
大気圧プラズマ処理装置及び大気圧プラズマ処理方法
【課題】有毒な薬品を用いることなく簡易な構成で表面処理を安定かつ連続して行うことができ、また環境への悪影響を防止できるとともに、さらに製造コスト及びランニングコストを低減できる大気圧プラズマ処理装置及び大気圧プラズマ処理方法を提供する。
【解決手段】気化されたエタノールと不活性ガスとが混合器30により混合されて処理ガスが生成される。生成された処理ガスは、導管28により印加電極12と接地電極14との間に供給される。また、高周波電源26により印加電極12と接地電極14との間に高周波電圧が印加される。これにより、印加電極12と接地電極14との間の処理ガスが電離してプラズマが発生し、処理ガスが電離した励起状態となって活性化される。印加電極12と接地電極14との間に発生したプラズマが被処理物Sの表面に照射することにより被処理物Sの表面処理(表面改質)が行われる。
【解決手段】気化されたエタノールと不活性ガスとが混合器30により混合されて処理ガスが生成される。生成された処理ガスは、導管28により印加電極12と接地電極14との間に供給される。また、高周波電源26により印加電極12と接地電極14との間に高周波電圧が印加される。これにより、印加電極12と接地電極14との間の処理ガスが電離してプラズマが発生し、処理ガスが電離した励起状態となって活性化される。印加電極12と接地電極14との間に発生したプラズマが被処理物Sの表面に照射することにより被処理物Sの表面処理(表面改質)が行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フッ素樹脂成形物などの被処理物の表面を改質(処理)させるための表面処理装置及び表面処理方法に係り、特に被処理物を大気圧又はその近傍の圧力下においてプラズマ(グロー放電)による表面処理を行うための大気圧プラズマ処理装置及び大気圧プラズマ処理方法に関する。
【背景技術】
【0002】
一般に、フッ素樹脂は、耐薬品性、耐熱性、電気絶縁性、防汚性、耐候性、耐紫外線劣化性、撥水撥油性、低摩擦係数など、他の樹脂に見られない優れた性質を備えている。一方、その反面、フッ素樹脂の特性である難接着性のため、他の材料との複合化が困難である。フッ素樹脂が他の材料と複合化するときには、接着剤を用いる方法もあるが、フッ素樹脂と接着剤との密着性も悪く、接着も困難である。そのため、フッ素樹脂の表面を改質し、接着性を高める表面改質方法が従来から試みられている。
【0003】
ここで、フッ素樹脂の表面改質方法として、火炎処理、金属ナトリウム処理に代表される化学処理、エキシマレーザ(下記特許文献1及び特許文献2を参照)や、プラズマによる放電処理(下記特許文献3及び特許文献4を参照)、スパッタエッチング(下記特許文献5を参照)が知られている。
【0004】
ところが、金属ナトリウム処理では、引火の危険性や溶剤の大量使用による環境への悪影響の問題があり、また、改質された部分が紫外線、熱に弱い等の特性上の問題がある。また、プラズマによる放電処理では、液体を用いる方法や混合ガスを用いる方法などが提案されているが、処理面積が小さくなり、またランニングコストが大きくなり、さらに処理面の安定性の低下などの様々な問題がある。さらに、スパッタエッチングにおいても、表面処理装置自体が複雑かつ大きくなり、また、処理面の安定性が低下するなどの様々な問題がある。
【特許文献1】特開平6−228343号公報
【特許文献2】特開平6−240026号公報
【特許文献3】特開平5−92530号公報
【特許文献4】特開平6−107818号公報
【特許文献5】特開昭51−125455号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
また、上記各問題を解決するため、いわゆる薬液処理(ウエット処理)という方法が知られているが、この方法では、アンモニア等の有毒の薬液を多量に使用しなければならず、また表面処理方法も大変煩雑になる。この結果、環境への悪影響が懸念されるとともに、廃液の処理についての設備やノウハウが必要となり設備の製造コスト及びランニングコストが増大するという別の問題が生じている。
【0006】
また、低圧プラズマ処理という方法も知られているが、低圧にするために真空排気システムが別途必要となり、また装置自体も真空に耐え得る構造にする必要があることから、装置が複雑化して設備の製造コスト及びランニングコストが増大するという問題がある。さらに、この方法では、反応性ガスを用いるため、取り扱いが困難であるとともに、排気系に反応ガスによる害を取り除く設備が必要となり、設備の製造コスト及びランニングコストが増大するという問題がある。
【0007】
そこで、本発明は、上記事情を考慮し、有毒な薬品を用いることなく簡易な構成で表面処理を安定かつ連続して行うことができ、また環境への悪影響を防止できるとともに、さらに製造コスト及びランニングコストを低減することができる大気圧プラズマ処理装置及び大気圧プラズマ処理方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1に記載の発明は、表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理装置であって、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを気化するアルコール気化手段と、前記アルコール気化手段により気化された前記低級アルコールと不活性ガスとを混合して処理ガスを生成する処理ガス生成手段と、接地された接地電極と、前記接地電極に対向して配置された印加電極と、前記印加電極と前記接地電極との間に高周波電圧を印加させる高周波電圧印加手段と、前記処理ガスを前記印加電極と前記接地電極との間に供給する処理ガス供給手段と、を有することを特徴とする。
【0009】
請求項2に記載の発明は、請求項1に記載の大気圧プラズマ処理装置において、前記被処理物の表面処理部が平面状となるように前記被処理物を支持する被処理物支持手段を備えたことを特徴とする。
【0010】
請求項3に記載の発明は、請求項1又は2に記載の大気圧プラズマ処理装置において、前記低級アルコールは、エタノールであることを特徴とする。
【0011】
請求項4に記載の発明は、表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理方法であって、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される処理ガス生成工程と、前記処理ガスが処理ガス供給手段により印加電極と接地電極との間に供給される処理ガス供給工程と、高周波電圧印加手段により前記印加電極と前記接地電極との間に高周波電圧が印加される高周波電圧印加工程と、を有することを特徴とする。
【0012】
請求項5に記載の発明は、請求項4に記載の大気圧プラズマ処理方法において、被処理物支持手段により前記被処理物が支持されて前記被処理物の表面処理部が平面状になる被処理物支持工程を有することを特徴とする。
【0013】
