
多電極サブマージアーク溶接方法

【課題】本発明では、低入熱かつ高溶接速度で深い溶込みを得ながら、低い余盛で十分に広いビード幅を得ることができるサブマージアーク溶接方法を提供することを目的とする。
【解決手段】3電極以上の多電極サブマージアーク溶接方法において、第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、その他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、溶接することを特徴とする多電極サブマージアーク溶接方法。
【解決手段】3電極以上の多電極サブマージアーク溶接方法において、第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、その他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、溶接することを特徴とする多電極サブマージアーク溶接方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼材のサブマージアーク溶接方法に関し、UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な多電極サブマージアーク溶接方法に関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には2電極以上のサブマージアーク溶接が適用されている。パイプ生産能率向上の観点から内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般化しており、高能率な溶接施工がなされている(例えば特許文献1、2)。両面一層溶接では内面溶接金属と外面溶接金属が重なり未溶融部がないように十分な溶け込み深さを確保する必要があり、1000A以上の大電流を適用して溶接を行うのが一般的である。鋼管のシーム溶接においては溶接部、特に熱影響部の靭性が劣化する問題があり、溶接部の高靭性化のためには可能な限り入熱を低減することが課題となっている。
【0003】
しかし、入熱を低減すると溶け込み不足を生じる危険性が増大するという問題がある。これらの課題に対して、従来、種々の提案がなされている。
【0004】
例えば特許文献3には高電流密度でのサブマージアーク溶接方法が提案されており、アークエネルギーをできるだけ板厚方向に投入することにより、必要な溶け込み深さだけを確保し、鋼材幅方向の母材の溶解を抑制することで過剰な溶接入熱を省いて、入熱低減と深溶け込みの両立が図られている。
【0005】
また、特許文献4には後行極の電流密度を制御することで、ビード幅の増加が図られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【特許文献4】特開2010−172896号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献3に記載の技術では、低入熱量の溶接で深い溶込みが得られるものの、ビード幅が狭くなりやすく、アンダーカットなどの欠陥が発生しやすい。また、特許文献4に記載の技術では、ビード幅増加の効果が得られるものの、溶接速度が十分ではない。
【0008】
本発明では、低入熱かつ高溶接速度で深い溶込みを得ながら、低い余盛で十分に広いビード幅を得ることができるサブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、多電極サブマージアーク溶接で種々の溶接条件下において鋼材の溶接継手を作製し、溶接金属断面形状について調査した。その結果、第1電極に細径の溶接ワイヤを適用して電流密度を高め、第2電極以降において2本の溶接ワイヤを1本の溶接トーチ内に送給する機構を適用することで、低入熱で十分な溶込みを得ながら広いビード幅が得られることを見出した。本発明はこの知見に基づいてなされたものであり、その要旨は以下の通りである。
【0010】
[1]3電極以上の多電極サブマージアーク溶接方法において、
第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、
第1電極を除くその他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、
溶接することを特徴とする多電極サブマージアーク溶接方法。
