
多重巻鋼管
【課題】多重巻鋼管を製造する過程で、ロウ付けに必要な銅を過不足なく供給することができ、鋼管の表面に銅の再凝固が生じず、また、鋼管シーム部に良好なフィレットが形成されるようにする。
【解決手段】鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形する。
【解決手段】鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多重巻鋼管に係り、特に、自動車のブレーキ配管や、産業機械の油圧配管などに利用される多重巻鋼管に関する。
【背景技術】
【0002】
一般に、自動車のブレーキ配管や、油圧機器用の配管には、高圧に耐え得る多重巻鋼管が広く利用されている。この多重巻鋼管は、低炭素鋼の冷却圧延鋼板をロールで巻き付けることによって管状に成形される。
【0003】
この種の多重巻鋼管の素材である鋼板には、その両面に銅めっきが施されたものが用いられている。この鋼管をロールで巻き付けた後、還元雰囲気中で、銅の融点以上の温度でロウ付けを行う。
【0004】
従来の多重巻鋼管では、両面に同一厚みの銅めっきを施した鋼板を用いていたために、余剰の銅がロウ付けする工程で発生するという問題があった。
すなわち、二重に巻き込んだ鋼板をロウ付けするために必要な量を上回る過剰な銅が両面の銅めっき被膜から供給されるので、余剰の銅が、鋼管の表面で凝固したり、炉内で落下した銅が鋼管に再付着したりというように、外観不良の製品の原因となっていた。
このような過剰な銅が鋼管の表面で凝固するのを防止する方策として、従来は、ロウ付けの前にカーボンを塗布することが行われていた。しかし、ロウ付けの後、カーボンを完全に除去することが困難であることから、残留したカーボンにより鋼管表面の清浄度が低下し、後工程での表面処理に不具合を生じさせる原因となることが指摘されている。
【0005】
他方、従来の多重巻鋼管には、素材である鋼板の片面のみに銅メッキを施したのがある。この種の多重巻鋼管の従来例としては特許文献1に記載された多重巻鋼管を挙げることができる。
【0006】
この特許文献1には、片面のみをめっきすることの効果として、上述したカーボンが不要となり表面清浄度が高まるとことと、放射熱伝導率が改善すること、ろう付けに必要な電力を節約できることを挙げている。
【特許文献1】特開2005−095976号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の両面に銅めっきを施した多重巻鋼管では、ロウ付けをしたときに、鋼板同士の隙間が大きくなり、ボイドと呼ばれる未ロウ付け部が発生する可能性が高くなったり、鋼管のシーム部に過剰のフィレットが形成され、シーム部の段差が大きくなり、締結するときの不具合の原因となる。
【0008】
他方、従来の片面のみに銅めっきを施した多重巻鋼管の場合は、鋼管のシーム部に銅によるフィレットが形成されないことがあるので強度が低下する可能性が高くなる。
【0009】
そこで、本発明の目的は、前記従来技術の有する問題点を解消し、多重巻鋼管を製造する過程で、ロウ付けに必要な銅を過不足なく供給することができ、鋼管の表面に銅の再凝固が生じず、また、鋼管シーム部に良好なフィレットが形成されることにより、外観不具合、ロウ付け強度を高めることができる多重巻鋼管およびその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
前記の目的を達成するために、本発明は、両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管において、前記鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形されたことを特徴とするものである。
【0011】
また、本発明は、両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管の製造方法において、素材の鋼板として、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くした鋼板を用意し、前記鋼板を一方の面が外側面になるようにロールで巻き付けて管状に成形し、前記成形された鋼管を還元雰囲気中で、銅の融点以上に加熱してロウ付けを行うことを特徴とするものである。
