
天然竹繊維を含むヤーン及びその製造方法
天然竹繊維を含有するヤーンと、その製造方法とを開示しており、ここで、上記ヤーンは、天然竹繊維単独を紡績して、あるいは天然竹繊維30〜100重量%と他の織物繊維70〜0重量%の混合比で天然繊維と他の織物繊維とを組み合わせて紡績することにより調製する。

【発明の詳細な説明】
【発明の詳細な説明】
【0001】
技術分野
本発明は、ヤーン及びその製造方法に関し、特に、純粋な天然竹繊維を単独で、又は他の織物繊維と結合した天然竹繊維を含むヤーン及びその製造方法に関する。
【0002】
背景技術
中国では、竹は、長く古い歴史を有する。それは、作家や画家に評価されているのみでなく、人々に、布地、食料、家庭用品、乗物、演芸を含む彼らの生活に豊富な資源を提供してきた。人々の労働、生活及び活動等における竹の幅広い利用は、世界中の人々によって大いに考えられてきた。今日では、竹は、人々の毎日の生活に身近に関係し、社会経済建設の重要な役割を果たしている。近年では、竹の資源の利用において、天然竹繊維を紡績して織成するのに利用可能であることが、論議されている新たな話題である。豊富な資源と高い品質とを備えた緑色植物由来の天然繊維として、竹繊維は、新たな天然繊維の種類になる。織物産業における竹の活用と利用が、歴史的意義と社会的興味を示す重要な課題である。それゆえ、多くの企業及び科学研究分野の人々が、いかにして天然竹の織物製品を可能な限り円滑に製造するかを目的として、科学研究分野、製造業、及び販売業に関係なく探求している。
【0003】
21世紀は、環境保護を探求する時代である。天然竹繊維は、自然環境に優しい新規な天然繊維の一種として、抵抗し難い魅力を有する。それは、その緑色と自然だけでなく、抗菌性、耐摩耗性、吸湿性、及び気体透過性という他の繊維が有しない性質による独特な利点にもよる。竹繊維の断面に分布した多数の管状空隙があるので、竹繊維は、瞬時に湿気を吸収又は蒸発することができる。それゆえ、天然竹繊維には、「呼吸する繊維」という名前が付けられている。人々は、竹繊維を新しい織物材料として好むだろう。現在の市場で「竹繊維」と呼ばれる織物は、厳密には、竹パルプシートから製造されたビスコースファイバーから成る製品である(中国特許ZL02113106.6号)。そのような竹レーヨン製品では、天然竹繊維の特性の多くは損なわれ、ヤーン内の竹繊維は、天然竹繊維の優れた特性を本質的に失っている。よって、権威ある当局は、竹レーヨン製品が天然竹繊維品であると認めていない。
【0004】
中国特許ZL02111380.7は、本当の天然竹繊維を製造する方法が開示されており、その方法は、竹繊維の優れた利点を効率的に維持することができる。レーヨン由来の繊維を区別するために、この繊維は、天然竹繊維と呼ばれている。天然竹繊維を得ることの成功は、天然竹繊維の織物製品を製造する良い基礎を用意した。しかしながら、この特許の方法に基づいて製造された繊維は、直に紡績に使用することができない。これは、
結合力が乏しく、ヤーンの強度が低く、環境を大きく変化させるからである。いかにして天然竹繊維のヤーンと織物とを製造するかにおいて、多くの解決すべき技術的問題点がある。竹繊維のさらなる研究も必要である。
【0005】
発明の概要
本発明の目的は、天然竹繊維の元来の特性を維持しているのみでなく、織物製品の要求にも合致した天然竹ヤーンを提供することである。本発明の別の目的は、天然竹ヤーンを製造する方法を提供することである。
【0006】
上述の本発明の目的は、以下の方法によって達成される。まず、竹(一般的には孟宗竹(Mao bamboo))から、天然の薬剤と共に処理して、リグニン及びペクチンのような不純物を除去する。1つの実施形態では、得られた繊維は、中国特許ZL02111380.7に開示されている方法によって製造されたフィラメント状の天然竹繊維である。別の実施形態では、得られた繊維は、一定量のリグニンとペクチンとを意図的に残留させて形成した処理繊維状態の天然竹繊維である。天然竹繊維は、天然竹繊維の紡績性を向上し、また分散性と集束性とを増強するために、さらに、紡績性を向上できる処理をされる。天然竹繊維は、油剤(乳化オイル)供給と乾燥とにより処理される。次いで、得られた繊維は、加湿と油剤供給とにより処理される。そして、一定時間だけ積層した後に、紡績可能な天然竹繊維が得られる。天然竹繊維の紡績は、単独で、又は他の織物繊維と結合して行われる。種々の純粋な天然竹繊維ヤーン又は混合ヤーンは、ラミー紡績系、綿紡績系、絹紡績系、羊毛紡績系、又はリネン紡績系のような方法によって得ることができる。
