
多色断面層を有するフェルトの製造方法

【課題】断面が多色層からなるフェルトの提供を目的とする。
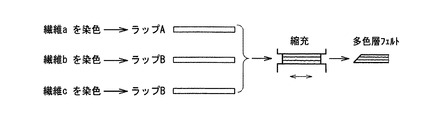
【解決手段】予め互いに色が異なるように染色された繊維a,b,cを、それぞれ所定の大きさのラップA,B,Cとして作成後、ローラに巻き取り、各ローラからラップを順に、縮充機のハーダー盤の上に供給し、縮充を行う。縮充後、A、B、Cの隣り合った各層は、縮充による圧力のために互いに繊維が絡み合う。そして、多色層フェルトの断面は、A、B、Cそれぞれを構成する繊維の色が現れる。表面は、A、Bの混合色、及びB、Cの混合色となる。
【解決手段】予め互いに色が異なるように染色された繊維a,b,cを、それぞれ所定の大きさのラップA,B,Cとして作成後、ローラに巻き取り、各ローラからラップを順に、縮充機のハーダー盤の上に供給し、縮充を行う。縮充後、A、B、Cの隣り合った各層は、縮充による圧力のために互いに繊維が絡み合う。そして、多色層フェルトの断面は、A、B、Cそれぞれを構成する繊維の色が現れる。表面は、A、Bの混合色、及びB、Cの混合色となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、断面が多色層からなることを特徴とするフェルトに関するものである。
【背景技術】
【0002】
フェルトは、家庭用品、事務用品、工業製品等として一般的に使用されている。フェルト自体は、天然繊維、化学繊維、及び合繊天然繊維を積層して縮充し、あるいはニードルパンチされ、1枚のシート状にしたものであるが、その断面は表面と同色であり、単色である。色のあるフェルト素材が要求される場合には、上記シート状のフェルトを染色機により後染め加工を施して、所望の色のあるフェルト素材が作られてきた。これら色のついたフェルトは、例えば、毛せんや書道せん、アップリケ等の手芸材料として広く普及している。
表面が異なる複数色で形成されるフェルトを得るために、基材の上に基材とは別の色のファイバーを仮固定し、フェルト機械を通すことによって、多色の芸術的なデザインのフェルト化した布を得ることもある(特許文献1)。
【0003】
また、1枚のシート状のフェルトで異なる色彩を持つものとして、裏表が異なる色のものがあった。これは、表用として1枚のフェルトを予め用意し、裏用として表とは異なる色のフェルトを用意して、パンチニードルにより両者を一体化することにより、表裏が異なる色のフェルトを得るものである。他の方法では、互いに異なる色の繊維を2層に重ね、縮じゅう処理することにより、表裏が異なる色のフェルトが得られる。
【0004】
【特許文献1】特開平5-230749号公報(段落0014、0018、0019)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1のものは、固定された色合いのデザインを得るものであり、フェルト層断面での色の変化は得られない。また、フェルトには単色というイメージがあり、断面が多色層からなるフェルトはなかった。
また、従来、異なる色の2層のラップを縮充することはあっても3層以上を縮充することはなかった。これは、従来のフェルトでは色を変える必要がなかったり、また、染色されたフェルトであっても、後染色が主体であったため、断面層が多色であるフェルトを得るという発想がなかったためである。
また、製造時に端部がカットされて発生する端きれ(いわゆる「耳」)が、大量に反毛処理品や廃棄処分品となる欠点があった。
本発明はこれら課題を解決して、断面が3層以上の多色層フェルトを得ようとするものである。
【課題を解決するための手段】
【0006】
本発明は上記課題を解決するためになされたものであって、その断面が多数の色層からなる多色層フェルトを提供するものである。
第1の発明に係る多色層フェルトは、断面が、複数色からなることを特徴とする。
【0007】
第2の発明に係る多色層フェルトは、異なる色に先染めされた繊維層を3層以上重ね、縮充処理されていることを特徴とする。
上記繊維層は、先染めされた繊維を混合しラップ状態にされたものである。
【0008】
