
多軸積層強化繊維シート作製方法、長尺の傾斜強化繊維シート、及び多軸積層強化繊維シート
【課題】より簡易な方法で多軸積層強化繊維シートを連続して作製可能な多軸積層強化繊維シート作製方法を提供する。
【解決手段】単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートとは異なる配向角度θ(−90°<θ<0°,0°<θ<90°)を有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートあるいは前記開繊拡幅された強化繊維束を複数本平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを積層し接合一体化して、多軸積層強化繊維シートを作製する。
【解決手段】単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートとは異なる配向角度θ(−90°<θ<0°,0°<θ<90°)を有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートあるいは前記開繊拡幅された強化繊維束を複数本平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを積層し接合一体化して、多軸積層強化繊維シートを作製する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合材料用の多軸積層強化繊維シートに関し、特に、強化繊維シートから複合材料用の多軸積層強化繊維シートを連続的に作製する多軸積層強化繊維シート作製方法、及び多軸積層強化繊維シートに関するものである。
【背景技術】
【0002】
炭素繊維等の強化繊維を強化材として使用した複合材料は、従来軽量で且つ高力学的性能が要求される航空・宇宙用などを始めとして広く使用され始めている。
【0003】
通常、複合材料として強化繊維を使用する場合、強化繊維を多数本一方向に配列させた一軸強化テープ、あるいは強化繊維や糸等で結合一体化させた一軸強化シートなどの状態にして使用されている。そして、特に面内擬似等方性を得たい場合は、一般的に、様々な角度に配向させた一軸強化テープを積層して多軸積層シートを作製する方法がとられており、そのうち、より簡単なものとして、面内擬似等方性として不充分であるが、開繊した繊維束を直交二軸に配置してなる二軸強化織物などがある。
【0004】
以上のような強化繊維を強化材とした複合材料において、特に高度の軽量性が要求される場合には、強化繊維として1K(Kは単糸1000本を意味する)などの超細物の強化繊維束から得られる超薄のテープや織物がしばしば使用される。
【0005】
しかし、超細物の強化繊束は極めて高価であるため、現在のところコスト面から考えて、該超細物の強化繊維を用いた複合材料の製造を実現化できる用途は極めて限られている。
【0006】
この問題を解決するため、従来では、通常太さ、または比較的太い強化繊維束を空気開繊によって拡幅することが知られており(非特許文献1参照)、また、その開繊された強化繊維束から得られるドライの超薄のテープや織物も知られている(非特許文献2参照)。ここで「ドライ」とは、強化繊維から生成されたテープや織物に、マトリックス樹脂が含浸されていない状態のことを意味する。
【0007】
このように開繊された強化繊維束を用いてテープや織物などを作製すれば、通常太さ、または比較的太い強化繊維束を強化材としてテープや織物を作製するより、かなり薄い超薄のテープや織物の強化材を得ることができ、この結果、高度の軽量性を有する複合材料を、かなり安いコストで提供できる。
【0008】
そして、前記複合材料の強化材としては、開繊された強化繊維束を様々な角度に配向させて積層した多軸積層強化繊維シートがより望ましいが、この開繊された強化繊維束を用いた多軸積層強化繊維シートの作製方法及び装置は確立されていない状態にある。
【0009】
もちろん、開繊されていない炭素繊維等の強化繊維を用いた多軸積層シートを作製する機械は従来からあり、LIBA社やMAYER社の経編ラッセル方式のシステムが有名である。
【0010】
以下、経編ラッセル方式のシステムによる多軸積層強化繊維シートの作製方法について説明する。
【0011】
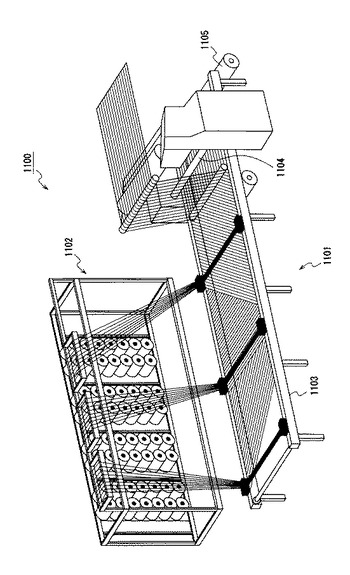
図12は、経編ラッセル方式のシステムを示す図である。従来の経編ラッセル方式のシステム1100は、幅6m、長さ20〜30m前後の繊維配向機1101に、標準3個の緯糸挿入機1102が設置されており、この緯糸挿入機1102により標準16本の強化繊維糸を、同時に90°、あるいは有角度(45°、−45°など)方向に挿入するのと同時に、それら挿入糸がバラケないように、繊維配向機1101のガイド部1103で挿入糸端を保持させて各層の繊維配向を行う。そして、その状態を保持したまま、3層のシートを当該繊維配向機1101の最終尾のステッチング部1104へ移動させ、各層の保持をZ軸方向のステッチング糸で行なった後、巻取部1105にて巻き取るものである。
【0012】
従って、この従来からあるシステムを利用して、開繊された強化繊維束より多軸積層強化シートを作製することも考えられる。
【先行技術文献】
【非特許文献】
【0013】
【非特許文献1】川辺、友田、松尾著:繊維機械学誌 50 T68(1997年)
【非特許文献2】友田、川辺、松尾著:材料 49 1023(2000年)
【発明の概要】
【発明が解決しようとする課題】
【0014】
しかし、この経編ラッセル方式のシステム1100は、機械装置が非常に高価であり、膨大な設置スペースをとる上に、緯糸挿入機1102に緯糸をつけたりする等の仕掛けに多大な原料と人員が必要などの問題があった。さらに、経編ラッセル方式のシステム1100では、緯糸挿入機1102より原糸を直接挿入することから、製品における繊維密度の粗密や欠陥、配向ムラ等が発生しやすい問題もある。この問題は、開繊されていない強化繊維を用いた高目付、厚層品においては、その生産性により優位性を発揮しているものの、開繊された強化繊維を用いた低目付、薄層品などにおいては、原糸供給時に非常に繊細な管理が必要となり、このような経編ラッセル方式のシステム1100を用いて、開繊された強化繊維の多軸積層シートを、高品質に得ることは難しいと考えられる。
【0015】
本発明は、前記課題に鑑みてなされたものであり、より簡易な方法で、開繊された強化繊維の多軸積層強化繊維シートを連続して作製可能な多軸積層強化繊維シート作製方法、及び多軸積層強化繊維シートを提供することを目的とする。
【課題を解決するための手段】
【0016】
前記課題を解決するために、本発明の請求項1に記載の多軸積層強化繊維シート作製方法は、強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、該傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層して接合一体化する接合一体化ステップと、を含むものである。
【0017】
これにより、従来からの装置を用いて、より簡単に多軸積層強化繊維シートを得ることができる。
【0018】
また、本発明の請求項2に記載の多軸積層強化繊維シート作製方法は、強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープを作製する強化繊維テープ作製ステップと、前記傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートあるいは前記強化繊維テープ作製ステップで作製された前記強化繊維テープのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートあるいはテープを積層して接合一体化する接合一体化ステップと、を含むものである。
【0019】
これにより、従来からの装置を用いて、より簡単に多軸積層強化繊維シートを得ることができる。
【0020】
また、本発明の請求項3に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、前記強化繊維シートの対向する側端部を接合して筒状にする接合ステップと、前記筒状に接合された強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断する傾斜切断ステップと、を含むものである。
【0021】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートを、簡単な工程で作製でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0022】
また、本発明の請求項4に記載の多軸積層強化繊維シート作製方法は、請求項1に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含むものである。
【0023】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートを、簡単な工程で作製でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0024】
また、本発明の請求項5に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシートあるいはテープ幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含むものである。
【0025】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートを、簡単な工程で作製でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0026】
また、本発明の請求項6に記載の多軸積層強化繊維シート作製方法は、請求項1に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、 前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含むものである。
【0027】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートをより簡単な工程で作成でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0028】
また、本発明の請求項7に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、 前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含むものである。
【0029】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートをより簡単な工程で作成でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0030】
また、本発明の請求項8に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートは、前記開繊拡幅された強化繊維束を、糸を用いて結合一体化した一軸配向強化繊維シートであるものである。
【0031】
これにより、糸により開繊された強化繊維束が固定されているため、その表面に凹凸のほとんどない、取り扱いやすい一軸強化繊維シートを得ることできる。
【0032】
また、本発明の請求項9に記載の多軸積層強化繊維シート作製方法は、請求項8に記載の多軸積層強化繊維シート作製方法において、前記糸は接着機能を持つものである。
【0033】
これにより、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることをさらに防止でき、取扱性に優れた一軸強化繊維シートが得られる。
【0034】
また、本発明の請求項10に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートは、複数本の前記開繊拡幅された強化繊維束を並べてシート状にした強化繊維テープに接着性繊維ウェブを接合して、前記開繊拡幅された強化繊維束を結合一体化した一軸配向強化繊維シートであるものである。
【0035】
これにより、接着性繊維ウェブによって、強化繊維束同士が結合一体化されるため、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることを防止でき、取扱性に優れた一軸強化繊維シートが得られる。
【0036】
また、本発明の請求項11に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートは、前記開繊拡幅された強化繊維束を、製織あるいは製編して結合一体化した二軸配向強化繊維シートであるものである。
【0037】
これにより、従来からの装置を用いて、二軸配向強化繊維シートを一構成シートとした多軸積層強化繊維シートを、容易に得ることができる。
【0038】
また、本発明の請求項12に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートの表面に、目付け10g/m2以下の多孔性接着剤層を接合するものである。
【0039】
これにより、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることをより確実に防止できる、取扱性に優れた強化繊維シートを得ることができる。また、その強化繊維シートを強化材とした成形品を、超軽量にすることができると共に、高力学的性能を保持することができる。
【0040】
また、本発明の請求項13に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維テープの表面に、目付け10g/m2以下の多孔性接着剤層を接合するものである。
【0041】
これにより、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることをより確実に防止できる、取扱性に優れた強化繊維テープを得ることができる。また、その強化繊維シートを強化材とした成形品を、超軽量にすることができると共に、高力学的性能を保持することができる。
【0042】
また、本発明の請求項14に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シート作製ステップは、前記開繊拡幅された強化繊維束の表面に、目付け10g/m2以下の多孔性接着剤層を接合した後、該多孔性接着剤層が接合された強化繊維束を結合一体化するものである。
【0043】
これにより、強化繊維シートを作製しやすくすることができる。
【0044】
また、本発明の請求項15に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記接合一体化ステップは、多孔性接着剤を用いて接合一体化するものである。
【0045】
また、本発明の請求項16に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記接合一体化ステップは、ステッチングにより接合一体化するものである。
【0046】
これにより、多軸積層強化繊維シートの構成シートを、従来の装置を用いて接合一体化することができる。
【0047】
また、本発明の請求項17に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記接合一体化ステップは、接合一体化する際、該積層された層間にマトリックス層を含めるものである。
【0048】
これにより、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0049】
また、本発明の請求項18に記載の多軸積層強化繊維シート作製方法は、請求項17に記載の多軸積層強化繊維シート作製方法において、前記マトリックス層は、熱可塑性樹脂あるいは熱可塑性樹脂の繊維ウエブからなるものである。
【0050】
これにより、強化繊維を構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくなったりする問題が生じないようにできる。
【0051】
また、本発明の請求項19に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シート作製ステップは、前記強化繊維シートを作製する際に、該強化繊維シートにマトリックス樹脂を含浸するものである。
【0052】
また、本発明の請求項20に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維テープ作製ステップは、前記強化繊維テープを作製する際に、該強化繊維テープにマトリックス樹脂を含浸するものである。
【0053】
これにより、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0054】
また、本発明の請求項21に記載の長尺の傾斜強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断してなるものである。
【0055】
これにより、より簡単に長尺の所定のθ度に配向された傾斜強化繊維シートを作製することができる。
【0056】
また、本発明の請求項22に記載の長尺の傾斜強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートを接合一体化させるシート幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結してなるものである。
【0057】
これにより、より簡単に長尺の所定のθ度に配向された傾斜強化繊維シートを作製することができる。
【0058】
また、本発明の請求項23に記載の長尺のθ度に配向された傾斜強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結してなるものである。
【0059】
これにより、より簡単に長尺の所定のθ度に配向された傾斜強化繊維シートを作製することができる。
【0060】
また、本発明の請求項24に記載の多軸積層強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断して、前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものである。
【0061】
これにより、より簡単に、且つ低コストで、多軸積層強化繊維シートを作製することができる。
【0062】