【0007】
本発明の主な技術的要点は、以下の通りである。
(1)ヤーンは、天然竹繊維を単独で紡績し、あるいは他の織物繊維(例えば、テリレン、ニトリル、ラミー、羊毛、テンセル、レーヨン、綿、絹、モダール等)と組み合わせて紡績することにより、調製される。他の織物繊維との混合比は、以下のようになっている。
天然竹繊維 30〜100重量%
他の繊維 70〜0重量%
【0008】
(2)上述のヤーンにおいて、天然竹繊維は、フィラメント状の天然竹繊維、又は一定量のリグニンとペクチンとを意図的に残留させて形成した処理繊維状態の天然竹繊維を含む。
【0009】
(3)上述のヤーンにおいて、天然竹繊維は、主に、以下の技術的指標を有する。
【0010】
(4)天然竹繊維の製造方法は、まず天然竹繊維を製造する工程(既知の技術による)と、天然竹繊維の紡績性を向上する工程と、紡績工程とを含む。天然竹繊維の紡績性を向上する工程が、最も重要であることに注意すべきである。
【0011】
(5)上述の製造方法において、天然竹繊維の紡績性を向上する工程が、
a.中国特許ZL02111380.7に開示されているような既知の技術により天然竹繊維を得る過程と、
b.天然竹繊維を選別する過程であって、その過程においては、天然竹繊維の選別のための要求は、繊維が真っ直ぐで整列していなくてはならないことであり、
ここで天然竹繊維の技術的指標が上述の(3)に合致しており、
繊維束(fiber bundle)の重量が、種々の種類によって変化している選別過程と、
c.天然竹繊維に油剤を供給する過程であって、その過程においては、油剤は、乳化オイルを含む石けんの混合物であり、
ここで、乳化オイルの含有量は、1〜1.8重量%で、石けんの含有量は、0.5〜0.9重量%であり、これらは、天然竹繊維の重量を基準にしており、
油剤は、加湿後の天然竹繊維を油剤中に浸漬して、80〜90℃の温度で、3〜4時間の条件で、浴比(a bath rate)1:6〜8によって天然竹繊維に供給され、
乳化オイルは、植物油が47〜53重量%と、水酸化ナトリウムが0.04〜0.06重量%と、水が47〜53重量%とを含んでおり、
上記の植物油は、酸価が8以下で、ケン化価が185〜195であり、ヨウ素価が76〜83である油剤供給過程と、
d.天然竹繊維を脱水後に乾燥器内で乾燥する過程であって、乾燥後に回復する水分率が5〜9重量%である乾燥過程と、
e.天然竹繊維を、乾燥過程後に、加湿し油剤供給する過程であって、
加湿は、噴霧方式によってなされ、
油剤は、灯油が9〜10.6重量%と、炭酸ナトリウムが0.3〜0.5重量%と、植物油が6〜7.6重量%と、水が83〜84重量%とを含む加湿及び油剤供給過程と、
f.天然竹繊維を、加湿後に5〜7日間にわたって積層する過程であって、天然竹繊維の湿気は、10〜15%に回復する積層過程と、を含む。
【0012】
(6)天然竹繊維の紡績工程は、以下の群から選択される方法によってなされる。
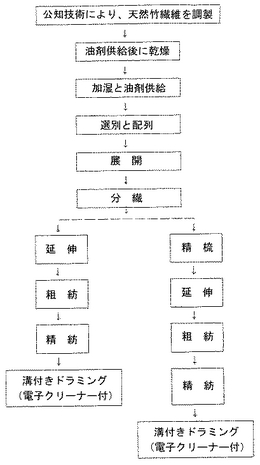
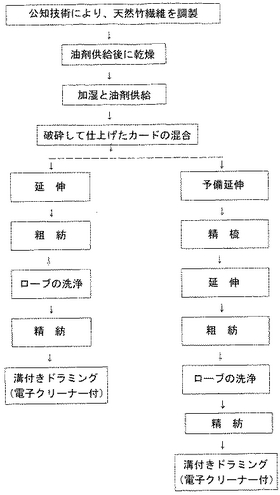
i.図1に示すようなラミー紡績系の技術であって、繊維長さが70mm〜100mmである。
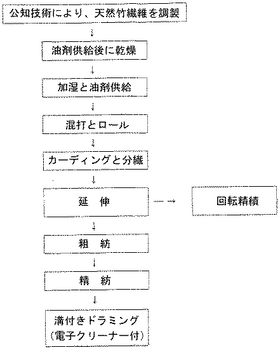
ii.図2に示すような綿紡績系の技術であって、繊維長さが30mm〜50mmである。
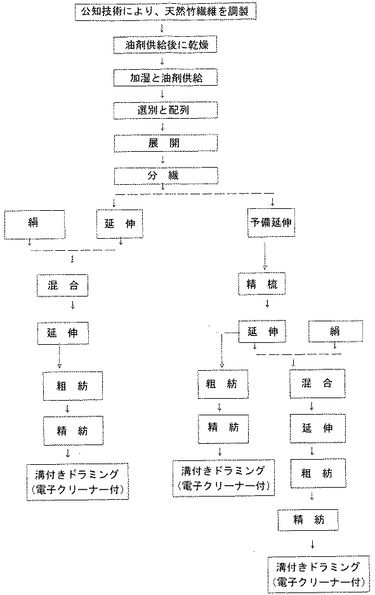
iii.図3に示すような絹紡績系の技術であって、繊維長さが65mm〜100mmである。
