
多色性混繊捲縮糸パッケージおよびその製造方法
【課題】多色性混繊捲縮糸パッケージから糸条を解舒しながらカーペットをタフトする際に、多色性混繊捲縮糸パッケージの直径によって解舒撚り数が変わり、タフト反の柄が多色性混繊捲縮糸パッケージの内外層で変わってしまう問題を解決するため、カーペットでの柄変動を抑制して均一な柄のカーペットを与え得る捲縮糸パッケージおよびその効率的な製造方法を提供する。
【解決手段】2種以上の互いに染色性の異なる捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージにおいて、パッケージから多色性混繊捲縮糸をパッケージ端面方向に解舒した際に、パッケージ最外層部から最内層部における解舒撚り数と交絡数の和が最外層から最内層まで実質的に一定の多色性混繊捲縮糸パッケージである。
【解決手段】2種以上の互いに染色性の異なる捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージにおいて、パッケージから多色性混繊捲縮糸をパッケージ端面方向に解舒した際に、パッケージ最外層部から最内層部における解舒撚り数と交絡数の和が最外層から最内層まで実質的に一定の多色性混繊捲縮糸パッケージである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、杢調カーペット用の製造として有用な多色性混繊捲縮糸パッケージ、ならびにその多色性混繊捲縮糸パッケージの製造方法に関するものであり、さらに詳しくは、本発明は、多色性混繊捲縮糸パッケージの巻径に対応して変化する解舒撚り数に対し、適切な交絡処理を施すことにより、製造される多色杢調柄のカーペットでの柄変化を抑制し均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージおよびその製造方法に関するものである。
【背景技術】
【0002】
多色杢調柄のカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるので、オフィス、会議室、ホテルおよび病院などの種々の場所で使用されている。特に、タイルカーペットには、施工が容易であること、汚損時の部分的な取り替えが可能であることなどの理由から、多色杢調柄のカーペットが汎用されている。
【0003】
この多色杢調柄のタイルカーペットは、数種類の互いに異色性を示す捲縮糸を交絡させた後、多色性混繊捲縮糸パッケージとして巻き取り、その後、この多色性混繊捲縮糸パッケージから糸条を解舒してタフトを行ってタフト反を形成し、次いで、目的の色調を得るために染色を施すというプロセスによって製造することができる。その柄や色合いは、染色条件や捲縮糸の交絡条件により容易に変更が可能であるという利点を有する。そのため、従来から多色杢調カーペット用の捲縮糸については数多くの提案がなされ、各種の製品が実用化されている。
【0004】
具体的に、均一な嵩高交絡糸を得るために、交絡処理前のチーズを積極的に回転させながら横方向から糸条を取り出して交絡処理を施した後、パッケージとして巻き取る方法や、連続して紡糸延伸捲縮加工を行い、一旦パッケージとして巻き取ることなくそのまま交絡装置に供給して交絡処理を施した後、パッケージとして巻き取る方法など、交絡処理する際に発生する解舒撚りの影響をなくすための方法が提案されている(特許文献1参照。)。
【0005】
しかしながら、この提案の方法は、多色性混繊捲縮糸パッケージの巻き取り前に均一な嵩高交絡を付与する方法であるため、この糸条を用いてカーペットを製織する場合に、糸条をパッケージから取り出す際の解舒撚りによって、糸条がねじれて柄が細かくなってしまうものであった。また、このようにパッケージを回転させて捲縮糸を解舒する場合、加工に合わせてパッケージの回転数や張力を制御する必要があり、一般的に数百から数千のパッケージをタフトしカーペットとするに際し、このように全てのパッケージの回転数を制御するのには設備的にも非常に困難であり、また、パッケージが回転しているため捲縮糸パッケージを2個以上ジョイントし連続的に加工することが不可能であった。
【0006】
また別に、それぞれの異なる染色性を示す捲縮糸に対して、あらかじめ、その交絡数に差を持たせるように交絡を付与しておき、更に異なる染色性を示す捲縮糸同士を引きそろえて交絡することにより、色柄のコントラストに優れかつ柄流れのない均一な交絡糸を得るとされる方法が提案されている(特許文献2参照。)。しかしながら、この提案の方法においても、多色混繊捲縮糸パッケージの巻き取り前に均一な嵩高交絡を付与する方法であるため、カーペットを製織する際に糸条をパッケージから取り出す際の解舒撚りによって、糸条がねじれて柄がパッケージの使用部位により細かくなってしまうものであった。
【0007】
このように、多色性混繊捲縮糸の交絡性やコントラストを均一にするための提案は各種なされているが、これらの提案は捲縮糸の長手方向にいかに均一な交絡形態とするかというものであって、一般的にパッケージ端面方向に糸条を解舒し、タフトを行なってカーペットを製造するに際して、これまで、そのパッケージ使用時における巻径の変化により、漸次増加する解舒撚り数が多色杢調柄カーペットのコントラストの変化に影響することに対して提案しているものはなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭62−177251号公報
【特許文献2】特開平2−300344号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、多色性混繊捲縮糸パッケージから糸条を解舒しながらカーペットをタフトする際に、多色性混繊捲縮糸パッケージの巻径(直径)によって解舒撚り数が変化することによって、タフト反の柄が多色性混繊捲縮糸パッケージの内外層で変わってしまう問題を解決するため、カーペットでの柄変動を抑制して均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記の課題を解決するために、本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、前記多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、前記パッケージの最外層部から最内層部まで実質的に一定であることを特徴とする多色性混繊捲縮糸パッケージである。
【0011】
本発明の多色性混繊捲縮糸パッケージの好ましい態様によれば、前記の多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和は、30〜54個/mの範囲内である。
【0012】
また、本発明の多色性混繊捲縮糸パッケージの製造方法は、2種以上の互いに異色性を示す捲縮糸を混繊交絡させてチーズ形状に巻き取る多色性混繊捲縮糸パッケージの製造方法において、2種以上の互いに異色性を示す捲縮糸を混繊交絡する際に、混繊交絡の交絡エアー圧力を制御して、多色性混繊捲縮糸パッケージの最内層から最外層に向けて交絡数を増加させ変化させることにより、多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と付与する交絡数との和が、どの巻径においても実質的に一定となるようにして巻き取ることを特徴とする多色性混繊捲縮糸パッケージの製造方法である。
【0013】
本発明の多色混繊捲縮糸パッケージを製造する方法においては、交絡数をオンラインセンサーで測定し、その測定結果と測定した時点における計算解舒撚り数から最適交絡数を計算し、その結果をフィードバックして圧搾空気制御弁の開度を制御することが好ましい。すなわち、本発明の多色混繊捲縮糸パッケージの製造方法の好ましい態様によれば、前記の交絡エアー圧力を、オンラインセンサーで測定した交絡数とその測定位置における計算解舒撚り数に基づいて増加させ変化させて、交絡数を制御することである。
【0014】
本発明の多色混繊捲縮糸パッケージの製造方法の好ましい態様によれば、前記の2種以上の互いに異色性を示す捲縮糸を混繊交絡する際の交絡エアー圧力を、0.35MPaから0.85Mpaの範囲で制御することである。
【0015】
また、本発明の多色混繊捲縮糸パッケージの製造方法の好ましい態様によれば、前記の多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和を、どの巻径においても30〜54個/mの範囲内とすることである。
【発明の効果】
【0016】
本発明によれば、カーペットでの柄変化を抑制し、均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージが得られる。具体的には、「柄変化」は、柄が細かくなる方向に変化するもので、これは多色性混繊捲縮糸パッケージの外層部使用時と内層部使用時で多色性混繊捲縮糸パッケージから解舒する際の解舒撚り数が違うことにより生じる。本発明では、解舒撚り数の変化を交絡数で補うことにより多色性混繊捲縮糸パッケージの外層部使用時と内層部使用時でのカーペットの柄変化を抑制し、多色性混繊捲縮糸パッケージの外層部使用時と内層部使用時でのカーペットの柄に差が無い、均一な柄が得られる。
【0017】
また、本発明の多色性混繊捲縮糸パッケージの製造方法によって、上記の多色性混繊捲縮糸パッケージを効率的に製造することができる。
【図面の簡単な説明】
【0018】
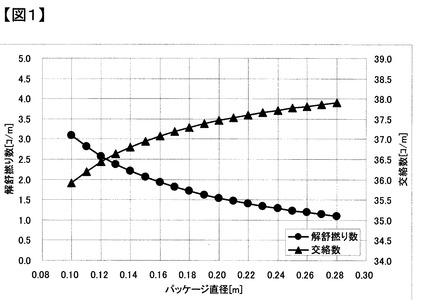
【図1】図1は、本発明の多色性混繊捲縮糸パッケージを製造する際の交絡数と解舒撚り数の関係の一例を説明するための概略図である。
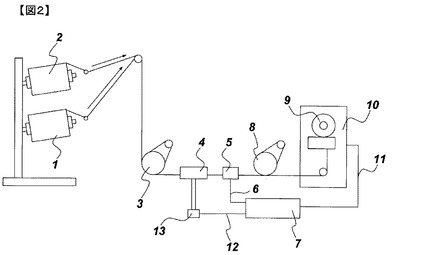
【図2】図2は、本発明の多色性混繊捲縮糸パッケージを製造する方法の一例を示す概略側面図である。
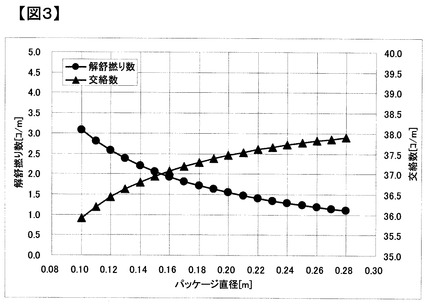
【図3】図3は、本発明の多色性混繊捲縮糸パッケージについて、実施例1で得られた交絡数と解舒撚り数の和の値を示す概略図である。
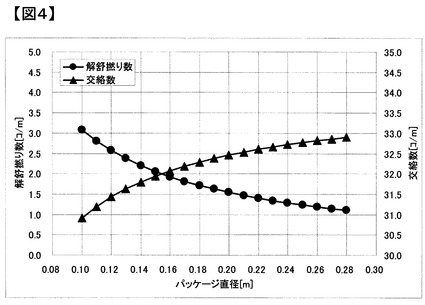
【図4】図4は、本発明の多色性混繊捲縮糸パッケージについて、実施例2で得られた交絡数と解舒撚り数の和の値を示す概略図である。
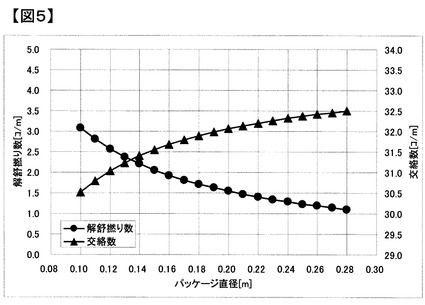
【図5】図5は、本発明の多色性混繊捲縮糸パッケージについて、実施例3で得られた交絡数と解舒撚り数の和の値を示す概略図である。
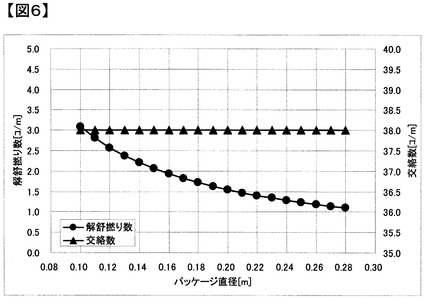
【図6】図6は、多色性混繊捲縮糸パッケージについて、比較例1で得られた交絡数と解舒撚り数の和の値を示す概略図である。
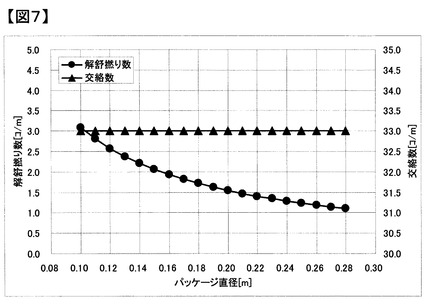
【図7】図7は、多色性混繊捲縮糸パッケージについて、比較例2で得られた交絡数と解舒撚り数の和の値を示す概略図である。
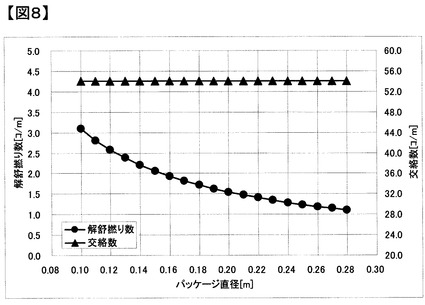
【図8】図8は、多色性混繊捲縮糸パッケージについて、比較例3で得られた交絡数と解舒撚り数の和の値を示す概略図である。
【発明を実施するための形態】
【0019】
本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、その多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、前記パッケージの最外層部から最内層部まで実質的に一定であることを特徴とするものである。
【0020】
本発明における多色性混繊捲縮糸とは、互いに異色性を示す捲縮糸を2種以上引き揃えて混繊交絡処理することにより得られる混繊糸であり、かつ捲縮を有する嵩高な糸である。
【0021】
本発明における異色性を示す捲縮糸とは、顔料または染料によってあらかじめ着色された捲縮糸もしくは染色性を有する未着色の捲縮糸である。すなわち、本発明における多色性混繊捲縮糸は、色調が異なるかもしくは後に染色等の処理を行うことにより色調が異なり得る捲縮糸を2種以上引き揃えて混繊交絡処理することにより得られる混繊糸であり、かつ捲縮を有する嵩高な糸である。
【0022】
互いに異色性を示す捲縮糸の組み合わせとしては、例えば、顔料もしくは染料によってあらかじめ異なる色調に着色された2種以上の捲縮糸の混繊、または異なる染色性を有する2種以上の未着色の捲縮糸の混繊、または顔料もしくは染料によってあらかじめ着色された1種以上の捲縮糸と、異なる染色性を有する1種以上の未着色の捲縮糸の混繊が挙げられる。
【0023】
本発明で用いられる顔料としては、有機物および無機物のどちらでも差し支えないが、一般的にはカーボンブラック、ベンガラおよびフタロシアニン系の顔料が好適に用いられる。また、本発明で好適に用いられる染料としては、例えば、ポリアミド繊維を例にとるならば、NH2末端基と結合する酸性染料や、SO3末端基と結合するカチオン染料等が挙げられる。
【0024】
本発明において、異なる染色性を有する捲縮糸としては、例えば、ポリアミド繊維を例にとるならば、通常のポリアミド繊維、酸性染料と結合するNH2末端基量を増加させたポリアミド繊維、および塩基性染料と結合するSO3末端基を導入したポリアミド繊維等から成る捲縮糸が挙げられる。