【発明の効果】
【0012】
本発明によれば、多重巻鋼管を製造する過程で、ロウ付けに必要な銅を過不足なく供給することができ、鋼管の表面に銅の再凝固が生じず、また、鋼管シーム部に良好なフィレットが形成されることにより、外観不具合、ロウ付け強度を高めることができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明による多重巻鋼管の一実施形態について、添付の図面を参照しながら説明する。
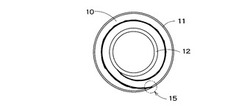
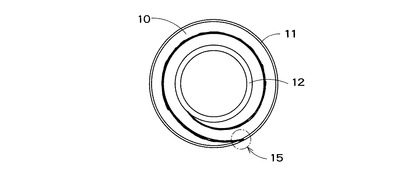
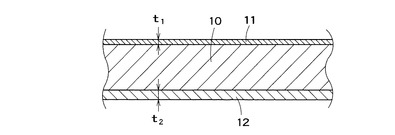
図1は、本発明の一実施形態による多重巻鋼管の横断面図を示す。図2は、図1の多重巻鋼管の素材に用いられる鋼板の断面図である。
鋼板10には、低炭素鋼からなる冷間圧延鋼板が用いられている。この鋼板10の両面には、ともに電気銅めっきが施されている。ただし、銅めっきは、差厚めっきと呼ばれるもので、一方の面の銅めっき被膜11と他方の面の銅めっき被膜12とで膜厚が異なっている。
【0014】
ここで、鋼板10の一方の面に形成された銅めっき被膜11の膜厚をt1、他方の面に形成された銅めっき被膜の膜厚をt2とすると、t1の方がt2よりも薄い膜厚に形成されている。
【0015】
この場合、一方の銅めっき被膜11の膜厚t1(μm)は、
0<t1≦3
の範囲が好ましい。
【0016】
また、他方の銅めっき被膜12の膜厚t2(μm)は、より厚いことから、
3≦t2≦6
の範囲にあることが好ましい。
これら銅めっき被膜11、12の膜厚t1、t2については、さらに実施例を挙げて後述する。
【0017】
次に、以上のような鋼板10は、図示しない金型ロールで多重に巻き付けることによって管状に成形される。ロールで巻き付けるときには、膜厚が薄いt1の方のめっき被膜11が外側面になり、厚い方のめっき被膜12が内側面になるようにして、好ましくは二重巻きにされる。
【0018】
こうして造管された多重巻鋼管の中間品は、ロウ付けの工程を行う加熱炉に送られる。この加熱炉では、還元雰囲気中で銅の融点である1083℃以上に保持した状態でロウ付けが行われる。
【0019】
加熱により、銅めっき被膜11、12から銅が溶け出し、これがロウ材となって、重なった鋼板10同士は溶着して一体になった鋼管になる。鋼管の外周面は、銅めっきで覆われる。
【0020】
なお、ロウ付け方法としては、上記の炉内ロウ付けの他、多重巻鋼管の周囲にコイルを配置し、このコイルに通電して鋼管の誘導電流を発生させて加熱することによりロウ付けを行う高周波誘導ロウ付け方法や、通電端子を鋼管に直接接触させて通電し、ジュール熱により加熱してロウ付けを行う直接通電式のロウ付け方法などにを用いることもできる。
【0021】
本実施形態による多重巻鋼管によれば、素材である鋼板10の両面に差厚銅めっきを施しているので、以下のような効果が得られる。
【0022】
第1に、鋼板10の一方の面に形成した銅めっき被膜11の膜厚t1と、他方の面に形成した銅めっき被膜12の膜厚t2とで、厚さに差があるため、両面を同じ厚さにした場合と較べて、ロウ付け時に供給される銅の量が過剰になるのを未然に回避することができる。これにより、ロウ付けの際に、過剰の銅が鋼管の表面に液滴状に再凝固する外面の不具合を低減できる。また、銅の再凝固による外面の不具合が低減されることにより、品質検査の工程におけるノイズが低減されるので、渦流探傷器の感度を上げての高精度の検査が可能となる。
【0023】
また、過剰な銅が鋼管の表面で凝固するのを防止する方策として、従来のように、ロウ付けの前にカーボンを塗布する必要がなくなるので、ロウ付け後、カーボンを完全に除去することができず、残留したカーボンにより鋼管表面の清浄度が低下し、後工程での表面処理に不都合を生じさせるという従来の問題点を解消することができる。
【0024】
また、差厚めっきをした鋼板を用いることにより、巻き込んだときの鋼板10同士の距離を適切に保持できるので、ロウ付けしたときのボイド発生を防止し、ロウ付け強度を高めることができる。本実施形態では、35MPa以上の耐圧性能を有する車両用のブレーキ配管に用いられる多重巻鋼管を管造することができた。
