
大入熱溶接方法
【構成】 鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、例えば溶接の後続熱源により加熱することにより、溶接熱影響部に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度Iが800 ℃以下の温度域での冷却速度IIの5倍以下になるように調整することを特徴とする大入熱溶接方法。
【効果】 鋼板を大入熱溶接する場合においても溶接熱影響部の組織が微細化され、そのため溶接熱影響部の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
【効果】 鋼板を大入熱溶接する場合においても溶接熱影響部の組織が微細化され、そのため溶接熱影響部の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、大入熱溶接方法に関し、詳細には、鋼板の大入熱溶接に際して溶接熱影響部の靱性低下を生じ難く、特には、造船、建築等の分野において使用される厚鋼板の大入熱溶接に用いて好適な大入熱溶接方法に関する。
【0002】
【従来の技術】近年、造船や建築等の分野においては、溶接施工能率向上のため、従来の多パスの溶接方式から、1パスの大入熱溶接法が採用されるようになってきた。ところが、かかる大入熱溶接法により従来の溶接構造物用鋼板を溶接した場合、溶接熱影響部(以降、HAZ という)の靱性が劣化し易く、そのため良好な溶接継手性能を確保するのが難かしいという問題点がある。即ち、HAZ では溶接の際に急速加熱と高温加熱によって特徴づけられる粗大粒の生成と鋼中成分の不均一分布が生じ、それが溶接後の冷却過程で様々の組織を含有した不均一分布を有する組織となり、大入熱溶接の際には、このようなHAZ 組織部の領域が増えると共に、組織の不均一性が増し、従って靱性が劣化し易いのである。
【0003】そこで、上記HAZ の靱性劣化の防止を図るべく、主に鋼板組織面から検討が加えられ、その結果、次のような方法が開発された。即ち、特公昭51-44088号公報や、特公平2-1208号公報に記載されている如く、予め鋼板の組織を、TiN 等の微細析出物を分散させた組織としておき、この微細析出物により大入熱溶接の際の加熱時の粒成長を抑制して、HAZ 靱性劣化の防止を図る方法が提案され、採用されてきた。又、最近では特公平3-59134 号公報や、特開昭61-79745号公報に記載されている如く、予めTiの酸化物を主に結晶粒内に分散させた組織としておき、この粒内のTi酸化物を大入熱溶接の際の冷却時のフェライト変態の変態核として利用することにより、HAZ 組織を微細化して、HAZ 靱性の向上を図る方法も提案されている。尚、このフェライト変態(粒内フェライト析出)の反応は、結晶粒界からのフェライト析出反応と競合関係にあり、後者の反応をできるだけ制限したほうが前者の粒内フェライト析出が促進されてよい。
【0004】
【発明が解決しようとする課題】しかしながら、上記従来提案の方法の中、先ず、TiN 等の微細析出物により大入熱溶接の際の加熱時の粒成長を抑制する方法においては、50KJ/cm 以上の大入熱溶接の際、比較的高温まで温度上昇して析出物固溶可能な高温域に長時間さらされるので、析出物が固溶し易く、その結果粒成長抑制によるHAZ の靱性劣化防止効果が充分に発揮されなくなるという問題点がある。
【0005】次に、大入熱溶接の際の冷却時のフェライト変態による組織微細化にTiの酸化物を変態核として利用する方法においては、予めTi酸化物を均一分散させた状態の組織としておく必要があるが、Ti酸化物は溶鋼中での反応を利用して生成させるので、凝固後の鋼板をTi酸化物均一分散状態にすることは容易でなく、又、かかる均一分散状態の保証が極めて難かしいという問題点がある。更に、前述の如く上記変態(粒内フェライト析出)と粒界からのフェライト析出とは競合し、このような反応が起こった場合には粒内フェライト析出が充分に起こらず、その結果HAZ 組織の微細化及び靱性が不充分となるという欠点もある。