また、本発明の請求項25に記載の多軸積層強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、傾斜切断して複数の傾斜強化繊維シートを作製し、該傾斜切断した複数の傾斜強化繊維シートの各端部を接合しつつ連結して前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものである。
【0063】
これにより、より簡単に、且つ低コストで、多軸積層強化繊維シートを作製することができる。
【0064】
また、本発明の請求項26に記載の多軸積層強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該複数の傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合し、該傾斜強化繊維シートが面接合された前記シートあるいはテープと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものである。
【0065】
これにより、より簡単に、且つ低コストで、多軸積層強化繊維シートを作製することができる。
【発明の効果】
【0066】
本発明の多軸積層強化繊維シート作製方法によれば、開繊拡幅された強化繊維束から所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、該強化繊維シートを用いて作製し、該作製された傾斜強化繊維シートと、強化繊維シート、あるいは開繊拡幅された強化繊維束を複数本並べてシート状にした強化繊維テープとから、配向角度の異なる少なくと2種類以上を選択して積層し接合一体化して、多軸積層強化繊維シートを得るようにしたので、新たな機械を導入することなく、従来からの装置を使用して、多軸積層強化繊維シートを作製することができる。
【0067】
また、本発明の多軸積層強化繊維シート作製方法によれば、多軸積層強化繊維シートを構成する各構成シートを予め別々に作製し、該各構成シートを積層して接合一体化することで多軸積層強化繊維シートを作製するようにしたので、より容易に、且つ低コストで多軸積層強化繊維シートを作製できる。また、前記構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えることも容易に実現可能である。そして、構成シートとして、前記熱硬化性樹脂あるいは熱可塑性樹脂の繊維ウェブを加えた多軸積層強化繊維シートを強化材とした複合材料は、容易に成形加工することができる。
【0068】
また、本発明の多軸積層強化繊維シート作製方法によれば、前記傾斜強化繊維シートを、前記強化繊維シートの対向する側端部を接合して筒状にし、該筒状にした強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断して得るようにしたので、多軸積層シートの構成シートである傾斜強化繊維シートを簡単な工程で得ることができる。
【0069】
また、本発明の多軸積層強化繊維シート作製方法によれば、前記傾斜強化繊維シートを、前記強化繊維シートを、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シート面接合させるシート幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートの各端部を接合しつつ連結して得るようにしたので、多軸積層シートの一構成シートである傾斜強化繊維シートを簡単な工程で得ることができる。
【0070】
また、本発明の多軸積層強化繊維シート作製方法によれば、多軸積層強化繊維シートを構成する構成シートとして、開繊拡幅された強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。
【0071】
また、本発明の多軸積層強化繊維シート作製方法によれば、強化繊維テープあるいは強化繊維シートを、多孔性接着剤層で接合するようにしたので、前記強化繊維テープあるいは強化繊維シートの取扱性を向上させることができる。
【0072】
また、本発明の多軸積層強化繊維シート作製方法によれば、多軸積層強化繊維シートの各構成シートを積層して接合一体化する際、該積層する層間にマトリックス層を含めるようにしたので、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0073】
また、本発明の多軸積層強化繊維シート作製方法によれば、前記強化繊維シートを作製する際に、該強化繊維シートにマトリックス樹脂を含浸するようにしたので、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0074】
本発明の傾斜強化繊維シートによれば、傾斜強化繊維シートを、強化繊維シートの対向する側端部を接合して筒状にし、該筒状にした強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、連続的に傾斜切断してなるものとしたので、容易な方法で、長尺の傾斜強化繊維シートを得ることができる。
【0075】
また、本発明の傾斜強化繊維シートによれば、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、前記強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、連続的に傾斜切断して、前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものとしたので、低コストの多軸積層強化繊維シートを得ることができる。
【0076】
また、本発明の多軸積層強化繊維シートによれば、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、前記強化繊維シートの配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シート面接合させるシート幅とによって定まる幅で、傾斜切断して複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートの各端部を接合しつつ連結し、該連結された傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択したシートを積層し接合一体化してなるものとしたので、低コストの多軸積層強化繊維シートを得ることができる。
【0077】
また、本発明の多軸積層強化繊維シートによれば、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シート面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートを前記強化繊維シート、あるいは開繊拡幅された強化繊維束を複数本並べてシート状にした強化繊維テープに面接合し、該傾斜強化繊維シートが面接合されたシートあるいはテープと、前記強化繊維シートとのうち、配向角度の異なるシートを2種類以上選択し、該選択したシートを積層し接合一体化してなるものとしたので、低コストの多軸積層強化繊維シートを得ることができる。
【図面の簡単な説明】
【0078】
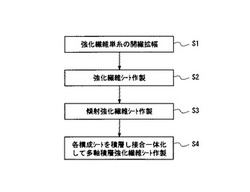
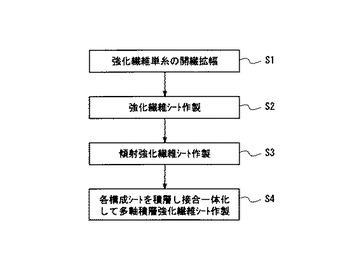
【図1】本発明の実施の形態1の多軸積層強化繊維シートの作製工程を示すフローチャートである。
【図2(a)】本発明の実施の形態1にかかる0°配向の一軸強化繊維シートの一例を示す図である。
【図2(b)】本発明の実施の形態1にかかる90°配向の一軸強化繊維シートの一例を示す図である。
【図3(a)】本発明の実施の形態1にかかる0°配向の一軸強化繊維シートを示す図である。
【図3(b)】本発明の実施の形態1にかかる、その表面に多孔性接着剤層が接合された二軸強化繊維シートを示す図である。
【図4】本発明の実施の形態1にかかる、傾斜一軸強化繊維シートの作製方法を説明する図である。
【図5】本発明の実施の形態1にかかる、多軸積層強化繊維シートを構成する各構成シートを接合して多軸積層強化繊維シートを作製する装置を示す図である。
【図6】本発明の実施の形態1にかかる多軸積層強化繊維シートを構成する構成シートの一例を示す図である。
【図7】本発明の実施の形態1にかかる、多軸積層強化繊維シートを構成する構成シートの組み合わせの一例を示す図である。
【図8】本発明の多軸積層強化繊維シートを構成する構成シートの一実施例である。
【図9】本発明の実施の形態2にかかる、傾斜一軸強化繊維シートの作製方法を説明する図である。
【図10】本発明の実施の形態3にかかる、傾斜一軸強化繊維シートの作製方法を説明する図である。
【図11】本発明の実施の形態3にかかる、傾斜一軸強化繊維シートが接合された一軸強化繊維シートを示す図である。
【図12】従来の経編ラッセル方式のシステムを示す図である。
【発明を実施するための形態】
【0079】
(実施の形態1)
以下、本実施の形態1の多軸積層強化繊維シートの作製方法について説明する。
本実施の形態1の多軸積層強化繊維シートの作製方法は、まず開繊拡幅された強化繊維束を結合一体化して所定の配向角度を有する強化繊維シートを作製し、前記作製された強化繊維シートから、該強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製する。そして、作製された傾斜強化繊維シートと、前記強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープとのうち、配向角度の異なる少なくとも2種類を選択し、それらを従来装置を用いて積層して接合一体化することで多軸積層強化繊維シートを得るものである。
【0080】
図1は、本実施の形態1にかかる多軸積層強化繊維シートを作製する一連の流れを示すフローチャートである。
【0081】
(ステップ1)まず、図1にあるように、強化繊維束を開繊拡幅する。
本願において強化繊維束とは、強化繊維単糸の束状体を意味する。この強化繊維の典型例は、炭素繊維やガラス繊維、アラミド繊維などであるが、これに限るものでない。
【0082】
また、開繊拡幅とは、繊維単糸束を、1000本当たりの幅が1.3mm以上、より好ましくは1.8mm以上に広げることを意味する。ここで、単糸1000本当たりの幅を1.3mm以上に広げることとした理由は、繊維単位束を開繊したことによる効果、例えば樹脂含浸性の向上等、が顕著に現れるためである。
【0083】
前記強化繊維束の開繊拡幅方法については、ここでは詳述しないが、整流した空気流を、弛緩状態で走行する懸垂状態の前記強化繊維束に対して直行してあてて、開繊させる方法がより好ましい。
【0084】
(ステップS2)次に、前述のようにして開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する。
本願において強化繊維シートとは、前記開繊拡幅された強化繊維束を結合一体化させて、所定の角度に配向させた広がりある布(シート)にしたものを意味し、強化繊維テープとは、複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べたものを意味する。つまり、本願における“シート”と“テープ”の違いは、複数本の前記開繊拡幅された強化繊維束同士がばらけないように結合一体化されているか否かである。
【0085】
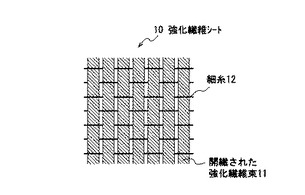
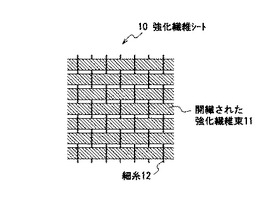
図2は、一軸強化繊維シートの一例を示す図である。
【0086】
図2において、一軸強化繊維シート10は、開繊拡幅された強化繊維束11と、強化効果を持たない糸12とを平織りすることで、該開繊拡幅された強化繊維束11を結合一体化させた一軸強化織物であり、図2(a)は経糸として開繊拡幅された強化繊維束11、緯糸として糸12を用いた0°配向の一軸強化繊維シートを示し、図2(b)は経糸として糸12、緯糸として開繊拡幅された強化繊維束11を用いた90°配向の一軸強化繊維シートを示している。
【0087】
ここで、前記糸12の具体例としては、ガラス繊維、ポリエステル繊維等が挙げられる。さらに、前記糸12として、熱接合などの機能を持つ接着性繊維を用いれば、開繊拡幅された強化繊維束11が、その幅方向に移動して形崩れすることをさらに防止でき、取扱性に優れた一軸強化繊維シートが得られる。また、開繊拡幅された強化繊維束11と、強化効果を持たない糸12からなる一軸強化繊維シートとしては、前述した織物だけでなく、例えば、強化効果をもたない糸が、編ループを形成しつつ直線的に配列された強化繊維束を絡合する構造を有する一軸強化繊維編物であってもよい。
【0088】
また、前記強化繊維シートは、前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに、接着性繊維ウェブを接合したものであってもよい。
【0089】
図3(a)は、一軸強化繊維テープから作製された強化繊維シートの一例を示す図であ
る。
【0090】
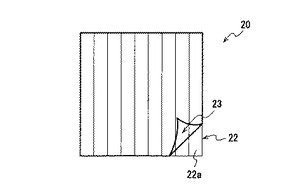
図3(a)において、一軸強化繊維シート20は、開繊拡幅された強化繊維束22aを複数本平行に引き揃えて面状に並べた強化繊維テープ22と、該強化繊維テープ22上に接合された接着性繊維ウェブ23とからなる。この強化繊維テープ22上に接合されるシートとして、接着性繊維ウェブ23を用いるのは、一軸強化繊維シートに通流性をもたせるためである。このようにすれば、前記一軸強化繊維シート20を成形加工する際に、マトリックス樹脂の含浸が阻害されたり、空気の抜けが阻害されたりするのを防止することができる。
【0091】
さらに、前記強化繊維シートは、開繊拡幅された強化繊維束を、製織あるいは製編して結合一体化した二軸強化繊維シートであってもよい。
【0092】
図3(b)は、二軸強化繊維シートの一例を示す図である。
【0093】
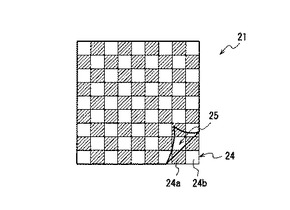
二軸強化繊維シートの典型例としては、図3(b)に示すように、経糸、緯糸ともに開繊拡幅された強化繊維束24a,24bからなる二軸強化繊維織物24が挙げられる。
【0094】
なお、図3(b)においては、前記二軸強化繊維織物24の表面上に、多孔性接着剤層25が接合されている。
【0095】
ここで、前記多孔性接着剤層25とは、繊維ウェブなどの通流性のある接着剤状体のものを意味し、例えば、ホットメルト接着剤からなる繊維ウェブなどが一例として挙げられる。このように、接着剤層に通流性をもたせておけば、成形加工する際に、マトリックス樹脂の含浸が阻害されたり、この強化繊維を構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気の抜けが阻害されたりするのを防止することができる。
【0096】
また、前記多孔性接着剤層25は、目付け10g/m2以下の接着剤からなる繊維ウェブであることが好ましい。繊維ウェブの目付けを10g/m2以下にすれば、成形加工された成形品を超軽量にすることができると共に、その高力学的性能も保持することができる。このとき、該多孔性接着剤層25は、前記開繊拡幅された強化繊維束24a,24bを用いて二軸強化繊維シートを作製してから、その表面上に接合するようにしてもよいし、あるいは、まず該接着剤層25を前記開繊拡幅された強化繊維束24a,24bそれぞれの表面上に接合した後、該接着剤層25が接合された強化繊維束を用いて強化繊維シートを作製してもよい。このように接着剤層25をシート上に接合すれば、シートの取扱性の向上、あるいはシートの作製段階における繊維束の取扱性を向上させることができる。
【0097】
同様に、図2に示されるような一軸強化繊維シート10に前記多孔性接着剤層25を接合してもよい。
前記二軸強化繊維シートの別の例としては、強化繊維束が直交二軸に配置され、緯糸になる糸がこれら二軸の強化繊維束にからまるように組合った構造の織物や、直交二軸に配置された強化繊維束に糸が経編または緯編のループ構造を作りつつこれらと絡合した構造の編物が挙げられる。
【0098】
(ステップS3)そして、前記ステップS2にて作製された強化繊維シートを用いて、該強化繊維シートとは異なる角度に配向された長尺の傾斜強化繊維シートを作製する。
【0099】
以下、長尺の傾斜強化繊維シートの作製方法を説明する。
【0100】
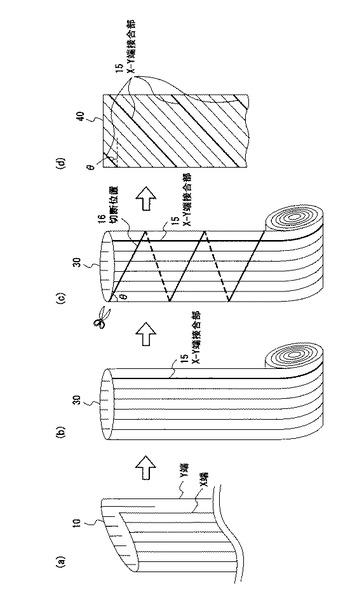
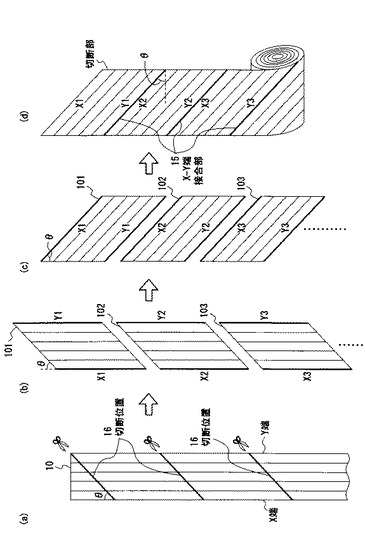
図4は、一軸強化繊維シートから長尺の傾斜一軸強度繊維シートを作製する方法を説明する図である。
【0101】
まず、図(a)に示すように、一軸強化繊維シート10の対向する側端部、つまりX端とY端とを接合して、図(b)に示すような筒状の一軸強化繊維シート30にする。このX−Y端の接合方法の典型例は、X−Y端接合部15を接着剤、例えばテープ状のホットメルト等で接着して接合する方法、あるいはX−Y端接合部15をステッチングで接合する方法等が挙げられるが、これに限るものではない。なお、X−Y端接合部15は、シートが重ならないように接合するのが好ましい。
【0102】
そして、筒状の一軸強化繊維シート30を、所定の角度θ(−90°<θ<0°,0°<θ<90°)、すなわち図(c)に示す切断位置16に沿って、連続的に傾斜切断し、図(d)に示すようなθ°に配向された長尺の傾斜一軸強化繊維シートを得る。
【0103】
なお、前記説明では、一軸強化繊維シートからθ°配向の傾斜一軸強化繊維シートを作製する例を挙げたが、もちろん、同様の方法で二軸強化繊維シートから、長尺の傾斜二軸強化繊維シートを作製することができる。この場合、±θ°配向の傾斜二軸強化繊維シートが得られる。
【0104】
(ステップS4)そしてこの後、前記ステップS3にて作製した傾斜強化繊維シートと、前記ステップS2で作製した強化繊維シートとのうち、配向角度の異なる少なくとも2種類以上を選択し、それらを多軸積層強化繊維シートの構成シートとして積層して接合一体化する。
【0105】
また、接合一体化する際に、前記開繊拡幅された強化繊維束を複数本平行に引き揃えて面状に並べた強化繊維テープを作製し、該強化繊維テープも多軸積層強化繊維シートの一構成シートとしてもよい。この場合、前記ステップS3にて作製した傾斜強化繊維シートと、前記ステップS2で作製した強化繊維シートあるいは前述の強化繊維テープとのうち、配向角度の異なる少なくとも2種類以上を選択し、それらを多軸積層繊維シートの構成シートとして積層して接合一体化する。なお、前記強化繊維テープを作製する際に、その表面上に、図3(b)に示すような多孔性接着剤層25を接合するようにすれば、該強化繊維テープの取扱性を向上させることができるため、接合一体化する際にその処理が行いやすい。
