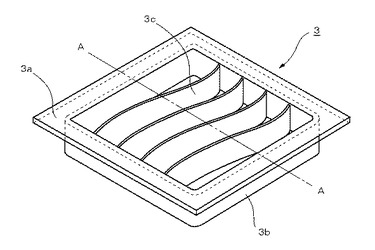
図2は、図1に示した多色固形化粧料1の作成に用いられる枠体3の外観斜視図である。この枠体3は、基部3aと、外枠3bと、内枠3cとを有する。基部3aの略中央には、上下に貫通する開口部が設けられている。この開口部の内面は、基部3aの下面から下方に突出した外枠3bの内面と面一になっている。外枠3bの枠形状は、化粧皿2の開口形状に対応しており、本実施形態では、略矩形枠形状を有している。また、外枠3bの内部には、複数の内枠3cが連結されている。それぞれの内枠3cは、上述した多色固形化粧料1の色境界を規定しており、色境界の本数分だけ存在する。そして、枠体3によって互いに区分された複数の充填空間のそれぞれに、多色固形化粧料1を構成する複数色の化粧料が圧縮された状態で充填される。
【0013】
以下、図3から図9を参照しつつ、本実施形態に係る多色固形化粧料1の製造方法について詳述する。なお、図3から図9は、図1および図2に示したA−A断面をそれぞれ示す。最初に、図2に示した枠体3における充填空間のそれぞれに各色の化粧料が圧縮・充填された化粧料充填体8(図7を参照)を用意する。この化粧料充填体8は、枠体3と、この枠体3内の充填物とのセットであるが、この充填物は、乾式固形化粧料の主材となる化粧料粉体、および、湿式固形化粧料の主材となるスラリーのどちらで形成してもよい。
【0014】
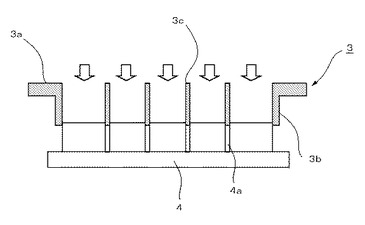
図3および図4は、乾式固形化粧料よりなる化粧料充填体8の形成工程の説明図である。まず、図3に示すように、枠体3の下開口側を閉塞部材4で塞ぐ。この閉塞部材4の上面には、枠体3における内枠3cを挿入可能な凹部4aが、内枠3cの位置に対応して設けられている。つぎに、枠体3の上開口側(開放した状態)から、枠体3によって区分された充填空間のそれぞれに、各色の化粧料粉末を所定量だけ充填する。その後、図4に示すように、枠体3の上開口側を閉塞部材5で塞ぐ。この閉塞部材5の下面には、枠体3における内枠3cを挿入可能な凹部5aが、内枠3cの位置に対応して設けられている。そして、上方の閉塞部材5を位置的に固定したまま、下方の閉塞部材4を上昇させる。これにより、内枠3cの先端が閉塞部材4の凹部4aに入り込みながら、上下の閉塞部材4,5が相対的に変位していき、複数の充填空間の充填物が一括でプレスされる。以上のような工程を経ることによって、枠体3の内部に複数色の化粧料が充填・固化された化粧料充填体8が得られる。
【0015】
なお、図3および図4に例示した工程は、化粧料粉体の代わりにスラリーを用いる場合においても、そのまま適用することができる。また、下方の閉塞部材4を位置的に固定したまま、上方の閉塞部材5を下降させることで、充填物のプレスを行ってもよい。さらに、閉塞部材4,5のうち、プレス時に位置的に固定するものに関しては、内枠3cが入り込む凹部4a,5aは不要なので、単なるプレート状の部材を用いてもよい。
【0016】
図5および図6は、湿式固形化粧料(バック充填)よりなる化粧料充填体8の形成工程の説明図である。まず、図5に示すように、枠体3の下開口側を閉塞部材4で塞ぐとともに、枠体3の上開口側を閉塞部材5で塞ぐ。下方の閉塞部材4は、プレート状の部材であって、それぞれの充填空間の位置に対応して、スラリーを充填するための充填口4bが複数設けられている。また、上方の閉塞部材5の下面には、枠体3における内枠3cを挿入可能な凹部5aが、内枠3cの位置に対応して設けられている。つぎに、図6に示すように、複数の充填口4bから、複数の充填空間のそれぞれにスラリーを所定の充填圧で充填する。これによって、充填空間内に充填されたスラリーは充填圧相当で加圧され、これによって、枠体3の内部に複数色の化粧料が充填・固化された化粧料充填体8が得られる。なお、この充填工程では、上方の閉塞部材5に設けられた微小な吸引孔(図示せず)を介して、加圧によってスラリーから滲み出た揮発性溶媒を吸引・除去してもよい。また、充填物を充填圧以上で圧縮したい場合には、以上の工程の後に、下方の閉塞部材4を位置的に固定したまま、上方の閉塞部材5を下降させて、充填物をプレスしてもよい。