請求項6に記載の発明は、請求項4又は5に記載の大気圧プラズマ処理方法において、前記低級アルコールとしてエタノールを用いることを特徴とする。
【発明の効果】
【0014】
請求項1に記載の発明によれば、アルコール気化手段により炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールが気化され、その気化された低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される。生成された処理ガスは、処理ガス供給手段により、印加電極と接地電極との間に供給される。また、高周波電圧印加手段により、印加電極と接地電極との間に高周波電圧が印加される。これにより、印加電極と接地電極との間の処理ガスが電離してプラズマが発生し、処理ガスが電離した励起状態となって活性化される。そして、印加電極と接地電極との間に発生したプラズマを被処理物の表面に照射することにより、被処理物の表面処理(表面改質)が行われる。
【0015】
より具体的には、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールがプラズマ中で励起されると、−H、−OH、または−O−等が解離される。表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面のC−F結合は、その結合エネルギの関係から、アルコールから解離した−Hによって切断される。Fが切断されたCの未結合手(ダングリングボンド)に、−OHまたは−O−が付き、表面のフッ素樹脂などに親水性を与えることになる。これにより、被処理物の表面を改質させることができる。
【0016】
なお、炭素数が比較的多い高級アルコールを用いると、アルコールがプラズマ中で励起させる際、粘性が高くなり過ぎて気化させることができないか、あるいはクラスター状になるため、励起が極めて困難になる。また、多価アルコールを用いた場合も、粘性が高くなるため、励起が困難になる。さらに、第3級アルコールを用いると、第3級アルコールが酸化されないため、親水性の官能基を解離させることはできない。これらのように、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを用いることにより、被処理物の表面を都合良く改質させることができる。
【0017】
以上のように、処理ガスの生成には上記低級アルコールを用いることにより、ほとんど有害性がないため、環境に悪影響を及ぼすことを防止できる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを取り扱うために、有害性を考慮した特別な設備が不要となる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを廃液処理するための特別な設備が不要となる。このように、本発明では、環境に悪影響を及ぼすことを防止できるとともに、設備を製造するための製造コストや設備を作動させるためのランニングコストを大幅に低減させることができる。
【0018】
請求項2に記載の発明によれば、被処理物支持手段により被処理物が支持されるため、被処理物の表面処理部が平面状になる。被処理物の表面処理部を平面状とすることにより、プラズマを斑なく被処理物の表面処理部に照射させることができ、表面処理の品質を向上させることができる。
【0019】
請求項3に記載の発明によれば、低級アルコールはエタノールであることにより、大気圧プラズマ処理を行う上で最も安全性を向上させることができる。
【0020】
請求項4に記載の発明によれば、処理ガス生成工程において、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される。処理ガス供給工程において、生成された処理ガスが処理ガス供給手段により印加電極と接地電極との間に供給される。高周波電圧印加工程において、高周波電圧印加手段により、印加電極と前記接地電極との間に高周波電圧が印加される。これにより、印加電極と接地電極との間の処理ガスが電離してプラズマが発生し、処理ガスが電離した励起状態となって活性化される。そして、印加電極と接地電極との間に発生したプラズマが被処理物の表面に照射することにより、被処理物の表面処理(表面改質)が行われる。
【0021】
より具体的には、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールがプラズマ中で励起されると、−H、−OH、または−O−等が解離される。表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面のC−F結合は、その結合エネルギの関係から、アルコールから解離した−Hによって切断される。Fが切断されたCの未結合手(ダングリングボンド)に、−OHまたは−O−が付き、表面のフッ素樹脂などに親水性を与えることになる。これにより、被処理物の表面を改質させることができる。
【0022】
なお、炭素数が比較的多い高級アルコールを用いると、アルコールがプラズマ中で励起させる際、粘性が高くなり過ぎて気化させることができないか、あるいはクラスター状になるため、励起が極めて困難になる。また、多価アルコールを用いた場合も、粘性が高くなるため、励起が困難になる。さらに、第3級アルコールを用いると、第3級アルコールが酸化されないため、親水性の官能基を解離させることはできない。これらのように、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを用いることにより、被処理物の表面を都合良く改質させることができる。
【0023】
以上のように、処理ガスの生成には上記低級アルコールを用いることにより、有害性がないため、環境に悪影響を及ぼすことを防止できる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを取り扱うために、有害性を考慮した特別な設備が不要となる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを廃液処理するための特別な設備が不要となる。このように、本発明では、環境に悪影響を及ぼすことを防止できるとともに、設備を製造するための製造コストや設備を作動させるためのランニングコストを大幅に低減させることができる。
【0024】
請求項5に記載の発明によれば、被処理物支持工程において、被処理物支持手段により被処理物が支持されるため、被処理物の表面処理部が平面状になる。被処理物の表面処理部を平面状とすることにより、プラズマを斑なく被処理物の表面処理部に照射させることができ、表面処理の品質を向上させることができる。
【0025】
請求項6に記載の発明によれば、低級アルコールとしてエタノールを用いることにより、大気圧プラズマ処理を行う上で最も安全性を向上させることができる。
【発明を実施するための最良の形態】
【0026】
次に、本発明の一実施形態に係る大気圧プラズマ処理装置及び大気圧プラズマ処理方法について、図面を参照して説明する。
【0027】
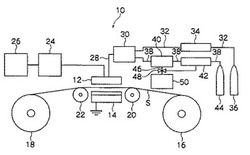
