
大型射出成形品
【課題】ポリカーボネート樹脂を射出成形した大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品を提供すること。
【解決手段】粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、該成形品は、下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【解決手段】粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、該成形品は、下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリカーボネート樹脂を射出成形した大型成形品に関する。詳しくは、特定の範囲の粘度平均分子量および分子量分布であるポリカーボネート樹脂を射出成形した大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品に関するものである。
【背景技術】
【0002】
従来、熱可塑性樹脂を用いた外壁、アーケード等大面積の大型成形品はシートを熱曲げ成形するのが通常であった。
近年、製品のデザイン性が、商品価値の要素の1つとして従来以上に重要視されており、3次元自由曲面を有する製品の要求がある。しかしながら、上記のシートの熱曲げ加工の場合にはその製造方法に起因する特性からその形状に制限があった。更には大量生産に対して十分とはいえず、また透視ひずみに対し十分といえる製品は得られなかった。
【0003】
製品のデザイン性が求められる製品例として、車両用グレージングの樹脂窓が挙げられる(例えば特許文献1参照)。
樹脂窓は、一般的に射出成形により生産される場合が多く、例えば、ポリカーボネート樹脂等の熱可塑性樹脂を用いたリアのはめ殺し窓やサンルーフなどが挙げられる。しかし、これらの熱可塑性樹脂を射出成形する場合、大型の成形品を得ようとすると、全面における色相のバラツキが生じる、シルバーが生じるという問題があった。その理由として、射出成形における樹脂充填中に樹脂流路内にバルブピンが配置されている事により、大型成形品の場合は剪断発熱の影響を大きく受けることが挙げられる(例えば特許文献2参照)。
【0004】
車両用グレージングの樹脂窓のような大型成形品は、成形品全面において色相のバラツキがない良好な外観が求められる。また、シルバーが原因で成形品が不合格と判定されるため、生産の歩留まりが悪くなるという問題があった。これらの対策としてポリカーボネート樹脂組成物に熱安定剤等を添加する方法等が開示されているが、それだけでは成形品全面における色相のバラツキやシルバーの発生を抑制することは不十分であった(例えば特許文献3参照)。
【0005】
一方、樹脂流路内にバルブピンを配置しないバルブゲート式金型装置が提案されている(例えば特許文献4参照)。しかしながら、ポリカーボネート樹脂を用いて大型成形品を成形する際に、特定の粘度平均分子量および分子量分布のポリカーボネート樹脂用いないと大型成形品全面における色相のバラツキ、シルバーが発生することについて言及されていなかった。
その為、大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品は未だ提供されていなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−114028号公報
【特許文献2】特開2002−331552号公報
【特許文献3】特開平09−263693号公報
【特許文献4】特開2005−153334号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、ポリカーボネート樹脂を射出成形した大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、鋭意検討を行った結果、樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて、特定の範囲の粘度平均分子量および分子量分布であるポリカーボネート樹脂を射出成形することで、大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品が得られることを究明し本発明に至った。
【0009】
即ち、本発明は以下の通りである。
1.粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、
該成形品は、下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
2.成形品の片面または両面にハードコート層を有する上記1に記載の大型射出成形品。
3.車両用窓部材である上記1〜2のいずれかに記載の大型射出成形品。
【発明の効果】
【0010】
本発明の大型射出成形品は、全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品を得ることが可能となった。そのため、その奏する工業的効果は格別である。
【図面の簡単な説明】
【0011】
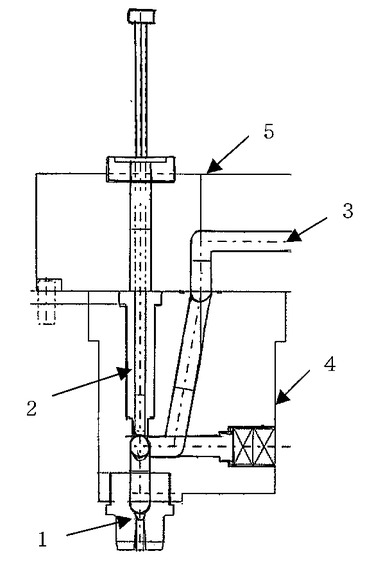
【図1】バルブピンを樹脂経路中に配置しないバルブゲート式金型装置の図である。
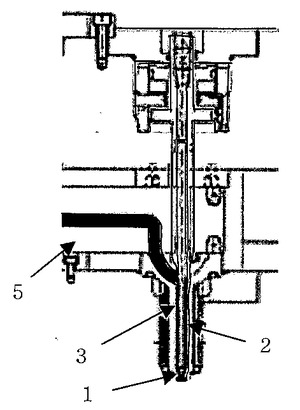
【図2】バルブピンを樹脂経路中に配置するバルブゲート式金型装置の図である。
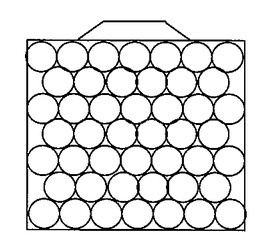
【図3】成形品の色相を測定した箇所の図の一例である。
【発明を実施するための形態】
【0012】
以下、本発明を詳細に説明する。
(I)ポリカーボネート樹脂について
本発明で用いるポリカーボネート樹脂(以下、単に「ポリカーボネート」と称することがある)は、下記に示すGPC(ゲルパーミエーションクロマトグラフィー)法により測定された標準ポリスチレン換算による重量平均分子量(Mw)を数平均分子量(Mn)で除した分子量分布Mw/Mnが1.5〜3.0の範囲であり、粘度平均分子量は、15,000〜25,000の範囲である。
【0013】
ポリカーボネート樹脂は、靭性に優れる点からビスフェノールA型ポリカーボネートが好ましいが、ビスフェノールA型ポリカーボネート以外にも、他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂であってもよい。ポリカーボネート樹脂はいかなる製造方法によって製造されたものでもよく、界面重縮合の場合は通常一価フェノール類の末端停止剤が使用される。ポリカーボネート樹脂はまた3官能フェノール類を重合させた分岐ポリカーボネート樹脂であってもよく、更に脂肪族ジカルボン酸や芳香族ジカルボン酸、または二価の脂肪族または脂環族アルコールを共重合させた共重合ポリカーボネートであってもよい。