【0017】
なお、図5および図6に例示した工程は、下方からスラリーを充填するバック充填について説明したが、上方からスラリーを充填するフロント充填を用いてもよい。この場合、上方の閉塞部材5に複数の充填口を設け、これらからスラリーを所定の充填圧で充填することになる。
【0018】
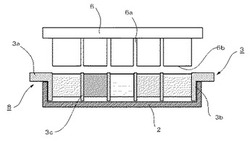
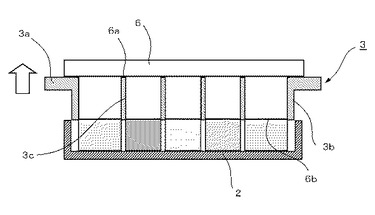
つぎに、図7に示すように、上記工程を経た予備打型品としての化粧料充填体8を化粧皿2に収容するとともに、化粧料充填体8の上開口側に押出型6をセットする。この押出型6は、枠体3を挿入可能な凹部6aと、複数の充填空間のそれぞれの開口形状に対応した面形状を有する複数の押出面6bとを有する。そして、それぞれの押出面6bが、自己に対応する充填空間の上開口に挿入される。
【0019】
つぎに、図8に示すように、枠体3を上昇させて、上方の押出型6に対して枠体3を相対変位させる。これによって、凹部6aに枠体3の上端が入り込みながら、複数の押出面6bからの押圧によって、複数色の化粧料が枠体3に沿って一括で押し出される。押し出された複数色の化粧料は、化粧皿2に収容される。この収容状態において、隣接した化粧料の間には、内枠3cの幅相当の隙間が存在するとともに、化粧皿2の内側部と化粧料との間には、外枠3bの幅相当の隙間が存在する。
【0020】
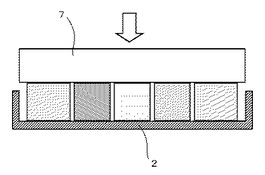
最後に、図9に示すように、枠体3および押出型6を取り除いた後、プレスヘッド7を用いて、化粧皿2に収容された複数色の化粧料を一括で打型する(仕上げプレス)。これにより、枠体3を取り除いた際に生じた上記隙間が解消され、図1に示した密な状態の多色固形化粧料1が完成する。
【0021】
このように、本実施形態によれば、押出型6を用いて、枠体3内に充填された複数色の化粧料を押し出すことによって、これらの化粧皿2への収容が一括で行われる。その際、それぞれの化粧料は、枠体3に沿って押し出されるので、化粧皿2に仕切りを設けなくても、鮮明な色境界を容易に得ることができる。また、予備打型されたブロックを個別に化粧皿2にセットする必要がないので、多色固形化粧料1を安価に製造することができる。
【0022】
なお、上述した実施形態では、閉塞部材4,5と、押出型6とを別個の部材として用いているが、閉塞部材4,5のうちの一方を押出型6と共用してもよい。
【0023】
また、上述した実施形態では、図7に示したように、化粧皿2の内部に枠体3が収容された状態で押し出しを行う例について説明した。この場合、化粧皿2に枠体3を収容すべく、外枠3bの外周面の形状を化粧皿2の開口形状に対応させる必要がある。しかしながら、本発明は、これに限定されるものではなく、化粧皿2の内部に枠体3を収容することなく行ってもよい。例えば、外枠3bの下端を化粧皿2の上縁部に接触させた状態で押し出すといった如くである。この場合、外枠3bの内周面の形状を化粧皿2の開口形状に対応させればよい。このようにすれば、外枠3bに起因した上記隙間の発生を未然に防止できる。
【産業上の利用可能性】
【0024】
本発明に係る多色固形化粧料の製造方法は、乾式および湿式を問わず、ファンデーション、フェイスパウダー、アイシャドウといった各種の固形化粧料に対して、広く適用できる。
【符号の説明】
【0025】
1 多色固形化粧料
2 化粧皿
3 枠体
3a 基部
3b 外枠
3c 内枠
4,5 閉塞部材
4a,5a 凹部