【0106】
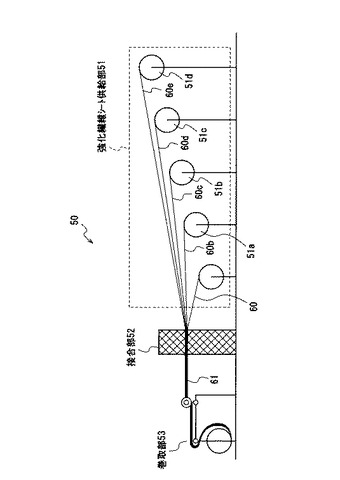
図5は、各構成シートを積層し接合一体化して多軸積層強化繊維シートを作製する強化繊維積層接合装置を示す図である。
【0107】
図5に示すように、強化繊維積層接合装置50は、多軸積層強化シートを構成する各構成シート60a〜60eを供給する引き出しローラ51a〜51eを備える強化繊維シート供給部51と、各構成シート60を接合一体化して多軸積層強化繊維シート61にする接合部52と、多軸積層強化繊維シート61を巻き取る巻取部53からなる。
【0108】
接合方法としては、まず、前記多軸積層強化繊維シートを構成する構成シートを、それぞれ引き出しローラ51にとりつける。
【0109】
前記引き出しローラに取り付けられる各構成シート60a〜60eは、前記ステップS2で作製された強化繊維シートや、ステップS3にて作製された傾斜強化繊維シートや、前述した強化繊維テープが挙げられる。また、必要に応じて、前記構成シート60として、強化効果のある繊維のランダムマットや、接着剤繊維からなるのマットや、マトリックス樹脂マットあるいはフィルムなどを加えても良いし、前記各構成シート60に、予め接着層をラミネートしておいても良い。なお、前記構成シート60として加えられるマットやフィルムは、繊維ウェブなどの通流性のあるものが好ましく、このように、各シートに通流性をもたせておけば、成形加工する際に、マトリックス樹脂の含浸が阻害されたり、該多軸積層強化繊維シートに含まれる空気の抜けが阻害されたりするのを防止することができる。
【0110】
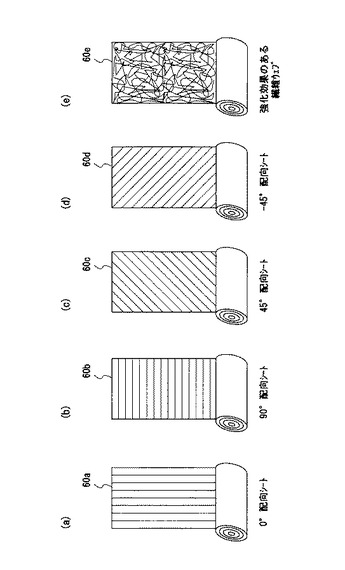
図6は、多軸積層強化繊維シートを構成する第1〜第5の構成シートの一例を示す図である。
【0111】
図6では、第1の構成シート60aは、ステップS2にて作製された0°配向の一軸強化繊維シート、第2の構成シート60bは、同じくステップS2にて作製された90°配向の一軸強化繊維シート、第3の構成シート60cは、ステップS3にて作製された45°配向の傾斜一軸強化繊維シート、第4の構成シート60dは、同じくステップS3にて作製された−45°配向の傾斜一軸強化繊維シート、そして第5の構成シート60eは、強化効果のある繊維ウェブである。なお、図示していないが、各構成シート60a〜60eには、該各構成シートを接合して一体化するための接着層がラミネートされているものとする。
【0112】
そして、前記繊維強化シート供給部51の各引き出しローラ51a〜51eに取り付けられた各構成シート60a〜60eを、該引き出しローラより引き出して、接合部52へ供給する。
【0113】
接合部52では、前記繊維強化シート供給部51より供給された各構成シート60a〜60eを積層して接合一体化する。
【0114】
この接合一体化方法は、熱接着剤などで接合したり、あるいは、糸や強化効果のある繊維などを用いて経編方式や縫製方式等のステッチングしたりすることにより行う。例えば、図6に示した構成シート60a〜60eを接合する場合は、予め各構成シートに接着層が付与されているので、接合部52にて熱を加えながらプレスするなどして接合する。なお、熱接着剤などで接合する場合は、多軸積層強化繊維シートの立体的ドレープ性を確保するために、面的な接着でなく、点接着や部分接着のほうが好ましい。
【0115】
この後、接合部52にて接合一体化された多軸積層強化繊維シート61は、巻取部53にて巻き取られる。
【0116】
以上のようにして得られた多軸積層強化繊維シートを、複合材料の強化材とすれば、複合材料成形品を効率的に実現できる。
【0117】
以下、その成形加工例を挙げる。
【0118】
まず、前記多軸積層強化繊維シート61を用いて、ニヤーネットを構成した後、これを、レジントランスファー・モールディング法によって成形する。
【0119】
さらに、本実施の形態1の多軸積層強化繊維シートの作製工程では、多軸積層強化繊維シートを構成する構成シートを予め作製しておき、最後にそれらを接合一体化して作製するものであるため、該各構成シート間に、複合材料成形加工時に使用するマトリックスからなる層を加えることも可能となる。このようにすれば、前記多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。このマトリックス層は、マトリックス樹脂からなる繊維ウェブであることが望ましく、このようにすれば、マトリックス樹脂からなる繊維ウェブを構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくならないようにできる。
【0120】
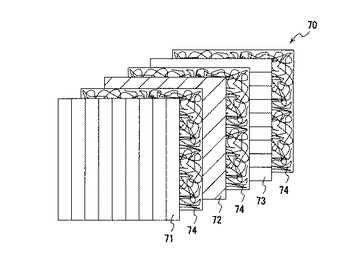
例えば、構成シートとして、熱硬化性樹脂の繊維ウェブを用いた場合、図7に示すように、前記熱硬化性樹脂の繊維ウェブ74と、強化繊維シート71〜72及び傾斜強化繊維シート73とを交互に重ね合わせて多軸積層強化繊維シート70を作製し、該マトリックスとなる熱硬化性樹脂の繊維ウェブが含まれる多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となる。
【0121】
一方、多軸積層強化繊維シートの構成シートとして熱可塑性樹脂の繊維ウェブを用いた場合は、図7に示したように、前記熱可塑性樹脂の繊維ウェブと、強化繊維シート及び傾斜強化繊維シートとを交互に重ね合わせて多軸積層強化繊維シートを作製し、該マトリックスとなる熱可塑性樹脂の繊維ウェブが含まれる多軸積層強化繊維シートをプレス機により加熱加圧することで、成形加工が可能となる。
【0122】
また、多軸積層強化繊維シートの構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えるのではなく、前記ステップS2にて強化繊維シートあるいはテープを作製する際に、該強化繊維シートあるいは強化繊維テープにマトリックス剤を含浸させて、プリプレグを作製するようにしてもよい。このようにすれば、マトリックスが熱硬化性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となるし、あるいはマトリックスが熱可塑性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形や加熱圧縮成形を行なうことで、成形加工が可能となり、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0123】
以上のように、本実施の形態1によれば、多軸積層強化繊維シートを、開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、前記強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該傾斜強化繊維シートと、前記強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択して、それらを積層して接合一体化するようにしたので、新たな機械を導入することなく、従来からの装置を使用して、多軸積層強化繊維シートを低コストで作製することができる。
【0124】
また、本実施の形態1によれば、前記角度θに配向された傾斜強化繊維シートを、前記強化繊維シートの対向する側端部を接合して筒状にし、前記筒状にした強化繊維シートを、前記角度θ(−90°<θ<0°,0°<θ<90°)、且つ一定幅で連続的に傾斜切断して作製するようにしたので、長尺の傾斜強化繊維シートを、容易、且つ低コストで作製することができる。
【0125】
さらに、本実施の形態1によれば、多軸積層強化繊維シートを、別々に作製した各構成シートを積層し、接合一体化して作製するようにしたので、従来からの装置を用いて、多軸積層強化繊維シートを作製でき、さらに、その構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを予め加えておけば、容易に成形加工が可能な、多軸積層強化繊維シートを強化材とした複合材料を提供できる。
【0126】
さらに、本実施の形態1によれば、多軸積層強化繊維シートを構成する構成シートとして、繊維単糸束を1000本当たりの幅が1.3mm以上になるように開繊拡幅させた強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。また、多軸積層強化繊維シートを用いた複合材料成形物では、その強化材である多軸積層強化繊維シートの厚み方向におけるうねりが極めて少なく、さらにブロック的な塊の大きさが小さくより均質に分布しているので、複合材料成形物に外力が加わっても、応力集中の度合いが軽減され、より大きい荷重に耐えることができ、外力に対する耐疲労性も優れている。
【0127】
(実施の形態2)
以下、本実施の形態2の多軸積層強化繊維シートの作製方法について説明する。
【0128】
前記実施の形態1では傾斜強化繊維シートを、強化繊維シートの対向する側端部を接合して連続的に傾斜切断することにより得たが、本実施の形態2では、強化繊維シートを傾斜切断して複数の傾斜強化繊維シートを作製し、該各傾斜強化繊維シートの端部を接合することで得るようにする。
【0129】
本実施の形態2の多軸積層強化繊維シートは、前述の実施の形態1と同様、図1に示すように、まず、強化繊維束を開繊拡幅し(ステップS1)、該開繊拡幅された強化繊維束を用いて、所定の配向角度を有する強化繊維シートを作製する(ステップS2)。
【0130】
(ステップS3)そして、前記ステップS2にて作製された強化繊維シートから、該強化繊維シートとは異なる配向角度θ(−90°<θ<0°,0°<θ<90°)を有する長尺の傾斜強化繊維シートを作製する。
【0131】
ここで、本実施の形態2における長尺の傾斜強化繊維シートの作製方法を説明する。
図9は、本実施の形態2にかかる、一軸強化繊維シートから長尺の傾斜一軸強度繊維シートを作製する方法を説明する図である。
【0132】
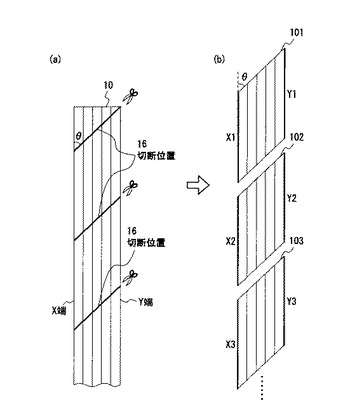
まず、一軸強化繊維シート10を、所定の角度θ、且つ一定幅、すなわち図(a)に示す切断位置16で傾斜切断して、図(b)に示す複数の傾斜切断された一軸強化繊維シート101〜103を得る。なお、前記強化繊維シート10の切断幅は、前記角度θと、後述するステップS4にて接合一体化するシートあるいはテープの幅とによって定まる。
【0133】
そして、傾斜切断された一軸強化繊維シート101〜103をそれぞれ同方向に回転させ(図(c)参照)、該傾斜切断された一軸強化繊維シートの端部を接合して連結していく。つまり、図(c)のように、傾斜切断された一軸強化繊維シート101のY1端と、傾斜切断された一軸強化繊維シート102のX2端とを接合し、傾斜切断された一軸強化繊維シート102のY2端と、傾斜切断された一軸強化繊維シート103のX3端とを接合する、というようにして、すべての傾斜切断された一軸強化繊維シートを連結する。
【0134】
これにより、最終的に、図(d)に示すような、角度θに配向された、長尺の傾斜一軸強化繊維シートが得られる。このX−Y端の接合方法の典型例は、X−Y端接合部15を接着剤、例えばテープ状のホットメルト等で接着して接合する方法、あるいはX−Y端接合部15をステッチングで接合する方法、さらには、傾斜切断した一軸強化繊維シートの表面上に図2に示した多孔性接着剤層23を接合し、緩やかに前記複数の傾斜切断した一軸強化繊維シート同士を接着する等が挙げられるが、これに限るものではない。なお、前記多孔性接着剤層23とは、繊維ウェブなどの通流性のある接着剤状体のものを意味し、例えば、ホットメルト接着剤からなる繊維ウェブなどが一例として挙げられる。
【0135】
さらに、前記説明では、一軸強化繊維シートからθ°配向の傾斜一軸強化繊維シートを作製する例を挙げたが、もちろん、同様の方法で二軸強化繊維シートから、長尺の傾斜二軸強化繊維シートを作製することもできる。この場合、±θ°配向の傾斜二軸強化繊維シートが得られる。
【0136】
(ステップS4)そしてこの後、前記ステップS3にて作製した傾斜強化繊維シート、及び前記ステップS2で作製した強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを多軸積層繊維シートの構成シートとして積層して接合一体化する。
【0137】
この接合一体化方法は、前記実施の形態1において図5及び図6を用いて説明したものと同様であるため、説明を省略する。
【0138】
さらに、前記ステップS4で接合一体化する前記多軸積層繊維シートの構成シートは、ステップS3で得た傾斜強化繊維シート、及び前述したステップS2で得た強化繊維シートや、前述の強化繊維テープだけでなく、前記実施の形態1において図6あるいは図7を用いて説明したように、強化効果のある繊維のランダムマットや、接着剤繊維のマットや、あるいは複合材料成形加工時に使用するマトリックス樹脂マットあるいはフィルムなどを加えても良い。このようにすれば、前記多軸積層強化繊維シートを強化材とする複合材料を、より簡単且つ効率的に成形加工できる。
【0139】
そして、前記構成シートとして加えるランダムマットや、接着剤繊維のマットや、マトリックス樹脂マット等は、繊維ウェブであることが望ましい。このようにすれば、マトリックス樹脂からなる繊維ウェブを構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくならないようにできる。
【0140】
また、多軸積層強化繊維シートの構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えるのではなく、前記ステップS2にて強化繊維シートあるいはテープを作製する際に、該強化繊維シートあるいは強化繊維テープにマトリックス剤を含浸させて、プリプレグを作製するようにしてもよい。このようにすれば、マトリックスが熱硬化性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となるし、あるいはマトリックスが熱可塑性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形や加熱圧縮成形を行なうことで、成形加工が可能となり、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0141】
以上のように、本実施の形態2によれば、多軸積層強化繊維シートを、開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、前記強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該傾斜強化繊維シートと、前記強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択して、それらを積層して接合一体化するようにしたので、新たな機械を導入することなく、従来からの装置を使用して、多軸積層強化繊維シートを低コストで作製することができる。
【0142】
また、本実施の形態2によれば、前記角度θに配向された傾斜強化繊維シートを、前記強化繊維シートを、前記所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ一定幅で傾斜切断して複数の傾斜強化繊維シートを作製し、該傾斜切断された各シートの端部を接合し連結することで、長尺の傾斜強化繊維シートを作製するようにしたので、長尺の傾斜強化繊維シートを、容易、且つ低コストで作製することができる。
【0143】
さらに、本実施の形態2によれば、多軸積層強化繊維シートを、別々に作製した各構成シートを積層し、接合一体化して作製するようにしたので、その構成シートに、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えれば、多軸積層強化繊維シートを強化材とした複合材料を容易に成形加工することができる。
【0144】
さらに、本実施の形態2によれば、多軸積層強化繊維シートを構成する構成シートとして、繊維単糸束を1000本当たりの幅が1.3mm以上になるように開繊拡幅させた強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。また、多軸積層強化繊維シートを用いた複合材料成形物では、その強化材である多軸積層強化繊維シートの厚み方向におけるうねりが極めて少なく、さらにブロック的な塊の大きさが小さくより均質に分布しているので、複合材料成形物に外力が加わっても、応力集中の度合いが軽減され、より大きい荷重に耐えることができ、外力に対する耐疲労性も優れている。
【0145】
(実施の形態3)
以下、本実施の形態3の多軸積層強化繊維シートの作製方法について説明する。
【0146】
前記実施の形態では、傾斜強化繊維シートの作製ステップにおいて、強化繊維シートから長尺の傾斜強化繊維シートを作製し、該長尺の傾斜強度繊維シートを前記多軸積層繊維シートの構成シートとするようにしたが、本実施の形態3では、長尺の傾斜強化繊維シートを作製せず、前記強化繊維シートを傾斜切断して短い傾斜強化繊維シートを作製し、該作製された傾斜強化繊維シートを前記強化繊維シートに接合したシートを前記多軸積層繊維シートの構成シートとする。
【0147】
本実施の形態3の多軸積層強化繊維シートは、前述の実施の形態1と同様、図1に示すように、まず、強化繊維束を開繊拡幅し(ステップS1)、該開繊拡幅された強化繊維束を用いて、所定の配向角度を有する強化繊維シートを作製する(ステップS2)。
【0148】
(ステップS3)そして、前記ステップS2にて作製された強化繊維シートから、該強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを作製する。
【0149】
ここで、本実施の形態3における傾斜強化繊維シートの作製方法を説明する。
【0150】
図10は、本実施の形態3にかかる、一軸強化繊維シートから傾斜一軸強度繊維シートを作製する方法を説明する図である。
【0151】
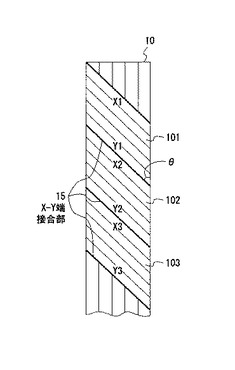
この傾斜強化繊維シートは、強化繊維シート10を所定の角度θ、且つ一定幅、すなわち図10(a)に示す切断位置16で傾斜切断して、図10(b)に示す複数の傾斜切断された一軸強化繊維シート101〜103を得る。なお、前記強化繊維シート10の切断幅は、前記角度θと、後述するステップS4にて該複数の傾斜切断されたシート101〜103を面接合するシートあるいはテープの幅とによって定まる。
【0152】
