
大きな軸受け座を備えたねじ山付きスピンドルの製作方法
【課題】大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供する。
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ねじ山付きスピンドルの製作方法に関する。
【背景技術】
【0002】
ドイツ連邦共和国特許第10206744号明細書から、ねじ山付きスピンドルをねじ山転造法で製作することが公知である。この場合、長手方向に延在する素材の外周面のほぼ全長にわたって、少なくとも1つの螺旋状の溝が設けられ、この溝内を、例えばねじ山付きボール駆動装置のボールが走行する。ねじ山転造後に素材は典型的には切削加工され、これにより端部にラジアル転がり軸受け用の軸受け座を製作するか、或いは電動モータ又は伝動装置を接続するための駆動ピンを製作する。
【0003】
前記軸受け座及び駆動ピンの直径は、螺旋状の溝のコア直径によって上限が定められている。この場合、このようにして得ることのできるラジアル転がり軸受け若しくは駆動ピンの直径が、運転中に発生する荷重を永続的に伝達するためには不十分であるということが起こり得る。この問題を解決するためには、米国特許第5199169号明細書から、別個のスリーブを素材の螺旋状の溝に接着することが公知である。前記スリーブは、任意の大きさの直径を備えて構成され得るので、上で述べた耐荷重能力問題は最早生じない。接着結合部の長さは任意の大きさに選択され得るので、この接着結合部が十分に大きな耐荷重能力を有しているということも保証されている。前記接着に対して択一的に、別個の構成部材を摩擦溶接によって、転造されたスピンドル素材に固定することも公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】ドイツ連邦共和国特許第10206744号明細書
【特許文献2】米国特許第5199169号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供することである。
【課題を解決するための手段】
【0006】
この課題を解決するために本発明では、ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられている、長手方向に延在する鋼製の素材を準備し、該素材の第1の長手方向範囲を加熱し、これにより、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、これにより、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
【発明の効果】
【0007】
本発明の根底を成す思想は、素材を、軸受け座若しくは駆動ピンの領域において塑性変形させることによって直径を拡径し、次いで切削加工を施すことにより所望の最終形状にもたらすという点にある。これにより最早、軸受け座若しくは駆動ピンのための別個の構成部材を準備することは不要となるので、ねじ山付きスピンドルの製作費が低下する。
【0008】
前記塑性変形に際しては、特にねじ山付きボール駆動装置において高い精度を有する螺旋状の溝は塑性変形されないということを考慮しなくてはならない。この場合、鋼は周辺温度におけるよりも、高温の場合の方が著しく容易に変形可能であるということが利用される。この場合、特に約1100℃のオーダの鍛造温度が想定されており、この鍛造温度では鋼の表面にはまだ、スケール若しくは酸化層が形成されない。この場合、前記温度は特に素材表面において超過されるべきでない最高温度を成している。素材の第1の長手方向範囲全体において、特に素材の加熱されない長手方向領域に対する移行領域において、前記温度に一様には加熱され得ないということは明らかである。
【0009】
第1及び第2のストッパによって、素材の長さが短縮されるので、素材は加熱された第1の長手方向範囲において必然的に膨らみ、これにより所望の直径拡大がもたらされる。加熱によって、第1の長手方向範囲における変形に必要な長手方向力が減少されるので、この長手方向力は最早、周辺温度を有する素材の長手方向領域を塑性変形させるためには不十分である。従って、周辺温度を有する素材の長手方向領域は、据込み過程の間は全く又は弾性的にしか変形されず、その結果、当該長手方向領域の変形は完全に可逆性のものであり、この領域の螺旋状の溝の精度は損なわれない。
【0010】
本発明の有利な改良は従属請求項に記載されている。
【0011】
第1の長手方向範囲は、第1及び第2のストッパに対して間隔を置いて配置されていてよい。これにより、素材が第1及び第2のストッパの領域に、素材の最高温度を著しく下回り且つ理想的には周辺温度に位置する温度を有しているということを達成しようとするものである。これにより、素材は第1及び第2のストッパの領域において、ほぼ塑性変形はされない。その結果、素材が第1又は第2のストッパによって形状接続的に挟まれて、これらの部分が最早互いに解離され得なくなる、ということが回避されている。
【0012】
更に、本発明に基づいた、第1の長手方向範囲における可塑的な膨らみは、固定的なストッパによっては妨害されない。これにより、変形後の素材の形状は、加熱後の温度分布と、第1及び第2のストッパの間隔変化にのみ関連している。これらのプロセスパラメータは、僅かな手間で無段階に変化させられるので、スピンドルの所望の拡大された直径は無段階に調節可能である。
【0013】
素材の第1の長手方向範囲は、交流電流によって誘導加熱され、この交流電流は、素材の周囲を環状に取り囲んで案内されている。これにより、素材の誘導加熱は極めて短い時間しか必要としないので、塑性変形されるべきでない素材の長手方向領域に熱が流れるということが概ね防止される。更に、前記交流電流を運ぶ電気的な導体の形状に基づいて、どこで加熱が行われるべきなのかを極めて正確に調節することができる。
【0014】
前記交流電流は、有利には5kHz〜50kHzの間の周波数を有している。上限値によって、素材の極めて迅速な加熱が得られるが、この場合、素材の直径が増大するにつれて、素材のコアにおいては十分に高い温度を得ることができない。この場合には周波数が場合によっては下限値にまで低下されねばならない。前記交流電流は、有利には導線内を案内され、この導線は長手方向に関して螺旋状に延びており、しかもこの導線は素材に対して十分に大きな間隔を有しているので、導線が素材に接触するということが確実に回避されている。螺旋状の導線は、一般にインダクタと称される。