【0006】ところで、近年、鋼板の製造方法として、強度、靱性、溶接性の観点から制御圧延・加速冷却法(TMCP法)が多用される傾向にある。この方法により得られる鋼板(以降TMCP鋼板という)は、通常フェライト・パーライト組織であり、微細な組織を有するため靱性に優れ、又、急冷して低温変態相を得ることにより強度も高められるため炭素当量を小さくでき、従って溶接性にも比較的優れている。しかし、その溶接性を種々検討したところ、TMCP鋼板といえども、大入熱溶接においては急速加熱により、従来の焼準鋼での組織変化と同様、組織の粗大化が起こり、そのためHAZ 靱性が劣化し不充分であるという問題点があることが確認され、その対策が切望される。
【0007】本発明は、このような事情に着目してなされたものであって、その目的は、鋼板を大入熱溶接するに際し、HAZ の靱性が劣化し難く、良好な溶接継手性能等の溶接特性を安定して確保し得る大入熱溶接方法を提供しようとするものである。
【0008】
【課題を解決するための手段】上記目的を達成するために、本発明は次のような構成の大入熱溶接方法としている。即ち、本発明に係る大入熱溶接方法は、鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、溶接熱影響部に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することを特徴とする大入熱溶接方法である。
【0009】
【作用】溶接構造物用鋼板やTMCP鋼板についての大入熱溶接時の熱履歴を詳細に調べると共に、これら鋼板について大入熱溶接を種々の熱条件の下で行い、主に溶接後の冷却速度とHAZ の組織及び靱性との関係を調査した。その結果、大入熱溶接の際、HAZ に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することにより、冷却時のフェライト変態に関し、粒界からのフェライト析出反応が制限され、粒内からのフェライト析出反応が促進され、従って、HAZ 組織が微細化され、HAZ 靱性の劣化が生じ難くなるという知見を得た。又、上記の如き冷却速度の調整は大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、実現し得るという知見を得た。本発明は、これら知見に基づき完成されたものである。その詳細を以下説明する。
【0010】すなわち、溶接時の熱履歴は急速、高温加熱〔約500 ℃/sec、融点近傍約1450℃/sec)であることに特徴があり、又、溶接後の冷却速度は溶接入熱量により異なる。このとき変態点近傍の冷却速度により基本的な微細組織が決定されるのは通常の鋼材の熱処理の場合とほぼ同様であるが、マクロな形態を決定する大きな要因は、その時のオーステナイト粒度、更に変態点までの高温域での冷却速度であることを見出した。
【0011】従って、通常溶接では適切な組成の鋼板を用いることにより、さらに適切な入熱量を多パスにすることにより、微細粒度にし得るが、大入熱溶接の場合には微細粒度に調整し得ない。即ち、前記従来提案の方法の如くTiN 等の微細析出物を分散した組織としておくと、この微細析出物により通常溶接の場合には粒成長が抑制されるが、大入熱溶接の場合には微細析出物の固溶可能な高温領域が広いため、粒成長抑制効果が小さい。尚、冷却中に再び微細析出物が析出する場合、これはフェライト変態核として作用するが、粒界からのフェライト析出と競合関係にあり、通常この作用効果は小さい。
【0012】一方、鋼板の予熱により変態域(800〜500 ℃)における冷却速度を調整する方法は、通常溶接の場合のHAZ 靱性劣化防止手段として従来より採用され、効果を発揮しているが、大入熱溶接の場合の粒度調節には有効ではなく、結晶粒粗大化によるHAZ 靱性劣化を防止し得ない。