【0014】
本発明に用いるポリカーボネート樹脂の分子量分布は、下記に示すGPC(ゲルパーミエーションクロマトグラフィー)法により測定された標準ポリスチレン換算による重量平均分子量(Mw)を数平均分子量(Mn)で除した分子量分布Mw/Mnが1.5〜3.0の範囲であり、粘度平均分子量は、15,000〜25,000の範囲であると、大型射出成形品に好適に適用可能となる。分子量分布Mw/Mnは好ましくは1.6〜2.5、より好ましくは1.7〜2.0である。分子量分布Mw/Mnが1.5以上では、ポリカーボネート樹脂を製造する工程に多くの時間を要することがないため現実的である。分子量分布Mw/Mnが3.0以下では場合には、射出圧縮成形による低歪化の効果が得られるため好ましい。粘度平均分子量は好ましくは16,000〜24,000、より好ましくは17,000〜23,000である。粘度平均分子量が15,000以上であると強度に優れるという点から好ましく、粘度平均分子量が25,000以下であると大型射出成形品の成形性が優れ、色相のバラツキが低減されるという点から好ましい。
【0015】
GPCの測定方法としては、以下の条件によるものである。すなわち温度23℃、相対湿度50%の清浄な空気の環境下に置かれたGPC測定装置を用い、カラムとしてポリマーラボラトリーズ社製MIXED−C(長さ300mm、内径7.5mm)、移動相としてクロロホルム、標準物質としてポリマーラボラトリーズ社製イージーキャルPS−2、および検出器として示差屈折率計を用い、展開溶媒としてクロロホルムを使用し、かかるクロロホルム1ml当たり1mgの試料を溶解した溶液を、GPC測定装置に100μl注入し、カラム温度35℃および流量1ml/分の条件によりGPC測定を行う。得られたデータに対してベースラインをチャートの立ち上がり点および収束点を結ぶことで定め、これよりA成分に使用されるポリカーボネート樹脂の重量平均分子量および数平均分子量を求める。
【0016】
尚、かかる粘度平均分子量はポリカーボネート樹脂全体として満足すればよく、分子量の異なる2種以上の混合物によりかかる範囲を満足するものを含む。特に粘度平均分子量が50,000(より好ましくは80,000以上、更に好ましくは100,000以上)を超えるポリカーボネートの混合は、溶融時のエントロピー弾性を高くする点で有利な場合がある。例えば、本発明においてはジェッティングの抑制に効果がある。エントロピー弾性の向上による効果は、ポリカーボネートの分子量が高いほど顕著となるが、実用上該分子量の上限は200万、好ましくは30万、より好ましくは20万である。かかるポリカーボネート樹脂を0.5〜20重量%、好ましくは1〜10重量%配合すると、成形性を特に損なうことなく所定の効果が得られる。
【0017】
ポリカーボネート樹脂の粘度平均分子量(M)は塩化メチレン100mlにポリカーボネート樹脂0.7gを溶解した溶液から20℃で求めた比粘度(ηsp)を次式に挿入して求めたものである。ポリカーボネート樹脂の詳細については、例えば、特開2002−129003号公報に記載されている。
ηSP/c=[η]+0.45×[η]2c(但し[η]は極限粘度)
[η]=1.23×10−4M0.83
c=0.7
【0018】
他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂の具体例としては、下記のものが好適に例示される。
(1)該ポリカーボネートを構成する二価フェノール成分100モル%中、4,4’−(m−フェニレンジイソプロピリデン)ジフェノール(以下“BPM”と略称)成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン(以下“BCF”と略称)成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
(2)該ポリカーボネートを構成する二価フェノール成分100モル%中、ビスフェノールA成分が10〜95モル%(より好適には50〜90モル%、さらに好適には60〜85モル%)であり、かつBCF成分が5〜90モル%(より好適には10〜50モル%、さらに好適には15〜40モル%)である共重合ポリカーボネート。
(3)該ポリカーボネートを構成する二価フェノール成分100モル%中、BPM成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
【0019】
これらの特殊なポリカーボネートは、単独で用いてもよく、2種以上を適宜混合して使用してもよい。また、これらを汎用されているビスフェノールA型のポリカーボネートと混合して使用することもできる。
これらの特殊なポリカーボネートの製法及び特性については、例えば、特開平6−172508号公報、特開平8−27370号公報、特開2001−55435号公報及び特開2002−117580号公報等に詳しく記載されている。
【0020】
上記の熱可塑性樹脂は、上記の透明性を損なわない範囲において、従来公知の各種の添加剤を含有することができる。かかる添加剤としては、例えば、熱安定剤、酸化防止剤、紫外線吸収剤、光安定剤、着色剤、離型剤、摺動剤、赤外線吸収剤、光拡散剤、蛍光増白剤、帯電防止剤、難燃剤、難燃助剤、可塑剤、強化充填材、衝撃改質剤、光触媒系防汚剤、およびフォトクロミック剤等が例示される。尚、熱安定剤、酸化防止剤、紫外線吸収剤、光安定剤、着色剤、および離型剤などは、従来上記の熱可塑性樹脂における公知の適正量を配合できる。
【0021】
(II)大型射出成形品について
本発明の成形品の最大投影面積は、0.5m2以上であり、より好ましくは、1.0m2以上である。本発明の成形品の肉厚は、好ましくは2mm以上30mm以下の範囲であり、より好ましくは3mm以上20mm以下の範囲である。
本発明の成形品は、樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて特定の範囲の粘度平均分子量および分子量分布であるポリカーボネート樹脂を射出成形することにより得られる。樹脂流路内にバルブピンが配置されていないため、樹脂流路内にバルブピンを配置した際に生じる剪断発熱の影響を受けない。従って、剪断発熱の影響による色相のバラツキやシルバーが大幅に低減される。
【0022】
大型射出成形品の全面における色相のバラツキは、下記式(1)〜(3)で定義される。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【0023】
