
多色靴下編成方法
【課題】靴下の任意の多色模様を形成できる多色靴下編成方法を提供する。
【解決手段】a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築する。b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の色糸を対応配置させる。c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成する。これにより、任意の多色模様を形成でき、各編成セット内のキャリアは同列色糸変換により、20から46色からなる靴下を編成できる。
【解決手段】a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築する。b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の色糸を対応配置させる。c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成する。これにより、任意の多色模様を形成でき、各編成セット内のキャリアは同列色糸変換により、20から46色からなる靴下を編成できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一種の多色靴下編成方法に係り、靴下の任意の多色模様を形成でき、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の操作を採用し、9〜11色の模様を編成でき、各編成セット内のキャリアは同列色糸変換可能な操作で、全体の靴下で、20から46色の模様を編成でき、靴下の外観を良くし、多色の応用を達成する方法に関する。
【背景技術】
【0002】
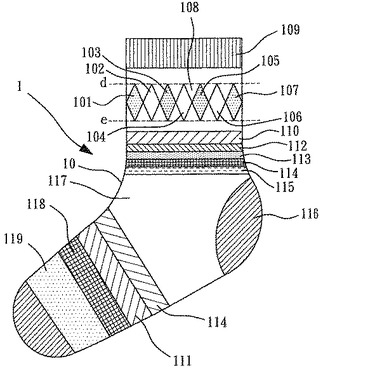
模様画像1に示されるは、現在一般に見られる靴下1の本体10の模様が色101、102、103、104、105、106、107、108、109、110、111、112、113、114、115、116、117、118、119を使用した実施例表示図である。そのうち、編成模様に用いることができる色は最多で19種類しかなく、本体10を一周編成する過程で、ジャガード編み機の各編成セット内のキャリアに同列色糸不変換の作業条件を採用すると、最多で8色の色101、102、103、104、105、106、107、108しか達成できず(図1中、点線dとeの間に示すとおり)、各編成セット内のキャリアに、同列色糸変換可能な作業条件を採用すると、靴下全体でも、たった1から19色の色101、102、103、104、105、106、107、108、109、110、111、112、113、114、115、116、117、118、119しか可能でない。これにより、いくらか高い付加価値を有する多色模様をもたせるには、印刷方式を採用して、多色模様を靴下上に実現している。しかし、靴下はニット製品であるため、相当に弾性と伸縮性を有し、靴下表面に印刷された染料はそれに対応して弾性伸縮できず、ゆえに、靴下を伸ばして履く時、全体模様の外観に伸びと変形が発生する。以上の理由から、周知の靴下は色の使用上、上述の色の制限を越えることができず、そのため靴下の付加価値を高めることができないほか、ファッションに合わせて靴下を多元に組合せることができない。
【発明の概要】
【発明が解決しようとする課題】
【0003】
前述の欠点を克服するため、本発明者は研究開発を進め、一種の多色靴下編成方法を発明した。すなわち、本発明の目的は、外観がよく、靴下の任意の多色模様を形成できる多色靴下編成方法を提供することにあり、それは、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の操作を採用し、9〜11色からなる靴下を編成でき、各編成セット内のキャリアは同列色糸変換可能な操作で、全体の靴下で、20から46色からなる靴下を編成でき、靴下の外観を良くし、多色の応用を達成するものとする。
【課題を解決するための手段】
【0004】
上述の本発明の目的を達成するため、本発明の方法は、
a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築する、
b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の色糸を対応配置させる、
c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成する、
以上のステップを包含する。
【0005】
上述の本発明のcのステップにおいて、該糸掛け命令は、各編成セット内のキャリアを同列色糸不変換とする操作で、