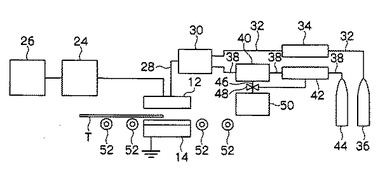
図1に示すように、大気圧プラズマ処理装置10は、印加電極12を備えている。この印加電極12と対向する位置には接地電極14が配置されている。なお、印加電極12と接地電極14の一方または両方の電極は、誘電体で覆われている。接地電極14は地面にアース接続されている。また、接地電極14の一方の端部側には、フッ素樹脂シート(被処理物)Sを印加電極12と接地電極14との間に送り出すロール状の送出装置16が配置されている。また、接地電極14の他方の端部側には、表面処理されたフッ素樹脂シートSを巻き取るロール状の巻取装置18が配置されている。また、接地電極14の両端部近傍には、フッ素樹脂シートSに皺が発生しないように下方からフッ素樹脂シートSを支持する支持ロール20、22がそれぞれ配置されている。これにより、フッ素樹脂シートSの表面処理部は平面状になる。なお、送出装置16は、図示しないモータなどの駆動源に接続されている。これにより、送出装置16は、駆動源からの駆動力により回転駆動できるようになっている。
【0028】
ここで、フッ素樹脂シートSは、フィルム状又はシート状に形成されていることが好ましいが、これに限られるものではなく、例えば、板状、チューブ状、バルク状など、処理表面が平面となるものであれば、種々の形状のものを用いることができる。また、フッ素樹脂シートSは、分子内にフッ素原子を含むものであれば、特に限定されるものではない。具体的には、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−エチレン共重合体(ETFE)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)などが挙げられる。
【0029】
なお、被処理体は、フッ素樹脂シートSに限定されるものではなく、表面がフッ素樹脂以外のもの、例えば、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成されているものでもよい。
【0030】
また、印加電極12には、マッチング回路24を介して高周波電源26が電気的に接続されている。この高周波電源26により印加電極12と接地電極14との間に高周波電圧が印加される。また、印加電極12には、導管28により混合器30が接続されている。
【0031】
混合器30には、導管32によりガス流量計測装置34を介して第1の処理ガス源36が接続されている。また、混合器30には、導管38により気化器40及びガス流量計測装置42を介して第2の処理ガス源44が接続されている。この気化器40には、導管46により電磁バルブ48を介してエタノール供給源50が接続されている。
【0032】
ここで、第1の処理ガス源36及び第2の処理ガス源44の内部には、ヘリウム(He)、アルゴン(Ar)、ネオン(Ne)などの希ガスや、窒素(N2)などの不活性ガスが充填されている。第1の処理ガス源36及び第2の処理ガス源44の内部には、これら単体の不活性ガスが充填されていてもよく、また数種類の不活性ガスが混合したガスが充填されていてもよいが、表面改質の効果が高いヘリウム(He)ガスが充填されていることが特に好ましい。
【0033】
また、エタノール供給源50にはエタノール(C2H5OH)が充填されているが、エタノール(C2H5OH)に限られるものではなく、例えば、メタノール(CH3OH)など、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールであればよい。
【0034】
次に、本実施形態の大気圧プラズマ処理装置10を用いた大気圧プラズマ処理方法について説明する。
【0035】
図1に示すように、駆動源からの駆動により送出装置16及び巻取装置18が回転駆動されて、フッ素樹脂シートSが印加電極12と接地電極14との間に送り出される。このとき、印加電極12と接地電極14との間に位置するフッ素樹脂シートSの表面処理部は、フッ素樹脂シートSの表面処理部の近傍が各支持ロール20、22により下方から支持されているので、平面状となり、かつ皺がない状態となっている。
【0036】
また、エタノール供給源50から液体のエタノールが導管46を通って気化器40に供給される。この気化器40によりエタノールが気化される。また、第2の処理ガス供給源44から不活性ガスが所定の流量だけ導管38を通って気化器40に供給される。気化器40で気体にされたエタノールは、第2の処理ガス供給源44から供給された不活性ガスによりバブリングされ、このバブリングされたガスが混合器30に供給される。このとき、第2の処理ガス供給源44から気化器40に供給される不活性ガスの流量がガス流量計測装置42により計測され、その計測値に基づいて電磁バルブ48が制御されることにより、エタノール供給源50から気化器40に供給されるエタノールの流量が制御される。このように、気化器40では、エタノールが気化されるとともに、第2の処理ガス源44から供給された不活性ガスと気化されたエタノールとが混合されて混合ガスとなる。
【0037】
また、第1の処理ガス源36からは所定の流量の不活性ガスが導管32を通って混合器30に供給される。この第1の処理ガス源36から供給される不活性ガスは、キャリアガスとして作用する。混合器30では、第2の処理ガス源44から供給された不活性ガスと気化されたエタノールとが混合された混合ガスと、第1の処理ガス源36から供給された不活性ガスとが混合される。これにより、混合器30では、希釈ガス(処理ガス)が生成される。混合器30で生成された希釈ガス(処理ガス)が導管28を通って印加電極12と接地電極14との間に供給される。
【0038】
一方、印加電極12と接地電極14との間には、高周波電源26から高周波電圧が印加される。このときの周波数は、高周波(数百kHzから数十MHz)が用いられるが、特に、工業用周波数である13.56MHzとすることが好ましい。また、印加電極12と接地電極14との間は、大気圧(1013hPa)の近傍の圧力(900hPa以上1013hPa以下)となっている。
【0039】
なお、印加電極12と接地電極14との間に作用する圧力を900hPaよりも小さくすると、真空ポンプや真空容器が必要となり、設備の製造コスト及び設備のランニングコストが増大するため、不具合となる。また、印加電極12と接地電極14との間に作用する圧力を1013hPaよりも大きくすると、処理ガスが外部に漏れてしまうことを防止するために耐圧容器あるいはより高い気密性が必要となり好ましくない。
【0040】
印加電極12と接地電極14との間に希釈ガス(処理ガス)が供給されるとともに高周波電圧が印加されると、印加電極12と接地電極14との間の放電空間内の希釈ガス(処理ガス)が電離してプラズマが発生し、希釈ガス(処理ガス)が電離した励起状態となって活性化される。そして、放電空間内に発生したプラズマがフッ素樹脂シートSの表面に接することにより、フッ素樹脂シートSの表面処理(表面改質)が行われる。
【0041】