第3の発明に係るフェルトは、第2の発明において、上記重ねられる繊維層は、5層以上であることを特徴とする。
この場合には、色の変化やグラデーションが出しやすくなる。
【発明の効果】
【0009】
本発明は、予め互いに異なる色に染められた繊維を3種類以上、積み重ねてフェルトを製造することにより、従来のような後染め加工せずに色のあるフェルトを得るものである。
本発明のフェルトは、その断面が多色層から構成されるので、従来にない色の変化があるフェルトを得ることができる。また、本発明のフェルトは、カーペット、建材、壁材、コースター、花びん敷き、クッション、タペストリー、ラグ、パーティション、玩具、アクセサリ等の各種製品に利用できる。また、本発明のフェルトは、断面の色彩を生かすものであるから、製造されたフェルトの端部は、必ずしも直角に切断して直線状にする必要はなく、製造の際の端部処理時に生じる切断された部分(耳)の廃棄処理される量が格段に減少する。さらに耳の部分もデザイン製品として活用することが可能となる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態を説明する。
先ず、発明をわかりやすく説明するために、最も簡単な例で説明する。図1に示すように、予め互いに色が異なるように染色された繊維a,b,c(目付けの値2130g/m3〜2233g/m3、繊維の太さ60/64(24ミクロン))について、所定のラップ状態にした大きさのものA,B,Cを用意する。なお、ラップ状態のものは、繊維を集め、軽くシート状にしたものなので、表面は平らではないが、図1ではモデル的に平面として描かれている。
上記A、B、Cは、それぞれが同じ繊維(例えば、羊毛繊維、羊毛とレーヨンとの混紡)である必要性はなく、縮充がしやすい繊維であればよく、また、互いに色が異なればよい。色の相違の程度は、異なる色ばかりでなく、同色でも色相の程度がことなればよい(例えば、薄い色の赤色と、濃い色の赤色のようにグラデーションが異なればよい)。
【0011】
上記A、B、Cは、それぞれラップとして作成後、ローラに巻き取られ、各ローラからラップを順に、縮充機のハーダー盤の上に供給し、縮充が行われる。
【0012】
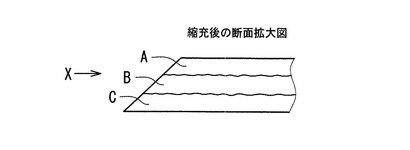
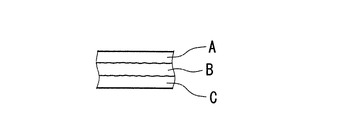
縮充後、A、B、Cの隣り合った各層は、縮充による圧力のために互いに繊維が絡み合う。そして、図3にみるように、多色層フェルトの断面は、A、B、Cそれぞれを構成する繊維の色が現れる。表面は、A、B単体の色または混合色、及びB、Cの混合色となる。
また、ラップを作成の際に、平面状に異なる色の先染めされた繊維をキルト状に配置させておけば、縮充後の表面の色は、各種の色がキルト状に現れた多色が分布したフェルトを得ることができる。
色の現れ方は、縮充処理の際の圧力、偏芯の度合い、もみ時間等により異なるが、これらの量が大きいほど、A、B、C各層の3色の混じり度合いが大きくなる。
【0013】
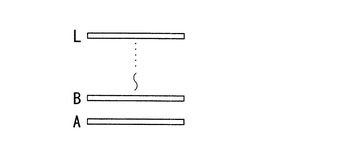
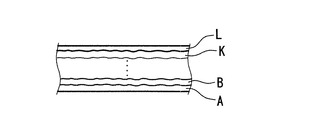
上記説明は、3層にラップを重ねた例であるが、図4のようにA、B、・・・、Lの12層のラップを互いに色が異なるようにして重ね、前記と同様に縮充すると、完成後の多色層フェルトの断面は、3層の場合に比べて、さらに複雑な色模様を有するものが得られる。この場合には、各ラップの色や縮充の条件により、12色の隣り合う各層が交じり合った色が断面に、明らかに表れるようにすることも可能であるが、特に、各層の先染めされたラップの色のグラデーションを考慮した場合には、断面の色彩模様は必ずしも12層にはならず、隣り合うラップの異なる色が混じりあって、全体として12色より少ない色からなる層状の模様が乱れて現れる(図5)。また、できあがったフェルトの硬さは、縮充の条件を変更することにより調整でき、例えば、感触がフワフワのものから、硬く感じるものまで、異なるものが可能である。