【0015】
素材は加熱中に長手方向に関して回転することができる。これにより、温度分布が長手方向に関して回転対称的であるということが達成される。その結果、本発明による膨らみも回転対称的である。切削式で製作される最終形状も、大抵の場合においてやはり回転対称的なので、このようにして余計な切り屑の発生が回避される。可塑的な直径拡大部は、所要の最小寸法に限定されたままであり続ける。
【0016】
素材は加熱中及び/又は変形中に、長手方向で第1の長手方向範囲の前及び/又は後ろを、冷却流体を噴射されることによって冷却され得る。素材の螺旋状の溝は、有利には硬化されているので、この溝は、ねじ山付き駆動装置の運転において高い耐摩耗性を有している。本発明に基づく加熱によって、前記硬さが少なくとも第1の長手方向範囲の近傍で失われるという危険が生じる。提案した冷却によって、焼戻し温度を上回る鋼の加熱は回避されるので、硬さは保持され続ける。更に、素材が最早全体的には鍛造温度を有していない移行領域が縮小される。やはり塑性変形されるこの領域において、螺旋状の溝は最早、ねじ山付き駆動装置のために使用することはできない。同時に、変形の大きさも、軸受け座若しくは駆動ピンを製作するための直径拡大に足りる大きさには不十分である。つまり、前記移行領域は活用に結びつくこと無しに、後のねじ山付き駆動装置の構成長さだけしか拡大されない。
【0017】
前記冷却流体は、有利には水、ポリマ水溶液又はオイルである。しかし又、CO2或いは周辺温度において気体の流体を素材に噴射することも考えられる。この場合、これらの気体は著しく冷却されていてよく、これにより、該気体は液状となり、且つ冷却過程中に蒸発する。これにより、特に高い冷却作用が得られる。
【0018】
素材は、第1のストッパと第2のストッパとの相対運動中は、長手方向に関して回動不能であってよい。これにより、第1及び第2のストッパの長手方向運動だけが素材に影響を及ぼす。これにより、素材のその他の運動に基づく不都合な変形が防止される。
【0019】
第1の長手方向範囲には、切削加工後に螺旋状の溝の残りが残留していてよい。これにより、必要とされる直径拡大延いては必要とされる変形力が最小限に制限され得る。この場合に指摘しておかなければならないのは、最大変形力は周辺温度における素材の材料の弾性限界によって制限されているという点である。残留している螺旋状の溝の残りは、軸受け座又は駆動ピンにとって一般に邪魔になるものではない。それというのも、この溝の残りは、その他の点では十分に大きな支持面を有しているからである。
【0020】
素材は第1の長手方向範囲において、周辺温度への冷却前に、当該範囲が1秒〜10秒の間、750℃〜800℃の温度に加熱されることにより、焼鈍処理されてよい。これにより、第1の長手方向範囲において、簡単な切削加工を可能にする材料組織が生ぜしめられることが望ましい。同時に、ねじ山付きスピンドルが過剰に硬い箇所に基づき破断するということが防止されることが望ましい。この場合に指摘しておくべきことは、ねじ山付きスピンドルが、有利には硬化可能な鋼から成っているという点である。この鋼は、本発明に基づく変形プロセスにおいて少なくとも部分的に硬くなってよい。
【0021】
素材は、焼鈍処理中に長手方向に関して回転することができる。これにより、素材の回転対称的な十分な加熱が達成されるので、目標とする材料組織もやはり回転対称的に形成されている。このようにして、エラー箇所が防止される。
【0022】
焼鈍処理は、素材を以前に加熱した装置と同じ装置によって実施されてよい。このようにして、本発明による方法の実施コストは最小限にされる。特に、誘導式で働く加熱装置が、2つの温度を生ぜしめるためには簡単で適している。このためには、インダクタを通流する交流電流の強さ若しくは周波数を適当に調節することで足りる。
【0023】
同一素材において順次、本発明による複数の方法が実施されてよく、この場合、相応の複数の第1の長手方向領域は、長手方向で見て直ぐに隣接して配置されている。これにより、素材の直径が特に長い領域にわたって拡大されることが望ましい。本発明による方法を1回だけ用いる場合には、ある程度の範囲内でしか調節することのできない、直径拡大部と第1の長手方向範囲の長さとの特定の比率が得られる。提案した方法に基づいて、素材の直径の不必要に大きな拡大延いては過剰に大きな変形力が回避され得る。この場合に指摘しておくべきことは、最大変形力は、素材の低温の材料の弾性限界によって制限されているという点である。最終形状にするための切削加工は、全方法の終了時に有利には一回だけ実施される。
【図面の簡単な説明】
【0024】
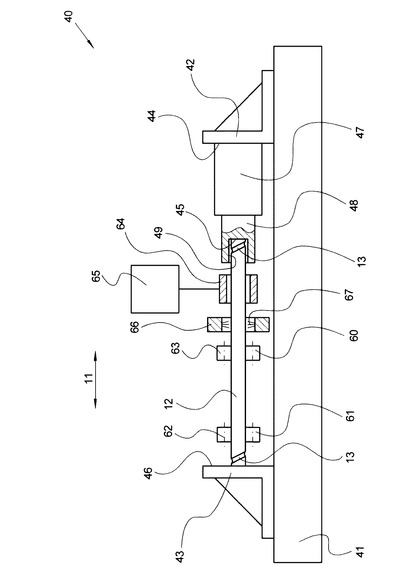
【図1】本発明による方法を実施するための装置の概略的な側面図である。
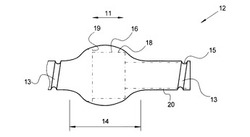
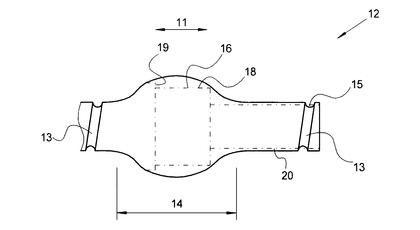
【図2】第1の長手方向範囲において据込み加工を行った後の素材の概略的な側面図である。
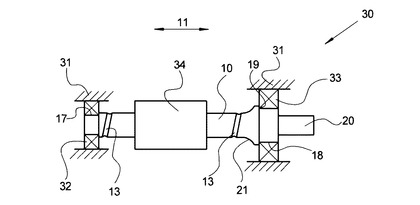
【図3】本発明による方法で製作されているねじ山付きスピンドルを備えたねじ山付き駆動装置の概略的な側面図である。
【発明を実施するための形態】
【0025】
以下に、本発明を実施するための形態を図面につき詳しく説明する。
【0026】
図1には、本発明による方法を実施するための装置40の概略的な側面図が示されている。この装置40は中実のベースフレーム41を有しており、このベースフレーム41は、素材12の長手方向11に対して平行に延在している。ベースフレーム41上には第1と第2の同じストッパアングル部材42;43が、長手方向11で調節可能に固定されており、これにより、装置40は素材12の種々異なる長さに適合され得る。ストッパアングル部材42;43の平らなストッパ面44は、長手方向11に対して垂直に向けられており且つ互いに向かい合っている。第1のストッパアングル部材42のストッパ面44には液圧シリンダ47が固定されており、この液圧シリンダ47のピストンロッド48は長手方向11に移動可能である。液圧シリンダ47の代わりに機械的な駆動装置、特に、例えば特別に高い耐荷重能力を備えたねじ山付き遊星歯車伝動装置又はねじ山付き転動体駆動装置が装備された電動シリンダが設けられていてもよい。ピストンロッド48の前端部には、円筒形の収容切欠き49が設けられている。素材12は、一方の端面で以て収容切欠き49の平らな底面に接触しており、これにより、前記底面は第1のストッパ45を形成している。収容切欠き49の直径は、素材12の外形よりも僅かに大きく形成されているので、素材12は収容切欠き49内で自由に回動することができ、本発明による塑性変形が終了している場合でも自由に回動可能である。