【0025】
第2に、本実施形態による多重巻鋼管によれば、上記のように素材の鋼板として差厚銅めっきを施したものを用いた上で、ロールで巻き付けるときに、薄い方の銅めっき被膜11を外側面にしているので、ロウ付けをしたときに多重巻鋼管のシーム部15に銅による良好なフィレットを形成することができる。
【0026】
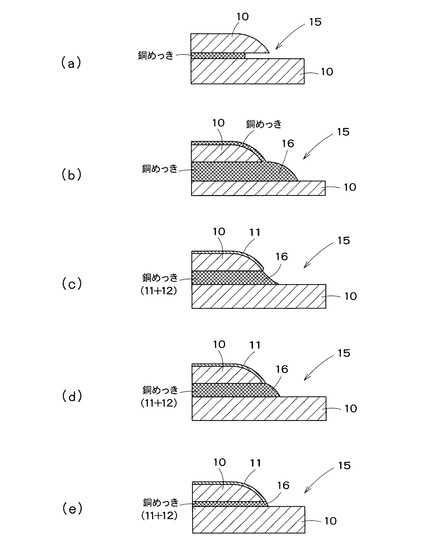
ここで、図3(a)乃至図3(d)は、板厚0.4mmの鋼板に施された銅めっきの違いによるフィレット生成の状況を示す。
【0027】
図3(a)は、鋼板10の片面のみに銅めっきを施した場合の多重巻鋼管のシーム部15を示す。銅めっきが片面だけの場合には、銅量不足によって、フィレットが未形成のままで終わることが多い。
これに対して、図3(b)は、鋼板10の両面に同じ厚さの銅めっきを施した場合には、重なり合う鋼板10同士の間で同じ厚さの銅めっき被膜が重なること、および外側の銅めっき被膜からも銅が供給され、過剰の銅によって過大のフィレット16が形成されてしまう。このことは、シーム部15の強度が弱くなることを意味する。
【0028】
これに対して、図3(c)に示すように、差厚銅めっきにした上で、膜厚t1の薄い方を外側面にすることにより、重なり合う銅板10の間の銅めっき被膜が相対的に薄くなることに加えて、外側の銅めっき被膜も薄いので、フィレット16の形成に関与する銅量を適正にし、良好な状態のフィレット16が形成されることになる。このようなフィレットは、膜厚t1が2μm、t2が4μmの場合に得られた。
【0029】
図3(d)は、差厚銅めっきにした上で、膜厚t1で薄い方を外側面にすることにより形成したフィレット16の例である。図3(c)に較べると、フィレット16の生成量が多いが比較的良好なフィレットといえる。このようなフィレット16は、膜厚t1が3μm、t2が6μmの場合に得られた。
【0030】
図3(e)は、差厚銅めっきにした上で、膜厚t1で薄い方を外側面にすることにより形成したフィレット16の例である。図3(c)に較べると、フィレット16の生成量が少ないが比較的良好なフィレットといえる。このようなフィレットは、膜厚t1が1μm、t2が3μmの場合に得られた。
【0031】
そのほか、差厚銅めっきとした鋼板を用いることで、以下のような利点も得られる。
【0032】
片面だけの銅めっきのものと較べて、外面にも銅が存在するため、鋼板輸送時および鋼管製造後の輸送時に防錆効果が期待できる。また、外面に銅が存在することから、直接通電加熱でロウ付けする場合に安定したロウ付けが可能となる。片面銅めっきのものと異なり、同種金属間のロウ付けとなり、両面同じ厚さの銅めっきのものと同等のロウ付け密着性を得られる。さらに片面銅めっきのものと較べて、金型ロールで巻き込むときに金型との摩擦を抑えられ、焼き付きが減少する。
【0033】
他方、両面を同じ膜厚で銅めっきしたものと較べると、銅めっきするときに発生し、鋼板材料中に取り込まれる水素量が減少し、水素による品質低下の影響を少なくすることができる。
【実施例】
【0034】
次に、差厚銅めっきの膜厚について具体的な実施例を挙げ、フィレットの形成との関係についてさらに説明する。
【表1】

【0035】
表1は、板厚0.4mmの鋼板にそれぞれ内面、外面に表に示すような膜厚で銅めっきを施し、二重に巻き込んでからロウ付けをした多重巻鋼管について、シーム部のフィレットの生成状況をまとめたものである。
【0036】
この表1および図3のフィレット生成状況をまとめると、鋼管の外面の銅めっきの膜厚を薄くした方が良好なフィレットが生成されること、外面の銅めっきの膜厚t1(μm)は、1≦t1≦3が好ましいこと、内側の銅めっきの膜厚t2は、3≦t2≦6が好ましいことがわかる。
【0037】
また、外面の銅めっき膜厚t1と内面の銅めっき膜厚t2の比(t≦1/t2)で考えると、フィレットの生成の点で好ましい範囲は、
1/3≦t1/t2≦2/3
であることがわかった。
【図面の簡単な説明】
【0038】
【図1】本発明による多重巻鋼管の素材に用いられる鋼板の断面図。
【図2】本発明の一実施形態による多重巻鋼管の横断面図である。
【図3】本発明による多重巻鋼管のシーム部におけるフィレット生成状況を示す図。
【符号の説明】
【0039】