4b 充填口
6 押出型
6a 凹部
6b 押出面
7 プレスヘッド
8 化粧料充填体
【技術分野】
【0001】
本発明は、化粧皿の枠で色境界が仕切られていない多色固形化粧料の製造方法に関する。
【背景技術】
【0002】
化粧皿の枠で色境界が仕切られていない多色固形化粧料について、従来から様々な製造方法が提案されている。例えば、特許文献1には、多色固形化粧料を構成する各色のブロック(予備打型品)を個別に作成し、これらを1つずつ化粧皿にセットした後に、全体をプレスする手法が開示されている。特許文献2には、化粧皿に仕切りを通すための貫通部位を設け、この貫通部位に仕切りを差し込んで化粧料を充填し、その後、仕切りを取り外して化粧皿を縮めて貫通部位を塞ぐ手法が開示されている。特許文献3には、仕切り付プレートを化粧皿にセットして、化粧皿の底面から化粧料を充填し、その後、このプレートを取り外してプレスする手法が開示されている。また、特許文献4には、化粧料を充填するための充填孔と、仕切りを通すための貫通部位とを化粧皿に設け、充填孔からの化粧料の充填と、貫通部位への仕切り板の抜き差しとを同時に行う手法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特公平06−104612号公報
【特許文献2】特公平07−002622号公報
【特許文献3】特開2005−143606号公報
【特許文献4】特許第2660564号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した特許文献1の手法では、予備打型されたブロックを色毎に個別に作成し、これらを1つずつ化粧皿にセットする必要があるので、色数が増えるほど工程が多くなる他、複雑な模様のセットが難しいという問題がある。また、特許文献2,4の手法では、仕切り板を通すための貫通孔を化粧皿に設ける必要があるため、化粧皿の強度不足を招き易い。そして、この強度不足の問題は、複雑な模様になればなるほど顕著となる。さらに、特許文献3の手法では、充填物が付着し易く仕切り板の取り外しが難しいという不都合がある。
【0005】
本発明は、かかる事情に鑑みてなされたものであり、その目的は、化粧皿に仕切りを設けることなく、色境界が鮮明な多色固形化粧料を容易かつ安価に製造することである。
【課題を解決するための手段】
【0006】
かかる課題を解決すべく、本発明は、枠体によって互いに区分された複数の充填空間のそれぞれに複数色の化粧料が充填された化粧料充填体を用意する第1のステップと、複数の充填空間のそれぞれの開口形状に対応した面形状を有する複数の押出面と、枠体を挿入可能な凹部とを有する押出型に対して、枠体を相対変位させることによって、凹部に枠体が入り込みながら、複数の押出面で複数色の化粧料を一括で押し出すとともに、この押し出された複数色の化粧料を化粧皿に収容する第2のステップと、化粧皿に収容された複数色の化粧料を打型する第3のステップとを有する多色固形化粧料の製造方法を提供する。
【0007】
ここで、本発明において、乾式固形化粧料の主材となる化粧料粉体を用いて上記化粧料充填体を形成する場合、上記第1のステップは、枠体の下開口側を第1の閉塞部材で塞ぐステップと、枠体の開放された上開口側から、複数の充填空間のそれぞれに、乾式固形化粧料の主材となる化粧料粉体、または、湿式固形化粧料の主材となるスラリーを充填するステップと、枠体の上開口側を第2の閉塞部材で塞いだ後、第1の閉塞部材と第2の閉塞部材との相対変位によって、複数の充填空間に充填された充填物を一括でプレスし、これによって、複数色の化粧料を圧縮された状態にするステップとを有していてもよい。また、これに代えて、上記第1のステップは、枠体の下開口側を第1の閉塞部材で塞ぐとともに、枠体の上開口側を第2の閉塞部材で塞ぐステップと、第1の閉塞部材および第2の閉塞部材のうちの一方に設けられた複数の充填口から、複数の充填空間のそれぞれに、湿式固形化粧料の主材となるスラリーを所定の充填圧で充填し、これによって、複数色の化粧料を圧縮された状態にするステップとを有していてもよい。さらに、以上の場合において、第1の閉塞部材および第2の閉塞部材のうちの一方として、上記押出型を用いてもよい。