【0027】
素材12は、反対側の端面で以て第2のストッパアングル部材43のストッパ面44に接触しており、これにより、このストッパ面44は第2のストッパ46を形成している。つまり、ピストンロッド48の進出によって、長手方向11における第1のストッパ45と第2のストッパ46との間の間隔が短縮され得る。素材12の端部側の端面に作用する前記ストッパ45;46に対して付加的に、素材12の螺旋形の溝13に係合する複数のストッパが設けられていてもよい。
【0028】
素材12は、長手方向に対して直交する方向で、支持ローラの第1グループ60と第2グループ61とを介して支持されており、この場合、素材の全長に関連して、2つのグループよりも少ない又は多い支持ローラが設けられていてよい。この場合、支持ローラの各グループ60;61は、3つの回転可能なローラを有しており、これらのローラは、同じ長手方向位置で素材12の全周にわたって均等に配分されて配置されている。第1グループ60の支持ローラのうちの少なくとも1つは、駆動支持ローラ63として構成されているので、素材12は長手方向11に沿う軸線の回りで回転運動させられる。残りの支持ローラは自由に回転可能であり、この場合、これらの支持ローラの回転軸線62は長手方向に対して平行に延びている。
【0029】
支持ローラ60の第1グループと、第1のストッパ45との間には、インダクタ64が配置されている。このインダクタ64は、約5mmの直径を有する銅線から成っており、この銅線は、素材12の周囲を螺旋状に取り囲んで延在しており、しかも銅線は素材12には接触しておらず、前記銅線の端部は交流電源65に接続されており、この交流電源65の交流周波数は5kHz〜50kHzの間で調節可能であり、この場合、交流電源65とインダクタ64とから成るユニットは、長手方向11に移動可能である。これにより、インダクタ64は素材のあらゆる所望の箇所を加熱することができる。加熱中にインダクタ64が移動する場合には、加熱が行われるべき第1の長手方向範囲14(図2)の長さが、インダクタ64の幅よりも大きくなる。更に、インダクタ64は加熱後に第1の長手方向範囲から脱出可能なので、インダクタは第1の長手方向範囲の膨らみの邪魔にはならない。これに対して択一的に、インダクタ64は十分に大きな直径を備えて構成されていてよく、これにより、インダクタ64は素材12の膨らみに接触しない。
【0030】
インダクタ64と支持ローラの第1グループ60との間にはリングシャワー66が配置されている。このリングシャワー66は、インダクタ64と交流電源65とから成る構成群に固着結合されているので、リングシャワー66はインダクタ64と一緒に長手方向11に移動可能であり、この場合、素材12の加熱中は、リングシャワー66とインダクタ64との間の間隔は不変に予め規定されている。リングシャワー66は、素材12を取り囲む円環状の中空室を限定している。リングシャワー66の、素材12に面した内面には多数のノズルが設けられており、これらのノズルはリングシャワー66の周面にわたって均等に配分されて配置されている。冷却流体67、例えば水が、前記環状の中空室に加圧されて供給され、前記ノズルを介して素材12に噴射されるので、素材12は冷却される。
【0031】
素材12を装置40にセットする前に、液圧シリンダ47が引っ込められて、インダクタ64がリングシャワー66と一緒に液圧シリンダ47に面した終端位置に移動させられる。更に、第2のストッパアングル部材43が長手方向11に移動させられて、素材12がリングシャワー66とインダクタ64とを通って液圧シリンダ47の収容切欠き49に導入される。素材12のこの導入後に、支持ローラ60;61と第2のストッパアングル部材43とが素材12と係合状態にもたらされる。次いで、インダクタ64が第1の長手方向範囲14(図2)に移動させられ且つ交流電流が供給され、これにより、素材が鍛造温度に加熱される。加熱中、素材12は駆動支持ローラ63によって回転運動させられるので、加熱は回転対称的に行われる。更に、加熱中、冷却水67がリングシャワー66によって素材12に噴射されるので、素材12が第1の長手方向範囲以外で不必要に加熱されることはない。
【0032】
加熱の終了後に、駆動支持ローラ63の回転駆動装置が停止される。インダクタ64は、その長手方向位置に留まっており、この場合、リングシャワー66は引き続き作動し続けて、素材12を冷却する。次いで、第1のストッパ45と第2のストッパ46との間の間隔を長手方向11で短縮するために液圧シリンダ47が進出され、これにより、素材12が第1の長手方向範囲14(図2)において膨らむ。この場合、インダクタ64は、変形された素材12に接触しない大きさの直径を備えて構成されている。その後、リングシャワー66が遮断され、素材12は駆動支持ローラ63によって回転運動される間にインダクタ64によって例えば5秒間、750℃の焼鈍温度に加熱される。その後、素材12は装置40から取り出されて周辺温度に冷却され、これにより、切削式の最終加工を、例えば旋削機において行うことができる。
【0033】
図2には、第1の長手方向範囲14において塑性変形が行われた後の、素材12の概略的な側面図が示されている。素材12はその全長にわたって螺旋状の溝13を有しており、図2では図1及び図3の場合と同様に、簡略化する理由から最初と最後の周方向溝だけが描かれている。図2では、据込み過程後の素材12の膨らんだ形状を認識することができる。この形状は、加熱後の温度分布、並びに第1及び第2のストッパが互いに接近運動される距離に基づいてのみ得られる。
【0034】
細い一点鎖線として描かれた最終形状16は、切削加工によって製作される。この最終形状16は、ストップエッジ19を備えた軸受け座18と、駆動ピン20とを有している。軸受け座18は、特にストップエッジ19の領域に、初期状態の素材12よりも大きな直径を有している。最終形状16は、素材12の膨らんだ形状の完全に内側に位置している。但しこのことから、ねじ山付きスピンドルに設けられた螺旋状の溝13の残りが残留している領域15だけは除外されている。
【0035】