10 鋼板
11 めっき被膜
12 めっき被膜
15 シーム部
16 フィレット
【技術分野】
【0001】
本発明は、多重巻鋼管に係り、特に、自動車のブレーキ配管や、産業機械の油圧配管などに利用される多重巻鋼管に関する。
【背景技術】
【0002】
一般に、自動車のブレーキ配管や、油圧機器用の配管には、高圧に耐え得る多重巻鋼管が広く利用されている。この多重巻鋼管は、低炭素鋼の冷却圧延鋼板をロールで巻き付けることによって管状に成形される。
【0003】
この種の多重巻鋼管の素材である鋼板には、その両面に銅めっきが施されたものが用いられている。この鋼管をロールで巻き付けた後、還元雰囲気中で、銅の融点以上の温度でロウ付けを行う。
【0004】
従来の多重巻鋼管では、両面に同一厚みの銅めっきを施した鋼板を用いていたために、余剰の銅がロウ付けする工程で発生するという問題があった。
すなわち、二重に巻き込んだ鋼板をロウ付けするために必要な量を上回る過剰な銅が両面の銅めっき被膜から供給されるので、余剰の銅が、鋼管の表面で凝固したり、炉内で落下した銅が鋼管に再付着したりというように、外観不良の製品の原因となっていた。
このような過剰な銅が鋼管の表面で凝固するのを防止する方策として、従来は、ロウ付けの前にカーボンを塗布することが行われていた。しかし、ロウ付けの後、カーボンを完全に除去することが困難であることから、残留したカーボンにより鋼管表面の清浄度が低下し、後工程での表面処理に不具合を生じさせる原因となることが指摘されている。
【0005】
他方、従来の多重巻鋼管には、素材である鋼板の片面のみに銅メッキを施したのがある。この種の多重巻鋼管の従来例としては特許文献1に記載された多重巻鋼管を挙げることができる。
【0006】
この特許文献1には、片面のみをめっきすることの効果として、上述したカーボンが不要となり表面清浄度が高まるとことと、放射熱伝導率が改善すること、ろう付けに必要な電力を節約できることを挙げている。
【特許文献1】特開2005−095976号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、従来の両面に銅めっきを施した多重巻鋼管では、ロウ付けをしたときに、鋼板同士の隙間が大きくなり、ボイドと呼ばれる未ロウ付け部が発生する可能性が高くなったり、鋼管のシーム部に過剰のフィレットが形成され、シーム部の段差が大きくなり、締結するときの不具合の原因となる。
【0008】
他方、従来の片面のみに銅めっきを施した多重巻鋼管の場合は、鋼管のシーム部に銅によるフィレットが形成されないことがあるので強度が低下する可能性が高くなる。
【0009】
そこで、本発明の目的は、前記従来技術の有する問題点を解消し、多重巻鋼管を製造する過程で、ロウ付けに必要な銅を過不足なく供給することができ、鋼管の表面に銅の再凝固が生じず、また、鋼管シーム部に良好なフィレットが形成されることにより、外観不具合、ロウ付け強度を高めることができる多重巻鋼管およびその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
前記の目的を達成するために、本発明は、両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管において、前記鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形されたことを特徴とするものである。
【0011】
また、本発明は、両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管の製造方法において、素材の鋼板として、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くした鋼板を用意し、前記鋼板を一方の面が外側面になるようにロールで巻き付けて管状に成形し、前記成形された鋼管を還元雰囲気中で、銅の融点以上に加熱してロウ付けを行うことを特徴とするものである。
【発明の効果】
【0012】
本発明によれば、多重巻鋼管を製造する過程で、ロウ付けに必要な銅を過不足なく供給することができ、鋼管の表面に銅の再凝固が生じず、また、鋼管シーム部に良好なフィレットが形成されることにより、外観不具合、ロウ付け強度を高めることができる。
【発明を実施するための最良の形態】