[2] 前記1本の溶接トーチ内に送給された2本の溶接ワイヤは、溶接線を挟むように溶接進行方向に左右に対向配置され溶接することを特徴とする[1]に記載の多電極サブマージアーク溶接方法。
[3] 第1電極の電流が直流逆極性であり、その他のすべての電極の電流は交流であることを特徴とする[1]または[2]に記載の鋼材の多電極サブマージアーク溶接方法。
【発明の効果】
【0011】
本発明によれば、多電極サブマージアーク溶接において第1電極を高電流密度とし、第2電極以降において2本の溶接ワイヤを1本の溶接トーチ内に送給する機構を適用することにより、低入熱で十分な溶込みを得ながら広いビード幅が得られる。また、ワイヤ溶着速度が上がり、溶接速度が増加し溶接作業の効率向上の効果もある。
【図面の簡単な説明】
【0012】
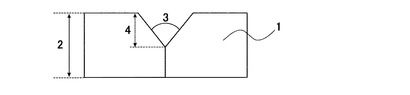
【図1】本発明の開先形状を示す正面図である。
【図2】本発明の電極配置を示す平面図である。
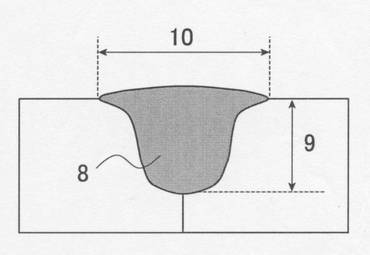
【図3】本発明のビード断面形状を示す正面図である。
【発明を実施するための形態】
【0013】
本発明を実施するための形態を以下に述べる。まず、本発明の要件限定理由について説明する。
【0014】
本発明に係る鋼材のサブマージアーク溶接方法によれば、第1電極のワイヤ径を細くすることで電流密度を増加させ、小さい入熱でも深い溶込みを得ることができるが、ワイヤ径が細すぎるとワイヤ送給速度が速くなり安定なワイヤ送給が可能な電流域が低くなるため、深い溶込みが得られなくなる。よって、第1電極のワイヤ径は2.0〜3.2(mm)が好ましく、深い溶込みを得るために電流密度は145(A/mm2)以上とする。
ここで、電流密度(A/mm2)は、溶接電流(A)をワイヤ断面積(mm2)で除して求める。すなわち、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)である。
【0015】
また、第1電極を除くその他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給する。この構成を採用することにより、溶接トーチの本数を増加させずに溶接ワイヤの本数を増加させることができ、溶接装置構成を複雑にすること無くワイヤ溶着速度を増加させることができる。さらに、溶接速度の高速化を図ることが可能となり、余盛高さが低く広いビード幅が得られやすくなる。
【0016】
また、ビード幅はビード定常部から3箇所の溶接部断面サンプルを採取し、鋼板表層におけるビード幅を測定して、その平均値を評価した。
【0017】
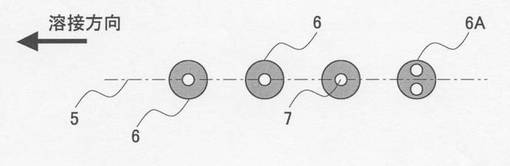
さらに、1本の溶接トーチ内に送給された2本の溶接ワイヤは、溶接線を挟むように溶接進行方向に左右に対向配置され溶接することが好ましい。これは、1本の溶接トーチ内に2本の溶接ワイヤを送給する機構において、当該ワイヤの内の一方をワイヤ先端位置が溶接線に対して溶接進行方向右側になるよう配置し、他方をワイヤ先端位置が溶接進行方向左側になるよう配置することで、アークがビード幅方向に分散され、さらにビード幅が広がりやすくなるからである。図2に5電極サブマージアーク溶接方法の場合の電極配置と1本の溶接トーチ内に2本の溶接ワイヤを送給する機構を有する例を示す。この場合第4電極と第5電極が1本の溶接トーチ内に配置され、溶接線を挟むように溶接進行方向に左右に対向配置されている。
【0018】
また、さらに、第1電極の電流が直流逆極性であり、その他のすべての電極の電流は交流であることが好ましい。第1電極に直流逆極性が好ましいのは、溶込み深さを増加させるためであり、第1電極を除く電極は交流電流が好ましいのは、電極間のアーク干渉を防ぐためだからである。
【0019】
本発明の効果は電極数に拘わらず得られるが、4電極乃至6電極でのサブマージアーク溶接において効果が特に大きい。また、板厚や開先形状、溶接速度、電極配置に拘わらず本発明の効果は得られ、片面溶接にも両面溶接にも適用できる。
【実施例】
【0020】