【0025】
本発明において用いられる多色性混繊捲縮糸は、それを構成する捲縮糸があらかじめ顔料または染料で着色されている場合には染色せずとも異色性を示し、それを構成する捲縮糸が潜在的に染色性を有する場合には染色することにより最終的に異色性を示すことになる。
【0026】
本発明において、カーペットでの柄変動を抑制して均一な柄のカーペットを得るためには、2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が最外層部から最内層部まで実質的に一定であることが必要である。これは、カーペットをタフトする際に、糸条をパッケージ最外層部から最内層部へパッケージ端面方向に解舒していくにしたがって解舒撚り数は必然的に増加していく。すなわち、パッケージから解舒された糸条は、解舒撚りによって異色性を有した糸条の反転する頻度が大きくなり、その結果、カーペットを作成した場合の柄が細かくなってしまうのである。また、ここで解舒撚り数と交絡数の和が実質的に一定とは、交絡数は生産工程内のバラツキの影響を含むため、最外層部から最内層部までの任意の位置において測定した場合の解舒撚り数と交絡数の和が、その平均値±1の範囲にあればよい。
【0027】
ここで、上記の平均値とは、最外層部から最内層部までの任意の位置において、測定した解舒撚り数と1m間隔で100m測定した際の交絡数の平均値との和のことをいい、そして上記の平均値±1の意義は、例えば、解舒撚り数と交絡数の和が30個/mのカーペットの柄を得ようとした際には、生産工程内のバラツキの影響を含むため、解舒撚り数と交絡数の和が30±1個/m(29〜31個/m)の範囲であれば実質的に一定とみなし、すなわち、解舒撚り数と交絡数の和が、柄を得るために必要な30個/mで一定とみなすと言うことができる。同様に、例えば、解舒撚り数と交絡数の和が54個/mのカーペットの柄を得ようとした際には、生産工程内のバラツキの影響を含むため、解舒撚り数と交絡数の和が54±1個/m(53〜55個/m)の範囲であれば実質的に一定とみなし、すなわち、解舒撚り数と交絡数の和が、柄を得るために必要な54個/mで一定とみなすと言うことができる。
【0028】
ここで、最外層部から最内層部までの任意の位置において測定した場合の解舒撚り数と交絡数の和について、図1を例にして説明する。
【0029】
図1において、パッケージの最内層部が直径0.10mのときには、解舒撚り数が3.1個/mで交絡数が35.9個/mであるため、これらの和は39個/mとなる。また、パッケージの最外層部が直径0.28mのときには、解舒撚り数が1.1個/mで交絡数が37.9個/mであるため、これらの和も39個/mとなる。すなわち、本発明の特徴である、パッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が最外層部から最内層部まで実質的に一定になっている状態を示している。この際、任意のパッケージ径における交絡数と解舒撚り数は、後述する方法で測定して値を求めることができる。
【0030】
本発明においては、組み合わせる異色性の捲縮糸の数が多くなると、タフト柄に対する解舒撚りの影響が小さくなるため、2〜3種類の互いに異色性を示す捲縮糸を用いて多色混繊捲縮糸が構成されていることが好ましい。
【0031】
本発明の多色混繊捲縮糸パッケージを製造する方法においては、交絡数をオンラインセンサーで測定し、その測定結果と測定した時点における計算解舒撚り数から最適交絡数を計算し、その結果をフィードバックして圧搾空気制御弁の開度を制御することができる。
【0032】
オンラインによって交絡数を検知する手段としては、糸条の直径によって変化する誘電率、伝導率およびそれらによって変化する電磁場を捉える電気的方法、CCDカメラ(電荷結合素子カメラ)などを用いた光学的方法、および糸条との接触圧力から検知する力学的方法などがあるが、測定精度の高さやデータ処理の扱い易さの点から、電気的手段が好ましく用いられる。次に、電気式のオンラインセンサーを用いた例を、さらに具体例に説明する。
【0033】
本発明において交絡数の測定は、糸条の直径の変化を連続して観測するものである。糸条の直径の変化は、電気的に検出され、具体的には次の方法で測定される。
【0034】
すなわち、糸条の総繊度に対して、0.05g/dtexの張力を与えた状態で、電磁場を発生するセンサー上に糸条を通過させると、糸条の直径によって誘電率や伝導率が異なるため、センサー上の電磁場に変化が生ずる。この電磁場の変化を1m間隔で長手方向に連続して100m測定する。このようして得られた通過糸条の電磁場の平均値Aを求め、この平均値Aに0.6を乗じた値をしきい値Bとして設定しておく。以降は、生産中の走行糸条に0.05g/dtexの張力を与えて、通過糸条の電磁場を連続して測定し、平均値Aがしきい値B(0.6A)以下の部分を交絡点とする。ここで交絡点とは、フィラメント単繊維同士が絡み合い収束し、その前後よりも直径が小さい部分である。
【0035】
本発明においては、交絡数の測定を、100mの範囲で行うことで交絡数を判定している。測定長は長ければ長いほど得られる数値の信頼性は向上するが、測定に時間がかかる。糸条長100mは、一般にタフティッドカーペットとした場合の長さとしては約10m程度に相当する。10m長のカーペットでは十分に柄の均一性が把握できることから、糸条長100m分の交絡数の測定から交絡を判定する。
【0036】
本発明において、解舒撚り数と交絡数の和は、30〜54個/mであることが好ましい。解舒撚り数と交絡数の和が30個/m以上であれば、色彩の反転が十分なためカーペットとしたときの多色柄が美しくなる。また、解舒撚り数と交絡数の和を54個/m以下にすることにより、色彩の反転および多色柄のメリハリを保ちつつ、また、嵩高性の低下によるタイルカーペットの境界線が目立つ目地隙が発生するという欠点や、更には直径の細い交絡点が多くなりすぎてタフト時にパイル抜けが生じやすいという欠点を回避することが出来る。
【0037】
解舒撚り数と交絡差の和は、より好ましくは33〜45個/mであり、また、交絡数は、好ましくは32〜42個/mである。
【0038】
本発明の多色混繊捲縮糸パッケージを製造する方法においては、交絡数をオンラインセンサーで測定し、その測定結果と測定した時点における計算解舒撚り数から最適交絡数を計算し、その結果をフィードバックして圧搾空気制御弁の開度を制御することができる。
【0039】
本発明において、多色混繊捲縮糸を混繊交絡する際の好ましい交絡エアー圧力の範囲は、0.35MPa〜0.85MPaである。交絡エアー圧力をこの範囲にすることにより、カーペット加工後の風合い等に優れ、均一な柄のカーペットを与え得る多色混繊捲縮糸を得ることができる。交絡エアー圧力が0.35MPa以上であれば、交絡抜けを少なくすることができるため多杢感を得ることができる。また、交絡エアー圧力を0.85MPa以下とすることにより、多色混繊捲縮糸の嵩高性を保ちカーペットでの良好なカバーリング性を得ることができる。
【0040】
交絡エアー圧力は、より好ましいくは0.45MPa〜0.80MPaの範囲であり、特に好ましくは0.55MPa〜0.75MPaである。
【0041】
本発明で用いられる多色混繊捲縮糸を構成する単繊維の断面としては、田型中空糸、三角断面糸、Y断面糸およびY型中空糸などの断面のものが使用されるが、中でも田型中空繊維が、丸断面に近いために、交絡付与が比較的容易であることから好ましく用いられる。
【0042】
ここで本発明における田型中空繊維とは、正方形から円形に近い外断面形状を有し、円形断面に近い4つの中空部分が外断面の中心点にほぼ対称に、糸条の長手方向に伸びた形状の糸である。
【0043】
次に、本発明において用いられる多色性混繊捲縮糸の総繊度と、多色性混繊捲縮糸を構成する繊維の単繊維繊度について説明する。
【0044】
実用上、多色性混繊捲縮糸の総繊度は、好ましくは2000dtex〜5000dtexである。総繊度がこの範囲の繊度であると、カーペットとしてのバルキー性やボリューム感、風合いや弾性回復力など、バランスのとれたカーペットとしやすいと共に、製造に際しての安定性も優れている。すなわち、総繊度が上記範囲であれば、比較的総繊度が小さい場合であっても、所定の目付けとするためにゲージやステッチを過度に高くする必要がなく、タフト時の単繊維切れやパイル抜けなどは起こりにくく、工程は安定する。
【0045】
一方、総繊度が比較的大きい場合であっても、太過ぎてタフトが困難になるようなことはない。タイルカーペットの目付を保つために必要な合糸工程を設ける必要がなく、タフト時の単繊維切れやパイル抜けのない安定したタイルカーペットを得ることができる。多色性混繊捲縮糸の総繊度は、より好ましくは2500dtex〜4000dtexであり、特に好ましくは2600dtex〜3500dtexである。
【0046】
また、多色混繊捲縮糸を構成する単繊維の好ましい単繊維繊度は、10dtex〜30dtexの範囲である。単繊維繊度をこの範囲にすることにより、生産効率およびカーペット加工後の風合い等に優れた多色混繊捲縮糸を得ることができる。単繊維繊度が10dtex以上であれば、紡糸中の単糸衝突による毛羽が発生することもなく、品位上、優れたものが得られる。また、単繊維繊度を30dtex以下とすることにより、パイルのボリュームを保ちつつ、耐久性や摩耗性に優れたパイルを得ることができる。単繊維繊度は、より好ましくは15dtex〜25dtexの範囲である。
【0047】
本発明においては、目的とするカーペットの目付を、好ましくは500g/m2〜750g/m2にした場合に、タフトが容易で柄の均一感にも優れたカーペットとなる。目付が500g/m2以上であれば、貼り合わせ部分だけでなく、タイルカーペット全体の目隙感を低減し、審美性に優れたものとなる。また、目付を750g/m2以下とすることにより、タフトを容易にすることができる。目付は、より好ましくは550g/m2〜700g/m2である。
【0048】
本発明において、多色性混繊捲縮糸を構成する互いに異色性を示す捲縮糸を製造するために用いられるポリマーは、ポリアミドまたはポリエステルまたはポリプロピレンであることが好ましい。反発弾性の強さ、耐久性の強さおよび染色性の良さの点からは、ポリアミドが好ましく、具体的には、ポリカプラミドおよびヘキサメチレンジアミドなどが挙げられる。また、ポリマーの価格の点からはポリエステルが好ましく用いられ、具体的にはポリエチレンテレフタレート、ポリプロピレンテレフタレートおよびポリブチレンテレフタレートなどが挙げられる。目的とするカーペットの性能と価格の点からポリマー種類は選定される。
【0049】
本発明においては、ポリマーの種類が異なる捲縮糸を組み合わせて使用してもなんら差し支えない。また、用いられるポリマーは、共重合成分を含むコポリマーであってもよい。更には、製糸性改善や最終製品の品位向上のために共重合成分を添加したり、顔料などの粒子を添加してあっても、何ら問題はない。また、ポリマー中には必要に応じて酸化チタンなどの艶消し剤、耐候剤、酸化防止剤、抗菌剤、殺菌剤、吸湿剤、防臭剤、消臭剤、芳香剤、蓄光物質および蛍光物質などを混入させても良い。
【0050】
次に、本発明の多色性混繊捲縮糸パッケージの製造方法を、図2を例として説明する。
【0051】
図2において、2種類の互いに異色性を示す捲縮糸1、2が、第1ロール3によって矢印方向に供給され、第2ロール8を経てワインダー10で巻き取られる。この際に、第1ロール3と第2ロール8の間で、交絡ノズル4によって捲縮糸1、2同士が交絡される。
【0052】
図2の例では、供給される異色性を示す捲縮糸1、2は、個別に紡糸・延伸・捲縮付与され一度巻き取られた糸条が解舒され供給されているが、交絡ノズル4に供給される時点で2種以上の互いに異色性を示す捲縮糸1、2が引き揃えてあれば良く、それ以前の工程は何ら問わない。すなわち、個別に紡糸・延伸された糸条を一度巻き取り、それらを解舒して捲縮付与を同時に行った後に引きそろえて供給しても良い。この場合、複数種の延伸糸を同一の捲縮ノズルに供給して捲縮を付与してもよい。また、別々の捲縮ノズルで捲縮を付与させても良い。更には、2種以上の異色性を示す糸を並列して同時に紡糸・延伸・捲縮付与を行った後に、一旦巻き取ることなしに、続いて異色性を示す捲縮糸を引き揃えて交絡ノズル4に供給しても良い。また、これらの組み合わせでも差し支えない。
【0053】
このようして供給された2種以上の互いに異色性を示す捲縮糸1、2は、交絡ノズル4で交絡が付与され合糸混繊されて1本の多色混繊捲縮糸となる。交絡ノズル4は、付与すべき交絡のレベル、使用目的に応じて適宜使い分けることができる。
【0054】
交絡ノズル4で交絡が付与された糸条は、次に、オンラインセンサー5に導かれ交絡状況が検知される。交絡を検知する手段としては、前述のように、糸条の直径によって変化する誘電率や伝導率、また、それらによって変化する電磁場を捉える電気的方法、CCDカメラ(電荷結合素子カメラ)などを用いた光学的方法、および糸条との接触圧力から検知する力学的方法などあるが、測定精度の高さやデータ処理の扱い易さの点からの電気的手段が好ましく用いられる。
【0055】