より具体的には、エタノールがプラズマ中で励起されると、−H、−OH、または−O−等が解離される。フッ素樹脂シートSのフッ素樹脂表面のC−F結合は、その結合エネルギの関係から、アルコールから解離した−Hによって切断される。Fが切断されたCの未結合手(ダングリングボンド)に、−OHまたは−O−が付き、表面のフッ素樹脂に親水性を与えることになる。これにより、フッ素樹脂シートSのフッ素樹脂表面を改質させることができる。
【0042】
また、被処理体は、フッ素樹脂シートS以外として、表面がポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成されているものについても、フッ素樹脂シートSを用いた場合と同様の表面改質を行うことができる。
【0043】
なお、炭素数が比較的多い高級アルコールを用いると、アルコールがプラズマ中で励起させる際、粘性が高くなり過ぎて気化させることができないか、あるいはクラスター状になるため、励起が極めて困難になる。また、多価アルコールを用いた場合も、粘性が高くなるため、励起が困難になる。さらに、第3級アルコールを用いると、第3級アルコールが酸化されないため、親水性の官能基を解離させることはできない。これらのように、エタノールを用いることにより、フッ素樹脂シートSのフッ素樹脂表面を都合良く改質させることができる。
【0044】
以上のように、処理ガスの生成にはエタノールを用いることにより、有害性がないため、環境に悪影響を及ぼすことを防止できる。また、エタノールには有害性がないため、エタノールを取り扱うために、有害性を考慮した特別な設備が不要となる。また、エタノールには有害性がないため、エタノールを廃液処理するための特別な設備が不要となる。このように、本発明では、環境に悪影響を及ぼすことを防止できるとともに、設備を製造するための製造コストや設備を作動させるためのランニングコストを大幅に低減させることができる。特に、アルコールとしてエタノールを用いることにより、最も安全性を向上させることができる。
【0045】
さらに、各支持ロール20、22によりフッ素樹脂シートSが支持されるため、フッ素樹脂シートSの表面処理部が平面状になる。フッ素樹脂シートSの表面処理部を平面状とすることにより、プラズマを斑なくフッ素樹脂シートSの表面処理部に照射させることができ、表面処理の品質を大幅に向上させることができる。
【0046】
次に、上記実施形態の大気圧プラズマ処理装置の第1変形例について説明する。なお、上記実施形態の大気圧プラズマ処理装置と重複する構成については同符号を付し、重複する構成及び作用についての説明は省略する。
【0047】
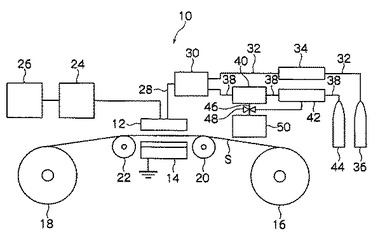
図2に示すように、第1変形例では、印加電極12及び接地電極14がフッ素樹脂シートSの搬送方向に対して略垂直方向に延びるように配置されている。すなわち、印加電極12と接地電極14とは、搬送されるフッ素樹脂シートSの上方の位置に相互に対向するように設けられている。
【0048】
第1変形例によれば、フッ素樹脂シートSが印加電極12と接地電極14との間を搬送されないため、フッ素樹脂シートSの厚みと、印加電極12と接地電極14との離間距離と、の関係を考慮することなく、フッ素樹脂シートSの表面処理を行うことができる。
【0049】
次に、上記実施形態の大気圧プラズマ処理装置の第2変形例について説明する。なお、上記実施形態の大気圧プラズマ処理装置と重複する構成については同符号を付し、重複する構成及び作用についての説明は省略する。
【0050】
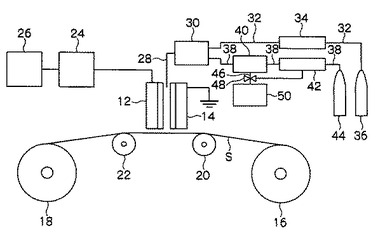
図3に示すように、第2変形例は、ガス流量計測装置42に接続されている第2の処理ガス源44に替えて、気化器40及びエタノール供給源50をガス流量計測装置42に接続したものである。なお、混合器30とガス流量計測装置42とは導管38のみで接続されている。
【0051】
第2変形例によれば、エタノールは、不活性ガスによるバブリングにより供給されるのではなく、気化器40により直接気化させて混合器30に供給される。これにより、大気圧プラズマ処理装置の部品点数を削減でき、製造コスト及びランニングコストを低減することができる。
【0052】
次に、上記実施形態の大気圧プラズマ処理装置の第3変形例について説明する。なお、上記実施形態の大気圧プラズマ処理装置と重複する構成については同符号を付し、重複する構成及び作用についての説明は省略する。
【0053】
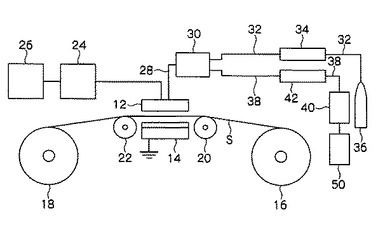
図4に示すように、第3変形例は、板状の被処理物Tを印加電極12と接地電極14との間に搬送するためのコンベア52を備えたものである。第3変形例によれば、板状の被処理物Tの表面改質を行うことができる。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施形態に係る大気圧プラズマ処理装置の概略構成図である。
【図2】本発明の一実施形態に係る大気圧プラズマ処理装置の第1変形例の概略構成図である。
【図3】本発明の一実施形態に係る大気圧プラズマ処理装置の第2変形例の概略構成図である。
【図4】本発明の一実施形態に係る大気圧プラズマ処理装置の第3変形例の概略構成図である。
【符号の説明】
【0055】
10 大気圧プラズマ処理装置
12 印加電極
14 接地電極
20 支持ロール(被処理物支持手段)
22 支持ロール(被処理物支持手段)
26 高周波電源(高周波電圧印加手段)
28 導管(処理ガス供給手段)
30 混合器(処理ガス生成手段)
40 気化器(アルコール気化手段)
S フッ素樹脂シート(被処理物)
T 被処理物
【技術分野】
【0001】
本発明は、フッ素樹脂成形物などの被処理物の表面を改質(処理)させるための表面処理装置及び表面処理方法に係り、特に被処理物を大気圧又はその近傍の圧力下においてプラズマ(グロー放電)による表面処理を行うための大気圧プラズマ処理装置及び大気圧プラズマ処理方法に関する。
【背景技術】
【0002】
一般に、フッ素樹脂は、耐薬品性、耐熱性、電気絶縁性、防汚性、耐候性、耐紫外線劣化性、撥水撥油性、低摩擦係数など、他の樹脂に見られない優れた性質を備えている。一方、その反面、フッ素樹脂の特性である難接着性のため、他の材料との複合化が困難である。フッ素樹脂が他の材料と複合化するときには、接着剤を用いる方法もあるが、フッ素樹脂と接着剤との密着性も悪く、接着も困難である。そのため、フッ素樹脂の表面を改質し、接着性を高める表面改質方法が従来から試みられている。
【0003】
ここで、フッ素樹脂の表面改質方法として、火炎処理、金属ナトリウム処理に代表される化学処理、エキシマレーザ(下記特許文献1及び特許文献2を参照)や、プラズマによる放電処理(下記特許文献3及び特許文献4を参照)、スパッタエッチング(下記特許文献5を参照)が知られている。
【0004】