【発明の効果】
【0008】
本発明によれば、押出型を用いて、枠体内に充填された複数色の化粧料を押し出すことによって、これらの化粧皿への収容が一括で行われる。その際、それぞれの化粧料は、枠体に沿って押し出されるので、化粧皿に仕切りを設けなくても、鮮明な色境界を容易に得ることができる。また、予備打型されたブロックを個別に化粧皿にセットする必要がないので、多色固形化粧料を安価に製造することができる。
【図面の簡単な説明】
【0009】
【図1】多色固形化粧料の外観斜視図
【図2】化粧料充填体の作成に用いられる枠体の外観斜視図
【図3】乾式固形化粧料よりなる化粧料充填体の形成工程の説明図
【図4】乾式固形化粧料よりなる化粧料充填体の形成工程の説明図
【図5】湿式固形化粧料(バック充填)よりなる化粧料充填体の形成工程の説明図
【図6】湿式固形化粧料(バック充填)よりなる化粧料充填体の形成工程の説明図
【図7】セット工程の説明図
【図8】押出工程の説明図
【図9】プレス工程の説明図
【発明を実施するための形態】
【0010】
図1は、本実施形態に係る多色固形化粧料の外観斜視図である。この多色固形化粧料1は、典型的には、ファンデーション、フェイスパウダー、アイシャドウ等であり、乾式固形化粧料および湿式固形化粧料のどちらであってもよい。乾式固形化粧料は、その主材、すなわち主要な材料となる化粧料粉体を打型・固化したものである。また、湿式固形化粧料は、その主材となるスラリー(化粧料の流動物)中の揮発成分を吸収・乾燥させて固化したものである。スラリーは、化粧料基材と、エタノール、水、流動パラフィン、イソパラフィン、イソプロピルアルコール等の揮発性溶媒とを混合したものである。湿式固形化粧料は、乾式固形化粧料と比べて粒子密度が疎であることに起因して、しっとりした使用感が得られるという特性がある。
【0011】
多色固形化粧料1は、略矩形状の化粧皿2に収容された色の異なる複数色の化粧料によって構成されており、その表面には鮮明な色境界が形成されている。本明細書では、「異なる色」または「複数色」という用語を、ユーザが視覚的に違いを認識できれば足りる程度の意味合いで用いている。したがって、明度、彩度、色相の違いはもとより、同一色であっても、パール等を加えたものと、そうでないものといったように質感が異なるものも、ここでいう「異なる色」等の範疇に含まれる。なお、図示した色模様は、曲線状のストライプ模様であるが、本発明はこれに限定されるものではなく、直線状のストライプ模様や格子模様を含めて、後述する枠体3にて定義できる限り、どのような模様であっても構わない。
【0012】
図2は、図1に示した多色固形化粧料1の作成に用いられる枠体3の外観斜視図である。この枠体3は、基部3aと、外枠3bと、内枠3cとを有する。基部3aの略中央には、上下に貫通する開口部が設けられている。この開口部の内面は、基部3aの下面から下方に突出した外枠3bの内面と面一になっている。外枠3bの枠形状は、化粧皿2の開口形状に対応しており、本実施形態では、略矩形枠形状を有している。また、外枠3bの内部には、複数の内枠3cが連結されている。それぞれの内枠3cは、上述した多色固形化粧料1の色境界を規定しており、色境界の本数分だけ存在する。そして、枠体3によって互いに区分された複数の充填空間のそれぞれに、多色固形化粧料1を構成する複数色の化粧料が圧縮された状態で充填される。
【0013】