L*のバラツキは0.40%以下、カラーa*のバラツキは80.0%以下、カラーb*のバラツキが25.0%以下であり、L*のバラツキは0.30%以下、カラーa*のバラツキは70.0%以下、カラーb*のバラツキが20.0%以下であることが好ましい。
【0024】
成形品の色相は、成形品の50箇所を分光式色差計(有限会社 東京電色社製 TC−1800MKII)を用いて測定した。成形品の50箇所は、成形品全面に50個の同心円をそれぞれの円の外周が接するように描き、それぞれの円の中心50箇所とした。ただし、成形品の形状により50箇所の円を描くのが困難な場合は、成形品の形状に応じて45〜50箇所の範囲で描く円の個数を変更しても良い。
色相の変化は、剪断発熱の影響により生じるヤケや歪み線が起因して生じる。特に歪み線は、成形品周囲部の広い範囲で発生するため抑制する必要性が高い。本発明における歪み線とは、目視観察及び偏光板観察において見られる線状の歪みをいう。
【0025】
(III)ハードコートについて
本発明の二色成形品において、熱可塑性樹脂よりなるシート状物の表面および/または上記フィルム表面にハードコートをすることが好ましい。
本発明に用いるハードコート剤としては、シリコーン樹脂系ハードコート剤や有機樹脂系ハードコート剤などが例示される。シリコーン樹脂系ハードコート剤は、シロキサン結合をもった硬化樹脂層を形成するものであり、例えば、3官能シロキサン単位に相当する化合物(トリアルコキシシラン化合物など)を主成分とする化合物の部分加水分解縮合物、好ましくはさらに4官能シロキサン単位に相当する化合物(テトラアルコキシシラン化合物など)を含む部分加水分解縮合物、並びにさらにこれらにコロイダルシリカなどの金属酸化物微粒子を充填した部分加水分解縮合物などが挙げられる。シリコーン樹脂系ハードコート剤はさらに2官能性のシロキサン単位および1官能性のシロキサン単位を含んでよい。これらには縮合反応時に発生するアルコール(アルコキシシランの部分加水分解縮合物の場合)などが含まれるが、さらに必要に応じて任意の有機溶剤、水、あるいはこれらの混合物に溶解ないしは分散させてもよい。そのための有機溶剤としては、低級脂肪酸アルコール類、多価アルコールとそのエーテル、エステル類などが挙げられる。なお、ハードコート層には平滑な表面状態を得るため各種界面活性剤、例えば、シロキサン系、フッ化アルキル系界面活性剤などを添加してもよい。
【0026】
有機樹脂系ハードコート剤としては、例えば、メラミン樹脂、ウレタン樹脂、アルキド樹脂、アクリル樹脂または多官能アクリル樹脂などが挙げられる。ここで多官能アクリル樹脂としてはポリオールアクリレート、ポリエステルアクリレート、ウレタンアクリレート、エポキシアクリレート、ホスファゼンアクリレートなどの樹脂が挙げられる。
これらハードコート剤のうち長期間の耐久性に優れ、かつ表面硬度が比較的高いシリコーン樹脂系ハードコート剤、または処理が比較的簡便でかつ良好なハードコート層が形成される紫外線硬化型のアクリル樹脂または多官能アクリル樹脂が好ましい。特に少なくとも製品(窓構造体)において太陽光を受ける側の面はシリコーン樹脂系ハードコートがなされていることが好ましい。シリコーン樹脂系ハードコート剤はプライマー層とトップ層から構成されるいわゆる2コートタイプ、並びに一層のみから形成されるいわゆる1コートタイプのいずれも選択できる。
【0027】
かかるプライマー層(第1層)を形成する樹脂としては、各種ブロックイソシアネート成分およびポリオール成分からなるウレタン樹脂、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、メラミン樹脂、アミノ樹脂、およびポリエステルアクリレート、ウレタンアクリレート、エポキシアクリレート、ホスファゼンアクリレート、メラミンアクリレート、アミノアクリレートなどの各種多官能アクリル樹脂を挙げることができ、これらは単独でも2種以上を併用して使用することもできる。これらの中でも好ましくはアクリル樹脂、多官能アクリル樹脂が50重量%、より好ましくは60重量%以上含有するものを挙げることができ、特にアクリル樹脂およびウレタンアクリレートからなるものが好ましい。これらは未反応状態のものを塗布後所定の反応をさせて硬化樹脂とすること、並びに反応後の樹脂を直接塗布し硬化樹脂層を形成することのいずれも適用可能である。後者は通常樹脂を溶媒に溶解し溶液とした後、塗布されその後溶媒が除去される。また前者の場合も溶媒を使用することが一般的である。
【0028】
さらに、ハードコート層を形成する樹脂には、光安定剤や紫外線吸収剤、並びに触媒、熱・光重合開始剤、重合禁止剤、消泡剤、レベリング剤、増粘剤、沈殿防止剤、垂れ防止剤、難燃剤、有機・無機顔料・染料の各種添加剤および添加助剤を含むことができる。
コート方法としては、バーコート法、ディップコート法、フローコート法、スプレーコート法、スピンコート法、ローラーコート法等の方法を、塗装される基材となる成形体の形状に応じて適宜選択することができる。
【実施例】
【0029】
以下実施例により本発明を詳細に説明するが、本発明はこれに限定されるものではない。
【0030】
<評価方法>
(i)色相および成形品全面における色相のバラツキ(%)
成形品の色相(L*、カラーa*、カラーb*)は、成形品の46箇所について分光式色差計(有限会社 東京電色社製 TC−1800MKII)を用いて、透過法により測定した。成形品の46箇所は、成形品全面に46個の同心円をそれぞれの円の外周が接し、かつ隣り合う円の中心間距離が同一となるように描き、それぞれの円の中心46箇所とした。
成形品全面における色相のバラツキ(%)は、下記式を用いて算出した。色相の最大値、最小値、および平均値は上記46箇所の測定により決定した。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【0031】
(ii)外観(歪み線)
成形品に歪み線が発生しているかについて目視観察及び偏光板観察を行なった。偏光板観察とは、偏向板2枚を平行、または90°回転させ、その2枚の偏向板の間に成形品を挿入し、片側から蛍光灯等により、光を当てその透過光を観察することであり、歪み線部分で生じる複屈折を利用して歪み線を特定することが出来る。結果は下記のように評価した。
○:歪み線が発生していない
△:多少歪み線が発生している
×:歪み線が大量に発生している
【0032】
(iii)外観(シルバー)
成形品にシルバーが発生しているかについて目視により観察を行なった。結果は下記のように評価した。
○:シルバーが発生していない
△:多少シルバーが発生している
×:シルバーが大量に発生している
