
大型蒸気タービンのための改造方法及び装置
【課題】複合繊維材料のような最新の材料の翼又はブレードを用いた大型タービンの改造を容易にする方法及び装置を提供する。
【解決手段】金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転する金属ブレードを交換する方法であって、繊維強化複合材料から成る半径方向内方に向けられた根元部を有する交換ブレードを提供するステップと、前記繊維強化複合材料から成る根元部の挿入のためのキャビティを提供するためにロータにおける1つ以上の溝の形状を変更するステップと、前記交換ブレードを前記ロータに挿入するステップとを含む。
【解決手段】金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転する金属ブレードを交換する方法であって、繊維強化複合材料から成る半径方向内方に向けられた根元部を有する交換ブレードを提供するステップと、前記繊維強化複合材料から成る根元部の挿入のためのキャビティを提供するためにロータにおける1つ以上の溝の形状を変更するステップと、前記交換ブレードを前記ロータに挿入するステップとを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、大型蒸気タービン、特に低圧蒸気タービンを改造する方法及び装置、特に、低圧蒸気タービンの最後の段又は最後から2番目の段に関する。
【背景技術】
【0002】
以下の説明において、"タービン"という用語は、水、蒸気又はガスのような流体媒体によって力接続される回転部分及び固定部分を有する回転機関を指す。特に本発明に関係するのは、機関を通過する蒸気の流れによって力接続される、可動ロータブレードの半径方向配列と交互に配置された、半径方向に配置された固定ステータブレード若しくはベーンを有する、軸流蒸気タービンである。移動は、概して、ケーシング又はハウジングに対する移動として定義される。
【0003】
大型タービン、特に蒸気タービンにおいて、移動ブレード若しくは翼は、現在、鋼又はチタンベースの合金を用いて製造される。多段タービンにおいて、ブレードのサイズは、段ごとに増大する。最大の低圧タービンの最終段において、タービンブレードの高さは1メートルを超える場合がある。タービン段のサイズを増大し、これにより、タービン段の排出面及び効率を高めることが望ましいが、現在の材料の特性は、主に、回転ブレードに作用する大きな遠心力のため、限界に達している。
【0004】
鋼及びチタンの材料特性によって課せられる限界を克服するために、主に炭素繊維ベース材料を用いる複合材料翼が提案されている。多くのこのような設計が公開されているが、このような複合ブレードの現実の適用は、現在は、最新式航空機エンジンのガスタービンに限定されている。
【0005】
移動ブレードは、通常、ロータにおけるディスクに切り込まれたスロットに機械的にロックする、ブレードにおける根元部、例えばいわゆる"もみの木状"、を用いてタービンロータに取り付けられる。しかしながら、繊維強化複合材料から形成された翼の最適な根元部は、通常、慣用の金属翼の根元部とは異なる。この違いは、元々金属ブレード用に設計された既存のタービンを修理、更新又は改造する際に金属翼を複合翼と交換することを困難にしている。
【0006】
米国特許第3883267号明細書は、複合繊維材料の複数の重ね合わされた層の、金属コアへの重合せにより構成された翼セクションを備えた流体ダイナミック機械用のブレードを提案しており、前記金属コアは、ブレード取付け根元部として働くために前記翼部分を超えて突出した部分を有する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第3883267号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来技術を考慮して、本発明の課題は、複合繊維材料のような最新の材料から成る翼又はブレードを用いた大型タービンの改造を容易にする方法及び装置を提供することである。
【課題を解決するための手段】
【0009】
本発明の1つの態様によれば、金属ブレードの根元部を挿入するための1つ以上の溝を有するロータに挿入された蒸気タービンの回転金属ブレードを交換する方法であって、該方法は、繊維強化複合材料から成る、半径方向内方に向けられた端部を有する交換ブレードを提供するステップと、繊維強化複合材料の端部の挿入のためのキャビティを提供するためにロータにおける1つ以上の溝の形状を変更するステップと、ロータに交換ブレードを挿入するステップとを含む、方法が提供される。
【0010】
蒸気タービンの後段は、通常はロータ軸線に対する角度を有する、周方向ではなく軸方向に向けられた溝を有する。溝の軌道は、直線的又は曲線的であることができる。しかしながら、ピン留めされるロータブレードの場合、ロータにおける溝は周方向であり、スロットとして形成することができる。
【0011】
半径方向と言う場合、この方向は、タービンロータの回転軸線からの半径方向として定義される。
【0012】
発明のこの態様の好適な実施の形態によれば、1つ以上の溝の形状は、ロータに変更された溝輪郭を機械加工することによって及び/又は溝にアダプタを挿入することによって変更される。
【0013】
発明のこの態様の好適な実施の形態によれば、繊維強化複合材料の端部は、ロータにおける変更された溝輪郭及び/又はアダプタへの挿入の後、端部が少なくとも1つの金属層によってタービンにおける蒸気から分離されるように延びている。