もちろん、ステップS3において得る傾斜強化繊維シートは、図10に示される傾斜一軸強化繊維シートに限らず、傾斜二軸強化繊維シートであってもよい。そして、傾斜二軸強化繊維シートの場合も、前述と同様の方法で二軸強化繊維シートを傾斜切断して得ることができる。
【0153】
(ステップS4)そして、前述のようにして得た複数の傾斜強化繊維シート101〜103を、まず図11に示すように、例えば0°配向一軸強化繊維シート10上に接合する。もちろん、一軸強化繊維シートに限るものではなく、二軸強化繊維シートや、強化繊維テープに、前記複数の傾斜強化繊維シート101〜103を接合するようにしてもよい。
【0154】
この接合方法は、接着剤、例えばホットメルト等で接着して接合する方法、あるいはX−Y端接合部15をステッチングして接合する方法等が挙げられる。なお、前記傾斜強化繊維シートを接着剤などで前記別の構成シートに接合する場合は、該構成シートの立体的ドレープ性を確保するために、面的な接着でなく、点接着や部分接着のほうが好ましい。
【0155】
そしてこの後、前記ステップS3にて作製した作製した傾斜強化繊維シートが接合された強化繊維シート、及び前記ステップS2で作製した強化繊維シート、あるいは前記強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを多軸積層繊維シートの構成シートとして積層して接合一体化する。
【0156】
この接合一体化方法は、前記実施の形態1において図5及び図6を用いて説明したものと同様であるため、ここでは説明を省略する。
【0157】
そして、前記実施の形態1において説明したように、多軸積層繊維シートの構成シートとして、強化効果のある繊維のランダムマットや、接着剤繊維のマットや、あるいは複合材料成形加工時に使用するマトリックス樹脂マットあるいはフィルムなどを加えても良い。このようにすれば、前記多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0158】
さらに、前記構成シートとして加えるランダムマットや、接着剤繊維のマットや、マトリックス樹脂マット等は、繊維ウェブであることが望ましい。このようにすれば、マトリックス樹脂からなる繊維ウェブを構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくならないようにできる。
【0159】
また、多軸積層強化繊維シートの構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えるのではなく、前記ステップS2にて強化繊維シートあるいはテープを作製する際に、該強化繊維シートあるいは強化繊維テープにマトリックス剤を含浸させて、プリプレグを作製するようにしてもよい。このようにすれば、マトリックスが熱硬化性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となるし、あるいはマトリックスが熱可塑性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形や加熱圧縮成形を行なうことで、成形加工が可能となり、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0160】
以上のように、本実施の形態3によれば、多軸積層強化繊維シートを、開繊拡幅された強化繊維束から所定の配向角度を有するシート状に結合一体化されてなる強化繊維シート、あるいは該開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープを作製し、前記強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該傾斜強化繊維シートが接合された前記強化繊維シート、及び前記強化繊維シートあるいは強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを積層して接合一体化するようにしたので、新たな機械を導入することなく、従来からの装置を使用して、より簡単に低コストで多軸積層強化繊維シートを作製することができる。
【0161】
また、本実施の形態3によれば、傾斜強化繊維シートを、前記所定の一定角度θ(−90°<θ<0°,0°<θ<90°)、且つ一定幅で前記強化繊維シートを傾斜切断し、該切断された複数の傾斜強化繊維シートを前記強化繊維シートに接合して作製するようにしたので、傾斜強化繊維シートをより容易に低コストで作製できる。
【0162】
さらに、本実施の形態3によれば、多軸積層強化繊維シートを、別々に作製した各構成シートを積層し、接合一体化して作製するようにしたので、その構成シートに、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えれば、多軸積層強化繊維シートを強化材とした複合材料を容易に成形加工することができる。
【0163】
さらに、本実施の形態3によれば、多軸積層強化繊維シートを構成する構成シートとして、繊維単糸束を1000本当たりの幅が1.3mm以上になるように開繊拡幅させた強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。また、多軸積層強化繊維シートを用いた複合材料成形物では、その強化材である多軸積層強化繊維シートの厚み方向におけるうねりが極めて少なく、さらにブロック的な塊の大きさが小さくより均質に分布しているので、複合材料成形物に外力が加わっても、応力集中の度合いが軽減され、より大きい荷重に耐えることができ、外力に対する耐疲労性も優れている。
【実施例】
【0164】
次に、本願の実施例を挙げる。
【0165】
強化繊維として、東レM30S、18K無撚りの炭素繊維を用いる。
【0166】
まず、懸垂状態で走行中の前記炭素繊維束に、直交方向から整流した空気を吹き付けることで、31mm(単糸1000本当たりで2.58mm)の幅を持つ、開繊拡幅された強化繊維を得る。
【0167】
次に、この開繊拡幅された炭素繊維束表面上に、ポリアミド系ホットメルト接着剤を、幅方向に1列に配置された多数のノズル孔を有する溶融ヘッドから吐出させつつ、空気により引き落すことによって、単糸の直径18μmのホットメルト接着剤繊維からなる、目付け4g/m2の繊維ウェブを形成した。
【0168】
そして、前記繊維ウエブがその表面上に塗布された開繊された炭素繊維束と糸とを用いて、0°配向の一軸強化繊維シート81と、90°配向の一軸強化繊維シート82とを作製した。
【0169】
さらに、前記繊維ウエブがその表面上に塗布された開繊拡幅された炭素繊維束を用いて、その繊維束間の隙間が実質的に無く、且つ互いに重なり合いが無いように製織した後、240℃に加熱して、直ちに加圧ロールによって軽く加圧して、二軸強化繊維シートを作製し、該二軸強化繊維シートを筒状に接合した後、45°の傾斜角で切断していき、45°配向の傾斜二軸強化繊維シート83を作製した。
【0170】
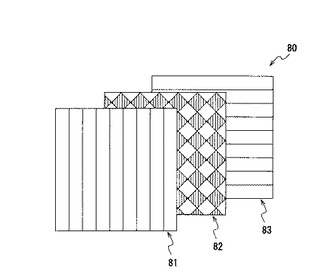
そして、前述のようにして作製した3つの強化繊維シート、つまり、0°配向の一軸強化繊維シート81、90°配向の一軸強化繊維シート82、及び45°配向の傾斜二軸強化繊維シート83、を構成シートとして、それらを積層した後接合一体化して、多軸積層強化繊維シートを作製する。
【0171】
具体的には、図8に示すように、2種類の一軸強化繊維シートの間に、前記傾斜二軸強化繊維シートを挟むようにして3つの構成シートを積層した後、240℃に加熱し、直ちに加圧ロールにより加圧した。これにより、目付け97.3g/m2で、4軸(0°/+45°/−45°/90°)の構成からなる多軸積層強化繊維シート80を得た。
【産業上の利用可能性】
【0172】
本発明の多軸積層シートの作製方法及びその方法により作製された多軸積層シートは、特に航空・宇宙用途や高級釣竿用など、超軽量でかつ高力学的性能が要求される複合材料に用いられるものとして有用である。
【符号の説明】
【0173】
10,30 一軸強化繊維シート
11 開繊拡幅された強化繊維束
12 糸
20 一軸強化繊維シート
22 一軸強化繊維テープ
22a,24a 開繊拡幅された強化繊維束
23 接着性繊維ウェブ
25 多孔性接着剤層
50 強化繊維積層接合装置
51 強化繊維シート供給部
51a〜51e 引き出しローラ
52 接合部
53 巻取部
60 構成シート
61,70,80 多軸積層強化繊維シート
71,72 強化繊維シート
73 傾斜強化繊維シート
74 熱硬化性樹脂の繊維ウェブ
81 0°配向の一軸強化繊維シート
82 90°配向の一軸強化繊維シート
83 傾斜二軸強化繊維シート
101,102,103 傾斜切断された傾斜一軸強化繊維シート
1100 経編ラッセル方式のシステム
1101 繊維配向機
1102 緯糸挿入機
1103 ガイド部
1104 ステッチング部
1105 巻取部
【技術分野】
【0001】
本発明は、複合材料用の多軸積層強化繊維シートに関し、特に、強化繊維シートから複合材料用の多軸積層強化繊維シートを連続的に作製する多軸積層強化繊維シート作製方法、及び多軸積層強化繊維シートに関するものである。
【背景技術】
【0002】
炭素繊維等の強化繊維を強化材として使用した複合材料は、従来軽量で且つ高力学的性能が要求される航空・宇宙用などを始めとして広く使用され始めている。
【0003】
通常、複合材料として強化繊維を使用する場合、強化繊維を多数本一方向に配列させた一軸強化テープ、あるいは強化繊維や糸等で結合一体化させた一軸強化シートなどの状態にして使用されている。そして、特に面内擬似等方性を得たい場合は、一般的に、様々な角度に配向させた一軸強化テープを積層して多軸積層シートを作製する方法がとられており、そのうち、より簡単なものとして、面内擬似等方性として不充分であるが、開繊した繊維束を直交二軸に配置してなる二軸強化織物などがある。
【0004】
以上のような強化繊維を強化材とした複合材料において、特に高度の軽量性が要求される場合には、強化繊維として1K(Kは単糸1000本を意味する)などの超細物の強化繊維束から得られる超薄のテープや織物がしばしば使用される。
【0005】
しかし、超細物の強化繊束は極めて高価であるため、現在のところコスト面から考えて、該超細物の強化繊維を用いた複合材料の製造を実現化できる用途は極めて限られている。
【0006】
この問題を解決するため、従来では、通常太さ、または比較的太い強化繊維束を空気開繊によって拡幅することが知られており(非特許文献1参照)、また、その開繊された強化繊維束から得られるドライの超薄のテープや織物も知られている(非特許文献2参照)。ここで「ドライ」とは、強化繊維から生成されたテープや織物に、マトリックス樹脂が含浸されていない状態のことを意味する。
【0007】
このように開繊された強化繊維束を用いてテープや織物などを作製すれば、通常太さ、または比較的太い強化繊維束を強化材としてテープや織物を作製するより、かなり薄い超薄のテープや織物の強化材を得ることができ、この結果、高度の軽量性を有する複合材料を、かなり安いコストで提供できる。
【0008】
そして、前記複合材料の強化材としては、開繊された強化繊維束を様々な角度に配向させて積層した多軸積層強化繊維シートがより望ましいが、この開繊された強化繊維束を用いた多軸積層強化繊維シートの作製方法及び装置は確立されていない状態にある。
【0009】
もちろん、開繊されていない炭素繊維等の強化繊維を用いた多軸積層シートを作製する機械は従来からあり、LIBA社やMAYER社の経編ラッセル方式のシステムが有名である。
【0010】
以下、経編ラッセル方式のシステムによる多軸積層強化繊維シートの作製方法について説明する。
【0011】
図12は、経編ラッセル方式のシステムを示す図である。従来の経編ラッセル方式のシステム1100は、幅6m、長さ20〜30m前後の繊維配向機1101に、標準3個の緯糸挿入機1102が設置されており、この緯糸挿入機1102により標準16本の強化繊維糸を、同時に90°、あるいは有角度(45°、−45°など)方向に挿入するのと同時に、それら挿入糸がバラケないように、繊維配向機1101のガイド部1103で挿入糸端を保持させて各層の繊維配向を行う。そして、その状態を保持したまま、3層のシートを当該繊維配向機1101の最終尾のステッチング部1104へ移動させ、各層の保持をZ軸方向のステッチング糸で行なった後、巻取部1105にて巻き取るものである。
【0012】
従って、この従来からあるシステムを利用して、開繊された強化繊維束より多軸積層強化シートを作製することも考えられる。
【先行技術文献】
【非特許文献】
【0013】
【非特許文献1】川辺、友田、松尾著:繊維機械学誌 50 T68(1997年)
【非特許文献2】友田、川辺、松尾著:材料 49 1023(2000年)
【発明の概要】
【発明が解決しようとする課題】
【0014】
しかし、この経編ラッセル方式のシステム1100は、機械装置が非常に高価であり、膨大な設置スペースをとる上に、緯糸挿入機1102に緯糸をつけたりする等の仕掛けに多大な原料と人員が必要などの問題があった。さらに、経編ラッセル方式のシステム1100では、緯糸挿入機1102より原糸を直接挿入することから、製品における繊維密度の粗密や欠陥、配向ムラ等が発生しやすい問題もある。この問題は、開繊されていない強化繊維を用いた高目付、厚層品においては、その生産性により優位性を発揮しているものの、開繊された強化繊維を用いた低目付、薄層品などにおいては、原糸供給時に非常に繊細な管理が必要となり、このような経編ラッセル方式のシステム1100を用いて、開繊された強化繊維の多軸積層シートを、高品質に得ることは難しいと考えられる。
【0015】
本発明は、前記課題に鑑みてなされたものであり、より簡易な方法で、開繊された強化繊維の多軸積層強化繊維シートを連続して作製可能な多軸積層強化繊維シート作製方法、及び多軸積層強化繊維シートを提供することを目的とする。
【課題を解決するための手段】
【0016】
前記課題を解決するために、本発明の請求項1に記載の多軸積層強化繊維シート作製方法は、強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、該傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層して接合一体化する接合一体化ステップと、を含むものである。
【0017】
これにより、従来からの装置を用いて、より簡単に多軸積層強化繊維シートを得ることができる。
【0018】
また、本発明の請求項2に記載の多軸積層強化繊維シート作製方法は、強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープを作製する強化繊維テープ作製ステップと、前記傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートあるいは前記強化繊維テープ作製ステップで作製された前記強化繊維テープのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートあるいはテープを積層して接合一体化する接合一体化ステップと、を含むものである。
【0019】
これにより、従来からの装置を用いて、より簡単に多軸積層強化繊維シートを得ることができる。
【0020】
また、本発明の請求項3に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、前記強化繊維シートの対向する側端部を接合して筒状にする接合ステップと、前記筒状に接合された強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断する傾斜切断ステップと、を含むものである。
【0021】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートを、簡単な工程で作製でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0022】
また、本発明の請求項4に記載の多軸積層強化繊維シート作製方法は、請求項1に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含むものである。
【0023】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートを、簡単な工程で作製でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0024】
また、本発明の請求項5に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシートあるいはテープ幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含むものである。
【0025】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートを、簡単な工程で作製でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0026】
また、本発明の請求項6に記載の多軸積層強化繊維シート作製方法は、請求項1に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、 前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含むものである。
【0027】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートをより簡単な工程で作成でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0028】
また、本発明の請求項7に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記傾斜強化繊維シート作製ステップは、 前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含むものである。
【0029】
これにより、所定の角度θに配向された長尺の傾斜強化繊維シートをより簡単な工程で作成でき、この結果、多軸積層強化繊維シートを従来装置を用いて作製することが可能となる。
【0030】
また、本発明の請求項8に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートは、前記開繊拡幅された強化繊維束を、糸を用いて結合一体化した一軸配向強化繊維シートであるものである。
【0031】
これにより、糸により開繊された強化繊維束が固定されているため、その表面に凹凸のほとんどない、取り扱いやすい一軸強化繊維シートを得ることできる。