【0013】
以下、本発明による多重巻鋼管の一実施形態について、添付の図面を参照しながら説明する。
図1は、本発明の一実施形態による多重巻鋼管の横断面図を示す。図2は、図1の多重巻鋼管の素材に用いられる鋼板の断面図である。
鋼板10には、低炭素鋼からなる冷間圧延鋼板が用いられている。この鋼板10の両面には、ともに電気銅めっきが施されている。ただし、銅めっきは、差厚めっきと呼ばれるもので、一方の面の銅めっき被膜11と他方の面の銅めっき被膜12とで膜厚が異なっている。
【0014】
ここで、鋼板10の一方の面に形成された銅めっき被膜11の膜厚をt1、他方の面に形成された銅めっき被膜の膜厚をt2とすると、t1の方がt2よりも薄い膜厚に形成されている。
【0015】
この場合、一方の銅めっき被膜11の膜厚t1(μm)は、
0<t1≦3
の範囲が好ましい。
【0016】
また、他方の銅めっき被膜12の膜厚t2(μm)は、より厚いことから、
3≦t2≦6
の範囲にあることが好ましい。
これら銅めっき被膜11、12の膜厚t1、t2については、さらに実施例を挙げて後述する。
【0017】
次に、以上のような鋼板10は、図示しない金型ロールで多重に巻き付けることによって管状に成形される。ロールで巻き付けるときには、膜厚が薄いt1の方のめっき被膜11が外側面になり、厚い方のめっき被膜12が内側面になるようにして、好ましくは二重巻きにされる。
【0018】
こうして造管された多重巻鋼管の中間品は、ロウ付けの工程を行う加熱炉に送られる。この加熱炉では、還元雰囲気中で銅の融点である1083℃以上に保持した状態でロウ付けが行われる。
【0019】
加熱により、銅めっき被膜11、12から銅が溶け出し、これがロウ材となって、重なった鋼板10同士は溶着して一体になった鋼管になる。鋼管の外周面は、銅めっきで覆われる。
【0020】
なお、ロウ付け方法としては、上記の炉内ロウ付けの他、多重巻鋼管の周囲にコイルを配置し、このコイルに通電して鋼管の誘導電流を発生させて加熱することによりロウ付けを行う高周波誘導ロウ付け方法や、通電端子を鋼管に直接接触させて通電し、ジュール熱により加熱してロウ付けを行う直接通電式のロウ付け方法などにを用いることもできる。
【0021】
本実施形態による多重巻鋼管によれば、素材である鋼板10の両面に差厚銅めっきを施しているので、以下のような効果が得られる。
【0022】
第1に、鋼板10の一方の面に形成した銅めっき被膜11の膜厚t1と、他方の面に形成した銅めっき被膜12の膜厚t2とで、厚さに差があるため、両面を同じ厚さにした場合と較べて、ロウ付け時に供給される銅の量が過剰になるのを未然に回避することができる。これにより、ロウ付けの際に、過剰の銅が鋼管の表面に液滴状に再凝固する外面の不具合を低減できる。また、銅の再凝固による外面の不具合が低減されることにより、品質検査の工程におけるノイズが低減されるので、渦流探傷器の感度を上げての高精度の検査が可能となる。
【0023】
また、過剰な銅が鋼管の表面で凝固するのを防止する方策として、従来のように、ロウ付けの前にカーボンを塗布する必要がなくなるので、ロウ付け後、カーボンを完全に除去することができず、残留したカーボンにより鋼管表面の清浄度が低下し、後工程での表面処理に不都合を生じさせるという従来の問題点を解消することができる。
【0024】
また、差厚めっきをした鋼板を用いることにより、巻き込んだときの鋼板10同士の距離を適切に保持できるので、ロウ付けしたときのボイド発生を防止し、ロウ付け強度を高めることができる。本実施形態では、35MPa以上の耐圧性能を有する車両用のブレーキ配管に用いられる多重巻鋼管を管造することができた。
【0025】
第2に、本実施形態による多重巻鋼管によれば、上記のように素材の鋼板として差厚銅めっきを施したものを用いた上で、ロールで巻き付けるときに、薄い方の銅めっき被膜11を外側面にしているので、ロウ付けをしたときに多重巻鋼管のシーム部15に銅による良好なフィレットを形成することができる。
【0026】
ここで、図3(a)乃至図3(d)は、板厚0.4mmの鋼板に施された銅めっきの違いによるフィレット生成の状況を示す。
【0027】
図3(a)は、鋼板10の片面のみに銅めっきを施した場合の多重巻鋼管のシーム部15を示す。銅めっきが片面だけの場合には、銅量不足によって、フィレットが未形成のままで終わることが多い。
