
多色性混繊捲縮糸パッケージ及びその製造方法ならびにそれを用いたタイルカーペット
【課題】直接紡糸延伸糸パッケージから糸を解舒して捲縮加工をする際に、直接紡糸延伸糸パッケージの内層と表層の水分量の差によって、繊維長手方向で捲縮斑が発生しカーペットの柄が変化する問題を解決するため、カーペットでの柄変化を抑制して均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージ、及びその製造方法、ならびに多色性混繊捲縮糸パッケージを用いたタイルカーペットを提供する。
【解決手段】2種以上の互いに異色性を示す直接紡糸延伸糸をそれぞれパッケージ13,14として一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下である多色性混繊捲縮糸パッケージ24である。
【解決手段】2種以上の互いに異色性を示す直接紡糸延伸糸をそれぞれパッケージ13,14として一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下である多色性混繊捲縮糸パッケージ24である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多色杢調カーペット用として有用なポリアミド多色性混繊捲縮糸パッケージ、及びその製造方法、ならびに多色性混繊捲縮糸パッケージを用いたタイルカーペットに関するものであり、さらに詳しくは、捲縮加工前の中間材料であるポリアミドの直接紡糸延伸糸パッケージの巻き取り前に適切量の水を付与することにより、繊維長手方向の捲縮斑が少ない捲縮糸に加工でき、また、それを混繊交絡した多色性混繊捲縮糸とすることで、カーペットでの捲縮斑に起因する柄変化を抑制し、均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージ、及びその製造方法、ならびに多色性混繊捲縮糸パッケージを用いたタイルカーペットに関するものである。
【背景技術】
【0002】
多色杢調柄のカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるのでオフィス、会議室、ホテル、病院などの種々の場所で使用されている。特に、タイルカーペットは、施工が容易であること、汚損時の部分的な取り替えが容易であることなどの理由から広く用いられている。
【0003】
多色杢調柄のカーペットは、数種類の互いに異色性を示す捲縮糸を交絡させた後、多色性混繊捲縮糸パッケージとして巻き取り、その後、この多色性混繊捲縮糸パッケージから糸条を解舒してタフトをおこなってタフト反を形成し、次いで目的の色調を得るために染色を施すというプロセスによって製造することができる。その柄や色合いは、染色条件や捲縮糸の交絡条件により変更が可能であるという利点を有する。そのため、従来から多色杢調カーペット用の捲縮糸については数多くの提案がなされ、各種の製品が実用化されている。
【0004】
多色杢調柄のカーペットのフェイスヤーンとしては、中空断面形状ポリアミドフィラメントからなる捲縮糸が、耐久性、嵩高性、防汚性に優れることから広く用いられており、製造方法としては、加熱流体による捲縮加工装置を用いる方法が知られている(特許文献1参照)。
【0005】
しかしながら、該製造方法によって得られた捲縮糸をフェイスヤーンに用いたカーペットは、耐久性、嵩高性及び防汚性に優れるものの、捲縮糸の物性差などの影響により捲縮がヘタリ(伸び)易く、これがカーペットのスジや柄変化を招く原因となっていた。
【0006】
そこで、上記の問題を解決する手段として、直接紡糸延伸捲縮製造工程法(1工程法)において、捲縮加工後の捲縮糸に水を付与し、染色時の捲縮ヘタリによるスジの発生を防止する技術が提案されている(特許文献2参照)。該技術では、捲縮加工後からタフト・染色時までの間に水分が繊維構造の歪みを緩和し、染色時の捲縮ヘタリによるスジを抑制することが開示されている。しかしながら、直接紡糸延伸糸を一旦パッケージに巻き取り、その後解舒して捲縮加工および混繊交絡加工を行う多色性混繊捲縮糸の製造において、その直接紡糸延伸糸パッケージの内外層における水分差が捲縮加工時の捲縮や混繊交絡に与える影響については何ら開示されておらず、多色性混繊捲縮糸を構成するそれぞれの捲縮糸の捲縮斑を抑制し杢調カーペットの柄の均一化およびカバーリング性の問題を解決するものではなかった。
【0007】
また、無地調柄を有するタイルカーペットに好適な多色性混繊捲縮糸を個別に溶融紡糸・延伸された糸条を一度巻き取り、それら複数種の延伸糸を解舒して別々のノズルで捲縮付与を同時に行った後に引き揃えて、混繊・交絡処理を行う方法によって得ることが提案されている(特許文献3参照)。該技術では、沸騰水処理後の捲縮伸長率が18%〜35%の多色性混繊捲縮糸であって、分繊後のそれぞれの捲縮糸の沸騰水処理後の捲縮伸長率差が4%以下であり、かつ糸長差が3%以下にすることが開示されている。しかしながら、均一な柄を得るための多色性混繊捲縮糸の捲縮伸長率・捲縮伸長率差・糸長差の適正な範囲を規定しているのみであり、実際の製造過程においては、多色性混繊捲縮糸を得るために組み合わせる複数の直接紡糸延伸糸の使用部位(巻量)によって捲縮伸長率が変動することを考慮しているものではなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許第4526808号明細書
【特許文献2】特開平10−273834号公報
【特許文献3】特開2009−235619号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明の目的は、直接紡糸延伸糸パッケージから糸を解舒して捲縮加工をする際に、直接紡糸延伸糸パッケージの表層と内層の水分量の差によって、繊維長手方向で捲縮斑が発生しカーペットの柄が変化する問題を解決するため、カーペットでの柄変化を抑制して均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージ、及びその製造方法、ならびに多色性混繊捲縮糸パッケージを用いたタイルカーペットを提供することにある。
【課題を解決するための手段】
【0010】
上記の課題を解決するために本発明は、主として次の構成を有する。すなわち、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下であることを特徴とする多色性混繊捲縮糸パッケージである。さらに、本発明の多色性混繊捲縮糸パッケージは、次の(a)〜(c)のいずれか1つ、またはその組み合わせを満たすことが好ましい態様であり、さらに優れた効果が期待できるものである。
(a)直接紡糸延伸糸パッケージ内層部の水分率が2.0重量%〜3.0重量%である。
(b)多色性混繊捲縮糸パッケージの交絡数が30個/m〜54個/mである。
(c)多色性混繊捲縮糸パッケージの単繊維繊度が10dtex〜30dtexである。
また、本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工する多色性混繊捲縮糸の製造方法において、直接紡糸延伸糸パッケージとして巻き取る前の糸に水を付与することによって製造される。
【0011】
本発明の多色性混繊捲縮糸パッケージを製造する方法においては、スリット状の糸道ガイドを用いて水を付与することが好ましい。
【0012】
このようにして得られた多色性混繊捲縮糸パッケージを杢調柄のタイルカーペットに用いることによって、カーペットでの柄変化を抑制して均一な柄のカーペットを得ることができる。
【発明の効果】
【0013】
本発明によれば、カーペットでの柄変化を抑制し、均一な柄のカーペットを与え得るポリアミド多色性混繊捲縮糸パッケージを得ることができる。また、本発明によって、上記の多色性混繊捲縮糸パッケージを効率的に製造することができる。具体的には、「柄変化」は繊維長手方向にカーペットの色相が変化するもので、これは多色性混繊捲縮糸を構成する異色性を示す捲縮糸の捲縮斑により生じる。本発明では、直接紡糸延伸糸パッケージの巻き取り前の糸に水を付与することにより、繊維長手方向での捲縮斑を減少させることでカーペットの柄変化を抑制し、均一な柄のカーペットを得ることができる。
【図面の簡単な説明】
【0014】
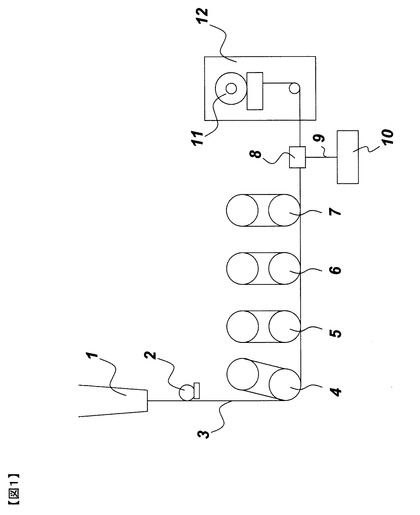
【図1】図1は、本発明の多色性混繊捲縮糸の製造方法において、紡糸ダクトを介して紡糸されたポリアミドが、延伸巻取工程で加工される工程の一例を示す概略側面図である。
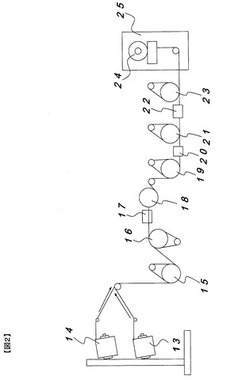
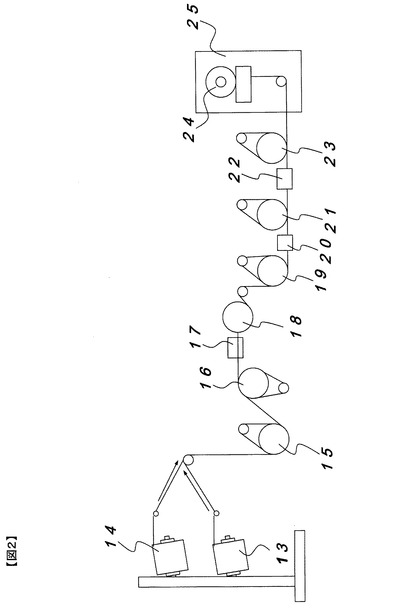
【図2】図2は、本発明の多色性混繊捲縮糸の製造方法において、図1で示した方法で得られる直接紡糸延伸糸パッケージから糸条を解舒し、捲縮および交絡加工を施す工程の一例を示す概略側面図である。
【発明を実施するための形態】
【0015】
本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下であることを特徴とするものである。
【0016】
本発明の多色性混繊捲縮糸パッケージは、2種以上の直接紡糸延伸糸のパッケージを用いて混繊するが、直接紡糸延伸糸の各パッケージから混繊する過程で、ある直接紡糸延伸糸のパッケージの表層部と別の直接紡糸延伸糸のパッケージの表層部で混繊していたものが、パッケージの大きさの違い等により次第にずれ、ある直接紡糸延伸糸のパッケージの表層部と別の直接紡糸延伸糸のパッケージの内層部が混繊されることになる。このような場合、後述するとおり、パッケージは表層部と内層部で捲縮伸長率が異なるので、捲縮伸長率差が高くなる。
【0017】
通常、混繊に用いる紡糸延伸糸のパッケージのうち、表層部の捲縮伸長率が最も大きいパッケージの表層部の捲縮伸長率と、その他のパッケージのうち、内層部の捲縮伸長率が最も小さいパッケージの内層部の捲縮伸長率との捲縮伸長率差、および混繊に用いる紡糸延伸糸のパッケージのうち、内層部の捲縮伸長率が最も小さいパッケージの内層部の捲縮伸長率と、その他のパッケージのうち、表層部の捲縮伸長率が最も大きいパッケージの表層部の捲縮伸長率との捲縮伸長率差を求め、その差の大きい方の値を求めれば、本発明の多色性混繊捲縮糸パッケージの製造過程において、各直接紡糸延伸糸のパッケージについて、どの部位と混繊してもその値を越える捲縮伸長率差にはならないと考えられるので、多色性混繊捲縮糸パッケージの最大の捲縮伸長率差と簡易的に評価できる。通常の場合、かかる簡易評価にて捲縮伸長率差[%]を評価することができる。
