
多面型EMIシールドガスケットおよび製造方法
フォームコアと、導電繊維および非導電繊維の混紡繊維を備える導電織物層と、強化織物と、フォームコアおよび強化織物を貫通し散在された複数の混紡繊維とを有する多面型導電ガスケット材。混紡繊維はガスケット材の中でヒートセットされる。

【発明の詳細な説明】
【発明の詳細な説明】
【0001】
発明の背景
1.発明の分野
本発明は、概してEMIシールドガスケットに関する。特に本発明は、ガスケット全体に導電性を有するEMIシールドガスケットに関する。
2.従来技術の説明
EMIシールドガスケットは、電子部品を収納する金属の筐体において間隙を電気的に封止するのに用いられる。パネル、ハッチ等とハウジングとの間の間隙は、EMI/RFIがシールドを通過する不要な機会を与えてしまう。また、該間隙は、EMI/RFIエネルギーからハウジングの表面に沿って流れる電流に干渉し、EMI/RFIエネルギーは接地に吸収、導電される。該間隙が接地の伝導経路の効率を減少させ、シールドがEMI/RFIの第2の漏洩源となる場合もある。
【0002】
長年にわたり、接地への伝導電流妨害を可能な限り最小にするよう間隙を封止する様々な構造のガスケットが開発された。それぞれのガスケットでは、間隙における導電経路をできる限り連続的にする試みがなされている。静的および動的両方の応用が可能なものがあるのに対し、開発されたガスケットのうちのいくつかは、静的応用においてのみ有用である。静的応用とは、パーツが不変の高さで機能し、負荷力が一定の状態にあるものへの応用である。動的応用とは、パーツが最大限度から最小限度まで変化する高さで機能し、負荷力が高さに反比例して変化する状態にあるものへの応用である。動的応用の例は、プレート、ハッチ等がハウジングに対し離れたり接続したりすることを繰り返し行うものへの応用である。
【0003】
様々な電子部品を収納する筐体は、中の電子部品のメンテナンスのために頻繁に開閉されなければならない。多数回の筐体の開閉に耐えるため、EMIシールドガスケットは動的な使用に適したものでなければならない。しかし、ガスケットが間隙に隣接するハウジングの表面に円滑に完全に係合し適合する能力と、ガスケットの導電能力と、ガスケットの取付けやすさと、繰り返される圧縮および弛緩と同様、磨耗に耐えるガスケットの性能と、ガスケットの製造コストとの間には不可避な妥協点がある。数多くのEMIシールドガスケットの先行技術が開示されている。
【0004】
米国特許No.6,309,742 B1(2000年、クラッパーら)には、EMI/RFIシールドガスケットが開示されている。導電性のガスケットは、骨格構造を有する金属製のオープンセルのフォーム基材と、該骨格構造に付着させた金属コーティングとを備える。該ガスケットは弱い圧力下では回復可能かつ実質的に変形可能である。該フォームの金属化はフォームの骨格構造に金属コーティングを施すことによって行われる。金属コーティングは表面の大部分、骨格構造のオープンセルのフォーム基材全体に付着される。クラッパーの装置の不利な点は、適切な貫通導電性を提供するために、ガスケットを金属でフォーム基材全体に十分にコーティングしつつ、過度なコーティングで金属化したフォームが圧縮しにくくなるおよび/または弾力が不十分にならないよう、金属化の工程が慎重に制御されなければならないという点である。
【0005】
米国特許6,395,402 B1(2002年、ランバートら)には、導電性のポリマーフォームの製造方法が開示されている。該方法は(a)ポリマーフォームを界面活性剤液に接触させるステップと、(b)ポリマーフォームを増感液に接触させるステップと、(c)ポリマーフォームを活性化液に接触させるステップと、(d)無電解メッキ処理で最終的にポリマーフォームに一つの金属層を形成するステップとを有する。
【0006】
レアードテクノロジー社の新製品速報には、x、yおよびz軸への導電性を供給し、シールド効果を高める難燃導電フォームが開示されている。レアード社の導電フォームの不利な点は、出入力シールドやその他の標準的なコネクタ構造のような、非動的で圧力の低い領域用に構成されているという点である。
【0007】
米国特許6,465,731(2002年、スタンリー ミスカ)には、貫通導電EMIシールドが開示されている。ミスカの装置には、コアに埋め込まれた金属メッキ加工されたファイバあるいは金属メッキ処理されたフォームコアのどちらかを有する導電コアが用いられている。この装置の不利な点は、金属メッキ処理されたコーティングが、繰り返される圧縮と弛緩により破壊され、ガスケットの貫通導電性を劣化させるという点である。
【0008】
フォームのセルの中に配置されたメッキ加工された金属面は堅固であるため、上述の金属メッキ処理された導電フォームは、動的応用において再使用が不可能である。堅固な金属面は最初に圧縮が起こると破壊されてしまう。
【0009】
従って、動的応用において柔軟で変形不可能なEMIシールドガスケットの材料が必要となる。さらに、フォームコア全体に導電性を供給しつつ、堅固な金属コーティングされた構成を具備しないEMIシールドガスケットの材料が必要となる。またさらに、x、yおよびz軸全体に導電性を供給するEMIシールドガスケットの材料が必要となる。またさらに、安価でフォームコアの弾力性のある柔軟な性質を維持する電磁シールドガスケットの製造方法が必要となる。
発明の概要
動的応用に有用な電磁シールドガスケットの提供が本発明の目的の一つである。再使用の圧縮および弛緩のサイクルにおいても比較的高い導電性を維持するEMIシールドガスケットの提供が本発明の更なる目的である。また、再使用の際にも実質的に同様のシールド効果を提供することが本発明の更なる目的である。三次元のx、yおよびz軸をシールドするEMIシールドガスケットの提供が本発明のもう一つの目的である。また、安価でフォームコアの弾力性のある柔軟な性質を維持する電磁シールドガスケットの製造方法の提供が本発明の更なる目的である。
【0010】
柔軟なフォームコアと、フォームコアの少なくとも一側面に備えられた導電繊維織物と、フォームコア全体に織合された複数の混合された導電繊維とを有する多面型EMIガスケットを提供することにより、本発明はこれらおよびその他の目的を達成する。本発明の好ましい実施例はさらに、フォームコアに対する強化織物を備え、複数の混合された導電繊維は該強化織物も貫通して織合される。複数の混合された導電繊維はフォームコアの上面からフォームコアの内部を介して延出し、フォームコアの底面から外側に突出する。フォームコアの上、下および全体に混合された導電繊維が存在するため、EMIシールドガスケットはX,YおよびX軸それぞれに導電性を示す。
【0011】
多面型EMIガスケットのフォームコアは従来の柔軟な多孔ポリマーフォームで構成されている。フォームコアは、特定の用途の必要性に応じて、オープンセル、部分的オープンセル、あるいはクローズドセルでもよい。従来の柔軟な多孔ポリマーフォームは、サントプレン(登録商標)、ネオプレン(登録商標)、あるいはポリエステル、ポリエーテル、ポリウレタン、あるいはこれらの組合せなどのポリウレタンを含んだ材料などの熱可塑性エラストマー(TPE)を含むが、それに限定はされない。フォームは約0.5〜50ミリメートルの範囲の厚さを有することが好ましい。
【0012】
多面型EMIシールドガスケットの導電繊維織物は、複数の導電および非導電繊維の均一混紡繊維で構成される。該繊維織物の導電繊維は通常、長さ1〜5インチの1〜15デニールのナイロン短繊維に銀、銀/銅、あるいは銀/ニッケルが被覆され、構成される。該繊維織物の非導電繊維は通常、長さ1〜5インチの1〜15デニールのバイコンポーネントポリエステル繊維などの低軟化点繊維で構成されるが、ポリエチレンテレフタレートグリコール変性ポリエステル繊維(PETG)で構成されることが好ましい。本発明の導電および非導電繊維は通常約75/25の割合で混合されるが、この割合は、所望の最終製品の導電性およびシールド効果(SE)に応じて上下に調整可能である。通常導電繊維が約65%、非導電粘着繊維が約20%、および非導電難燃繊維が約15%の割合で混合されるよう、非導電難燃繊維が含まれている構成が好ましい。
【0013】
該導電繊維織物は導電および非導電繊維が均一に混合され、その混合された繊維がカーディングマシンあるいはランダム化繊維織機に供給され、形成される。この工程で、最終製品に要求される伝導性およびシールド効果に応じて、40〜80インチ幅で約10〜約200グラム/平方ヤードの重さの繊維が作製される。
【0014】
任意でフォームコアと導電繊維織物との間に硬化織物を加え、最終的により堅固なEMIガスケット材を作製してもよい。フォームコアが5ミリメートル未満の厚さを有する場合は、硬化織物が必要となる場合もある。硬化織物は、厚さ5ミリメートル未満で要求される特定の堅固性、硬さ、あるいは剛性を欠くコアを有する帯状の最終的なガスケット製品に用いられてもよい。
【0015】