これに対して、図3(b)は、鋼板10の両面に同じ厚さの銅めっきを施した場合には、重なり合う鋼板10同士の間で同じ厚さの銅めっき被膜が重なること、および外側の銅めっき被膜からも銅が供給され、過剰の銅によって過大のフィレット16が形成されてしまう。このことは、シーム部15の強度が弱くなることを意味する。
【0028】
これに対して、図3(c)に示すように、差厚銅めっきにした上で、膜厚t1の薄い方を外側面にすることにより、重なり合う銅板10の間の銅めっき被膜が相対的に薄くなることに加えて、外側の銅めっき被膜も薄いので、フィレット16の形成に関与する銅量を適正にし、良好な状態のフィレット16が形成されることになる。このようなフィレットは、膜厚t1が2μm、t2が4μmの場合に得られた。
【0029】
図3(d)は、差厚銅めっきにした上で、膜厚t1で薄い方を外側面にすることにより形成したフィレット16の例である。図3(c)に較べると、フィレット16の生成量が多いが比較的良好なフィレットといえる。このようなフィレット16は、膜厚t1が3μm、t2が6μmの場合に得られた。
【0030】
図3(e)は、差厚銅めっきにした上で、膜厚t1で薄い方を外側面にすることにより形成したフィレット16の例である。図3(c)に較べると、フィレット16の生成量が少ないが比較的良好なフィレットといえる。このようなフィレットは、膜厚t1が1μm、t2が3μmの場合に得られた。
【0031】
そのほか、差厚銅めっきとした鋼板を用いることで、以下のような利点も得られる。
【0032】
片面だけの銅めっきのものと較べて、外面にも銅が存在するため、鋼板輸送時および鋼管製造後の輸送時に防錆効果が期待できる。また、外面に銅が存在することから、直接通電加熱でロウ付けする場合に安定したロウ付けが可能となる。片面銅めっきのものと異なり、同種金属間のロウ付けとなり、両面同じ厚さの銅めっきのものと同等のロウ付け密着性を得られる。さらに片面銅めっきのものと較べて、金型ロールで巻き込むときに金型との摩擦を抑えられ、焼き付きが減少する。
【0033】
他方、両面を同じ膜厚で銅めっきしたものと較べると、銅めっきするときに発生し、鋼板材料中に取り込まれる水素量が減少し、水素による品質低下の影響を少なくすることができる。
【実施例】
【0034】
次に、差厚銅めっきの膜厚について具体的な実施例を挙げ、フィレットの形成との関係についてさらに説明する。
【表1】
【0035】
表1は、板厚0.4mmの鋼板にそれぞれ内面、外面に表に示すような膜厚で銅めっきを施し、二重に巻き込んでからロウ付けをした多重巻鋼管について、シーム部のフィレットの生成状況をまとめたものである。
【0036】
この表1および図3のフィレット生成状況をまとめると、鋼管の外面の銅めっきの膜厚を薄くした方が良好なフィレットが生成されること、外面の銅めっきの膜厚t1(μm)は、1≦t1≦3が好ましいこと、内側の銅めっきの膜厚t2は、3≦t2≦6が好ましいことがわかる。
【0037】
また、外面の銅めっき膜厚t1と内面の銅めっき膜厚t2の比(t≦1/t2)で考えると、フィレットの生成の点で好ましい範囲は、
1/3≦t1/t2≦2/3
であることがわかった。
【図面の簡単な説明】
【0038】
【図1】本発明による多重巻鋼管の素材に用いられる鋼板の断面図。
【図2】本発明の一実施形態による多重巻鋼管の横断面図である。
【図3】本発明による多重巻鋼管のシーム部におけるフィレット生成状況を示す図。
【符号の説明】
【0039】
10 鋼板
11 めっき被膜
12 めっき被膜
15 シーム部
16 フィレット
【特許請求の範囲】
【請求項1】
両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管において、
前記鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形されたことを特徴とする多重巻鋼管。
【請求項2】
前記一方の面の銅めっき膜厚t1は、他方の面の銅めっき膜厚t2の比(t1/t2)は、
1/3≦t1/t2≦2/3
の範囲にあることを特徴とする請求項1に記載の多重巻鋼管。
【請求項3】
前記一方の面の銅めっき膜厚t1(μm)は、
0<t1≦3
の範囲にあることを特徴とする請求項2に記載の多重巻鋼管。