【0018】
本発明における多色性混繊捲縮糸とは、互いに異色性を示す捲縮糸を2種以上引き揃えて混繊交絡処理することにより得られる混繊糸であり、かつ捲縮を有する嵩高な糸である。
【0019】
本発明における異色性とは、顔料または染料によってあらかじめ異なる色調に着色されるか、もしくは染色性を有するが未着色の状態のことである。よって、本発明における多色性混繊捲縮糸は、例えば、顔料もしくは染料によってあらかじめ異なる色調に着色された2種以上の組み合わせ、または異色性を示す2種以上の未着色の糸の組み合わせ、または顔料もしくは染料によってあらかじめ着色された1種以上の糸と、異色性を示す1種以上の未着色の糸の組み合わせにより構成される。
【0020】
本発明における多色性混繊捲縮糸は、それを構成する糸があらかじめ顔料または染料で着色されている場合には染色せずとも異色性を示し、それを構成する糸が潜在的に染色性を有する場合には染色することにより最終的に異色性を示すことになる。
【0021】
本発明で用いられる顔料としては、有機物および無機物のどちらでも差し支えないが、一般的にはカーボンブラック、ベンガラおよびフタロシアニン系の顔料が好適に用いられる。また、本発明で好適に用いられる染料としては、例えばNH2基と結合する酸性染料や、SO3基と結合するカチオン染料等が挙げられる。
【0022】
本発明におけるポリアミドとしては、ナイロン6、ナイロン66などの通常のポリアミドのほか、酸性染料と結合するアミノ基(−NH2)量を増加させたポリアミド、カチオン染料と結合するスルホ基(−SO3)を導入したポリアミドなども用いることができる。
【0023】
前記ポリアミドのポリマー中には、必要に応じて酸化チタンなどの艶消し剤、耐光剤、酸化防止剤、抗菌剤、殺菌剤、吸湿剤、防臭剤、消臭剤、芳香剤、蓄光物質、蛍光物質などを添加させてもよい。
【0024】
本発明における多色混繊捲縮糸を構成する単繊維の断面としては、田型中空糸、三角断面糸、Y断面糸およびY型中空糸などの断面のものが使用されるが、中でも田型中空繊維が、丸断面に近いために、交絡付与が比較的容易であることから好ましく用いられる。ここで本発明における田型中空繊維とは、正方形から円形に近い外断面形状を有し、円形断面に近い4つの中空部分が外断面の中心点にほぼ対称に、糸条の長手方向に伸びた形状の糸である。
【0025】
本発明における多色混繊捲縮糸の交絡数は、30個/m〜54個/mであることが好ましい。交絡数が30個/m以上であれば、色彩の反転が十分なためカーペットとしたときの多色柄が美しくなる。また、交絡数を54個/m以下にすることにより、色彩の反転および多色柄のメリハリを保ちつつ、また、嵩高性の低下によるタイルカーペットの境界線が目立つ目地隙が発生するという欠点や、更には直径の細い交絡点が多くなりすぎてタフト時にパイル抜けが生じやすいという欠点を回避することが出来る。多色性混繊捲縮糸の交絡数は、より好ましくは33個/m〜45個/mである。
【0026】
本発明における多色混繊捲縮糸の総繊度は、好ましくは2000dtex〜5000dtexである。総繊度がこの範囲の繊度であると、カーペットとしてのバルキー性やボリューム感、風合いや弾性回復力など、バランスのとれたカーペットとしやすいと共に、製造に際しての安定性も優れている。すなわち、総繊度が上記の範囲であれば、比較的総繊度が小さい場合であっても、所定の目付けとするためにゲージやステッチを過度に高くする必要がなく、タフト時の単繊維切れやパイル抜けなどは起こりにくく、工程は安定する。
【0027】
一方、総繊度が比較的大きい場合であっても、太過ぎてタフトが困難になるようなことはない。タイルカーペットの目付を保つために必要な合糸工程を設ける必要がなく、タフト時の単繊維切れやパイル抜けのない安定したタイルカーペットを得ることができる。多色性混繊捲縮糸の総繊度は、より好ましくは2500dtex〜4000dtexであり、特に好ましくは2600dtex〜3500dtexである。
【0028】
本発明における多色混繊捲縮糸を構成する単繊維の好ましい単繊維繊度は、10dtex〜30dtexの範囲である。単繊維繊度をこの範囲にすることにより、生産効率およびカーペット加工後の風合い等に優れた多色混繊捲縮糸を得ることができる。単繊維繊度が10dtex以上であれば、紡糸中の単糸衝突による毛羽が発生や水付与装置との接触によって糸切れすることもなく、品位の優れたものが得られる。また、単繊維繊度を30dtex以下とすることにより、水を付与する際に毛細管現象によって水の付着が十分にすることができ、かつタイルカーペットでのパイルのボリュームを保ちつつ、耐久性や摩耗性に優れたパイルを得ることができる。単繊維繊度は、より好ましくは15dtex〜25dtexの範囲である。
【0029】
本発明の多色性混繊捲縮糸パッケージの製造方法は、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工する多色性混繊捲縮糸の製造方法において、直接紡糸延伸糸パッケージとして巻き取る前の糸に水を付与することを特徴とするものである。
【0030】
本発明の多色性混繊捲縮糸は、次のように製造される。まず、上述したポリアミドポリマーをそれぞれ独立した紡糸機で紡糸し、延伸を施した後、水を付与してから直接紡糸延伸糸としてパッケージに巻き取る。その後、それぞれの直接紡糸延伸糸パッケージから糸を解舒して、捲縮加工や混繊交絡加工が行われ、多色性混繊捲縮糸パッケージとして巻き取り、製品となる。
【0031】
これらの工程においては、製品のロスを少なくし効率的、且つ大量に生産するために、直接紡糸延伸糸パッケージを繋いで連続的に加工することが必要となる。そのため、捲縮加工および混繊交絡加工をする前の準備として、連続的に加工する直接紡糸延伸糸パッケージの表層部の糸と内層部の糸をあらかじめ繋いでおくことになる。
【0032】
ここで、直接紡糸延伸糸に水を付与しない場合には次工程で捲縮加工するまでの間に、パッケージの表層部が空気中の水分を吸収して糸の水分率が高くなり、また、パッケージの内層部では空気中の水分を吸収できないため、表層部と内層部で糸に含まれる水分率が異なることになり、捲縮加工した際の捲縮特性が繊維長手方向で斑になり、結果としてカーペットでの柄変化が生じる。そこで、直接紡糸延伸糸に水を付与することによって、パッケージの内層部にも水を含ませ、パッケージの表層部と内層部での水分率の差を小さくすることで、次工程で捲縮加工した際の繊維長手方向の捲縮斑を減少させた嵩高捲縮糸を製造し、結果としてカーペットでの柄変化を抑制して均一な柄のカーペットを得ることができる。
【0033】
本発明において、直接紡糸延伸糸へ水を付与する方法としては、回転数を制御したローラを糸に押しあてて水を付与する方法や、スリット状の糸道ガイドの吐出孔から水を付与する方法などがあるが、糸条の走糸速度が高いことや装置スペースを考慮すると、スリット状の糸道ガイドにて水を付与することが好ましい。ローラを用いて水を付与する場合は、ロールの回転数を変更することで水付与量を制御することができる。また、糸道ガイドを用いた場合には、ポンプなどによって水を供給するが、この供給量を変えることで、水付与量を変えることができる。
【0034】
本発明において、直接紡糸延伸糸に付与する水の組成としては、次工程での製糸性やカーペット染色時への影響がないようにするため、蒸留水あるいはイオン交換水などの純水を使用することが好ましい。直接紡糸延伸糸を一旦パッケージに巻き取り、その後、解舒して捲縮交絡混繊加工を行う2工程法では、直接紡糸延伸糸が捲縮加工されるまでの間、パッケージ表面からの吸湿が進行する。糸の物性やパッケージの巻き取り条件、放置時間や環境により異なるが、特に、直接紡糸延伸糸パッケージの巻径方向の表面から3mm以内の表層部は吸湿量が多く、また、一方では直接紡糸延伸糸パッケージの巻径方向の表面から55〜60mmの内層部は吸湿がしにくいため、パッケージ表層部と内層部では約2.5重量%〜3.0重量%の水分率差が生じる。そのため、多色性混繊捲縮糸の嵩高性・柄への影響から、直接紡糸延伸糸パッケージ内層部の水分率は、1.5重量%〜3.5重量%にすることが必要である。糸の水分率が1.5重量%以上であれば、混繊捲縮糸を製造するために使用する直接紡糸延伸糸パッケージの表層部と内層部とで、捲縮形態の差が小さくなり、それぞれ捲縮形態の異なる部分が混繊交絡されても十分均一な柄が得られる。一方、3.5重量%以下であれば、直接紡糸延伸糸のパッケージフォームの乱れが少なく、解舒性不良による次工程での工程通過性の悪化や、捲縮伸長率が低くなるなどの現象が起こりにくい。また、捲縮伸長率の低下を補うために第2ゴデットロール温度を過度に高く設定することが無く、ロール汚れが早くなることを回避することができる。
【0035】
直接紡糸延伸糸パッケージ内層部の水分率は、より好ましくは2.0重量%〜3.0重量%の範囲である。
【0036】
本発明における多色性混繊捲縮糸を構成している異なるポリマータイプの捲縮糸それぞれの沸騰水処理後の捲縮伸長率は20%〜40%が好ましく、より好ましくは25%〜35%である。捲縮伸長率の差が小さいほど捲縮糸同士の糸長差が小さく混繊が均一になるため、捲縮伸長率の差は4%以下であることが均一なカーペット柄を得るために必要である。
【0037】
次に、本発明の多色性混繊捲縮糸の製造方法について、図1および図2を例として説明するが、もちろんこれに限定されるものではない。
【0038】
図1において、紡糸ダクト1から出てきた糸条3は、給油ロール2によって油剤が付与され、第1ゴデットロール4に供される。第1ゴデットロール4と第2ゴデットロール5の間において、糸条3が引き揃えられる。その後、第2ゴデットロール5と第3ゴデットロール6、および第4ゴデットロール7との間で延伸を行い、第4ゴデットロール7から出た糸条3は、直接紡糸延伸糸パッケージ11として、ワインダー12にて巻き取るが、巻き取り直前に水付与装置8にて水が付与される。