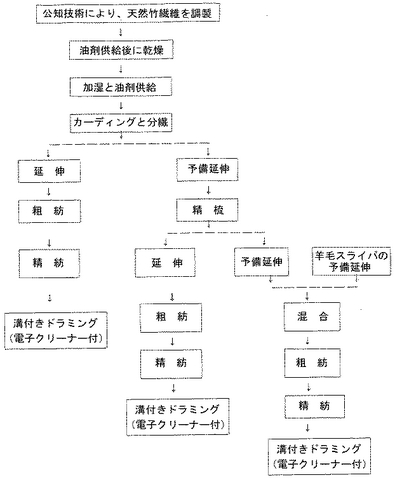
iv.図4に示すような羊毛紡績系の技術であって、繊維長さが65mm〜100mmである。
v.図5に示すようなリネン紡績系の技術であって、繊維長さが50mm〜100mmである。
【0013】
(7)分繊(slivering)、延伸(drawing)、及び粗紡(roving)工程における延伸比が、5〜10の間に制御されている。
【0014】
(8)分繊工程において、繊維は、適度な張力をかけながら、一定の少量ずつ低速で供給される。この処理は、繊維をさらに揃えて、繊維の損傷を除去することを目的としている。
【0015】
(9)精梳工程(combing)において、繊維は、一定の少量ずつ低速で供給される。異なる技術案が、材料の品質の相違に依存して用いられる。延伸ゲージは、28〜48mmである。この処理は、高い番手のヤーンを得るために、短繊維と欠点とを除去することを目的としている。
【0016】
(10)延伸工程において、スライバは、大きい圧力をかけながら、一定の少量ずつ低速で供給されており、延伸工程用の装置は、自動停止装置を備え、通路が光沢を有し清浄であり、小径のコーン形状の口部を有している。この処理は、スライバの平坦度と滑らかさを向上し、均一な混合を確実にし、その形状を良好にすることを目的とする。
【0017】
(11)粗紡工程において、スライバは、柔らかさと非切断を維持しつつ強い撚りをかけながら、一定の少量ずつ低速で供給される。
【0018】
(12)精紡工程(spinning)において、スライバは、低い延伸力、とある適度な圧力、適度な張力及び適度な延伸ゲージにより、低速で供給される。
【0019】
(13)精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、22〜30℃であり、相対湿度は、70〜90%である。
【0020】
(14)精紡工程において、延伸比は、10〜30に調節される(種類によって変更する)。
【0021】
(15)天然竹繊維ヤーン又は竹混合ヤーンを二重にして撚りあわせて、合糸を形成する(種類によって変更する)。
【0022】
(16)一般に、天然竹繊維と他の繊維とを、スライバの混合、一定の少量の混合、又は束の混合によって混合する。
【0023】
本発明によって製造した天然竹ヤーンと竹混合ヤーンは、天然竹繊維の性質を評価された後で、優れたグロスと高い強度を有する。フィラメント状の天然竹繊維の繊度は、約1200〜2000デニールの範囲にあり、処理済み状態の天然竹繊維の繊度は、約500以上である。繊維の長さは、要求されたスペックに合わせて変更することができる。天然竹繊維の表面に存在する多数の細かい溝は、吸湿及び湿気の蒸発の機能を向上するのに有利である。繊維間の細かい隙間は、繊維の曲げ又は圧迫を問わずに維持されるので、どのような場合でも、毛細管現象は維持される。よって、春物衣料及び夏物衣料の繊維として使用するのに適している。夏物衣料への天然竹繊維の使用は、体表面からの汗の蒸発に有利であり、汗をかくことによる不快感を避けることができる。さらに、汗の蒸発は、体表面から熱を奪うことができる。本発明で用いられる原料の竹は、中国や日本のようなアジアに広く生息しており、簡単に入手することができる。本発明にかかる天然竹繊維を含むヤーンは、環境に優しく、生物分解可能である。
【0024】
さらに、天然竹繊維は、単独又は別の繊維と共に紡績できる。得られたヤーンは、織物又は編物用の36Nmの純粋な天然竹繊維ヤーン、織物又は編物用の24Nmの純粋な天然竹繊維ヤーン、45Nmの天然竹繊維と水溶性繊維(天然竹繊維74%と水溶性繊維40%)の混合ヤーン、68Nmの天然竹繊維とテリレン(天然竹繊維35%とテリレン65%)の混合ヤーン、51Nmの天然竹繊維とラミー(天然竹繊維70%とラミー30%)の混合ヤーン、13.5Nmの純粋な天然竹繊維ノットヤーン、80Nmの天然竹繊維と絹(天然竹繊維50%と絹50%)の混合ヤーン、50Nm/2の天然竹繊維と羊毛(天然竹繊維60%と羊毛40%)の混合ヤーン、15Nmの純粋な天然竹繊維ヤーンを含む。