【0032】
また、本発明の請求項9に記載の多軸積層強化繊維シート作製方法は、請求項8に記載の多軸積層強化繊維シート作製方法において、前記糸は接着機能を持つものである。
【0033】
これにより、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることをさらに防止でき、取扱性に優れた一軸強化繊維シートが得られる。
【0034】
また、本発明の請求項10に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートは、複数本の前記開繊拡幅された強化繊維束を並べてシート状にした強化繊維テープに接着性繊維ウェブを接合して、前記開繊拡幅された強化繊維束を結合一体化した一軸配向強化繊維シートであるものである。
【0035】
これにより、接着性繊維ウェブによって、強化繊維束同士が結合一体化されるため、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることを防止でき、取扱性に優れた一軸強化繊維シートが得られる。
【0036】
また、本発明の請求項11に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートは、前記開繊拡幅された強化繊維束を、製織あるいは製編して結合一体化した二軸配向強化繊維シートであるものである。
【0037】
これにより、従来からの装置を用いて、二軸配向強化繊維シートを一構成シートとした多軸積層強化繊維シートを、容易に得ることができる。
【0038】
また、本発明の請求項12に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シートの表面に、目付け10g/m2以下の多孔性接着剤層を接合するものである。
【0039】
これにより、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることをより確実に防止できる、取扱性に優れた強化繊維シートを得ることができる。また、その強化繊維シートを強化材とした成形品を、超軽量にすることができると共に、高力学的性能を保持することができる。
【0040】
また、本発明の請求項13に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維テープの表面に、目付け10g/m2以下の多孔性接着剤層を接合するものである。
【0041】
これにより、開繊拡幅された強化繊維束がその幅方向に移動して形崩れすることをより確実に防止できる、取扱性に優れた強化繊維テープを得ることができる。また、その強化繊維シートを強化材とした成形品を、超軽量にすることができると共に、高力学的性能を保持することができる。
【0042】
また、本発明の請求項14に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シート作製ステップは、前記開繊拡幅された強化繊維束の表面に、目付け10g/m2以下の多孔性接着剤層を接合した後、該多孔性接着剤層が接合された強化繊維束を結合一体化するものである。
【0043】
これにより、強化繊維シートを作製しやすくすることができる。
【0044】
また、本発明の請求項15に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記接合一体化ステップは、多孔性接着剤を用いて接合一体化するものである。
【0045】
また、本発明の請求項16に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記接合一体化ステップは、ステッチングにより接合一体化するものである。
【0046】
これにより、多軸積層強化繊維シートの構成シートを、従来の装置を用いて接合一体化することができる。
【0047】
また、本発明の請求項17に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記接合一体化ステップは、接合一体化する際、該積層された層間にマトリックス層を含めるものである。
【0048】
これにより、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0049】
また、本発明の請求項18に記載の多軸積層強化繊維シート作製方法は、請求項17に記載の多軸積層強化繊維シート作製方法において、前記マトリックス層は、熱可塑性樹脂あるいは熱可塑性樹脂の繊維ウエブからなるものである。
【0050】
これにより、強化繊維を構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくなったりする問題が生じないようにできる。
【0051】
また、本発明の請求項19に記載の多軸積層強化繊維シート作製方法は、請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維シート作製ステップは、前記強化繊維シートを作製する際に、該強化繊維シートにマトリックス樹脂を含浸するものである。
【0052】
また、本発明の請求項20に記載の多軸積層強化繊維シート作製方法は、請求項2に記載の多軸積層強化繊維シート作製方法において、前記強化繊維テープ作製ステップは、前記強化繊維テープを作製する際に、該強化繊維テープにマトリックス樹脂を含浸するものである。
【0053】
これにより、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0054】
また、本発明の請求項21に記載の長尺の傾斜強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断してなるものである。
【0055】
これにより、より簡単に長尺の所定のθ度に配向された傾斜強化繊維シートを作製することができる。
【0056】
また、本発明の請求項22に記載の長尺の傾斜強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートを接合一体化させるシート幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結してなるものである。
【0057】
これにより、より簡単に長尺の所定のθ度に配向された傾斜強化繊維シートを作製することができる。
【0058】
また、本発明の請求項23に記載の長尺のθ度に配向された傾斜強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結してなるものである。
【0059】
これにより、より簡単に長尺の所定のθ度に配向された傾斜強化繊維シートを作製することができる。
【0060】
また、本発明の請求項24に記載の多軸積層強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断して、前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものである。
【0061】
これにより、より簡単に、且つ低コストで、多軸積層強化繊維シートを作製することができる。
【0062】
また、本発明の請求項25に記載の多軸積層強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、傾斜切断して複数の傾斜強化繊維シートを作製し、該傾斜切断した複数の傾斜強化繊維シートの各端部を接合しつつ連結して前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものである。
【0063】
これにより、より簡単に、且つ低コストで、多軸積層強化繊維シートを作製することができる。
【0064】
また、本発明の請求項26に記載の多軸積層強化繊維シートは、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該複数の傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合し、該傾斜強化繊維シートが面接合された前記シートあるいはテープと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものである。
【0065】
これにより、より簡単に、且つ低コストで、多軸積層強化繊維シートを作製することができる。
【発明の効果】
【0066】
本発明の多軸積層強化繊維シート作製方法によれば、開繊拡幅された強化繊維束から所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、該強化繊維シートを用いて作製し、該作製された傾斜強化繊維シートと、強化繊維シート、あるいは開繊拡幅された強化繊維束を複数本並べてシート状にした強化繊維テープとから、配向角度の異なる少なくと2種類以上を選択して積層し接合一体化して、多軸積層強化繊維シートを得るようにしたので、新たな機械を導入することなく、従来からの装置を使用して、多軸積層強化繊維シートを作製することができる。
【0067】
また、本発明の多軸積層強化繊維シート作製方法によれば、多軸積層強化繊維シートを構成する各構成シートを予め別々に作製し、該各構成シートを積層して接合一体化することで多軸積層強化繊維シートを作製するようにしたので、より容易に、且つ低コストで多軸積層強化繊維シートを作製できる。また、前記構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えることも容易に実現可能である。そして、構成シートとして、前記熱硬化性樹脂あるいは熱可塑性樹脂の繊維ウェブを加えた多軸積層強化繊維シートを強化材とした複合材料は、容易に成形加工することができる。
【0068】
また、本発明の多軸積層強化繊維シート作製方法によれば、前記傾斜強化繊維シートを、前記強化繊維シートの対向する側端部を接合して筒状にし、該筒状にした強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断して得るようにしたので、多軸積層シートの構成シートである傾斜強化繊維シートを簡単な工程で得ることができる。
【0069】
また、本発明の多軸積層強化繊維シート作製方法によれば、前記傾斜強化繊維シートを、前記強化繊維シートを、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シート面接合させるシート幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートの各端部を接合しつつ連結して得るようにしたので、多軸積層シートの一構成シートである傾斜強化繊維シートを簡単な工程で得ることができる。
【0070】
また、本発明の多軸積層強化繊維シート作製方法によれば、多軸積層強化繊維シートを構成する構成シートとして、開繊拡幅された強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。
【0071】
また、本発明の多軸積層強化繊維シート作製方法によれば、強化繊維テープあるいは強化繊維シートを、多孔性接着剤層で接合するようにしたので、前記強化繊維テープあるいは強化繊維シートの取扱性を向上させることができる。
【0072】
また、本発明の多軸積層強化繊維シート作製方法によれば、多軸積層強化繊維シートの各構成シートを積層して接合一体化する際、該積層する層間にマトリックス層を含めるようにしたので、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0073】
また、本発明の多軸積層強化繊維シート作製方法によれば、前記強化繊維シートを作製する際に、該強化繊維シートにマトリックス樹脂を含浸するようにしたので、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0074】
本発明の傾斜強化繊維シートによれば、傾斜強化繊維シートを、強化繊維シートの対向する側端部を接合して筒状にし、該筒状にした強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、連続的に傾斜切断してなるものとしたので、容易な方法で、長尺の傾斜強化繊維シートを得ることができる。
【0075】
また、本発明の傾斜強化繊維シートによれば、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、前記強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、連続的に傾斜切断して、前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなるものとしたので、低コストの多軸積層強化繊維シートを得ることができる。
【0076】
また、本発明の多軸積層強化繊維シートによれば、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、前記強化繊維シートの配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シート面接合させるシート幅とによって定まる幅で、傾斜切断して複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートの各端部を接合しつつ連結し、該連結された傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択したシートを積層し接合一体化してなるものとしたので、低コストの多軸積層強化繊維シートを得ることができる。
【0077】
また、本発明の多軸積層強化繊維シートによれば、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シート面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートを前記強化繊維シート、あるいは開繊拡幅された強化繊維束を複数本並べてシート状にした強化繊維テープに面接合し、該傾斜強化繊維シートが面接合されたシートあるいはテープと、前記強化繊維シートとのうち、配向角度の異なるシートを2種類以上選択し、該選択したシートを積層し接合一体化してなるものとしたので、低コストの多軸積層強化繊維シートを得ることができる。
【図面の簡単な説明】
【0078】
【図1】本発明の実施の形態1の多軸積層強化繊維シートの作製工程を示すフローチャートである。
【図2(a)】本発明の実施の形態1にかかる0°配向の一軸強化繊維シートの一例を示す図である。
【図2(b)】本発明の実施の形態1にかかる90°配向の一軸強化繊維シートの一例を示す図である。
【図3(a)】本発明の実施の形態1にかかる0°配向の一軸強化繊維シートを示す図である。
【図3(b)】本発明の実施の形態1にかかる、その表面に多孔性接着剤層が接合された二軸強化繊維シートを示す図である。
【図4】本発明の実施の形態1にかかる、傾斜一軸強化繊維シートの作製方法を説明する図である。
【図5】本発明の実施の形態1にかかる、多軸積層強化繊維シートを構成する各構成シートを接合して多軸積層強化繊維シートを作製する装置を示す図である。
【図6】本発明の実施の形態1にかかる多軸積層強化繊維シートを構成する構成シートの一例を示す図である。
【図7】本発明の実施の形態1にかかる、多軸積層強化繊維シートを構成する構成シートの組み合わせの一例を示す図である。
【図8】本発明の多軸積層強化繊維シートを構成する構成シートの一実施例である。
【図9】本発明の実施の形態2にかかる、傾斜一軸強化繊維シートの作製方法を説明する図である。
【図10】本発明の実施の形態3にかかる、傾斜一軸強化繊維シートの作製方法を説明する図である。
【図11】本発明の実施の形態3にかかる、傾斜一軸強化繊維シートが接合された一軸強化繊維シートを示す図である。
【図12】従来の経編ラッセル方式のシステムを示す図である。
【発明を実施するための形態】
【0079】
(実施の形態1)
以下、本実施の形態1の多軸積層強化繊維シートの作製方法について説明する。
本実施の形態1の多軸積層強化繊維シートの作製方法は、まず開繊拡幅された強化繊維束を結合一体化して所定の配向角度を有する強化繊維シートを作製し、前記作製された強化繊維シートから、該強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製する。そして、作製された傾斜強化繊維シートと、前記強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープとのうち、配向角度の異なる少なくとも2種類を選択し、それらを従来装置を用いて積層して接合一体化することで多軸積層強化繊維シートを得るものである。
【0080】
図1は、本実施の形態1にかかる多軸積層強化繊維シートを作製する一連の流れを示すフローチャートである。
【0081】
(ステップ1)まず、図1にあるように、強化繊維束を開繊拡幅する。
本願において強化繊維束とは、強化繊維単糸の束状体を意味する。この強化繊維の典型例は、炭素繊維やガラス繊維、アラミド繊維などであるが、これに限るものでない。
【0082】
また、開繊拡幅とは、繊維単糸束を、1000本当たりの幅が1.3mm以上、より好ましくは1.8mm以上に広げることを意味する。ここで、単糸1000本当たりの幅を1.3mm以上に広げることとした理由は、繊維単位束を開繊したことによる効果、例えば樹脂含浸性の向上等、が顕著に現れるためである。
【0083】
前記強化繊維束の開繊拡幅方法については、ここでは詳述しないが、整流した空気流を、弛緩状態で走行する懸垂状態の前記強化繊維束に対して直行してあてて、開繊させる方法がより好ましい。
【0084】
(ステップS2)次に、前述のようにして開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する。
本願において強化繊維シートとは、前記開繊拡幅された強化繊維束を結合一体化させて、所定の角度に配向させた広がりある布(シート)にしたものを意味し、強化繊維テープとは、複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べたものを意味する。つまり、本願における“シート”と“テープ”の違いは、複数本の前記開繊拡幅された強化繊維束同士がばらけないように結合一体化されているか否かである。
【0085】
図2は、一軸強化繊維シートの一例を示す図である。
【0086】
図2において、一軸強化繊維シート10は、開繊拡幅された強化繊維束11と、強化効果を持たない糸12とを平織りすることで、該開繊拡幅された強化繊維束11を結合一体化させた一軸強化織物であり、図2(a)は経糸として開繊拡幅された強化繊維束11、緯糸として糸12を用いた0°配向の一軸強化繊維シートを示し、図2(b)は経糸として糸12、緯糸として開繊拡幅された強化繊維束11を用いた90°配向の一軸強化繊維シートを示している。