ところが、金属ナトリウム処理では、引火の危険性や溶剤の大量使用による環境への悪影響の問題があり、また、改質された部分が紫外線、熱に弱い等の特性上の問題がある。また、プラズマによる放電処理では、液体を用いる方法や混合ガスを用いる方法などが提案されているが、処理面積が小さくなり、またランニングコストが大きくなり、さらに処理面の安定性の低下などの様々な問題がある。さらに、スパッタエッチングにおいても、表面処理装置自体が複雑かつ大きくなり、また、処理面の安定性が低下するなどの様々な問題がある。
【特許文献1】特開平6−228343号公報
【特許文献2】特開平6−240026号公報
【特許文献3】特開平5−92530号公報
【特許文献4】特開平6−107818号公報
【特許文献5】特開昭51−125455号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
また、上記各問題を解決するため、いわゆる薬液処理(ウエット処理)という方法が知られているが、この方法では、アンモニア等の有毒の薬液を多量に使用しなければならず、また表面処理方法も大変煩雑になる。この結果、環境への悪影響が懸念されるとともに、廃液の処理についての設備やノウハウが必要となり設備の製造コスト及びランニングコストが増大するという別の問題が生じている。
【0006】
また、低圧プラズマ処理という方法も知られているが、低圧にするために真空排気システムが別途必要となり、また装置自体も真空に耐え得る構造にする必要があることから、装置が複雑化して設備の製造コスト及びランニングコストが増大するという問題がある。さらに、この方法では、反応性ガスを用いるため、取り扱いが困難であるとともに、排気系に反応ガスによる害を取り除く設備が必要となり、設備の製造コスト及びランニングコストが増大するという問題がある。
【0007】
そこで、本発明は、上記事情を考慮し、有毒な薬品を用いることなく簡易な構成で表面処理を安定かつ連続して行うことができ、また環境への悪影響を防止できるとともに、さらに製造コスト及びランニングコストを低減することができる大気圧プラズマ処理装置及び大気圧プラズマ処理方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1に記載の発明は、表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理装置であって、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを気化するアルコール気化手段と、前記アルコール気化手段により気化された前記低級アルコールと不活性ガスとを混合して処理ガスを生成する処理ガス生成手段と、接地された接地電極と、前記接地電極に対向して配置された印加電極と、前記印加電極と前記接地電極との間に高周波電圧を印加させる高周波電圧印加手段と、前記処理ガスを前記印加電極と前記接地電極との間に供給する処理ガス供給手段と、を有することを特徴とする。
【0009】
請求項2に記載の発明は、請求項1に記載の大気圧プラズマ処理装置において、前記被処理物の表面処理部が平面状となるように前記被処理物を支持する被処理物支持手段を備えたことを特徴とする。
【0010】
請求項3に記載の発明は、請求項1又は2に記載の大気圧プラズマ処理装置において、前記低級アルコールは、エタノールであることを特徴とする。
【0011】
請求項4に記載の発明は、表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理方法であって、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される処理ガス生成工程と、前記処理ガスが処理ガス供給手段により印加電極と接地電極との間に供給される処理ガス供給工程と、高周波電圧印加手段により前記印加電極と前記接地電極との間に高周波電圧が印加される高周波電圧印加工程と、を有することを特徴とする。
【0012】
請求項5に記載の発明は、請求項4に記載の大気圧プラズマ処理方法において、被処理物支持手段により前記被処理物が支持されて前記被処理物の表面処理部が平面状になる被処理物支持工程を有することを特徴とする。
【0013】
請求項6に記載の発明は、請求項4又は5に記載の大気圧プラズマ処理方法において、前記低級アルコールとしてエタノールを用いることを特徴とする。
【発明の効果】
【0014】
請求項1に記載の発明によれば、アルコール気化手段により炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールが気化され、その気化された低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される。生成された処理ガスは、処理ガス供給手段により、印加電極と接地電極との間に供給される。また、高周波電圧印加手段により、印加電極と接地電極との間に高周波電圧が印加される。これにより、印加電極と接地電極との間の処理ガスが電離してプラズマが発生し、処理ガスが電離した励起状態となって活性化される。そして、印加電極と接地電極との間に発生したプラズマを被処理物の表面に照射することにより、被処理物の表面処理(表面改質)が行われる。
【0015】
より具体的には、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールがプラズマ中で励起されると、−H、−OH、または−O−等が解離される。表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面のC−F結合は、その結合エネルギの関係から、アルコールから解離した−Hによって切断される。Fが切断されたCの未結合手(ダングリングボンド)に、−OHまたは−O−が付き、表面のフッ素樹脂などに親水性を与えることになる。これにより、被処理物の表面を改質させることができる。
【0016】
なお、炭素数が比較的多い高級アルコールを用いると、アルコールがプラズマ中で励起させる際、粘性が高くなり過ぎて気化させることができないか、あるいはクラスター状になるため、励起が極めて困難になる。また、多価アルコールを用いた場合も、粘性が高くなるため、励起が困難になる。さらに、第3級アルコールを用いると、第3級アルコールが酸化されないため、親水性の官能基を解離させることはできない。これらのように、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを用いることにより、被処理物の表面を都合良く改質させることができる。
【0017】
以上のように、処理ガスの生成には上記低級アルコールを用いることにより、ほとんど有害性がないため、環境に悪影響を及ぼすことを防止できる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを取り扱うために、有害性を考慮した特別な設備が不要となる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを廃液処理するための特別な設備が不要となる。このように、本発明では、環境に悪影響を及ぼすことを防止できるとともに、設備を製造するための製造コストや設備を作動させるためのランニングコストを大幅に低減させることができる。
【0018】
