
大型インペラの加工方法
【課題】 インペラ径が500mmを超すような大型インペラの薄い羽根部に欠けを発生させることなく、かつビビリ振動を防止して精度よく加工することができる大型インペラの加工方法を提供する。
【解決手段】 複数の羽根部1とこれと一体に構成され回転軸に固定される中実のディスク部2とからなる大型インペラの加工方法。インペラの素材3を回転軸上に固定し、回転工具4を3軸制御して、羽根部の表面に沿って数値制御して、羽根部を余肉を十分に残して荒加工し、次いで、羽根部のリーディングエッジ1aを所定の厚さまで先に加工し、最後に羽根部の背部1bと腹部1cを所定の厚さまで加工する。
【解決手段】 複数の羽根部1とこれと一体に構成され回転軸に固定される中実のディスク部2とからなる大型インペラの加工方法。インペラの素材3を回転軸上に固定し、回転工具4を3軸制御して、羽根部の表面に沿って数値制御して、羽根部を余肉を十分に残して荒加工し、次いで、羽根部のリーディングエッジ1aを所定の厚さまで先に加工し、最後に羽根部の背部1bと腹部1cを所定の厚さまで加工する。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、大型インペラの薄い羽根部に欠けを発生させることなく、かつビビリ振動を防止して加工する大型インペラの加工方法に関する。
【0002】
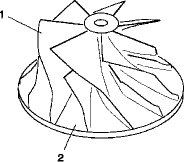
【従来の技術】過給機、遠心圧縮機、タービン等の高速回転機械に使用される羽根車(インペラ)は、図3に示すように、複数の羽根部1とこれと一体に構成され回転軸に固定される中実のディスク部2とからなる。羽根部1は、高速回転によりその間を流れるガスを圧縮又は膨張させる部分であり、ディスク部2は、羽根部に作用する遠心力を支持して複数の羽根部を所定の位置に保持する役割を有する。
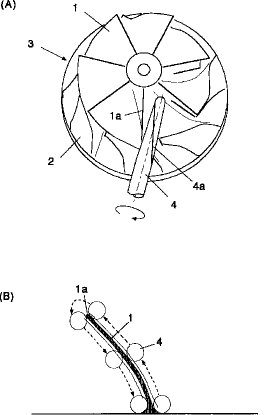
【0003】上述したインペラのうち、直径が300mmを超す大型インペラは、従来から、5軸NC加工装置を用いて切削加工により製造している。すなわち、図4(A)に模式的に示すように、インペラの素材3を回転軸上に固定し、回転するテーパボールエンドミル4を3軸制御して、羽根部1の表面に沿って数値制御して、羽根部1を素材から削り出している。この場合、従来は、羽根部の粗加工後に、図4(B)に模式的に示すように、加工代を数回に分け、羽根部の板厚を徐々に薄く仕上げていた。
【0004】
【発明が解決しようとする課題】しかし、上述した加工方法を、インペラ径が500mmを超す大型インペラの加工にそのまま適用すると、羽根のリーディングエッジ1aの加工の際に、その端部が欠ける問題が発生した。この場合、羽根部の羽根長さは約130mm、最小厚さは1mm以下(約0.916mm)であった。
【0005】本発明は、かかる問題点を解決するために創案されたものである。すなわち、本発明の目的は、インペラ径が500mmを超すような大型インペラの薄い羽根部に欠けを発生させることなく、かつビビリ振動を防止して精度よく加工することができる大型インペラの加工方法を提供することにある。
【0006】
【課題を解決するための手段】本発明の発明者等は、上記問題点を解決するために鋭意調査したした結果、以下の原因によることを突き止めた。
(1)インペラ径が大型化し、羽根部の大きさを大きくなっているにも関わらず、羽根部の厚さは性能向上のため小型の場合と同様に薄い。そのため、羽根自体の剛性が低下しており、従来と同様に加工するとその加工抵抗で羽根自体が変形してしまう。
(2)また、特にリーディングエッジ1aでは、テーパボールエンドミル4のリード角(約30°)とリーディングエッジ1aとがほぼ平行に位置するので、加工抵抗による変形でリーディングエッジ1aが逃げると、工具の逃げ溝4aに嵌まりやすくなり、工具に引っ掛かって破損に至ることがある。