電気式のオンラインセンサーを用いた例を、さらに具体例に説明する。走糸領域に電磁場を形成する機能を備えたセンサー検知部が、交絡ノズル4と第2ロール8との間に、走行糸条に接触するように配置されている。電磁場中を通過する糸条は交絡部と非交絡部を有しており、糸条の太さや密度の変化に伴って誘電率が変化することになる。オンラインセンサー5は、この誘電率の変化に伴う電磁場の変化を検知することにより糸条の直径の変化が測定される。これを連続的に繰り返すことにより、糸条直径の長手方向の変化が測定される。交絡部は、通常糸条の収束のため直径が細く、非交絡部は直径が太い。オンラインセンサー5は、これを利用して糸条直径の長手方向の変化から交絡状況を検知し、交絡情報入力信号ライン6を通じて交絡判定・電磁弁開度制御装置7に取り込まれる。
【0056】
交絡判定・電磁弁開度制御装置7に取り込まれた交絡状況は、測定した時点におけるパッケージ巻径、巻き幅、スピンドル速度およびトラバース速度などの情報が、ワインダー10からワインダー情報入力信号ライン11を通じて伝送され、これらの情報によって求められる解舒撚り数に対して、最適な交絡数を計算する。
【0057】
巻き取られた多色性混繊捲縮糸パッケージ9を端面方向に解舒する際には、パッケージ内層では解舒撚り数が大きく、パッケージ外層では解舒撚り数は小さくなる。そこで、解舒撚り数の変化に対応して交絡数を変化させることにより、柄変化を抑制し均一な柄のカーペットを作り出す多色性混繊捲縮糸パッケージ9が得られる。よって、解舒撚り数と交絡数の和が一定になるように、多色性混繊捲縮糸を巻き取るべく交絡数が制御される。最適な交絡数は、目標とする解舒撚り数と交絡数の和の数値をあらかじめ交絡判定・電磁弁開度制御装置7に入力しておくことにより、測定した時点におけるパッケージ巻径、巻き幅、スピンドル速度およびトラバース速度によって求められる解舒撚り数から自動的に計算される。
【0058】
この最適な交絡数の計算結果に基づき、電磁弁13の開度を制御して交絡エアー圧力を変化させ、かつ糸条の交絡数の測定を繰り返し行うことにより最適な交絡数が制御される。
【0059】
更に、具体的に説明すると、交絡ノズル4と圧搾空気を供給する配管の間には、電磁弁13が挿入されている。電磁弁13と交絡判定・電磁弁開度制御装置7は、電磁弁制御信号ライン12によって接続され、計算によって求められる解舒撚り数に対して、最適な交絡数が交絡判定・電磁弁開度制御装置7によって導き出され、最適な交絡数を得るために、電磁弁制御信号ライン12を通じて電磁弁13へ弁開度調整の信号が送られ、交絡エアー圧力が変化する。
【0060】
オンラインセンサー5を通過した糸条は、第2ロール8を経て、ワインダー10によって多色混繊捲縮糸パッケージ9に巻き取られ製品となる。以上の過程を経ることによって、均一で柄流れのない良好な多色柄を有するカーペットとなりうる多色混繊捲縮糸を得ることができる。
【0061】
上記のようにして得られた本発明の多色性混繊捲縮糸を用いた杢調柄のタイルカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるので、オフィス、会議室、ホテル、および病院などの種々の場所で使用される。
【実施例】
【0062】
次に、本発明の多色混繊捲縮糸パッケージとその製造方法について実施例を用いて詳細に説明するが、本発明はこれらの実施例により何ら限定されるものではない。
【0063】
前述および次に説明する物性値等の測定方法は、次のとおりである。
【0064】
(1)総繊度
JIS L 1013(1999)(8.3.1正量繊度b)B法に従って、初荷重として0.882mN/dtex、公定水分率4.5%を用いて測定した。測定回数は2回行い、その平均値を採用した。
【0065】
(2)単繊維繊度
総繊度をマルチフィラメントの単繊維数で除したものを単繊維繊度とした。
【0066】
(3)ポリアミドポリマーの相対粘度
試料0.25gを98重量%硫酸25mlに溶解し、オストワルド粘度計を用いて25℃の温度で測定した。相対粘度は、ポリマー溶液と硫酸の落下秒数の比から求めた。測定回数は2回行い、その平均値を採用した。
【0067】
(4)NH2末端基量
必要により低分子量成分および水分の除去を行った後、ポリアミドポリマー1gをエタノール/フェノールの混合溶媒(エタノール20ml/フェノール80gの混合割合)50mlに常温で振とう溶解させて溶液とし、この溶液を0.02Nの塩酸で中和滴定し要した0.02N塩酸量を求める。また、上記エタノール/フェノール混合溶媒(上記と同量)のみを、0.02N塩酸で中和滴定し要した0.02N塩酸の量を求める。これらの差から、ポリアミドポリマー1gあたりのNH2末端基量を算出した。
【0068】
(5)SO3基量
絶乾処理したポリアミドポリマー0.3gを10N硫酸溶液25mlに加え、105℃の温度で18時間、加水分解させる。これを20℃の温度まで冷却した後、10mm石英セルを用い、自記分光光度計((株)日立ハイテクノロジーズ社製U−3300)で波長283nmの吸光度を測定する。波長283nmは、CBS分子中に含まれるベンゼン環の吸光波長である。この吸光度を用いて、あらかじめ作成しておいた検量線からSO3基量を算出した。
【0069】
(6)単繊維の中空率
繊維横断面の全面積に対する中空部の占める面積割合(比率%)を測定した。単繊維を5本測定し、その平均値を採用した。
【0070】
(7)捲縮伸長率
温度20℃、相対湿度65%の雰囲気中に24時間以上放置したチ−ズパッケージから糸条を取り出し、カセ状態にしたものを、再度前述の室内(温度20℃、相対湿度65%)で3時間放縮させ、次いで沸騰水中に20分間浸して沸騰水処理を施した。次に、沸騰水処理したカセ状態の糸条を12時間前述の室内で放置乾燥させた。この試料糸から適当な長さを取り出し、一方の端を固定し、もう一方の端に0.0176mN/dtexの初荷重をかけて吊るし、30秒経過した後に試料長50cmの部分にマーキングをした(L1)。次いで、同試料に0.882mN/dtexの定荷重をかけて30秒経過後に、前記マーキングした箇所までの糸長を測定した(L2)。下記式により、捲縮伸長率(%)を求めた。
・捲縮伸長率(%)=[(L2−L1)/L1]×100。
【0071】
(8)交絡数
交絡数の測定は、生産中の糸条の交絡数をオンラインで測定する方法と、生産した製品をオフラインで評価して交絡数を測定する方法がある。生産中の糸条の交絡数をオンラインで測定する方法は、生産工程内を走行している糸条の直径の変化を連続して観測するものである。糸条の直径の変化は、電気的に検出され、具体的には以下の方法で測定される。糸条の総繊度に対して、0.05g/dtexの張力を与えた状態で、電磁場を発生するセンサー上に糸条を通過させると、糸条の直径によって誘電率や伝導率が異なるため、センサー上の電磁場に変化が生ずる。この電磁場の変化を、INSTRUMAR社製ATTALUSセンサー高繊度タイプを用いて、1m間隔で長手方向に連続して100m測定する。このようして得られた通過糸条の電磁場の平均値Aを求め、この平均値Aに0.6を乗じた値をしきい値Bとして設定しておく。以降は、生産中の走行糸条に0.05g/dtexの張力を与えて、通過糸条の電磁場を連続して測定し、平均値Aがしきい値B(0.6A)以下の部分を交絡点とする。
【0072】
このようにして、交絡数は、上述した100点の1mあたりの交絡数の平均値C[個/m]として求められる。
【0073】
また、生産された製品をオフラインで評価して交絡数を測定する方法としては、LAWSON−HEMPHILL,Inc.製のEIB−E(Electronic Inspection Board for Entanglement:電子的糸検査ボード装置)を使用し交絡数を測定した。具体的には、多色混繊捲縮糸パッケージから糸条を取り出し、糸条に0.01g/dtexの張力を与えた状態で、1m当たりの交絡点の数を測定する。その測定を連続して100m実施し、測定した1m当たりの交絡数の平均値X[個/m]としてパッケージを代表する交絡数の値を求めた。
【0074】
交絡点を判定するには、測定した糸条の直径の平均値Yに、0.7を乗じた値をしきい値Zとし、糸条の直径Yがしきい値Z(0.7Y)以下の部分を交絡点と判定した。
【0075】
これらの生産中の糸条の交絡数をオンラインで測定する方法と、生産した製品をオフラインで評価して交絡数を測定する方法のいずれの方法においても、それぞれのしきい値が適切に設定してあるため、測定した交絡数の値は同一の結果が得られるようになっている。
【0076】
(9)解舒撚り数
多色混繊捲縮糸パッケージから糸条をパッケージ端面方向に解舒した際に加わる撚りの数を表す。具体的には、巻取り中のある時点における、ワインダーのスピンドル回転数(略称SP、単位rpm)、トラバース速度(略称TR、単位cpm)、巻き取り幅(略称W、単位m)、巻径(略称D、単位m)の値を用いて、次の式で求められる。
【0077】
【数1】

【0078】
それぞれの値については、次のようにして測定される。
・スピンドル回転数:ワインダーのスピンドル軸の回転数をココリサーチ(株)社製発電型電磁ピックアップGP−12型を用いて測定した。
・トラバース速度:ワインダーのトラバースカムロールの回転数をココリサーチ(株)社製発電型電磁ピックアップGP−2S型を用いて測定した。
・巻き取り幅:多色混繊捲縮糸パッケージの巻取り幅を表し、ワインダーの設備仕様として巻取り中の巻き幅は一定で0.273mとなる。
・巻径:糸条が紙管に巻き取られることで増加する多色混繊捲縮糸パッケージの直径を表す。巻径の測定は、多色混繊捲縮糸パッケージの巻径の変化とともに移動するワインダーのトラバースボックスの移動量を(株)キーエンス社製デジタル超音波センサーFW−H02型を用いて測定した。
【0079】
(10)カーペットの目付
JIS L 1021(1999)7.3.2単位面積当たりのパイル糸の質量に従って、測定した。測定回数は2回行い、その平均値を採用した。
【0080】
(11)カーペットのパイル高さ
JIS L 1021(1999)7.2.2基部上のパイル厚さに従って、測定した。測定回数は2回行い、その平均値を採用した。
【0081】
(12)カーペットの目地隙の数
20枚のタイルカーペットサンプルを自然光のもとで、4枚×5枚の長方形状に並べ、目視による認識によって、隣接するタイルとの辺で、隙間が生じている長さが辺の長さの2分の1以上である辺の数をカウントした。
【0082】
(13)カーペットの柄の均一性(内外層差評価)
多色混繊捲縮糸パッケージの最内層部と最外層部を使用して、幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、10名のモニターに目視で多色柄の均一性の判定をしてもらい、5段階評価した。多色混繊捲縮糸パッケージの内層使用部と外層使用部の柄が同じであるほど点数が高い。次に示す判定基準によって判定し、4点以上を実用範囲内とした。
・5点:内層使用部と外層使用部の柄に差が無い。
・4点:内層使用部と外層使用部の柄に僅かに差がある。
・3点:内層使用部と外層使用部の柄にやや差がある。
・2点:内層使用部と外層使用部の柄が異なる。
・1点:内層使用部と外層使用部の柄が大きく異なる。
【0083】
(14)カーペットの多色感(杢感評価)
多色混繊捲縮糸パッケージの内層部と外層部を使用して、幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、柄の多色感(杢感)の観点から、目視での評価を実施した。試験者は10名で、その平均値から多色感を5段階評価した。柄が密なものほど点数が高い。次に示す判定基準によって判定し、2点から4点が実用範囲内とした。
・5点:柄が密すぎて多色感に乏しい。
・4点:やや柄が密だが多色感を感じる。
・3点:柄の粗密のバランスが良く多色感に優れる。
・2点:やや柄が粗いが多色感を感じる。
・
1点:柄が粗すぎて多色感に乏しい。
【0084】
[実施例1]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有する酸性染料可染型のナイロン6チップを、エクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤を付与し、総合延伸倍率2.6倍で延伸され、引き続いて一旦巻き取ることなく特公昭58−1214号公報に記載の流体処理型の捲縮ノズルによって蒸気圧力0.65MPa、ノズル温度225度で捲縮が付与され、冷却固定の後に交絡ノズルによって交絡が付与されて巻き取られた。このようにして、総繊度1445dtex、80フィラメント、田型中空断面の捲縮糸を得た。また、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップを、上記と同様に処理し、総繊度1445dtex、80フィラメント、田型中空断面の捲縮糸を得た。
【0085】