【0014】
この実施の形態の変化形においては、繊維強化複合材料の端部は溝内へ延びているか、又はアダプタは、ロータの外径を超えて半径方向外方へ延びたキャビティを有し、このキャビティに、繊維強化複合材料の端部セクションが挿入される。
【0015】
好適な実施の形態において、アダプタは、元の溝形状に合致する部分を有し、これにより、元の溝のこれらの部分は、アダプタと交換ブレードの根元部とをロータに固定するための手段として働き続ける。好適な変化形において、元の溝形状に合致する(噛み合う)部分は、元の根元部がもみの木状の根元部である場合、第1及び最下部の歯又はフックを含む。
【0016】
発明の別の態様は、金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転金属ブレードを、繊維強化複合材料から成る半径方向内方へ向けられた根元部を有する交換ブレードと交換するためのアダプタを含み、このアダプタは、アダプタをロータに固定するために既存の溝の少なくとも一部に合致する少なくとも1つの部分と、繊維強化複合材料から成る半径方向内方へ向けられた根元部を収容するための少なくとも1つのキャビティ部分とを有する。元の根元部がもみの木状の根元部である場合、元の溝形状に合致する部分は、第1及び最下部の歯又はフックを含むことができる。
【0017】
発明のこれらの態様及び別の態様は、以下の詳細な説明及び以下に列挙する図面から明らかとなるであろう。
【図面の簡単な説明】
【0018】
【図1】慣用の蒸気タービン設計の最後の段の概略的な鉛直方向断面図である。
【図2】発明の一例による、複合材料から成る交換ブレードを取り付けるための、既存のタービンのロータにおける適応された溝を概略的に示す図である。
【図3】発明の一例による、複合材料から成る交換ブレードを取り付けるための、既存のタービンのロータ溝におけるアダプタの使用を概略的に示している。
【図4】発明の一例による、複合材料から成る交換ブレード用のキャビティを提供するための、既存のタービンのロータ溝における別のアダプタの斜視図を概略的に示している。
【図5A】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【図5B】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【図5C】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【図5D】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【発明を実施するための形態】
【0019】
ここで典型的な実施の形態を添付の図面を参照に説明する。
【0020】
本発明の態様及び実施例の詳細は、低圧(LP)蒸気タービン用の最後の段のロータブレードの例を用いて以下の説明においてさらに詳細に説明される。
【0021】
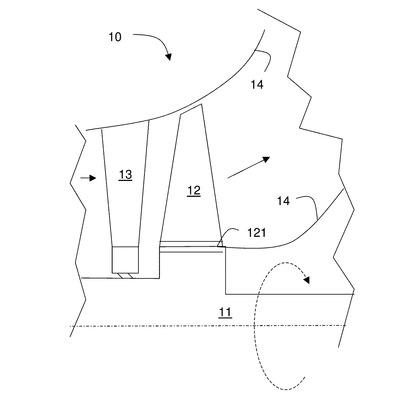
図1を参照すると、軸方向流れのための慣用の多段蒸気タービン10の最後の段の回転軸線までの上半分の概略的な鉛直方向断面が示されている。タービンは、典型的には3.5%CrNiMoV鋼から形成されたロータ11を有する。ロータ、又はロータに溶接されたディスクには、複数の回転ブレード若しくは翼12が取り付けられている。各々のブレード12は根元部を有し、この根元部は、タービン10の組立中に、ロータディスクに切り込まれた合致する溝121に差し込まれる。蒸気は、複数の固定ノズルブレード13を備えたダイアフラムを通って最後の段に進入する。最後の段から出た後、蒸気は、コンデンサ(図示せず)に通じた環状の通路14、つまりディフューザに進入する。移動ブレード12は、典型的には、合金鋼(例えば12%Cr鋼)又はチタン合金から機械加工又は鍛造される。公知のタービンの場合、最後の段の回転ブレード12の半径方向長さは、典型的には、最もパワフルな蒸気タービン設計の場合に1m〜1.5mの範囲である。
【0022】
改造時には、図1の例に示されたようなタービンは、典型的には、既存のタービンの部品を交換することによって修理又は更新される。本発明の以下の例によれば、古いロータ11は新たなロータと交換されないが、古い移動ブレード12は、少なくとも部分的に繊維強化複合材料から形成されたブレードと交換される。
【0023】
複合翼若しくはブレードはそれ自体公知である。複合翼若しくはブレードは、例えば、公知の真空含浸プロセスを用いて提供することができる。このプロセスにおいては、繊維の織られたメッシュが、製造される翼の形状を模した金型内に広げられる。付加的な繊維材料が、翼の先端部において、ストランド又は織られたマットに付加される。先端部に繊維材料を付加した後、繊維材料は、金型内の真空条件下で、樹脂のようなマトリックス材料で含浸される。
【0024】
ハンド・ラミネーティングのような別の公知の製造法を用いることができる。プリプレグ、湿式レイアップ法又はレジンインジェクション成形法のような態様を適用することもできる。複合材料のコアを製造する公知の方法の概観は、例えば国際公開第2011/039075号において公開されている。しかしながら、本発明の目的のため及び明確さのため、これらの標準的方法のさらなる詳細は本明細書では繰り返されない。
【0025】
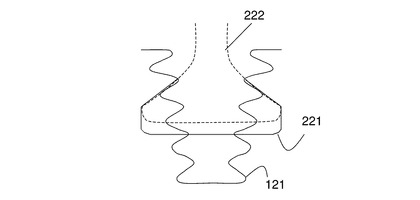