【0033】
<ポリカーボネート樹脂>
(PC−1)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが1.9であり、粘度平均分子量が22,500であるポリカーボネート樹脂ペレット。尚、かかるペレットは、以下の要領で得た。
すなわち、粉末状ポリカーボネート樹脂に対し、10倍量のアセトンを加えた混合物をステンレス容器に入れ、かかる混合物を室温で3時間攪拌し、その後ろ過および減圧乾燥して、精製ポリカーボネート樹脂粉末を得た。かかるポリカーボネート樹脂99.78重量部に、Irgafos168(日本チバガイギー(株)製)0.02重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。尚、上記の精製は、ステンレス容器中の混合物からフィルターを介してアセトンの溶液のみをポンプでエバポレーターに送り、ここで気化精製されたアセトンを再度ステンレス容器中にもどし、かかるアセトンの循環が成立する形で行った。
【0034】
(PC−2)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが2.0であり、粘度平均分子量が20,700であるポリカーボネート樹脂ペレット。尚、かかるペレットは、以下の要領で得た。すなわち、PC−1と同様にして精製された精製ポリカーボネート樹脂粉末97.78重量部に、下記に示すポリカーボネートオリゴマー2重量部、Irgafos168(日本チバガイギー(株)製)0.02重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。
【0035】
(PC−3)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが1.9であり、粘度平均分子量が27,500であるポリカーボネート樹脂ペレット。尚、かかるペレットは、以下の要領で得た。すなわち、粉末状のポリカーボネート樹脂に対し10倍量のアセトンを加え、PC−1と同様の手法で室温で2時間攪拌を行い、その後ろ過および減圧乾燥して、精製ポリカーボネート樹脂粉末を得た。かかるポリカーボネート樹脂99.8重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。
【0036】
(PC−4)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが3.2であり、粘度平均分子量が16,000であるポリカーボネート樹脂ペレット。尚、かかるペレットは以下の要領で得た。すなわち、合成時の攪拌を断続的に行い、油水相の均一混合および分離を繰り返してポリカーボネート樹脂を得た。かかるポリカーボネート樹脂99.8重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。
【0037】
<成形方法>
(A−1)
樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて下記の条件で成形品を作成した。
成形に用いるポリカーボネートのペレットを120℃で5時間乾燥させた。かかる樹脂材料を4軸平行制御機構を備えた射出プレス成形可能な大型成形機((株)名機製作所製:MDIP2100、最大型締め力33540kN)を用いて射出プレス成形し、厚み5mm、長さ1262mm、幅995mmの大型成形品(最大投影図1.3m2)を製造した。かかる乾燥後のペレットが圧空輸送により成形機供給口に供給され成形に使用された。
成形条件は第1射出装置のシリンダ温度290℃、金型温度は可動側100℃、固定側100℃、圧縮ストローク4.0mm、およびプレス保圧時間120秒であった。充填完了直前に型圧縮を開始し、オーバーラップは2.0mmとした。充填完了後直ちにバルブゲートを閉じて溶融樹脂がゲートからシリンダへ逆流しない条件とした。圧縮工程時の圧力は3400tとし、保圧工程時の圧力は該圧力の半分の圧力で保持した。可動金型パーティング面は最終の前進位置において固定金型パーティング面に接触しないものとした。
得られた成形品を取出し、温度23℃、相対湿度50%の条件で24時間静置して十分に冷却した後、前記評価項目にしたがって評価した結果を表1に示した。
【0038】
(A−2)
樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて下記の条件で成形品を作成した。
(A−1)と同じ条件で射出成形を行い、厚み20mm、長さ800mm、幅700mmの大型成形品(最大投影図0.56m2)を製造した。
【0039】
(A−3)
樹脂流路内にバルブピンを配置するバルブゲート式金型装置を用いて下記の条件で成形品を作成した。
樹脂流路内にバルブピンを配置する以外は、(A−1)と同じ条件で、厚み5mm、長さ1262mm、幅995mmの大型成形品(最大投影図1.3m2)を製造した。ランナはモールドマスターズ社製のバルブゲート型のホットランナー(直径8mmφ)を用いた。ホットランナー設定温度290℃とした。
【0040】
[実施例1〜2、比較例1〜3]
表1に記載のPC((PC−1〜PC−4))および成形方法((A−1)〜(A−3))で成形品を作成して、色相の測定および外観評価を実施した。色相のバラツキは上記式(1)〜(3)を用いて算出した。結果を表1に示した。
【0041】
【表1】

【産業上の利用可能性】
【0042】
本発明を用いると、高外観および低歪み性を有し、かつ大型の射出成形品を低コストで得ることができる。殊に通常のポリカーボネート樹脂から樹脂製窓ガラス成形品などの大型の射出成形品を製造するために有効である。かかる成形品は、建築物、建築資材、農業資材、海洋資材、車両、機械、その他の各種分野において、その奏する工業的効果は極めて大である。
【符号の説明】
【0043】
1 ゲート
2 バルブピン
3 樹脂経路
4 ノズルブロック
5 マニホールドブロック
【技術分野】
【0001】
本発明は、ポリカーボネート樹脂を射出成形した大型成形品に関する。詳しくは、特定の範囲の粘度平均分子量および分子量分布であるポリカーボネート樹脂を射出成形した大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品に関するものである。
【背景技術】
【0002】
従来、熱可塑性樹脂を用いた外壁、アーケード等大面積の大型成形品はシートを熱曲げ成形するのが通常であった。
近年、製品のデザイン性が、商品価値の要素の1つとして従来以上に重要視されており、3次元自由曲面を有する製品の要求がある。しかしながら、上記のシートの熱曲げ加工の場合にはその製造方法に起因する特性からその形状に制限があった。更には大量生産に対して十分とはいえず、また透視ひずみに対し十分といえる製品は得られなかった。