【請求項4】
前記他方の面の銅めっき膜厚t2(μm)は、
3≦t2≦6
の範囲にあることを特徴とする請求項2に記載の多重巻鋼管。
【請求項5】
前記多重巻鋼管は、35MPa以上の耐圧性能を有する車両用のブレーキ配管用鋼管であることを特徴とする請求項1乃至4のいずれかの項に記載の多重巻鋼管。
【請求項6】
両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管の製造方法において、
素材の鋼板として、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くした鋼板を用意し、
前記鋼板を一方の面が外側面になるようにロールで巻き付けて管状に成形し、
前記成形された鋼管を還元雰囲気中で、銅の融点以上に加熱してロウ付けを行うことを特徴とする多重巻鋼管の製造方法。
【請求項7】
前記一方の面の銅めっき膜厚t1は、他方の面の銅めっき膜厚t2の比(t1/t2)は、
1/3≦t1/t2≦2/3
の範囲にあることを特徴とする請求項6に記載の多重巻鋼管の製造方法。
【請求項8】
前記一方の面の銅めっき膜厚t1(μm)は、
0<t1≦3
の範囲にあることを特徴とする請求項6に記載の多重巻鋼管の製造方法。
【請求項9】
前記他方の面の銅めっき膜厚t2(μm)は、
3≦t2≦6
の範囲にあることを特徴とする請求項6に記載の多重巻鋼管の製造方法。
【請求項1】
両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管において、
前記鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形されたことを特徴とする多重巻鋼管。
【請求項2】
前記一方の面の銅めっき膜厚t1は、他方の面の銅めっき膜厚t2の比(t1/t2)は、
1/3≦t1/t2≦2/3
の範囲にあることを特徴とする請求項1に記載の多重巻鋼管。
【請求項3】
前記一方の面の銅めっき膜厚t1(μm)は、
0<t1≦3
の範囲にあることを特徴とする請求項2に記載の多重巻鋼管。
【請求項4】
前記他方の面の銅めっき膜厚t2(μm)は、
3≦t2≦6
の範囲にあることを特徴とする請求項2に記載の多重巻鋼管。
【請求項5】
前記多重巻鋼管は、35MPa以上の耐圧性能を有する車両用のブレーキ配管用鋼管であることを特徴とする請求項1乃至4のいずれかの項に記載の多重巻鋼管。
【請求項6】
両面に銅めっきの施された鋼板をロールで巻き付けて管状に成形し、該鋼板をロウ付けしてなる多重巻鋼管の製造方法において、
素材の鋼板として、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くした鋼板を用意し、
前記鋼板を一方の面が外側面になるようにロールで巻き付けて管状に成形し、
前記成形された鋼管を還元雰囲気中で、銅の融点以上に加熱してロウ付けを行うことを特徴とする多重巻鋼管の製造方法。
【請求項7】
前記一方の面の銅めっき膜厚t1は、他方の面の銅めっき膜厚t2の比(t1/t2)は、
1/3≦t1/t2≦2/3
の範囲にあることを特徴とする請求項6に記載の多重巻鋼管の製造方法。
【請求項8】
前記一方の面の銅めっき膜厚t1(μm)は、
0<t1≦3
の範囲にあることを特徴とする請求項6に記載の多重巻鋼管の製造方法。
【請求項9】
前記他方の面の銅めっき膜厚t2(μm)は、
3≦t2≦6
の範囲にあることを特徴とする請求項6に記載の多重巻鋼管の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−132957(P2009−132957A)
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願番号】特願2007−308551(P2007−308551)
【出願日】平成19年11月29日(2007.11.29)
【出願人】(390039929)三桜工業株式会社 (106)
【Fターム(参考)】
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願日】平成19年11月29日(2007.11.29)
【出願人】(390039929)三桜工業株式会社 (106)
【Fターム(参考)】
[ Back to top ]