【0025】
実施例
実施例1: 24Nmの天然竹繊維ヤーンの製造
ラミー紡績系による処理条件は、以下の通りである。
1.天然竹繊維を得る工程であって、中国特許ZL02111380.7に開示されているような既知の技術による。
【0026】
2.天然竹繊維の紡績性を向上させる工程
A.天然竹繊維に油剤を供給過程
この過程において、油剤は、加湿後の天然竹繊維を油剤中に浸漬して、80〜90℃の温度で、3〜4時間の条件で、浴比(a bath rate)1:6〜8によって天然竹繊維に供給される。ここで、乳化オイルの含有量は、1〜1.4重量%で、石けんの含有量は、0.8重量%であり、これらは、天然竹繊維の重量を基準にしている。
乳化オイルは、ティーオイル49.95重量%と、水酸化ナトリウム0.05重量%と、水50重量%とを含んでいる。上記のティーオイルは、酸価が8以下で、ケン化価が185〜195であり、ヨウ素価が76〜83である。
B.天然竹繊維を脱水後に乾燥器内で乾燥する過程であり、乾燥後に回復する水分率が5〜9重量%である。
C.乾燥過程後に、天然竹繊維を、噴霧加湿し油剤供給する過程であって、油剤は、灯油10重量%と、炭酸ナトリウム0.4重量%と、ティーオイル6.6重量%と、水83重量%とを含んでいる。
D.天然竹繊維を、加湿後に5〜7日間にわたって積層する過程であって、天然竹繊維の水分率は、10〜15%に回復する。
【0027】
3.加湿し積層した後に、繊維を選別する工程
選別後の繊維束の重量は、65±5gで、選別の要件は以下のようになっている。
番手:1200Nm〜2000Nm
繊維強度:4〜5.5CN/D
平均繊維長:80〜100mm
繊維長の変更係数:40〜45%
ネップ:5/g 以下
密集率 0.5% 以下
【0028】
4.繊維束を、以下の条件で2回展開(spreading)する工程
展開機:225g/kont
針状コームで打つ時間:409/min
針状コームの仕様:18針/inch
後方での延伸比:1.017
【0029】
5.繊維束を、以下の条件で分繊する工程
針状コームで打つ時間:390/min
針状コームの仕様:18針/inch
後方での延伸比:0.97
前方での延伸比:1.095
【0030】
6.繊維束を、以下の条件で予備延伸する工程(pre-drawing)
針状コームで打つ時間:390/min
針状コームの仕様:13〜18針/inch
後方での延伸比:1.02
前方での延伸比:1.04
出口のスライバ重量:40〜45g/5m
【0031】
7.予備延伸後に清梳する工程
シリンダの速度:90〜95/min
延伸ゲージ:38〜48mm
出口のスライバ重量:40〜45g/5m
【0032】
8.繊維束を、上記の項目6と同様の条件で予備延伸する工程
【0033】
9.以下の条件での第1の粗紡工程
前方ローラの速度:175rpm
スピンドルの速度:300rpm
加撚係数:21
延伸比:約8
【0034】
10.以下の条件での第2の粗紡工程
前方ローラの速度:58〜70rpm
スピンドルの速度:450rpm
延伸比:約8
【0035】
11.以下の条件での精紡工程
前方ローラの速度:99rpm
スピンドルの速度:6250rpm
延伸比:約17
【0036】
本実施例では、上記の繊維を処理して紡績性を向上した後に、天然竹繊維束は、天然竹繊維をラミー紡績機の手法によって、選別し、配列し、展開し、分繊し、予備延伸し、精梳することにより調製され、そして、ヤーンは、延伸し、粗紡し、精紡することにより調製される。
【0037】
実施例2: 60Nmの天然竹繊維と水溶性繊維との混合ヤーン製造
ヤーンの混合比は、天然竹繊維60%と水溶性繊維40%である。
ラミー紡績系の技術による処理条件は以下の通りである。
1.実施例1と同様に、天然竹繊維を得る工程
天然竹繊維の選別要件は、繊維が真っ直ぐで整列しており、密集欠陥(thick fault)が0.3%以下でなくてはならないことである。繊維束の重量は、種類によって変わる。
【0038】