図2の例において、既存の溝121に、再機械加工が行われ、古い溝輪郭に被さる新たな溝輪郭221を残す。この場合、元の幾何学的形状のための技術、例えばフライス削り又はブローチ削りと同様の工具を用いる同じ技術を適用することができる。例えば、新たな溝輪郭221は、多くの複合タイプのブレード若しくは翼に適したような単純なあり溝(dovetail)である。点線222は、このようなブレードの根元部を示している。古いものと輪郭との間の既存のギャップ及びキャビティを、付加的なアダプタによって閉鎖することができる。これに代えて又はこれに加えて、残りのギャップを成形された部品によって閉鎖することができる及び/又はポリマ又は複合材によって充填することができる。これらの残りのギャップを、CFRP(炭素繊維強化ポリマ)、CMC(セラミックマトリックス複合材)又はMMC(金属マトリックス複合材)のような短繊維強化合成材料によって充填することは有利であると見られている。
【0026】
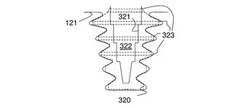
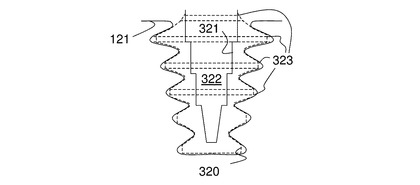
図3の例において、古いロータ溝輪郭は変更されていない。アダプタ片320が挿入され、このアダプタ片は、元の(金属)ブレードと同じ外側輪郭を有し、ひいては、古いブレードの根元部と同じ形式で嵌合する。しかしながら、アダプタ片320は、新たな内側輪郭321を提供し、これは、複合ブレード翼を収容することを意味する。この例において、新たな内側溝輪郭321は、付加的なピン323によって固定されるもみの木状根元部322に合致するように適応されている。その他の輪郭、例えば、直線的な溝、段状の溝又はあり溝も可能である。これらの択一例のいずれにおいても、複合材は選択的に1つ以上のボルトによって固定することができる。
【0027】
アダプタ片320が、複合形ブレード又は翼の与えられた根元部に合致するようなあらゆるその他の所望の輪郭を提供することができることは、この実施の形態の利点であると見られる。さらに、複合材料から形成されたブレードの根元部のあらゆる部分の間の移行部がアダプタの金属構造体内で生じるように、既存の溝を適応させるアダプタ及び方法を提供することは、本発明の重要な利点であると見られる。言い換えれば、アダプタは、ブレードの複合根元部を包囲する。
【0028】
このようなアダプタ片は、少なくともキャビティの一部を形成するように半径方向に突出した外壁を有するよう成形することができる。これにより、金属根元アダプタは、複合翼の根元部及び下側フット部を保護するための外側エンベロープを形成する。これは、突出した/外側金属領域が付加的に、水滴腐食に対するより優れた保護を提供するという利点を有する。
【0029】
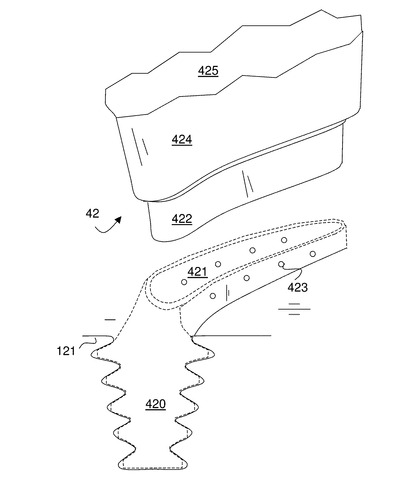
発明のこの別の態様は、図4の例に特に示されている。この例において、金属アダプタ420は、元の溝121の上部の面から半径方向外方へ突出したキャビティ部421を有する。キャビティの内側寸法は、繊維強化材料から成るブレード42の根元部422に合致する。ブレードは、挿入ステップにおいて示されている。根元部422は、接着剤又は糊を用いてアダプタ420のキャビティ部421内に固定することができる。これに代えて又は接着剤結合に加えて、根元部422は、キャビティ421の壁部及びブレード42の根元部422を貫通した穴423に挿入されたボルト(図示せず)によってアダプタ420のキャビティ部421内に固定することができる。
【0030】
理想的には、アダプタの外面は、繊維強化複合材料から成る翼本体425を腐食から保護するためにブレード42の上側部分に巻き付けられたあらゆる保護層424の根元側端部と直接接触する。
【0031】
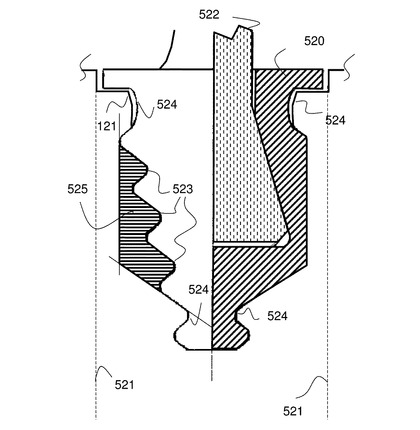
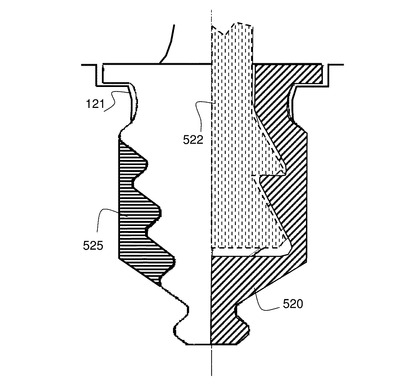
本発明による別の例が、図5に示されている。図5Aの例において、再びもみの木状の根元部用に元々適応させられている既存の溝121は、元の5つの係止歯又はフック523,524のうちの中央の3つの周囲の領域から材料525を除去するように、まず機械加工される。この工程は、図2を参照して上記で示した方法と同様のものであると考えることができる。しかしながら、図5の例においては、既存の溝付近の周囲の輪郭によって画定された領域(体積)からのみ材料525を除去するように注意が払われる。既存のロータ本体をできるだけ多く維持することは、改造されたブレードの安定性及び遠心力に対する耐性を高めることができる。
【0032】
材料が除去される領域の外側限界は、既存の溝の幾何学的形状により決定することができる。1つのこのような可能な決定例は、既存の溝の(もみの木状根元部の周方向で)最大の幅で形成された境界(通常は溝の上部に位置する)を、図5Aに点線521で示されたような中心から等距離の平行線として、又はロータの中心を通って半径方向に、投影した時に形成される領域を外側限界とすることである。
【0033】
図面は、左半分において、元の溝121の歯を含む材料のブロック525を除去する段階の間の概略的な断面図を示している。図の右側における他方の半分は、アダプタ520と、翼の複合材料根元部522との挿入後の段階における概略的な断面図を示している。このように変更された溝121には、アダプタ520が充填されており、アダプタ520は、複合材料の翼522の内端のためのキャビティを提供している。翼522は、この例において、鳩尾状端部を有するものとして示されている。アダプタ520は、最下部の歯及び最上部の歯を含む元の溝の残りの歯524によって所定の位置に保持されている。