以下、図3から図9を参照しつつ、本実施形態に係る多色固形化粧料1の製造方法について詳述する。なお、図3から図9は、図1および図2に示したA−A断面をそれぞれ示す。最初に、図2に示した枠体3における充填空間のそれぞれに各色の化粧料が圧縮・充填された化粧料充填体8(図7を参照)を用意する。この化粧料充填体8は、枠体3と、この枠体3内の充填物とのセットであるが、この充填物は、乾式固形化粧料の主材となる化粧料粉体、および、湿式固形化粧料の主材となるスラリーのどちらで形成してもよい。
【0014】
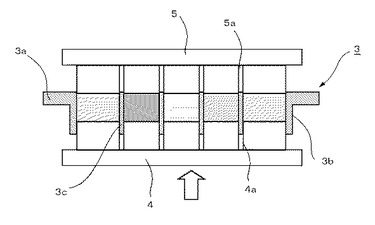
図3および図4は、乾式固形化粧料よりなる化粧料充填体8の形成工程の説明図である。まず、図3に示すように、枠体3の下開口側を閉塞部材4で塞ぐ。この閉塞部材4の上面には、枠体3における内枠3cを挿入可能な凹部4aが、内枠3cの位置に対応して設けられている。つぎに、枠体3の上開口側(開放した状態)から、枠体3によって区分された充填空間のそれぞれに、各色の化粧料粉末を所定量だけ充填する。その後、図4に示すように、枠体3の上開口側を閉塞部材5で塞ぐ。この閉塞部材5の下面には、枠体3における内枠3cを挿入可能な凹部5aが、内枠3cの位置に対応して設けられている。そして、上方の閉塞部材5を位置的に固定したまま、下方の閉塞部材4を上昇させる。これにより、内枠3cの先端が閉塞部材4の凹部4aに入り込みながら、上下の閉塞部材4,5が相対的に変位していき、複数の充填空間の充填物が一括でプレスされる。以上のような工程を経ることによって、枠体3の内部に複数色の化粧料が充填・固化された化粧料充填体8が得られる。
【0015】
なお、図3および図4に例示した工程は、化粧料粉体の代わりにスラリーを用いる場合においても、そのまま適用することができる。また、下方の閉塞部材4を位置的に固定したまま、上方の閉塞部材5を下降させることで、充填物のプレスを行ってもよい。さらに、閉塞部材4,5のうち、プレス時に位置的に固定するものに関しては、内枠3cが入り込む凹部4a,5aは不要なので、単なるプレート状の部材を用いてもよい。
【0016】
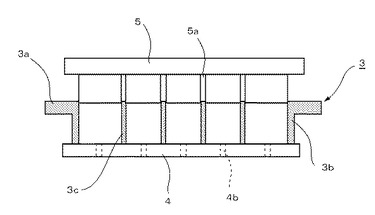
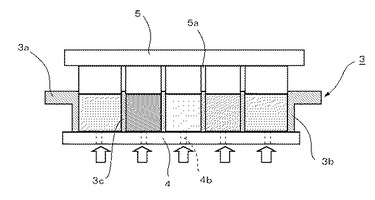
図5および図6は、湿式固形化粧料(バック充填)よりなる化粧料充填体8の形成工程の説明図である。まず、図5に示すように、枠体3の下開口側を閉塞部材4で塞ぐとともに、枠体3の上開口側を閉塞部材5で塞ぐ。下方の閉塞部材4は、プレート状の部材であって、それぞれの充填空間の位置に対応して、スラリーを充填するための充填口4bが複数設けられている。また、上方の閉塞部材5の下面には、枠体3における内枠3cを挿入可能な凹部5aが、内枠3cの位置に対応して設けられている。つぎに、図6に示すように、複数の充填口4bから、複数の充填空間のそれぞれにスラリーを所定の充填圧で充填する。これによって、充填空間内に充填されたスラリーは充填圧相当で加圧され、これによって、枠体3の内部に複数色の化粧料が充填・固化された化粧料充填体8が得られる。なお、この充填工程では、上方の閉塞部材5に設けられた微小な吸引孔(図示せず)を介して、加圧によってスラリーから滲み出た揮発性溶媒を吸引・除去してもよい。また、充填物を充填圧以上で圧縮したい場合には、以上の工程の後に、下方の閉塞部材4を位置的に固定したまま、上方の閉塞部材5を下降させて、充填物をプレスしてもよい。
【0017】
なお、図5および図6に例示した工程は、下方からスラリーを充填するバック充填について説明したが、上方からスラリーを充填するフロント充填を用いてもよい。この場合、上方の閉塞部材5に複数の充填口を設け、これらからスラリーを所定の充填圧で充填することになる。
【0018】
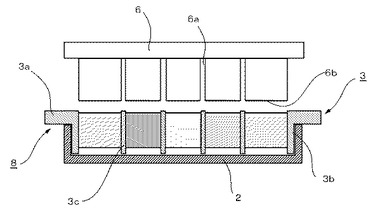