本発明の導電ガスケットの導電性およびシールド効果の両方を増進させるため、ニードルパンチ工程の前に、アルミニウム箔の薄層が導電繊維織物と柔軟なポリウレタンフォームコアとの間に挿入される。該アルミニウム箔層は好ましくは0.0005〜0.002インチの厚さを有し、ロードアイランド州、ポータケットのネプコ社から入手可能である。アルミニウム箔の薄層を追加することにより、EMIガスケット帯あるいはダイカット入出力ガスケットのシールド性能が向上する。
【0016】
繰り返される前後方向の剪断動作に耐える帯状ガスケットの性能を向上させるため、帯状ガスケットあるいは入出力ガスケットの裏面全体は特殊なハニカム模様の粘着材で覆われている。該特殊なハニカム模様は、多面型ガスケットの導電性の裏面と該裏面が取付けられている面とを接続可能にするダイアモンド型の開口を有する。この技術により、コネチカット州、ウィンザーのスキャパノースアメリカ社の製品番号RX650ULTとして入手可能な粘着材のような、非導電性のより安価なPSA粘着材が使用可能となる。ガスケットあるいは入出力面全体は、キャビネットボックスあるいは筐体の扉に強固に粘着され、より優れた前後剪断動作を提供する。
【0017】
多面型EMIシールドガスケット材の一例は導電繊維織物を柔軟な多孔ポリマーフォームに被覆することにより形成されているが、多面型EMIシールドガスケット材を導電繊維織物および強化織物を柔軟な多孔ポリマーフォームに被覆して形成することが好ましい。導電繊維織物、ポリマーフォームおよび強化織物の好ましい組合わせは、ニードル織機にかけられる。該織機は導電繊維織物の混紡繊維をフォームおよび強化織物を通してニードルパンチする。フォームおよび織物を引裂かないよう、特殊なチゼルポイント針が使用される。織機の針はチゼルポイントから所定の間隔で針軸にそって設けられた角度がついた複数の棘を有する。棘は通常5度の角度を有するが、より大きな角度がついた棘を有する針を用いてもよい。棘の角度が大きいほど、より数多くの導電繊維織物の繊維をフォームに貫通させる。
【0018】
ニードルパンチ織機におけるニードルパンチ工程は導電繊維織物に「カーペットパイル」のような特性を持たせ、該中間産物はヒートセットされ、繊維を所定の位置に固定する。該ヒートセット工程では非導電粘着繊維の軟化点まで該中間産物を過熱する。非導電粘着繊維の軟化点は導電繊維の軟化点より低い。非導電繊維の軟化点は通常約110℃〜138℃の範囲である。バイコンポーネントポリエステル繊維の軟化点は約115℃〜138℃である。PETG繊維の軟化点は約110℃である。
【0019】
本発明の構成は従来製品には類を見ない柔軟性とコーナー性能を提供する。フォームを導電織物に粘着するのに用いられるコーティングあるいは粘着材の層がないことと同様に、堅固な金属織布がないことによって、本発明は電子筐体に密接に接触し、超微細な電波振幅を有する将来の高クロック速度に必要な重要な特性である、完全なEMI封止にできる限り近い状態を付与することが可能となっている。
【0020】
さらに、製造の簡素さと使用される原材料のより安価なコストとにより、最終製品のコストにおいて重要な削減が可能になる。また、簡素化された製造工程により、ユーザに、より広い範囲の用途を提供する。
好ましい実施例の詳細な説明
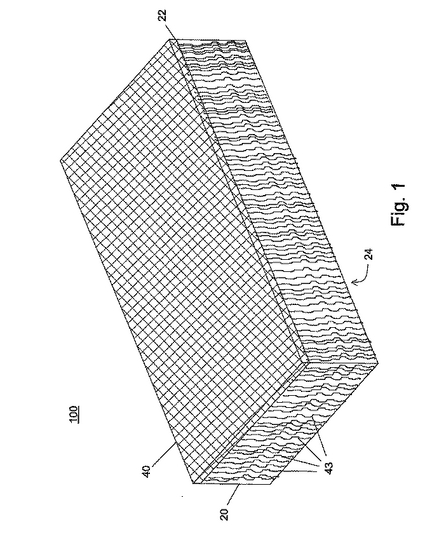
本発明の好ましい実施例は図1〜9に示されている。図1はシート状の多面型EMIガスケット材100の斜視図である。多面型EMIガスケット材100はポリマーフォームコア20と、フォームコア20の少なくとも一側面に導電繊維織物40の層と、フォームコア20全体に散在された複数の導電繊維43とを有する。ポリマーフォームコア20は、フォームコア20全体に設けられた複数の散在する孔(図示なし)を有する上面22と底面24とを備える。複数の散在する繊維43はフォームコア20の底面24から突出し、導電繊維織物40との電気的な連続性を維持する。フォームコア20として使用可能な材料の例としては、ニュージャージー州、イーストラザフォードのフォーメックスインターナショナル社のフォーメックス エーテルフォーム YCC240−155型が挙げられる。しかし、低密度で低圧縮のウレタンおよびシリコンフォームであればどれでも、EMI多面型ガスケットに2.0psi(140.61g/cm2)未満の非常に低い閉鎖力および圧縮力を与える。
【0021】
導電繊維織物40は、複数の導電および非導電繊維の混紡繊維である。導電繊維および非導電繊維は均一混合され、カーディングマシンあるいはランダム化繊維織機に供給される。この工程で40〜80インチ幅で約10〜約200グラム/平方ヤードの重さの繊維が作製される。繊維の重さは所望の導電性およびシールド効果による。混紡繊維に難燃性の繊維が混合されることによって、導電繊維織物40がさらに改良される。
【0022】
導電繊維は通常、長さ1〜5インチの1〜15デニールのナイロン短繊維に銀、銀/銅、あるいは銀/ニッケルが被覆され、構成される。実施例の一つにおいて、該非導電繊維にはニューヨーク州、アルバニーのスタイン社の非導電バイコンポーネントポリエステル繊維が使用されている。導電および非導電繊維の典型的な混合比は約3対1(75/25)である。ただし混合比は、最終製品に必要な導電性およびシールド効果によって調整してもよい。
【0023】
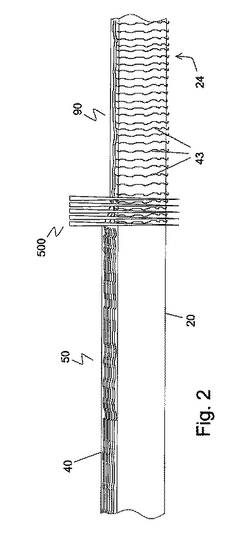
図2はEMIガスケット材100の一例を作製するニードル織工程の断面図である。導電繊維織物40はフォームコア20に重ねられ、多面型アセンブリ50を形成する。多面型アセンブリ50は、多面型アセンブリ50にカーペットの製造に用いられるような加工を行うニードル織機500にかけられる。ニードル織機500は織物40の各繊維43を織物40からフォームコア20を貫通して散在させ、複数の各繊維43が底面24から突出するようにする。ニードル織工程により、繊維織物40をフォームコア20に連結あるいは結合させ、接着することなく多面型コア90を形成する。
【0024】
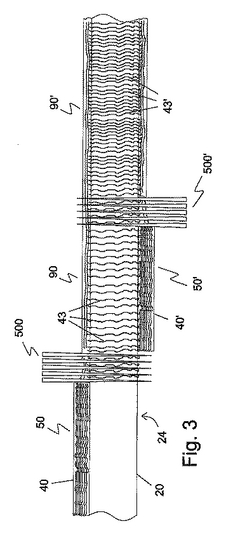
図3を参照すると、EMIガスケット材100の第2実施例を作製するニードル織工程の断面図が図示されている。上述のように、導電繊維織物40はフォームコア20に重ねられ、多面型アセンブリ50を形成する。多面型アセンブリ50は多面型アセンブリ50を加工するニードル織機500にかけられる。ニードル織機500は織物40の各繊維43をフォームコア20を貫通して散在させ、複数の各繊維43が底面24から突出するようにする。ニードル織工程により、繊維織物40をフォームコア20に連結あるいは結合させ、多面型コア90を形成する。その後、第2導電繊維織物40'がフォームコア20の底面24に重ねられ、多面型コア90と第2導電繊維織物40'で構成される多面型アセンブリ50'を形成する。多面型アセンブリ50'は、多面型アセンブリ50'を加工する第2ニードル織機500'にかけられる。ニードル織機500'は織物40'の各繊維43'をフォームコア20を貫通して散在させ、複数の各繊維43'を突出させ導電織物40に接触するようにする。第2ニードル織加工により、繊維織物40'を多面型コア90に連結させ、多面型コア90'を形成する。
【0025】
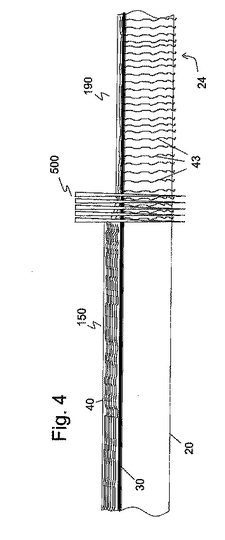
フォームコア20の厚さが薄すぎる場合、例えば厚さ5ミリメートル未満の場合、ガスケット材100は必要とされる堅固性、硬さ、あるいは剛性に欠ける場合がある。図4は、電磁ガスケット材100の第3実施例を作製するニードル織工程の断面図である。非導電の硬化織物30が導電繊維織物40とフォームコア20との間に重ねられ、多面型アセンブリ150を形成する。多面型アセンブリ150は、多面型アセンブリ150を加工するニードル織機500にかけられる。ニードル織機500は織物40の各繊維43を硬化織物30を貫通して散在させ、複数の各繊維43が底面24から突出するようにする。ニードル織工程により、繊維織物40は硬化織物30およびフォームコア20に連結あるいは結合され、多面型コア190を形成する。
【0026】
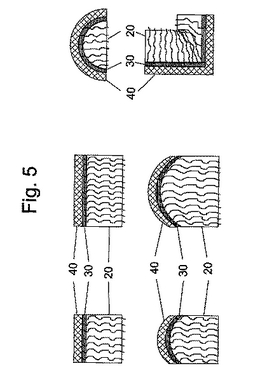
硬化織物30はバイコンポーネントポリエステルと通常のポリエステル繊維がそれぞれ約4対1(80/20)で混合されている非導電繊維の織物であることが好ましい。バイコンポーネントポリエステルは通常、華氏約240度〜280度の軟化点を有する。硬化織物30を組入れることによって、硬化織物がさまざまな3次元の断面において熱成形するという特性を用いることができるという利点が得られ、より良好なシールド帯および入出力ガスケットが得られる。図5には様々な形状の例が示されているが、図示された形状のみに限定されていると解釈されるべきではない。各形状には、上述のフォームコア20、硬化織物30、導電繊維織物40、およびフォームコア30全体に貫通している複数の導電繊維43が備えられている。
【0027】