【0007】本発明は、かかる新規の知見に基づくものである。すなわち、本発明によれば、複数の羽根部(1)とこれと一体に構成され回転軸に固定される中実のディスク部(2)とからなる大型インペラの加工方法であって、インペラの素材(3)を回転軸上に固定し、回転工具(4)を3軸制御して、羽根部の表面に沿って数値制御して、羽根部を余肉を十分に残して荒加工し、次いで、羽根部のリーディングエッジ(1a)を所定の厚さまで先に加工し、最後に羽根部の背部(1b)と腹部(1c)を所定の厚さまで加工する、ことを特徴とする大型インペラの加工方法が提供される。
【0008】この方法によれば、羽根部の背部(1b)と腹部(1c)に余肉が十分ある状態で、その先端部である羽根部のリーディングエッジ(1a)を所定の厚さまで先に加工するので、リーディングエッジの加工抵抗による変形を大幅に低減し、その端部の欠けを防止することができる。また、羽根部の背部(1b)と腹部(1c)は、リーディングエッジ(1a)の加工後に加工するので、加工抵抗による変形が生じても、リーディングエッジの欠けが生じるおそれがない。
【0009】また、本発明の好ましい実施例によれば、前記回転工具(4)は、リード角をリーディングエッジ(1a)の方向からずらして設定したテーパボールエンドミルである。この方法により、テーパボールエンドミル4のリード角がリーディングエッジ1aに対してずれているので、加工抵抗によりリーディングエッジ1aが逃げても、工具の逃げ溝にエッジ部が嵌まることがなく、工具に引っ掛かかりによる破損を防止できる。
【0010】更に、前記リーディングエッジ(1a)、背部(1b)及び腹部(1c)の加工を、加工抵抗による羽根部の変形が十分小さくなるように複数回に分けて行うのがよい。この方法により、加工時の変形を低減し、加工抵抗による羽根部のビビリ振動を防止し加工精度を高めることができる。
【0011】
【発明の実施の形態】以下、本発明の好ましい実施形態を図面を参照して説明する。なお、各図において、共通する部分には同一の符号を付し、重複した説明を省略する。
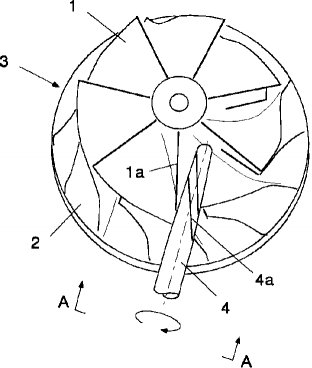
【0012】図1は、本発明の大型インペラの加工方法を示す模式図であり、図2は、図1のA−A矢視図である。図1及び図2において、インペラは、複数(この図では12枚)の羽根部1とこれと一体に構成され回転軸に固定される中実のディスク部2とからなる大型インペラである。この大型インペラは、インペラ径が500mmを超し、羽根部の羽根長さ(約130mm)もこれに比例して大きくなっている。しかし、羽根部の最小厚さは性能向上のため小型のインペラとほぼ同様の1mm以下(約0.916mm)である。なお、図1に示す大型インペラは、過給機のコンプレッサインペラであるが、本発明はこれに限定されず、過給機、遠心圧縮機、タービン等の高速回転機械に使用されるインペラであってもよい。
【0013】図1に示すように、本発明の方法では、従来方法と同様に、インペラの素材3を回転軸上に固定し、回転するテーパボールエンドミル4を3軸制御して、羽根部の表面に沿って数値制御して羽根部を切削加工する。なお、この加工には、5軸NC加工装置を用いるのがよい。
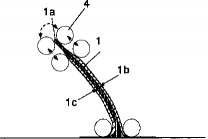
【0014】本発明の方法では、図2に示すように、羽根部1の背部1bと腹部1cに余肉を十分に残して荒加工する。次いで、羽根部1のリーディングエッジ1aを所定の厚さ(例えば1mm以下)まで先に加工し、最後に羽根部の背部1bと腹部1cを所定の厚さまで加工する。
【0015】また、図1に示すように、テーパボールエンドミル4のリード角を、リーディングエッジ1aの方向からずらして設定する。例えば、従来のリード角(30°)を35°に変更する。なお、テーパボールエンドミル以外の回転工具を用いてもよい。
【0016】更に、リーディングエッジ1a、背部1b及び腹部1cの加工の際に、加工抵抗による羽根部1の変形が十分小さくなるように、複数回(例えば3回以上)に分けて徐々に加工する。
【0017】上述した本発明の方法によれば、羽根部の背部1bと腹部1cに余肉が十分ある状態で、その先端部である羽根部のリーディングエッジ1aを所定の厚さまで先に加工するので、リーディングエッジの加工抵抗による変形を大幅に低減し、その端部の欠けを防止することができる。また、羽根部の背部1bと腹部1cは、リーディングエッジ1aの加工後に加工するので、加工抵抗による変形が生じても、リーディングエッジの欠けが生じるおそれがない。