これにより、靴下の任意の多色模様を形成でき、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の操作を採用し、9〜11種類の色糸を編成できる。
【0006】
上述の本発明のcのステップにおいて、該糸掛け命令は、各編成セット内のキャリアを同列色糸変換可能な作業条件下で、靴下全体で、20から46種類の色糸を編成できる。
【発明の効果】
【0007】
本発明は一種の多色靴下編成方法を提供し、それは、靴下の任意の多色模様を形成でき、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の作業条件を採用し、9〜11色の模様を編成でき、各編成セット内のキャリアは同列色糸変換可能な作業条件下で、全体の靴下で、20から46色の模様を編成でき、靴下の外観を良くし、多色の応用を達成することができる。
【図面の簡単な説明】
【0008】
【図1】周知の靴下の色使い表示図である。
【図2】本発明による靴下の色使い表示図である。
【図3】本発明の編成方法のフローチャートである。
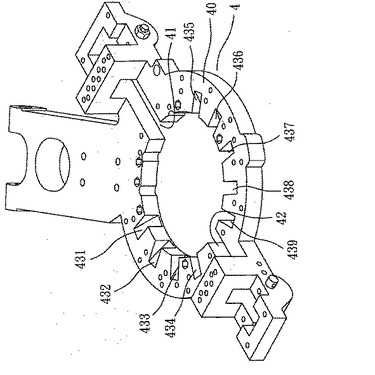
【図4】本発明の給糸盤表示図である。
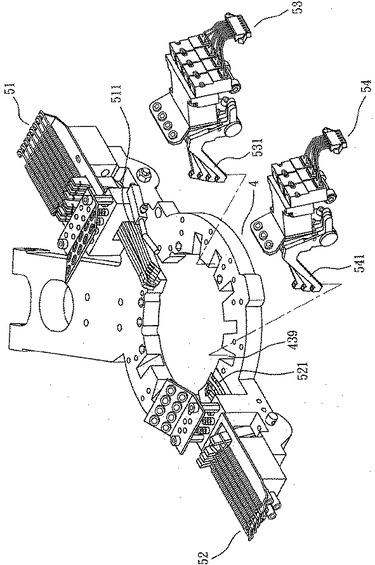
【図5】本発明の給糸盤に配置された編成セット表示図である。
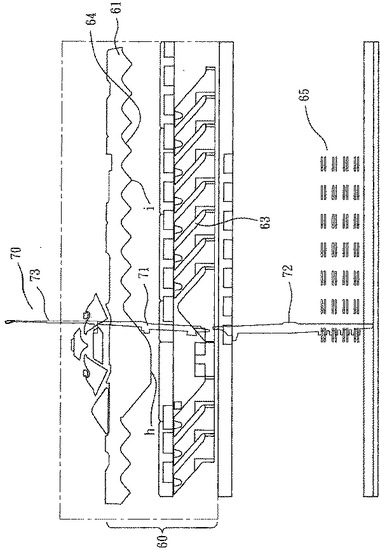
【図6】本発明の糸掛け命ジャガード動作表示図である。
【発明を実施するための形態】
【0009】
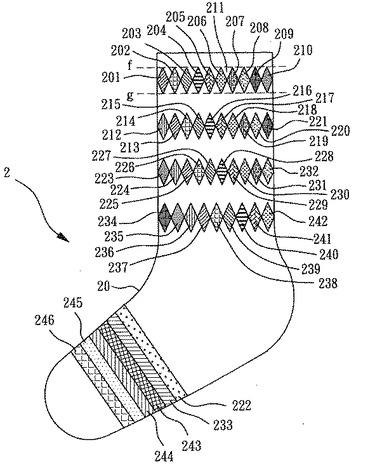
図2には、本発明の方法3により完成した多色靴下2の実施例が示される。そのうち、該靴下2の本体20上の色201、202、203、204、205、206、207、208、209、210、211、212、213、214、215、216、217、218、219、220、221、222、223、224、225、226、227、228、229、230、231、232、233、234、235、236、237、238、239、240、241、242、243、244、245、246の編成に、46種類の色糸が使用され、本体20を一周編成するのに、図2中の点線f、g間に示されるように、最多で9から11種類の色201、202、203、204、205、206、207、208、209、210、211を編成でき、それは周知の技術の最大の色数と大きな違いがある。すなわち、周知の技術は最多で全体の靴下で19種類の色しか使用することができず、一周編成するのに僅か8種類の色の編成しか行えない。
【0010】
これに対して、本発明は各種の異なる模様及び色選択の要求に応じて、最多で46種類の色の編成が行える。このような靴下2の編成を達成するため、本発明の編成方法3は少なくとも以下のaからcのステップを包含する(図3のとおり)。
【0011】
a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築する(ステップ31):
ジャガード編み機はその主制御コンピュータが靴下2のパターンの色201、202、203、204、205、206、207、208、209、210、211、212、213、214、215、216、217、218、219、220、221、222、223、224、225、226、227、228、229、230、231、232、233、234、235、236、237、238、239、240、241、242、243、244、245、246の位置により分色配列を行ない、各色が各キャリアに対応する前後順序を分配し、並びにその前後順序により糸掛け命令を入力して織り針の上下の糸掛け順序を制御する。
【0012】
b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の色糸を対応配置させる(ステップ32):靴下2のパターンの色により、ジャガード色糸の色と、使用する全部の色の総数(パターンが使用する色の総計)を選択し、並びに色糸を対応した糸フレーム上に装着してジャガード編み機の給糸口サポートフレームディスク4におけるキャリア511、521、531、541の編成の糸掛けに提供する。