板厚31.8mmの鋼板に、図1に示す開先形状の開先加工を施した後、多電極サブマージアーク溶接を施して図3に示す溶接継手を作製し、ビード外観を目視観察後、ビード定常部を切断し、マクロ断面の観察により溶込み深さ9、ビード幅10の目視確認を行った。溶込み深さ9はビード定常部から3箇所の溶接部断面サンプルを採取し、鋼板表層から溶込み先端までの距離を測定して、その平均値を評価した。ビード外観の評価は、ビード幅10の最大値と最小値との差が5mm以下で均一なビード幅が得られたものを良好とし、ビード幅10の最大値と最小値との差が5mmを超える場合をビード不整とした。表1〜表3にそれぞれ開先形状、溶接条件、電極配置を示し、母材−チップ間距離は全ての電極で一定の30.0mmとし、全ての溶接条件でビード外観が良好となるようにした。
【0021】
【表1】

【0022】
【表2】
【0023】
【表3】
【0024】
表4にそれぞれのビード形状測定結果を示す。ここで、溶込み深さ9は20mm未満を溶込み不足とし、ビード幅10は28mm未満をビード幅不足とする評価を行った。
【0025】
【表4】
【0026】
記号1、2、3、4は本発明例であり、低い入熱で深い溶込みと広いビード幅を両立させることができた。記号5、6、7、8、9も本発明例であり、特に溶込み深さ、ビード幅が大きくビード外観も良好であった。記号10は第1電極のワイヤ径が4.0mmで本発明の構成を満たさない比較例であり、溶込み不足が生じた。記号11は第1電極のワイヤ径が1.6mmであり、本発明の構成を満たさない比較例であり、溶込み不足が生じた。記号12は第1電極の電流密度が低い比較例であり、溶込み不足が生じた。記号13は2本の電極の溶接ワイヤを1本の溶接トーチ内に送給する機構を持たない比較例であり、ビード幅不足が生じた。
【符号の説明】
【0027】
1 母材
2 板厚
3 開先角度
4 開先深さ
5 溶接線
6 溶接トーチ
6A 2本のワイヤ用の溶接トーチの例
7 溶接ワイヤ
8 溶接金属
9 溶込み深さ
10 ビード幅
【技術分野】
【0001】
本発明は、鋼材のサブマージアーク溶接方法に関し、UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な多電極サブマージアーク溶接方法に関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には2電極以上のサブマージアーク溶接が適用されている。パイプ生産能率向上の観点から内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般化しており、高能率な溶接施工がなされている(例えば特許文献1、2)。両面一層溶接では内面溶接金属と外面溶接金属が重なり未溶融部がないように十分な溶け込み深さを確保する必要があり、1000A以上の大電流を適用して溶接を行うのが一般的である。鋼管のシーム溶接においては溶接部、特に熱影響部の靭性が劣化する問題があり、溶接部の高靭性化のためには可能な限り入熱を低減することが課題となっている。
【0003】
しかし、入熱を低減すると溶け込み不足を生じる危険性が増大するという問題がある。これらの課題に対して、従来、種々の提案がなされている。
【0004】
例えば特許文献3には高電流密度でのサブマージアーク溶接方法が提案されており、アークエネルギーをできるだけ板厚方向に投入することにより、必要な溶け込み深さだけを確保し、鋼材幅方向の母材の溶解を抑制することで過剰な溶接入熱を省いて、入熱低減と深溶け込みの両立が図られている。
【0005】
また、特許文献4には後行極の電流密度を制御することで、ビード幅の増加が図られている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【特許文献4】特開2010−172896号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献3に記載の技術では、低入熱量の溶接で深い溶込みが得られるものの、ビード幅が狭くなりやすく、アンダーカットなどの欠陥が発生しやすい。また、特許文献4に記載の技術では、ビード幅増加の効果が得られるものの、溶接速度が十分ではない。
【0008】
本発明では、低入熱かつ高溶接速度で深い溶込みを得ながら、低い余盛で十分に広いビード幅を得ることができるサブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、多電極サブマージアーク溶接で種々の溶接条件下において鋼材の溶接継手を作製し、溶接金属断面形状について調査した。その結果、第1電極に細径の溶接ワイヤを適用して電流密度を高め、第2電極以降において2本の溶接ワイヤを1本の溶接トーチ内に送給する機構を適用することで、低入熱で十分な溶込みを得ながら広いビード幅が得られることを見出した。本発明はこの知見に基づいてなされたものであり、その要旨は以下の通りである。