【0039】
図2において、異色性を示す直接紡糸延伸糸パッケージ13,14から糸を解舒して、まず第1ゴデットロール15と第2ゴデットロール16間で、糸条が引き揃えられる。次に、150〜200℃に加熱された第2ゴデットロール16により予備加熱する。予備加熱によって次工程における合成繊維の捲縮処理をきわめて均一に行うことができる。
【0040】
上記の予備加熱された合成繊維は、引き続いて捲縮付与ノズル17に導かれ、過熱蒸気を用いて捲縮加工され、捲縮糸を形成する。得られた捲縮糸は、引続いてリラックス処理工程に送られる。
【0041】
リラックス処理は、吸引する多孔の冷却ロール18を用いて捲縮糸を冷却し、捲縮を固定することにより行われる。
【0042】
リラックス処理が施された捲縮糸は、引き続いて第3ゴデットロール19に導かれて、第4ゴデットロール21との間で張力付与処理を施され、捲縮糸のループやたるみを除去し、異色性を示す複数の糸を一つの単位として圧搾空気により混繊交絡加工が行われる。
【0043】
混繊交絡加工をする際に、別工程で捲縮加工した捲縮糸を合わせて混繊交絡加工をしてもよい。交絡付与ノズル22を通過した糸は、第5ゴデットロール23を経て、ワインダー25によって多色性混繊捲縮糸パッケージ24に巻き取られ製品となる。以上の過程を経ることによって、均一で柄流れのない良好な多色柄を有するカーペットとなりうる多色混繊捲縮糸パッケージを得ることができる。
【0044】
上記のようにして得られた本発明の多色性混繊捲縮糸パッケージを用いた杢調柄のタイルカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるので、オフィス、会議室、ホテル、および病院などの種々の場所で使用される。
【実施例】
【0045】
次に、本発明について実施例を用いて詳細に説明するが、本発明はこれらの実施例により何等限定されるものではない。なお、前述および以下に説明する物性値などは以下のとおりである。
【0046】
(1)総繊度
JIS L 1013(1999)(8.3.1正量繊度 b)B法に従って、初荷重として0.882mN/dtex、公定水分率4.5重量%を用いて測定した。測定回数は2回行い、その平均値を採用した。
【0047】
(2)単繊維繊度
総繊度をマルチフィラメントの単繊維数で除したものを単繊維繊度[dtex]とした。
【0048】
(3)相対粘度
試料0.25gを98重量%硫酸25mlに溶解し、オストワルド粘度計を用いて25℃で測定した。相対粘度はポリマー溶液と硫酸の落下秒数の比から求めた。測定回数は2回行い、その平均値を採用した。
【0049】
(4)NH2基量
必要により低分子量成分および水分の除去を行った後、ポリアミドポリマー1gをエタノール/フェノールの混合溶媒(エタノール20ml/フェノール80gの混合割合)50mlに常温で振とう溶解させて溶液とし、この溶液を0.02Nの塩酸で中和滴定し要した0.02N塩酸量を求める。また、上記エタノール/フェノール混合溶媒(上記と同量)のみを、0.02N塩酸で中和滴定し要した0.02N塩酸の量を求める。これらの差から、ポリアミドポリマー1gあたりのNH2末端基量を算出した。
【0050】
(5)SO3基量
絶乾処理したポリアミドポリマー0.3gを10N硫酸溶液25mlに加え、105℃の温度で18時間、加水分解させる。これを20℃の温度まで冷却した後、10mm石英セルを用い、自記分光光度計((株)日立ハイテクノロジーズ社製U−3300)で波長283nmの吸光度を測定する。波長283nmは、CBS分子中に含まれるベンゼン環の吸光波長である。この吸光度を用いて、あらかじめ作成しておいた検量線からSO3基量を算出した。
【0051】
(6)水分率
巻径275mm、巻量12.0kgに巻き取った直接紡糸延伸糸パッケージを室温20℃、湿度65%の測定室内にて24時間放置し、その後、表層部として、直接紡糸延伸糸パッケージの巻径方向の表面から3mm以内の部分を、内層部として直接紡糸延伸糸パッケージの巻径方向の表面から55〜60mmの部分をサンプリングし、水分率[重量%]をJIS L 1013(1999) 8.1.1に従って、試料約20gより算出した。測定回数は2回行い、その平均値を採用した。
なお、サンプリングから測定までの間は密閉容器に入れて、吸湿しない状態で保管した。また、直接紡糸延伸糸パッケージの表層部と内層部の水分率差は、それぞれの水分率の差を絶対値として求めた。
【0052】
(7)落ち込み張力
直接紡糸延伸糸の表層部を使用した場合と内層部を使用した場合の捲縮糸の第3ゴデットロール19と第4ゴデットロール21間での張力[g]の差を表す。
【0053】
(8)捲縮伸長率ならびに捲縮伸長率差
直接紡糸延伸糸パッケージの表層部を用いて製造した場合の多色性混繊捲縮糸パッケージから糸条を取り出し、次いで過剰張力を掛けずに混繊交絡部を解いて、それぞれのポリマータイプに分繊し、かせ状態にしたものを室温20℃、湿度65%の室内において3時間放縮させ、次いで沸騰水中に20分間浸して沸騰水処理を施した。この沸騰水処理した分繊糸を前述の室内でさらに12時間放置乾燥させた。この分繊糸から適当な長さを取り出し、一方の端を固定し、もう一方の端に0.0176mN/dtexの初荷重をかけて吊るし、30秒経過した後に固定した部分から50cmの部分にマーキングし、その糸長をL1とした。次いで、それぞれに0.882mN/dtexの荷重をかけて30秒経過後に前記マーキングした箇所までの糸長L2を測定し、下記式により直接紡糸延伸糸パッケージの表層部を使用した多色混繊捲縮糸の分繊捲縮糸について沸騰水処理後の捲縮伸長率G[%]を求めた。
G=[(L2−L1)/L1]×100
また、同様に直接紡糸延伸糸パッケージの内層部を用いて製造した場合の多色性混繊捲縮糸パッケージについても上記の方法にて沸騰水処理後の捲縮伸長率を求めた。
【0054】
次いで、上記の方法で求めたそれぞれのポリマータイプの直接紡糸延伸糸パッケージの表層部、および内層部を用いて製造した場合の多色性混繊捲縮糸の分繊糸の沸騰水処理後の捲縮伸長率のうち、各分繊糸の表層部の捲縮伸長率と、内層部の捲縮伸長率を求め、一方の表層部の捲縮伸長率と他方の内層部の捲縮伸長率との差を求め、その大きい方の値を捲縮伸長率差[%]とした。
【0055】
(9)杢数
多色混繊捲縮糸を構成する互いに異色性を示す捲縮糸の数を杢数とした。
【0056】
(10)交絡数
LAWSON−HEMPHILL,Inc.製のEIB−E(Electronic Inspection Board for Entanglement:電子的糸検査ボード装置)を使用し交絡数を測定した。具体的には、多色混繊捲縮糸パッケージから糸条を取り出し、糸条に0.01g/dtexの張力を与えた状態で、1m当たりの交絡点の数を測定する。その測定を連続して100m実施し、測定した1m当たりの交絡数の平均値X[個/m]としてパッケージを代表する交絡数の値を求めた。
【0057】
交絡点を判定するには、測定した糸条の直径の平均値Yに、0.7を乗じた値をしきい値Zとし、糸条の直径Yがしきい値Z(0.7Y)以下の部分を交絡点と判定した。
【0058】
(11)混繊捲縮糸の加工安定性
14日間の製糸における糸切れ回数を生産量で除した値[回/t]を加工安定性の指標とした。
加工安定性=14日間の製糸での糸切れ回数/製糸量(t)。
【0059】
(12)カーペットの目付
JIS L 1021(1999)7.3.2単位面積当たりのパイル糸の質量に従って、測定した。測定回数は2回行い、その平均値を採用した。
【0060】
(13)カーペットのパイル高さ
JIS L 1021(1999)7.2.2基部上のパイル厚さに従って、測定した。測定回数は2回行い、その平均値を採用した。
【0061】
(14)カバーリング性(目地隙評価)
20枚のタイルカーペットサンプルを自然光のもとで4枚×5枚の長方形状に並べ、目視による認識によって、隣接するタイルとの辺で、隙間が生じている長さが辺の長さの2分の1以上である辺の数をカウントした。
【0062】
(15)柄の均一性
幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、10名のモニターに目視で多色柄の均一性の判定をしてもらい5段階評価した。直接紡糸延伸糸パッケージの表層使用部と内層使用部の柄が同じであるほど点数が高い。4点以上を実用範囲内とした。
・5点:内層使用部と外層使用部の柄に差が無い。
・4点:内層使用部と外層使用部の柄に僅かに差がある。
・3点:内層使用部と外層使用部の柄にやや差がある。
・2点:内層使用部と外層使用部の柄が異なる。
・1点:内層使用部と外層使用部の柄が大きく異なる。
【0063】
(16)カーペットの多色感(杢感評価)
幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、柄の多色感(杢感)の観点から、目視での評価を実施した。試験者は10名で、その平均値から多色感を5段階評価した。柄が密なものほど点数が高い。次に示す判定基準によって判定し、2点から4点が実用範囲内とした。
・5点:柄が密すぎて多色感に乏しい。
・4点:やや柄が密だが多色感を感じる。
・3点:柄の粗密のバランスが良く多色感に優れる。
・2点:やや柄が粗いが多色感を感じる。
・1点:柄が粗すぎて多色感に乏しい。
【0064】
[実施例1]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有するレギュラータイプの酸性染料可染型のナイロン6チップをエクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤が付与し、総延伸倍率2.5倍で延伸され、次いで中央部に吐出孔を設けたスリット状の糸道ガイドから水分率2.0重量%となるよう水を付与した後、一旦巻き取ることで1445dtex、80フィラメント、田型中空断面の直接紡糸延伸糸パッケージを得た(レギュラータイプ)。
【0065】
また、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップを上記と同様に処理し、1445dtex、80フィラメント、田型中空断面の直接紡糸延伸糸パッケージ(カチオンタイプ)を得た。
【0066】