【0003】
製品のデザイン性が求められる製品例として、車両用グレージングの樹脂窓が挙げられる(例えば特許文献1参照)。
樹脂窓は、一般的に射出成形により生産される場合が多く、例えば、ポリカーボネート樹脂等の熱可塑性樹脂を用いたリアのはめ殺し窓やサンルーフなどが挙げられる。しかし、これらの熱可塑性樹脂を射出成形する場合、大型の成形品を得ようとすると、全面における色相のバラツキが生じる、シルバーが生じるという問題があった。その理由として、射出成形における樹脂充填中に樹脂流路内にバルブピンが配置されている事により、大型成形品の場合は剪断発熱の影響を大きく受けることが挙げられる(例えば特許文献2参照)。
【0004】
車両用グレージングの樹脂窓のような大型成形品は、成形品全面において色相のバラツキがない良好な外観が求められる。また、シルバーが原因で成形品が不合格と判定されるため、生産の歩留まりが悪くなるという問題があった。これらの対策としてポリカーボネート樹脂組成物に熱安定剤等を添加する方法等が開示されているが、それだけでは成形品全面における色相のバラツキやシルバーの発生を抑制することは不十分であった(例えば特許文献3参照)。
【0005】
一方、樹脂流路内にバルブピンを配置しないバルブゲート式金型装置が提案されている(例えば特許文献4参照)。しかしながら、ポリカーボネート樹脂を用いて大型成形品を成形する際に、特定の粘度平均分子量および分子量分布のポリカーボネート樹脂用いないと大型成形品全面における色相のバラツキ、シルバーが発生することについて言及されていなかった。
その為、大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品は未だ提供されていなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−114028号公報
【特許文献2】特開2002−331552号公報
【特許文献3】特開平09−263693号公報
【特許文献4】特開2005−153334号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、ポリカーボネート樹脂を射出成形した大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、鋭意検討を行った結果、樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて、特定の範囲の粘度平均分子量および分子量分布であるポリカーボネート樹脂を射出成形することで、大型成形品の全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品が得られることを究明し本発明に至った。
【0009】
即ち、本発明は以下の通りである。
1.粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、
該成形品は、下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
2.成形品の片面または両面にハードコート層を有する上記1に記載の大型射出成形品。
3.車両用窓部材である上記1〜2のいずれかに記載の大型射出成形品。
【発明の効果】
【0010】
本発明の大型射出成形品は、全面における色相のバラツキが少なく、シルバーが大幅に低減された大型射出成形品を得ることが可能となった。そのため、その奏する工業的効果は格別である。
【図面の簡単な説明】
【0011】
【図1】バルブピンを樹脂経路中に配置しないバルブゲート式金型装置の図である。
【図2】バルブピンを樹脂経路中に配置するバルブゲート式金型装置の図である。
【図3】成形品の色相を測定した箇所の図の一例である。
【発明を実施するための形態】
【0012】
以下、本発明を詳細に説明する。
(I)ポリカーボネート樹脂について
本発明で用いるポリカーボネート樹脂(以下、単に「ポリカーボネート」と称することがある)は、下記に示すGPC(ゲルパーミエーションクロマトグラフィー)法により測定された標準ポリスチレン換算による重量平均分子量(Mw)を数平均分子量(Mn)で除した分子量分布Mw/Mnが1.5〜3.0の範囲であり、粘度平均分子量は、15,000〜25,000の範囲である。
【0013】
ポリカーボネート樹脂は、靭性に優れる点からビスフェノールA型ポリカーボネートが好ましいが、ビスフェノールA型ポリカーボネート以外にも、他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂であってもよい。ポリカーボネート樹脂はいかなる製造方法によって製造されたものでもよく、界面重縮合の場合は通常一価フェノール類の末端停止剤が使用される。ポリカーボネート樹脂はまた3官能フェノール類を重合させた分岐ポリカーボネート樹脂であってもよく、更に脂肪族ジカルボン酸や芳香族ジカルボン酸、または二価の脂肪族または脂環族アルコールを共重合させた共重合ポリカーボネートであってもよい。
【0014】
本発明に用いるポリカーボネート樹脂の分子量分布は、下記に示すGPC(ゲルパーミエーションクロマトグラフィー)法により測定された標準ポリスチレン換算による重量平均分子量(Mw)を数平均分子量(Mn)で除した分子量分布Mw/Mnが1.5〜3.0の範囲であり、粘度平均分子量は、15,000〜25,000の範囲であると、大型射出成形品に好適に適用可能となる。分子量分布Mw/Mnは好ましくは1.6〜2.5、より好ましくは1.7〜2.0である。分子量分布Mw/Mnが1.5以上では、ポリカーボネート樹脂を製造する工程に多くの時間を要することがないため現実的である。分子量分布Mw/Mnが3.0以下では場合には、射出圧縮成形による低歪化の効果が得られるため好ましい。粘度平均分子量は好ましくは16,000〜24,000、より好ましくは17,000〜23,000である。粘度平均分子量が15,000以上であると強度に優れるという点から好ましく、粘度平均分子量が25,000以下であると大型射出成形品の成形性が優れ、色相のバラツキが低減されるという点から好ましい。
【0015】