【0034】
既存の最下部の溝を実質的にそのまま残すことにより、元のもみの木形根元部を支持していたバッキング及び軸方向ロッキング機構を、アダプタのために、ひいては改造の複合繊維翼のために再利用することができる。
【0035】
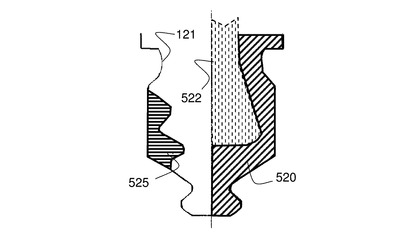
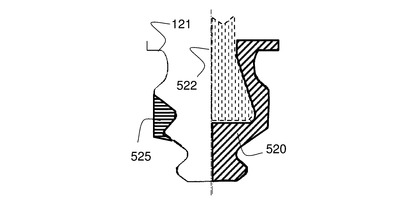
図5Aの例は、図5Aに示されたのと同じ又は類似のエレメントを示すための同じ参照符号を用いて、図5B〜図5Dにおける別の変化態様において示されている。変化態様は、左から右へ、4つの歯を有する溝(図5B)、3つの歯を有する溝(図5C)、もみの木状の溝(図5D)である。図5Aに示したように、図面は、左半分において、元の溝121から材料525を除去する段階の間の概略的な断面を示している。図面の右側における他方の半分は、アダプタ520と、翼の複合材料根元部522との挿入の後の段階における概略的な断面図を示している。
【0036】
上記方法及び利用されるアダプタは、図5Dに示したような異なる根元の幾何学的形状に合致するよう容易に変更することができる。複合材料の根元部522は、二重鳩尾状として示されている。しかしながら、ピン留めされる根元部のような別の幾何学的形状を適用することもできる。
【0037】
本発明は、単に例として上述されているが、発明の範囲において変更を行うことができ、この変更は、例えば、複合材料ブレードの根元部の様々な形状への適応を含む。本発明は、本明細書に記載又は示唆された又は図面に示された又は示唆された又はあらゆる個々の特徴、又はこのような特徴のあらゆる組合せ、又は均等物にまで拡張するあらゆるこのような特徴又は組合せのあらゆる一般化にもある。つまり、本発明の広さ及び範囲は、上述の典型的な実施の形態のいずれによっても限定すべきではない。
【0038】
図面を含む明細書に開示された各々の特徴は、そうでないことが明らかに述べられない限り、同じ、均等の又は類似の目的を果たす択一的な特徴によって置き換えられてよい。
【0039】
本明細書で明確に述べられない限り、明細書中の従来技術のあらゆる説明は、このような従来技術が広く知られているか又は技術分野における共通の一般的な知識の一部を構成することを認めるものではない。
【符号の説明】
【0040】
10 多段蒸気タービン
11 ロータ
12 ブレード又は翼
121 溝
13 固定ノズルプレート
14 環状通路
221 新たな溝輪郭
222 根元部分を示す点線
320 アダプタ片
321 新たな内側の溝プロフィル
322 もみの木状の根元部
323 固定ピン
420 金属アダプタ
421 キャビティ部
422 根元部
42 ブレード
423 ボルトを固定するための穴
424 保護層
425 翼本体
520 アダプタ
521 境界を示す点線
522 複合材料根元部及び翼
524 (除去された)歯
524 (残っている)歯
【技術分野】
【0001】
本発明は、大型蒸気タービン、特に低圧蒸気タービンを改造する方法及び装置、特に、低圧蒸気タービンの最後の段又は最後から2番目の段に関する。
【背景技術】
【0002】
以下の説明において、"タービン"という用語は、水、蒸気又はガスのような流体媒体によって力接続される回転部分及び固定部分を有する回転機関を指す。特に本発明に関係するのは、機関を通過する蒸気の流れによって力接続される、可動ロータブレードの半径方向配列と交互に配置された、半径方向に配置された固定ステータブレード若しくはベーンを有する、軸流蒸気タービンである。移動は、概して、ケーシング又はハウジングに対する移動として定義される。
【0003】
大型タービン、特に蒸気タービンにおいて、移動ブレード若しくは翼は、現在、鋼又はチタンベースの合金を用いて製造される。多段タービンにおいて、ブレードのサイズは、段ごとに増大する。最大の低圧タービンの最終段において、タービンブレードの高さは1メートルを超える場合がある。タービン段のサイズを増大し、これにより、タービン段の排出面及び効率を高めることが望ましいが、現在の材料の特性は、主に、回転ブレードに作用する大きな遠心力のため、限界に達している。
【0004】
鋼及びチタンの材料特性によって課せられる限界を克服するために、主に炭素繊維ベース材料を用いる複合材料翼が提案されている。多くのこのような設計が公開されているが、このような複合ブレードの現実の適用は、現在は、最新式航空機エンジンのガスタービンに限定されている。
【0005】
移動ブレードは、通常、ロータにおけるディスクに切り込まれたスロットに機械的にロックする、ブレードにおける根元部、例えばいわゆる"もみの木状"、を用いてタービンロータに取り付けられる。しかしながら、繊維強化複合材料から形成された翼の最適な根元部は、通常、慣用の金属翼の根元部とは異なる。この違いは、元々金属ブレード用に設計された既存のタービンを修理、更新又は改造する際に金属翼を複合翼と交換することを困難にしている。
【0006】