次に、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、190℃に設定したゴデットローラで予備加熱をし、特公昭58−1214号公報に記載の流体処理型の捲縮付与ノズルを用いて過熱蒸気圧力0.65MPa、過熱蒸気温度225℃にて連続的に捲縮加工を施し、再度引き揃えた後、公知の流体処理型の交絡ノズルを用いて交絡混繊し、2890dtex、160フィラメント、田型中空断面の多色性混繊捲縮糸を得た。
【0067】
次いで、このようにして得られた多色性混繊捲縮糸をパイル糸に用い1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットサンプルを得た。続いてウィンス染色機を使用して酸性染料およびカチオン染料で染色を施し、染色カーペットサンプルを得た。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0068】
[実施例2]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を水分率3.0重量%となるよう付与したことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、195℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0069】
[実施例3]
多色性混繊捲縮糸の交絡数を32コ/mとなるように交絡を付与した以外は、実施例2と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0070】
[実施例4]
多色性混繊捲縮糸の交絡数を44コ/mとなるように交絡を付与した以外は、実施例2と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0071】
[実施例5]
レギュラータイプ、およびカチオンタイプのナイロン6チップを120ホールの田型中空口金を使用して紡糸し、一旦巻き取ることで1445dtex、120フィラメント、田型中空断面の直接紡糸延伸糸パッケージを得た。この直接紡糸延伸糸パッケージの巻き取り前に、水を水分率3.5重量%となるよう付与した。次に、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、捲縮加工と混繊交絡加工を施し、2890dtex、240フィラメント、田型中空断面の多色性混繊捲縮糸を得た以外は、実施例3と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0072】
[実施例6]
レギュラータイプ、およびカチオンタイプのナイロン6チップを56ホールの田型中空口金を使用して紡糸し、一旦巻き取ることで1445dtex、56フィラメント、田型中空断面の直接紡糸延伸糸パッケージを得た。この直接紡糸延伸糸パッケージの巻き取り前に、水を水分率2.5重量%となるよう付与した。次に、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、捲縮加工と混繊交絡加工を施し、2890dtex、112フィラメント、田型中空断面の多色性混繊捲縮糸を得た以外は、実施例3と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0073】
[実施例7]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有するレギュラータイプの酸性染料可染型のナイロン6チップをエクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤が付与され、総延伸倍率2.5倍で延伸され、次いで中央部に吐出孔を設けたスリット状の糸道ガイドから水分率3.0重量%となるよう水を付与した後、一旦巻き取ることで965dtex、54フィラメント、田型中空断面の直接紡糸延伸糸パッケージ(レギュラータイプ)を得た。
【0074】
また、上記の方法と同様に相対粘度2.80、NH2末端基量7.2×10−5mol/gを有するディープタイプの酸性染料可染型のナイロン6チップを使用することで965dtex、54フィラメント、田型中空断面の直接紡糸延伸糸パッケージ(ディープタイプ)を得た。
【0075】
さらに、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップをエクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤が付与され、総延伸倍率2.5倍で延伸され、引き続いて一旦巻き取ることなく特公昭58−1214号公報に記載の流体処理型の捲縮ノズルによって、蒸気圧力0.9MPa、ノズル温度230℃で捲縮が付与され、冷却固定の後に交絡ノズルによって交絡が付与され、次いで中央部に吐出孔を設けたスリット状の糸道ガイドで水分率3.0重量%となるよう水を付与し970dtex、54フィラメント、田型中空断面の捲縮糸パッケージ(カチオンタイプ)を得た。
【0076】
次に、得られた2種の直接紡糸延伸糸をパッケージから解舒して引き揃え、195℃に加熱されたゴデットローラにて予備加熱をし、特公昭58−1214号公報に記載の流体処理型の捲縮付与ノズルを用いて過熱蒸気圧力0.65MPa、過熱蒸気温度225℃にて連続的に捲縮加工を施し、これにカチオンタイプの嵩高捲縮糸を供給し、再度引き揃えた後、3種類の捲縮糸を公知の流体処理型の交絡ノズルを用いて混繊交絡し、2900dtex、162フィラメント、田型中空断面の多色性混繊捲縮糸を得た。
【0077】
次いで、この多色性混繊捲縮糸をパイル糸に用い1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットサンプルを得た。続いてウィンス染色機を使用して酸性染料およびカチオン染料で染色を施し、染色カーペットサンプルを得た。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0078】
多色性混繊捲縮糸の分繊糸の沸騰水処理後の捲縮伸長率は、カチオンタイプ表層部25.0%、カチオンタイプ内層部25.5%、レギュラータイプ表層部26.0%、レギュラータイプ内層部26.0%、ディープタイプ表層部25.0%、ディープタイプ内層部25.5%であった。
この場合の捲縮伸長率差は、
1)カチオンタイプ表層部とレギュラータイプ内層部、2)カチオンタイプ表層部とディープタイプ内層部、3)レギュラータイプ表層部とカチオンタイプ内層部、4)レギュラータイプ表層部とディープタイプ内層部、5)ディープタイプ表層部とカチオンタイプ内層部、6)ディープタイプ表層部とレギュラータイプ内層部の6通りの組合せにおける捲縮伸長率の差を算出し、その最大値である1.0%を実施例7における捲縮伸長率差とした。
【0079】
[比較例1]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を付与しないことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、185℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0080】
[比較例2]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を水分率1.0重量%となるよう付与したことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、188℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0081】
[比較例3]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を水分率4.0重量%となるよう付与したことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、198℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0082】
[比較例4]
レギュラータイプ、およびディープタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージ、およびカチオン染料可染型の捲縮糸パッケージともに水付与をしないこと以外は実施例7と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0083】
【表1】

【符号の説明】
【0084】
1 紡糸ダクト
2 給油ロール
3 糸条
4、15 第1ゴデットロール
5、16 第2ゴデットロール
6、19 第3ゴデットロール
7、21 第4ゴデットロール
8 水付与装置
9 水付与配管
10 水付与タンク
11 直接紡糸延伸糸パッケージ
12、25 ワインダー
13 酸性染料可染原糸(直接紡糸延伸糸)
14 カチオン染料可染原糸(直接紡糸延伸糸)
17 捲縮付与ノズル
18 冷却ロール
20 張力検出装置
22 交絡付与ノズル
23 第5ゴデットロール
24 多色性混繊捲縮糸パッケージ
【技術分野】
【0001】
本発明は、多色杢調カーペット用として有用なポリアミド多色性混繊捲縮糸パッケージ、及びその製造方法、ならびに多色性混繊捲縮糸パッケージを用いたタイルカーペットに関するものであり、さらに詳しくは、捲縮加工前の中間材料であるポリアミドの直接紡糸延伸糸パッケージの巻き取り前に適切量の水を付与することにより、繊維長手方向の捲縮斑が少ない捲縮糸に加工でき、また、それを混繊交絡した多色性混繊捲縮糸とすることで、カーペットでの捲縮斑に起因する柄変化を抑制し、均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージ、及びその製造方法、ならびに多色性混繊捲縮糸パッケージを用いたタイルカーペットに関するものである。
【背景技術】
【0002】
多色杢調柄のカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるのでオフィス、会議室、ホテル、病院などの種々の場所で使用されている。特に、タイルカーペットは、施工が容易であること、汚損時の部分的な取り替えが容易であることなどの理由から広く用いられている。