得られた酸性染料可染型の捲縮糸とカチオン染料可染型の捲縮糸を、パッケージから解舒して引き揃え、公知の流体処理型の交絡ノズルを用いて交絡が付与され合糸混繊された。交絡が付与された糸条は電磁場検知式のオンラインセンサーで交絡の状態が測定され、その時点におけるパッケージ巻径や巻き幅、スピンドル速度およびトラバース速度によって求められる解舒撚り数に対して最適な交絡数を計算し、圧搾空気制御弁の開度を調整することで交絡数を制御した。このとき、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)の交絡数は35.9個/m、また、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数は37.9個/mで漸増するように交絡数を制御した。オンラインセンサーを通過した糸条は、第2ロールを経て、ワインダーによってチーズに巻き取られ、総繊度2890dtex、160フィラメント、単繊維が100%田型中空断面の多色性混繊捲縮糸パッケージを得た。
【0086】
次いで、このようにして得られた多色性混繊捲縮糸をパイル糸に用い、1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットのサンプルを得た。このとき、多色性混繊捲縮糸パッケージから糸状を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図3に示すように、多色性混繊捲縮糸パッケージの糸条の長手方向のどこの部分においても39個/mとなる状態であった。続いてウィンス染色機を使用して酸性染料とカチオン染料が含まれる浴中で、タフティッドカーペットのサンプルに染色が施され、杢調のタフティッドカーペットサンプルを得た。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0087】
実施例1は、解舒撚り数に対して、最適な交絡数に制御しているため、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分と、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分で何ら変わりはなく、カーペットの柄として均一なものが得られた。
【0088】
[実施例2]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有する酸性染料可染型のナイロン6チップを、エクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤を付与し、総合延伸倍率2.6倍で延伸され、引き続いて一旦巻き取ることなく特公昭58−1214号公報に記載の流体処理型の捲縮ノズルによって蒸気圧力0.6MPa、ノズル温度235度で捲縮が付与され、冷却固定の後に交絡ノズルによって交絡が付与されて巻き取られた。このようにして総繊度970dtex、54フィラメント、田型中空断面の捲縮糸を得た。また、相対粘度2.85でNH2末端基量7.2×10−5mol/gを有する酸性染料可染型のナイロン6チップを上記と同様に処理し、総繊度970dtex、54フィラメント、田型中空断面の捲縮糸を得た。さらに、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップを上記と同様に処理し、総繊度970dtex、54フィラメント、単繊維が田型中空断面の捲縮糸を得た。
【0089】
このようにして得られた2種類の酸性染料可染型の捲縮糸およびカチオン染料可染型の捲縮糸を、パッケージから解舒して引き揃え、公知の流体処理型の交絡ノズルを用いて交絡が付与され合糸混繊された。次いで、糸条は電磁場検知式のオンラインセンサーで交絡の状態が測定され、その時点におけるパッケージ巻径や巻き幅、スピンドル速度およびトラバース速度によって求められる解舒撚り数に対して、最適な交絡数を計算し、圧搾空気制御弁の開度を調整することにより、交絡数を制御した。このとき、多色混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)の交絡数は30.9個/m、また、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数は32.9個/mで漸増するように交絡数を制御した。オンラインセンサーを通過した糸条は第2ロールを経て、ワインダーによってチーズに巻き取られ、2910dtex、162フィラメント、100%田型中空断面の多色混繊捲縮糸パッケージを得た。
【0090】
次いで、この多色混繊捲縮糸をパイル糸に用い1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットサンプルを得た。このとき、多色混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図4に示すように、多色混繊捲縮糸パッケージの糸条の長手方向のどこの部分においても34個/mとなる状態であった。続いてウィンス染色機を使用して酸性染料とカチオン染料が含まれる浴中で染色が施され、杢調のタフティッドカーペットサンプルを得た。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0091】
実施例2は、解舒撚り数に対して、最適な交絡数に制御しているため、カーペットを作成した場合の柄が、多色混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分と、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分で何ら変わりはなく、カーペットの柄として均一なものが得られた。
【0092】
[実施例3]
多色性混繊捲縮糸パッケージの巻始めの交絡エアー圧力を0.48MPaであること以外は、実施例1と同様にしてカーペットを作成した。このとき、圧搾空気制御弁の開度を調整することで交絡数を制御し、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)の交絡数は30.5個/m、また、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数は32.5個/mで漸増するように交絡数を制御した。
【0093】
また、多色性混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図5に示すように、多色混繊捲縮糸パッケージの糸条の長手方向のどこの部分においても33.6個/mとなる状態であった。カーペットサンプルのバルキー性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0094】
実施例3は、解舒撚り数に対して、最適な交絡数に制御しているため、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分と、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分で何ら変わりはなく、カーペットの柄として均一なものが得られた。
【0095】
[比較例1]
オンラインセンサーおよび交絡ノズルの圧搾空気制御を行なわず、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)から多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数が38個/mで一定であることとした以外は、実施例1と同様にして多色性混繊捲縮糸パッケージを得た。さらに得られた多色性混繊捲縮糸パッケージを用いて、実施例1と同様にしてカーペットを作成した。このとき、多色性混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図6に示すように、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した際には、39.1個/m、また、巻始め(巻径(=紙管直径)0.100m部分)を使用した際には41.1個/mとなる状態であった。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0096】
比較例1は、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分では、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分に比べて柄が細かくなり、カーペットの柄として均一なものが得られなかった。
【0097】
[比較例2]
オンラインセンサーおよび交絡ノズルの圧搾空気制御を行なわず、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)から多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数が33個/mで一定であることとした以外は、実施例2と同様にして多色性混繊捲縮糸パッケージを得た。さらに、得られた多色性混繊捲縮糸パッケージを用いて、実施例1と同様にしてカーペットを作成した。このとき、多色混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図7に示すように、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した際には、34.1個/m、また、巻始め(巻径(=紙管直径)0.100m部分)を使用した際には36.1個/mとなる状態であった。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0098】
比較例2は、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分では、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分に比べて柄が細かくなり、カーペットの柄として均一なものが得られなかった。
【0099】
[比較例3]
オンラインセンサーおよび交絡ノズルの圧搾空気制御を行なわず、また、交絡ノズルの交絡エアー圧力を0.90MPaとし、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)から多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数が54個/mで一定であること以外は、実施例1と同様にしてカーペットを作成した。このとき、多色性混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図8に示すように、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した際には、55.1個/m、また、巻始め(巻径(=紙管直径)0.100m部分)を使用した際には57.1個/mとなる状態であった。カーペットサンプルのバルキー性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0100】
比較例3は、交絡数が高く、コントラストのない密すぎる多色感であった。また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分では、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分に比べて柄が細かくなり、カーペットの柄として均一なものが得られなかった。さらには、交絡数が多すぎるために嵩高性が不十分になってしまい、タイルカーペットの境界線で目地隙が発生した。
【0101】
【表1】
【符号の説明】
【0102】
1:酸性染料可染捲縮糸
2:カチオン染料可染捲縮糸
3:第1ロール
4:交絡ノズル
5:オンラインセンサー
6:交絡情報入力信号ライン
7:交絡判定・電磁弁開度制御装置
8:第2ロール
9:多色混繊捲縮糸パッケージ
10:ワインダー
11:ワインダー情報入力信号ライン
12:電磁弁制御信号ライン
13:電磁弁
【技術分野】
【0001】
本発明は、杢調カーペット用の製造として有用な多色性混繊捲縮糸パッケージ、ならびにその多色性混繊捲縮糸パッケージの製造方法に関するものであり、さらに詳しくは、本発明は、多色性混繊捲縮糸パッケージの巻径に対応して変化する解舒撚り数に対し、適切な交絡処理を施すことにより、製造される多色杢調柄のカーペットでの柄変化を抑制し均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージおよびその製造方法に関するものである。
【背景技術】
【0002】
多色杢調柄のカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるので、オフィス、会議室、ホテルおよび病院などの種々の場所で使用されている。特に、タイルカーペットには、施工が容易であること、汚損時の部分的な取り替えが可能であることなどの理由から、多色杢調柄のカーペットが汎用されている。
【0003】
この多色杢調柄のタイルカーペットは、数種類の互いに異色性を示す捲縮糸を交絡させた後、多色性混繊捲縮糸パッケージとして巻き取り、その後、この多色性混繊捲縮糸パッケージから糸条を解舒してタフトを行ってタフト反を形成し、次いで、目的の色調を得るために染色を施すというプロセスによって製造することができる。その柄や色合いは、染色条件や捲縮糸の交絡条件により容易に変更が可能であるという利点を有する。そのため、従来から多色杢調カーペット用の捲縮糸については数多くの提案がなされ、各種の製品が実用化されている。