重ねられるラップの層数は、発明者の実験では、3層(すなわち3色)から48層(すなわち48色)までできたが、ラップの厚みや縮充の条件を変えることにより、さらに層数の増加は可能である。
【0014】
実施例を説明する。使用した材料は、羊毛100パーセントである。重ねる順にいえば、各3層からなるショコラ色のラップの間に、順に各2層のラップからなるイエロー、オレンジ、グリーン、濃グレー、生成り、ブルー、イエロー、オレンジ、グリーン、ブルー、生成りの計7色13層からなるラップ層を重ねて縮充した。この重ねられたラップは、厚さ約30mm、大きさ約1900mm四方とし、縮充圧力(エキセン、すなわち回転軸の偏芯幅)を9、もみ時間9分、熱盤温度40℃〜45℃で、水と蒸気を供給しながら縮充する。縮充後、ラップの厚さは、7.4〜8.5mmの厚さになった。
【0015】
次に、上記のように作成した多色層フェルトを、加工する例を説明する。
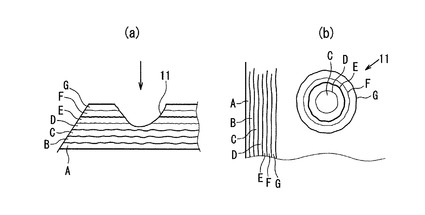
図6は、多色層フェルトを加工した例を示す図であって、その断面図を示す。図6(a)は、7層(7色)のラップA,B,・・・、Gを重ねて縮充処理したものからなる多色層フェルトの表面を、半球状にえぐって凹部11を作ったものである。図6(b)に示すように、凹部11は、図6(a)の上部矢印方向から見た図であって、側面にラップA、B、C、・・・、Gの各層が色彩模様となって現れ、上部から凹部11を見た場合には、C、D、E、F、Gの各色からなる色彩模様が現れる。わかりやすくするために図では、略リング状に描いてあるが、縮充の条件や、ラップの配色、ラップの厚さにより、実際に見える模様は自由に変えられる。また、多色層フェルト面に上記凹部11を複数個設けることにより、あるいは大きさや凹部の深さを変えて設けることにより、変化のある色彩模様が得られる。これは、例えばクッションや壁材として利用可能である。
【0016】
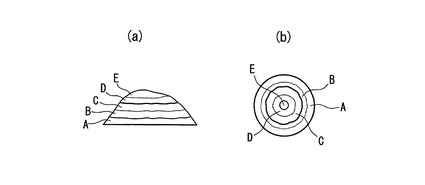
他の加工例では、図7(a)に示すように、作成した多色層フェルトを球状に切削加工して隆起部12を作成してもよく、その場合には図7(b)のように上部から略リング状の大小の模様を見ることができる。上記球状の隆起部12の大小も自由にできる。なお、平面上の多色層フェルトの表面を切削して、表面に大きさをかえた隆起部、あるいは同形状の隆起部を設けてもよい。これらは、例えば、敷物や壁材、クッション、インテリア、雑貨等に利用可能である。
【0017】
上記加工例を示したが、これら凹部や隆起部を組み合わせて加工することも可能である。
端部のみを斜面上に切削し、表面を加工しない多色層フェルトは、端部がゆるやかであるので、つまづきにくく、この場合には特に敷物としても有効である。
【0018】
多色層フェルトの材料としては、羊毛、カシミア、絹、麻などの天然繊維、ポリエステル、レーヨン等の化学繊維を生成りあるいは先染めしたものを単独で、あるいは混合し、色の異なるラップを複数枚用意する。これをラップ状にしてローラーに巻き取っておく。縮充工程で上記各ラップのローラーから1枚ずつ引き出し、所望枚数分重ねて、縮充処理する。(この工程は、従来の縮充処理工程と同様である)
【0019】
本発明では、原料の色の配合(同色でもグラデーションを変えることにより何色も可能である)により、多彩な色彩模様が得られる。
なお、上記では縮充することにより多色層フェルトを作成したが、ニードルパンチ工程を利用して、上記ラップ層を積み重ねたものに対して、ニードルパンチ用の針で突き刺すことにより、繊維層を絡め、多色層フェルトとすることも可能である。
【図面の簡単な説明】
【0020】
【図1】3層のラップを重ねて多色層フェルトを得る原理的説明図を示す図である。
【図2】縮充して得られた3層からなる多色層フェルトの拡大図である。
【図3】図2のX方向から見た図である。
【図4】色の異なる12色のラップ層を模式的に示す図である。
【図5】12層のラップから得られた多色層フェルトの断面を模式的に示す図である。
【図6】多色層フェルトの表面を半球状にえぐって凹部を作成し、見られる多色層を示す図である。