請求項2に記載の発明によれば、被処理物支持手段により被処理物が支持されるため、被処理物の表面処理部が平面状になる。被処理物の表面処理部を平面状とすることにより、プラズマを斑なく被処理物の表面処理部に照射させることができ、表面処理の品質を向上させることができる。
【0019】
請求項3に記載の発明によれば、低級アルコールはエタノールであることにより、大気圧プラズマ処理を行う上で最も安全性を向上させることができる。
【0020】
請求項4に記載の発明によれば、処理ガス生成工程において、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される。処理ガス供給工程において、生成された処理ガスが処理ガス供給手段により印加電極と接地電極との間に供給される。高周波電圧印加工程において、高周波電圧印加手段により、印加電極と前記接地電極との間に高周波電圧が印加される。これにより、印加電極と接地電極との間の処理ガスが電離してプラズマが発生し、処理ガスが電離した励起状態となって活性化される。そして、印加電極と接地電極との間に発生したプラズマが被処理物の表面に照射することにより、被処理物の表面処理(表面改質)が行われる。
【0021】
より具体的には、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールがプラズマ中で励起されると、−H、−OH、または−O−等が解離される。表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面のC−F結合は、その結合エネルギの関係から、アルコールから解離した−Hによって切断される。Fが切断されたCの未結合手(ダングリングボンド)に、−OHまたは−O−が付き、表面のフッ素樹脂などに親水性を与えることになる。これにより、被処理物の表面を改質させることができる。
【0022】
なお、炭素数が比較的多い高級アルコールを用いると、アルコールがプラズマ中で励起させる際、粘性が高くなり過ぎて気化させることができないか、あるいはクラスター状になるため、励起が極めて困難になる。また、多価アルコールを用いた場合も、粘性が高くなるため、励起が困難になる。さらに、第3級アルコールを用いると、第3級アルコールが酸化されないため、親水性の官能基を解離させることはできない。これらのように、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを用いることにより、被処理物の表面を都合良く改質させることができる。
【0023】
以上のように、処理ガスの生成には上記低級アルコールを用いることにより、有害性がないため、環境に悪影響を及ぼすことを防止できる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを取り扱うために、有害性を考慮した特別な設備が不要となる。また、低級アルコールにはほとんど有害性がないため、低級アルコールを廃液処理するための特別な設備が不要となる。このように、本発明では、環境に悪影響を及ぼすことを防止できるとともに、設備を製造するための製造コストや設備を作動させるためのランニングコストを大幅に低減させることができる。
【0024】
請求項5に記載の発明によれば、被処理物支持工程において、被処理物支持手段により被処理物が支持されるため、被処理物の表面処理部が平面状になる。被処理物の表面処理部を平面状とすることにより、プラズマを斑なく被処理物の表面処理部に照射させることができ、表面処理の品質を向上させることができる。
【0025】
請求項6に記載の発明によれば、低級アルコールとしてエタノールを用いることにより、大気圧プラズマ処理を行う上で最も安全性を向上させることができる。
【発明を実施するための最良の形態】
【0026】
次に、本発明の一実施形態に係る大気圧プラズマ処理装置及び大気圧プラズマ処理方法について、図面を参照して説明する。
【0027】
図1に示すように、大気圧プラズマ処理装置10は、印加電極12を備えている。この印加電極12と対向する位置には接地電極14が配置されている。なお、印加電極12と接地電極14の一方または両方の電極は、誘電体で覆われている。接地電極14は地面にアース接続されている。また、接地電極14の一方の端部側には、フッ素樹脂シート(被処理物)Sを印加電極12と接地電極14との間に送り出すロール状の送出装置16が配置されている。また、接地電極14の他方の端部側には、表面処理されたフッ素樹脂シートSを巻き取るロール状の巻取装置18が配置されている。また、接地電極14の両端部近傍には、フッ素樹脂シートSに皺が発生しないように下方からフッ素樹脂シートSを支持する支持ロール20、22がそれぞれ配置されている。これにより、フッ素樹脂シートSの表面処理部は平面状になる。なお、送出装置16は、図示しないモータなどの駆動源に接続されている。これにより、送出装置16は、駆動源からの駆動力により回転駆動できるようになっている。
【0028】
ここで、フッ素樹脂シートSは、フィルム状又はシート状に形成されていることが好ましいが、これに限られるものではなく、例えば、板状、チューブ状、バルク状など、処理表面が平面となるものであれば、種々の形状のものを用いることができる。また、フッ素樹脂シートSは、分子内にフッ素原子を含むものであれば、特に限定されるものではない。具体的には、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−エチレン共重合体(ETFE)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(PCTFE)などが挙げられる。
【0029】
なお、被処理体は、フッ素樹脂シートSに限定されるものではなく、表面がフッ素樹脂以外のもの、例えば、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成されているものでもよい。
【0030】
また、印加電極12には、マッチング回路24を介して高周波電源26が電気的に接続されている。この高周波電源26により印加電極12と接地電極14との間に高周波電圧が印加される。また、印加電極12には、導管28により混合器30が接続されている。
【0031】
混合器30には、導管32によりガス流量計測装置34を介して第1の処理ガス源36が接続されている。また、混合器30には、導管38により気化器40及びガス流量計測装置42を介して第2の処理ガス源44が接続されている。この気化器40には、導管46により電磁バルブ48を介してエタノール供給源50が接続されている。
【0032】
ここで、第1の処理ガス源36及び第2の処理ガス源44の内部には、ヘリウム(He)、アルゴン(Ar)、ネオン(Ne)などの希ガスや、窒素(N2)などの不活性ガスが充填されている。第1の処理ガス源36及び第2の処理ガス源44の内部には、これら単体の不活性ガスが充填されていてもよく、また数種類の不活性ガスが混合したガスが充填されていてもよいが、表面改質の効果が高いヘリウム(He)ガスが充填されていることが特に好ましい。
【0033】