【0004】
具体的に、均一な嵩高交絡糸を得るために、交絡処理前のチーズを積極的に回転させながら横方向から糸条を取り出して交絡処理を施した後、パッケージとして巻き取る方法や、連続して紡糸延伸捲縮加工を行い、一旦パッケージとして巻き取ることなくそのまま交絡装置に供給して交絡処理を施した後、パッケージとして巻き取る方法など、交絡処理する際に発生する解舒撚りの影響をなくすための方法が提案されている(特許文献1参照。)。
【0005】
しかしながら、この提案の方法は、多色性混繊捲縮糸パッケージの巻き取り前に均一な嵩高交絡を付与する方法であるため、この糸条を用いてカーペットを製織する場合に、糸条をパッケージから取り出す際の解舒撚りによって、糸条がねじれて柄が細かくなってしまうものであった。また、このようにパッケージを回転させて捲縮糸を解舒する場合、加工に合わせてパッケージの回転数や張力を制御する必要があり、一般的に数百から数千のパッケージをタフトしカーペットとするに際し、このように全てのパッケージの回転数を制御するのには設備的にも非常に困難であり、また、パッケージが回転しているため捲縮糸パッケージを2個以上ジョイントし連続的に加工することが不可能であった。
【0006】
また別に、それぞれの異なる染色性を示す捲縮糸に対して、あらかじめ、その交絡数に差を持たせるように交絡を付与しておき、更に異なる染色性を示す捲縮糸同士を引きそろえて交絡することにより、色柄のコントラストに優れかつ柄流れのない均一な交絡糸を得るとされる方法が提案されている(特許文献2参照。)。しかしながら、この提案の方法においても、多色混繊捲縮糸パッケージの巻き取り前に均一な嵩高交絡を付与する方法であるため、カーペットを製織する際に糸条をパッケージから取り出す際の解舒撚りによって、糸条がねじれて柄がパッケージの使用部位により細かくなってしまうものであった。
【0007】
このように、多色性混繊捲縮糸の交絡性やコントラストを均一にするための提案は各種なされているが、これらの提案は捲縮糸の長手方向にいかに均一な交絡形態とするかというものであって、一般的にパッケージ端面方向に糸条を解舒し、タフトを行なってカーペットを製造するに際して、これまで、そのパッケージ使用時における巻径の変化により、漸次増加する解舒撚り数が多色杢調柄カーペットのコントラストの変化に影響することに対して提案しているものはなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭62−177251号公報
【特許文献2】特開平2−300344号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、多色性混繊捲縮糸パッケージから糸条を解舒しながらカーペットをタフトする際に、多色性混繊捲縮糸パッケージの巻径(直径)によって解舒撚り数が変化することによって、タフト反の柄が多色性混繊捲縮糸パッケージの内外層で変わってしまう問題を解決するため、カーペットでの柄変動を抑制して均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記の課題を解決するために、本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、前記多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、前記パッケージの最外層部から最内層部まで実質的に一定であることを特徴とする多色性混繊捲縮糸パッケージである。
【0011】
本発明の多色性混繊捲縮糸パッケージの好ましい態様によれば、前記の多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和は、30〜54個/mの範囲内である。
【0012】
また、本発明の多色性混繊捲縮糸パッケージの製造方法は、2種以上の互いに異色性を示す捲縮糸を混繊交絡させてチーズ形状に巻き取る多色性混繊捲縮糸パッケージの製造方法において、2種以上の互いに異色性を示す捲縮糸を混繊交絡する際に、混繊交絡の交絡エアー圧力を制御して、多色性混繊捲縮糸パッケージの最内層から最外層に向けて交絡数を増加させ変化させることにより、多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と付与する交絡数との和が、どの巻径においても実質的に一定となるようにして巻き取ることを特徴とする多色性混繊捲縮糸パッケージの製造方法である。
【0013】
本発明の多色混繊捲縮糸パッケージを製造する方法においては、交絡数をオンラインセンサーで測定し、その測定結果と測定した時点における計算解舒撚り数から最適交絡数を計算し、その結果をフィードバックして圧搾空気制御弁の開度を制御することが好ましい。すなわち、本発明の多色混繊捲縮糸パッケージの製造方法の好ましい態様によれば、前記の交絡エアー圧力を、オンラインセンサーで測定した交絡数とその測定位置における計算解舒撚り数に基づいて増加させ変化させて、交絡数を制御することである。
【0014】
本発明の多色混繊捲縮糸パッケージの製造方法の好ましい態様によれば、前記の2種以上の互いに異色性を示す捲縮糸を混繊交絡する際の交絡エアー圧力を、0.35MPaから0.85Mpaの範囲で制御することである。
【0015】
また、本発明の多色混繊捲縮糸パッケージの製造方法の好ましい態様によれば、前記の多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和を、どの巻径においても30〜54個/mの範囲内とすることである。
【発明の効果】
【0016】
本発明によれば、カーペットでの柄変化を抑制し、均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージが得られる。具体的には、「柄変化」は、柄が細かくなる方向に変化するもので、これは多色性混繊捲縮糸パッケージの外層部使用時と内層部使用時で多色性混繊捲縮糸パッケージから解舒する際の解舒撚り数が違うことにより生じる。本発明では、解舒撚り数の変化を交絡数で補うことにより多色性混繊捲縮糸パッケージの外層部使用時と内層部使用時でのカーペットの柄変化を抑制し、多色性混繊捲縮糸パッケージの外層部使用時と内層部使用時でのカーペットの柄に差が無い、均一な柄が得られる。
【0017】
また、本発明の多色性混繊捲縮糸パッケージの製造方法によって、上記の多色性混繊捲縮糸パッケージを効率的に製造することができる。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明の多色性混繊捲縮糸パッケージを製造する際の交絡数と解舒撚り数の関係の一例を説明するための概略図である。
【図2】図2は、本発明の多色性混繊捲縮糸パッケージを製造する方法の一例を示す概略側面図である。
【図3】図3は、本発明の多色性混繊捲縮糸パッケージについて、実施例1で得られた交絡数と解舒撚り数の和の値を示す概略図である。
【図4】図4は、本発明の多色性混繊捲縮糸パッケージについて、実施例2で得られた交絡数と解舒撚り数の和の値を示す概略図である。
【図5】図5は、本発明の多色性混繊捲縮糸パッケージについて、実施例3で得られた交絡数と解舒撚り数の和の値を示す概略図である。
【図6】図6は、多色性混繊捲縮糸パッケージについて、比較例1で得られた交絡数と解舒撚り数の和の値を示す概略図である。
【図7】図7は、多色性混繊捲縮糸パッケージについて、比較例2で得られた交絡数と解舒撚り数の和の値を示す概略図である。
【図8】図8は、多色性混繊捲縮糸パッケージについて、比較例3で得られた交絡数と解舒撚り数の和の値を示す概略図である。
【発明を実施するための形態】
【0019】
本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、その多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、前記パッケージの最外層部から最内層部まで実質的に一定であることを特徴とするものである。
【0020】
本発明における多色性混繊捲縮糸とは、互いに異色性を示す捲縮糸を2種以上引き揃えて混繊交絡処理することにより得られる混繊糸であり、かつ捲縮を有する嵩高な糸である。
【0021】
本発明における異色性を示す捲縮糸とは、顔料または染料によってあらかじめ着色された捲縮糸もしくは染色性を有する未着色の捲縮糸である。すなわち、本発明における多色性混繊捲縮糸は、色調が異なるかもしくは後に染色等の処理を行うことにより色調が異なり得る捲縮糸を2種以上引き揃えて混繊交絡処理することにより得られる混繊糸であり、かつ捲縮を有する嵩高な糸である。
【0022】
互いに異色性を示す捲縮糸の組み合わせとしては、例えば、顔料もしくは染料によってあらかじめ異なる色調に着色された2種以上の捲縮糸の混繊、または異なる染色性を有する2種以上の未着色の捲縮糸の混繊、または顔料もしくは染料によってあらかじめ着色された1種以上の捲縮糸と、異なる染色性を有する1種以上の未着色の捲縮糸の混繊が挙げられる。
【0023】
本発明で用いられる顔料としては、有機物および無機物のどちらでも差し支えないが、一般的にはカーボンブラック、ベンガラおよびフタロシアニン系の顔料が好適に用いられる。また、本発明で好適に用いられる染料としては、例えば、ポリアミド繊維を例にとるならば、NH2末端基と結合する酸性染料や、SO3末端基と結合するカチオン染料等が挙げられる。
【0024】
本発明において、異なる染色性を有する捲縮糸としては、例えば、ポリアミド繊維を例にとるならば、通常のポリアミド繊維、酸性染料と結合するNH2末端基量を増加させたポリアミド繊維、および塩基性染料と結合するSO3末端基を導入したポリアミド繊維等から成る捲縮糸が挙げられる。
【0025】
本発明において用いられる多色性混繊捲縮糸は、それを構成する捲縮糸があらかじめ顔料または染料で着色されている場合には染色せずとも異色性を示し、それを構成する捲縮糸が潜在的に染色性を有する場合には染色することにより最終的に異色性を示すことになる。
【0026】
本発明において、カーペットでの柄変動を抑制して均一な柄のカーペットを得るためには、2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が最外層部から最内層部まで実質的に一定であることが必要である。これは、カーペットをタフトする際に、糸条をパッケージ最外層部から最内層部へパッケージ端面方向に解舒していくにしたがって解舒撚り数は必然的に増加していく。すなわち、パッケージから解舒された糸条は、解舒撚りによって異色性を有した糸条の反転する頻度が大きくなり、その結果、カーペットを作成した場合の柄が細かくなってしまうのである。また、ここで解舒撚り数と交絡数の和が実質的に一定とは、交絡数は生産工程内のバラツキの影響を含むため、最外層部から最内層部までの任意の位置において測定した場合の解舒撚り数と交絡数の和が、その平均値±1の範囲にあればよい。
【0027】
ここで、上記の平均値とは、最外層部から最内層部までの任意の位置において、測定した解舒撚り数と1m間隔で100m測定した際の交絡数の平均値との和のことをいい、そして上記の平均値±1の意義は、例えば、解舒撚り数と交絡数の和が30個/mのカーペットの柄を得ようとした際には、生産工程内のバラツキの影響を含むため、解舒撚り数と交絡数の和が30±1個/m(29〜31個/m)の範囲であれば実質的に一定とみなし、すなわち、解舒撚り数と交絡数の和が、柄を得るために必要な30個/mで一定とみなすと言うことができる。同様に、例えば、解舒撚り数と交絡数の和が54個/mのカーペットの柄を得ようとした際には、生産工程内のバラツキの影響を含むため、解舒撚り数と交絡数の和が54±1個/m(53〜55個/m)の範囲であれば実質的に一定とみなし、すなわち、解舒撚り数と交絡数の和が、柄を得るために必要な54個/mで一定とみなすと言うことができる。
【0028】
ここで、最外層部から最内層部までの任意の位置において測定した場合の解舒撚り数と交絡数の和について、図1を例にして説明する。
【0029】
図1において、パッケージの最内層部が直径0.10mのときには、解舒撚り数が3.1個/mで交絡数が35.9個/mであるため、これらの和は39個/mとなる。また、パッケージの最外層部が直径0.28mのときには、解舒撚り数が1.1個/mで交絡数が37.9個/mであるため、これらの和も39個/mとなる。すなわち、本発明の特徴である、パッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が最外層部から最内層部まで実質的に一定になっている状態を示している。この際、任意のパッケージ径における交絡数と解舒撚り数は、後述する方法で測定して値を求めることができる。
【0030】
本発明においては、組み合わせる異色性の捲縮糸の数が多くなると、タフト柄に対する解舒撚りの影響が小さくなるため、2〜3種類の互いに異色性を示す捲縮糸を用いて多色混繊捲縮糸が構成されていることが好ましい。
【0031】