図4、5に示されるように、ジャガード編み機の給糸口サポートフレームディスク4はそのディスク本体40に第1主口41、第2主口42、第1ジャガード口431、第2ジャガード口432、第3ジャガード口433、第4ジャガード口434、第5ジャガード口435、第6ジャガード口436、第7ジャガード口437、第8ジャガード口438、第9ジャガード口439が設けられている。そのうち、該第1主口41は第1主編成セット51に対応するように取り付けられ、該第2主口42は第2主編成セット52に対応するように取り付けられる(図5)。該第1から第8ジャガード口431、432、433、434、435、436、437、438にそれぞれ第1副編成セット53が取り付けられ、第9ジャガード口439に第2副編成セット54が取り付けられている。本明細書中、いわゆる給糸口サポートフレームディスク4上の各編成セットは、第1主編成セット51、第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54を総称したものであり、且つ該第1主編成セット51には8個のキャリア511が設けられ、且つそのうちの6個のキャリア511は6種類の色糸を配置するのに用いられ、該第2主編成セット52には5個のキャリア521が設けられて5種類の色糸を配置するのに用いられ、8個の第1副編成セット53には4個のキャリア531が設けられて、4種類の色糸を配置するのに用いられる。このほか、第9ジャガード口439に配置された第2副編成セット54には、その収容する空間が不足しているため、ただ三つのキャリア541が配置され、3種類の色糸が配置される。すなわち、第1副編成セット53に4個のキャリア531を設置でき、第2副編成セット54に3個のキャリア541を設置でき、各キャリア531、541に一種類の色糸を配置でき、給糸口サポートフレームディスク4の全ての編成セット(すなわち一つの第1主編成セット51、一つの第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54)が合計で、最多で46種類もの異なる色の色糸を配置してジャガード編み機の編成時に給糸できる。
【0013】
c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下20を完成する(ステップ33):
このcのステップにおいて、ジャガード編み機の主制御コンピュータは各キャリア511、521、531、541を制御して糸掛け命令を実行し、ジャガード編み機を作動させて最高で46色の靴下2の本体20の編成を達成する。
上述の本発明のステップ33(すなわちcのステップ)において、該糸掛け命令は各編成セット(第1主編成セット51、一つの第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54を指す)内のキャリア511、521、531、541に関して、同列色糸不変換の操作を採用し、すなわち、本体20を一周編成するのに最多で9から11種類の色を使用できる(すなわち第1主編成セット51、一つの第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54は、それぞれキャリア511、521、531、541が同列色糸不変換の操作で、それぞれ一回で合計11種類の色の糸を編成でき、周知の最多で8種類の色の編成に較べると、本発明は8種類を越える色を使用でき、すなわち、同列色糸不変換の操作で、8種類を越える色、すなわち、9から11種類の色の編成を達成する)。
【0014】
上述の本発明のステップ33において、該糸掛け命令は、各編成セット(すなわち第1主編成セット51、第2主編成セット52、第1副編成セット53及び第2副編成セット54)内のキャリア511、521、531、541に、同列色糸変換可能な作業条件を採用することで、全体の靴下本体20で、最多で20から46種類の色糸(周知の技術では最多でも19種類の色糸しか使用できない)で編成でき、すなわち、該第1主編成セット51は6本のキャリア511を有し、第2主編成セット52は5本のキャリア521を有しており、合計で11種類の色糸を使用でき、さらに、8個の第1副編成セット53はそれぞれが4本のキャリア531を有し、すなわち32種類の色糸を使用でき、一つの第2副編成セット54は3本のキャリア541を有して3種類の色糸を使用でき、これにより、全部で合計46種類の色糸を、糸掛け編成動作に供することができる。
【0015】
図6に示されるようにジャガード針板セット70のジャガード板72を押動して、てこの原理により中板71をカム型60上で上げカム63に沿って上昇させ、並びに編針73を押し引きして編成セットに対してジャガード動作を行なわせ、下げカム61の案内を利用し、該ジャガード針板セット70の中板71を加工させて、案内面64の最低点i位置まで至らしめ、すなわちちょうどもう一つの中板71を案内面64の最低点hの位置に至らせ、同時に針引き動作を行う。これにより、9個のジャガード口431、432、433、434、435、436、437、438、439に、第1主口41、第2主口42が加わり、これにより本発明の各一つの編成セット(すなわち第1主編成セット51、第2主編成セット52、第1副編成セット53及び第2副編成セット54)は同列色糸不変換の操作で、一周編成するのに9から11種類の色糸を使用でき、全体の靴下本体20では、同列色糸変換可能な操作で、20から46種類の色糸を使用できる。