2.実施例1と同様に、天然竹繊維の紡績性を向上させる工程
【0039】
3.加湿し積層した後に、繊維を選別する工程
選別後の繊維束の重量は、65±5gである。
【0040】
4.繊維束を、以下の条件で2回展開する工程
第1の展開工程
編目:225g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
第2の展開工程
編目:225g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
【0041】
5.実施例1と同様に、繊維束を、以下の条件で分繊する工程
スライバ重量:45〜50g/5m
針状コームの仕様:18針/inch
針状コームで打つ時間:309/min
【0042】
6.実施例1と同様に、天然竹繊維スライバを水溶性繊維スライバと共に、以下の条件で延伸する工程
水溶性繊維スライバは、番手が6000Nm以上であり、平均長さが90mm以上である。
溶解温度:88℃から溶解しはじめ、100℃で完全に溶解する。
【0043】
7.混合スライバを粗紡する工程
適度な撚りをかけ、柔らかさと非切断を維持しながら、一定の少量ずつ低速で供給される。
【0044】
8.精紡工程
スライバは、低い延伸力、とある適度な圧力、適度な張力及び適度な延伸ゲージにより、低速で供給される。この処理は、毛羽を減少し、切断を低減し、ヤーンの規則性を増加し、強度の不均一性を低減することを目的としている。
【0045】
9.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、22〜30℃であり、相対湿度は、70〜90%である。
分繊工程、延伸工程、及び粗紡工程における延伸比は、約8以上であり、精紡工程における延伸比は、15〜20である。
【0046】
実施例3: 13.5Nmの天然竹繊維ヤーンの製造
綿紡績系の技術による処理条件は、以下の通りである。
1.実施例1と同様に、天然竹繊維を得る工程
天然竹繊維(短繊維の紡績技術)は、番手1200Nm〜2000Nm、繊維強度3〜5.5CN/D、平均繊維長30〜50mm、密集欠陥(thick fault)1%以下である。
【0047】
2.実施例1と同様に、天然竹繊維の紡績性を向上させる工程
【0048】
3.処理した天然竹繊維をパックする工程
【0049】
4.繊維を、以下の条件で、混打綿機上でロールする工程
ダストバー間のゲージ:7mm
ストライカー(striker)とダストバーとの間のゲージ(入口/出口):8mm/18mm
綿ロールローラの速度:13rpm
ストライカーの速度:1000rpm
綿ロールの乾燥重量:400g/m
【0050】
5.ロールした天然竹繊維を、以下の条件により、カード機内でスライバにするカード工程(carding)
ニードルローラとダストブレードとの間のゲージ:15/1000(inch)
シリンダとニードルローラとの間のゲージ:7/1000(inch)
シリンダとフラットとの間のゲージ(入り口から出口の順に):それぞれ14/1000inch、12/1000inch、12/1000inch、12/1000inch、14/1000inch
シリンダとドッファ(doffer)との間のゲージ:5/1000inch
ドッファの速度:16.6rpm
シリンダの速度:360rpm
ニードルローラの速度:1070rpm
フラットの速度:177mm/min
出口のスライバの乾燥重量:24g/5m
【0051】
6.延伸工程における主要な技術的パラメータは、以下の通りである。
スライバ供給数:8
出口のスライバの乾燥重量:21〜22.5g/5m
延伸比:7〜9
前方ローラの速度:1300〜1470rpm
前方のゲージ:14mm
後方のゲージ:22mm
【0052】
7.粗紡工程における主要な技術的パラメータ
出口のスライバの乾燥重量:10.2g/10m
加撚係数:37.2
前方ローラの速度:157rpm
スピンドルの速度:480rpm
後方の延伸比:1.18
8.精紡工程における主要な技術的パラメータ
加撚係数:140