更に図2では、駆動ピン20が、初期状態の素材12の直径よりも小さな直径を有していることが判る。従って、この領域は加熱する必要がないので、素材12を長手方向11に対して直交する方向で支持するために、液圧シリンダの収容切欠き49(図1)に問題なく収容され得る。
【0036】
図3には、ねじ山付きスピンドル10を備えたねじ山付き駆動装置30の概略的な側面図が示されており、前記ねじ山付きスピンドル10は、本発明による方法で製作されている。ねじ山付きスピンドル10は、スリーブ状のねじ山付きボールナット34によって取り囲まれており、このねじ山付きボールナット34は、エンドレスで循環する球状の転動体を介して、ねじ山付きスピンドル10とねじ係合状態にある。図3で見て左側には、第1のラジアル転がり軸受け32のための、標準的に製作された第1の軸受け座17が設けられている。この場合、この第1の軸受け座17は、旋削機によって直接に、変形されていないねじ山付きスピンドル10に形成されている。
【0037】
反対側には本発明による第2の軸受け座18が設けられており、この第2の軸受け座18は、初期状態の素材よりも大きな直径を有している。対応する第2のラジアル転がり軸受け33は、例えばアンギュラ玉軸受けとして構成されていてよく、これにより、この第2のラジアル転がり軸受け33は、ねじ山付き駆動装置30によって形成される長手方向力を、上位に配置された構成群31に伝達することができる。このためにねじ山付きスピンドル10は、本発明に基づき膨らまされた領域に付与されたストップエッジ19を備えている。その他の点では、長手方向11での、ラジアル転がり軸受け32;33を固定するためのジオメトリの更なる表示は省かれた。
【0038】
更に駆動ピン20について指摘しておくと、この駆動ピン20を介してねじ山付きスピンドル10が、電動モータ又は伝動装置と結合することにより、回転駆動結合状態にもたらされる。
【0039】
更に本発明による方法によって形成された移行領域21について指摘すると、この移行領域21は螺旋状の支持溝13のためにも、第2の軸受け座18のためにも使用することはできない。
【符号の説明】
【0040】
10 ねじ山付きスピンドル、 11 長手方向、 12 素材、 13 螺旋状の溝、 14 第1の長手方向範囲、 15 溝の残りが残留している領域、 16 最終形状、 17 第1の軸受け座、 18 第2の軸受け座、 19 ストップエッジ、 20 駆動ピン、 21 移行領域、 30 ねじ山付き駆動装置、 31 上位に配置された構成群、 32 第1のラジアル転がり軸受け、 33 第2のラジアル転がり軸受け、 34 ねじ山付きボールナット、 40 装置、 41 ベースフレーム、 42 第1のストッパアングル部材、 43 第2のストッパアングル部材、 44 ストッパ面、 45 第1のストッパ、 46 第2のストッパ、 47 液圧シリンダ、 48 ピストンロッド、 49 収容切欠き、 60 支持ローラの第1グループ、 61 支持ローラの第2グループ、 62 支持ローラの回転軸線、 63 駆動支持ローラ、 64 インダクタ、 65 交流電源、 66 リングシャワー、 67 冷却流体
【技術分野】
【0001】
本発明は、ねじ山付きスピンドルの製作方法に関する。
【背景技術】
【0002】
ドイツ連邦共和国特許第10206744号明細書から、ねじ山付きスピンドルをねじ山転造法で製作することが公知である。この場合、長手方向に延在する素材の外周面のほぼ全長にわたって、少なくとも1つの螺旋状の溝が設けられ、この溝内を、例えばねじ山付きボール駆動装置のボールが走行する。ねじ山転造後に素材は典型的には切削加工され、これにより端部にラジアル転がり軸受け用の軸受け座を製作するか、或いは電動モータ又は伝動装置を接続するための駆動ピンを製作する。
【0003】
前記軸受け座及び駆動ピンの直径は、螺旋状の溝のコア直径によって上限が定められている。この場合、このようにして得ることのできるラジアル転がり軸受け若しくは駆動ピンの直径が、運転中に発生する荷重を永続的に伝達するためには不十分であるということが起こり得る。この問題を解決するためには、米国特許第5199169号明細書から、別個のスリーブを素材の螺旋状の溝に接着することが公知である。前記スリーブは、任意の大きさの直径を備えて構成され得るので、上で述べた耐荷重能力問題は最早生じない。接着結合部の長さは任意の大きさに選択され得るので、この接着結合部が十分に大きな耐荷重能力を有しているということも保証されている。前記接着に対して択一的に、別個の構成部材を摩擦溶接によって、転造されたスピンドル素材に固定することも公知である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】ドイツ連邦共和国特許第10206744号明細書
【特許文献2】米国特許第5199169号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供することである。
【課題を解決するための手段】
【0006】
この課題を解決するために本発明では、ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられている、長手方向に延在する鋼製の素材を準備し、該素材の第1の長手方向範囲を加熱し、これにより、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、これにより、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
【発明の効果】
【0007】
本発明の根底を成す思想は、素材を、軸受け座若しくは駆動ピンの領域において塑性変形させることによって直径を拡径し、次いで切削加工を施すことにより所望の最終形状にもたらすという点にある。これにより最早、軸受け座若しくは駆動ピンのための別個の構成部材を準備することは不要となるので、ねじ山付きスピンドルの製作費が低下する。
【0008】
前記塑性変形に際しては、特にねじ山付きボール駆動装置において高い精度を有する螺旋状の溝は塑性変形されないということを考慮しなくてはならない。この場合、鋼は周辺温度におけるよりも、高温の場合の方が著しく容易に変形可能であるということが利用される。この場合、特に約1100℃のオーダの鍛造温度が想定されており、この鍛造温度では鋼の表面にはまだ、スケール若しくは酸化層が形成されない。この場合、前記温度は特に素材表面において超過されるべきでない最高温度を成している。素材の第1の長手方向範囲全体において、特に素材の加熱されない長手方向領域に対する移行領域において、前記温度に一様には加熱され得ないということは明らかである。