本発明の多色混繊捲縮糸パッケージを製造する方法においては、交絡数をオンラインセンサーで測定し、その測定結果と測定した時点における計算解舒撚り数から最適交絡数を計算し、その結果をフィードバックして圧搾空気制御弁の開度を制御することができる。
【0032】
オンラインによって交絡数を検知する手段としては、糸条の直径によって変化する誘電率、伝導率およびそれらによって変化する電磁場を捉える電気的方法、CCDカメラ(電荷結合素子カメラ)などを用いた光学的方法、および糸条との接触圧力から検知する力学的方法などがあるが、測定精度の高さやデータ処理の扱い易さの点から、電気的手段が好ましく用いられる。次に、電気式のオンラインセンサーを用いた例を、さらに具体例に説明する。
【0033】
本発明において交絡数の測定は、糸条の直径の変化を連続して観測するものである。糸条の直径の変化は、電気的に検出され、具体的には次の方法で測定される。
【0034】
すなわち、糸条の総繊度に対して、0.05g/dtexの張力を与えた状態で、電磁場を発生するセンサー上に糸条を通過させると、糸条の直径によって誘電率や伝導率が異なるため、センサー上の電磁場に変化が生ずる。この電磁場の変化を1m間隔で長手方向に連続して100m測定する。このようして得られた通過糸条の電磁場の平均値Aを求め、この平均値Aに0.6を乗じた値をしきい値Bとして設定しておく。以降は、生産中の走行糸条に0.05g/dtexの張力を与えて、通過糸条の電磁場を連続して測定し、平均値Aがしきい値B(0.6A)以下の部分を交絡点とする。ここで交絡点とは、フィラメント単繊維同士が絡み合い収束し、その前後よりも直径が小さい部分である。
【0035】
本発明においては、交絡数の測定を、100mの範囲で行うことで交絡数を判定している。測定長は長ければ長いほど得られる数値の信頼性は向上するが、測定に時間がかかる。糸条長100mは、一般にタフティッドカーペットとした場合の長さとしては約10m程度に相当する。10m長のカーペットでは十分に柄の均一性が把握できることから、糸条長100m分の交絡数の測定から交絡を判定する。
【0036】
本発明において、解舒撚り数と交絡数の和は、30〜54個/mであることが好ましい。解舒撚り数と交絡数の和が30個/m以上であれば、色彩の反転が十分なためカーペットとしたときの多色柄が美しくなる。また、解舒撚り数と交絡数の和を54個/m以下にすることにより、色彩の反転および多色柄のメリハリを保ちつつ、また、嵩高性の低下によるタイルカーペットの境界線が目立つ目地隙が発生するという欠点や、更には直径の細い交絡点が多くなりすぎてタフト時にパイル抜けが生じやすいという欠点を回避することが出来る。
【0037】
解舒撚り数と交絡差の和は、より好ましくは33〜45個/mであり、また、交絡数は、好ましくは32〜42個/mである。
【0038】
本発明の多色混繊捲縮糸パッケージを製造する方法においては、交絡数をオンラインセンサーで測定し、その測定結果と測定した時点における計算解舒撚り数から最適交絡数を計算し、その結果をフィードバックして圧搾空気制御弁の開度を制御することができる。
【0039】
本発明において、多色混繊捲縮糸を混繊交絡する際の好ましい交絡エアー圧力の範囲は、0.35MPa〜0.85MPaである。交絡エアー圧力をこの範囲にすることにより、カーペット加工後の風合い等に優れ、均一な柄のカーペットを与え得る多色混繊捲縮糸を得ることができる。交絡エアー圧力が0.35MPa以上であれば、交絡抜けを少なくすることができるため多杢感を得ることができる。また、交絡エアー圧力を0.85MPa以下とすることにより、多色混繊捲縮糸の嵩高性を保ちカーペットでの良好なカバーリング性を得ることができる。
【0040】
交絡エアー圧力は、より好ましいくは0.45MPa〜0.80MPaの範囲であり、特に好ましくは0.55MPa〜0.75MPaである。
【0041】
本発明で用いられる多色混繊捲縮糸を構成する単繊維の断面としては、田型中空糸、三角断面糸、Y断面糸およびY型中空糸などの断面のものが使用されるが、中でも田型中空繊維が、丸断面に近いために、交絡付与が比較的容易であることから好ましく用いられる。
【0042】
ここで本発明における田型中空繊維とは、正方形から円形に近い外断面形状を有し、円形断面に近い4つの中空部分が外断面の中心点にほぼ対称に、糸条の長手方向に伸びた形状の糸である。
【0043】
次に、本発明において用いられる多色性混繊捲縮糸の総繊度と、多色性混繊捲縮糸を構成する繊維の単繊維繊度について説明する。
【0044】
実用上、多色性混繊捲縮糸の総繊度は、好ましくは2000dtex〜5000dtexである。総繊度がこの範囲の繊度であると、カーペットとしてのバルキー性やボリューム感、風合いや弾性回復力など、バランスのとれたカーペットとしやすいと共に、製造に際しての安定性も優れている。すなわち、総繊度が上記範囲であれば、比較的総繊度が小さい場合であっても、所定の目付けとするためにゲージやステッチを過度に高くする必要がなく、タフト時の単繊維切れやパイル抜けなどは起こりにくく、工程は安定する。
【0045】
一方、総繊度が比較的大きい場合であっても、太過ぎてタフトが困難になるようなことはない。タイルカーペットの目付を保つために必要な合糸工程を設ける必要がなく、タフト時の単繊維切れやパイル抜けのない安定したタイルカーペットを得ることができる。多色性混繊捲縮糸の総繊度は、より好ましくは2500dtex〜4000dtexであり、特に好ましくは2600dtex〜3500dtexである。
【0046】
また、多色混繊捲縮糸を構成する単繊維の好ましい単繊維繊度は、10dtex〜30dtexの範囲である。単繊維繊度をこの範囲にすることにより、生産効率およびカーペット加工後の風合い等に優れた多色混繊捲縮糸を得ることができる。単繊維繊度が10dtex以上であれば、紡糸中の単糸衝突による毛羽が発生することもなく、品位上、優れたものが得られる。また、単繊維繊度を30dtex以下とすることにより、パイルのボリュームを保ちつつ、耐久性や摩耗性に優れたパイルを得ることができる。単繊維繊度は、より好ましくは15dtex〜25dtexの範囲である。
【0047】
本発明においては、目的とするカーペットの目付を、好ましくは500g/m2〜750g/m2にした場合に、タフトが容易で柄の均一感にも優れたカーペットとなる。目付が500g/m2以上であれば、貼り合わせ部分だけでなく、タイルカーペット全体の目隙感を低減し、審美性に優れたものとなる。また、目付を750g/m2以下とすることにより、タフトを容易にすることができる。目付は、より好ましくは550g/m2〜700g/m2である。
【0048】
本発明において、多色性混繊捲縮糸を構成する互いに異色性を示す捲縮糸を製造するために用いられるポリマーは、ポリアミドまたはポリエステルまたはポリプロピレンであることが好ましい。反発弾性の強さ、耐久性の強さおよび染色性の良さの点からは、ポリアミドが好ましく、具体的には、ポリカプラミドおよびヘキサメチレンジアミドなどが挙げられる。また、ポリマーの価格の点からはポリエステルが好ましく用いられ、具体的にはポリエチレンテレフタレート、ポリプロピレンテレフタレートおよびポリブチレンテレフタレートなどが挙げられる。目的とするカーペットの性能と価格の点からポリマー種類は選定される。
【0049】
本発明においては、ポリマーの種類が異なる捲縮糸を組み合わせて使用してもなんら差し支えない。また、用いられるポリマーは、共重合成分を含むコポリマーであってもよい。更には、製糸性改善や最終製品の品位向上のために共重合成分を添加したり、顔料などの粒子を添加してあっても、何ら問題はない。また、ポリマー中には必要に応じて酸化チタンなどの艶消し剤、耐候剤、酸化防止剤、抗菌剤、殺菌剤、吸湿剤、防臭剤、消臭剤、芳香剤、蓄光物質および蛍光物質などを混入させても良い。
【0050】
次に、本発明の多色性混繊捲縮糸パッケージの製造方法を、図2を例として説明する。
【0051】
図2において、2種類の互いに異色性を示す捲縮糸1、2が、第1ロール3によって矢印方向に供給され、第2ロール8を経てワインダー10で巻き取られる。この際に、第1ロール3と第2ロール8の間で、交絡ノズル4によって捲縮糸1、2同士が交絡される。
【0052】
図2の例では、供給される異色性を示す捲縮糸1、2は、個別に紡糸・延伸・捲縮付与され一度巻き取られた糸条が解舒され供給されているが、交絡ノズル4に供給される時点で2種以上の互いに異色性を示す捲縮糸1、2が引き揃えてあれば良く、それ以前の工程は何ら問わない。すなわち、個別に紡糸・延伸された糸条を一度巻き取り、それらを解舒して捲縮付与を同時に行った後に引きそろえて供給しても良い。この場合、複数種の延伸糸を同一の捲縮ノズルに供給して捲縮を付与してもよい。また、別々の捲縮ノズルで捲縮を付与させても良い。更には、2種以上の異色性を示す糸を並列して同時に紡糸・延伸・捲縮付与を行った後に、一旦巻き取ることなしに、続いて異色性を示す捲縮糸を引き揃えて交絡ノズル4に供給しても良い。また、これらの組み合わせでも差し支えない。
【0053】
このようして供給された2種以上の互いに異色性を示す捲縮糸1、2は、交絡ノズル4で交絡が付与され合糸混繊されて1本の多色混繊捲縮糸となる。交絡ノズル4は、付与すべき交絡のレベル、使用目的に応じて適宜使い分けることができる。
【0054】
交絡ノズル4で交絡が付与された糸条は、次に、オンラインセンサー5に導かれ交絡状況が検知される。交絡を検知する手段としては、前述のように、糸条の直径によって変化する誘電率や伝導率、また、それらによって変化する電磁場を捉える電気的方法、CCDカメラ(電荷結合素子カメラ)などを用いた光学的方法、および糸条との接触圧力から検知する力学的方法などあるが、測定精度の高さやデータ処理の扱い易さの点からの電気的手段が好ましく用いられる。
【0055】
電気式のオンラインセンサーを用いた例を、さらに具体例に説明する。走糸領域に電磁場を形成する機能を備えたセンサー検知部が、交絡ノズル4と第2ロール8との間に、走行糸条に接触するように配置されている。電磁場中を通過する糸条は交絡部と非交絡部を有しており、糸条の太さや密度の変化に伴って誘電率が変化することになる。オンラインセンサー5は、この誘電率の変化に伴う電磁場の変化を検知することにより糸条の直径の変化が測定される。これを連続的に繰り返すことにより、糸条直径の長手方向の変化が測定される。交絡部は、通常糸条の収束のため直径が細く、非交絡部は直径が太い。オンラインセンサー5は、これを利用して糸条直径の長手方向の変化から交絡状況を検知し、交絡情報入力信号ライン6を通じて交絡判定・電磁弁開度制御装置7に取り込まれる。
【0056】
交絡判定・電磁弁開度制御装置7に取り込まれた交絡状況は、測定した時点におけるパッケージ巻径、巻き幅、スピンドル速度およびトラバース速度などの情報が、ワインダー10からワインダー情報入力信号ライン11を通じて伝送され、これらの情報によって求められる解舒撚り数に対して、最適な交絡数を計算する。
【0057】
巻き取られた多色性混繊捲縮糸パッケージ9を端面方向に解舒する際には、パッケージ内層では解舒撚り数が大きく、パッケージ外層では解舒撚り数は小さくなる。そこで、解舒撚り数の変化に対応して交絡数を変化させることにより、柄変化を抑制し均一な柄のカーペットを作り出す多色性混繊捲縮糸パッケージ9が得られる。よって、解舒撚り数と交絡数の和が一定になるように、多色性混繊捲縮糸を巻き取るべく交絡数が制御される。最適な交絡数は、目標とする解舒撚り数と交絡数の和の数値をあらかじめ交絡判定・電磁弁開度制御装置7に入力しておくことにより、測定した時点におけるパッケージ巻径、巻き幅、スピンドル速度およびトラバース速度によって求められる解舒撚り数から自動的に計算される。
【0058】
この最適な交絡数の計算結果に基づき、電磁弁13の開度を制御して交絡エアー圧力を変化させ、かつ糸条の交絡数の測定を繰り返し行うことにより最適な交絡数が制御される。
【0059】
更に、具体的に説明すると、交絡ノズル4と圧搾空気を供給する配管の間には、電磁弁13が挿入されている。電磁弁13と交絡判定・電磁弁開度制御装置7は、電磁弁制御信号ライン12によって接続され、計算によって求められる解舒撚り数に対して、最適な交絡数が交絡判定・電磁弁開度制御装置7によって導き出され、最適な交絡数を得るために、電磁弁制御信号ライン12を通じて電磁弁13へ弁開度調整の信号が送られ、交絡エアー圧力が変化する。
【0060】
オンラインセンサー5を通過した糸条は、第2ロール8を経て、ワインダー10によって多色混繊捲縮糸パッケージ9に巻き取られ製品となる。以上の過程を経ることによって、均一で柄流れのない良好な多色柄を有するカーペットとなりうる多色混繊捲縮糸を得ることができる。
【0061】
上記のようにして得られた本発明の多色性混繊捲縮糸を用いた杢調柄のタイルカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるので、オフィス、会議室、ホテル、および病院などの種々の場所で使用される。
【実施例】
【0062】
次に、本発明の多色混繊捲縮糸パッケージとその製造方法について実施例を用いて詳細に説明するが、本発明はこれらの実施例により何ら限定されるものではない。