【0013】ところが、変態点までの高温域での冷却速度は組織的形態を支配する主な因子であり、特に粒界からの初析フェライトの析出に大きな影響を及ぼし、大入熱溶接の場合であっても、かかる冷却速度を下記の如く遅くした場合には粒界からの初析フェライトの析出が抑制されることを見出した。即ち、大入熱溶接に際し、HAZ に相当する領域(溶接後に得られる溶接部におけるHAZ )での溶接後冷却速度に関し、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することにより、粒界からのフェライト析出反応が制限され、粒内からのフェライト析出反応が促進され、従って、HAZ 組織が微細化され、HAZ 靱性の劣化が生じ難くなるという知見を得た。又、上記冷却速度の調整は大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、実現し得るということが判った。尚、800 ℃以上の温度域での冷却速度を800 ℃以下の温度域での冷却速度の5倍超にすると、上記の如き作用効果が小さくなり、HAZ 靱性が不充分となる。
【0014】そこで、このような知見に基づき、本発明に係る大入熱溶接方法は、前述の如く、鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、溶接熱影響部(HAZ)に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整するようにしているのである。従って、鋼板を大入熱溶接する場合においても、HAZ 組織が微細化され、そのためHAZ の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
【0015】尚、通常の溶接の場合(上記の如き溶接直前又は直後の加熱を行わない場合)には、溶接入熱量に伴って溶接後の冷却速度は全体的に低下するが、しかし、大入熱溶接のときには高温側(800 ℃以上)での冷却速度の低下程度は、低温側(800 ℃以下)でのそれに比較して小さいので、800 ℃以上の温度域での冷却速度を800 ℃以下の温度域での冷却速度の5倍以下に調整するのは困難である。これに対し、上記の如き溶接直前又は直後の加熱を行うと、かかる冷却速度の調整が容易に実現できる。即ち、800 ℃以上での冷却速度の低下程度を800 ℃以下でのそれに比較して大きくでき、前者の冷却速度を後者の冷却速度の5倍以下に容易にできる。
【0016】
【実施例】本発明の実施例に用いた鋼板の化学成分(wt%) を表1に示す。

【0017】上記鋼板を用いて大入熱溶接を実施し、溶接時の熱履歴の実測、溶接後のミクロ組織観察を行い、高温域での冷却速度及び低温域での冷却速度と粒界からの初析フェライト量との関係等を調べた。それらの結果を以下記述する。
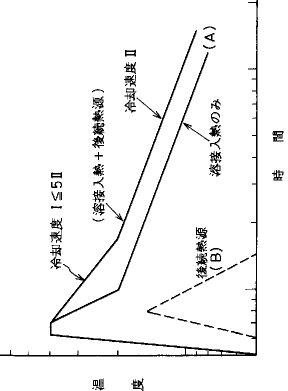
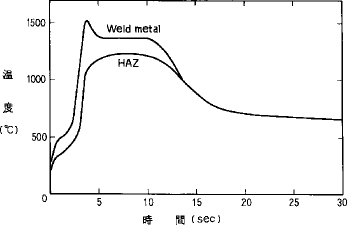
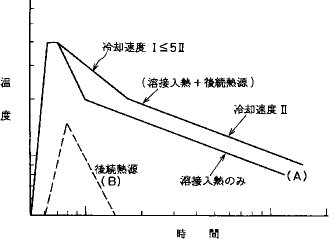
【0018】先ず、溶接の直前及び直後に鋼板の被溶接部及び被溶接部近傍を加熱することなく、72KJ/cm の溶接入熱量で板厚14mmの鋼板を突き合わせ溶接した場合の溶融線(Weld metalの温度変化)及びHAZ (HAZ に相当する領域)の熱履歴(温度変化)を図1に示す。この場合、HAZ において、800 ℃以上の温度域での冷却速度は約80℃/sec、800 ℃以下の温度域での冷却速度は6℃/secである。これに対し、溶接の直前又は/及び直後に鋼板の被溶接部及び被溶接部近傍を加熱すると、HAZ において、特に800 ℃以上の温度域での冷却速度が低下し、その結果800 ℃以下の温度域での冷却速度の5倍以下になるように調整し得る。このような冷却速度調整は、例えば図2の模式図に示す如く、後続電源(熱源)を用いて溶接直後に被溶接部を加熱することにより、行い得る。
【0019】図4にHAZ のミクロ組織写真を示す。図4において (a)は上記加熱をしない場合のものであり、粒界からの初析フェライトが認められる。これに対し、(b) は上記加熱をして冷却速度調整をした場合のものであり、粒界からの初析フェライトは認められず、その析出が阻止されたことを示している。
【0020】HAZ における800 ℃以上の温度域での冷却速度をI(℃/sec)、800 ℃以下の温度域での冷却速度をII(℃/sec)とし、これらI、IIと粒界からの初析フェライトの析出の有無との関係を図3に示す。I≦5×IIのとき、かかる粒界フェライトの析出が認められない。これは、HAZ 相当領域についての800 ℃以上の温度域での冷却速度を800 ℃以下の温度域での冷却速度の5倍以下にすることにより、粒界からの初析フェライトの析出を抑制でき、その結果HAZ 組織を微細化し得ることを裏付けている。