【0009】
第1及び第2のストッパによって、素材の長さが短縮されるので、素材は加熱された第1の長手方向範囲において必然的に膨らみ、これにより所望の直径拡大がもたらされる。加熱によって、第1の長手方向範囲における変形に必要な長手方向力が減少されるので、この長手方向力は最早、周辺温度を有する素材の長手方向領域を塑性変形させるためには不十分である。従って、周辺温度を有する素材の長手方向領域は、据込み過程の間は全く又は弾性的にしか変形されず、その結果、当該長手方向領域の変形は完全に可逆性のものであり、この領域の螺旋状の溝の精度は損なわれない。
【0010】
本発明の有利な改良は従属請求項に記載されている。
【0011】
第1の長手方向範囲は、第1及び第2のストッパに対して間隔を置いて配置されていてよい。これにより、素材が第1及び第2のストッパの領域に、素材の最高温度を著しく下回り且つ理想的には周辺温度に位置する温度を有しているということを達成しようとするものである。これにより、素材は第1及び第2のストッパの領域において、ほぼ塑性変形はされない。その結果、素材が第1又は第2のストッパによって形状接続的に挟まれて、これらの部分が最早互いに解離され得なくなる、ということが回避されている。
【0012】
更に、本発明に基づいた、第1の長手方向範囲における可塑的な膨らみは、固定的なストッパによっては妨害されない。これにより、変形後の素材の形状は、加熱後の温度分布と、第1及び第2のストッパの間隔変化にのみ関連している。これらのプロセスパラメータは、僅かな手間で無段階に変化させられるので、スピンドルの所望の拡大された直径は無段階に調節可能である。
【0013】
素材の第1の長手方向範囲は、交流電流によって誘導加熱され、この交流電流は、素材の周囲を環状に取り囲んで案内されている。これにより、素材の誘導加熱は極めて短い時間しか必要としないので、塑性変形されるべきでない素材の長手方向領域に熱が流れるということが概ね防止される。更に、前記交流電流を運ぶ電気的な導体の形状に基づいて、どこで加熱が行われるべきなのかを極めて正確に調節することができる。
【0014】
前記交流電流は、有利には5kHz〜50kHzの間の周波数を有している。上限値によって、素材の極めて迅速な加熱が得られるが、この場合、素材の直径が増大するにつれて、素材のコアにおいては十分に高い温度を得ることができない。この場合には周波数が場合によっては下限値にまで低下されねばならない。前記交流電流は、有利には導線内を案内され、この導線は長手方向に関して螺旋状に延びており、しかもこの導線は素材に対して十分に大きな間隔を有しているので、導線が素材に接触するということが確実に回避されている。螺旋状の導線は、一般にインダクタと称される。
【0015】
素材は加熱中に長手方向に関して回転することができる。これにより、温度分布が長手方向に関して回転対称的であるということが達成される。その結果、本発明による膨らみも回転対称的である。切削式で製作される最終形状も、大抵の場合においてやはり回転対称的なので、このようにして余計な切り屑の発生が回避される。可塑的な直径拡大部は、所要の最小寸法に限定されたままであり続ける。
【0016】
素材は加熱中及び/又は変形中に、長手方向で第1の長手方向範囲の前及び/又は後ろを、冷却流体を噴射されることによって冷却され得る。素材の螺旋状の溝は、有利には硬化されているので、この溝は、ねじ山付き駆動装置の運転において高い耐摩耗性を有している。本発明に基づく加熱によって、前記硬さが少なくとも第1の長手方向範囲の近傍で失われるという危険が生じる。提案した冷却によって、焼戻し温度を上回る鋼の加熱は回避されるので、硬さは保持され続ける。更に、素材が最早全体的には鍛造温度を有していない移行領域が縮小される。やはり塑性変形されるこの領域において、螺旋状の溝は最早、ねじ山付き駆動装置のために使用することはできない。同時に、変形の大きさも、軸受け座若しくは駆動ピンを製作するための直径拡大に足りる大きさには不十分である。つまり、前記移行領域は活用に結びつくこと無しに、後のねじ山付き駆動装置の構成長さだけしか拡大されない。
【0017】
前記冷却流体は、有利には水、ポリマ水溶液又はオイルである。しかし又、CO2或いは周辺温度において気体の流体を素材に噴射することも考えられる。この場合、これらの気体は著しく冷却されていてよく、これにより、該気体は液状となり、且つ冷却過程中に蒸発する。これにより、特に高い冷却作用が得られる。
【0018】
素材は、第1のストッパと第2のストッパとの相対運動中は、長手方向に関して回動不能であってよい。これにより、第1及び第2のストッパの長手方向運動だけが素材に影響を及ぼす。これにより、素材のその他の運動に基づく不都合な変形が防止される。
【0019】
第1の長手方向範囲には、切削加工後に螺旋状の溝の残りが残留していてよい。これにより、必要とされる直径拡大延いては必要とされる変形力が最小限に制限され得る。この場合に指摘しておかなければならないのは、最大変形力は周辺温度における素材の材料の弾性限界によって制限されているという点である。残留している螺旋状の溝の残りは、軸受け座又は駆動ピンにとって一般に邪魔になるものではない。それというのも、この溝の残りは、その他の点では十分に大きな支持面を有しているからである。
【0020】
素材は第1の長手方向範囲において、周辺温度への冷却前に、当該範囲が1秒〜10秒の間、750℃〜800℃の温度に加熱されることにより、焼鈍処理されてよい。これにより、第1の長手方向範囲において、簡単な切削加工を可能にする材料組織が生ぜしめられることが望ましい。同時に、ねじ山付きスピンドルが過剰に硬い箇所に基づき破断するということが防止されることが望ましい。この場合に指摘しておくべきことは、ねじ山付きスピンドルが、有利には硬化可能な鋼から成っているという点である。この鋼は、本発明に基づく変形プロセスにおいて少なくとも部分的に硬くなってよい。
【0021】
素材は、焼鈍処理中に長手方向に関して回転することができる。これにより、素材の回転対称的な十分な加熱が達成されるので、目標とする材料組織もやはり回転対称的に形成されている。このようにして、エラー箇所が防止される。
【0022】