米国特許第3883267号明細書は、複合繊維材料の複数の重ね合わされた層の、金属コアへの重合せにより構成された翼セクションを備えた流体ダイナミック機械用のブレードを提案しており、前記金属コアは、ブレード取付け根元部として働くために前記翼部分を超えて突出した部分を有する。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第3883267号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来技術を考慮して、本発明の課題は、複合繊維材料のような最新の材料から成る翼又はブレードを用いた大型タービンの改造を容易にする方法及び装置を提供することである。
【課題を解決するための手段】
【0009】
本発明の1つの態様によれば、金属ブレードの根元部を挿入するための1つ以上の溝を有するロータに挿入された蒸気タービンの回転金属ブレードを交換する方法であって、該方法は、繊維強化複合材料から成る、半径方向内方に向けられた端部を有する交換ブレードを提供するステップと、繊維強化複合材料の端部の挿入のためのキャビティを提供するためにロータにおける1つ以上の溝の形状を変更するステップと、ロータに交換ブレードを挿入するステップとを含む、方法が提供される。
【0010】
蒸気タービンの後段は、通常はロータ軸線に対する角度を有する、周方向ではなく軸方向に向けられた溝を有する。溝の軌道は、直線的又は曲線的であることができる。しかしながら、ピン留めされるロータブレードの場合、ロータにおける溝は周方向であり、スロットとして形成することができる。
【0011】
半径方向と言う場合、この方向は、タービンロータの回転軸線からの半径方向として定義される。
【0012】
発明のこの態様の好適な実施の形態によれば、1つ以上の溝の形状は、ロータに変更された溝輪郭を機械加工することによって及び/又は溝にアダプタを挿入することによって変更される。
【0013】
発明のこの態様の好適な実施の形態によれば、繊維強化複合材料の端部は、ロータにおける変更された溝輪郭及び/又はアダプタへの挿入の後、端部が少なくとも1つの金属層によってタービンにおける蒸気から分離されるように延びている。
【0014】
この実施の形態の変化形においては、繊維強化複合材料の端部は溝内へ延びているか、又はアダプタは、ロータの外径を超えて半径方向外方へ延びたキャビティを有し、このキャビティに、繊維強化複合材料の端部セクションが挿入される。
【0015】
好適な実施の形態において、アダプタは、元の溝形状に合致する部分を有し、これにより、元の溝のこれらの部分は、アダプタと交換ブレードの根元部とをロータに固定するための手段として働き続ける。好適な変化形において、元の溝形状に合致する(噛み合う)部分は、元の根元部がもみの木状の根元部である場合、第1及び最下部の歯又はフックを含む。
【0016】
発明の別の態様は、金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転金属ブレードを、繊維強化複合材料から成る半径方向内方へ向けられた根元部を有する交換ブレードと交換するためのアダプタを含み、このアダプタは、アダプタをロータに固定するために既存の溝の少なくとも一部に合致する少なくとも1つの部分と、繊維強化複合材料から成る半径方向内方へ向けられた根元部を収容するための少なくとも1つのキャビティ部分とを有する。元の根元部がもみの木状の根元部である場合、元の溝形状に合致する部分は、第1及び最下部の歯又はフックを含むことができる。
【0017】
発明のこれらの態様及び別の態様は、以下の詳細な説明及び以下に列挙する図面から明らかとなるであろう。
【図面の簡単な説明】
【0018】
【図1】慣用の蒸気タービン設計の最後の段の概略的な鉛直方向断面図である。
【図2】発明の一例による、複合材料から成る交換ブレードを取り付けるための、既存のタービンのロータにおける適応された溝を概略的に示す図である。
【図3】発明の一例による、複合材料から成る交換ブレードを取り付けるための、既存のタービンのロータ溝におけるアダプタの使用を概略的に示している。
【図4】発明の一例による、複合材料から成る交換ブレード用のキャビティを提供するための、既存のタービンのロータ溝における別のアダプタの斜視図を概略的に示している。
【図5A】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【図5B】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【図5C】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【図5D】アダプタを収容するように適合された、既存のタービンのロータにおける適応された溝の変化形を示しており、アダプタ自体は、発明の別の実施例による複合材料から成る交換ブレードのためのキャビティを提供する。
【発明を実施するための形態】
【0019】
ここで典型的な実施の形態を添付の図面を参照に説明する。
【0020】
本発明の態様及び実施例の詳細は、低圧(LP)蒸気タービン用の最後の段のロータブレードの例を用いて以下の説明においてさらに詳細に説明される。
【0021】
図1を参照すると、軸方向流れのための慣用の多段蒸気タービン10の最後の段の回転軸線までの上半分の概略的な鉛直方向断面が示されている。タービンは、典型的には3.5%CrNiMoV鋼から形成されたロータ11を有する。ロータ、又はロータに溶接されたディスクには、複数の回転ブレード若しくは翼12が取り付けられている。各々のブレード12は根元部を有し、この根元部は、タービン10の組立中に、ロータディスクに切り込まれた合致する溝121に差し込まれる。蒸気は、複数の固定ノズルブレード13を備えたダイアフラムを通って最後の段に進入する。最後の段から出た後、蒸気は、コンデンサ(図示せず)に通じた環状の通路14、つまりディフューザに進入する。移動ブレード12は、典型的には、合金鋼(例えば12%Cr鋼)又はチタン合金から機械加工又は鍛造される。公知のタービンの場合、最後の段の回転ブレード12の半径方向長さは、典型的には、最もパワフルな蒸気タービン設計の場合に1m〜1.5mの範囲である。