【0063】
前述および次に説明する物性値等の測定方法は、次のとおりである。
【0064】
(1)総繊度
JIS L 1013(1999)(8.3.1正量繊度b)B法に従って、初荷重として0.882mN/dtex、公定水分率4.5%を用いて測定した。測定回数は2回行い、その平均値を採用した。
【0065】
(2)単繊維繊度
総繊度をマルチフィラメントの単繊維数で除したものを単繊維繊度とした。
【0066】
(3)ポリアミドポリマーの相対粘度
試料0.25gを98重量%硫酸25mlに溶解し、オストワルド粘度計を用いて25℃の温度で測定した。相対粘度は、ポリマー溶液と硫酸の落下秒数の比から求めた。測定回数は2回行い、その平均値を採用した。
【0067】
(4)NH2末端基量
必要により低分子量成分および水分の除去を行った後、ポリアミドポリマー1gをエタノール/フェノールの混合溶媒(エタノール20ml/フェノール80gの混合割合)50mlに常温で振とう溶解させて溶液とし、この溶液を0.02Nの塩酸で中和滴定し要した0.02N塩酸量を求める。また、上記エタノール/フェノール混合溶媒(上記と同量)のみを、0.02N塩酸で中和滴定し要した0.02N塩酸の量を求める。これらの差から、ポリアミドポリマー1gあたりのNH2末端基量を算出した。
【0068】
(5)SO3基量
絶乾処理したポリアミドポリマー0.3gを10N硫酸溶液25mlに加え、105℃の温度で18時間、加水分解させる。これを20℃の温度まで冷却した後、10mm石英セルを用い、自記分光光度計((株)日立ハイテクノロジーズ社製U−3300)で波長283nmの吸光度を測定する。波長283nmは、CBS分子中に含まれるベンゼン環の吸光波長である。この吸光度を用いて、あらかじめ作成しておいた検量線からSO3基量を算出した。
【0069】
(6)単繊維の中空率
繊維横断面の全面積に対する中空部の占める面積割合(比率%)を測定した。単繊維を5本測定し、その平均値を採用した。
【0070】
(7)捲縮伸長率
温度20℃、相対湿度65%の雰囲気中に24時間以上放置したチ−ズパッケージから糸条を取り出し、カセ状態にしたものを、再度前述の室内(温度20℃、相対湿度65%)で3時間放縮させ、次いで沸騰水中に20分間浸して沸騰水処理を施した。次に、沸騰水処理したカセ状態の糸条を12時間前述の室内で放置乾燥させた。この試料糸から適当な長さを取り出し、一方の端を固定し、もう一方の端に0.0176mN/dtexの初荷重をかけて吊るし、30秒経過した後に試料長50cmの部分にマーキングをした(L1)。次いで、同試料に0.882mN/dtexの定荷重をかけて30秒経過後に、前記マーキングした箇所までの糸長を測定した(L2)。下記式により、捲縮伸長率(%)を求めた。
・捲縮伸長率(%)=[(L2−L1)/L1]×100。
【0071】
(8)交絡数
交絡数の測定は、生産中の糸条の交絡数をオンラインで測定する方法と、生産した製品をオフラインで評価して交絡数を測定する方法がある。生産中の糸条の交絡数をオンラインで測定する方法は、生産工程内を走行している糸条の直径の変化を連続して観測するものである。糸条の直径の変化は、電気的に検出され、具体的には以下の方法で測定される。糸条の総繊度に対して、0.05g/dtexの張力を与えた状態で、電磁場を発生するセンサー上に糸条を通過させると、糸条の直径によって誘電率や伝導率が異なるため、センサー上の電磁場に変化が生ずる。この電磁場の変化を、INSTRUMAR社製ATTALUSセンサー高繊度タイプを用いて、1m間隔で長手方向に連続して100m測定する。このようして得られた通過糸条の電磁場の平均値Aを求め、この平均値Aに0.6を乗じた値をしきい値Bとして設定しておく。以降は、生産中の走行糸条に0.05g/dtexの張力を与えて、通過糸条の電磁場を連続して測定し、平均値Aがしきい値B(0.6A)以下の部分を交絡点とする。
【0072】
このようにして、交絡数は、上述した100点の1mあたりの交絡数の平均値C[個/m]として求められる。
【0073】
また、生産された製品をオフラインで評価して交絡数を測定する方法としては、LAWSON−HEMPHILL,Inc.製のEIB−E(Electronic Inspection Board for Entanglement:電子的糸検査ボード装置)を使用し交絡数を測定した。具体的には、多色混繊捲縮糸パッケージから糸条を取り出し、糸条に0.01g/dtexの張力を与えた状態で、1m当たりの交絡点の数を測定する。その測定を連続して100m実施し、測定した1m当たりの交絡数の平均値X[個/m]としてパッケージを代表する交絡数の値を求めた。
【0074】
交絡点を判定するには、測定した糸条の直径の平均値Yに、0.7を乗じた値をしきい値Zとし、糸条の直径Yがしきい値Z(0.7Y)以下の部分を交絡点と判定した。
【0075】
これらの生産中の糸条の交絡数をオンラインで測定する方法と、生産した製品をオフラインで評価して交絡数を測定する方法のいずれの方法においても、それぞれのしきい値が適切に設定してあるため、測定した交絡数の値は同一の結果が得られるようになっている。
【0076】
(9)解舒撚り数
多色混繊捲縮糸パッケージから糸条をパッケージ端面方向に解舒した際に加わる撚りの数を表す。具体的には、巻取り中のある時点における、ワインダーのスピンドル回転数(略称SP、単位rpm)、トラバース速度(略称TR、単位cpm)、巻き取り幅(略称W、単位m)、巻径(略称D、単位m)の値を用いて、次の式で求められる。
【0077】
【数1】
【0078】
それぞれの値については、次のようにして測定される。
・スピンドル回転数:ワインダーのスピンドル軸の回転数をココリサーチ(株)社製発電型電磁ピックアップGP−12型を用いて測定した。
・トラバース速度:ワインダーのトラバースカムロールの回転数をココリサーチ(株)社製発電型電磁ピックアップGP−2S型を用いて測定した。
・巻き取り幅:多色混繊捲縮糸パッケージの巻取り幅を表し、ワインダーの設備仕様として巻取り中の巻き幅は一定で0.273mとなる。
・巻径:糸条が紙管に巻き取られることで増加する多色混繊捲縮糸パッケージの直径を表す。巻径の測定は、多色混繊捲縮糸パッケージの巻径の変化とともに移動するワインダーのトラバースボックスの移動量を(株)キーエンス社製デジタル超音波センサーFW−H02型を用いて測定した。
【0079】
(10)カーペットの目付
JIS L 1021(1999)7.3.2単位面積当たりのパイル糸の質量に従って、測定した。測定回数は2回行い、その平均値を採用した。
【0080】
(11)カーペットのパイル高さ
JIS L 1021(1999)7.2.2基部上のパイル厚さに従って、測定した。測定回数は2回行い、その平均値を採用した。
【0081】
(12)カーペットの目地隙の数
20枚のタイルカーペットサンプルを自然光のもとで、4枚×5枚の長方形状に並べ、目視による認識によって、隣接するタイルとの辺で、隙間が生じている長さが辺の長さの2分の1以上である辺の数をカウントした。
【0082】
(13)カーペットの柄の均一性(内外層差評価)
多色混繊捲縮糸パッケージの最内層部と最外層部を使用して、幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、10名のモニターに目視で多色柄の均一性の判定をしてもらい、5段階評価した。多色混繊捲縮糸パッケージの内層使用部と外層使用部の柄が同じであるほど点数が高い。次に示す判定基準によって判定し、4点以上を実用範囲内とした。
・5点:内層使用部と外層使用部の柄に差が無い。
・4点:内層使用部と外層使用部の柄に僅かに差がある。
・3点:内層使用部と外層使用部の柄にやや差がある。
・2点:内層使用部と外層使用部の柄が異なる。
・1点:内層使用部と外層使用部の柄が大きく異なる。
【0083】
(14)カーペットの多色感(杢感評価)
多色混繊捲縮糸パッケージの内層部と外層部を使用して、幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、柄の多色感(杢感)の観点から、目視での評価を実施した。試験者は10名で、その平均値から多色感を5段階評価した。柄が密なものほど点数が高い。次に示す判定基準によって判定し、2点から4点が実用範囲内とした。
・5点:柄が密すぎて多色感に乏しい。
・4点:やや柄が密だが多色感を感じる。
・3点:柄の粗密のバランスが良く多色感に優れる。
・2点:やや柄が粗いが多色感を感じる。
・
1点:柄が粗すぎて多色感に乏しい。
【0084】
[実施例1]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有する酸性染料可染型のナイロン6チップを、エクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤を付与し、総合延伸倍率2.6倍で延伸され、引き続いて一旦巻き取ることなく特公昭58−1214号公報に記載の流体処理型の捲縮ノズルによって蒸気圧力0.65MPa、ノズル温度225度で捲縮が付与され、冷却固定の後に交絡ノズルによって交絡が付与されて巻き取られた。このようにして、総繊度1445dtex、80フィラメント、田型中空断面の捲縮糸を得た。また、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップを、上記と同様に処理し、総繊度1445dtex、80フィラメント、田型中空断面の捲縮糸を得た。
【0085】
得られた酸性染料可染型の捲縮糸とカチオン染料可染型の捲縮糸を、パッケージから解舒して引き揃え、公知の流体処理型の交絡ノズルを用いて交絡が付与され合糸混繊された。交絡が付与された糸条は電磁場検知式のオンラインセンサーで交絡の状態が測定され、その時点におけるパッケージ巻径や巻き幅、スピンドル速度およびトラバース速度によって求められる解舒撚り数に対して最適な交絡数を計算し、圧搾空気制御弁の開度を調整することで交絡数を制御した。このとき、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)の交絡数は35.9個/m、また、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数は37.9個/mで漸増するように交絡数を制御した。オンラインセンサーを通過した糸条は、第2ロールを経て、ワインダーによってチーズに巻き取られ、総繊度2890dtex、160フィラメント、単繊維が100%田型中空断面の多色性混繊捲縮糸パッケージを得た。
【0086】
次いで、このようにして得られた多色性混繊捲縮糸をパイル糸に用い、1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットのサンプルを得た。このとき、多色性混繊捲縮糸パッケージから糸状を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図3に示すように、多色性混繊捲縮糸パッケージの糸条の長手方向のどこの部分においても39個/mとなる状態であった。続いてウィンス染色機を使用して酸性染料とカチオン染料が含まれる浴中で、タフティッドカーペットのサンプルに染色が施され、杢調のタフティッドカーペットサンプルを得た。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0087】
実施例1は、解舒撚り数に対して、最適な交絡数に制御しているため、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分と、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分で何ら変わりはなく、カーペットの柄として均一なものが得られた。
【0088】
[実施例2]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有する酸性染料可染型のナイロン6チップを、エクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤を付与し、総合延伸倍率2.6倍で延伸され、引き続いて一旦巻き取ることなく特公昭58−1214号公報に記載の流体処理型の捲縮ノズルによって蒸気圧力0.6MPa、ノズル温度235度で捲縮が付与され、冷却固定の後に交絡ノズルによって交絡が付与されて巻き取られた。このようにして総繊度970dtex、54フィラメント、田型中空断面の捲縮糸を得た。また、相対粘度2.85でNH2末端基量7.2×10−5mol/gを有する酸性染料可染型のナイロン6チップを上記と同様に処理し、総繊度970dtex、54フィラメント、田型中空断面の捲縮糸を得た。さらに、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップを上記と同様に処理し、総繊度970dtex、54フィラメント、単繊維が田型中空断面の捲縮糸を得た。
【0089】