焼鈍処理は、素材を以前に加熱した装置と同じ装置によって実施されてよい。このようにして、本発明による方法の実施コストは最小限にされる。特に、誘導式で働く加熱装置が、2つの温度を生ぜしめるためには簡単で適している。このためには、インダクタを通流する交流電流の強さ若しくは周波数を適当に調節することで足りる。
【0023】
同一素材において順次、本発明による複数の方法が実施されてよく、この場合、相応の複数の第1の長手方向領域は、長手方向で見て直ぐに隣接して配置されている。これにより、素材の直径が特に長い領域にわたって拡大されることが望ましい。本発明による方法を1回だけ用いる場合には、ある程度の範囲内でしか調節することのできない、直径拡大部と第1の長手方向範囲の長さとの特定の比率が得られる。提案した方法に基づいて、素材の直径の不必要に大きな拡大延いては過剰に大きな変形力が回避され得る。この場合に指摘しておくべきことは、最大変形力は、素材の低温の材料の弾性限界によって制限されているという点である。最終形状にするための切削加工は、全方法の終了時に有利には一回だけ実施される。
【図面の簡単な説明】
【0024】
【図1】本発明による方法を実施するための装置の概略的な側面図である。
【図2】第1の長手方向範囲において据込み加工を行った後の素材の概略的な側面図である。
【図3】本発明による方法で製作されているねじ山付きスピンドルを備えたねじ山付き駆動装置の概略的な側面図である。
【発明を実施するための形態】
【0025】
以下に、本発明を実施するための形態を図面につき詳しく説明する。
【0026】
図1には、本発明による方法を実施するための装置40の概略的な側面図が示されている。この装置40は中実のベースフレーム41を有しており、このベースフレーム41は、素材12の長手方向11に対して平行に延在している。ベースフレーム41上には第1と第2の同じストッパアングル部材42;43が、長手方向11で調節可能に固定されており、これにより、装置40は素材12の種々異なる長さに適合され得る。ストッパアングル部材42;43の平らなストッパ面44は、長手方向11に対して垂直に向けられており且つ互いに向かい合っている。第1のストッパアングル部材42のストッパ面44には液圧シリンダ47が固定されており、この液圧シリンダ47のピストンロッド48は長手方向11に移動可能である。液圧シリンダ47の代わりに機械的な駆動装置、特に、例えば特別に高い耐荷重能力を備えたねじ山付き遊星歯車伝動装置又はねじ山付き転動体駆動装置が装備された電動シリンダが設けられていてもよい。ピストンロッド48の前端部には、円筒形の収容切欠き49が設けられている。素材12は、一方の端面で以て収容切欠き49の平らな底面に接触しており、これにより、前記底面は第1のストッパ45を形成している。収容切欠き49の直径は、素材12の外形よりも僅かに大きく形成されているので、素材12は収容切欠き49内で自由に回動することができ、本発明による塑性変形が終了している場合でも自由に回動可能である。
【0027】
素材12は、反対側の端面で以て第2のストッパアングル部材43のストッパ面44に接触しており、これにより、このストッパ面44は第2のストッパ46を形成している。つまり、ピストンロッド48の進出によって、長手方向11における第1のストッパ45と第2のストッパ46との間の間隔が短縮され得る。素材12の端部側の端面に作用する前記ストッパ45;46に対して付加的に、素材12の螺旋形の溝13に係合する複数のストッパが設けられていてもよい。
【0028】
素材12は、長手方向に対して直交する方向で、支持ローラの第1グループ60と第2グループ61とを介して支持されており、この場合、素材の全長に関連して、2つのグループよりも少ない又は多い支持ローラが設けられていてよい。この場合、支持ローラの各グループ60;61は、3つの回転可能なローラを有しており、これらのローラは、同じ長手方向位置で素材12の全周にわたって均等に配分されて配置されている。第1グループ60の支持ローラのうちの少なくとも1つは、駆動支持ローラ63として構成されているので、素材12は長手方向11に沿う軸線の回りで回転運動させられる。残りの支持ローラは自由に回転可能であり、この場合、これらの支持ローラの回転軸線62は長手方向に対して平行に延びている。
【0029】
支持ローラ60の第1グループと、第1のストッパ45との間には、インダクタ64が配置されている。このインダクタ64は、約5mmの直径を有する銅線から成っており、この銅線は、素材12の周囲を螺旋状に取り囲んで延在しており、しかも銅線は素材12には接触しておらず、前記銅線の端部は交流電源65に接続されており、この交流電源65の交流周波数は5kHz〜50kHzの間で調節可能であり、この場合、交流電源65とインダクタ64とから成るユニットは、長手方向11に移動可能である。これにより、インダクタ64は素材のあらゆる所望の箇所を加熱することができる。加熱中にインダクタ64が移動する場合には、加熱が行われるべき第1の長手方向範囲14(図2)の長さが、インダクタ64の幅よりも大きくなる。更に、インダクタ64は加熱後に第1の長手方向範囲から脱出可能なので、インダクタは第1の長手方向範囲の膨らみの邪魔にはならない。これに対して択一的に、インダクタ64は十分に大きな直径を備えて構成されていてよく、これにより、インダクタ64は素材12の膨らみに接触しない。
【0030】
インダクタ64と支持ローラの第1グループ60との間にはリングシャワー66が配置されている。このリングシャワー66は、インダクタ64と交流電源65とから成る構成群に固着結合されているので、リングシャワー66はインダクタ64と一緒に長手方向11に移動可能であり、この場合、素材12の加熱中は、リングシャワー66とインダクタ64との間の間隔は不変に予め規定されている。リングシャワー66は、素材12を取り囲む円環状の中空室を限定している。リングシャワー66の、素材12に面した内面には多数のノズルが設けられており、これらのノズルはリングシャワー66の周面にわたって均等に配分されて配置されている。冷却流体67、例えば水が、前記環状の中空室に加圧されて供給され、前記ノズルを介して素材12に噴射されるので、素材12は冷却される。
【0031】