また、エタノール供給源50にはエタノール(C2H5OH)が充填されているが、エタノール(C2H5OH)に限られるものではなく、例えば、メタノール(CH3OH)など、炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールであればよい。
【0034】
次に、本実施形態の大気圧プラズマ処理装置10を用いた大気圧プラズマ処理方法について説明する。
【0035】
図1に示すように、駆動源からの駆動により送出装置16及び巻取装置18が回転駆動されて、フッ素樹脂シートSが印加電極12と接地電極14との間に送り出される。このとき、印加電極12と接地電極14との間に位置するフッ素樹脂シートSの表面処理部は、フッ素樹脂シートSの表面処理部の近傍が各支持ロール20、22により下方から支持されているので、平面状となり、かつ皺がない状態となっている。
【0036】
また、エタノール供給源50から液体のエタノールが導管46を通って気化器40に供給される。この気化器40によりエタノールが気化される。また、第2の処理ガス供給源44から不活性ガスが所定の流量だけ導管38を通って気化器40に供給される。気化器40で気体にされたエタノールは、第2の処理ガス供給源44から供給された不活性ガスによりバブリングされ、このバブリングされたガスが混合器30に供給される。このとき、第2の処理ガス供給源44から気化器40に供給される不活性ガスの流量がガス流量計測装置42により計測され、その計測値に基づいて電磁バルブ48が制御されることにより、エタノール供給源50から気化器40に供給されるエタノールの流量が制御される。このように、気化器40では、エタノールが気化されるとともに、第2の処理ガス源44から供給された不活性ガスと気化されたエタノールとが混合されて混合ガスとなる。
【0037】
また、第1の処理ガス源36からは所定の流量の不活性ガスが導管32を通って混合器30に供給される。この第1の処理ガス源36から供給される不活性ガスは、キャリアガスとして作用する。混合器30では、第2の処理ガス源44から供給された不活性ガスと気化されたエタノールとが混合された混合ガスと、第1の処理ガス源36から供給された不活性ガスとが混合される。これにより、混合器30では、希釈ガス(処理ガス)が生成される。混合器30で生成された希釈ガス(処理ガス)が導管28を通って印加電極12と接地電極14との間に供給される。
【0038】
一方、印加電極12と接地電極14との間には、高周波電源26から高周波電圧が印加される。このときの周波数は、高周波(数百kHzから数十MHz)が用いられるが、特に、工業用周波数である13.56MHzとすることが好ましい。また、印加電極12と接地電極14との間は、大気圧(1013hPa)の近傍の圧力(900hPa以上1013hPa以下)となっている。
【0039】
なお、印加電極12と接地電極14との間に作用する圧力を900hPaよりも小さくすると、真空ポンプや真空容器が必要となり、設備の製造コスト及び設備のランニングコストが増大するため、不具合となる。また、印加電極12と接地電極14との間に作用する圧力を1013hPaよりも大きくすると、処理ガスが外部に漏れてしまうことを防止するために耐圧容器あるいはより高い気密性が必要となり好ましくない。
【0040】
印加電極12と接地電極14との間に希釈ガス(処理ガス)が供給されるとともに高周波電圧が印加されると、印加電極12と接地電極14との間の放電空間内の希釈ガス(処理ガス)が電離してプラズマが発生し、希釈ガス(処理ガス)が電離した励起状態となって活性化される。そして、放電空間内に発生したプラズマがフッ素樹脂シートSの表面に接することにより、フッ素樹脂シートSの表面処理(表面改質)が行われる。
【0041】
より具体的には、エタノールがプラズマ中で励起されると、−H、−OH、または−O−等が解離される。フッ素樹脂シートSのフッ素樹脂表面のC−F結合は、その結合エネルギの関係から、アルコールから解離した−Hによって切断される。Fが切断されたCの未結合手(ダングリングボンド)に、−OHまたは−O−が付き、表面のフッ素樹脂に親水性を与えることになる。これにより、フッ素樹脂シートSのフッ素樹脂表面を改質させることができる。
【0042】
また、被処理体は、フッ素樹脂シートS以外として、表面がポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成されているものについても、フッ素樹脂シートSを用いた場合と同様の表面改質を行うことができる。
【0043】
なお、炭素数が比較的多い高級アルコールを用いると、アルコールがプラズマ中で励起させる際、粘性が高くなり過ぎて気化させることができないか、あるいはクラスター状になるため、励起が極めて困難になる。また、多価アルコールを用いた場合も、粘性が高くなるため、励起が困難になる。さらに、第3級アルコールを用いると、第3級アルコールが酸化されないため、親水性の官能基を解離させることはできない。これらのように、エタノールを用いることにより、フッ素樹脂シートSのフッ素樹脂表面を都合良く改質させることができる。
【0044】
以上のように、処理ガスの生成にはエタノールを用いることにより、有害性がないため、環境に悪影響を及ぼすことを防止できる。また、エタノールには有害性がないため、エタノールを取り扱うために、有害性を考慮した特別な設備が不要となる。また、エタノールには有害性がないため、エタノールを廃液処理するための特別な設備が不要となる。このように、本発明では、環境に悪影響を及ぼすことを防止できるとともに、設備を製造するための製造コストや設備を作動させるためのランニングコストを大幅に低減させることができる。特に、アルコールとしてエタノールを用いることにより、最も安全性を向上させることができる。
【0045】
さらに、各支持ロール20、22によりフッ素樹脂シートSが支持されるため、フッ素樹脂シートSの表面処理部が平面状になる。フッ素樹脂シートSの表面処理部を平面状とすることにより、プラズマを斑なくフッ素樹脂シートSの表面処理部に照射させることができ、表面処理の品質を大幅に向上させることができる。
【0046】
次に、上記実施形態の大気圧プラズマ処理装置の第1変形例について説明する。なお、上記実施形態の大気圧プラズマ処理装置と重複する構成については同符号を付し、重複する構成及び作用についての説明は省略する。
【0047】
図2に示すように、第1変形例では、印加電極12及び接地電極14がフッ素樹脂シートSの搬送方向に対して略垂直方向に延びるように配置されている。すなわち、印加電極12と接地電極14とは、搬送されるフッ素樹脂シートSの上方の位置に相互に対向するように設けられている。
【0048】
第1変形例によれば、フッ素樹脂シートSが印加電極12と接地電極14との間を搬送されないため、フッ素樹脂シートSの厚みと、印加電極12と接地電極14との離間距離と、の関係を考慮することなく、フッ素樹脂シートSの表面処理を行うことができる。
【0049】