GPCの測定方法としては、以下の条件によるものである。すなわち温度23℃、相対湿度50%の清浄な空気の環境下に置かれたGPC測定装置を用い、カラムとしてポリマーラボラトリーズ社製MIXED−C(長さ300mm、内径7.5mm)、移動相としてクロロホルム、標準物質としてポリマーラボラトリーズ社製イージーキャルPS−2、および検出器として示差屈折率計を用い、展開溶媒としてクロロホルムを使用し、かかるクロロホルム1ml当たり1mgの試料を溶解した溶液を、GPC測定装置に100μl注入し、カラム温度35℃および流量1ml/分の条件によりGPC測定を行う。得られたデータに対してベースラインをチャートの立ち上がり点および収束点を結ぶことで定め、これよりA成分に使用されるポリカーボネート樹脂の重量平均分子量および数平均分子量を求める。
【0016】
尚、かかる粘度平均分子量はポリカーボネート樹脂全体として満足すればよく、分子量の異なる2種以上の混合物によりかかる範囲を満足するものを含む。特に粘度平均分子量が50,000(より好ましくは80,000以上、更に好ましくは100,000以上)を超えるポリカーボネートの混合は、溶融時のエントロピー弾性を高くする点で有利な場合がある。例えば、本発明においてはジェッティングの抑制に効果がある。エントロピー弾性の向上による効果は、ポリカーボネートの分子量が高いほど顕著となるが、実用上該分子量の上限は200万、好ましくは30万、より好ましくは20万である。かかるポリカーボネート樹脂を0.5〜20重量%、好ましくは1〜10重量%配合すると、成形性を特に損なうことなく所定の効果が得られる。
【0017】
ポリカーボネート樹脂の粘度平均分子量(M)は塩化メチレン100mlにポリカーボネート樹脂0.7gを溶解した溶液から20℃で求めた比粘度(ηsp)を次式に挿入して求めたものである。ポリカーボネート樹脂の詳細については、例えば、特開2002−129003号公報に記載されている。
ηSP/c=[η]+0.45×[η]2c(但し[η]は極限粘度)
[η]=1.23×10−4M0.83
c=0.7
【0018】
他の二価フェノールを用いて重合された、高耐熱性または低吸水率の各種のポリカーボネート樹脂の具体例としては、下記のものが好適に例示される。
(1)該ポリカーボネートを構成する二価フェノール成分100モル%中、4,4’−(m−フェニレンジイソプロピリデン)ジフェノール(以下“BPM”と略称)成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン(以下“BCF”と略称)成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
(2)該ポリカーボネートを構成する二価フェノール成分100モル%中、ビスフェノールA成分が10〜95モル%(より好適には50〜90モル%、さらに好適には60〜85モル%)であり、かつBCF成分が5〜90モル%(より好適には10〜50モル%、さらに好適には15〜40モル%)である共重合ポリカーボネート。
(3)該ポリカーボネートを構成する二価フェノール成分100モル%中、BPM成分が20〜80モル%(より好適には40〜75モル%、さらに好適には45〜65モル%)であり、かつ1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン成分が20〜80モル%(より好適には25〜60モル%、さらに好適には35〜55モル%)である共重合ポリカーボネート。
【0019】
これらの特殊なポリカーボネートは、単独で用いてもよく、2種以上を適宜混合して使用してもよい。また、これらを汎用されているビスフェノールA型のポリカーボネートと混合して使用することもできる。
これらの特殊なポリカーボネートの製法及び特性については、例えば、特開平6−172508号公報、特開平8−27370号公報、特開2001−55435号公報及び特開2002−117580号公報等に詳しく記載されている。
【0020】
上記の熱可塑性樹脂は、上記の透明性を損なわない範囲において、従来公知の各種の添加剤を含有することができる。かかる添加剤としては、例えば、熱安定剤、酸化防止剤、紫外線吸収剤、光安定剤、着色剤、離型剤、摺動剤、赤外線吸収剤、光拡散剤、蛍光増白剤、帯電防止剤、難燃剤、難燃助剤、可塑剤、強化充填材、衝撃改質剤、光触媒系防汚剤、およびフォトクロミック剤等が例示される。尚、熱安定剤、酸化防止剤、紫外線吸収剤、光安定剤、着色剤、および離型剤などは、従来上記の熱可塑性樹脂における公知の適正量を配合できる。
【0021】
(II)大型射出成形品について
本発明の成形品の最大投影面積は、0.5m2以上であり、より好ましくは、1.0m2以上である。本発明の成形品の肉厚は、好ましくは2mm以上30mm以下の範囲であり、より好ましくは3mm以上20mm以下の範囲である。
本発明の成形品は、樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて特定の範囲の粘度平均分子量および分子量分布であるポリカーボネート樹脂を射出成形することにより得られる。樹脂流路内にバルブピンが配置されていないため、樹脂流路内にバルブピンを配置した際に生じる剪断発熱の影響を受けない。従って、剪断発熱の影響による色相のバラツキやシルバーが大幅に低減される。
【0022】
大型射出成形品の全面における色相のバラツキは、下記式(1)〜(3)で定義される。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【0023】
L*のバラツキは0.40%以下、カラーa*のバラツキは80.0%以下、カラーb*のバラツキが25.0%以下であり、L*のバラツキは0.30%以下、カラーa*のバラツキは70.0%以下、カラーb*のバラツキが20.0%以下であることが好ましい。
【0024】
成形品の色相は、成形品の50箇所を分光式色差計(有限会社 東京電色社製 TC−1800MKII)を用いて測定した。成形品の50箇所は、成形品全面に50個の同心円をそれぞれの円の外周が接するように描き、それぞれの円の中心50箇所とした。ただし、成形品の形状により50箇所の円を描くのが困難な場合は、成形品の形状に応じて45〜50箇所の範囲で描く円の個数を変更しても良い。
色相の変化は、剪断発熱の影響により生じるヤケや歪み線が起因して生じる。特に歪み線は、成形品周囲部の広い範囲で発生するため抑制する必要性が高い。本発明における歪み線とは、目視観察及び偏光板観察において見られる線状の歪みをいう。
【0025】
(III)ハードコートについて
本発明の二色成形品において、熱可塑性樹脂よりなるシート状物の表面および/または上記フィルム表面にハードコートをすることが好ましい。