【0021】上記I≦5×IIの条件を充たすもの、及び、この条件を充たさないものについて、更にHAZ 組織の観察及びHAZ の靱性調査試験を行った。その結果、後者のものはHAZ 組織が粗く、HAZ の靱性が悪かったが、前者のI≦5×IIの条件を充たすものは、全てHAZ 組織が微細であり、HAZ 靱性に優れ、充分な溶接継手性能を有していた。
【0022】以上のことから、本発明に係る大入熱溶接方法によれば、大入熱溶接の場合でもHAZ 靱性劣化を生じ難く、良好な溶接継手性能が得られることが判る。
【0023】
【発明の効果】本発明に係る大入熱溶接方法によれば、鋼板を大入熱溶接する場合においてもHAZ(溶接熱影響部)の組織が微細化され、そのため溶接熱影響部の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
【図面の簡単な説明】
【図1】従来法による大入熱溶接の際のWeld metal(溶接金属)及びHAZ (溶接熱影響部)の温度変化を示す図である。
【図2】従来法による大入熱溶接の場合、及び、大入熱溶接の直後に後続熱源により被溶接部を加熱することにより溶接熱影響部についての800 ℃以上の温度域での冷却速度Iを800 ℃以下の温度域での冷却速度IIの5倍以下にした場合の温度変化を示す図である。
【図3】溶接熱影響部における800 ℃以上の温度域での冷却速度I、800 ℃以下の温度域での冷却速度IIと、粒界からの初析フェライトの析出の有無との関係を示す図である。
【図4】溶接熱影響部の金属組織の観察結果を示す図である。但し、 (a)は大入熱溶接の直前及び直後での被溶接部の加熱をせず、大入熱溶接した場合、(b) は大入熱溶接の直後に被溶接部を加熱することにより800 ℃以上の温度域での冷却速度Iを800 ℃以下の温度域での冷却速度IIの5倍以下にした場合のものである。
【0001】
【産業上の利用分野】本発明は、大入熱溶接方法に関し、詳細には、鋼板の大入熱溶接に際して溶接熱影響部の靱性低下を生じ難く、特には、造船、建築等の分野において使用される厚鋼板の大入熱溶接に用いて好適な大入熱溶接方法に関する。
【0002】
【従来の技術】近年、造船や建築等の分野においては、溶接施工能率向上のため、従来の多パスの溶接方式から、1パスの大入熱溶接法が採用されるようになってきた。ところが、かかる大入熱溶接法により従来の溶接構造物用鋼板を溶接した場合、溶接熱影響部(以降、HAZ という)の靱性が劣化し易く、そのため良好な溶接継手性能を確保するのが難かしいという問題点がある。即ち、HAZ では溶接の際に急速加熱と高温加熱によって特徴づけられる粗大粒の生成と鋼中成分の不均一分布が生じ、それが溶接後の冷却過程で様々の組織を含有した不均一分布を有する組織となり、大入熱溶接の際には、このようなHAZ 組織部の領域が増えると共に、組織の不均一性が増し、従って靱性が劣化し易いのである。
【0003】そこで、上記HAZ の靱性劣化の防止を図るべく、主に鋼板組織面から検討が加えられ、その結果、次のような方法が開発された。即ち、特公昭51-44088号公報や、特公平2-1208号公報に記載されている如く、予め鋼板の組織を、TiN 等の微細析出物を分散させた組織としておき、この微細析出物により大入熱溶接の際の加熱時の粒成長を抑制して、HAZ 靱性劣化の防止を図る方法が提案され、採用されてきた。又、最近では特公平3-59134 号公報や、特開昭61-79745号公報に記載されている如く、予めTiの酸化物を主に結晶粒内に分散させた組織としておき、この粒内のTi酸化物を大入熱溶接の際の冷却時のフェライト変態の変態核として利用することにより、HAZ 組織を微細化して、HAZ 靱性の向上を図る方法も提案されている。尚、このフェライト変態(粒内フェライト析出)の反応は、結晶粒界からのフェライト析出反応と競合関係にあり、後者の反応をできるだけ制限したほうが前者の粒内フェライト析出が促進されてよい。
【0004】