【0016】
上述の本発明の編成方法3は、その最大の特色が、一つの靴下で1から19種類の色糸を使用することしかできないという周知の技術の問題を突破し、一周の編成で同列色糸不変換であり、わずかに8種類の色糸しか使用できないという技術上のネックを突破したことにある。すなわち、本発明の方法3は、全体の靴下2で46種類の色糸を使用でき、一周編成中に同列色糸不変換の操作で、9から11種類の色糸を使用した靴下を製造できる。しかし、これは本発明の方法が1から19種類の色糸を使用した靴下を製造できないということを意味するのではなく、厳格に言うと、本発明の方法は、1から46種類の色糸を使用した靴下を製造でき、全体の靴下で、同列色糸変換可能な操作では、1から46種類の色糸を使用できる。しかし、本発明を周知の技術と明確に区別して、明確に本発明の方法を規定するのは、全体の靴下で最多で46種類の色糸を使用できるということであり、一周編成するのに同列色糸不変換の操作を採用すると、9から11種類の色糸を使用でき、以上が本発明の技術特徴である。
【0017】
総合すると、本発明の編成方法により、全体の靴下で最多で46種類の色糸を使用でき、一周編成するのに同列色糸不変換の操作を採用すると、9から11種類の色の靴下を編成でき、これにより、多色靴下をより多色とし、その外観をよくすることができる。
【0018】
上記の本発明名称と内容は、本発明技術内容の説明に用いたのみで、本発明を限定するものではない。本発明の精神に基づく等価応用或いは部品(構造)の転換、置換、数量の増減はすべて、本発明の保護範囲に含むものとする。
【符号の説明】
【0019】
1 靴下
10 本体
101、102、103、104、105、106、107、108、109、110、111、112、113、114、115、116、117、118、119 色
2 靴下
20 本体
201、202、203、204、205、206、207、208、209、210、211、212、213、214、215、216、217、218、219、220、221、222、223、224、225、226、227、228、229、230、231、232、233、234、235、236、237、238、239、240、241、242、243、244、245、246 色
3 方法
31、32、33、34 ステップ
4 給糸口サポートフレームディスク
40 ディスク本体
41 第1主口
42 第2主口
431 第1ジャガード口
432 第2ジャガード口
433 第3ジャガード口
434 第4ジャガード口
435 第5ジャガード口
436 第6ジャガード口
437 第7ジャガード口
438 第8ジャガード口
439 第9ジャガード口
51 第1主編成セット
52 第2主編成セット
53 第1副編成セット
54 第2副編成セット
511、521、531、541 キャリア
60 カム型
61 下げカム
63 上げカム
64 案内面
65 針選択器
70 ジャガード針板セット
71 中板
72 ジャガード板
73 編針
h、i 最低点
d、e、f、g 点線
【技術分野】
【0001】
本発明は一種の多色靴下編成方法に係り、靴下の任意の多色模様を形成でき、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の操作を採用し、9〜11色の模様を編成でき、各編成セット内のキャリアは同列色糸変換可能な操作で、全体の靴下で、20から46色の模様を編成でき、靴下の外観を良くし、多色の応用を達成する方法に関する。
【背景技術】
【0002】
模様画像1に示されるは、現在一般に見られる靴下1の本体10の模様が色101、102、103、104、105、106、107、108、109、110、111、112、113、114、115、116、117、118、119を使用した実施例表示図である。そのうち、編成模様に用いることができる色は最多で19種類しかなく、本体10を一周編成する過程で、ジャガード編み機の各編成セット内のキャリアに同列色糸不変換の作業条件を採用すると、最多で8色の色101、102、103、104、105、106、107、108しか達成できず(図1中、点線dとeの間に示すとおり)、各編成セット内のキャリアに、同列色糸変換可能な作業条件を採用すると、靴下全体でも、たった1から19色の色101、102、103、104、105、106、107、108、109、110、111、112、113、114、115、116、117、118、119しか可能でない。これにより、いくらか高い付加価値を有する多色模様をもたせるには、印刷方式を採用して、多色模様を靴下上に実現している。しかし、靴下はニット製品であるため、相当に弾性と伸縮性を有し、靴下表面に印刷された染料はそれに対応して弾性伸縮できず、ゆえに、靴下を伸ばして履く時、全体模様の外観に伸びと変形が発生する。以上の理由から、周知の靴下は色の使用上、上述の色の制限を越えることができず、そのため靴下の付加価値を高めることができないほか、ファッションに合わせて靴下を多元に組合せることができない。