【0022】
改造時には、図1の例に示されたようなタービンは、典型的には、既存のタービンの部品を交換することによって修理又は更新される。本発明の以下の例によれば、古いロータ11は新たなロータと交換されないが、古い移動ブレード12は、少なくとも部分的に繊維強化複合材料から形成されたブレードと交換される。
【0023】
複合翼若しくはブレードはそれ自体公知である。複合翼若しくはブレードは、例えば、公知の真空含浸プロセスを用いて提供することができる。このプロセスにおいては、繊維の織られたメッシュが、製造される翼の形状を模した金型内に広げられる。付加的な繊維材料が、翼の先端部において、ストランド又は織られたマットに付加される。先端部に繊維材料を付加した後、繊維材料は、金型内の真空条件下で、樹脂のようなマトリックス材料で含浸される。
【0024】
ハンド・ラミネーティングのような別の公知の製造法を用いることができる。プリプレグ、湿式レイアップ法又はレジンインジェクション成形法のような態様を適用することもできる。複合材料のコアを製造する公知の方法の概観は、例えば国際公開第2011/039075号において公開されている。しかしながら、本発明の目的のため及び明確さのため、これらの標準的方法のさらなる詳細は本明細書では繰り返されない。
【0025】
図2の例において、既存の溝121に、再機械加工が行われ、古い溝輪郭に被さる新たな溝輪郭221を残す。この場合、元の幾何学的形状のための技術、例えばフライス削り又はブローチ削りと同様の工具を用いる同じ技術を適用することができる。例えば、新たな溝輪郭221は、多くの複合タイプのブレード若しくは翼に適したような単純なあり溝(dovetail)である。点線222は、このようなブレードの根元部を示している。古いものと輪郭との間の既存のギャップ及びキャビティを、付加的なアダプタによって閉鎖することができる。これに代えて又はこれに加えて、残りのギャップを成形された部品によって閉鎖することができる及び/又はポリマ又は複合材によって充填することができる。これらの残りのギャップを、CFRP(炭素繊維強化ポリマ)、CMC(セラミックマトリックス複合材)又はMMC(金属マトリックス複合材)のような短繊維強化合成材料によって充填することは有利であると見られている。
【0026】
図3の例において、古いロータ溝輪郭は変更されていない。アダプタ片320が挿入され、このアダプタ片は、元の(金属)ブレードと同じ外側輪郭を有し、ひいては、古いブレードの根元部と同じ形式で嵌合する。しかしながら、アダプタ片320は、新たな内側輪郭321を提供し、これは、複合ブレード翼を収容することを意味する。この例において、新たな内側溝輪郭321は、付加的なピン323によって固定されるもみの木状根元部322に合致するように適応されている。その他の輪郭、例えば、直線的な溝、段状の溝又はあり溝も可能である。これらの択一例のいずれにおいても、複合材は選択的に1つ以上のボルトによって固定することができる。
【0027】
アダプタ片320が、複合形ブレード又は翼の与えられた根元部に合致するようなあらゆるその他の所望の輪郭を提供することができることは、この実施の形態の利点であると見られる。さらに、複合材料から形成されたブレードの根元部のあらゆる部分の間の移行部がアダプタの金属構造体内で生じるように、既存の溝を適応させるアダプタ及び方法を提供することは、本発明の重要な利点であると見られる。言い換えれば、アダプタは、ブレードの複合根元部を包囲する。
【0028】
このようなアダプタ片は、少なくともキャビティの一部を形成するように半径方向に突出した外壁を有するよう成形することができる。これにより、金属根元アダプタは、複合翼の根元部及び下側フット部を保護するための外側エンベロープを形成する。これは、突出した/外側金属領域が付加的に、水滴腐食に対するより優れた保護を提供するという利点を有する。
【0029】
発明のこの別の態様は、図4の例に特に示されている。この例において、金属アダプタ420は、元の溝121の上部の面から半径方向外方へ突出したキャビティ部421を有する。キャビティの内側寸法は、繊維強化材料から成るブレード42の根元部422に合致する。ブレードは、挿入ステップにおいて示されている。根元部422は、接着剤又は糊を用いてアダプタ420のキャビティ部421内に固定することができる。これに代えて又は接着剤結合に加えて、根元部422は、キャビティ421の壁部及びブレード42の根元部422を貫通した穴423に挿入されたボルト(図示せず)によってアダプタ420のキャビティ部421内に固定することができる。
【0030】
理想的には、アダプタの外面は、繊維強化複合材料から成る翼本体425を腐食から保護するためにブレード42の上側部分に巻き付けられたあらゆる保護層424の根元側端部と直接接触する。
【0031】