つぎに、図7に示すように、上記工程を経た予備打型品としての化粧料充填体8を化粧皿2に収容するとともに、化粧料充填体8の上開口側に押出型6をセットする。この押出型6は、枠体3を挿入可能な凹部6aと、複数の充填空間のそれぞれの開口形状に対応した面形状を有する複数の押出面6bとを有する。そして、それぞれの押出面6bが、自己に対応する充填空間の上開口に挿入される。
【0019】
つぎに、図8に示すように、枠体3を上昇させて、上方の押出型6に対して枠体3を相対変位させる。これによって、凹部6aに枠体3の上端が入り込みながら、複数の押出面6bからの押圧によって、複数色の化粧料が枠体3に沿って一括で押し出される。押し出された複数色の化粧料は、化粧皿2に収容される。この収容状態において、隣接した化粧料の間には、内枠3cの幅相当の隙間が存在するとともに、化粧皿2の内側部と化粧料との間には、外枠3bの幅相当の隙間が存在する。
【0020】
最後に、図9に示すように、枠体3および押出型6を取り除いた後、プレスヘッド7を用いて、化粧皿2に収容された複数色の化粧料を一括で打型する(仕上げプレス)。これにより、枠体3を取り除いた際に生じた上記隙間が解消され、図1に示した密な状態の多色固形化粧料1が完成する。
【0021】
このように、本実施形態によれば、押出型6を用いて、枠体3内に充填された複数色の化粧料を押し出すことによって、これらの化粧皿2への収容が一括で行われる。その際、それぞれの化粧料は、枠体3に沿って押し出されるので、化粧皿2に仕切りを設けなくても、鮮明な色境界を容易に得ることができる。また、予備打型されたブロックを個別に化粧皿2にセットする必要がないので、多色固形化粧料1を安価に製造することができる。
【0022】
なお、上述した実施形態では、閉塞部材4,5と、押出型6とを別個の部材として用いているが、閉塞部材4,5のうちの一方を押出型6と共用してもよい。
【0023】
また、上述した実施形態では、図7に示したように、化粧皿2の内部に枠体3が収容された状態で押し出しを行う例について説明した。この場合、化粧皿2に枠体3を収容すべく、外枠3bの外周面の形状を化粧皿2の開口形状に対応させる必要がある。しかしながら、本発明は、これに限定されるものではなく、化粧皿2の内部に枠体3を収容することなく行ってもよい。例えば、外枠3bの下端を化粧皿2の上縁部に接触させた状態で押し出すといった如くである。この場合、外枠3bの内周面の形状を化粧皿2の開口形状に対応させればよい。このようにすれば、外枠3bに起因した上記隙間の発生を未然に防止できる。
【産業上の利用可能性】
【0024】
本発明に係る多色固形化粧料の製造方法は、乾式および湿式を問わず、ファンデーション、フェイスパウダー、アイシャドウといった各種の固形化粧料に対して、広く適用できる。
【符号の説明】
【0025】
1 多色固形化粧料
2 化粧皿
3 枠体
3a 基部
3b 外枠
3c 内枠
4,5 閉塞部材
4a,5a 凹部
4b 充填口
6 押出型
6a 凹部
6b 押出面
7 プレスヘッド
8 化粧料充填体
【特許請求の範囲】
【請求項1】
多色固形化粧料の製造方法において、
枠体によって互いに区分された複数の充填空間のそれぞれに複数色の化粧料が充填された化粧料充填体を用意する第1のステップと、
前記複数の充填空間のそれぞれの開口形状に対応した面形状を有する複数の押出面と、前記枠体を挿入可能な凹部とを有する押出型に対して、前記枠体を相対変位させることによって、前記凹部に前記枠体が入り込みながら、前記複数の押出面で前記複数色の化粧料を一括で押し出すとともに、当該押し出された複数色の化粧料を化粧皿に収容する第2のステップと、
前記化粧皿に収容された前記複数色の化粧料を打型する第3のステップと
を有することを特徴とする多色固形化粧料の製造方法。
【請求項2】
前記第1のステップは、
前記枠体の下開口側を第1の閉塞部材で塞ぐステップと、
前記枠体の開放された上開口側から、前記複数の充填空間のそれぞれに、乾式固形化粧料の主材となる化粧料粉体、または、湿式固形化粧料の主材となるスラリーを充填するステップと、