ガスケット材100の導電性とシールド効果の両方を増進させるために、アルミニウム箔の層を導電繊維織物40とフォームコア20との間に挿入してもよい。硬化織物30を単にアルミニウム箔層に置き換え、増強されたガスケット材100を図示するのに図4を用いてもよい。残りのニードル織作業は同じである。尚、硬化織物30とアルミニウム箔層を組合せたものを用いてもよい。その場合には、アルミニウム箔層は硬化織物30に隣接することが好ましい。
【0028】
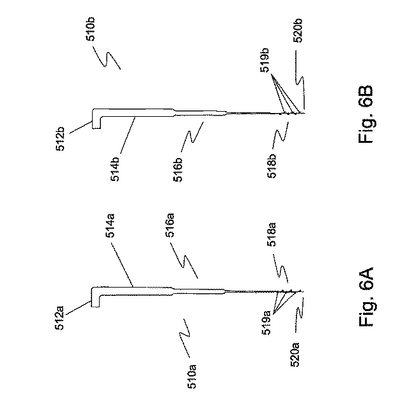
図6Aおよび6Bはニードル織機500に用いられる針の2つの例を示したものの側面図である。図6Aおよび6Bはニードルパンチ針510aおよび510bを図示している。針510aおよび510bは同一のクランク部512aおよび512bと、シャンク部514aおよび514bと、テーパ部516aおよび516bと、棘部518aおよび518bと、チゼルポイント部520aおよび520bとを有する。針510aの棘部518aは5度の角度がつけられた複数の棘519aを有する。針510bの棘部518bは20度の角度がつけられた複数の棘519bを有する。棘につけられた角度が大きいほど、フォームコア20を貫通して運針される繊維43の数が大きくなる。針510aおよび510bはフォスターニードルズ社で購入可能で、型は15×18×40×3 CBA F56−3B/CP スペシャル6棘針である。針510aおよび510bの特に重要な特徴は、該針が(a)フォームを裂くことなくフォームの断面に貫通することができること、(b)フォームコア20を貫通して各繊維43を対向面へと運ぶことができることである。
【0029】
本発明のもう一つの重要な特徴は、導電繊維、非導電繊維および低融点の繊維を混合した繊維を用いていることである。非導電、低融点の繊維は(上述の)バイコンポーネントポリエステルであり、華氏約240度〜280度の軟化点を有する。多面型コア90および90'は導電ガスケット材に必要な性質を有しているが、多面型コア90および90'の繊維は導電繊維くずを出しやすい。この導電繊維くずは、特に自由な導電繊維が電子回路に予期しない短絡を起こす場合がある電子機器においては不要なものである。このことを防ぐため、多面型コア90および90'には熱処理加工が施される。
【0030】
図7にはこのような熱処理加工の例が示されている。熱形成工程700には、ロール状の多面型コア90および90'と、熱室720と、冷却成形型730と、プラーベルト740と、切断機構750とが含まれている。多面型コア90および90'は巻かれた状態から広げられ、ローラ710上を通り、熱室720に供給される。熱室720は、多面型コア90および90'を通常華氏約240度〜280度である非導電、バイコンポーネントポリエステル繊維の軟化点まで熱する、テキスタイルカレンダのような熱ローラあるいは2つの熱ベルトを備える。この熱加工工程により、ガスケットの弾性力のある柔軟性を維持しつつ、導電繊維が所定の場所に固定され、導電繊維が移動あるいは損失するのを防ぐ。この結果、XおよびY軸のみならず、Z軸においても、ガスケット全体が導電である多面型EMIガスケット材が形成される。
【0031】
この時点で、ガスケット材100は収納され、後に成形切断されてもよい。あるいは熱室720を通過した後に成形切断されてもよい。成形切断が熱成形工程700の一部として行われる場合には、ガスケット材100は冷却成形型730を通過する前に大気温度にまで冷却される。冷却成形型730は所定の型でガスケット材100を打抜くあるいは切断し、ガスケット材100はプラーベルト740を通り、成形切断されたガスケットが所定の長さに切断される切断機構750へと移動される。
【0032】
本発明とその製造方法は、電気を伝導し、3軸(X−Y−Z)構造におけるEMIシールドを供給する能力を有する柔軟な多孔性フォームの連続したシースを供給する。本発明は、非常に小さい表面積および非常に大きい表面積のためのダイカット入出力ガスケットと同様、非常に小さな幅および非常に大きな幅の帯状ガスケットの製造のための、基本的な導電ガスケット材である。尚、フォームにニードルパンチされる導電繊維の合成物は、用途によって異なる様々な繊維密度およびフォームの厚さに作製されてもよい。本発明の導電ガスケット材は、連続した帯状ガスケットを作製するためにそれぞれ帯状に切断されてもよい。さらに、上述のとおり、バイコンポーネントポリエステルで構成された硬化織物の層を使用することにより、様々な形状に熱成形されたガスケットを作製することが可能である。
【0033】
図8はシート状の多面型EMIガスケット材の好ましい実施例の斜視図である。多面型EMIガスケット材200は多面型EMIガスケット材100に対しより優れた性能を供給する。特に、多面型EMIガスケット材200は、繊維をより良好に緩やかに保持し、X,YおよびZ軸における電気抵抗を減少させ、可燃性へのより優れた耐性と、より優れた耐摩耗性とを供給し、原材料のコストを下げ、圧縮力の条件を減らし、より良好な伸縮制御とより優れた耐久性を供給する。
【0034】
多面型EMIガスケット材200は、ポリマーフォームコア220と、フォームコア220の少なくとも一側面に導電繊維織物240の層と、強化織物260と、フォームコア220および強化織物260を貫通して散在された複数の導電繊維243とを有する。
【0035】
導電繊維織物240は複数の導電および非導電繊維の混紡繊維である。導電繊維および非導電繊維は均一に混合され、上述のとおりカーディングマシンあるいはランダム化繊織機に供給される。混紡繊維に難燃性の繊維が混合されることによって、導電繊維織物240がさらに改良される。
【0036】
導電繊維は通常、長さ1〜5インチの1〜15デニールのナイロン短繊維に銀、銀/銅、あるいは銀/ニッケルが被覆され構成される。従来の導電繊維は約18%の範囲の導電金属要素を有する。マイクロプロセッサの速度が4.0ギガヘルツのレベルに達すると、使用する用途において効率的なEMIガスケットとして適切に機能するためには、シールドガスケットの導電性は非常に高くなることが可能でなければならない。すなわち、X,YおよびZ電気抵抗は10ミリオームのレベルにまで下がらなくてはならない。
【0037】
従来の導電繊維(約18%の金属含有量)が使用される場合、10ミリオームのレベルの抵抗に達するために、ガスケットは初めの厚さの50%以上圧縮される必要がある。このような高い圧縮条件は、組立工程においてEMIガスケットの効果が再現可能であるかを不確かにする。本発明のEMIガスケット材200は金属含有量約27%の導電繊維で構成されており、EMIガスケット材200が20%圧縮されただけで、10ミリオームの範囲のX,YおよびZ抵抗が提供可能である。このような低い圧縮条件により、コンピュータシステムの組立においてEMI保護がより再現可能にかつ安定したものとなる。
【0038】
従来の混合繊維にニューヨーク州、アルバニーのスタイン社の非導電バイコンポーネントポリエステル繊維が含まれていたのに対し、フォス製造のT110バインダー繊維として入手可能なポリエチレンテレフタレートグリコール変性ポリエステル繊維(PETG)を使用することにより、混合された繊維の保持力が増加する。PETG繊維はバイコンポーネント繊維に比べ内容物の粘着力が高く、より高い耐摩耗性を有する。その粘着性の高い内容物により、繊維が繊維構造から抜け落ちる可能性が最小限となる。導電繊維織物240におけるPETG繊維の好ましい量は、約20%のPETG繊維含有量である。この割合は多面型EMIガスケット材200における十分なX,YおよびZレベルの導電性を維持しつつ、混合された繊維全体的を保持するのに好ましい量であることが判明した。
【0039】
多面型EMIガスケット材200の可燃性に対する耐性をさらに向上させるべく、難燃性のカネカロン繊維が非導電繊維として混合繊維に加えられる。混合繊維に約15%レベルの難燃性繊維を加えることによって、EMIガスケット材200にUL94HB(水平燃焼)試験に対するより良好な耐性を提供する。EMIガスケット材200の好ましい実施例は、導電繊維、粘着繊維および難燃繊維がそれぞれ65:20:15の割合で混合された繊維である。ただし該混合比は最終製品に要される導電性およびシールド効果によって調整されてもよい。
【0040】
小さな断面に切断されると、EMIガスケットは機械的安定性が減少される傾向にある。EMIガスケット材200の伸縮を最小にし、機械的安定性を向上させるべく、強化織物260が含まれる。強化織物260を上記の硬化織物30と混同してはならない。上述のとおり、硬化織物30は約4:1(80/20)の低融点バイコンポーネントポリエステルと通常のポリエステルとが混合された非導電繊維の織物である。図5に図示されたような様々な3次元の形状が形成されるのは、硬化織物の熱成形特性によるものである。
【0041】