【0003】
多色杢調柄のカーペットは、数種類の互いに異色性を示す捲縮糸を交絡させた後、多色性混繊捲縮糸パッケージとして巻き取り、その後、この多色性混繊捲縮糸パッケージから糸条を解舒してタフトをおこなってタフト反を形成し、次いで目的の色調を得るために染色を施すというプロセスによって製造することができる。その柄や色合いは、染色条件や捲縮糸の交絡条件により変更が可能であるという利点を有する。そのため、従来から多色杢調カーペット用の捲縮糸については数多くの提案がなされ、各種の製品が実用化されている。
【0004】
多色杢調柄のカーペットのフェイスヤーンとしては、中空断面形状ポリアミドフィラメントからなる捲縮糸が、耐久性、嵩高性、防汚性に優れることから広く用いられており、製造方法としては、加熱流体による捲縮加工装置を用いる方法が知られている(特許文献1参照)。
【0005】
しかしながら、該製造方法によって得られた捲縮糸をフェイスヤーンに用いたカーペットは、耐久性、嵩高性及び防汚性に優れるものの、捲縮糸の物性差などの影響により捲縮がヘタリ(伸び)易く、これがカーペットのスジや柄変化を招く原因となっていた。
【0006】
そこで、上記の問題を解決する手段として、直接紡糸延伸捲縮製造工程法(1工程法)において、捲縮加工後の捲縮糸に水を付与し、染色時の捲縮ヘタリによるスジの発生を防止する技術が提案されている(特許文献2参照)。該技術では、捲縮加工後からタフト・染色時までの間に水分が繊維構造の歪みを緩和し、染色時の捲縮ヘタリによるスジを抑制することが開示されている。しかしながら、直接紡糸延伸糸を一旦パッケージに巻き取り、その後解舒して捲縮加工および混繊交絡加工を行う多色性混繊捲縮糸の製造において、その直接紡糸延伸糸パッケージの内外層における水分差が捲縮加工時の捲縮や混繊交絡に与える影響については何ら開示されておらず、多色性混繊捲縮糸を構成するそれぞれの捲縮糸の捲縮斑を抑制し杢調カーペットの柄の均一化およびカバーリング性の問題を解決するものではなかった。
【0007】
また、無地調柄を有するタイルカーペットに好適な多色性混繊捲縮糸を個別に溶融紡糸・延伸された糸条を一度巻き取り、それら複数種の延伸糸を解舒して別々のノズルで捲縮付与を同時に行った後に引き揃えて、混繊・交絡処理を行う方法によって得ることが提案されている(特許文献3参照)。該技術では、沸騰水処理後の捲縮伸長率が18%〜35%の多色性混繊捲縮糸であって、分繊後のそれぞれの捲縮糸の沸騰水処理後の捲縮伸長率差が4%以下であり、かつ糸長差が3%以下にすることが開示されている。しかしながら、均一な柄を得るための多色性混繊捲縮糸の捲縮伸長率・捲縮伸長率差・糸長差の適正な範囲を規定しているのみであり、実際の製造過程においては、多色性混繊捲縮糸を得るために組み合わせる複数の直接紡糸延伸糸の使用部位(巻量)によって捲縮伸長率が変動することを考慮しているものではなかった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許第4526808号明細書
【特許文献2】特開平10−273834号公報
【特許文献3】特開2009−235619号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明の目的は、直接紡糸延伸糸パッケージから糸を解舒して捲縮加工をする際に、直接紡糸延伸糸パッケージの表層と内層の水分量の差によって、繊維長手方向で捲縮斑が発生しカーペットの柄が変化する問題を解決するため、カーペットでの柄変化を抑制して均一な柄のカーペットを与え得る多色性混繊捲縮糸パッケージ、及びその製造方法、ならびに多色性混繊捲縮糸パッケージを用いたタイルカーペットを提供することにある。
【課題を解決するための手段】
【0010】
上記の課題を解決するために本発明は、主として次の構成を有する。すなわち、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下であることを特徴とする多色性混繊捲縮糸パッケージである。さらに、本発明の多色性混繊捲縮糸パッケージは、次の(a)〜(c)のいずれか1つ、またはその組み合わせを満たすことが好ましい態様であり、さらに優れた効果が期待できるものである。
(a)直接紡糸延伸糸パッケージ内層部の水分率が2.0重量%〜3.0重量%である。
(b)多色性混繊捲縮糸パッケージの交絡数が30個/m〜54個/mである。
(c)多色性混繊捲縮糸パッケージの単繊維繊度が10dtex〜30dtexである。
また、本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工する多色性混繊捲縮糸の製造方法において、直接紡糸延伸糸パッケージとして巻き取る前の糸に水を付与することによって製造される。
【0011】
本発明の多色性混繊捲縮糸パッケージを製造する方法においては、スリット状の糸道ガイドを用いて水を付与することが好ましい。
【0012】
このようにして得られた多色性混繊捲縮糸パッケージを杢調柄のタイルカーペットに用いることによって、カーペットでの柄変化を抑制して均一な柄のカーペットを得ることができる。
【発明の効果】
【0013】
本発明によれば、カーペットでの柄変化を抑制し、均一な柄のカーペットを与え得るポリアミド多色性混繊捲縮糸パッケージを得ることができる。また、本発明によって、上記の多色性混繊捲縮糸パッケージを効率的に製造することができる。具体的には、「柄変化」は繊維長手方向にカーペットの色相が変化するもので、これは多色性混繊捲縮糸を構成する異色性を示す捲縮糸の捲縮斑により生じる。本発明では、直接紡糸延伸糸パッケージの巻き取り前の糸に水を付与することにより、繊維長手方向での捲縮斑を減少させることでカーペットの柄変化を抑制し、均一な柄のカーペットを得ることができる。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明の多色性混繊捲縮糸の製造方法において、紡糸ダクトを介して紡糸されたポリアミドが、延伸巻取工程で加工される工程の一例を示す概略側面図である。
【図2】図2は、本発明の多色性混繊捲縮糸の製造方法において、図1で示した方法で得られる直接紡糸延伸糸パッケージから糸条を解舒し、捲縮および交絡加工を施す工程の一例を示す概略側面図である。
【発明を実施するための形態】
【0015】
本発明の多色性混繊捲縮糸パッケージは、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下であることを特徴とするものである。
【0016】
本発明の多色性混繊捲縮糸パッケージは、2種以上の直接紡糸延伸糸のパッケージを用いて混繊するが、直接紡糸延伸糸の各パッケージから混繊する過程で、ある直接紡糸延伸糸のパッケージの表層部と別の直接紡糸延伸糸のパッケージの表層部で混繊していたものが、パッケージの大きさの違い等により次第にずれ、ある直接紡糸延伸糸のパッケージの表層部と別の直接紡糸延伸糸のパッケージの内層部が混繊されることになる。このような場合、後述するとおり、パッケージは表層部と内層部で捲縮伸長率が異なるので、捲縮伸長率差が高くなる。
【0017】
通常、混繊に用いる紡糸延伸糸のパッケージのうち、表層部の捲縮伸長率が最も大きいパッケージの表層部の捲縮伸長率と、その他のパッケージのうち、内層部の捲縮伸長率が最も小さいパッケージの内層部の捲縮伸長率との捲縮伸長率差、および混繊に用いる紡糸延伸糸のパッケージのうち、内層部の捲縮伸長率が最も小さいパッケージの内層部の捲縮伸長率と、その他のパッケージのうち、表層部の捲縮伸長率が最も大きいパッケージの表層部の捲縮伸長率との捲縮伸長率差を求め、その差の大きい方の値を求めれば、本発明の多色性混繊捲縮糸パッケージの製造過程において、各直接紡糸延伸糸のパッケージについて、どの部位と混繊してもその値を越える捲縮伸長率差にはならないと考えられるので、多色性混繊捲縮糸パッケージの最大の捲縮伸長率差と簡易的に評価できる。通常の場合、かかる簡易評価にて捲縮伸長率差[%]を評価することができる。
【0018】
本発明における多色性混繊捲縮糸とは、互いに異色性を示す捲縮糸を2種以上引き揃えて混繊交絡処理することにより得られる混繊糸であり、かつ捲縮を有する嵩高な糸である。
【0019】
本発明における異色性とは、顔料または染料によってあらかじめ異なる色調に着色されるか、もしくは染色性を有するが未着色の状態のことである。よって、本発明における多色性混繊捲縮糸は、例えば、顔料もしくは染料によってあらかじめ異なる色調に着色された2種以上の組み合わせ、または異色性を示す2種以上の未着色の糸の組み合わせ、または顔料もしくは染料によってあらかじめ着色された1種以上の糸と、異色性を示す1種以上の未着色の糸の組み合わせにより構成される。
【0020】
本発明における多色性混繊捲縮糸は、それを構成する糸があらかじめ顔料または染料で着色されている場合には染色せずとも異色性を示し、それを構成する糸が潜在的に染色性を有する場合には染色することにより最終的に異色性を示すことになる。
【0021】
本発明で用いられる顔料としては、有機物および無機物のどちらでも差し支えないが、一般的にはカーボンブラック、ベンガラおよびフタロシアニン系の顔料が好適に用いられる。また、本発明で好適に用いられる染料としては、例えばNH2基と結合する酸性染料や、SO3基と結合するカチオン染料等が挙げられる。
【0022】
本発明におけるポリアミドとしては、ナイロン6、ナイロン66などの通常のポリアミドのほか、酸性染料と結合するアミノ基(−NH2)量を増加させたポリアミド、カチオン染料と結合するスルホ基(−SO3)を導入したポリアミドなども用いることができる。
【0023】
前記ポリアミドのポリマー中には、必要に応じて酸化チタンなどの艶消し剤、耐光剤、酸化防止剤、抗菌剤、殺菌剤、吸湿剤、防臭剤、消臭剤、芳香剤、蓄光物質、蛍光物質などを添加させてもよい。
【0024】
本発明における多色混繊捲縮糸を構成する単繊維の断面としては、田型中空糸、三角断面糸、Y断面糸およびY型中空糸などの断面のものが使用されるが、中でも田型中空繊維が、丸断面に近いために、交絡付与が比較的容易であることから好ましく用いられる。ここで本発明における田型中空繊維とは、正方形から円形に近い外断面形状を有し、円形断面に近い4つの中空部分が外断面の中心点にほぼ対称に、糸条の長手方向に伸びた形状の糸である。