前記枠体の前記上開口側を第2の閉塞部材で塞いだ後、前記第1の閉塞部材と前記第2の閉塞部材との相対変位によって、前記複数の充填空間に充填された充填物を一括でプレスし、これによって、前記複数色の化粧料を圧縮された状態にするステップと
を有することを特徴とする請求項1に記載された多色固形化粧料の製造方法。
【請求項3】
前記第1のステップは、
前記枠体の上開口側を第1の閉塞部材で塞ぐとともに、前記枠体の下開口側を第2の閉塞部材で塞ぐステップと、
前記第1の閉塞部材および前記第2の閉塞部材のうちの一方に設けられた複数の充填口から、前記複数の充填空間のそれぞれに、湿式固形化粧料の主材となるスラリーを所定の充填圧で充填し、これによって、前記複数色の化粧料を圧縮された状態にするステップと
を有することを特徴とする請求項1に記載された多色固形化粧料の製造方法。
【請求項4】
前記第1の閉塞部材および前記第2の閉塞部材のうちの一方として、前記押出型を用いることを特徴とする請求項2または3に記載された多色固形化粧料の製造方法。
【請求項1】
多色固形化粧料の製造方法において、
枠体によって互いに区分された複数の充填空間のそれぞれに複数色の化粧料が充填された化粧料充填体を用意する第1のステップと、
前記複数の充填空間のそれぞれの開口形状に対応した面形状を有する複数の押出面と、前記枠体を挿入可能な凹部とを有する押出型に対して、前記枠体を相対変位させることによって、前記凹部に前記枠体が入り込みながら、前記複数の押出面で前記複数色の化粧料を一括で押し出すとともに、当該押し出された複数色の化粧料を化粧皿に収容する第2のステップと、
前記化粧皿に収容された前記複数色の化粧料を打型する第3のステップと
を有することを特徴とする多色固形化粧料の製造方法。
【請求項2】
前記第1のステップは、
前記枠体の下開口側を第1の閉塞部材で塞ぐステップと、
前記枠体の開放された上開口側から、前記複数の充填空間のそれぞれに、乾式固形化粧料の主材となる化粧料粉体、または、湿式固形化粧料の主材となるスラリーを充填するステップと、
前記枠体の前記上開口側を第2の閉塞部材で塞いだ後、前記第1の閉塞部材と前記第2の閉塞部材との相対変位によって、前記複数の充填空間に充填された充填物を一括でプレスし、これによって、前記複数色の化粧料を圧縮された状態にするステップと
を有することを特徴とする請求項1に記載された多色固形化粧料の製造方法。
【請求項3】
前記第1のステップは、
前記枠体の上開口側を第1の閉塞部材で塞ぐとともに、前記枠体の下開口側を第2の閉塞部材で塞ぐステップと、
前記第1の閉塞部材および前記第2の閉塞部材のうちの一方に設けられた複数の充填口から、前記複数の充填空間のそれぞれに、湿式固形化粧料の主材となるスラリーを所定の充填圧で充填し、これによって、前記複数色の化粧料を圧縮された状態にするステップと
を有することを特徴とする請求項1に記載された多色固形化粧料の製造方法。
【請求項4】
前記第1の閉塞部材および前記第2の閉塞部材のうちの一方として、前記押出型を用いることを特徴とする請求項2または3に記載された多色固形化粧料の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−1643(P2013−1643A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−131007(P2011−131007)
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000158781)紀伊産業株式会社 (327)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000158781)紀伊産業株式会社 (327)
【Fターム(参考)】
[ Back to top ]