強化織物260は、硬化織物30の軟化点より高い軟化点を有する織物である。強化織物260も混合された導電繊維、粘着繊維および難燃繊維と共にニードルパンチにかけられる。硬化織物30の形成特性に対し、強化織物260は機械的安定性を供給する。強化織物260として、ガラス繊維スクリーン織物、ポリエステルスパンボンド不織布、ワープニット織物などを含む、ただしこれに限定されない、様々な材料が使用されてもよい。ガラス繊維スクリーン織物は、ペンシルバニア州、ウルフマウンテンのニューヨークワイヤー社の製品番号1816011として入手可能である。ポリエステルスパンボンド不織布は、テネシー州、ナシュヴィルのBBAファイバーウェブ社よりポリエステルスパンボンド織物として43g/m2で入手可能である。ワープニット織物は、ノースカロライナ州、グリーンスボロのギルフォードテクニカルテキスタイル社より型番号37879として入手可能である。
【0042】
上述の難燃繊維の使用に加えて、強化繊維260は両側面を難燃PVC(ポリ塩化ビニル)コーティングでコーティングされる。これにより、EMIガスケット200の耐炎性が増加し、EMIガスケット200にUL94VO垂直燃焼評価に近い評価が付与される。
【0043】
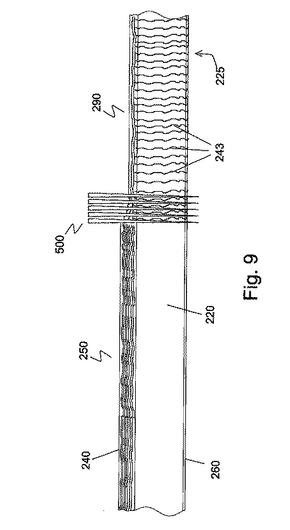
図9はEMIガスケット材200のこのましい実施例を作製するニードル織工程の断面図である。導電繊維織物240がフォームコア220の一側面222に重ねられ、強化織物260がフォームコア220の反対側面224に重ねられる。多面型アセンブリ250は、多面型アセンブリ250にカーペットの製造に用いられるような加工を行うニードル織機500にかけられる。ニードル織機500は織物240の各繊維243を織物240からフォームコア220および強化織物260を貫通して散在させ、複数の各繊維243が底面225から突出するようにする。ニードル織工程により、繊維織物240および強化織物260をフォームコア220に連結あるいは結合させ、接着することなく多面型コア290を形成する。上述の実施例と同様に、EMIガスケット材200は所定の位置に導電繊維を固着させる加熱加工にかけられる。
【0044】
本発明の好ましい実施例がここに記載されているが、その記述は単に実例に過ぎない。各分野に精通した者には、ここに開示されている発明の更なる改良点が考えられるであろう。そのような改良点の全ては、添付の請求項によって定義された発明の範囲であると思われる。
【図面の簡単な説明】
【0045】
【図1】多面型EMIガスケット材を示す本発明の拡大斜視図である。
【図2】部分的に形成されたシート状のEMIガスケット材を示す、本発明の第1実施例の断面図である。
【図3】部分的に形成されたシート状のEMIガスケット材を示す、本発明の第2実施例の断面図である。
【図4】フォームコアと導電繊維織物との間に加えられた強化織物を有する部分的に形成されたシート状のEMIガスケット材を示す、本発明の第3実施例の断面図である。
【図5】本発明のガスケット材を用いて熱成形された種々の形状の断面図である。
【図6】図6Aおよび6Bは本発明の多面型EMIガスケット材を形成するニードル織加工に用いられる針の側面図である。
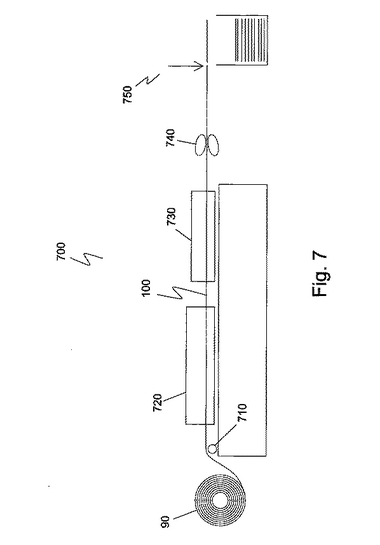
【図7】本発明の最終的な多面型EMIガスケット材を作成する熱成形ラインの側面図である。
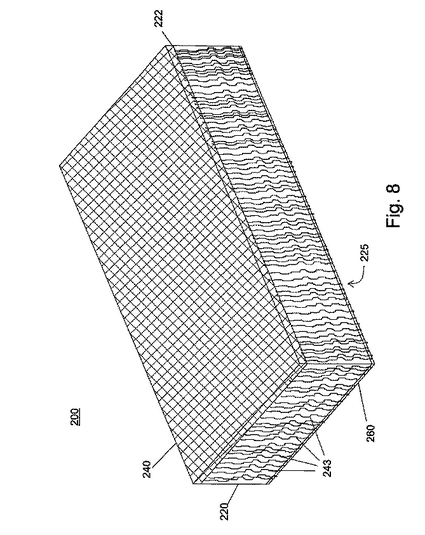
【図8】強化織物を有する多面型EMIガスケット材を示す、本発明の拡大斜視図である。
【図9】部分的に形成されたシート状のEMIガスケット材を示す、本発明の好ましい実施例の断面図である。
【発明の詳細な説明】
【0001】
発明の背景
1.発明の分野
本発明は、概してEMIシールドガスケットに関する。特に本発明は、ガスケット全体に導電性を有するEMIシールドガスケットに関する。
2.従来技術の説明
EMIシールドガスケットは、電子部品を収納する金属の筐体において間隙を電気的に封止するのに用いられる。パネル、ハッチ等とハウジングとの間の間隙は、EMI/RFIがシールドを通過する不要な機会を与えてしまう。また、該間隙は、EMI/RFIエネルギーからハウジングの表面に沿って流れる電流に干渉し、EMI/RFIエネルギーは接地に吸収、導電される。該間隙が接地の伝導経路の効率を減少させ、シールドがEMI/RFIの第2の漏洩源となる場合もある。
【0002】
長年にわたり、接地への伝導電流妨害を可能な限り最小にするよう間隙を封止する様々な構造のガスケットが開発された。それぞれのガスケットでは、間隙における導電経路をできる限り連続的にする試みがなされている。静的および動的両方の応用が可能なものがあるのに対し、開発されたガスケットのうちのいくつかは、静的応用においてのみ有用である。静的応用とは、パーツが不変の高さで機能し、負荷力が一定の状態にあるものへの応用である。動的応用とは、パーツが最大限度から最小限度まで変化する高さで機能し、負荷力が高さに反比例して変化する状態にあるものへの応用である。動的応用の例は、プレート、ハッチ等がハウジングに対し離れたり接続したりすることを繰り返し行うものへの応用である。
【0003】
様々な電子部品を収納する筐体は、中の電子部品のメンテナンスのために頻繁に開閉されなければならない。多数回の筐体の開閉に耐えるため、EMIシールドガスケットは動的な使用に適したものでなければならない。しかし、ガスケットが間隙に隣接するハウジングの表面に円滑に完全に係合し適合する能力と、ガスケットの導電能力と、ガスケットの取付けやすさと、繰り返される圧縮および弛緩と同様、磨耗に耐えるガスケットの性能と、ガスケットの製造コストとの間には不可避な妥協点がある。数多くのEMIシールドガスケットの先行技術が開示されている。
【0004】
米国特許No.6,309,742 B1(2000年、クラッパーら)には、EMI/RFIシールドガスケットが開示されている。導電性のガスケットは、骨格構造を有する金属製のオープンセルのフォーム基材と、該骨格構造に付着させた金属コーティングとを備える。該ガスケットは弱い圧力下では回復可能かつ実質的に変形可能である。該フォームの金属化はフォームの骨格構造に金属コーティングを施すことによって行われる。金属コーティングは表面の大部分、骨格構造のオープンセルのフォーム基材全体に付着される。クラッパーの装置の不利な点は、適切な貫通導電性を提供するために、ガスケットを金属でフォーム基材全体に十分にコーティングしつつ、過度なコーティングで金属化したフォームが圧縮しにくくなるおよび/または弾力が不十分にならないよう、金属化の工程が慎重に制御されなければならないという点である。
【0005】
米国特許6,395,402 B1(2002年、ランバートら)には、導電性のポリマーフォームの製造方法が開示されている。該方法は(a)ポリマーフォームを界面活性剤液に接触させるステップと、(b)ポリマーフォームを増感液に接触させるステップと、(c)ポリマーフォームを活性化液に接触させるステップと、(d)無電解メッキ処理で最終的にポリマーフォームに一つの金属層を形成するステップとを有する。
【0006】
レアードテクノロジー社の新製品速報には、x、yおよびz軸への導電性を供給し、シールド効果を高める難燃導電フォームが開示されている。レアード社の導電フォームの不利な点は、出入力シールドやその他の標準的なコネクタ構造のような、非動的で圧力の低い領域用に構成されているという点である。
【0007】
米国特許6,465,731(2002年、スタンリー ミスカ)には、貫通導電EMIシールドが開示されている。ミスカの装置には、コアに埋め込まれた金属メッキ加工されたファイバあるいは金属メッキ処理されたフォームコアのどちらかを有する導電コアが用いられている。この装置の不利な点は、金属メッキ処理されたコーティングが、繰り返される圧縮と弛緩により破壊され、ガスケットの貫通導電性を劣化させるという点である。
【0008】
フォームのセルの中に配置されたメッキ加工された金属面は堅固であるため、上述の金属メッキ処理された導電フォームは、動的応用において再使用が不可能である。堅固な金属面は最初に圧縮が起こると破壊されてしまう。
【0009】
従って、動的応用において柔軟で変形不可能なEMIシールドガスケットの材料が必要となる。さらに、フォームコア全体に導電性を供給しつつ、堅固な金属コーティングされた構成を具備しないEMIシールドガスケットの材料が必要となる。またさらに、x、yおよびz軸全体に導電性を供給するEMIシールドガスケットの材料が必要となる。またさらに、安価でフォームコアの弾力性のある柔軟な性質を維持する電磁シールドガスケットの製造方法が必要となる。
発明の概要
動的応用に有用な電磁シールドガスケットの提供が本発明の目的の一つである。再使用の圧縮および弛緩のサイクルにおいても比較的高い導電性を維持するEMIシールドガスケットの提供が本発明の更なる目的である。また、再使用の際にも実質的に同様のシールド効果を提供することが本発明の更なる目的である。三次元のx、yおよびz軸をシールドするEMIシールドガスケットの提供が本発明のもう一つの目的である。また、安価でフォームコアの弾力性のある柔軟な性質を維持する電磁シールドガスケットの製造方法の提供が本発明の更なる目的である。