【発明が解決しようとする課題】しかしながら、上記従来提案の方法の中、先ず、TiN 等の微細析出物により大入熱溶接の際の加熱時の粒成長を抑制する方法においては、50KJ/cm 以上の大入熱溶接の際、比較的高温まで温度上昇して析出物固溶可能な高温域に長時間さらされるので、析出物が固溶し易く、その結果粒成長抑制によるHAZ の靱性劣化防止効果が充分に発揮されなくなるという問題点がある。
【0005】次に、大入熱溶接の際の冷却時のフェライト変態による組織微細化にTiの酸化物を変態核として利用する方法においては、予めTi酸化物を均一分散させた状態の組織としておく必要があるが、Ti酸化物は溶鋼中での反応を利用して生成させるので、凝固後の鋼板をTi酸化物均一分散状態にすることは容易でなく、又、かかる均一分散状態の保証が極めて難かしいという問題点がある。更に、前述の如く上記変態(粒内フェライト析出)と粒界からのフェライト析出とは競合し、このような反応が起こった場合には粒内フェライト析出が充分に起こらず、その結果HAZ 組織の微細化及び靱性が不充分となるという欠点もある。
【0006】ところで、近年、鋼板の製造方法として、強度、靱性、溶接性の観点から制御圧延・加速冷却法(TMCP法)が多用される傾向にある。この方法により得られる鋼板(以降TMCP鋼板という)は、通常フェライト・パーライト組織であり、微細な組織を有するため靱性に優れ、又、急冷して低温変態相を得ることにより強度も高められるため炭素当量を小さくでき、従って溶接性にも比較的優れている。しかし、その溶接性を種々検討したところ、TMCP鋼板といえども、大入熱溶接においては急速加熱により、従来の焼準鋼での組織変化と同様、組織の粗大化が起こり、そのためHAZ 靱性が劣化し不充分であるという問題点があることが確認され、その対策が切望される。
【0007】本発明は、このような事情に着目してなされたものであって、その目的は、鋼板を大入熱溶接するに際し、HAZ の靱性が劣化し難く、良好な溶接継手性能等の溶接特性を安定して確保し得る大入熱溶接方法を提供しようとするものである。
【0008】
【課題を解決するための手段】上記目的を達成するために、本発明は次のような構成の大入熱溶接方法としている。即ち、本発明に係る大入熱溶接方法は、鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、溶接熱影響部に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することを特徴とする大入熱溶接方法である。
【0009】
【作用】溶接構造物用鋼板やTMCP鋼板についての大入熱溶接時の熱履歴を詳細に調べると共に、これら鋼板について大入熱溶接を種々の熱条件の下で行い、主に溶接後の冷却速度とHAZ の組織及び靱性との関係を調査した。その結果、大入熱溶接の際、HAZ に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することにより、冷却時のフェライト変態に関し、粒界からのフェライト析出反応が制限され、粒内からのフェライト析出反応が促進され、従って、HAZ 組織が微細化され、HAZ 靱性の劣化が生じ難くなるという知見を得た。又、上記の如き冷却速度の調整は大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、実現し得るという知見を得た。本発明は、これら知見に基づき完成されたものである。その詳細を以下説明する。
【0010】すなわち、溶接時の熱履歴は急速、高温加熱〔約500 ℃/sec、融点近傍約1450℃/sec)であることに特徴があり、又、溶接後の冷却速度は溶接入熱量により異なる。このとき変態点近傍の冷却速度により基本的な微細組織が決定されるのは通常の鋼材の熱処理の場合とほぼ同様であるが、マクロな形態を決定する大きな要因は、その時のオーステナイト粒度、更に変態点までの高温域での冷却速度であることを見出した。
【0011】従って、通常溶接では適切な組成の鋼板を用いることにより、さらに適切な入熱量を多パスにすることにより、微細粒度にし得るが、大入熱溶接の場合には微細粒度に調整し得ない。即ち、前記従来提案の方法の如くTiN 等の微細析出物を分散した組織としておくと、この微細析出物により通常溶接の場合には粒成長が抑制されるが、大入熱溶接の場合には微細析出物の固溶可能な高温領域が広いため、粒成長抑制効果が小さい。尚、冷却中に再び微細析出物が析出する場合、これはフェライト変態核として作用するが、粒界からのフェライト析出と競合関係にあり、通常この作用効果は小さい。