【0087】
ここで、前記糸12の具体例としては、ガラス繊維、ポリエステル繊維等が挙げられる。さらに、前記糸12として、熱接合などの機能を持つ接着性繊維を用いれば、開繊拡幅された強化繊維束11が、その幅方向に移動して形崩れすることをさらに防止でき、取扱性に優れた一軸強化繊維シートが得られる。また、開繊拡幅された強化繊維束11と、強化効果を持たない糸12からなる一軸強化繊維シートとしては、前述した織物だけでなく、例えば、強化効果をもたない糸が、編ループを形成しつつ直線的に配列された強化繊維束を絡合する構造を有する一軸強化繊維編物であってもよい。
【0088】
また、前記強化繊維シートは、前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに、接着性繊維ウェブを接合したものであってもよい。
【0089】
図3(a)は、一軸強化繊維テープから作製された強化繊維シートの一例を示す図であ
る。
【0090】
図3(a)において、一軸強化繊維シート20は、開繊拡幅された強化繊維束22aを複数本平行に引き揃えて面状に並べた強化繊維テープ22と、該強化繊維テープ22上に接合された接着性繊維ウェブ23とからなる。この強化繊維テープ22上に接合されるシートとして、接着性繊維ウェブ23を用いるのは、一軸強化繊維シートに通流性をもたせるためである。このようにすれば、前記一軸強化繊維シート20を成形加工する際に、マトリックス樹脂の含浸が阻害されたり、空気の抜けが阻害されたりするのを防止することができる。
【0091】
さらに、前記強化繊維シートは、開繊拡幅された強化繊維束を、製織あるいは製編して結合一体化した二軸強化繊維シートであってもよい。
【0092】
図3(b)は、二軸強化繊維シートの一例を示す図である。
【0093】
二軸強化繊維シートの典型例としては、図3(b)に示すように、経糸、緯糸ともに開繊拡幅された強化繊維束24a,24bからなる二軸強化繊維織物24が挙げられる。
【0094】
なお、図3(b)においては、前記二軸強化繊維織物24の表面上に、多孔性接着剤層25が接合されている。
【0095】
ここで、前記多孔性接着剤層25とは、繊維ウェブなどの通流性のある接着剤状体のものを意味し、例えば、ホットメルト接着剤からなる繊維ウェブなどが一例として挙げられる。このように、接着剤層に通流性をもたせておけば、成形加工する際に、マトリックス樹脂の含浸が阻害されたり、この強化繊維を構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気の抜けが阻害されたりするのを防止することができる。
【0096】
また、前記多孔性接着剤層25は、目付け10g/m2以下の接着剤からなる繊維ウェブであることが好ましい。繊維ウェブの目付けを10g/m2以下にすれば、成形加工された成形品を超軽量にすることができると共に、その高力学的性能も保持することができる。このとき、該多孔性接着剤層25は、前記開繊拡幅された強化繊維束24a,24bを用いて二軸強化繊維シートを作製してから、その表面上に接合するようにしてもよいし、あるいは、まず該接着剤層25を前記開繊拡幅された強化繊維束24a,24bそれぞれの表面上に接合した後、該接着剤層25が接合された強化繊維束を用いて強化繊維シートを作製してもよい。このように接着剤層25をシート上に接合すれば、シートの取扱性の向上、あるいはシートの作製段階における繊維束の取扱性を向上させることができる。
【0097】
同様に、図2に示されるような一軸強化繊維シート10に前記多孔性接着剤層25を接合してもよい。
前記二軸強化繊維シートの別の例としては、強化繊維束が直交二軸に配置され、緯糸になる糸がこれら二軸の強化繊維束にからまるように組合った構造の織物や、直交二軸に配置された強化繊維束に糸が経編または緯編のループ構造を作りつつこれらと絡合した構造の編物が挙げられる。
【0098】
(ステップS3)そして、前記ステップS2にて作製された強化繊維シートを用いて、該強化繊維シートとは異なる角度に配向された長尺の傾斜強化繊維シートを作製する。
【0099】
以下、長尺の傾斜強化繊維シートの作製方法を説明する。
【0100】
図4は、一軸強化繊維シートから長尺の傾斜一軸強度繊維シートを作製する方法を説明する図である。
【0101】
まず、図(a)に示すように、一軸強化繊維シート10の対向する側端部、つまりX端とY端とを接合して、図(b)に示すような筒状の一軸強化繊維シート30にする。このX−Y端の接合方法の典型例は、X−Y端接合部15を接着剤、例えばテープ状のホットメルト等で接着して接合する方法、あるいはX−Y端接合部15をステッチングで接合する方法等が挙げられるが、これに限るものではない。なお、X−Y端接合部15は、シートが重ならないように接合するのが好ましい。
【0102】
そして、筒状の一軸強化繊維シート30を、所定の角度θ(−90°<θ<0°,0°<θ<90°)、すなわち図(c)に示す切断位置16に沿って、連続的に傾斜切断し、図(d)に示すようなθ°に配向された長尺の傾斜一軸強化繊維シートを得る。
【0103】
なお、前記説明では、一軸強化繊維シートからθ°配向の傾斜一軸強化繊維シートを作製する例を挙げたが、もちろん、同様の方法で二軸強化繊維シートから、長尺の傾斜二軸強化繊維シートを作製することができる。この場合、±θ°配向の傾斜二軸強化繊維シートが得られる。
【0104】
(ステップS4)そしてこの後、前記ステップS3にて作製した傾斜強化繊維シートと、前記ステップS2で作製した強化繊維シートとのうち、配向角度の異なる少なくとも2種類以上を選択し、それらを多軸積層強化繊維シートの構成シートとして積層して接合一体化する。
【0105】
また、接合一体化する際に、前記開繊拡幅された強化繊維束を複数本平行に引き揃えて面状に並べた強化繊維テープを作製し、該強化繊維テープも多軸積層強化繊維シートの一構成シートとしてもよい。この場合、前記ステップS3にて作製した傾斜強化繊維シートと、前記ステップS2で作製した強化繊維シートあるいは前述の強化繊維テープとのうち、配向角度の異なる少なくとも2種類以上を選択し、それらを多軸積層繊維シートの構成シートとして積層して接合一体化する。なお、前記強化繊維テープを作製する際に、その表面上に、図3(b)に示すような多孔性接着剤層25を接合するようにすれば、該強化繊維テープの取扱性を向上させることができるため、接合一体化する際にその処理が行いやすい。
【0106】
図5は、各構成シートを積層し接合一体化して多軸積層強化繊維シートを作製する強化繊維積層接合装置を示す図である。
【0107】
図5に示すように、強化繊維積層接合装置50は、多軸積層強化シートを構成する各構成シート60a〜60eを供給する引き出しローラ51a〜51eを備える強化繊維シート供給部51と、各構成シート60を接合一体化して多軸積層強化繊維シート61にする接合部52と、多軸積層強化繊維シート61を巻き取る巻取部53からなる。
【0108】
接合方法としては、まず、前記多軸積層強化繊維シートを構成する構成シートを、それぞれ引き出しローラ51にとりつける。
【0109】
前記引き出しローラに取り付けられる各構成シート60a〜60eは、前記ステップS2で作製された強化繊維シートや、ステップS3にて作製された傾斜強化繊維シートや、前述した強化繊維テープが挙げられる。また、必要に応じて、前記構成シート60として、強化効果のある繊維のランダムマットや、接着剤繊維からなるのマットや、マトリックス樹脂マットあるいはフィルムなどを加えても良いし、前記各構成シート60に、予め接着層をラミネートしておいても良い。なお、前記構成シート60として加えられるマットやフィルムは、繊維ウェブなどの通流性のあるものが好ましく、このように、各シートに通流性をもたせておけば、成形加工する際に、マトリックス樹脂の含浸が阻害されたり、該多軸積層強化繊維シートに含まれる空気の抜けが阻害されたりするのを防止することができる。
【0110】
図6は、多軸積層強化繊維シートを構成する第1〜第5の構成シートの一例を示す図である。
【0111】
図6では、第1の構成シート60aは、ステップS2にて作製された0°配向の一軸強化繊維シート、第2の構成シート60bは、同じくステップS2にて作製された90°配向の一軸強化繊維シート、第3の構成シート60cは、ステップS3にて作製された45°配向の傾斜一軸強化繊維シート、第4の構成シート60dは、同じくステップS3にて作製された−45°配向の傾斜一軸強化繊維シート、そして第5の構成シート60eは、強化効果のある繊維ウェブである。なお、図示していないが、各構成シート60a〜60eには、該各構成シートを接合して一体化するための接着層がラミネートされているものとする。
【0112】
そして、前記繊維強化シート供給部51の各引き出しローラ51a〜51eに取り付けられた各構成シート60a〜60eを、該引き出しローラより引き出して、接合部52へ供給する。
【0113】
接合部52では、前記繊維強化シート供給部51より供給された各構成シート60a〜60eを積層して接合一体化する。
【0114】
この接合一体化方法は、熱接着剤などで接合したり、あるいは、糸や強化効果のある繊維などを用いて経編方式や縫製方式等のステッチングしたりすることにより行う。例えば、図6に示した構成シート60a〜60eを接合する場合は、予め各構成シートに接着層が付与されているので、接合部52にて熱を加えながらプレスするなどして接合する。なお、熱接着剤などで接合する場合は、多軸積層強化繊維シートの立体的ドレープ性を確保するために、面的な接着でなく、点接着や部分接着のほうが好ましい。
【0115】
この後、接合部52にて接合一体化された多軸積層強化繊維シート61は、巻取部53にて巻き取られる。
【0116】
以上のようにして得られた多軸積層強化繊維シートを、複合材料の強化材とすれば、複合材料成形品を効率的に実現できる。
【0117】
以下、その成形加工例を挙げる。
【0118】
まず、前記多軸積層強化繊維シート61を用いて、ニヤーネットを構成した後、これを、レジントランスファー・モールディング法によって成形する。
【0119】
さらに、本実施の形態1の多軸積層強化繊維シートの作製工程では、多軸積層強化繊維シートを構成する構成シートを予め作製しておき、最後にそれらを接合一体化して作製するものであるため、該各構成シート間に、複合材料成形加工時に使用するマトリックスからなる層を加えることも可能となる。このようにすれば、前記多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。このマトリックス層は、マトリックス樹脂からなる繊維ウェブであることが望ましく、このようにすれば、マトリックス樹脂からなる繊維ウェブを構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくならないようにできる。
【0120】
例えば、構成シートとして、熱硬化性樹脂の繊維ウェブを用いた場合、図7に示すように、前記熱硬化性樹脂の繊維ウェブ74と、強化繊維シート71〜72及び傾斜強化繊維シート73とを交互に重ね合わせて多軸積層強化繊維シート70を作製し、該マトリックスとなる熱硬化性樹脂の繊維ウェブが含まれる多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となる。
【0121】
一方、多軸積層強化繊維シートの構成シートとして熱可塑性樹脂の繊維ウェブを用いた場合は、図7に示したように、前記熱可塑性樹脂の繊維ウェブと、強化繊維シート及び傾斜強化繊維シートとを交互に重ね合わせて多軸積層強化繊維シートを作製し、該マトリックスとなる熱可塑性樹脂の繊維ウェブが含まれる多軸積層強化繊維シートをプレス機により加熱加圧することで、成形加工が可能となる。
【0122】
また、多軸積層強化繊維シートの構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えるのではなく、前記ステップS2にて強化繊維シートあるいはテープを作製する際に、該強化繊維シートあるいは強化繊維テープにマトリックス剤を含浸させて、プリプレグを作製するようにしてもよい。このようにすれば、マトリックスが熱硬化性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となるし、あるいはマトリックスが熱可塑性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形や加熱圧縮成形を行なうことで、成形加工が可能となり、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0123】
以上のように、本実施の形態1によれば、多軸積層強化繊維シートを、開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、前記強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該傾斜強化繊維シートと、前記強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択して、それらを積層して接合一体化するようにしたので、新たな機械を導入することなく、従来からの装置を使用して、多軸積層強化繊維シートを低コストで作製することができる。
【0124】
また、本実施の形態1によれば、前記角度θに配向された傾斜強化繊維シートを、前記強化繊維シートの対向する側端部を接合して筒状にし、前記筒状にした強化繊維シートを、前記角度θ(−90°<θ<0°,0°<θ<90°)、且つ一定幅で連続的に傾斜切断して作製するようにしたので、長尺の傾斜強化繊維シートを、容易、且つ低コストで作製することができる。
【0125】
さらに、本実施の形態1によれば、多軸積層強化繊維シートを、別々に作製した各構成シートを積層し、接合一体化して作製するようにしたので、従来からの装置を用いて、多軸積層強化繊維シートを作製でき、さらに、その構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを予め加えておけば、容易に成形加工が可能な、多軸積層強化繊維シートを強化材とした複合材料を提供できる。
【0126】
さらに、本実施の形態1によれば、多軸積層強化繊維シートを構成する構成シートとして、繊維単糸束を1000本当たりの幅が1.3mm以上になるように開繊拡幅させた強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。また、多軸積層強化繊維シートを用いた複合材料成形物では、その強化材である多軸積層強化繊維シートの厚み方向におけるうねりが極めて少なく、さらにブロック的な塊の大きさが小さくより均質に分布しているので、複合材料成形物に外力が加わっても、応力集中の度合いが軽減され、より大きい荷重に耐えることができ、外力に対する耐疲労性も優れている。
【0127】
(実施の形態2)
以下、本実施の形態2の多軸積層強化繊維シートの作製方法について説明する。
【0128】
前記実施の形態1では傾斜強化繊維シートを、強化繊維シートの対向する側端部を接合して連続的に傾斜切断することにより得たが、本実施の形態2では、強化繊維シートを傾斜切断して複数の傾斜強化繊維シートを作製し、該各傾斜強化繊維シートの端部を接合することで得るようにする。
【0129】
本実施の形態2の多軸積層強化繊維シートは、前述の実施の形態1と同様、図1に示すように、まず、強化繊維束を開繊拡幅し(ステップS1)、該開繊拡幅された強化繊維束を用いて、所定の配向角度を有する強化繊維シートを作製する(ステップS2)。
【0130】
(ステップS3)そして、前記ステップS2にて作製された強化繊維シートから、該強化繊維シートとは異なる配向角度θ(−90°<θ<0°,0°<θ<90°)を有する長尺の傾斜強化繊維シートを作製する。
【0131】
ここで、本実施の形態2における長尺の傾斜強化繊維シートの作製方法を説明する。
図9は、本実施の形態2にかかる、一軸強化繊維シートから長尺の傾斜一軸強度繊維シートを作製する方法を説明する図である。
【0132】
まず、一軸強化繊維シート10を、所定の角度θ、且つ一定幅、すなわち図(a)に示す切断位置16で傾斜切断して、図(b)に示す複数の傾斜切断された一軸強化繊維シート101〜103を得る。なお、前記強化繊維シート10の切断幅は、前記角度θと、後述するステップS4にて接合一体化するシートあるいはテープの幅とによって定まる。
【0133】
そして、傾斜切断された一軸強化繊維シート101〜103をそれぞれ同方向に回転させ(図(c)参照)、該傾斜切断された一軸強化繊維シートの端部を接合して連結していく。つまり、図(c)のように、傾斜切断された一軸強化繊維シート101のY1端と、傾斜切断された一軸強化繊維シート102のX2端とを接合し、傾斜切断された一軸強化繊維シート102のY2端と、傾斜切断された一軸強化繊維シート103のX3端とを接合する、というようにして、すべての傾斜切断された一軸強化繊維シートを連結する。
【0134】
これにより、最終的に、図(d)に示すような、角度θに配向された、長尺の傾斜一軸強化繊維シートが得られる。このX−Y端の接合方法の典型例は、X−Y端接合部15を接着剤、例えばテープ状のホットメルト等で接着して接合する方法、あるいはX−Y端接合部15をステッチングで接合する方法、さらには、傾斜切断した一軸強化繊維シートの表面上に図2に示した多孔性接着剤層23を接合し、緩やかに前記複数の傾斜切断した一軸強化繊維シート同士を接着する等が挙げられるが、これに限るものではない。なお、前記多孔性接着剤層23とは、繊維ウェブなどの通流性のある接着剤状体のものを意味し、例えば、ホットメルト接着剤からなる繊維ウェブなどが一例として挙げられる。
【0135】
さらに、前記説明では、一軸強化繊維シートからθ°配向の傾斜一軸強化繊維シートを作製する例を挙げたが、もちろん、同様の方法で二軸強化繊維シートから、長尺の傾斜二軸強化繊維シートを作製することもできる。この場合、±θ°配向の傾斜二軸強化繊維シートが得られる。
【0136】
(ステップS4)そしてこの後、前記ステップS3にて作製した傾斜強化繊維シート、及び前記ステップS2で作製した強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを多軸積層繊維シートの構成シートとして積層して接合一体化する。
【0137】
この接合一体化方法は、前記実施の形態1において図5及び図6を用いて説明したものと同様であるため、説明を省略する。
【0138】