このようにして得られた2種類の酸性染料可染型の捲縮糸およびカチオン染料可染型の捲縮糸を、パッケージから解舒して引き揃え、公知の流体処理型の交絡ノズルを用いて交絡が付与され合糸混繊された。次いで、糸条は電磁場検知式のオンラインセンサーで交絡の状態が測定され、その時点におけるパッケージ巻径や巻き幅、スピンドル速度およびトラバース速度によって求められる解舒撚り数に対して、最適な交絡数を計算し、圧搾空気制御弁の開度を調整することにより、交絡数を制御した。このとき、多色混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)の交絡数は30.9個/m、また、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数は32.9個/mで漸増するように交絡数を制御した。オンラインセンサーを通過した糸条は第2ロールを経て、ワインダーによってチーズに巻き取られ、2910dtex、162フィラメント、100%田型中空断面の多色混繊捲縮糸パッケージを得た。
【0090】
次いで、この多色混繊捲縮糸をパイル糸に用い1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットサンプルを得た。このとき、多色混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図4に示すように、多色混繊捲縮糸パッケージの糸条の長手方向のどこの部分においても34個/mとなる状態であった。続いてウィンス染色機を使用して酸性染料とカチオン染料が含まれる浴中で染色が施され、杢調のタフティッドカーペットサンプルを得た。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0091】
実施例2は、解舒撚り数に対して、最適な交絡数に制御しているため、カーペットを作成した場合の柄が、多色混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分と、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分で何ら変わりはなく、カーペットの柄として均一なものが得られた。
【0092】
[実施例3]
多色性混繊捲縮糸パッケージの巻始めの交絡エアー圧力を0.48MPaであること以外は、実施例1と同様にしてカーペットを作成した。このとき、圧搾空気制御弁の開度を調整することで交絡数を制御し、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)の交絡数は30.5個/m、また、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数は32.5個/mで漸増するように交絡数を制御した。
【0093】
また、多色性混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図5に示すように、多色混繊捲縮糸パッケージの糸条の長手方向のどこの部分においても33.6個/mとなる状態であった。カーペットサンプルのバルキー性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0094】
実施例3は、解舒撚り数に対して、最適な交絡数に制御しているため、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分と、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分で何ら変わりはなく、カーペットの柄として均一なものが得られた。
【0095】
[比較例1]
オンラインセンサーおよび交絡ノズルの圧搾空気制御を行なわず、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)から多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数が38個/mで一定であることとした以外は、実施例1と同様にして多色性混繊捲縮糸パッケージを得た。さらに得られた多色性混繊捲縮糸パッケージを用いて、実施例1と同様にしてカーペットを作成した。このとき、多色性混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図6に示すように、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した際には、39.1個/m、また、巻始め(巻径(=紙管直径)0.100m部分)を使用した際には41.1個/mとなる状態であった。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0096】
比較例1は、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分では、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分に比べて柄が細かくなり、カーペットの柄として均一なものが得られなかった。
【0097】
[比較例2]
オンラインセンサーおよび交絡ノズルの圧搾空気制御を行なわず、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)から多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数が33個/mで一定であることとした以外は、実施例2と同様にして多色性混繊捲縮糸パッケージを得た。さらに、得られた多色性混繊捲縮糸パッケージを用いて、実施例1と同様にしてカーペットを作成した。このとき、多色混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図7に示すように、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した際には、34.1個/m、また、巻始め(巻径(=紙管直径)0.100m部分)を使用した際には36.1個/mとなる状態であった。カーペットサンプルの嵩高性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0098】
比較例2は、カーペットを作成した場合の柄が、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分では、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分に比べて柄が細かくなり、カーペットの柄として均一なものが得られなかった。
【0099】
[比較例3]
オンラインセンサーおよび交絡ノズルの圧搾空気制御を行なわず、また、交絡ノズルの交絡エアー圧力を0.90MPaとし、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)から多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)の交絡数が54個/mで一定であること以外は、実施例1と同様にしてカーペットを作成した。このとき、多色性混繊捲縮糸パッケージから糸を解舒する際の撚り数は、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)では1.1個/m、また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)では3.1個/mとなり、多色性混繊捲縮糸パッケージを得る際に制御した交絡数と、この解舒撚り数の和は、図8に示すように、多色混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した際には、55.1個/m、また、巻始め(巻径(=紙管直径)0.100m部分)を使用した際には57.1個/mとなる状態であった。カーペットサンプルのバルキー性、柄の均一性(内外層差評価)、多色感の判定結果を表1に示す。
【0100】
比較例3は、交絡数が高く、コントラストのない密すぎる多色感であった。また、多色性混繊捲縮糸パッケージの巻始め(巻径(=紙管直径)0.100m部分)を使用した部分では、多色性混繊捲縮糸パッケージの巻終り(巻径0.280m部分)を使用した部分に比べて柄が細かくなり、カーペットの柄として均一なものが得られなかった。さらには、交絡数が多すぎるために嵩高性が不十分になってしまい、タイルカーペットの境界線で目地隙が発生した。
【0101】
【表1】
【符号の説明】
【0102】
1:酸性染料可染捲縮糸
2:カチオン染料可染捲縮糸
3:第1ロール
4:交絡ノズル
5:オンラインセンサー
6:交絡情報入力信号ライン
7:交絡判定・電磁弁開度制御装置
8:第2ロール
9:多色混繊捲縮糸パッケージ
10:ワインダー
11:ワインダー情報入力信号ライン
12:電磁弁制御信号ライン
13:電磁弁
【特許請求の範囲】
【請求項1】
2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、前記多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、前記パッケージの最外層部から最内層部まで実質的に一定であることを特徴とする多色性混繊捲縮糸パッケージ。
【請求項2】
多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、30〜54個/mの範囲内であることを特徴とする請求項1記載の多色性混繊捲縮糸パッケージ。
【請求項3】
2種以上の互いに異色性を示す捲縮糸を混繊交絡させてチーズ形状に巻き取る多色性混繊捲縮糸パッケージの製造方法において、2種以上の互いに異色性を示す捲縮糸を混繊交絡する際に、交絡エアー圧力を制御して、多色性混繊捲縮糸パッケージの最内層から最外層に向けて交絡数を増加させ変化させることにより、多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と付与する交絡数との和が、どの巻径においても実質的に一定となるようにして巻き取ることを特徴とする多色性混繊捲縮糸パッケージの製造方法。
【請求項4】
交絡エアー圧力を、オンラインセンサーで測定した交絡数とその測定位置における計算解舒撚り数に基づいて増加させ変化させて、交絡数を制御することを特徴とする請求項3記載の多色性混繊捲縮糸パッケージの製造方法。
【請求項5】
2種以上の互いに異色性を示す捲縮糸を混繊交絡する際の交絡エアー圧力を0.35MPaから0.85Mpaの範囲で制御することを特徴とする請求項3または4記載の多色性混繊捲縮糸パッケージの製造方法。
【請求項6】
多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、どの巻径においても30〜54個/mの範囲内であることを特徴とする請求項3〜5のいずれかに記載の多色性混繊捲縮糸パッケージの製造方法。
【請求項1】
2種以上の互いに異色性を示す捲縮糸を交絡させた多色性混繊捲縮糸をチーズ形状に巻き取ったパッケージであって、前記多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、前記パッケージの最外層部から最内層部まで実質的に一定であることを特徴とする多色性混繊捲縮糸パッケージ。
【請求項2】
多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、30〜54個/mの範囲内であることを特徴とする請求項1記載の多色性混繊捲縮糸パッケージ。
【請求項3】
2種以上の互いに異色性を示す捲縮糸を混繊交絡させてチーズ形状に巻き取る多色性混繊捲縮糸パッケージの製造方法において、2種以上の互いに異色性を示す捲縮糸を混繊交絡する際に、交絡エアー圧力を制御して、多色性混繊捲縮糸パッケージの最内層から最外層に向けて交絡数を増加させ変化させることにより、多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と付与する交絡数との和が、どの巻径においても実質的に一定となるようにして巻き取ることを特徴とする多色性混繊捲縮糸パッケージの製造方法。
【請求項4】
交絡エアー圧力を、オンラインセンサーで測定した交絡数とその測定位置における計算解舒撚り数に基づいて増加させ変化させて、交絡数を制御することを特徴とする請求項3記載の多色性混繊捲縮糸パッケージの製造方法。
【請求項5】
2種以上の互いに異色性を示す捲縮糸を混繊交絡する際の交絡エアー圧力を0.35MPaから0.85Mpaの範囲で制御することを特徴とする請求項3または4記載の多色性混繊捲縮糸パッケージの製造方法。
【請求項6】
多色性混繊捲縮糸をパッケージ端面方向に解舒した際の解舒撚り数と交絡数の和が、どの巻径においても30〜54個/mの範囲内であることを特徴とする請求項3〜5のいずれかに記載の多色性混繊捲縮糸パッケージの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−136802(P2012−136802A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−289960(P2010−289960)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]