次に、上記実施形態の大気圧プラズマ処理装置の第2変形例について説明する。なお、上記実施形態の大気圧プラズマ処理装置と重複する構成については同符号を付し、重複する構成及び作用についての説明は省略する。
【0050】
図3に示すように、第2変形例は、ガス流量計測装置42に接続されている第2の処理ガス源44に替えて、気化器40及びエタノール供給源50をガス流量計測装置42に接続したものである。なお、混合器30とガス流量計測装置42とは導管38のみで接続されている。
【0051】
第2変形例によれば、エタノールは、不活性ガスによるバブリングにより供給されるのではなく、気化器40により直接気化させて混合器30に供給される。これにより、大気圧プラズマ処理装置の部品点数を削減でき、製造コスト及びランニングコストを低減することができる。
【0052】
次に、上記実施形態の大気圧プラズマ処理装置の第3変形例について説明する。なお、上記実施形態の大気圧プラズマ処理装置と重複する構成については同符号を付し、重複する構成及び作用についての説明は省略する。
【0053】
図4に示すように、第3変形例は、板状の被処理物Tを印加電極12と接地電極14との間に搬送するためのコンベア52を備えたものである。第3変形例によれば、板状の被処理物Tの表面改質を行うことができる。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施形態に係る大気圧プラズマ処理装置の概略構成図である。
【図2】本発明の一実施形態に係る大気圧プラズマ処理装置の第1変形例の概略構成図である。
【図3】本発明の一実施形態に係る大気圧プラズマ処理装置の第2変形例の概略構成図である。
【図4】本発明の一実施形態に係る大気圧プラズマ処理装置の第3変形例の概略構成図である。
【符号の説明】
【0055】
10 大気圧プラズマ処理装置
12 印加電極
14 接地電極
20 支持ロール(被処理物支持手段)
22 支持ロール(被処理物支持手段)
26 高周波電源(高周波電圧印加手段)
28 導管(処理ガス供給手段)
30 混合器(処理ガス生成手段)
40 気化器(アルコール気化手段)
S フッ素樹脂シート(被処理物)
T 被処理物
【特許請求の範囲】
【請求項1】
表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理装置であって、
炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを気化するアルコール気化手段と、
前記アルコール気化手段により気化された前記低級アルコールと不活性ガスとを混合して処理ガスを生成する処理ガス生成手段と、
接地された接地電極と、
前記接地電極に対向して配置された印加電極と、
前記印加電極と前記接地電極との間に高周波電圧を印加させる高周波電圧印加手段と、
前記処理ガスを前記印加電極と前記接地電極との間に供給する処理ガス供給手段と、
を有することを特徴とする大気圧プラズマ処理装置。
【請求項2】
前記被処理物の表面処理部が平面状となるように前記被処理物を支持する被処理物支持手段を備えたことを特徴とする請求項1に記載の大気圧プラズマ処理装置。
【請求項3】
前記低級アルコールは、エタノールであることを特徴とする請求項1又は2に記載の大気圧プラズマ処理装置。
【請求項4】
表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理方法であって、
炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される処理ガス生成工程と、
前記処理ガスが処理ガス供給手段により印加電極と接地電極との間に供給される処理ガス供給工程と、
高周波電圧印加手段により前記印加電極と前記接地電極との間に高周波電圧が印加される高周波電圧印加工程と、
を有することを特徴とする大気圧プラズマ処理方法。
【請求項5】
被処理物支持手段により前記被処理物が支持されて前記被処理物の表面処理部が平面状になる被処理物支持工程を有することを特徴とする請求項4に記載の大気圧プラズマ処理方法。
【請求項6】
前記低級アルコールとしてエタノールを用いることを特徴とする請求項4又は5に記載の大気圧プラズマ処理方法。
【請求項1】
表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理装置であって、
炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールを気化するアルコール気化手段と、
前記アルコール気化手段により気化された前記低級アルコールと不活性ガスとを混合して処理ガスを生成する処理ガス生成手段と、
接地された接地電極と、
前記接地電極に対向して配置された印加電極と、
前記印加電極と前記接地電極との間に高周波電圧を印加させる高周波電圧印加手段と、
前記処理ガスを前記印加電極と前記接地電極との間に供給する処理ガス供給手段と、
を有することを特徴とする大気圧プラズマ処理装置。
【請求項2】
前記被処理物の表面処理部が平面状となるように前記被処理物を支持する被処理物支持手段を備えたことを特徴とする請求項1に記載の大気圧プラズマ処理装置。
【請求項3】
前記低級アルコールは、エタノールであることを特徴とする請求項1又は2に記載の大気圧プラズマ処理装置。
【請求項4】
表面がフッ素樹脂、ポリイミド樹脂、ポリエチレンテレフタレート樹脂、メタクリル樹脂、ポリカーボネート樹脂のいずれか1つで構成された被処理物の表面を大気圧又はその近傍の圧力下でプラズマにより処理する大気圧プラズマ処理方法であって、
炭素数4以下の第1級アルコール又は第2級アルコールである低級アルコールと不活性ガスとが処理ガス生成手段により混合されて処理ガスが生成される処理ガス生成工程と、
前記処理ガスが処理ガス供給手段により印加電極と接地電極との間に供給される処理ガス供給工程と、
高周波電圧印加手段により前記印加電極と前記接地電極との間に高周波電圧が印加される高周波電圧印加工程と、
を有することを特徴とする大気圧プラズマ処理方法。
【請求項5】
被処理物支持手段により前記被処理物が支持されて前記被処理物の表面処理部が平面状になる被処理物支持工程を有することを特徴とする請求項4に記載の大気圧プラズマ処理方法。
【請求項6】
前記低級アルコールとしてエタノールを用いることを特徴とする請求項4又は5に記載の大気圧プラズマ処理方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−284649(P2007−284649A)
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2006−176265(P2006−176265)
【出願日】平成18年6月27日(2006.6.27)
【出願人】(501114693)株式会社ウインズ (23)
【Fターム(参考)】
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成18年6月27日(2006.6.27)
【出願人】(501114693)株式会社ウインズ (23)
【Fターム(参考)】
[ Back to top ]