【0018】また、テーパボールエンドミル4のリード角がリーディングエッジ1aに対してずれているので、加工抵抗によりリーディングエッジ1aが逃げても、工具の逃げ溝にエッジ部が嵌まることがなく、工具に引っ掛かかりによる破損を防止できる。
【0019】更に、加工抵抗による羽根部の変形が十分小さくなるように複数回に分けて加工するので、加工時の変形を低減し、加工抵抗による羽根部のビビリ振動を防止して精度良く加工することができる。
【0020】なお、本発明は上述した実施例に限定されず、本発明の要旨を逸脱しない限りで自由に変更することができることは勿論である。
【0021】
【発明の効果】上述したように、本発明の大型インペラの加工方法は、インペラ径が500mmを超すような大型インペラの薄い羽根部に欠けを発生させることなく、かつビビリ振動を防止して精密に加工することができる、等の優れた効果を有する。
【図面の簡単な説明】
【図1】本発明の大型インペラの加工方法を示す模式図である。
【図2】図1のA−A矢視図である。
【図3】大型インペラの斜視図である。
【図4】従来の大型インペラの加工方法の説明図である。
【符号の説明】
1 羽根部
1a リーディングエッジ
1b 背部、1c 腹部
2 ディスク部
3 素材
4 回転工具(テーパボールエンドミル)
4a 工具の逃げ溝
【0001】
【発明の属する技術分野】本発明は、大型インペラの薄い羽根部に欠けを発生させることなく、かつビビリ振動を防止して加工する大型インペラの加工方法に関する。
【0002】
【従来の技術】過給機、遠心圧縮機、タービン等の高速回転機械に使用される羽根車(インペラ)は、図3に示すように、複数の羽根部1とこれと一体に構成され回転軸に固定される中実のディスク部2とからなる。羽根部1は、高速回転によりその間を流れるガスを圧縮又は膨張させる部分であり、ディスク部2は、羽根部に作用する遠心力を支持して複数の羽根部を所定の位置に保持する役割を有する。
【0003】上述したインペラのうち、直径が300mmを超す大型インペラは、従来から、5軸NC加工装置を用いて切削加工により製造している。すなわち、図4(A)に模式的に示すように、インペラの素材3を回転軸上に固定し、回転するテーパボールエンドミル4を3軸制御して、羽根部1の表面に沿って数値制御して、羽根部1を素材から削り出している。この場合、従来は、羽根部の粗加工後に、図4(B)に模式的に示すように、加工代を数回に分け、羽根部の板厚を徐々に薄く仕上げていた。
【0004】
【発明が解決しようとする課題】しかし、上述した加工方法を、インペラ径が500mmを超す大型インペラの加工にそのまま適用すると、羽根のリーディングエッジ1aの加工の際に、その端部が欠ける問題が発生した。この場合、羽根部の羽根長さは約130mm、最小厚さは1mm以下(約0.916mm)であった。
【0005】本発明は、かかる問題点を解決するために創案されたものである。すなわち、本発明の目的は、インペラ径が500mmを超すような大型インペラの薄い羽根部に欠けを発生させることなく、かつビビリ振動を防止して精度よく加工することができる大型インペラの加工方法を提供することにある。
【0006】
【課題を解決するための手段】本発明の発明者等は、上記問題点を解決するために鋭意調査したした結果、以下の原因によることを突き止めた。
(1)インペラ径が大型化し、羽根部の大きさを大きくなっているにも関わらず、羽根部の厚さは性能向上のため小型の場合と同様に薄い。そのため、羽根自体の剛性が低下しており、従来と同様に加工するとその加工抵抗で羽根自体が変形してしまう。
(2)また、特にリーディングエッジ1aでは、テーパボールエンドミル4のリード角(約30°)とリーディングエッジ1aとがほぼ平行に位置するので、加工抵抗による変形でリーディングエッジ1aが逃げると、工具の逃げ溝4aに嵌まりやすくなり、工具に引っ掛かって破損に至ることがある。