さらに、前記ステップS4で接合一体化する前記多軸積層繊維シートの構成シートは、ステップS3で得た傾斜強化繊維シート、及び前述したステップS2で得た強化繊維シートや、前述の強化繊維テープだけでなく、前記実施の形態1において図6あるいは図7を用いて説明したように、強化効果のある繊維のランダムマットや、接着剤繊維のマットや、あるいは複合材料成形加工時に使用するマトリックス樹脂マットあるいはフィルムなどを加えても良い。このようにすれば、前記多軸積層強化繊維シートを強化材とする複合材料を、より簡単且つ効率的に成形加工できる。
【0139】
そして、前記構成シートとして加えるランダムマットや、接着剤繊維のマットや、マトリックス樹脂マット等は、繊維ウェブであることが望ましい。このようにすれば、マトリックス樹脂からなる繊維ウェブを構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくならないようにできる。
【0140】
また、多軸積層強化繊維シートの構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えるのではなく、前記ステップS2にて強化繊維シートあるいはテープを作製する際に、該強化繊維シートあるいは強化繊維テープにマトリックス剤を含浸させて、プリプレグを作製するようにしてもよい。このようにすれば、マトリックスが熱硬化性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となるし、あるいはマトリックスが熱可塑性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形や加熱圧縮成形を行なうことで、成形加工が可能となり、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0141】
以上のように、本実施の形態2によれば、多軸積層強化繊維シートを、開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、前記強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該傾斜強化繊維シートと、前記強化繊維シートあるいは開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択して、それらを積層して接合一体化するようにしたので、新たな機械を導入することなく、従来からの装置を使用して、多軸積層強化繊維シートを低コストで作製することができる。
【0142】
また、本実施の形態2によれば、前記角度θに配向された傾斜強化繊維シートを、前記強化繊維シートを、前記所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ一定幅で傾斜切断して複数の傾斜強化繊維シートを作製し、該傾斜切断された各シートの端部を接合し連結することで、長尺の傾斜強化繊維シートを作製するようにしたので、長尺の傾斜強化繊維シートを、容易、且つ低コストで作製することができる。
【0143】
さらに、本実施の形態2によれば、多軸積層強化繊維シートを、別々に作製した各構成シートを積層し、接合一体化して作製するようにしたので、その構成シートに、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えれば、多軸積層強化繊維シートを強化材とした複合材料を容易に成形加工することができる。
【0144】
さらに、本実施の形態2によれば、多軸積層強化繊維シートを構成する構成シートとして、繊維単糸束を1000本当たりの幅が1.3mm以上になるように開繊拡幅させた強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。また、多軸積層強化繊維シートを用いた複合材料成形物では、その強化材である多軸積層強化繊維シートの厚み方向におけるうねりが極めて少なく、さらにブロック的な塊の大きさが小さくより均質に分布しているので、複合材料成形物に外力が加わっても、応力集中の度合いが軽減され、より大きい荷重に耐えることができ、外力に対する耐疲労性も優れている。
【0145】
(実施の形態3)
以下、本実施の形態3の多軸積層強化繊維シートの作製方法について説明する。
【0146】
前記実施の形態では、傾斜強化繊維シートの作製ステップにおいて、強化繊維シートから長尺の傾斜強化繊維シートを作製し、該長尺の傾斜強度繊維シートを前記多軸積層繊維シートの構成シートとするようにしたが、本実施の形態3では、長尺の傾斜強化繊維シートを作製せず、前記強化繊維シートを傾斜切断して短い傾斜強化繊維シートを作製し、該作製された傾斜強化繊維シートを前記強化繊維シートに接合したシートを前記多軸積層繊維シートの構成シートとする。
【0147】
本実施の形態3の多軸積層強化繊維シートは、前述の実施の形態1と同様、図1に示すように、まず、強化繊維束を開繊拡幅し(ステップS1)、該開繊拡幅された強化繊維束を用いて、所定の配向角度を有する強化繊維シートを作製する(ステップS2)。
【0148】
(ステップS3)そして、前記ステップS2にて作製された強化繊維シートから、該強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを作製する。
【0149】
ここで、本実施の形態3における傾斜強化繊維シートの作製方法を説明する。
【0150】
図10は、本実施の形態3にかかる、一軸強化繊維シートから傾斜一軸強度繊維シートを作製する方法を説明する図である。
【0151】
この傾斜強化繊維シートは、強化繊維シート10を所定の角度θ、且つ一定幅、すなわち図10(a)に示す切断位置16で傾斜切断して、図10(b)に示す複数の傾斜切断された一軸強化繊維シート101〜103を得る。なお、前記強化繊維シート10の切断幅は、前記角度θと、後述するステップS4にて該複数の傾斜切断されたシート101〜103を面接合するシートあるいはテープの幅とによって定まる。
【0152】
もちろん、ステップS3において得る傾斜強化繊維シートは、図10に示される傾斜一軸強化繊維シートに限らず、傾斜二軸強化繊維シートであってもよい。そして、傾斜二軸強化繊維シートの場合も、前述と同様の方法で二軸強化繊維シートを傾斜切断して得ることができる。
【0153】
(ステップS4)そして、前述のようにして得た複数の傾斜強化繊維シート101〜103を、まず図11に示すように、例えば0°配向一軸強化繊維シート10上に接合する。もちろん、一軸強化繊維シートに限るものではなく、二軸強化繊維シートや、強化繊維テープに、前記複数の傾斜強化繊維シート101〜103を接合するようにしてもよい。
【0154】
この接合方法は、接着剤、例えばホットメルト等で接着して接合する方法、あるいはX−Y端接合部15をステッチングして接合する方法等が挙げられる。なお、前記傾斜強化繊維シートを接着剤などで前記別の構成シートに接合する場合は、該構成シートの立体的ドレープ性を確保するために、面的な接着でなく、点接着や部分接着のほうが好ましい。
【0155】
そしてこの後、前記ステップS3にて作製した作製した傾斜強化繊維シートが接合された強化繊維シート、及び前記ステップS2で作製した強化繊維シート、あるいは前記強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを多軸積層繊維シートの構成シートとして積層して接合一体化する。
【0156】
この接合一体化方法は、前記実施の形態1において図5及び図6を用いて説明したものと同様であるため、ここでは説明を省略する。
【0157】
そして、前記実施の形態1において説明したように、多軸積層繊維シートの構成シートとして、強化効果のある繊維のランダムマットや、接着剤繊維のマットや、あるいは複合材料成形加工時に使用するマトリックス樹脂マットあるいはフィルムなどを加えても良い。このようにすれば、前記多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0158】
さらに、前記構成シートとして加えるランダムマットや、接着剤繊維のマットや、マトリックス樹脂マット等は、繊維ウェブであることが望ましい。このようにすれば、マトリックス樹脂からなる繊維ウェブを構成シートとして多軸積層強化繊維シートを作製する際に、該多軸積層強化繊維シートに含まれる空気が抜けにくくならないようにできる。
【0159】
また、多軸積層強化繊維シートの構成シートとして、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えるのではなく、前記ステップS2にて強化繊維シートあるいはテープを作製する際に、該強化繊維シートあるいは強化繊維テープにマトリックス剤を含浸させて、プリプレグを作製するようにしてもよい。このようにすれば、マトリックスが熱硬化性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形を行なうことで、成形加工が可能となるし、あるいはマトリックスが熱可塑性樹脂であれば、多軸積層強化繊維シートを、オープン型の上にて、いわゆる真空バグ加熱成形や加熱圧縮成形を行なうことで、成形加工が可能となり、多軸積層強化繊維シートから、複合材料成形物がより簡単且つ効率的に、成形加工できる。
【0160】
以上のように、本実施の形態3によれば、多軸積層強化繊維シートを、開繊拡幅された強化繊維束から所定の配向角度を有するシート状に結合一体化されてなる強化繊維シート、あるいは該開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープを作製し、前記強化繊維シートとは異なる配向角度θを有する傾斜強化繊維シートを、前記強化繊維シートを用いて作製し、該傾斜強化繊維シートが接合された前記強化繊維シート、及び前記強化繊維シートあるいは強化繊維テープのうち、異なる配向角度を有する少なくとも2種類以上を選択し、それらを積層して接合一体化するようにしたので、新たな機械を導入することなく、従来からの装置を使用して、より簡単に低コストで多軸積層強化繊維シートを作製することができる。
【0161】
また、本実施の形態3によれば、傾斜強化繊維シートを、前記所定の一定角度θ(−90°<θ<0°,0°<θ<90°)、且つ一定幅で前記強化繊維シートを傾斜切断し、該切断された複数の傾斜強化繊維シートを前記強化繊維シートに接合して作製するようにしたので、傾斜強化繊維シートをより容易に低コストで作製できる。
【0162】
さらに、本実施の形態3によれば、多軸積層強化繊維シートを、別々に作製した各構成シートを積層し、接合一体化して作製するようにしたので、その構成シートに、マトリックスとなる熱硬化性樹脂、あるいは熱可塑性樹脂の繊維ウェブを加えれば、多軸積層強化繊維シートを強化材とした複合材料を容易に成形加工することができる。
【0163】
さらに、本実施の形態3によれば、多軸積層強化繊維シートを構成する構成シートとして、繊維単糸束を1000本当たりの幅が1.3mm以上になるように開繊拡幅させた強化繊維束を用いているので、粘度の高いマトリックス樹脂でも、速やかに含浸させることができ、成形加工しやすい効果がある。また、多軸積層強化繊維シートを用いた複合材料成形物では、その強化材である多軸積層強化繊維シートの厚み方向におけるうねりが極めて少なく、さらにブロック的な塊の大きさが小さくより均質に分布しているので、複合材料成形物に外力が加わっても、応力集中の度合いが軽減され、より大きい荷重に耐えることができ、外力に対する耐疲労性も優れている。
【実施例】
【0164】
次に、本願の実施例を挙げる。
【0165】
強化繊維として、東レM30S、18K無撚りの炭素繊維を用いる。
【0166】
まず、懸垂状態で走行中の前記炭素繊維束に、直交方向から整流した空気を吹き付けることで、31mm(単糸1000本当たりで2.58mm)の幅を持つ、開繊拡幅された強化繊維を得る。
【0167】
次に、この開繊拡幅された炭素繊維束表面上に、ポリアミド系ホットメルト接着剤を、幅方向に1列に配置された多数のノズル孔を有する溶融ヘッドから吐出させつつ、空気により引き落すことによって、単糸の直径18μmのホットメルト接着剤繊維からなる、目付け4g/m2の繊維ウェブを形成した。
【0168】
そして、前記繊維ウエブがその表面上に塗布された開繊された炭素繊維束と糸とを用いて、0°配向の一軸強化繊維シート81と、90°配向の一軸強化繊維シート82とを作製した。
【0169】
さらに、前記繊維ウエブがその表面上に塗布された開繊拡幅された炭素繊維束を用いて、その繊維束間の隙間が実質的に無く、且つ互いに重なり合いが無いように製織した後、240℃に加熱して、直ちに加圧ロールによって軽く加圧して、二軸強化繊維シートを作製し、該二軸強化繊維シートを筒状に接合した後、45°の傾斜角で切断していき、45°配向の傾斜二軸強化繊維シート83を作製した。
【0170】
そして、前述のようにして作製した3つの強化繊維シート、つまり、0°配向の一軸強化繊維シート81、90°配向の一軸強化繊維シート82、及び45°配向の傾斜二軸強化繊維シート83、を構成シートとして、それらを積層した後接合一体化して、多軸積層強化繊維シートを作製する。
【0171】
具体的には、図8に示すように、2種類の一軸強化繊維シートの間に、前記傾斜二軸強化繊維シートを挟むようにして3つの構成シートを積層した後、240℃に加熱し、直ちに加圧ロールにより加圧した。これにより、目付け97.3g/m2で、4軸(0°/+45°/−45°/90°)の構成からなる多軸積層強化繊維シート80を得た。
【産業上の利用可能性】
【0172】
本発明の多軸積層シートの作製方法及びその方法により作製された多軸積層シートは、特に航空・宇宙用途や高級釣竿用など、超軽量でかつ高力学的性能が要求される複合材料に用いられるものとして有用である。
【符号の説明】
【0173】
10,30 一軸強化繊維シート
11 開繊拡幅された強化繊維束
12 糸
20 一軸強化繊維シート
22 一軸強化繊維テープ
22a,24a 開繊拡幅された強化繊維束
23 接着性繊維ウェブ
25 多孔性接着剤層
50 強化繊維積層接合装置
51 強化繊維シート供給部
51a〜51e 引き出しローラ
52 接合部
53 巻取部
60 構成シート
61,70,80 多軸積層強化繊維シート
71,72 強化繊維シート
73 傾斜強化繊維シート
74 熱硬化性樹脂の繊維ウェブ
81 0°配向の一軸強化繊維シート
82 90°配向の一軸強化繊維シート
83 傾斜二軸強化繊維シート
101,102,103 傾斜切断された傾斜一軸強化繊維シート
1100 経編ラッセル方式のシステム
1101 繊維配向機
1102 緯糸挿入機
1103 ガイド部
1104 ステッチング部
1105 巻取部
【特許請求の範囲】
【請求項1】
強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、
複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、
前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、
該傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層して接合一体化する接合一体化ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項2】
強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、
複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、
前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、
複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープを作製する強化繊維テープ作製ステップと、
前記傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートあるいは前記強化繊維テープ作製ステップで作製された前記強化繊維テープのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートあるいはテープを積層して接合一体化する接合一体化ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項3】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの対向する側端部を接合して筒状にする接合ステップと、
前記筒状に接合された強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断する傾斜切断ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項4】
請求項1に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項5】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシートあるいはテープ幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項6】
請求項1に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項7】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項8】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートは、前記開繊拡幅された強化繊維束を、糸を用いて結合一体化した一軸配向強化繊維シートである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項9】
請求項8に記載の多軸積層強化繊維シート作製方法において、