【0010】
柔軟なフォームコアと、フォームコアの少なくとも一側面に備えられた導電繊維織物と、フォームコア全体に織合された複数の混合された導電繊維とを有する多面型EMIガスケットを提供することにより、本発明はこれらおよびその他の目的を達成する。本発明の好ましい実施例はさらに、フォームコアに対する強化織物を備え、複数の混合された導電繊維は該強化織物も貫通して織合される。複数の混合された導電繊維はフォームコアの上面からフォームコアの内部を介して延出し、フォームコアの底面から外側に突出する。フォームコアの上、下および全体に混合された導電繊維が存在するため、EMIシールドガスケットはX,YおよびX軸それぞれに導電性を示す。
【0011】
多面型EMIガスケットのフォームコアは従来の柔軟な多孔ポリマーフォームで構成されている。フォームコアは、特定の用途の必要性に応じて、オープンセル、部分的オープンセル、あるいはクローズドセルでもよい。従来の柔軟な多孔ポリマーフォームは、サントプレン(登録商標)、ネオプレン(登録商標)、あるいはポリエステル、ポリエーテル、ポリウレタン、あるいはこれらの組合せなどのポリウレタンを含んだ材料などの熱可塑性エラストマー(TPE)を含むが、それに限定はされない。フォームは約0.5〜50ミリメートルの範囲の厚さを有することが好ましい。
【0012】
多面型EMIシールドガスケットの導電繊維織物は、複数の導電および非導電繊維の均一混紡繊維で構成される。該繊維織物の導電繊維は通常、長さ1〜5インチの1〜15デニールのナイロン短繊維に銀、銀/銅、あるいは銀/ニッケルが被覆され、構成される。該繊維織物の非導電繊維は通常、長さ1〜5インチの1〜15デニールのバイコンポーネントポリエステル繊維などの低軟化点繊維で構成されるが、ポリエチレンテレフタレートグリコール変性ポリエステル繊維(PETG)で構成されることが好ましい。本発明の導電および非導電繊維は通常約75/25の割合で混合されるが、この割合は、所望の最終製品の導電性およびシールド効果(SE)に応じて上下に調整可能である。通常導電繊維が約65%、非導電粘着繊維が約20%、および非導電難燃繊維が約15%の割合で混合されるよう、非導電難燃繊維が含まれている構成が好ましい。
【0013】
該導電繊維織物は導電および非導電繊維が均一に混合され、その混合された繊維がカーディングマシンあるいはランダム化繊維織機に供給され、形成される。この工程で、最終製品に要求される伝導性およびシールド効果に応じて、40〜80インチ幅で約10〜約200グラム/平方ヤードの重さの繊維が作製される。
【0014】
任意でフォームコアと導電繊維織物との間に硬化織物を加え、最終的により堅固なEMIガスケット材を作製してもよい。フォームコアが5ミリメートル未満の厚さを有する場合は、硬化織物が必要となる場合もある。硬化織物は、厚さ5ミリメートル未満で要求される特定の堅固性、硬さ、あるいは剛性を欠くコアを有する帯状の最終的なガスケット製品に用いられてもよい。
【0015】
本発明の導電ガスケットの導電性およびシールド効果の両方を増進させるため、ニードルパンチ工程の前に、アルミニウム箔の薄層が導電繊維織物と柔軟なポリウレタンフォームコアとの間に挿入される。該アルミニウム箔層は好ましくは0.0005〜0.002インチの厚さを有し、ロードアイランド州、ポータケットのネプコ社から入手可能である。アルミニウム箔の薄層を追加することにより、EMIガスケット帯あるいはダイカット入出力ガスケットのシールド性能が向上する。
【0016】
繰り返される前後方向の剪断動作に耐える帯状ガスケットの性能を向上させるため、帯状ガスケットあるいは入出力ガスケットの裏面全体は特殊なハニカム模様の粘着材で覆われている。該特殊なハニカム模様は、多面型ガスケットの導電性の裏面と該裏面が取付けられている面とを接続可能にするダイアモンド型の開口を有する。この技術により、コネチカット州、ウィンザーのスキャパノースアメリカ社の製品番号RX650ULTとして入手可能な粘着材のような、非導電性のより安価なPSA粘着材が使用可能となる。ガスケットあるいは入出力面全体は、キャビネットボックスあるいは筐体の扉に強固に粘着され、より優れた前後剪断動作を提供する。
【0017】
多面型EMIシールドガスケット材の一例は導電繊維織物を柔軟な多孔ポリマーフォームに被覆することにより形成されているが、多面型EMIシールドガスケット材を導電繊維織物および強化織物を柔軟な多孔ポリマーフォームに被覆して形成することが好ましい。導電繊維織物、ポリマーフォームおよび強化織物の好ましい組合わせは、ニードル織機にかけられる。該織機は導電繊維織物の混紡繊維をフォームおよび強化織物を通してニードルパンチする。フォームおよび織物を引裂かないよう、特殊なチゼルポイント針が使用される。織機の針はチゼルポイントから所定の間隔で針軸にそって設けられた角度がついた複数の棘を有する。棘は通常5度の角度を有するが、より大きな角度がついた棘を有する針を用いてもよい。棘の角度が大きいほど、より数多くの導電繊維織物の繊維をフォームに貫通させる。
【0018】
ニードルパンチ織機におけるニードルパンチ工程は導電繊維織物に「カーペットパイル」のような特性を持たせ、該中間産物はヒートセットされ、繊維を所定の位置に固定する。該ヒートセット工程では非導電粘着繊維の軟化点まで該中間産物を過熱する。非導電粘着繊維の軟化点は導電繊維の軟化点より低い。非導電繊維の軟化点は通常約110℃〜138℃の範囲である。バイコンポーネントポリエステル繊維の軟化点は約115℃〜138℃である。PETG繊維の軟化点は約110℃である。
【0019】
本発明の構成は従来製品には類を見ない柔軟性とコーナー性能を提供する。フォームを導電織物に粘着するのに用いられるコーティングあるいは粘着材の層がないことと同様に、堅固な金属織布がないことによって、本発明は電子筐体に密接に接触し、超微細な電波振幅を有する将来の高クロック速度に必要な重要な特性である、完全なEMI封止にできる限り近い状態を付与することが可能となっている。
【0020】
さらに、製造の簡素さと使用される原材料のより安価なコストとにより、最終製品のコストにおいて重要な削減が可能になる。また、簡素化された製造工程により、ユーザに、より広い範囲の用途を提供する。
好ましい実施例の詳細な説明
本発明の好ましい実施例は図1〜9に示されている。図1はシート状の多面型EMIガスケット材100の斜視図である。多面型EMIガスケット材100はポリマーフォームコア20と、フォームコア20の少なくとも一側面に導電繊維織物40の層と、フォームコア20全体に散在された複数の導電繊維43とを有する。ポリマーフォームコア20は、フォームコア20全体に設けられた複数の散在する孔(図示なし)を有する上面22と底面24とを備える。複数の散在する繊維43はフォームコア20の底面24から突出し、導電繊維織物40との電気的な連続性を維持する。フォームコア20として使用可能な材料の例としては、ニュージャージー州、イーストラザフォードのフォーメックスインターナショナル社のフォーメックス エーテルフォーム YCC240−155型が挙げられる。しかし、低密度で低圧縮のウレタンおよびシリコンフォームであればどれでも、EMI多面型ガスケットに2.0psi(140.61g/cm2)未満の非常に低い閉鎖力および圧縮力を与える。
【0021】
導電繊維織物40は、複数の導電および非導電繊維の混紡繊維である。導電繊維および非導電繊維は均一混合され、カーディングマシンあるいはランダム化繊維織機に供給される。この工程で40〜80インチ幅で約10〜約200グラム/平方ヤードの重さの繊維が作製される。繊維の重さは所望の導電性およびシールド効果による。混紡繊維に難燃性の繊維が混合されることによって、導電繊維織物40がさらに改良される。
【0022】
導電繊維は通常、長さ1〜5インチの1〜15デニールのナイロン短繊維に銀、銀/銅、あるいは銀/ニッケルが被覆され、構成される。実施例の一つにおいて、該非導電繊維にはニューヨーク州、アルバニーのスタイン社の非導電バイコンポーネントポリエステル繊維が使用されている。導電および非導電繊維の典型的な混合比は約3対1(75/25)である。ただし混合比は、最終製品に必要な導電性およびシールド効果によって調整してもよい。
【0023】
図2はEMIガスケット材100の一例を作製するニードル織工程の断面図である。導電繊維織物40はフォームコア20に重ねられ、多面型アセンブリ50を形成する。多面型アセンブリ50は、多面型アセンブリ50にカーペットの製造に用いられるような加工を行うニードル織機500にかけられる。ニードル織機500は織物40の各繊維43を織物40からフォームコア20を貫通して散在させ、複数の各繊維43が底面24から突出するようにする。ニードル織工程により、繊維織物40をフォームコア20に連結あるいは結合させ、接着することなく多面型コア90を形成する。
【0024】