素材12を装置40にセットする前に、液圧シリンダ47が引っ込められて、インダクタ64がリングシャワー66と一緒に液圧シリンダ47に面した終端位置に移動させられる。更に、第2のストッパアングル部材43が長手方向11に移動させられて、素材12がリングシャワー66とインダクタ64とを通って液圧シリンダ47の収容切欠き49に導入される。素材12のこの導入後に、支持ローラ60;61と第2のストッパアングル部材43とが素材12と係合状態にもたらされる。次いで、インダクタ64が第1の長手方向範囲14(図2)に移動させられ且つ交流電流が供給され、これにより、素材が鍛造温度に加熱される。加熱中、素材12は駆動支持ローラ63によって回転運動させられるので、加熱は回転対称的に行われる。更に、加熱中、冷却水67がリングシャワー66によって素材12に噴射されるので、素材12が第1の長手方向範囲以外で不必要に加熱されることはない。
【0032】
加熱の終了後に、駆動支持ローラ63の回転駆動装置が停止される。インダクタ64は、その長手方向位置に留まっており、この場合、リングシャワー66は引き続き作動し続けて、素材12を冷却する。次いで、第1のストッパ45と第2のストッパ46との間の間隔を長手方向11で短縮するために液圧シリンダ47が進出され、これにより、素材12が第1の長手方向範囲14(図2)において膨らむ。この場合、インダクタ64は、変形された素材12に接触しない大きさの直径を備えて構成されている。その後、リングシャワー66が遮断され、素材12は駆動支持ローラ63によって回転運動される間にインダクタ64によって例えば5秒間、750℃の焼鈍温度に加熱される。その後、素材12は装置40から取り出されて周辺温度に冷却され、これにより、切削式の最終加工を、例えば旋削機において行うことができる。
【0033】
図2には、第1の長手方向範囲14において塑性変形が行われた後の、素材12の概略的な側面図が示されている。素材12はその全長にわたって螺旋状の溝13を有しており、図2では図1及び図3の場合と同様に、簡略化する理由から最初と最後の周方向溝だけが描かれている。図2では、据込み過程後の素材12の膨らんだ形状を認識することができる。この形状は、加熱後の温度分布、並びに第1及び第2のストッパが互いに接近運動される距離に基づいてのみ得られる。
【0034】
細い一点鎖線として描かれた最終形状16は、切削加工によって製作される。この最終形状16は、ストップエッジ19を備えた軸受け座18と、駆動ピン20とを有している。軸受け座18は、特にストップエッジ19の領域に、初期状態の素材12よりも大きな直径を有している。最終形状16は、素材12の膨らんだ形状の完全に内側に位置している。但しこのことから、ねじ山付きスピンドルに設けられた螺旋状の溝13の残りが残留している領域15だけは除外されている。
【0035】
更に図2では、駆動ピン20が、初期状態の素材12の直径よりも小さな直径を有していることが判る。従って、この領域は加熱する必要がないので、素材12を長手方向11に対して直交する方向で支持するために、液圧シリンダの収容切欠き49(図1)に問題なく収容され得る。
【0036】
図3には、ねじ山付きスピンドル10を備えたねじ山付き駆動装置30の概略的な側面図が示されており、前記ねじ山付きスピンドル10は、本発明による方法で製作されている。ねじ山付きスピンドル10は、スリーブ状のねじ山付きボールナット34によって取り囲まれており、このねじ山付きボールナット34は、エンドレスで循環する球状の転動体を介して、ねじ山付きスピンドル10とねじ係合状態にある。図3で見て左側には、第1のラジアル転がり軸受け32のための、標準的に製作された第1の軸受け座17が設けられている。この場合、この第1の軸受け座17は、旋削機によって直接に、変形されていないねじ山付きスピンドル10に形成されている。
【0037】
反対側には本発明による第2の軸受け座18が設けられており、この第2の軸受け座18は、初期状態の素材よりも大きな直径を有している。対応する第2のラジアル転がり軸受け33は、例えばアンギュラ玉軸受けとして構成されていてよく、これにより、この第2のラジアル転がり軸受け33は、ねじ山付き駆動装置30によって形成される長手方向力を、上位に配置された構成群31に伝達することができる。このためにねじ山付きスピンドル10は、本発明に基づき膨らまされた領域に付与されたストップエッジ19を備えている。その他の点では、長手方向11での、ラジアル転がり軸受け32;33を固定するためのジオメトリの更なる表示は省かれた。
【0038】
更に駆動ピン20について指摘しておくと、この駆動ピン20を介してねじ山付きスピンドル10が、電動モータ又は伝動装置と結合することにより、回転駆動結合状態にもたらされる。
【0039】
更に本発明による方法によって形成された移行領域21について指摘すると、この移行領域21は螺旋状の支持溝13のためにも、第2の軸受け座18のためにも使用することはできない。
【符号の説明】
【0040】
10 ねじ山付きスピンドル、 11 長手方向、 12 素材、 13 螺旋状の溝、 14 第1の長手方向範囲、 15 溝の残りが残留している領域、 16 最終形状、 17 第1の軸受け座、 18 第2の軸受け座、 19 ストップエッジ、 20 駆動ピン、 21 移行領域、 30 ねじ山付き駆動装置、 31 上位に配置された構成群、 32 第1のラジアル転がり軸受け、 33 第2のラジアル転がり軸受け、 34 ねじ山付きボールナット、 40 装置、 41 ベースフレーム、 42 第1のストッパアングル部材、 43 第2のストッパアングル部材、 44 ストッパ面、 45 第1のストッパ、 46 第2のストッパ、 47 液圧シリンダ、 48 ピストンロッド、 49 収容切欠き、 60 支持ローラの第1グループ、 61 支持ローラの第2グループ、 62 支持ローラの回転軸線、 63 駆動支持ローラ、 64 インダクタ、 65 交流電源、 66 リングシャワー、 67 冷却流体
【特許請求の範囲】
【請求項1】
ねじ山付きスピンドル(10)の製作方法であって、以下のステップ、即ち;
‐ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝(13)が設けられている、長手方向(11)に延在する鋼製の素材(12)を準備し、
‐該素材(12)の第1の長手方向範囲(14)を加熱し、これにより、第1の長手方向範囲(14)における素材の塑性変形に必要とされる力を、周辺温度での素材(12)の塑性変形に必要とされる力未満に減少させ、
‐素材(12)を、第1のストッパ(45)と第2のストッパ(46)との間で長手方向で不動に緊締し、この場合、第1のストッパ(45)と第2のストッパ(46)との相対位置を、これらのストッパの間隔が短くなるように調節し、これにより、第1の長手方向範囲(14)を長手方向(11)に対して半径方向に膨らませ、