本発明に用いるハードコート剤としては、シリコーン樹脂系ハードコート剤や有機樹脂系ハードコート剤などが例示される。シリコーン樹脂系ハードコート剤は、シロキサン結合をもった硬化樹脂層を形成するものであり、例えば、3官能シロキサン単位に相当する化合物(トリアルコキシシラン化合物など)を主成分とする化合物の部分加水分解縮合物、好ましくはさらに4官能シロキサン単位に相当する化合物(テトラアルコキシシラン化合物など)を含む部分加水分解縮合物、並びにさらにこれらにコロイダルシリカなどの金属酸化物微粒子を充填した部分加水分解縮合物などが挙げられる。シリコーン樹脂系ハードコート剤はさらに2官能性のシロキサン単位および1官能性のシロキサン単位を含んでよい。これらには縮合反応時に発生するアルコール(アルコキシシランの部分加水分解縮合物の場合)などが含まれるが、さらに必要に応じて任意の有機溶剤、水、あるいはこれらの混合物に溶解ないしは分散させてもよい。そのための有機溶剤としては、低級脂肪酸アルコール類、多価アルコールとそのエーテル、エステル類などが挙げられる。なお、ハードコート層には平滑な表面状態を得るため各種界面活性剤、例えば、シロキサン系、フッ化アルキル系界面活性剤などを添加してもよい。
【0026】
有機樹脂系ハードコート剤としては、例えば、メラミン樹脂、ウレタン樹脂、アルキド樹脂、アクリル樹脂または多官能アクリル樹脂などが挙げられる。ここで多官能アクリル樹脂としてはポリオールアクリレート、ポリエステルアクリレート、ウレタンアクリレート、エポキシアクリレート、ホスファゼンアクリレートなどの樹脂が挙げられる。
これらハードコート剤のうち長期間の耐久性に優れ、かつ表面硬度が比較的高いシリコーン樹脂系ハードコート剤、または処理が比較的簡便でかつ良好なハードコート層が形成される紫外線硬化型のアクリル樹脂または多官能アクリル樹脂が好ましい。特に少なくとも製品(窓構造体)において太陽光を受ける側の面はシリコーン樹脂系ハードコートがなされていることが好ましい。シリコーン樹脂系ハードコート剤はプライマー層とトップ層から構成されるいわゆる2コートタイプ、並びに一層のみから形成されるいわゆる1コートタイプのいずれも選択できる。
【0027】
かかるプライマー層(第1層)を形成する樹脂としては、各種ブロックイソシアネート成分およびポリオール成分からなるウレタン樹脂、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、メラミン樹脂、アミノ樹脂、およびポリエステルアクリレート、ウレタンアクリレート、エポキシアクリレート、ホスファゼンアクリレート、メラミンアクリレート、アミノアクリレートなどの各種多官能アクリル樹脂を挙げることができ、これらは単独でも2種以上を併用して使用することもできる。これらの中でも好ましくはアクリル樹脂、多官能アクリル樹脂が50重量%、より好ましくは60重量%以上含有するものを挙げることができ、特にアクリル樹脂およびウレタンアクリレートからなるものが好ましい。これらは未反応状態のものを塗布後所定の反応をさせて硬化樹脂とすること、並びに反応後の樹脂を直接塗布し硬化樹脂層を形成することのいずれも適用可能である。後者は通常樹脂を溶媒に溶解し溶液とした後、塗布されその後溶媒が除去される。また前者の場合も溶媒を使用することが一般的である。
【0028】
さらに、ハードコート層を形成する樹脂には、光安定剤や紫外線吸収剤、並びに触媒、熱・光重合開始剤、重合禁止剤、消泡剤、レベリング剤、増粘剤、沈殿防止剤、垂れ防止剤、難燃剤、有機・無機顔料・染料の各種添加剤および添加助剤を含むことができる。
コート方法としては、バーコート法、ディップコート法、フローコート法、スプレーコート法、スピンコート法、ローラーコート法等の方法を、塗装される基材となる成形体の形状に応じて適宜選択することができる。
【実施例】
【0029】
以下実施例により本発明を詳細に説明するが、本発明はこれに限定されるものではない。
【0030】
<評価方法>
(i)色相および成形品全面における色相のバラツキ(%)
成形品の色相(L*、カラーa*、カラーb*)は、成形品の46箇所について分光式色差計(有限会社 東京電色社製 TC−1800MKII)を用いて、透過法により測定した。成形品の46箇所は、成形品全面に46個の同心円をそれぞれの円の外周が接し、かつ隣り合う円の中心間距離が同一となるように描き、それぞれの円の中心46箇所とした。
成形品全面における色相のバラツキ(%)は、下記式を用いて算出した。色相の最大値、最小値、および平均値は上記46箇所の測定により決定した。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【0031】
(ii)外観(歪み線)
成形品に歪み線が発生しているかについて目視観察及び偏光板観察を行なった。偏光板観察とは、偏向板2枚を平行、または90°回転させ、その2枚の偏向板の間に成形品を挿入し、片側から蛍光灯等により、光を当てその透過光を観察することであり、歪み線部分で生じる複屈折を利用して歪み線を特定することが出来る。結果は下記のように評価した。
○:歪み線が発生していない
△:多少歪み線が発生している
×:歪み線が大量に発生している
【0032】
(iii)外観(シルバー)
成形品にシルバーが発生しているかについて目視により観察を行なった。結果は下記のように評価した。
○:シルバーが発生していない
△:多少シルバーが発生している
×:シルバーが大量に発生している
【0033】
<ポリカーボネート樹脂>
(PC−1)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが1.9であり、粘度平均分子量が22,500であるポリカーボネート樹脂ペレット。尚、かかるペレットは、以下の要領で得た。
すなわち、粉末状ポリカーボネート樹脂に対し、10倍量のアセトンを加えた混合物をステンレス容器に入れ、かかる混合物を室温で3時間攪拌し、その後ろ過および減圧乾燥して、精製ポリカーボネート樹脂粉末を得た。かかるポリカーボネート樹脂99.78重量部に、Irgafos168(日本チバガイギー(株)製)0.02重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。尚、上記の精製は、ステンレス容器中の混合物からフィルターを介してアセトンの溶液のみをポンプでエバポレーターに送り、ここで気化精製されたアセトンを再度ステンレス容器中にもどし、かかるアセトンの循環が成立する形で行った。
【0034】
(PC−2)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが2.0であり、粘度平均分子量が20,700であるポリカーボネート樹脂ペレット。尚、かかるペレットは、以下の要領で得た。すなわち、PC−1と同様にして精製された精製ポリカーボネート樹脂粉末97.78重量部に、下記に示すポリカーボネートオリゴマー2重量部、Irgafos168(日本チバガイギー(株)製)0.02重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。