【発明の概要】
【発明が解決しようとする課題】
【0003】
前述の欠点を克服するため、本発明者は研究開発を進め、一種の多色靴下編成方法を発明した。すなわち、本発明の目的は、外観がよく、靴下の任意の多色模様を形成できる多色靴下編成方法を提供することにあり、それは、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の操作を採用し、9〜11色からなる靴下を編成でき、各編成セット内のキャリアは同列色糸変換可能な操作で、全体の靴下で、20から46色からなる靴下を編成でき、靴下の外観を良くし、多色の応用を達成するものとする。
【課題を解決するための手段】
【0004】
上述の本発明の目的を達成するため、本発明の方法は、
a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築する、
b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の色糸を対応配置させる、
c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成する、
以上のステップを包含する。
【0005】
上述の本発明のcのステップにおいて、該糸掛け命令は、各編成セット内のキャリアを同列色糸不変換とする操作で、
これにより、靴下の任意の多色模様を形成でき、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の操作を採用し、9〜11種類の色糸を編成できる。
【0006】
上述の本発明のcのステップにおいて、該糸掛け命令は、各編成セット内のキャリアを同列色糸変換可能な作業条件下で、靴下全体で、20から46種類の色糸を編成できる。
【発明の効果】
【0007】
本発明は一種の多色靴下編成方法を提供し、それは、靴下の任意の多色模様を形成でき、靴下を一周編成するのに、各編成セット内のキャリアに同列色糸不変換の作業条件を採用し、9〜11色の模様を編成でき、各編成セット内のキャリアは同列色糸変換可能な作業条件下で、全体の靴下で、20から46色の模様を編成でき、靴下の外観を良くし、多色の応用を達成することができる。
【図面の簡単な説明】
【0008】
【図1】周知の靴下の色使い表示図である。
【図2】本発明による靴下の色使い表示図である。
【図3】本発明の編成方法のフローチャートである。
【図4】本発明の給糸盤表示図である。
【図5】本発明の給糸盤に配置された編成セット表示図である。
【図6】本発明の糸掛け命ジャガード動作表示図である。
【発明を実施するための形態】
【0009】
図2には、本発明の方法3により完成した多色靴下2の実施例が示される。そのうち、該靴下2の本体20上の色201、202、203、204、205、206、207、208、209、210、211、212、213、214、215、216、217、218、219、220、221、222、223、224、225、226、227、228、229、230、231、232、233、234、235、236、237、238、239、240、241、242、243、244、245、246の編成に、46種類の色糸が使用され、本体20を一周編成するのに、図2中の点線f、g間に示されるように、最多で9から11種類の色201、202、203、204、205、206、207、208、209、210、211を編成でき、それは周知の技術の最大の色数と大きな違いがある。すなわち、周知の技術は最多で全体の靴下で19種類の色しか使用することができず、一周編成するのに僅か8種類の色の編成しか行えない。
【0010】
これに対して、本発明は各種の異なる模様及び色選択の要求に応じて、最多で46種類の色の編成が行える。このような靴下2の編成を達成するため、本発明の編成方法3は少なくとも以下のaからcのステップを包含する(図3のとおり)。
【0011】
a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築する(ステップ31):
ジャガード編み機はその主制御コンピュータが靴下2のパターンの色201、202、203、204、205、206、207、208、209、210、211、212、213、214、215、216、217、218、219、220、221、222、223、224、225、226、227、228、229、230、231、232、233、234、235、236、237、238、239、240、241、242、243、244、245、246の位置により分色配列を行ない、各色が各キャリアに対応する前後順序を分配し、並びにその前後順序により糸掛け命令を入力して織り針の上下の糸掛け順序を制御する。