【0007】本発明は、かかる新規の知見に基づくものである。すなわち、本発明によれば、複数の羽根部(1)とこれと一体に構成され回転軸に固定される中実のディスク部(2)とからなる大型インペラの加工方法であって、インペラの素材(3)を回転軸上に固定し、回転工具(4)を3軸制御して、羽根部の表面に沿って数値制御して、羽根部を余肉を十分に残して荒加工し、次いで、羽根部のリーディングエッジ(1a)を所定の厚さまで先に加工し、最後に羽根部の背部(1b)と腹部(1c)を所定の厚さまで加工する、ことを特徴とする大型インペラの加工方法が提供される。
【0008】この方法によれば、羽根部の背部(1b)と腹部(1c)に余肉が十分ある状態で、その先端部である羽根部のリーディングエッジ(1a)を所定の厚さまで先に加工するので、リーディングエッジの加工抵抗による変形を大幅に低減し、その端部の欠けを防止することができる。また、羽根部の背部(1b)と腹部(1c)は、リーディングエッジ(1a)の加工後に加工するので、加工抵抗による変形が生じても、リーディングエッジの欠けが生じるおそれがない。
【0009】また、本発明の好ましい実施例によれば、前記回転工具(4)は、リード角をリーディングエッジ(1a)の方向からずらして設定したテーパボールエンドミルである。この方法により、テーパボールエンドミル4のリード角がリーディングエッジ1aに対してずれているので、加工抵抗によりリーディングエッジ1aが逃げても、工具の逃げ溝にエッジ部が嵌まることがなく、工具に引っ掛かかりによる破損を防止できる。
【0010】更に、前記リーディングエッジ(1a)、背部(1b)及び腹部(1c)の加工を、加工抵抗による羽根部の変形が十分小さくなるように複数回に分けて行うのがよい。この方法により、加工時の変形を低減し、加工抵抗による羽根部のビビリ振動を防止し加工精度を高めることができる。
【0011】
【発明の実施の形態】以下、本発明の好ましい実施形態を図面を参照して説明する。なお、各図において、共通する部分には同一の符号を付し、重複した説明を省略する。
【0012】図1は、本発明の大型インペラの加工方法を示す模式図であり、図2は、図1のA−A矢視図である。図1及び図2において、インペラは、複数(この図では12枚)の羽根部1とこれと一体に構成され回転軸に固定される中実のディスク部2とからなる大型インペラである。この大型インペラは、インペラ径が500mmを超し、羽根部の羽根長さ(約130mm)もこれに比例して大きくなっている。しかし、羽根部の最小厚さは性能向上のため小型のインペラとほぼ同様の1mm以下(約0.916mm)である。なお、図1に示す大型インペラは、過給機のコンプレッサインペラであるが、本発明はこれに限定されず、過給機、遠心圧縮機、タービン等の高速回転機械に使用されるインペラであってもよい。
【0013】図1に示すように、本発明の方法では、従来方法と同様に、インペラの素材3を回転軸上に固定し、回転するテーパボールエンドミル4を3軸制御して、羽根部の表面に沿って数値制御して羽根部を切削加工する。なお、この加工には、5軸NC加工装置を用いるのがよい。
【0014】本発明の方法では、図2に示すように、羽根部1の背部1bと腹部1cに余肉を十分に残して荒加工する。次いで、羽根部1のリーディングエッジ1aを所定の厚さ(例えば1mm以下)まで先に加工し、最後に羽根部の背部1bと腹部1cを所定の厚さまで加工する。
【0015】また、図1に示すように、テーパボールエンドミル4のリード角を、リーディングエッジ1aの方向からずらして設定する。例えば、従来のリード角(30°)を35°に変更する。なお、テーパボールエンドミル以外の回転工具を用いてもよい。
【0016】更に、リーディングエッジ1a、背部1b及び腹部1cの加工の際に、加工抵抗による羽根部1の変形が十分小さくなるように、複数回(例えば3回以上)に分けて徐々に加工する。
【0017】上述した本発明の方法によれば、羽根部の背部1bと腹部1cに余肉が十分ある状態で、その先端部である羽根部のリーディングエッジ1aを所定の厚さまで先に加工するので、リーディングエッジの加工抵抗による変形を大幅に低減し、その端部の欠けを防止することができる。また、羽根部の背部1bと腹部1cは、リーディングエッジ1aの加工後に加工するので、加工抵抗による変形が生じても、リーディングエッジの欠けが生じるおそれがない。