【図7】多色層フェルトから隆起部を作成し、その場合に見られる多色層を模式的に示す図である。
【符号の説明】
【0021】
A、B、C、・・・、L ラップ
【技術分野】
【0001】
本発明は、断面が多色層からなることを特徴とするフェルトに関するものである。
【背景技術】
【0002】
フェルトは、家庭用品、事務用品、工業製品等として一般的に使用されている。フェルト自体は、天然繊維、化学繊維、及び合繊天然繊維を積層して縮充し、あるいはニードルパンチされ、1枚のシート状にしたものであるが、その断面は表面と同色であり、単色である。色のあるフェルト素材が要求される場合には、上記シート状のフェルトを染色機により後染め加工を施して、所望の色のあるフェルト素材が作られてきた。これら色のついたフェルトは、例えば、毛せんや書道せん、アップリケ等の手芸材料として広く普及している。
表面が異なる複数色で形成されるフェルトを得るために、基材の上に基材とは別の色のファイバーを仮固定し、フェルト機械を通すことによって、多色の芸術的なデザインのフェルト化した布を得ることもある(特許文献1)。
【0003】
また、1枚のシート状のフェルトで異なる色彩を持つものとして、裏表が異なる色のものがあった。これは、表用として1枚のフェルトを予め用意し、裏用として表とは異なる色のフェルトを用意して、パンチニードルにより両者を一体化することにより、表裏が異なる色のフェルトを得るものである。他の方法では、互いに異なる色の繊維を2層に重ね、縮じゅう処理することにより、表裏が異なる色のフェルトが得られる。
【0004】
【特許文献1】特開平5-230749号公報(段落0014、0018、0019)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1のものは、固定された色合いのデザインを得るものであり、フェルト層断面での色の変化は得られない。また、フェルトには単色というイメージがあり、断面が多色層からなるフェルトはなかった。
また、従来、異なる色の2層のラップを縮充することはあっても3層以上を縮充することはなかった。これは、従来のフェルトでは色を変える必要がなかったり、また、染色されたフェルトであっても、後染色が主体であったため、断面層が多色であるフェルトを得るという発想がなかったためである。
また、製造時に端部がカットされて発生する端きれ(いわゆる「耳」)が、大量に反毛処理品や廃棄処分品となる欠点があった。
本発明はこれら課題を解決して、断面が3層以上の多色層フェルトを得ようとするものである。
【課題を解決するための手段】
【0006】
本発明は上記課題を解決するためになされたものであって、その断面が多数の色層からなる多色層フェルトを提供するものである。
第1の発明に係る多色層フェルトは、断面が、複数色からなることを特徴とする。
【0007】
第2の発明に係る多色層フェルトは、異なる色に先染めされた繊維層を3層以上重ね、縮充処理されていることを特徴とする。
上記繊維層は、先染めされた繊維を混合しラップ状態にされたものである。
【0008】
第3の発明に係るフェルトは、第2の発明において、上記重ねられる繊維層は、5層以上であることを特徴とする。
この場合には、色の変化やグラデーションが出しやすくなる。
【発明の効果】
【0009】
本発明は、予め互いに異なる色に染められた繊維を3種類以上、積み重ねてフェルトを製造することにより、従来のような後染め加工せずに色のあるフェルトを得るものである。
本発明のフェルトは、その断面が多色層から構成されるので、従来にない色の変化があるフェルトを得ることができる。また、本発明のフェルトは、カーペット、建材、壁材、コースター、花びん敷き、クッション、タペストリー、ラグ、パーティション、玩具、アクセサリ等の各種製品に利用できる。また、本発明のフェルトは、断面の色彩を生かすものであるから、製造されたフェルトの端部は、必ずしも直角に切断して直線状にする必要はなく、製造の際の端部処理時に生じる切断された部分(耳)の廃棄処理される量が格段に減少する。さらに耳の部分もデザイン製品として活用することが可能となる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態を説明する。