【0012】
b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の色糸を対応配置させる(ステップ32):靴下2のパターンの色により、ジャガード色糸の色と、使用する全部の色の総数(パターンが使用する色の総計)を選択し、並びに色糸を対応した糸フレーム上に装着してジャガード編み機の給糸口サポートフレームディスク4におけるキャリア511、521、531、541の編成の糸掛けに提供する。
図4、5に示されるように、ジャガード編み機の給糸口サポートフレームディスク4はそのディスク本体40に第1主口41、第2主口42、第1ジャガード口431、第2ジャガード口432、第3ジャガード口433、第4ジャガード口434、第5ジャガード口435、第6ジャガード口436、第7ジャガード口437、第8ジャガード口438、第9ジャガード口439が設けられている。そのうち、該第1主口41は第1主編成セット51に対応するように取り付けられ、該第2主口42は第2主編成セット52に対応するように取り付けられる(図5)。該第1から第8ジャガード口431、432、433、434、435、436、437、438にそれぞれ第1副編成セット53が取り付けられ、第9ジャガード口439に第2副編成セット54が取り付けられている。本明細書中、いわゆる給糸口サポートフレームディスク4上の各編成セットは、第1主編成セット51、第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54を総称したものであり、且つ該第1主編成セット51には8個のキャリア511が設けられ、且つそのうちの6個のキャリア511は6種類の色糸を配置するのに用いられ、該第2主編成セット52には5個のキャリア521が設けられて5種類の色糸を配置するのに用いられ、8個の第1副編成セット53には4個のキャリア531が設けられて、4種類の色糸を配置するのに用いられる。このほか、第9ジャガード口439に配置された第2副編成セット54には、その収容する空間が不足しているため、ただ三つのキャリア541が配置され、3種類の色糸が配置される。すなわち、第1副編成セット53に4個のキャリア531を設置でき、第2副編成セット54に3個のキャリア541を設置でき、各キャリア531、541に一種類の色糸を配置でき、給糸口サポートフレームディスク4の全ての編成セット(すなわち一つの第1主編成セット51、一つの第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54)が合計で、最多で46種類もの異なる色の色糸を配置してジャガード編み機の編成時に給糸できる。
【0013】
c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下20を完成する(ステップ33):
このcのステップにおいて、ジャガード編み機の主制御コンピュータは各キャリア511、521、531、541を制御して糸掛け命令を実行し、ジャガード編み機を作動させて最高で46色の靴下2の本体20の編成を達成する。
上述の本発明のステップ33(すなわちcのステップ)において、該糸掛け命令は各編成セット(第1主編成セット51、一つの第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54を指す)内のキャリア511、521、531、541に関して、同列色糸不変換の操作を採用し、すなわち、本体20を一周編成するのに最多で9から11種類の色を使用できる(すなわち第1主編成セット51、一つの第2主編成セット52、8個の第1副編成セット53及び一つの第2副編成セット54は、それぞれキャリア511、521、531、541が同列色糸不変換の操作で、それぞれ一回で合計11種類の色の糸を編成でき、周知の最多で8種類の色の編成に較べると、本発明は8種類を越える色を使用でき、すなわち、同列色糸不変換の操作で、8種類を越える色、すなわち、9から11種類の色の編成を達成する)。
【0014】
上述の本発明のステップ33において、該糸掛け命令は、各編成セット(すなわち第1主編成セット51、第2主編成セット52、第1副編成セット53及び第2副編成セット54)内のキャリア511、521、531、541に、同列色糸変換可能な作業条件を採用することで、全体の靴下本体20で、最多で20から46種類の色糸(周知の技術では最多でも19種類の色糸しか使用できない)で編成でき、すなわち、該第1主編成セット51は6本のキャリア511を有し、第2主編成セット52は5本のキャリア521を有しており、合計で11種類の色糸を使用でき、さらに、8個の第1副編成セット53はそれぞれが4本のキャリア531を有し、すなわち32種類の色糸を使用でき、一つの第2副編成セット54は3本のキャリア541を有して3種類の色糸を使用でき、これにより、全部で合計46種類の色糸を、糸掛け編成動作に供することができる。