本発明による別の例が、図5に示されている。図5Aの例において、再びもみの木状の根元部用に元々適応させられている既存の溝121は、元の5つの係止歯又はフック523,524のうちの中央の3つの周囲の領域から材料525を除去するように、まず機械加工される。この工程は、図2を参照して上記で示した方法と同様のものであると考えることができる。しかしながら、図5の例においては、既存の溝付近の周囲の輪郭によって画定された領域(体積)からのみ材料525を除去するように注意が払われる。既存のロータ本体をできるだけ多く維持することは、改造されたブレードの安定性及び遠心力に対する耐性を高めることができる。
【0032】
材料が除去される領域の外側限界は、既存の溝の幾何学的形状により決定することができる。1つのこのような可能な決定例は、既存の溝の(もみの木状根元部の周方向で)最大の幅で形成された境界(通常は溝の上部に位置する)を、図5Aに点線521で示されたような中心から等距離の平行線として、又はロータの中心を通って半径方向に、投影した時に形成される領域を外側限界とすることである。
【0033】
図面は、左半分において、元の溝121の歯を含む材料のブロック525を除去する段階の間の概略的な断面図を示している。図の右側における他方の半分は、アダプタ520と、翼の複合材料根元部522との挿入後の段階における概略的な断面図を示している。このように変更された溝121には、アダプタ520が充填されており、アダプタ520は、複合材料の翼522の内端のためのキャビティを提供している。翼522は、この例において、鳩尾状端部を有するものとして示されている。アダプタ520は、最下部の歯及び最上部の歯を含む元の溝の残りの歯524によって所定の位置に保持されている。
【0034】
既存の最下部の溝を実質的にそのまま残すことにより、元のもみの木形根元部を支持していたバッキング及び軸方向ロッキング機構を、アダプタのために、ひいては改造の複合繊維翼のために再利用することができる。
【0035】
図5Aの例は、図5Aに示されたのと同じ又は類似のエレメントを示すための同じ参照符号を用いて、図5B〜図5Dにおける別の変化態様において示されている。変化態様は、左から右へ、4つの歯を有する溝(図5B)、3つの歯を有する溝(図5C)、もみの木状の溝(図5D)である。図5Aに示したように、図面は、左半分において、元の溝121から材料525を除去する段階の間の概略的な断面を示している。図面の右側における他方の半分は、アダプタ520と、翼の複合材料根元部522との挿入の後の段階における概略的な断面図を示している。
【0036】
上記方法及び利用されるアダプタは、図5Dに示したような異なる根元の幾何学的形状に合致するよう容易に変更することができる。複合材料の根元部522は、二重鳩尾状として示されている。しかしながら、ピン留めされる根元部のような別の幾何学的形状を適用することもできる。
【0037】
本発明は、単に例として上述されているが、発明の範囲において変更を行うことができ、この変更は、例えば、複合材料ブレードの根元部の様々な形状への適応を含む。本発明は、本明細書に記載又は示唆された又は図面に示された又は示唆された又はあらゆる個々の特徴、又はこのような特徴のあらゆる組合せ、又は均等物にまで拡張するあらゆるこのような特徴又は組合せのあらゆる一般化にもある。つまり、本発明の広さ及び範囲は、上述の典型的な実施の形態のいずれによっても限定すべきではない。
【0038】
図面を含む明細書に開示された各々の特徴は、そうでないことが明らかに述べられない限り、同じ、均等の又は類似の目的を果たす択一的な特徴によって置き換えられてよい。
【0039】
本明細書で明確に述べられない限り、明細書中の従来技術のあらゆる説明は、このような従来技術が広く知られているか又は技術分野における共通の一般的な知識の一部を構成することを認めるものではない。
【符号の説明】
【0040】
10 多段蒸気タービン
11 ロータ
12 ブレード又は翼
121 溝
13 固定ノズルプレート
14 環状通路
221 新たな溝輪郭
222 根元部分を示す点線
320 アダプタ片
321 新たな内側の溝プロフィル
322 もみの木状の根元部
323 固定ピン
420 金属アダプタ
421 キャビティ部
422 根元部
42 ブレード
423 ボルトを固定するための穴
424 保護層
425 翼本体
520 アダプタ
521 境界を示す点線
522 複合材料根元部及び翼
524 (除去された)歯
524 (残っている)歯
【特許請求の範囲】
【請求項1】
金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転する金属ブレードを交換する方法であって、繊維強化複合材料から成る、半径方向内方に向けられた根元部を有する交換ブレードを提供するステップと、前記繊維強化複合材料から成る根元部の挿入のためのキャビティを提供するためにロータにおける1つ以上の溝の形状を変更するステップと、前記交換ブレードを前記ロータに挿入するステップとを含むことを特徴とする、方法。
【請求項2】
ロータに、変更された溝輪郭を機械加工することによって及び/又は既存の溝にアダプタを挿入することによって、前記1つ以上の溝の形状を変更する、請求項1記載の方法。
【請求項3】
前記1つ以上の既存の溝は、複数の歯又はフックを有し、少なくとも最上部及び最下部の歯が著しい変更なく残りかつ前記アダプタが、残っている少なくとも最上部及び最下部の歯に掛合するように、ロータに、変更された溝輪郭を機械加工することによって、前記1つ以上の既存の溝の形状を変更する、請求項2記載の方法。
【請求項4】