図3を参照すると、EMIガスケット材100の第2実施例を作製するニードル織工程の断面図が図示されている。上述のように、導電繊維織物40はフォームコア20に重ねられ、多面型アセンブリ50を形成する。多面型アセンブリ50は多面型アセンブリ50を加工するニードル織機500にかけられる。ニードル織機500は織物40の各繊維43をフォームコア20を貫通して散在させ、複数の各繊維43が底面24から突出するようにする。ニードル織工程により、繊維織物40をフォームコア20に連結あるいは結合させ、多面型コア90を形成する。その後、第2導電繊維織物40'がフォームコア20の底面24に重ねられ、多面型コア90と第2導電繊維織物40'で構成される多面型アセンブリ50'を形成する。多面型アセンブリ50'は、多面型アセンブリ50'を加工する第2ニードル織機500'にかけられる。ニードル織機500'は織物40'の各繊維43'をフォームコア20を貫通して散在させ、複数の各繊維43'を突出させ導電織物40に接触するようにする。第2ニードル織加工により、繊維織物40'を多面型コア90に連結させ、多面型コア90'を形成する。
【0025】
フォームコア20の厚さが薄すぎる場合、例えば厚さ5ミリメートル未満の場合、ガスケット材100は必要とされる堅固性、硬さ、あるいは剛性に欠ける場合がある。図4は、電磁ガスケット材100の第3実施例を作製するニードル織工程の断面図である。非導電の硬化織物30が導電繊維織物40とフォームコア20との間に重ねられ、多面型アセンブリ150を形成する。多面型アセンブリ150は、多面型アセンブリ150を加工するニードル織機500にかけられる。ニードル織機500は織物40の各繊維43を硬化織物30を貫通して散在させ、複数の各繊維43が底面24から突出するようにする。ニードル織工程により、繊維織物40は硬化織物30およびフォームコア20に連結あるいは結合され、多面型コア190を形成する。
【0026】
硬化織物30はバイコンポーネントポリエステルと通常のポリエステル繊維がそれぞれ約4対1(80/20)で混合されている非導電繊維の織物であることが好ましい。バイコンポーネントポリエステルは通常、華氏約240度〜280度の軟化点を有する。硬化織物30を組入れることによって、硬化織物がさまざまな3次元の断面において熱成形するという特性を用いることができるという利点が得られ、より良好なシールド帯および入出力ガスケットが得られる。図5には様々な形状の例が示されているが、図示された形状のみに限定されていると解釈されるべきではない。各形状には、上述のフォームコア20、硬化織物30、導電繊維織物40、およびフォームコア30全体に貫通している複数の導電繊維43が備えられている。
【0027】
ガスケット材100の導電性とシールド効果の両方を増進させるために、アルミニウム箔の層を導電繊維織物40とフォームコア20との間に挿入してもよい。硬化織物30を単にアルミニウム箔層に置き換え、増強されたガスケット材100を図示するのに図4を用いてもよい。残りのニードル織作業は同じである。尚、硬化織物30とアルミニウム箔層を組合せたものを用いてもよい。その場合には、アルミニウム箔層は硬化織物30に隣接することが好ましい。
【0028】
図6Aおよび6Bはニードル織機500に用いられる針の2つの例を示したものの側面図である。図6Aおよび6Bはニードルパンチ針510aおよび510bを図示している。針510aおよび510bは同一のクランク部512aおよび512bと、シャンク部514aおよび514bと、テーパ部516aおよび516bと、棘部518aおよび518bと、チゼルポイント部520aおよび520bとを有する。針510aの棘部518aは5度の角度がつけられた複数の棘519aを有する。針510bの棘部518bは20度の角度がつけられた複数の棘519bを有する。棘につけられた角度が大きいほど、フォームコア20を貫通して運針される繊維43の数が大きくなる。針510aおよび510bはフォスターニードルズ社で購入可能で、型は15×18×40×3 CBA F56−3B/CP スペシャル6棘針である。針510aおよび510bの特に重要な特徴は、該針が(a)フォームを裂くことなくフォームの断面に貫通することができること、(b)フォームコア20を貫通して各繊維43を対向面へと運ぶことができることである。
【0029】
本発明のもう一つの重要な特徴は、導電繊維、非導電繊維および低融点の繊維を混合した繊維を用いていることである。非導電、低融点の繊維は(上述の)バイコンポーネントポリエステルであり、華氏約240度〜280度の軟化点を有する。多面型コア90および90'は導電ガスケット材に必要な性質を有しているが、多面型コア90および90'の繊維は導電繊維くずを出しやすい。この導電繊維くずは、特に自由な導電繊維が電子回路に予期しない短絡を起こす場合がある電子機器においては不要なものである。このことを防ぐため、多面型コア90および90'には熱処理加工が施される。
【0030】
図7にはこのような熱処理加工の例が示されている。熱形成工程700には、ロール状の多面型コア90および90'と、熱室720と、冷却成形型730と、プラーベルト740と、切断機構750とが含まれている。多面型コア90および90'は巻かれた状態から広げられ、ローラ710上を通り、熱室720に供給される。熱室720は、多面型コア90および90'を通常華氏約240度〜280度である非導電、バイコンポーネントポリエステル繊維の軟化点まで熱する、テキスタイルカレンダのような熱ローラあるいは2つの熱ベルトを備える。この熱加工工程により、ガスケットの弾性力のある柔軟性を維持しつつ、導電繊維が所定の場所に固定され、導電繊維が移動あるいは損失するのを防ぐ。この結果、XおよびY軸のみならず、Z軸においても、ガスケット全体が導電である多面型EMIガスケット材が形成される。
【0031】
この時点で、ガスケット材100は収納され、後に成形切断されてもよい。あるいは熱室720を通過した後に成形切断されてもよい。成形切断が熱成形工程700の一部として行われる場合には、ガスケット材100は冷却成形型730を通過する前に大気温度にまで冷却される。冷却成形型730は所定の型でガスケット材100を打抜くあるいは切断し、ガスケット材100はプラーベルト740を通り、成形切断されたガスケットが所定の長さに切断される切断機構750へと移動される。
【0032】
本発明とその製造方法は、電気を伝導し、3軸(X−Y−Z)構造におけるEMIシールドを供給する能力を有する柔軟な多孔性フォームの連続したシースを供給する。本発明は、非常に小さい表面積および非常に大きい表面積のためのダイカット入出力ガスケットと同様、非常に小さな幅および非常に大きな幅の帯状ガスケットの製造のための、基本的な導電ガスケット材である。尚、フォームにニードルパンチされる導電繊維の合成物は、用途によって異なる様々な繊維密度およびフォームの厚さに作製されてもよい。本発明の導電ガスケット材は、連続した帯状ガスケットを作製するためにそれぞれ帯状に切断されてもよい。さらに、上述のとおり、バイコンポーネントポリエステルで構成された硬化織物の層を使用することにより、様々な形状に熱成形されたガスケットを作製することが可能である。
【0033】
図8はシート状の多面型EMIガスケット材の好ましい実施例の斜視図である。多面型EMIガスケット材200は多面型EMIガスケット材100に対しより優れた性能を供給する。特に、多面型EMIガスケット材200は、繊維をより良好に緩やかに保持し、X,YおよびZ軸における電気抵抗を減少させ、可燃性へのより優れた耐性と、より優れた耐摩耗性とを供給し、原材料のコストを下げ、圧縮力の条件を減らし、より良好な伸縮制御とより優れた耐久性を供給する。
【0034】
多面型EMIガスケット材200は、ポリマーフォームコア220と、フォームコア220の少なくとも一側面に導電繊維織物240の層と、強化織物260と、フォームコア220および強化織物260を貫通して散在された複数の導電繊維243とを有する。
【0035】
導電繊維織物240は複数の導電および非導電繊維の混紡繊維である。導電繊維および非導電繊維は均一に混合され、上述のとおりカーディングマシンあるいはランダム化繊織機に供給される。混紡繊維に難燃性の繊維が混合されることによって、導電繊維織物240がさらに改良される。
【0036】
導電繊維は通常、長さ1〜5インチの1〜15デニールのナイロン短繊維に銀、銀/銅、あるいは銀/ニッケルが被覆され構成される。従来の導電繊維は約18%の範囲の導電金属要素を有する。マイクロプロセッサの速度が4.0ギガヘルツのレベルに達すると、使用する用途において効率的なEMIガスケットとして適切に機能するためには、シールドガスケットの導電性は非常に高くなることが可能でなければならない。すなわち、X,YおよびZ電気抵抗は10ミリオームのレベルにまで下がらなくてはならない。
【0037】