【0010】
[1]3電極以上の多電極サブマージアーク溶接方法において、
第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、
第1電極を除くその他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、
溶接することを特徴とする多電極サブマージアーク溶接方法。
[2] 前記1本の溶接トーチ内に送給された2本の溶接ワイヤは、溶接線を挟むように溶接進行方向に左右に対向配置され溶接することを特徴とする[1]に記載の多電極サブマージアーク溶接方法。
[3] 第1電極の電流が直流逆極性であり、その他のすべての電極の電流は交流であることを特徴とする[1]または[2]に記載の鋼材の多電極サブマージアーク溶接方法。
【発明の効果】
【0011】
本発明によれば、多電極サブマージアーク溶接において第1電極を高電流密度とし、第2電極以降において2本の溶接ワイヤを1本の溶接トーチ内に送給する機構を適用することにより、低入熱で十分な溶込みを得ながら広いビード幅が得られる。また、ワイヤ溶着速度が上がり、溶接速度が増加し溶接作業の効率向上の効果もある。
【図面の簡単な説明】
【0012】
【図1】本発明の開先形状を示す正面図である。
【図2】本発明の電極配置を示す平面図である。
【図3】本発明のビード断面形状を示す正面図である。
【発明を実施するための形態】
【0013】
本発明を実施するための形態を以下に述べる。まず、本発明の要件限定理由について説明する。
【0014】
本発明に係る鋼材のサブマージアーク溶接方法によれば、第1電極のワイヤ径を細くすることで電流密度を増加させ、小さい入熱でも深い溶込みを得ることができるが、ワイヤ径が細すぎるとワイヤ送給速度が速くなり安定なワイヤ送給が可能な電流域が低くなるため、深い溶込みが得られなくなる。よって、第1電極のワイヤ径は2.0〜3.2(mm)が好ましく、深い溶込みを得るために電流密度は145(A/mm2)以上とする。
ここで、電流密度(A/mm2)は、溶接電流(A)をワイヤ断面積(mm2)で除して求める。すなわち、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)である。
【0015】
また、第1電極を除くその他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給する。この構成を採用することにより、溶接トーチの本数を増加させずに溶接ワイヤの本数を増加させることができ、溶接装置構成を複雑にすること無くワイヤ溶着速度を増加させることができる。さらに、溶接速度の高速化を図ることが可能となり、余盛高さが低く広いビード幅が得られやすくなる。
【0016】
また、ビード幅はビード定常部から3箇所の溶接部断面サンプルを採取し、鋼板表層におけるビード幅を測定して、その平均値を評価した。
【0017】
さらに、1本の溶接トーチ内に送給された2本の溶接ワイヤは、溶接線を挟むように溶接進行方向に左右に対向配置され溶接することが好ましい。これは、1本の溶接トーチ内に2本の溶接ワイヤを送給する機構において、当該ワイヤの内の一方をワイヤ先端位置が溶接線に対して溶接進行方向右側になるよう配置し、他方をワイヤ先端位置が溶接進行方向左側になるよう配置することで、アークがビード幅方向に分散され、さらにビード幅が広がりやすくなるからである。図2に5電極サブマージアーク溶接方法の場合の電極配置と1本の溶接トーチ内に2本の溶接ワイヤを送給する機構を有する例を示す。この場合第4電極と第5電極が1本の溶接トーチ内に配置され、溶接線を挟むように溶接進行方向に左右に対向配置されている。
【0018】
また、さらに、第1電極の電流が直流逆極性であり、その他のすべての電極の電流は交流であることが好ましい。第1電極に直流逆極性が好ましいのは、溶込み深さを増加させるためであり、第1電極を除く電極は交流電流が好ましいのは、電極間のアーク干渉を防ぐためだからである。
【0019】