【0015】
図6に示されるようにジャガード針板セット70のジャガード板72を押動して、てこの原理により中板71をカム型60上で上げカム63に沿って上昇させ、並びに編針73を押し引きして編成セットに対してジャガード動作を行なわせ、下げカム61の案内を利用し、該ジャガード針板セット70の中板71を加工させて、案内面64の最低点i位置まで至らしめ、すなわちちょうどもう一つの中板71を案内面64の最低点hの位置に至らせ、同時に針引き動作を行う。これにより、9個のジャガード口431、432、433、434、435、436、437、438、439に、第1主口41、第2主口42が加わり、これにより本発明の各一つの編成セット(すなわち第1主編成セット51、第2主編成セット52、第1副編成セット53及び第2副編成セット54)は同列色糸不変換の操作で、一周編成するのに9から11種類の色糸を使用でき、全体の靴下本体20では、同列色糸変換可能な操作で、20から46種類の色糸を使用できる。
【0016】
上述の本発明の編成方法3は、その最大の特色が、一つの靴下で1から19種類の色糸を使用することしかできないという周知の技術の問題を突破し、一周の編成で同列色糸不変換であり、わずかに8種類の色糸しか使用できないという技術上のネックを突破したことにある。すなわち、本発明の方法3は、全体の靴下2で46種類の色糸を使用でき、一周編成中に同列色糸不変換の操作で、9から11種類の色糸を使用した靴下を製造できる。しかし、これは本発明の方法が1から19種類の色糸を使用した靴下を製造できないということを意味するのではなく、厳格に言うと、本発明の方法は、1から46種類の色糸を使用した靴下を製造でき、全体の靴下で、同列色糸変換可能な操作では、1から46種類の色糸を使用できる。しかし、本発明を周知の技術と明確に区別して、明確に本発明の方法を規定するのは、全体の靴下で最多で46種類の色糸を使用できるということであり、一周編成するのに同列色糸不変換の操作を採用すると、9から11種類の色糸を使用でき、以上が本発明の技術特徴である。
【0017】
総合すると、本発明の編成方法により、全体の靴下で最多で46種類の色糸を使用でき、一周編成するのに同列色糸不変換の操作を採用すると、9から11種類の色の靴下を編成でき、これにより、多色靴下をより多色とし、その外観をよくすることができる。
【0018】
上記の本発明名称と内容は、本発明技術内容の説明に用いたのみで、本発明を限定するものではない。本発明の精神に基づく等価応用或いは部品(構造)の転換、置換、数量の増減はすべて、本発明の保護範囲に含むものとする。
【符号の説明】
【0019】
1 靴下
10 本体
101、102、103、104、105、106、107、108、109、110、111、112、113、114、115、116、117、118、119 色
2 靴下
20 本体
201、202、203、204、205、206、207、208、209、210、211、212、213、214、215、216、217、218、219、220、221、222、223、224、225、226、227、228、229、230、231、232、233、234、235、236、237、238、239、240、241、242、243、244、245、246 色
3 方法
31、32、33、34 ステップ
4 給糸口サポートフレームディスク
40 ディスク本体
41 第1主口
42 第2主口
431 第1ジャガード口
432 第2ジャガード口
433 第3ジャガード口
434 第4ジャガード口
435 第5ジャガード口
436 第6ジャガード口
437 第7ジャガード口
438 第8ジャガード口
439 第9ジャガード口
51 第1主編成セット
52 第2主編成セット
53 第1副編成セット
54 第2副編成セット
511、521、531、541 キャリア
60 カム型
61 下げカム
63 上げカム
64 案内面
65 針選択器
70 ジャガード針板セット
71 中板
72 ジャガード板
73 編針
h、i 最低点
d、e、f、g 点線
【特許請求の範囲】
【請求項1】
多色靴下編成方法において、
a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築するステップ、
b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の糸を配置させるステップ、
c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成するステップ、