【0035】
(PC−3)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが1.9であり、粘度平均分子量が27,500であるポリカーボネート樹脂ペレット。尚、かかるペレットは、以下の要領で得た。すなわち、粉末状のポリカーボネート樹脂に対し10倍量のアセトンを加え、PC−1と同様の手法で室温で2時間攪拌を行い、その後ろ過および減圧乾燥して、精製ポリカーボネート樹脂粉末を得た。かかるポリカーボネート樹脂99.8重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。
【0036】
(PC−4)
ビスフェノールAとホスゲンから界面縮重合法により製造された分子量分布Mw/Mnが3.2であり、粘度平均分子量が16,000であるポリカーボネート樹脂ペレット。尚、かかるペレットは以下の要領で得た。すなわち、合成時の攪拌を断続的に行い、油水相の均一混合および分離を繰り返してポリカーボネート樹脂を得た。かかるポリカーボネート樹脂99.8重量部、およびペンタエリスリトールテトラステアレート0.2重量部を配合し、280℃で二軸押出機によりペレット化された樹脂組成物を得た。
【0037】
<成形方法>
(A−1)
樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて下記の条件で成形品を作成した。
成形に用いるポリカーボネートのペレットを120℃で5時間乾燥させた。かかる樹脂材料を4軸平行制御機構を備えた射出プレス成形可能な大型成形機((株)名機製作所製:MDIP2100、最大型締め力33540kN)を用いて射出プレス成形し、厚み5mm、長さ1262mm、幅995mmの大型成形品(最大投影図1.3m2)を製造した。かかる乾燥後のペレットが圧空輸送により成形機供給口に供給され成形に使用された。
成形条件は第1射出装置のシリンダ温度290℃、金型温度は可動側100℃、固定側100℃、圧縮ストローク4.0mm、およびプレス保圧時間120秒であった。充填完了直前に型圧縮を開始し、オーバーラップは2.0mmとした。充填完了後直ちにバルブゲートを閉じて溶融樹脂がゲートからシリンダへ逆流しない条件とした。圧縮工程時の圧力は3400tとし、保圧工程時の圧力は該圧力の半分の圧力で保持した。可動金型パーティング面は最終の前進位置において固定金型パーティング面に接触しないものとした。
得られた成形品を取出し、温度23℃、相対湿度50%の条件で24時間静置して十分に冷却した後、前記評価項目にしたがって評価した結果を表1に示した。
【0038】
(A−2)
樹脂流路内にバルブピンを配置しないバルブゲート式金型装置を用いて下記の条件で成形品を作成した。
(A−1)と同じ条件で射出成形を行い、厚み20mm、長さ800mm、幅700mmの大型成形品(最大投影図0.56m2)を製造した。
【0039】
(A−3)
樹脂流路内にバルブピンを配置するバルブゲート式金型装置を用いて下記の条件で成形品を作成した。
樹脂流路内にバルブピンを配置する以外は、(A−1)と同じ条件で、厚み5mm、長さ1262mm、幅995mmの大型成形品(最大投影図1.3m2)を製造した。ランナはモールドマスターズ社製のバルブゲート型のホットランナー(直径8mmφ)を用いた。ホットランナー設定温度290℃とした。
【0040】
[実施例1〜2、比較例1〜3]
表1に記載のPC((PC−1〜PC−4))および成形方法((A−1)〜(A−3))で成形品を作成して、色相の測定および外観評価を実施した。色相のバラツキは上記式(1)〜(3)を用いて算出した。結果を表1に示した。
【0041】
【表1】
【産業上の利用可能性】
【0042】
本発明を用いると、高外観および低歪み性を有し、かつ大型の射出成形品を低コストで得ることができる。殊に通常のポリカーボネート樹脂から樹脂製窓ガラス成形品などの大型の射出成形品を製造するために有効である。かかる成形品は、建築物、建築資材、農業資材、海洋資材、車両、機械、その他の各種分野において、その奏する工業的効果は極めて大である。
【符号の説明】
【0043】
1 ゲート
2 バルブピン
3 樹脂経路
4 ノズルブロック
5 マニホールドブロック
【特許請求の範囲】
【請求項1】
粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、該成形品は、
下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【請求項2】
成形品の片面または両面にハードコート層を有する請求項1に記載の大型射出成形品。
【請求項3】
車両用窓部材である請求項1〜2のいずれかに記載の大型射出成形品。
【請求項1】
粘度平均分子量が15,000以上25,000以下および分子量分布(Mw/Mn)が1.5〜3.0であるポリカーボネート樹脂を射出成形した成形品であって、該成形品の最大投影面積が0.5m2以上であり、該成形品は、
下記式(1)で定義されるL*のバラツキが0.40%以下、下記式(2)で定義されるカラーa*のバラツキが80.0%以下、下記式(3)で定義されるカラーb*のバラツキが25.0%以下であることを特徴とする大型射出成形品。
L*のバラツキ(%)=((L*の最大値と最小値の差)/L*の平均値)×100
(1)
カラーa*のバラツキ(%)=((カラーa*の最大値と最小値の差)
/カラーa*の平均値)×100 (2)
カラーb*のバラツキ(%)=((カラーb*の最大値と最小値の差)
/カラーb*の平均値)×100 (3)
【請求項2】
成形品の片面または両面にハードコート層を有する請求項1に記載の大型射出成形品。
【請求項3】
車両用窓部材である請求項1〜2のいずれかに記載の大型射出成形品。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−56439(P2013−56439A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−195181(P2011−195181)
【出願日】平成23年9月7日(2011.9.7)
【出願人】(000215888)帝人化成株式会社 (504)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月7日(2011.9.7)
【出願人】(000215888)帝人化成株式会社 (504)
【Fターム(参考)】
[ Back to top ]