本発明の効果は電極数に拘わらず得られるが、4電極乃至6電極でのサブマージアーク溶接において効果が特に大きい。また、板厚や開先形状、溶接速度、電極配置に拘わらず本発明の効果は得られ、片面溶接にも両面溶接にも適用できる。
【実施例】
【0020】
板厚31.8mmの鋼板に、図1に示す開先形状の開先加工を施した後、多電極サブマージアーク溶接を施して図3に示す溶接継手を作製し、ビード外観を目視観察後、ビード定常部を切断し、マクロ断面の観察により溶込み深さ9、ビード幅10の目視確認を行った。溶込み深さ9はビード定常部から3箇所の溶接部断面サンプルを採取し、鋼板表層から溶込み先端までの距離を測定して、その平均値を評価した。ビード外観の評価は、ビード幅10の最大値と最小値との差が5mm以下で均一なビード幅が得られたものを良好とし、ビード幅10の最大値と最小値との差が5mmを超える場合をビード不整とした。表1〜表3にそれぞれ開先形状、溶接条件、電極配置を示し、母材−チップ間距離は全ての電極で一定の30.0mmとし、全ての溶接条件でビード外観が良好となるようにした。
【0021】
【表1】
【0022】
【表2】
【0023】
【表3】
【0024】
表4にそれぞれのビード形状測定結果を示す。ここで、溶込み深さ9は20mm未満を溶込み不足とし、ビード幅10は28mm未満をビード幅不足とする評価を行った。
【0025】
【表4】
【0026】
記号1、2、3、4は本発明例であり、低い入熱で深い溶込みと広いビード幅を両立させることができた。記号5、6、7、8、9も本発明例であり、特に溶込み深さ、ビード幅が大きくビード外観も良好であった。記号10は第1電極のワイヤ径が4.0mmで本発明の構成を満たさない比較例であり、溶込み不足が生じた。記号11は第1電極のワイヤ径が1.6mmであり、本発明の構成を満たさない比較例であり、溶込み不足が生じた。記号12は第1電極の電流密度が低い比較例であり、溶込み不足が生じた。記号13は2本の電極の溶接ワイヤを1本の溶接トーチ内に送給する機構を持たない比較例であり、ビード幅不足が生じた。
【符号の説明】
【0027】
1 母材
2 板厚
3 開先角度
4 開先深さ
5 溶接線
6 溶接トーチ
6A 2本のワイヤ用の溶接トーチの例
7 溶接ワイヤ
8 溶接金属
9 溶込み深さ
10 ビード幅
【特許請求の範囲】
【請求項1】
3電極以上の多電極サブマージアーク溶接方法において、
第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、
第1電極を除くその他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、
溶接することを特徴とする多電極サブマージアーク溶接方法。
【請求項2】
前記1本の溶接トーチ内に送給された2本の溶接ワイヤは、溶接線を挟むように溶接進行方向に左右に対向配置され溶接することを特徴とする請求項1に記載の多電極サブマージアーク溶接方法。
【請求項3】
第1電極の電流が直流逆極性であり、その他のすべての電極の電流は交流であることを特徴とする請求項1または2に記載の多電極サブマージアーク溶接方法。
【請求項1】
3電極以上の多電極サブマージアーク溶接方法において、
第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、
第1電極を除くその他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、
溶接することを特徴とする多電極サブマージアーク溶接方法。
【請求項2】
前記1本の溶接トーチ内に送給された2本の溶接ワイヤは、溶接線を挟むように溶接進行方向に左右に対向配置され溶接することを特徴とする請求項1に記載の多電極サブマージアーク溶接方法。
【請求項3】
第1電極の電流が直流逆極性であり、その他のすべての電極の電流は交流であることを特徴とする請求項1または2に記載の多電極サブマージアーク溶接方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−111622(P2013−111622A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−261087(P2011−261087)
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]