先ず、発明をわかりやすく説明するために、最も簡単な例で説明する。図1に示すように、予め互いに色が異なるように染色された繊維a,b,c(目付けの値2130g/m3〜2233g/m3、繊維の太さ60/64(24ミクロン))について、所定のラップ状態にした大きさのものA,B,Cを用意する。なお、ラップ状態のものは、繊維を集め、軽くシート状にしたものなので、表面は平らではないが、図1ではモデル的に平面として描かれている。
上記A、B、Cは、それぞれが同じ繊維(例えば、羊毛繊維、羊毛とレーヨンとの混紡)である必要性はなく、縮充がしやすい繊維であればよく、また、互いに色が異なればよい。色の相違の程度は、異なる色ばかりでなく、同色でも色相の程度がことなればよい(例えば、薄い色の赤色と、濃い色の赤色のようにグラデーションが異なればよい)。
【0011】
上記A、B、Cは、それぞれラップとして作成後、ローラに巻き取られ、各ローラからラップを順に、縮充機のハーダー盤の上に供給し、縮充が行われる。
【0012】
縮充後、A、B、Cの隣り合った各層は、縮充による圧力のために互いに繊維が絡み合う。そして、図3にみるように、多色層フェルトの断面は、A、B、Cそれぞれを構成する繊維の色が現れる。表面は、A、B単体の色または混合色、及びB、Cの混合色となる。
また、ラップを作成の際に、平面状に異なる色の先染めされた繊維をキルト状に配置させておけば、縮充後の表面の色は、各種の色がキルト状に現れた多色が分布したフェルトを得ることができる。
色の現れ方は、縮充処理の際の圧力、偏芯の度合い、もみ時間等により異なるが、これらの量が大きいほど、A、B、C各層の3色の混じり度合いが大きくなる。
【0013】
上記説明は、3層にラップを重ねた例であるが、図4のようにA、B、・・・、Lの12層のラップを互いに色が異なるようにして重ね、前記と同様に縮充すると、完成後の多色層フェルトの断面は、3層の場合に比べて、さらに複雑な色模様を有するものが得られる。この場合には、各ラップの色や縮充の条件により、12色の隣り合う各層が交じり合った色が断面に、明らかに表れるようにすることも可能であるが、特に、各層の先染めされたラップの色のグラデーションを考慮した場合には、断面の色彩模様は必ずしも12層にはならず、隣り合うラップの異なる色が混じりあって、全体として12色より少ない色からなる層状の模様が乱れて現れる(図5)。また、できあがったフェルトの硬さは、縮充の条件を変更することにより調整でき、例えば、感触がフワフワのものから、硬く感じるものまで、異なるものが可能である。
重ねられるラップの層数は、発明者の実験では、3層(すなわち3色)から48層(すなわち48色)までできたが、ラップの厚みや縮充の条件を変えることにより、さらに層数の増加は可能である。
【0014】
実施例を説明する。使用した材料は、羊毛100パーセントである。重ねる順にいえば、各3層からなるショコラ色のラップの間に、順に各2層のラップからなるイエロー、オレンジ、グリーン、濃グレー、生成り、ブルー、イエロー、オレンジ、グリーン、ブルー、生成りの計7色13層からなるラップ層を重ねて縮充した。この重ねられたラップは、厚さ約30mm、大きさ約1900mm四方とし、縮充圧力(エキセン、すなわち回転軸の偏芯幅)を9、もみ時間9分、熱盤温度40℃〜45℃で、水と蒸気を供給しながら縮充する。縮充後、ラップの厚さは、7.4〜8.5mmの厚さになった。
【0015】
次に、上記のように作成した多色層フェルトを、加工する例を説明する。
図6は、多色層フェルトを加工した例を示す図であって、その断面図を示す。図6(a)は、7層(7色)のラップA,B,・・・、Gを重ねて縮充処理したものからなる多色層フェルトの表面を、半球状にえぐって凹部11を作ったものである。図6(b)に示すように、凹部11は、図6(a)の上部矢印方向から見た図であって、側面にラップA、B、C、・・・、Gの各層が色彩模様となって現れ、上部から凹部11を見た場合には、C、D、E、F、Gの各色からなる色彩模様が現れる。わかりやすくするために図では、略リング状に描いてあるが、縮充の条件や、ラップの配色、ラップの厚さにより、実際に見える模様は自由に変えられる。また、多色層フェルト面に上記凹部11を複数個設けることにより、あるいは大きさや凹部の深さを変えて設けることにより、変化のある色彩模様が得られる。これは、例えばクッションや壁材として利用可能である。