【0012】一方、鋼板の予熱により変態域(800〜500 ℃)における冷却速度を調整する方法は、通常溶接の場合のHAZ 靱性劣化防止手段として従来より採用され、効果を発揮しているが、大入熱溶接の場合の粒度調節には有効ではなく、結晶粒粗大化によるHAZ 靱性劣化を防止し得ない。
【0013】ところが、変態点までの高温域での冷却速度は組織的形態を支配する主な因子であり、特に粒界からの初析フェライトの析出に大きな影響を及ぼし、大入熱溶接の場合であっても、かかる冷却速度を下記の如く遅くした場合には粒界からの初析フェライトの析出が抑制されることを見出した。即ち、大入熱溶接に際し、HAZ に相当する領域(溶接後に得られる溶接部におけるHAZ )での溶接後冷却速度に関し、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することにより、粒界からのフェライト析出反応が制限され、粒内からのフェライト析出反応が促進され、従って、HAZ 組織が微細化され、HAZ 靱性の劣化が生じ難くなるという知見を得た。又、上記冷却速度の調整は大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、実現し得るということが判った。尚、800 ℃以上の温度域での冷却速度を800 ℃以下の温度域での冷却速度の5倍超にすると、上記の如き作用効果が小さくなり、HAZ 靱性が不充分となる。
【0014】そこで、このような知見に基づき、本発明に係る大入熱溶接方法は、前述の如く、鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、溶接熱影響部(HAZ)に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整するようにしているのである。従って、鋼板を大入熱溶接する場合においても、HAZ 組織が微細化され、そのためHAZ の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
【0015】尚、通常の溶接の場合(上記の如き溶接直前又は直後の加熱を行わない場合)には、溶接入熱量に伴って溶接後の冷却速度は全体的に低下するが、しかし、大入熱溶接のときには高温側(800 ℃以上)での冷却速度の低下程度は、低温側(800 ℃以下)でのそれに比較して小さいので、800 ℃以上の温度域での冷却速度を800 ℃以下の温度域での冷却速度の5倍以下に調整するのは困難である。これに対し、上記の如き溶接直前又は直後の加熱を行うと、かかる冷却速度の調整が容易に実現できる。即ち、800 ℃以上での冷却速度の低下程度を800 ℃以下でのそれに比較して大きくでき、前者の冷却速度を後者の冷却速度の5倍以下に容易にできる。
【0016】
【実施例】本発明の実施例に用いた鋼板の化学成分(wt%) を表1に示す。
【0017】上記鋼板を用いて大入熱溶接を実施し、溶接時の熱履歴の実測、溶接後のミクロ組織観察を行い、高温域での冷却速度及び低温域での冷却速度と粒界からの初析フェライト量との関係等を調べた。それらの結果を以下記述する。
【0018】先ず、溶接の直前及び直後に鋼板の被溶接部及び被溶接部近傍を加熱することなく、72KJ/cm の溶接入熱量で板厚14mmの鋼板を突き合わせ溶接した場合の溶融線(Weld metalの温度変化)及びHAZ (HAZ に相当する領域)の熱履歴(温度変化)を図1に示す。この場合、HAZ において、800 ℃以上の温度域での冷却速度は約80℃/sec、800 ℃以下の温度域での冷却速度は6℃/secである。これに対し、溶接の直前又は/及び直後に鋼板の被溶接部及び被溶接部近傍を加熱すると、HAZ において、特に800 ℃以上の温度域での冷却速度が低下し、その結果800 ℃以下の温度域での冷却速度の5倍以下になるように調整し得る。このような冷却速度調整は、例えば図2の模式図に示す如く、後続電源(熱源)を用いて溶接直後に被溶接部を加熱することにより、行い得る。