前記糸は接着機能を持つ、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項10】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートは、複数本の前記開繊拡幅された強化繊維束を並べてシート状にした強化繊維テープに接着性繊維ウェブを接合して、前記開繊拡幅された強化繊維束を結合一体化した一軸配向強化繊維シートである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項11】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートは、前記開繊拡幅された強化繊維束を、製織あるいは製編して結合一体化した二軸配向強化繊維シートである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項12】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートの表面に、目付け10g/m2以下の多孔性接着剤層を接合する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項13】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維テープの表面に、目付け10g/m2以下の多孔性接着剤層を接合する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項14】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シート作製ステップは、前記開繊拡幅された強化繊維束の表面に、目付け10g/m2以下の多孔性接着剤層を接合した後、該多孔性接着剤層が接合された強化繊維束を結合一体化する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項15】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記接合一体化ステップは、多孔性接着剤を用いて接合一体化するものである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項16】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記接合一体化ステップは、ステッチングにより接合一体化するものである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項17】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記接合一体化ステップは、接合一体化する際、該積層された層間にマトリックス層を含める、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項18】
請求項17に記載の多軸積層強化繊維シート作製方法において、
前記マトリックス層は、熱可塑性樹脂あるいは熱可塑性樹脂の繊維ウエブからなる、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項19】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シート作製ステップは、前記強化繊維シートを作製する際に、該強化繊維シートにマトリックス樹脂を含浸する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項20】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維テープ作製ステップは、前記強化繊維テープを作製する際に、該強化繊維テープにマトリックス樹脂を含浸する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項21】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断してなる、
ことを特徴とする長尺のθ度に配向された傾斜強化繊維シート。
【請求項22】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートを接合一体化させるシート幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結してなる、
ことを特徴とする長尺のθ度に配向された傾斜強化繊維シート。
【請求項23】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結してなる、
ことを特徴とする長尺のθ度に配向された傾斜強化繊維シート。
【請求項24】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断して、前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなる、
ことを特徴とする多軸積層強化繊維シート。
【請求項25】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、傾斜切断して複数の傾斜強化繊維シートを作製し、該傾斜切断した複数の傾斜強化繊維シートの各端部を接合しつつ連結して前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなる、
ことを特徴とする多軸積層強化繊維シート。
【請求項26】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該複数の傾斜強化繊維シートを面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合し、該傾斜強化繊維シートが面接合されたシートあるいはテープと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなる、
ことを特徴とする多軸積層強化繊維シート。
【請求項1】
強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、
複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、
前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、
該傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層して接合一体化する接合一体化ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項2】
強化繊維単糸束を、1000本当たりの幅が1.3mm以上になるよう開繊拡幅する開繊拡幅ステップと、
複数本の前記開繊拡幅された強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製する強化繊維シート作製ステップと、
前記強化繊維シートとは異なる配向角度を有する少なくとも1種類以上の傾斜強化繊維シートを、前記強化繊維シートを用いて作製する傾斜強化繊維シート作製ステップと、
複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープを作製する強化繊維テープ作製ステップと、
前記傾斜強化繊維シート作製ステップで作製された前記傾斜強化繊維シートと、前記強化繊維シート作製ステップで作製された前記強化繊維シートあるいは前記強化繊維テープ作製ステップで作製された前記強化繊維テープのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートあるいはテープを積層して接合一体化する接合一体化ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項3】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの対向する側端部を接合して筒状にする接合ステップと、
前記筒状に接合された強化繊維シートを、前記筒状の強化繊維シートの軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断する傾斜切断ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項4】
請求項1に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項5】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記接合一体化ステップにおいて前記傾斜強化繊維シートと接合一体化させるシートあるいはテープ幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項6】
請求項1に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシート幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項7】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記傾斜強化繊維シート作製ステップは、
前記強化繊維シートの配向軸に対して、所定の角度(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、前記傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、前記強化繊維シートを傾斜切断する傾斜切断ステップと、
前記傾斜切断して得た複数の傾斜強化繊維シートを、前記強化繊維シートあるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結する接合ステップと、を含む、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項8】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートは、前記開繊拡幅された強化繊維束を、糸を用いて結合一体化した一軸配向強化繊維シートである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項9】
請求項8に記載の多軸積層強化繊維シート作製方法において、
前記糸は接着機能を持つ、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項10】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートは、複数本の前記開繊拡幅された強化繊維束を並べてシート状にした強化繊維テープに接着性繊維ウェブを接合して、前記開繊拡幅された強化繊維束を結合一体化した一軸配向強化繊維シートである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項11】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートは、前記開繊拡幅された強化繊維束を、製織あるいは製編して結合一体化した二軸配向強化繊維シートである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項12】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シートの表面に、目付け10g/m2以下の多孔性接着剤層を接合する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項13】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維テープの表面に、目付け10g/m2以下の多孔性接着剤層を接合する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項14】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シート作製ステップは、前記開繊拡幅された強化繊維束の表面に、目付け10g/m2以下の多孔性接着剤層を接合した後、該多孔性接着剤層が接合された強化繊維束を結合一体化する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項15】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記接合一体化ステップは、多孔性接着剤を用いて接合一体化するものである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項16】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記接合一体化ステップは、ステッチングにより接合一体化するものである、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項17】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記接合一体化ステップは、接合一体化する際、該積層された層間にマトリックス層を含める、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項18】
請求項17に記載の多軸積層強化繊維シート作製方法において、
前記マトリックス層は、熱可塑性樹脂あるいは熱可塑性樹脂の繊維ウエブからなる、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項19】
請求項1または請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維シート作製ステップは、前記強化繊維シートを作製する際に、該強化繊維シートにマトリックス樹脂を含浸する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項20】
請求項2に記載の多軸積層強化繊維シート作製方法において、
前記強化繊維テープ作製ステップは、前記強化繊維テープを作製する際に、該強化繊維テープにマトリックス樹脂を含浸する、
ことを特徴とする多軸積層強化繊維シート作製方法。
【請求項21】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断してなる、
ことを特徴とする長尺のθ度に配向された傾斜強化繊維シート。
【請求項22】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートを接合一体化させるシート幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートの各端部を接合しつつ連結してなる、
ことを特徴とする長尺のθ度に配向された傾斜強化繊維シート。
【請求項23】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された、複数本の強化繊維束を結合一体化させて所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断し、該傾斜切断して得た複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合しつつ該傾斜強化繊維シートの各端部を連結してなる、
ことを特徴とする長尺のθ度に配向された傾斜強化繊維シート。
【請求項24】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートの対向する側端部を接合して筒状にした強化繊維シートを、該筒の軸方向に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)で、連続的に傾斜切断して、前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなる、
ことを特徴とする多軸積層強化繊維シート。
【請求項25】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該傾斜強化繊維シートと接合一体化させるシート幅とによって定まる幅で、傾斜切断して複数の傾斜強化繊維シートを作製し、該傾斜切断した複数の傾斜強化繊維シートの各端部を接合しつつ連結して前記強化繊維シートとは異なる配向角度を有する傾斜強化繊維シートを作製し、該作製された前記傾斜強化繊維シートと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなる、
ことを特徴とする多軸積層強化繊維シート。
【請求項26】
単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された複数本の強化繊維束を結合一体化して、所定の配向角度を有する強化繊維シートを作製し、該強化繊維シートを、その配向軸に対して所定の角度θ(−90°<θ<0°,0°<θ<90°)、且つ該角度θと、当該複数の傾斜強化繊維シートを面接合させるシートあるいはテープの幅とによって定まる幅で、傾斜切断して、複数の傾斜強化繊維シートを作製し、該複数の傾斜強化繊維シートを前記強化繊維シート、あるいは複数本の前記開繊拡幅された強化繊維束を平行に引き揃えて面状に並べた強化繊維テープに面接合し、該傾斜強化繊維シートが面接合されたシートあるいはテープと、前記強化繊維シートとのうち、配向角度の異なる2種類以上を選択し、該選択した配向角度の異なるシートを積層し接合一体化してなる、
ことを特徴とする多軸積層強化繊維シート。
【図1】


【図2(a)】
【図2(b)】
【図3(a)】
【図3(b)】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2(a)】
【図2(b)】
【図3(a)】
【図3(b)】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−121372(P2011−121372A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2011−12287(P2011−12287)
【出願日】平成23年1月24日(2011.1.24)
【分割の表示】特願2004−319750(P2004−319750)の分割
【原出願日】平成16年11月2日(2004.11.2)
【出願人】(500152267)丸八株式会社 (12)
【出願人】(511021181)丸八エクスピーテイー株式会社 (1)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成23年1月24日(2011.1.24)
【分割の表示】特願2004−319750(P2004−319750)の分割
【原出願日】平成16年11月2日(2004.11.2)
【出願人】(500152267)丸八株式会社 (12)
【出願人】(511021181)丸八エクスピーテイー株式会社 (1)
【Fターム(参考)】
[ Back to top ]