【0025】
本発明における多色混繊捲縮糸の交絡数は、30個/m〜54個/mであることが好ましい。交絡数が30個/m以上であれば、色彩の反転が十分なためカーペットとしたときの多色柄が美しくなる。また、交絡数を54個/m以下にすることにより、色彩の反転および多色柄のメリハリを保ちつつ、また、嵩高性の低下によるタイルカーペットの境界線が目立つ目地隙が発生するという欠点や、更には直径の細い交絡点が多くなりすぎてタフト時にパイル抜けが生じやすいという欠点を回避することが出来る。多色性混繊捲縮糸の交絡数は、より好ましくは33個/m〜45個/mである。
【0026】
本発明における多色混繊捲縮糸の総繊度は、好ましくは2000dtex〜5000dtexである。総繊度がこの範囲の繊度であると、カーペットとしてのバルキー性やボリューム感、風合いや弾性回復力など、バランスのとれたカーペットとしやすいと共に、製造に際しての安定性も優れている。すなわち、総繊度が上記の範囲であれば、比較的総繊度が小さい場合であっても、所定の目付けとするためにゲージやステッチを過度に高くする必要がなく、タフト時の単繊維切れやパイル抜けなどは起こりにくく、工程は安定する。
【0027】
一方、総繊度が比較的大きい場合であっても、太過ぎてタフトが困難になるようなことはない。タイルカーペットの目付を保つために必要な合糸工程を設ける必要がなく、タフト時の単繊維切れやパイル抜けのない安定したタイルカーペットを得ることができる。多色性混繊捲縮糸の総繊度は、より好ましくは2500dtex〜4000dtexであり、特に好ましくは2600dtex〜3500dtexである。
【0028】
本発明における多色混繊捲縮糸を構成する単繊維の好ましい単繊維繊度は、10dtex〜30dtexの範囲である。単繊維繊度をこの範囲にすることにより、生産効率およびカーペット加工後の風合い等に優れた多色混繊捲縮糸を得ることができる。単繊維繊度が10dtex以上であれば、紡糸中の単糸衝突による毛羽が発生や水付与装置との接触によって糸切れすることもなく、品位の優れたものが得られる。また、単繊維繊度を30dtex以下とすることにより、水を付与する際に毛細管現象によって水の付着が十分にすることができ、かつタイルカーペットでのパイルのボリュームを保ちつつ、耐久性や摩耗性に優れたパイルを得ることができる。単繊維繊度は、より好ましくは15dtex〜25dtexの範囲である。
【0029】
本発明の多色性混繊捲縮糸パッケージの製造方法は、2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工する多色性混繊捲縮糸の製造方法において、直接紡糸延伸糸パッケージとして巻き取る前の糸に水を付与することを特徴とするものである。
【0030】
本発明の多色性混繊捲縮糸は、次のように製造される。まず、上述したポリアミドポリマーをそれぞれ独立した紡糸機で紡糸し、延伸を施した後、水を付与してから直接紡糸延伸糸としてパッケージに巻き取る。その後、それぞれの直接紡糸延伸糸パッケージから糸を解舒して、捲縮加工や混繊交絡加工が行われ、多色性混繊捲縮糸パッケージとして巻き取り、製品となる。
【0031】
これらの工程においては、製品のロスを少なくし効率的、且つ大量に生産するために、直接紡糸延伸糸パッケージを繋いで連続的に加工することが必要となる。そのため、捲縮加工および混繊交絡加工をする前の準備として、連続的に加工する直接紡糸延伸糸パッケージの表層部の糸と内層部の糸をあらかじめ繋いでおくことになる。
【0032】
ここで、直接紡糸延伸糸に水を付与しない場合には次工程で捲縮加工するまでの間に、パッケージの表層部が空気中の水分を吸収して糸の水分率が高くなり、また、パッケージの内層部では空気中の水分を吸収できないため、表層部と内層部で糸に含まれる水分率が異なることになり、捲縮加工した際の捲縮特性が繊維長手方向で斑になり、結果としてカーペットでの柄変化が生じる。そこで、直接紡糸延伸糸に水を付与することによって、パッケージの内層部にも水を含ませ、パッケージの表層部と内層部での水分率の差を小さくすることで、次工程で捲縮加工した際の繊維長手方向の捲縮斑を減少させた嵩高捲縮糸を製造し、結果としてカーペットでの柄変化を抑制して均一な柄のカーペットを得ることができる。
【0033】
本発明において、直接紡糸延伸糸へ水を付与する方法としては、回転数を制御したローラを糸に押しあてて水を付与する方法や、スリット状の糸道ガイドの吐出孔から水を付与する方法などがあるが、糸条の走糸速度が高いことや装置スペースを考慮すると、スリット状の糸道ガイドにて水を付与することが好ましい。ローラを用いて水を付与する場合は、ロールの回転数を変更することで水付与量を制御することができる。また、糸道ガイドを用いた場合には、ポンプなどによって水を供給するが、この供給量を変えることで、水付与量を変えることができる。
【0034】
本発明において、直接紡糸延伸糸に付与する水の組成としては、次工程での製糸性やカーペット染色時への影響がないようにするため、蒸留水あるいはイオン交換水などの純水を使用することが好ましい。直接紡糸延伸糸を一旦パッケージに巻き取り、その後、解舒して捲縮交絡混繊加工を行う2工程法では、直接紡糸延伸糸が捲縮加工されるまでの間、パッケージ表面からの吸湿が進行する。糸の物性やパッケージの巻き取り条件、放置時間や環境により異なるが、特に、直接紡糸延伸糸パッケージの巻径方向の表面から3mm以内の表層部は吸湿量が多く、また、一方では直接紡糸延伸糸パッケージの巻径方向の表面から55〜60mmの内層部は吸湿がしにくいため、パッケージ表層部と内層部では約2.5重量%〜3.0重量%の水分率差が生じる。そのため、多色性混繊捲縮糸の嵩高性・柄への影響から、直接紡糸延伸糸パッケージ内層部の水分率は、1.5重量%〜3.5重量%にすることが必要である。糸の水分率が1.5重量%以上であれば、混繊捲縮糸を製造するために使用する直接紡糸延伸糸パッケージの表層部と内層部とで、捲縮形態の差が小さくなり、それぞれ捲縮形態の異なる部分が混繊交絡されても十分均一な柄が得られる。一方、3.5重量%以下であれば、直接紡糸延伸糸のパッケージフォームの乱れが少なく、解舒性不良による次工程での工程通過性の悪化や、捲縮伸長率が低くなるなどの現象が起こりにくい。また、捲縮伸長率の低下を補うために第2ゴデットロール温度を過度に高く設定することが無く、ロール汚れが早くなることを回避することができる。
【0035】
直接紡糸延伸糸パッケージ内層部の水分率は、より好ましくは2.0重量%〜3.0重量%の範囲である。
【0036】
本発明における多色性混繊捲縮糸を構成している異なるポリマータイプの捲縮糸それぞれの沸騰水処理後の捲縮伸長率は20%〜40%が好ましく、より好ましくは25%〜35%である。捲縮伸長率の差が小さいほど捲縮糸同士の糸長差が小さく混繊が均一になるため、捲縮伸長率の差は4%以下であることが均一なカーペット柄を得るために必要である。
【0037】
次に、本発明の多色性混繊捲縮糸の製造方法について、図1および図2を例として説明するが、もちろんこれに限定されるものではない。
【0038】
図1において、紡糸ダクト1から出てきた糸条3は、給油ロール2によって油剤が付与され、第1ゴデットロール4に供される。第1ゴデットロール4と第2ゴデットロール5の間において、糸条3が引き揃えられる。その後、第2ゴデットロール5と第3ゴデットロール6、および第4ゴデットロール7との間で延伸を行い、第4ゴデットロール7から出た糸条3は、直接紡糸延伸糸パッケージ11として、ワインダー12にて巻き取るが、巻き取り直前に水付与装置8にて水が付与される。
【0039】
図2において、異色性を示す直接紡糸延伸糸パッケージ13,14から糸を解舒して、まず第1ゴデットロール15と第2ゴデットロール16間で、糸条が引き揃えられる。次に、150〜200℃に加熱された第2ゴデットロール16により予備加熱する。予備加熱によって次工程における合成繊維の捲縮処理をきわめて均一に行うことができる。
【0040】
上記の予備加熱された合成繊維は、引き続いて捲縮付与ノズル17に導かれ、過熱蒸気を用いて捲縮加工され、捲縮糸を形成する。得られた捲縮糸は、引続いてリラックス処理工程に送られる。
【0041】
リラックス処理は、吸引する多孔の冷却ロール18を用いて捲縮糸を冷却し、捲縮を固定することにより行われる。
【0042】
リラックス処理が施された捲縮糸は、引き続いて第3ゴデットロール19に導かれて、第4ゴデットロール21との間で張力付与処理を施され、捲縮糸のループやたるみを除去し、異色性を示す複数の糸を一つの単位として圧搾空気により混繊交絡加工が行われる。
【0043】
混繊交絡加工をする際に、別工程で捲縮加工した捲縮糸を合わせて混繊交絡加工をしてもよい。交絡付与ノズル22を通過した糸は、第5ゴデットロール23を経て、ワインダー25によって多色性混繊捲縮糸パッケージ24に巻き取られ製品となる。以上の過程を経ることによって、均一で柄流れのない良好な多色柄を有するカーペットとなりうる多色混繊捲縮糸パッケージを得ることができる。
【0044】
上記のようにして得られた本発明の多色性混繊捲縮糸パッケージを用いた杢調柄のタイルカーペットは、飽きがこなくて落ち着いた雰囲気を作り出すことができるので、オフィス、会議室、ホテル、および病院などの種々の場所で使用される。
【実施例】
【0045】
次に、本発明について実施例を用いて詳細に説明するが、本発明はこれらの実施例により何等限定されるものではない。なお、前述および以下に説明する物性値などは以下のとおりである。
【0046】
(1)総繊度
JIS L 1013(1999)(8.3.1正量繊度 b)B法に従って、初荷重として0.882mN/dtex、公定水分率4.5重量%を用いて測定した。測定回数は2回行い、その平均値を採用した。
【0047】
(2)単繊維繊度
総繊度をマルチフィラメントの単繊維数で除したものを単繊維繊度[dtex]とした。
【0048】
(3)相対粘度
試料0.25gを98重量%硫酸25mlに溶解し、オストワルド粘度計を用いて25℃で測定した。相対粘度はポリマー溶液と硫酸の落下秒数の比から求めた。測定回数は2回行い、その平均値を採用した。