‐素材(12)を周辺温度に冷却し、
‐半径方向に膨らまされた第1の長手方向範囲(14)の領域で、素材(12)を所望の最終形状に切削加工するステップを有していることを特徴とする、ねじ山付きスピンドルの製作方法。
【請求項2】
第1の長手方向範囲(14)を、第1及び第2のストッパ(45;46)に対して間隔を置いて配置する、請求項1記載の方法。
【請求項3】
素材(12)の第1の長手方向範囲(14)を、素材(12)の周囲を環状に取り囲んで案内された交流電流を用いて誘導加熱する、請求項1又は2記載の方法。
【請求項4】
素材(12)を、加熱中に長手方向(11)に沿う軸線の回りで回転させる、請求項1から3までのいずれか1項記載の方法。
【請求項5】
素材(12)を、加熱中及び/又は変形中に長手方向(11)で見て第1の長手方向範囲(14)の前及び/又は後ろで、冷却流体を噴射することにより冷却する、請求項1から4までのいずれか1項記載の方法。
【請求項6】
素材(12)が、第1のストッパ(45)と第2のストッパ(46)との相対運動中は長手方向(11)に沿う軸線の回りで回動不能である、請求項1から5までのいずれか1項記載の方法。
【請求項7】
切削加工後に、第1の長手方向範囲(14)内に螺旋状の溝(13)の残りを残しておく、請求項1から6までのいずれか1項記載の方法。
【請求項8】
第1の長手方向範囲(14)内の素材(12)を周辺温度に冷却する前に、1秒〜10秒の間、750℃〜800℃の温度に加熱することによって焼鈍処理する、請求項1から7までのいずれか1項記載の方法。
【請求項9】
素材(12)を焼鈍処理中に長手方向(11)に沿う軸線の回りで回転させる、請求項8記載の方法。
【請求項10】
焼鈍処理を、素材(12)を以前に加熱した装置と同じ装置(40)によって行う、請求項8又は9記載の方法。
【請求項11】
請求項1から10までのいずれか1項記載の複数の方法を順次同一素材(12)において実施し、この場合、相応の複数の第1の長手方向範囲(14)を、長手方向(11)で見て直ぐに隣接するように配置する、ねじ山付きスピンドル(10)の製作方法。
【請求項1】
ねじ山付きスピンドル(10)の製作方法であって、以下のステップ、即ち;
‐ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝(13)が設けられている、長手方向(11)に延在する鋼製の素材(12)を準備し、
‐該素材(12)の第1の長手方向範囲(14)を加熱し、これにより、第1の長手方向範囲(14)における素材の塑性変形に必要とされる力を、周辺温度での素材(12)の塑性変形に必要とされる力未満に減少させ、
‐素材(12)を、第1のストッパ(45)と第2のストッパ(46)との間で長手方向で不動に緊締し、この場合、第1のストッパ(45)と第2のストッパ(46)との相対位置を、これらのストッパの間隔が短くなるように調節し、これにより、第1の長手方向範囲(14)を長手方向(11)に対して半径方向に膨らませ、
‐素材(12)を周辺温度に冷却し、
‐半径方向に膨らまされた第1の長手方向範囲(14)の領域で、素材(12)を所望の最終形状に切削加工するステップを有していることを特徴とする、ねじ山付きスピンドルの製作方法。
【請求項2】
第1の長手方向範囲(14)を、第1及び第2のストッパ(45;46)に対して間隔を置いて配置する、請求項1記載の方法。
【請求項3】
素材(12)の第1の長手方向範囲(14)を、素材(12)の周囲を環状に取り囲んで案内された交流電流を用いて誘導加熱する、請求項1又は2記載の方法。
【請求項4】
素材(12)を、加熱中に長手方向(11)に沿う軸線の回りで回転させる、請求項1から3までのいずれか1項記載の方法。
【請求項5】
素材(12)を、加熱中及び/又は変形中に長手方向(11)で見て第1の長手方向範囲(14)の前及び/又は後ろで、冷却流体を噴射することにより冷却する、請求項1から4までのいずれか1項記載の方法。
【請求項6】
素材(12)が、第1のストッパ(45)と第2のストッパ(46)との相対運動中は長手方向(11)に沿う軸線の回りで回動不能である、請求項1から5までのいずれか1項記載の方法。
【請求項7】
切削加工後に、第1の長手方向範囲(14)内に螺旋状の溝(13)の残りを残しておく、請求項1から6までのいずれか1項記載の方法。
【請求項8】
第1の長手方向範囲(14)内の素材(12)を周辺温度に冷却する前に、1秒〜10秒の間、750℃〜800℃の温度に加熱することによって焼鈍処理する、請求項1から7までのいずれか1項記載の方法。
【請求項9】
素材(12)を焼鈍処理中に長手方向(11)に沿う軸線の回りで回転させる、請求項8記載の方法。
【請求項10】
焼鈍処理を、素材(12)を以前に加熱した装置と同じ装置(40)によって行う、請求項8又は9記載の方法。
【請求項11】
請求項1から10までのいずれか1項記載の複数の方法を順次同一素材(12)において実施し、この場合、相応の複数の第1の長手方向範囲(14)を、長手方向(11)で見て直ぐに隣接するように配置する、ねじ山付きスピンドル(10)の製作方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−115902(P2012−115902A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2011−263851(P2011−263851)
【出願日】平成23年12月1日(2011.12.1)
【出願人】(390023711)ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング (2,908)
【氏名又は名称原語表記】ROBERT BOSCH GMBH
【住所又は居所原語表記】Stuttgart, Germany
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成23年12月1日(2011.12.1)
【出願人】(390023711)ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング (2,908)
【氏名又は名称原語表記】ROBERT BOSCH GMBH
【住所又は居所原語表記】Stuttgart, Germany
【Fターム(参考)】
[ Back to top ]