後方の延伸比:1.33
前方ローラの速度:176rpm
スピンドルの速度:7330rpm
2つのローラ中心間のゲージ
前方ローラから中間ローラ:45mm
前方ローラから後方ローラ:100mm
スリップノッチ:普通糸用 15×0.7mm
スラブヤーン用 15×2mm
スラブを製造できるタイプの装置は、YTC83−SMである。
【0053】
9.回転精紡工程(rotor spinning)における主要な技術的パラメータ
コームローラの速度:7500rpm
回転速度:3100rpm
分離板のセクター角度:45°
ニードルローラ:OK40
加撚係数:150
【0054】
10.綿の長さの天然竹繊維と綿の長さの他の繊維とを、パック混合又はスライバ混合により、混合する工程
【0055】
11.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、22〜30℃であり、相対湿度は、60〜80%である。
【0056】
12.オープニングとクリーニングの方式は、繊維を緩くするが、繊維を叩くことはない。
【0057】
13.カード工程は、低速と、主な目的が繊維の輸送であることにより特徴付けられ、カーディングゲージは、繊維を傷つけないように比較的広くされている。
【0058】
14.延伸工程において、スライバの平坦度を高めるために、スライバは、大きい圧力をかけながら低速で供給され、延伸比は、延伸スライバの数よりもわずかに大きい。
【0059】
15.粗紡工程及び精紡工程における加撚係数は、わずかに高くされて、ヤーンの強度を向上するのに寄与する。
【0060】
16.延伸フレーム、粗紡フレーム、及び精紡フレームのローラは、繊維の巻き付きを低減するために、複合弾性布地で覆うべきである。
【0061】
本実施例では、精梳工程中に形成されたフィラメント又は紡績に要求されるフィラメントを、綿紡績系の方法により、除塵(clear)し、引っ掻き(scotch)、ロール(roll)し、精梳(comb)し、延伸(draw)し、粗紡(rove)し、精紡(spin)(又は回転精紡(rotor spin))する。
【0062】
実施例4: 80Nmの天然竹繊維と絹繊維との混合ヤーン製造
ヤーンの混合比は、天然竹繊維50%と絹繊維50%である。
絹紡績系の技術による処理条件は以下の通りである。
1.実施例1と同様に、天然竹繊維を得る工程
天然竹繊維の選別要件は、繊維が真っ直ぐで整列しており、密集欠陥が0.3%以下でなくてはならないことである。繊維束の重量は、種類によって変わる。
【0063】
2.実施例1と同様に、天然竹繊維の紡績性を向上させる工程
【0064】
3.加湿し積層した後に、繊維を選別する工程
選別後の繊維束の重量は、65±5gである。
【0065】
4.繊維束を、以下の条件で2回展開する工程
第1の展開工程
編目:200g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
第2の展開工程
編目:200g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
【0066】
5.実施例1と同様に、繊維束を、以下の条件で分繊する工程
出口のスライバ重量:40〜45g/5m
針状コームの仕様:18針/inch
針状コームで打つ時間:309/min
【0067】
6.繊維束を、以下の条件で1回予備延伸する工程
出口のスライバ重量:40〜45g/5m
針状コームの仕様:13針/inch
針状コームで打つ時間:390/min
【0068】
7.予備延伸後に清梳する工程
シリンダの速度:92〜95/min
延伸ゲージ:38〜45mm
出口のスライバ重量:40〜45g/5m
【0069】
8.繊維束を、上記の第6項と同様の条件で予備延伸する工程
【0070】
9.絹と混合し、以下の条件で延伸する工程
逆方向の張力での延伸比:0.96
正方向の張力での伸張比:1.02
針状コームで打つ時間:390/min
針状コームの仕様:13〜16針/inch
【0071】
10.以下の条件による粗紡工程
出口の番手:3.5〜4Nm