【0049】
(4)NH2基量
必要により低分子量成分および水分の除去を行った後、ポリアミドポリマー1gをエタノール/フェノールの混合溶媒(エタノール20ml/フェノール80gの混合割合)50mlに常温で振とう溶解させて溶液とし、この溶液を0.02Nの塩酸で中和滴定し要した0.02N塩酸量を求める。また、上記エタノール/フェノール混合溶媒(上記と同量)のみを、0.02N塩酸で中和滴定し要した0.02N塩酸の量を求める。これらの差から、ポリアミドポリマー1gあたりのNH2末端基量を算出した。
【0050】
(5)SO3基量
絶乾処理したポリアミドポリマー0.3gを10N硫酸溶液25mlに加え、105℃の温度で18時間、加水分解させる。これを20℃の温度まで冷却した後、10mm石英セルを用い、自記分光光度計((株)日立ハイテクノロジーズ社製U−3300)で波長283nmの吸光度を測定する。波長283nmは、CBS分子中に含まれるベンゼン環の吸光波長である。この吸光度を用いて、あらかじめ作成しておいた検量線からSO3基量を算出した。
【0051】
(6)水分率
巻径275mm、巻量12.0kgに巻き取った直接紡糸延伸糸パッケージを室温20℃、湿度65%の測定室内にて24時間放置し、その後、表層部として、直接紡糸延伸糸パッケージの巻径方向の表面から3mm以内の部分を、内層部として直接紡糸延伸糸パッケージの巻径方向の表面から55〜60mmの部分をサンプリングし、水分率[重量%]をJIS L 1013(1999) 8.1.1に従って、試料約20gより算出した。測定回数は2回行い、その平均値を採用した。
なお、サンプリングから測定までの間は密閉容器に入れて、吸湿しない状態で保管した。また、直接紡糸延伸糸パッケージの表層部と内層部の水分率差は、それぞれの水分率の差を絶対値として求めた。
【0052】
(7)落ち込み張力
直接紡糸延伸糸の表層部を使用した場合と内層部を使用した場合の捲縮糸の第3ゴデットロール19と第4ゴデットロール21間での張力[g]の差を表す。
【0053】
(8)捲縮伸長率ならびに捲縮伸長率差
直接紡糸延伸糸パッケージの表層部を用いて製造した場合の多色性混繊捲縮糸パッケージから糸条を取り出し、次いで過剰張力を掛けずに混繊交絡部を解いて、それぞれのポリマータイプに分繊し、かせ状態にしたものを室温20℃、湿度65%の室内において3時間放縮させ、次いで沸騰水中に20分間浸して沸騰水処理を施した。この沸騰水処理した分繊糸を前述の室内でさらに12時間放置乾燥させた。この分繊糸から適当な長さを取り出し、一方の端を固定し、もう一方の端に0.0176mN/dtexの初荷重をかけて吊るし、30秒経過した後に固定した部分から50cmの部分にマーキングし、その糸長をL1とした。次いで、それぞれに0.882mN/dtexの荷重をかけて30秒経過後に前記マーキングした箇所までの糸長L2を測定し、下記式により直接紡糸延伸糸パッケージの表層部を使用した多色混繊捲縮糸の分繊捲縮糸について沸騰水処理後の捲縮伸長率G[%]を求めた。
G=[(L2−L1)/L1]×100
また、同様に直接紡糸延伸糸パッケージの内層部を用いて製造した場合の多色性混繊捲縮糸パッケージについても上記の方法にて沸騰水処理後の捲縮伸長率を求めた。
【0054】
次いで、上記の方法で求めたそれぞれのポリマータイプの直接紡糸延伸糸パッケージの表層部、および内層部を用いて製造した場合の多色性混繊捲縮糸の分繊糸の沸騰水処理後の捲縮伸長率のうち、各分繊糸の表層部の捲縮伸長率と、内層部の捲縮伸長率を求め、一方の表層部の捲縮伸長率と他方の内層部の捲縮伸長率との差を求め、その大きい方の値を捲縮伸長率差[%]とした。
【0055】
(9)杢数
多色混繊捲縮糸を構成する互いに異色性を示す捲縮糸の数を杢数とした。
【0056】
(10)交絡数
LAWSON−HEMPHILL,Inc.製のEIB−E(Electronic Inspection Board for Entanglement:電子的糸検査ボード装置)を使用し交絡数を測定した。具体的には、多色混繊捲縮糸パッケージから糸条を取り出し、糸条に0.01g/dtexの張力を与えた状態で、1m当たりの交絡点の数を測定する。その測定を連続して100m実施し、測定した1m当たりの交絡数の平均値X[個/m]としてパッケージを代表する交絡数の値を求めた。
【0057】
交絡点を判定するには、測定した糸条の直径の平均値Yに、0.7を乗じた値をしきい値Zとし、糸条の直径Yがしきい値Z(0.7Y)以下の部分を交絡点と判定した。
【0058】
(11)混繊捲縮糸の加工安定性
14日間の製糸における糸切れ回数を生産量で除した値[回/t]を加工安定性の指標とした。
加工安定性=14日間の製糸での糸切れ回数/製糸量(t)。
【0059】
(12)カーペットの目付
JIS L 1021(1999)7.3.2単位面積当たりのパイル糸の質量に従って、測定した。測定回数は2回行い、その平均値を採用した。
【0060】
(13)カーペットのパイル高さ
JIS L 1021(1999)7.2.2基部上のパイル厚さに従って、測定した。測定回数は2回行い、その平均値を採用した。
【0061】
(14)カバーリング性(目地隙評価)
20枚のタイルカーペットサンプルを自然光のもとで4枚×5枚の長方形状に並べ、目視による認識によって、隣接するタイルとの辺で、隙間が生じている長さが辺の長さの2分の1以上である辺の数をカウントした。
【0062】
(15)柄の均一性
幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、10名のモニターに目視で多色柄の均一性の判定をしてもらい5段階評価した。直接紡糸延伸糸パッケージの表層使用部と内層使用部の柄が同じであるほど点数が高い。4点以上を実用範囲内とした。
・5点:内層使用部と外層使用部の柄に差が無い。
・4点:内層使用部と外層使用部の柄に僅かに差がある。
・3点:内層使用部と外層使用部の柄にやや差がある。
・2点:内層使用部と外層使用部の柄が異なる。
・1点:内層使用部と外層使用部の柄が大きく異なる。
【0063】
(16)カーペットの多色感(杢感評価)
幅1m長さ10mのカーペット生機を作成した後、酸性染料として日本化薬(株)製Kayanol Navy Blue R、およびカチオン染料として(株)明成商会製ASTRAZON YELLOWを用いて染色したタフティッドカーペットを用意し、柄の多色感(杢感)の観点から、目視での評価を実施した。試験者は10名で、その平均値から多色感を5段階評価した。柄が密なものほど点数が高い。次に示す判定基準によって判定し、2点から4点が実用範囲内とした。
・5点:柄が密すぎて多色感に乏しい。
・4点:やや柄が密だが多色感を感じる。
・3点:柄の粗密のバランスが良く多色感に優れる。
・2点:やや柄が粗いが多色感を感じる。
・1点:柄が粗すぎて多色感に乏しい。
【0064】
[実施例1]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有するレギュラータイプの酸性染料可染型のナイロン6チップをエクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤が付与し、総延伸倍率2.5倍で延伸され、次いで中央部に吐出孔を設けたスリット状の糸道ガイドから水分率2.0重量%となるよう水を付与した後、一旦巻き取ることで1445dtex、80フィラメント、田型中空断面の直接紡糸延伸糸パッケージを得た(レギュラータイプ)。
【0065】
また、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップを上記と同様に処理し、1445dtex、80フィラメント、田型中空断面の直接紡糸延伸糸パッケージ(カチオンタイプ)を得た。
【0066】
次に、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、190℃に設定したゴデットローラで予備加熱をし、特公昭58−1214号公報に記載の流体処理型の捲縮付与ノズルを用いて過熱蒸気圧力0.65MPa、過熱蒸気温度225℃にて連続的に捲縮加工を施し、再度引き揃えた後、公知の流体処理型の交絡ノズルを用いて交絡混繊し、2890dtex、160フィラメント、田型中空断面の多色性混繊捲縮糸を得た。
【0067】
次いで、このようにして得られた多色性混繊捲縮糸をパイル糸に用い1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットサンプルを得た。続いてウィンス染色機を使用して酸性染料およびカチオン染料で染色を施し、染色カーペットサンプルを得た。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0068】
[実施例2]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を水分率3.0重量%となるよう付与したことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、195℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0069】
[実施例3]
多色性混繊捲縮糸の交絡数を32コ/mとなるように交絡を付与した以外は、実施例2と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0070】
[実施例4]
多色性混繊捲縮糸の交絡数を44コ/mとなるように交絡を付与した以外は、実施例2と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0071】
[実施例5]
レギュラータイプ、およびカチオンタイプのナイロン6チップを120ホールの田型中空口金を使用して紡糸し、一旦巻き取ることで1445dtex、120フィラメント、田型中空断面の直接紡糸延伸糸パッケージを得た。この直接紡糸延伸糸パッケージの巻き取り前に、水を水分率3.5重量%となるよう付与した。次に、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、捲縮加工と混繊交絡加工を施し、2890dtex、240フィラメント、田型中空断面の多色性混繊捲縮糸を得た以外は、実施例3と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0072】