端部が少なくとも1つの金属層によってタービンにおける蒸気から隔離されるように、前記繊維強化複合材料から成る根元部は、ロータにおける変更された溝輪郭及び/又はアダプタ内へ延びる、請求項1記載の方法。
【請求項5】
前記ブレードの前記根元部の前記繊維強化複合材料と金属との間の移行は、前記アダプタの本体内で生じる、請求項2記載の方法。
【請求項6】
前記繊維強化複合材料から成る前記根元部は前記溝内へ延びるか、又は前記アダプタは、ロータの外径を半径方向外方へ超えて延びるキャビティを有し、該キャビティ内に前記繊維強化複合材料から成る前記端部を挿入する、請求項2記載の方法。
【請求項7】
金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転する金属ブレードを、繊維強化複合材料から成る、半径方向内方へ向けられた根元部を有する交換ブレードと交換するためのアダプタであって、該アダプタは、該アダプタを前記ロータに固定するための、前記既存の溝の少なくとも一部に合致する少なくとも1つの部分と、前記繊維強化複合材料から成る半径方向内方に向けられた根元部を収容するための少なくとも1つのキャビティ部とを有することを特徴とする、アダプタ。
【請求項8】
前記アダプタを固定するための、前記既存の溝の少なくとも一部に合致する前記少なくとも1つの部分が、前記金属ブレードの根元部を前記ロータに固定するために用いられる最下部及び最上部のフック又は歯に合致する、請求項7記載のアダプタ。
【請求項1】
金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転する金属ブレードを交換する方法であって、繊維強化複合材料から成る、半径方向内方に向けられた根元部を有する交換ブレードを提供するステップと、前記繊維強化複合材料から成る根元部の挿入のためのキャビティを提供するためにロータにおける1つ以上の溝の形状を変更するステップと、前記交換ブレードを前記ロータに挿入するステップとを含むことを特徴とする、方法。
【請求項2】
ロータに、変更された溝輪郭を機械加工することによって及び/又は既存の溝にアダプタを挿入することによって、前記1つ以上の溝の形状を変更する、請求項1記載の方法。
【請求項3】
前記1つ以上の既存の溝は、複数の歯又はフックを有し、少なくとも最上部及び最下部の歯が著しい変更なく残りかつ前記アダプタが、残っている少なくとも最上部及び最下部の歯に掛合するように、ロータに、変更された溝輪郭を機械加工することによって、前記1つ以上の既存の溝の形状を変更する、請求項2記載の方法。
【請求項4】
端部が少なくとも1つの金属層によってタービンにおける蒸気から隔離されるように、前記繊維強化複合材料から成る根元部は、ロータにおける変更された溝輪郭及び/又はアダプタ内へ延びる、請求項1記載の方法。
【請求項5】
前記ブレードの前記根元部の前記繊維強化複合材料と金属との間の移行は、前記アダプタの本体内で生じる、請求項2記載の方法。
【請求項6】
前記繊維強化複合材料から成る前記根元部は前記溝内へ延びるか、又は前記アダプタは、ロータの外径を半径方向外方へ超えて延びるキャビティを有し、該キャビティ内に前記繊維強化複合材料から成る前記端部を挿入する、請求項2記載の方法。
【請求項7】
金属ブレードの根元部を挿入するための1つ以上の既存の溝を有するロータに挿入された蒸気タービンの回転する金属ブレードを、繊維強化複合材料から成る、半径方向内方へ向けられた根元部を有する交換ブレードと交換するためのアダプタであって、該アダプタは、該アダプタを前記ロータに固定するための、前記既存の溝の少なくとも一部に合致する少なくとも1つの部分と、前記繊維強化複合材料から成る半径方向内方に向けられた根元部を収容するための少なくとも1つのキャビティ部とを有することを特徴とする、アダプタ。
【請求項8】
前記アダプタを固定するための、前記既存の溝の少なくとも一部に合致する前記少なくとも1つの部分が、前記金属ブレードの根元部を前記ロータに固定するために用いられる最下部及び最上部のフック又は歯に合致する、請求項7記載のアダプタ。
【図1】


【図2】
【図3】
【図4】
【図5A】
【図5B】
【図5C】
【図5D】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図5C】
【図5D】
【公開番号】特開2013−79646(P2013−79646A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−215780(P2012−215780)
【出願日】平成24年9月28日(2012.9.28)
【出願人】(503416353)アルストム テクノロジー リミテッド (394)
【氏名又は名称原語表記】ALSTOM Technology Ltd
【住所又は居所原語表記】Brown Boveri Strasse 7, CH−5400 Baden, Switzerland
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2012−215780(P2012−215780)
【出願日】平成24年9月28日(2012.9.28)
【出願人】(503416353)アルストム テクノロジー リミテッド (394)
【氏名又は名称原語表記】ALSTOM Technology Ltd
【住所又は居所原語表記】Brown Boveri Strasse 7, CH−5400 Baden, Switzerland
【Fターム(参考)】
[ Back to top ]