スピンドルの速度:55rpm
加撚係数:21
延伸比:約8以上
【0072】
11.以下の条件による精紡工程
出口の番手:80Nm
スピンドルの速度:6250rpm
加撚係数:80
延伸比:20〜24
【0073】
12.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、20〜30℃であり、相対湿度は、65〜80%である。
【0074】
本実施例では、上記の繊維を処理して紡績性を向上した後に、天然竹繊維束は、天然竹繊維を絹紡績機の手法によって、展開し、分繊し、予備延伸し、精梳することにより調製され、そして、ヤーンは、紡績した絹と混合し、粗紡し、精紡することにより調製される。
【0075】
実施例5: 50Nm/2の天然竹繊維及び羊毛繊維の混合ヤーンの製造
ヤーンの混合比は、天然竹繊維60%と羊毛繊維40%である。
羊毛紡績系による処理条件は、以下の通りである。
1.実施例1の項目1及び2に従って天然竹繊維を製造及び処理する。
【0076】
2.加湿した後に、天然竹繊維を選別する工程
選別した天然竹繊維は、繊維番手が1500Nm以上、繊維強度が4CN/D以上、繊維平均長が65〜100mm、密集率が0.5%以下である。
【0077】
3.スライバを調製するために、以下の条件で、カーディング装置により天然竹繊維をカーディングする工程
シリンダの速度:148rpm
ドッファの速度:15rpm
出口のスライバ重量:15±1g/m
【0078】
4.スライバを、以下の条件で、2回予備延伸する工程
針状コームで打つ時間:800/min
針状コームの仕様:7〜10針/inch
出口のスライバ重量:11±0.5g/m
【0079】
5.予備延伸後に、以下の条件でスライバを清梳する工程
シリンダの速度:90〜95/min
延伸ゲージ:28〜48mm
出口のスライバ重量:40〜45g/5m
【0080】
6.清梳後に再度予備延伸する工程
出口のスライバ重量:40〜45g/5m
針状コームの仕様:10〜13針/inch
針状コームで打つ時間:600〜800/min
【0081】
7.清梳後及び予備延伸後、天然竹繊維と羊毛スライバを、以下の条件で混合する工程
延伸比:1.307
後方の延伸比:1.037
前方の延伸比:1.011
針状コームで打つ時間:600〜800/min
針状コームの仕様:13〜19針/inch
出口のスライバ重量:20〜45g/5m
延伸比:7〜10
【0082】
8.以下の条件での粗紡工程
出口番手:2.5〜3Nm
スピンドルの速度:530rpm
加撚係数:20〜23
延伸比:10〜12
【0083】
9.以下の条件での精紡工程
出口の番手:50Nm
スピンドルの速度:5500rpm
加撚係数:90〜100
延伸比:10〜20
【0084】
10.以下の条件での糸巻工程
ヤーンの速度:350〜400m/min
シートの重量:7g/シート
【0085】
11.合糸工程(Doubling)
合糸の供給本数:2
スピンドルの速度:6000rpm
加撚係数:130〜150
【0086】
12.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、20〜30℃であり、相対湿度は、70〜90%である。
【0087】
13.精紡工程において、スライバは、低い延伸力、とある適度な圧力、適度な張力及び適度な延伸ゲージにより、低速で供給される。この処理は、繊維をさらに揃えて、繊維強度の不均一を減少させることを目的としている。
【0088】
本実施例では、コーマ機のような羊毛紡績機を用いて、上記の繊維の精紡性を高めるための処理を施した後、天然竹繊維束が分繊、予備延伸及び清梳によって調製され、その後、羊毛スライバとの混合、粗紡、紡績、溝付きドラミング、清梳及び加撚によりヤーンが調製される。
【0089】
実施例6: 15Nmの純粋な天然竹ヤーンの製造
リネン精紡系による処理条件は、以下の通りである。
1.フィラメント状の天然竹繊維または処理繊維状態の天然竹繊維を得る。
【0090】