[実施例6]
レギュラータイプ、およびカチオンタイプのナイロン6チップを56ホールの田型中空口金を使用して紡糸し、一旦巻き取ることで1445dtex、56フィラメント、田型中空断面の直接紡糸延伸糸パッケージを得た。この直接紡糸延伸糸パッケージの巻き取り前に、水を水分率2.5重量%となるよう付与した。次に、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、捲縮加工と混繊交絡加工を施し、2890dtex、112フィラメント、田型中空断面の多色性混繊捲縮糸を得た以外は、実施例3と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0073】
[実施例7]
相対粘度2.80、NH2末端基量4.5×10−5mol/gを有するレギュラータイプの酸性染料可染型のナイロン6チップをエクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤が付与され、総延伸倍率2.5倍で延伸され、次いで中央部に吐出孔を設けたスリット状の糸道ガイドから水分率3.0重量%となるよう水を付与した後、一旦巻き取ることで965dtex、54フィラメント、田型中空断面の直接紡糸延伸糸パッケージ(レギュラータイプ)を得た。
【0074】
また、上記の方法と同様に相対粘度2.80、NH2末端基量7.2×10−5mol/gを有するディープタイプの酸性染料可染型のナイロン6チップを使用することで965dtex、54フィラメント、田型中空断面の直接紡糸延伸糸パッケージ(ディープタイプ)を得た。
【0075】
さらに、相対粘度2.75でスルホン酸ナトリウム共重合により、SO3基量4.6×10−5mol/gを有するカチオン染料可染型のナイロン6チップをエクストルーダー型の紡糸機によって溶融し、紡糸温度265℃で田型中空口金を用いて紡糸した。紡糸された糸はユニフロ型チムニイによって冷却・固化された後、給油ロールによって油剤が付与され、総延伸倍率2.5倍で延伸され、引き続いて一旦巻き取ることなく特公昭58−1214号公報に記載の流体処理型の捲縮ノズルによって、蒸気圧力0.9MPa、ノズル温度230℃で捲縮が付与され、冷却固定の後に交絡ノズルによって交絡が付与され、次いで中央部に吐出孔を設けたスリット状の糸道ガイドで水分率3.0重量%となるよう水を付与し970dtex、54フィラメント、田型中空断面の捲縮糸パッケージ(カチオンタイプ)を得た。
【0076】
次に、得られた2種の直接紡糸延伸糸をパッケージから解舒して引き揃え、195℃に加熱されたゴデットローラにて予備加熱をし、特公昭58−1214号公報に記載の流体処理型の捲縮付与ノズルを用いて過熱蒸気圧力0.65MPa、過熱蒸気温度225℃にて連続的に捲縮加工を施し、これにカチオンタイプの嵩高捲縮糸を供給し、再度引き揃えた後、3種類の捲縮糸を公知の流体処理型の交絡ノズルを用いて混繊交絡し、2900dtex、162フィラメント、田型中空断面の多色性混繊捲縮糸を得た。
【0077】
次いで、この多色性混繊捲縮糸をパイル糸に用い1/10ゲージ、目付650g/m2、パイル高さ3.5mmでタフトしてタフティッドカーペットサンプルを得た。続いてウィンス染色機を使用して酸性染料およびカチオン染料で染色を施し、染色カーペットサンプルを得た。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0078】
多色性混繊捲縮糸の分繊糸の沸騰水処理後の捲縮伸長率は、カチオンタイプ表層部25.0%、カチオンタイプ内層部25.5%、レギュラータイプ表層部26.0%、レギュラータイプ内層部26.0%、ディープタイプ表層部25.0%、ディープタイプ内層部25.5%であった。
この場合の捲縮伸長率差は、
1)カチオンタイプ表層部とレギュラータイプ内層部、2)カチオンタイプ表層部とディープタイプ内層部、3)レギュラータイプ表層部とカチオンタイプ内層部、4)レギュラータイプ表層部とディープタイプ内層部、5)ディープタイプ表層部とカチオンタイプ内層部、6)ディープタイプ表層部とレギュラータイプ内層部の6通りの組合せにおける捲縮伸長率の差を算出し、その最大値である1.0%を実施例7における捲縮伸長率差とした。
【0079】
[比較例1]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を付与しないことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、185℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0080】
[比較例2]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を水分率1.0重量%となるよう付与したことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、188℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0081】
[比較例3]
レギュラータイプ、およびカチオンタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージの巻き取り前に、水を水分率4.0重量%となるよう付与したことと、得られた2種の直接紡糸延伸糸を、それぞれのパッケージから糸条を解舒して引き揃え、198℃に設定したゴデットローラで予備加熱をしたこと以外は、実施例1と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0082】
[比較例4]
レギュラータイプ、およびディープタイプのナイロン6チップを使用した直接紡糸延伸糸パッケージ、およびカチオン染料可染型の捲縮糸パッケージともに水付与をしないこと以外は実施例7と同様にした。カーペットサンプルの柄の均一性判定結果を表1に示す。
【0083】
【表1】
【符号の説明】
【0084】
1 紡糸ダクト
2 給油ロール
3 糸条
4、15 第1ゴデットロール
5、16 第2ゴデットロール
6、19 第3ゴデットロール
7、21 第4ゴデットロール
8 水付与装置
9 水付与配管
10 水付与タンク
11 直接紡糸延伸糸パッケージ
12、25 ワインダー
13 酸性染料可染原糸(直接紡糸延伸糸)
14 カチオン染料可染原糸(直接紡糸延伸糸)
17 捲縮付与ノズル
18 冷却ロール
20 張力検出装置
22 交絡付与ノズル
23 第5ゴデットロール
24 多色性混繊捲縮糸パッケージ
【特許請求の範囲】
【請求項1】
2種以上の互いに異色性を示す直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下であることを特徴とする多色性混繊捲縮糸パッケージ。
【請求項2】
直接紡糸延伸糸パッケージ内層部の水分率が2.0重量%〜3.0重量%であることを特徴とする請求項1記載の多色性混繊捲縮糸パッケージ。
【請求項3】
多色性混繊捲縮糸パッケージの交絡数が30個/m〜54個/mであることを特徴とする請求項1または2に記載の多色混繊捲縮糸パッケージ。
【請求項4】
多色性混繊捲縮糸パッケージの単繊維繊度が10dtex〜30dtexであることを特徴とする請求項1〜3いずれかに記載の多色混繊捲縮糸パッケージ。
【請求項5】
2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸の製造方法において、直接紡糸延伸糸パッケージとして巻き取る前の糸に水を付与することを特徴とする多色性混繊捲縮糸の製造方法。
【請求項6】
スリット状の糸道ガイドを用いて水を付与することを特徴とする請求項5記載の多色性混繊捲縮糸の製造方法。
【請求項7】
請求項1〜4いずれかに記載の多色性混繊捲縮糸を用いてなるカーペット。
【請求項1】
2種以上の互いに異色性を示す直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸であって、直接紡糸延伸糸パッケージ内層部の水分率が1.5重量%〜3.5重量%、および多色性混繊捲縮糸を構成するそれぞれの捲縮糸における沸騰水処理後の捲縮伸長率差が、4%以下であることを特徴とする多色性混繊捲縮糸パッケージ。
【請求項2】
直接紡糸延伸糸パッケージ内層部の水分率が2.0重量%〜3.0重量%であることを特徴とする請求項1記載の多色性混繊捲縮糸パッケージ。
【請求項3】
多色性混繊捲縮糸パッケージの交絡数が30個/m〜54個/mであることを特徴とする請求項1または2に記載の多色混繊捲縮糸パッケージ。
【請求項4】
多色性混繊捲縮糸パッケージの単繊維繊度が10dtex〜30dtexであることを特徴とする請求項1〜3いずれかに記載の多色混繊捲縮糸パッケージ。
【請求項5】
2種以上の互いに異色性を示すポリアミドの直接紡糸延伸糸をそれぞれパッケージとして一旦巻き取った後、該パッケージから解舒し、連続的に捲縮加工して混繊交絡加工をする多色性混繊捲縮糸の製造方法において、直接紡糸延伸糸パッケージとして巻き取る前の糸に水を付与することを特徴とする多色性混繊捲縮糸の製造方法。
【請求項6】
スリット状の糸道ガイドを用いて水を付与することを特徴とする請求項5記載の多色性混繊捲縮糸の製造方法。
【請求項7】
請求項1〜4いずれかに記載の多色性混繊捲縮糸を用いてなるカーペット。
【図1】

【図2】
【図2】
【公開番号】特開2012−177207(P2012−177207A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2011−39578(P2011−39578)
【出願日】平成23年2月25日(2011.2.25)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願日】平成23年2月25日(2011.2.25)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]