【0016】
他の加工例では、図7(a)に示すように、作成した多色層フェルトを球状に切削加工して隆起部12を作成してもよく、その場合には図7(b)のように上部から略リング状の大小の模様を見ることができる。上記球状の隆起部12の大小も自由にできる。なお、平面上の多色層フェルトの表面を切削して、表面に大きさをかえた隆起部、あるいは同形状の隆起部を設けてもよい。これらは、例えば、敷物や壁材、クッション、インテリア、雑貨等に利用可能である。
【0017】
上記加工例を示したが、これら凹部や隆起部を組み合わせて加工することも可能である。
端部のみを斜面上に切削し、表面を加工しない多色層フェルトは、端部がゆるやかであるので、つまづきにくく、この場合には特に敷物としても有効である。
【0018】
多色層フェルトの材料としては、羊毛、カシミア、絹、麻などの天然繊維、ポリエステル、レーヨン等の化学繊維を生成りあるいは先染めしたものを単独で、あるいは混合し、色の異なるラップを複数枚用意する。これをラップ状にしてローラーに巻き取っておく。縮充工程で上記各ラップのローラーから1枚ずつ引き出し、所望枚数分重ねて、縮充処理する。(この工程は、従来の縮充処理工程と同様である)
【0019】
本発明では、原料の色の配合(同色でもグラデーションを変えることにより何色も可能である)により、多彩な色彩模様が得られる。
なお、上記では縮充することにより多色層フェルトを作成したが、ニードルパンチ工程を利用して、上記ラップ層を積み重ねたものに対して、ニードルパンチ用の針で突き刺すことにより、繊維層を絡め、多色層フェルトとすることも可能である。
【図面の簡単な説明】
【0020】
【図1】3層のラップを重ねて多色層フェルトを得る原理的説明図を示す図である。
【図2】縮充して得られた3層からなる多色層フェルトの拡大図である。
【図3】図2のX方向から見た図である。
【図4】色の異なる12色のラップ層を模式的に示す図である。
【図5】12層のラップから得られた多色層フェルトの断面を模式的に示す図である。
【図6】多色層フェルトの表面を半球状にえぐって凹部を作成し、見られる多色層を示す図である。
【図7】多色層フェルトから隆起部を作成し、その場合に見られる多色層を模式的に示す図である。
【符号の説明】
【0021】
A、B、C、・・・、L ラップ
【特許請求の範囲】
【請求項1】
断面が、複数色からなる多色層フェルト。
【請求項2】
異なる色からなる先染めされた繊維層を3層以上重ね、縮充処理されていることを特徴とする多色層フェルト。
【請求項3】
上記重ねられる繊維層は、5層以上であることを特徴とする請求項2記載の多色層フェルト。
【請求項1】
断面が、複数色からなる多色層フェルト。
【請求項2】
異なる色からなる先染めされた繊維層を3層以上重ね、縮充処理されていることを特徴とする多色層フェルト。
【請求項3】
上記重ねられる繊維層は、5層以上であることを特徴とする請求項2記載の多色層フェルト。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−277749(P2007−277749A)
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願番号】特願2006−104442(P2006−104442)
【出願日】平成18年4月5日(2006.4.5)
【出願人】(504139798)
【Fターム(参考)】
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願日】平成18年4月5日(2006.4.5)
【出願人】(504139798)
【Fターム(参考)】
[ Back to top ]