以上のステップを包含することを特徴とする、多色靴下編成方法。
【請求項2】
請求項1記載の多色靴下編成方法において、該編成セット中の第1主編成セットに8個のキャリアが設けられ、該8個のキャリア中、6個のキャリアにそれぞれ一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項3】
請求項1記載の多色靴下編成方法において、該編成セット中の第2主編成セットに5個のキャリアが設けられ、該5個のキャリアに一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項4】
請求項1記載の多色靴下編成方法において、該編成セット中の第1副編成セットに4個のキャリアが設けられ、該4個のキャリアにそれぞれ一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項5】
請求項1記載の多色靴下編成方法において、該編成セット中の第2副編成セットに3個のキャリアが設けられ、該3個のキャリアにそれぞれ一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項6】
請求項1記載の多色靴下編成方法において、該ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成するステップにおいて、該糸掛け命令は各編成セットのキャリアに同列色糸不変換の操作を採用して、靴下を一周編成するのに最多で9から11種類の色糸を使用することを特徴とする、多色靴下編成方法。
【請求項7】
請求項1記載の多色靴下編成方法において、各編成セットのキャリアは同列色糸変換可能な操作で、全体の靴下で最多で20から46種類の色糸を使用することを特徴とする、多色靴下編成方法。
【請求項1】
多色靴下編成方法において、
a.靴下の配色により、ジャガード編み機の主制御コンピュータで分色処理を行ない並びに糸掛け命令を構築するステップ、
b.ジャガード色糸の色と色糸の総数を選択し、色糸を糸フレーム上に装着し、ジャガード編み機の給糸口サポートフレームディスクの全ての編成セットに全部で最多で46種類異なる色の糸を配置させるステップ、
c.ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成するステップ、
以上のステップを包含することを特徴とする、多色靴下編成方法。
【請求項2】
請求項1記載の多色靴下編成方法において、該編成セット中の第1主編成セットに8個のキャリアが設けられ、該8個のキャリア中、6個のキャリアにそれぞれ一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項3】
請求項1記載の多色靴下編成方法において、該編成セット中の第2主編成セットに5個のキャリアが設けられ、該5個のキャリアに一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項4】
請求項1記載の多色靴下編成方法において、該編成セット中の第1副編成セットに4個のキャリアが設けられ、該4個のキャリアにそれぞれ一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項5】
請求項1記載の多色靴下編成方法において、該編成セット中の第2副編成セットに3個のキャリアが設けられ、該3個のキャリアにそれぞれ一種類の色の糸が配置されることを特徴とする、多色靴下編成方法。
【請求項6】
請求項1記載の多色靴下編成方法において、該ジャガード編み機の主制御コンピュータが糸掛け命令の順序により、キャリアを制御して編成動作を制御して靴下を完成するステップにおいて、該糸掛け命令は各編成セットのキャリアに同列色糸不変換の操作を採用して、靴下を一周編成するのに最多で9から11種類の色糸を使用することを特徴とする、多色靴下編成方法。
【請求項7】
請求項1記載の多色靴下編成方法において、各編成セットのキャリアは同列色糸変換可能な操作で、全体の靴下で最多で20から46種類の色糸を使用することを特徴とする、多色靴下編成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−231426(P2011−231426A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−101617(P2010−101617)
【出願日】平成22年4月27日(2010.4.27)
【出願人】(510117849)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月27日(2010.4.27)
【出願人】(510117849)
【Fターム(参考)】
[ Back to top ]