従来の導電繊維(約18%の金属含有量)が使用される場合、10ミリオームのレベルの抵抗に達するために、ガスケットは初めの厚さの50%以上圧縮される必要がある。このような高い圧縮条件は、組立工程においてEMIガスケットの効果が再現可能であるかを不確かにする。本発明のEMIガスケット材200は金属含有量約27%の導電繊維で構成されており、EMIガスケット材200が20%圧縮されただけで、10ミリオームの範囲のX,YおよびZ抵抗が提供可能である。このような低い圧縮条件により、コンピュータシステムの組立においてEMI保護がより再現可能にかつ安定したものとなる。
【0038】
従来の混合繊維にニューヨーク州、アルバニーのスタイン社の非導電バイコンポーネントポリエステル繊維が含まれていたのに対し、フォス製造のT110バインダー繊維として入手可能なポリエチレンテレフタレートグリコール変性ポリエステル繊維(PETG)を使用することにより、混合された繊維の保持力が増加する。PETG繊維はバイコンポーネント繊維に比べ内容物の粘着力が高く、より高い耐摩耗性を有する。その粘着性の高い内容物により、繊維が繊維構造から抜け落ちる可能性が最小限となる。導電繊維織物240におけるPETG繊維の好ましい量は、約20%のPETG繊維含有量である。この割合は多面型EMIガスケット材200における十分なX,YおよびZレベルの導電性を維持しつつ、混合された繊維全体的を保持するのに好ましい量であることが判明した。
【0039】
多面型EMIガスケット材200の可燃性に対する耐性をさらに向上させるべく、難燃性のカネカロン繊維が非導電繊維として混合繊維に加えられる。混合繊維に約15%レベルの難燃性繊維を加えることによって、EMIガスケット材200にUL94HB(水平燃焼)試験に対するより良好な耐性を提供する。EMIガスケット材200の好ましい実施例は、導電繊維、粘着繊維および難燃繊維がそれぞれ65:20:15の割合で混合された繊維である。ただし該混合比は最終製品に要される導電性およびシールド効果によって調整されてもよい。
【0040】
小さな断面に切断されると、EMIガスケットは機械的安定性が減少される傾向にある。EMIガスケット材200の伸縮を最小にし、機械的安定性を向上させるべく、強化織物260が含まれる。強化織物260を上記の硬化織物30と混同してはならない。上述のとおり、硬化織物30は約4:1(80/20)の低融点バイコンポーネントポリエステルと通常のポリエステルとが混合された非導電繊維の織物である。図5に図示されたような様々な3次元の形状が形成されるのは、硬化織物の熱成形特性によるものである。
【0041】
強化織物260は、硬化織物30の軟化点より高い軟化点を有する織物である。強化織物260も混合された導電繊維、粘着繊維および難燃繊維と共にニードルパンチにかけられる。硬化織物30の形成特性に対し、強化織物260は機械的安定性を供給する。強化織物260として、ガラス繊維スクリーン織物、ポリエステルスパンボンド不織布、ワープニット織物などを含む、ただしこれに限定されない、様々な材料が使用されてもよい。ガラス繊維スクリーン織物は、ペンシルバニア州、ウルフマウンテンのニューヨークワイヤー社の製品番号1816011として入手可能である。ポリエステルスパンボンド不織布は、テネシー州、ナシュヴィルのBBAファイバーウェブ社よりポリエステルスパンボンド織物として43g/m2で入手可能である。ワープニット織物は、ノースカロライナ州、グリーンスボロのギルフォードテクニカルテキスタイル社より型番号37879として入手可能である。
【0042】
上述の難燃繊維の使用に加えて、強化繊維260は両側面を難燃PVC(ポリ塩化ビニル)コーティングでコーティングされる。これにより、EMIガスケット200の耐炎性が増加し、EMIガスケット200にUL94VO垂直燃焼評価に近い評価が付与される。
【0043】
図9はEMIガスケット材200のこのましい実施例を作製するニードル織工程の断面図である。導電繊維織物240がフォームコア220の一側面222に重ねられ、強化織物260がフォームコア220の反対側面224に重ねられる。多面型アセンブリ250は、多面型アセンブリ250にカーペットの製造に用いられるような加工を行うニードル織機500にかけられる。ニードル織機500は織物240の各繊維243を織物240からフォームコア220および強化織物260を貫通して散在させ、複数の各繊維243が底面225から突出するようにする。ニードル織工程により、繊維織物240および強化織物260をフォームコア220に連結あるいは結合させ、接着することなく多面型コア290を形成する。上述の実施例と同様に、EMIガスケット材200は所定の位置に導電繊維を固着させる加熱加工にかけられる。
【0044】
本発明の好ましい実施例がここに記載されているが、その記述は単に実例に過ぎない。各分野に精通した者には、ここに開示されている発明の更なる改良点が考えられるであろう。そのような改良点の全ては、添付の請求項によって定義された発明の範囲であると思われる。
【図面の簡単な説明】
【0045】
【図1】多面型EMIガスケット材を示す本発明の拡大斜視図である。
【図2】部分的に形成されたシート状のEMIガスケット材を示す、本発明の第1実施例の断面図である。
【図3】部分的に形成されたシート状のEMIガスケット材を示す、本発明の第2実施例の断面図である。
【図4】フォームコアと導電繊維織物との間に加えられた強化織物を有する部分的に形成されたシート状のEMIガスケット材を示す、本発明の第3実施例の断面図である。
【図5】本発明のガスケット材を用いて熱成形された種々の形状の断面図である。
【図6】図6Aおよび6Bは本発明の多面型EMIガスケット材を形成するニードル織加工に用いられる針の側面図である。
【図7】本発明の最終的な多面型EMIガスケット材を作成する熱成形ラインの側面図である。
【図8】強化織物を有する多面型EMIガスケット材を示す、本発明の拡大斜視図である。
【図9】部分的に形成されたシート状のEMIガスケット材を示す、本発明の好ましい実施例の断面図である。
【特許請求の範囲】
【請求項1】
フォームコアと、
前記フォームコアの第1面に配置された複数の導電および非導電繊維の混紡繊維を備える少なくとも1つの導電織物層と、
前記フォームコアを完全に貫通し延出する前記複数の導電および非導電繊維の所定量の前記混紡繊維とを備えることを特徴とする多面型導電ガスケット材。
【請求項2】
前記フォームコアの上に配置された強化織物をさらに備える請求項1に記載の導電ガスケット材。
【請求項3】
前記複数の導電および非導電繊維の前記所定量の前記混紡繊維が、前記強化織物から延出していることを特徴とする請求項2に記載の導電ガスケット材。
【請求項4】
前記少なくとも一つの導電織物層と前記フォームコアとの間に配置された硬化織物をさらに備えることを特徴とする請求項1に記載の導電ガスケット材。
【請求項5】
前記フォームコアの前記第2面に配置された第2導電織物層をさらに備えることを特徴とする請求項1に記載の導電ガスケット材。
【請求項6】
前記複数の導電および非導電繊維の前記混紡繊維が、導電繊維の移動を最小にすべくヒートセットされることを特徴とする請求項1に記載の導電ガスケット材。
【請求項7】
前記少なくとも一つの導電織物材が約1:1〜約3:1の導電繊維の非導電繊維に対する混合比率を有することを特徴とする請求項1に記載の導電ガスケット材。
【請求項8】
前記少なくとも一つの導電織物材が約1:1の前記導電繊維の前記非導電繊維に対する混合比率を有することを特徴とする請求項1に記載の導電ガスケット材。
【請求項9】
前記複数の導電および非導電繊維が、導電繊維の移動を最小限にすべくヒートセットされることを特徴とする請求項4に記載の導電ガスケット材。
【請求項10】
前記ヒートセットは前記ガスケット材を所定の形状に熱成形することを含む請求項9に記載の導電ガスケット材。
【請求項11】
前記非導電繊維が粘着繊維と難燃繊維とを含むことを特徴とする請求項1に記載の導電ガスケット材。
【請求項12】
前記粘着繊維は低融点繊維であることを特徴とする請求項11に記載の導電ガスケット材。
【請求項13】
前記導電織物層の前記混紡繊維は、導電繊維と粘着繊維と難燃繊維とを65%:20%:15%の割合で備えることを特徴とする請求項11に記載の導電ガスケット材。
【請求項14】
前記強化繊維が難燃コーティングに被覆されている請求項1に記載の導電ガスケット材。
【請求項15】
前記導電繊維が約18%〜約27%の範囲の金属含有量を有する請求項1に記載の導電ガスケット材。
【請求項16】
前記導電繊維が、前記導電ガスケット材が約50%以下の範囲で圧縮されたときに、前記導電ガスケット材に約10ミリオームの抵抗を付与するのに十分な所定量の金属含有量を有する請求項1に記載の導電ガスケット材。
【請求項17】
導電繊維および非導電繊維の混紡繊維を備えた少なくとも一つの導電織物層をフォームコアに重ねるステップと、
前記導電織物層と前記フォームコアとをニードルパンチし、前記フォームコアと前記強化織物を貫通して散在する複数の導電繊維を有する導電合成ガスケット材を形成するステップとを備えた導電ガスケット材の形成方法。
【請求項18】