【0019】図4にHAZ のミクロ組織写真を示す。図4において (a)は上記加熱をしない場合のものであり、粒界からの初析フェライトが認められる。これに対し、(b) は上記加熱をして冷却速度調整をした場合のものであり、粒界からの初析フェライトは認められず、その析出が阻止されたことを示している。
【0020】HAZ における800 ℃以上の温度域での冷却速度をI(℃/sec)、800 ℃以下の温度域での冷却速度をII(℃/sec)とし、これらI、IIと粒界からの初析フェライトの析出の有無との関係を図3に示す。I≦5×IIのとき、かかる粒界フェライトの析出が認められない。これは、HAZ 相当領域についての800 ℃以上の温度域での冷却速度を800 ℃以下の温度域での冷却速度の5倍以下にすることにより、粒界からの初析フェライトの析出を抑制でき、その結果HAZ 組織を微細化し得ることを裏付けている。
【0021】上記I≦5×IIの条件を充たすもの、及び、この条件を充たさないものについて、更にHAZ 組織の観察及びHAZ の靱性調査試験を行った。その結果、後者のものはHAZ 組織が粗く、HAZ の靱性が悪かったが、前者のI≦5×IIの条件を充たすものは、全てHAZ 組織が微細であり、HAZ 靱性に優れ、充分な溶接継手性能を有していた。
【0022】以上のことから、本発明に係る大入熱溶接方法によれば、大入熱溶接の場合でもHAZ 靱性劣化を生じ難く、良好な溶接継手性能が得られることが判る。
【0023】
【発明の効果】本発明に係る大入熱溶接方法によれば、鋼板を大入熱溶接する場合においてもHAZ(溶接熱影響部)の組織が微細化され、そのため溶接熱影響部の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
【図面の簡単な説明】
【図1】従来法による大入熱溶接の際のWeld metal(溶接金属)及びHAZ (溶接熱影響部)の温度変化を示す図である。
【図2】従来法による大入熱溶接の場合、及び、大入熱溶接の直後に後続熱源により被溶接部を加熱することにより溶接熱影響部についての800 ℃以上の温度域での冷却速度Iを800 ℃以下の温度域での冷却速度IIの5倍以下にした場合の温度変化を示す図である。
【図3】溶接熱影響部における800 ℃以上の温度域での冷却速度I、800 ℃以下の温度域での冷却速度IIと、粒界からの初析フェライトの析出の有無との関係を示す図である。
【図4】溶接熱影響部の金属組織の観察結果を示す図である。但し、 (a)は大入熱溶接の直前及び直後での被溶接部の加熱をせず、大入熱溶接した場合、(b) は大入熱溶接の直後に被溶接部を加熱することにより800 ℃以上の温度域での冷却速度Iを800 ℃以下の温度域での冷却速度IIの5倍以下にした場合のものである。
【特許請求の範囲】
【請求項1】 鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、溶接熱影響部に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することを特徴とする大入熱溶接方法。
【請求項1】 鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、溶接熱影響部に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度が800 ℃以下の温度域での冷却速度の5倍以下になるように調整することを特徴とする大入熱溶接方法。
【図1】

【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開平6−71447
【公開日】平成6年(1994)3月15日
【国際特許分類】
【出願番号】特願平4−226094
【出願日】平成4年(1992)8月25日
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成6年(1994)3月15日
【国際特許分類】
【出願日】平成4年(1992)8月25日
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]