【0018】また、テーパボールエンドミル4のリード角がリーディングエッジ1aに対してずれているので、加工抵抗によりリーディングエッジ1aが逃げても、工具の逃げ溝にエッジ部が嵌まることがなく、工具に引っ掛かかりによる破損を防止できる。
【0019】更に、加工抵抗による羽根部の変形が十分小さくなるように複数回に分けて加工するので、加工時の変形を低減し、加工抵抗による羽根部のビビリ振動を防止して精度良く加工することができる。
【0020】なお、本発明は上述した実施例に限定されず、本発明の要旨を逸脱しない限りで自由に変更することができることは勿論である。
【0021】
【発明の効果】上述したように、本発明の大型インペラの加工方法は、インペラ径が500mmを超すような大型インペラの薄い羽根部に欠けを発生させることなく、かつビビリ振動を防止して精密に加工することができる、等の優れた効果を有する。
【図面の簡単な説明】
【図1】本発明の大型インペラの加工方法を示す模式図である。
【図2】図1のA−A矢視図である。
【図3】大型インペラの斜視図である。
【図4】従来の大型インペラの加工方法の説明図である。
【符号の説明】
1 羽根部
1a リーディングエッジ
1b 背部、1c 腹部
2 ディスク部
3 素材
4 回転工具(テーパボールエンドミル)
4a 工具の逃げ溝
【特許請求の範囲】
【請求項1】 複数の羽根部(1)とこれと一体に構成され回転軸に固定される中実のディスク部(2)とからなる大型インペラの加工方法であって、インペラの素材(3)を回転軸上に固定し、回転工具(4)を3軸制御して、羽根部の表面に沿って数値制御して、羽根部を余肉を十分に残して荒加工し、次いで、羽根部のリーディングエッジ(1a)を所定の厚さまで先に加工し、最後に羽根部の背部(1b)と腹部(1c)を所定の厚さまで加工する、ことを特徴とする大型インペラの加工方法。
【請求項2】 前記回転工具(4)は、リード角をリーディングエッジ(1a)の方向からずらして設定したテーパボールエンドミルである、ことを特徴とする請求項1に記載の大型インペラの加工方法。
【請求項3】 前記リーディングエッジ(1a)、背部(1b)及び腹部(1c)の加工を、加工抵抗による羽根部の変形が十分小さくなるように、複数回に分けて行う、ことを特徴とする請求項1に記載の大型インペラの加工方法。
【請求項1】 複数の羽根部(1)とこれと一体に構成され回転軸に固定される中実のディスク部(2)とからなる大型インペラの加工方法であって、インペラの素材(3)を回転軸上に固定し、回転工具(4)を3軸制御して、羽根部の表面に沿って数値制御して、羽根部を余肉を十分に残して荒加工し、次いで、羽根部のリーディングエッジ(1a)を所定の厚さまで先に加工し、最後に羽根部の背部(1b)と腹部(1c)を所定の厚さまで加工する、ことを特徴とする大型インペラの加工方法。
【請求項2】 前記回転工具(4)は、リード角をリーディングエッジ(1a)の方向からずらして設定したテーパボールエンドミルである、ことを特徴とする請求項1に記載の大型インペラの加工方法。
【請求項3】 前記リーディングエッジ(1a)、背部(1b)及び腹部(1c)の加工を、加工抵抗による羽根部の変形が十分小さくなるように、複数回に分けて行う、ことを特徴とする請求項1に記載の大型インペラの加工方法。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2002−36020(P2002−36020A)
【公開日】平成14年2月5日(2002.2.5)
【国際特許分類】
【出願番号】特願2000−231151(P2000−231151)
【出願日】平成12年7月31日(2000.7.31)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
【公開日】平成14年2月5日(2002.2.5)
【国際特許分類】
【出願日】平成12年7月31日(2000.7.31)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
[ Back to top ]