強化織物を前記フォームコアに重ねるステップをさらに備える請求項17に記載の方法。
【請求項19】
前記ニードルパンチステップが前記強化織物を貫通してニードルパンチすることをさらに含む請求項18に記載の方法。
【請求項20】
前記導電織物を重ねるステップが、導電繊維と低軟化点繊維と難燃繊維との混紡繊維を備える導電織物層を重ねることを含む請求項17に記載の方法。
【請求項21】
前記導電合成物を前記非導電繊維の軟化点まで加熱するステップをさらに備える請求項17に記載の方法。
【請求項22】
第2導電織物層を前記フォームコアの反対の面に重ねるステップをさらに備える請求項17に記載の方法。
【請求項23】
前記第2導電織物層と前記フォームコアとをニードルパンチするステップをさらに備える請求項22に記載の方法。
【請求項24】
前記ニードルパンチステップの前に、前記少なくとも一つの導電織物層と前記フォームコアとの間に非導電繊維を備える非導電織物層を重ねるステップをさらに備える請求項17に記載の方法。
【請求項25】
前記導電合成ガスケット材を熱成形するステップをさらに備える請求項24に記載の方法。
【請求項26】
複数の導電繊維と複数の非導電繊維とを混合し、前記導電織物層を形成するステップをさらに備える請求項17に記載の方法。
【請求項27】
前記混合ステップが、前記複数の導電繊維と前記複数の非導電繊維とを、約1:1〜約3:1の導電繊維の非導電繊維に対する混合比率で混合することを含む請求項26に記載の方法。
【請求項28】
前記混合ステップが、前記複数の導電繊維と前記複数の非導電繊維とを、少なくとも1:1の導電繊維の非導電繊維に対する混合比率で混合することを含む請求項26に記載の方法。
【請求項29】
前記方法が、導電繊維約65%、低軟化点繊維約20%、難燃繊維約15%の割合で前記混合繊維を混合するステップをさらに含む請求項20に記載の方法。
【請求項30】
難燃コーティングを前記強化織物に付着させるステップをさらに備える請求項17に記載の方法。
【請求項31】
前記導電繊維を約18%〜約27%の範囲の導電金属含有量で構成するステップをさらに備える請求項17に記載の方法。
【請求項32】
前記導電ガスケット材が約50%以下の範囲で圧縮されたとき、前記導電ガスケット材に約10ミリオームの抵抗を付与するのに十分な所定の金属含有量で前記導電繊維を構成するステップをさらに備える請求項17に記載の方法。
【請求項1】
フォームコアと、
前記フォームコアの第1面に配置された複数の導電および非導電繊維の混紡繊維を備える少なくとも1つの導電織物層と、
前記フォームコアを完全に貫通し延出する前記複数の導電および非導電繊維の所定量の前記混紡繊維とを備えることを特徴とする多面型導電ガスケット材。
【請求項2】
前記フォームコアの上に配置された強化織物をさらに備える請求項1に記載の導電ガスケット材。
【請求項3】
前記複数の導電および非導電繊維の前記所定量の前記混紡繊維が、前記強化織物から延出していることを特徴とする請求項2に記載の導電ガスケット材。
【請求項4】
前記少なくとも一つの導電織物層と前記フォームコアとの間に配置された硬化織物をさらに備えることを特徴とする請求項1に記載の導電ガスケット材。
【請求項5】
前記フォームコアの前記第2面に配置された第2導電織物層をさらに備えることを特徴とする請求項1に記載の導電ガスケット材。
【請求項6】
前記複数の導電および非導電繊維の前記混紡繊維が、導電繊維の移動を最小にすべくヒートセットされることを特徴とする請求項1に記載の導電ガスケット材。
【請求項7】
前記少なくとも一つの導電織物材が約1:1〜約3:1の導電繊維の非導電繊維に対する混合比率を有することを特徴とする請求項1に記載の導電ガスケット材。
【請求項8】
前記少なくとも一つの導電織物材が約1:1の前記導電繊維の前記非導電繊維に対する混合比率を有することを特徴とする請求項1に記載の導電ガスケット材。
【請求項9】
前記複数の導電および非導電繊維が、導電繊維の移動を最小限にすべくヒートセットされることを特徴とする請求項4に記載の導電ガスケット材。
【請求項10】
前記ヒートセットは前記ガスケット材を所定の形状に熱成形することを含む請求項9に記載の導電ガスケット材。
【請求項11】
前記非導電繊維が粘着繊維と難燃繊維とを含むことを特徴とする請求項1に記載の導電ガスケット材。
【請求項12】
前記粘着繊維は低融点繊維であることを特徴とする請求項11に記載の導電ガスケット材。
【請求項13】
前記導電織物層の前記混紡繊維は、導電繊維と粘着繊維と難燃繊維とを65%:20%:15%の割合で備えることを特徴とする請求項11に記載の導電ガスケット材。
【請求項14】
前記強化繊維が難燃コーティングに被覆されている請求項1に記載の導電ガスケット材。
【請求項15】
前記導電繊維が約18%〜約27%の範囲の金属含有量を有する請求項1に記載の導電ガスケット材。
【請求項16】
前記導電繊維が、前記導電ガスケット材が約50%以下の範囲で圧縮されたときに、前記導電ガスケット材に約10ミリオームの抵抗を付与するのに十分な所定量の金属含有量を有する請求項1に記載の導電ガスケット材。
【請求項17】
導電繊維および非導電繊維の混紡繊維を備えた少なくとも一つの導電織物層をフォームコアに重ねるステップと、
前記導電織物層と前記フォームコアとをニードルパンチし、前記フォームコアと前記強化織物を貫通して散在する複数の導電繊維を有する導電合成ガスケット材を形成するステップとを備えた導電ガスケット材の形成方法。
【請求項18】
強化織物を前記フォームコアに重ねるステップをさらに備える請求項17に記載の方法。
【請求項19】
前記ニードルパンチステップが前記強化織物を貫通してニードルパンチすることをさらに含む請求項18に記載の方法。
【請求項20】
前記導電織物を重ねるステップが、導電繊維と低軟化点繊維と難燃繊維との混紡繊維を備える導電織物層を重ねることを含む請求項17に記載の方法。
【請求項21】
前記導電合成物を前記非導電繊維の軟化点まで加熱するステップをさらに備える請求項17に記載の方法。
【請求項22】
第2導電織物層を前記フォームコアの反対の面に重ねるステップをさらに備える請求項17に記載の方法。
【請求項23】
前記第2導電織物層と前記フォームコアとをニードルパンチするステップをさらに備える請求項22に記載の方法。
【請求項24】
前記ニードルパンチステップの前に、前記少なくとも一つの導電織物層と前記フォームコアとの間に非導電繊維を備える非導電織物層を重ねるステップをさらに備える請求項17に記載の方法。
【請求項25】
前記導電合成ガスケット材を熱成形するステップをさらに備える請求項24に記載の方法。
【請求項26】
複数の導電繊維と複数の非導電繊維とを混合し、前記導電織物層を形成するステップをさらに備える請求項17に記載の方法。
【請求項27】
前記混合ステップが、前記複数の導電繊維と前記複数の非導電繊維とを、約1:1〜約3:1の導電繊維の非導電繊維に対する混合比率で混合することを含む請求項26に記載の方法。
【請求項28】
前記混合ステップが、前記複数の導電繊維と前記複数の非導電繊維とを、少なくとも1:1の導電繊維の非導電繊維に対する混合比率で混合することを含む請求項26に記載の方法。
【請求項29】
前記方法が、導電繊維約65%、低軟化点繊維約20%、難燃繊維約15%の割合で前記混合繊維を混合するステップをさらに含む請求項20に記載の方法。
【請求項30】
難燃コーティングを前記強化織物に付着させるステップをさらに備える請求項17に記載の方法。
【請求項31】
前記導電繊維を約18%〜約27%の範囲の導電金属含有量で構成するステップをさらに備える請求項17に記載の方法。
【請求項32】
前記導電ガスケット材が約50%以下の範囲で圧縮されたとき、前記導電ガスケット材に約10ミリオームの抵抗を付与するのに十分な所定の金属含有量で前記導電繊維を構成するステップをさらに備える請求項17に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【公表番号】特表2006−524917(P2006−524917A)
【公表日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2006−510028(P2006−510028)
【出願日】平成16年4月14日(2004.4.14)
【国際出願番号】PCT/US2004/011500
【国際公開番号】WO2004/093855
【国際公開日】平成16年11月4日(2004.11.4)
【出願人】(505394161)
【Fターム(参考)】
【公表日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成16年4月14日(2004.4.14)
【国際出願番号】PCT/US2004/011500
【国際公開番号】WO2004/093855
【国際公開日】平成16年11月4日(2004.11.4)
【出願人】(505394161)
【Fターム(参考)】
[ Back to top ]