2.実施例1の項目2に従って天然竹繊維を処理する。
【0091】
3.加湿及び油剤供給後、天然竹繊維を選別する。
選別された天然竹繊維は、繊維番手が500Nm以上、繊維強度が3CN/D以上、繊維平均長が50〜100mmである。
【0092】
4.選別された繊維は、以下の条件において、結合破砕機や仕上げ用カード機械に供給されて、スライバが調製される。
ピンエプロンの速度:60m/min
エプロンのハングアップ:75〜80回/min
シリンダの速度:140rpm
ドッファの速度:10〜12rpm
エプロンの速度:1〜1.5m/min
延伸の速度:25〜30m/min
延伸ガイドの幅:52〜72mm
出口のスライバ重量:10〜15g/m
カード処理技術により、軽微な叩き及び軽微なカーディングを本質的に維持し、輸送が良好で、繊維の損傷を可能な限り減少させることが可能である。
良質なスライバを得るために、各工程における延伸比を減少すべきである。
【0093】
5.繊維束の均一性と強度を向上させるための分繊工程
スライバの数:6〜8
針状コームで打つ時間:800〜1000/min
針状コームの仕様:7〜10針/inch
張力伸張比:1.015〜1.045
【0094】
6.以下の条件による粗紡工程
出口の番手:1〜1.5Nm
前方ローラの速度:10〜16m/min
スピンドルの速度:500rpm
加撚係数:30〜40
【0095】
7.粗糸(rove)の洗化炭(scouring)工程
粗紡工程→洗化炭→温水で洗浄→冷水で洗浄
技術パラメータ
温度:120〜130℃
圧力:2kgf/cm2
時間:1.5〜2時間
60℃の温水で洗浄を二度行い、各回10〜15分間ずつ洗浄する。
洗化炭用薬剤は、粗糸の重量に基づき、水酸化ナトリウムが3〜5重量%、炭酸ナトリウムを0.15〜0.2重量%、メタケイ酸ナトリウムを0.3〜0.4重量%、亜硫酸ナトリウムを0.3〜0.5重量%、浸透剤を0.1〜0.2重量%含む。
【0096】
8.粗糸の漂白工程
洗化炭工程→酸洗浄→水洗浄→漂白→水洗浄
酸洗浄工程は、酸濃度が1〜1.5g/l、常温で、10〜15分間行われ、その後に冷水で清浄する。
漂白工程は、pH10.5〜11において、95〜100℃で45〜60分間行い、その後に50〜60℃の温水で10〜15分間洗浄し、最後に冷水で10〜15分間洗浄する。
漂白液は、過酸化水素を4〜5g/l、安定剤を7〜8g/l、浸透剤を2〜3g/l、そして水酸化ナトリウムを含む。
【0097】
9.精紡工程
前方ローラの速度:12〜16m/min
スピンドルの速度:5000〜6000rpm
延伸比:9〜14
加撚係数:95〜115
【0098】
10.温度80〜100℃において5時間以上乾燥し、水分率を約7〜10%に回復させる。
【0099】
11.粗糸の洗化炭及び漂白工程は、製品の用途に応じて任意にすることができる。
【0100】
12.正確に測定された重量を、低速で供給するためには、延伸比を高くしすぎるべきではない。
【0101】
13.好ましくは、延伸機はカーディング装置と共通である。
【0102】
14.好ましくは、精紡機は、2バンド系ドラフトである。
【0103】
15.始めのほうの工程では、好ましくは、高い温度と相対湿度とが維持される。例えば、温度は好ましくは20〜30℃で、相対湿度は65〜85%である。
【0104】
本実施例においては、上記のように繊維を処理して紡績性を向上した後に、フィラメント状の天然竹繊維または処理繊維状態の天然竹繊維を、結合破砕機や仕上げ用カード機械のようなリネン精紡機を用いて、分繊、延伸、粗紡及び精紡を行う。
【図面の簡単な説明】
【0105】
【図1】本発明の実施例で用いられるラミー紡績系の処理の概略ダイヤグラムである。
【図2】本発明の実施例で用いられる綿紡績系の処理の概略ダイヤグラムである。
【図3】本発明の実施例で用いられる絹紡績系の処理の概略ダイヤグラムである。
【図4】本発明の実施例で用いられる羊毛紡績系の処理の概略ダイヤグラムである。
【図5】本発明の実施例で用いられるリネン紡績系の処理の概略ダイヤグラムである。
【発明の詳細な説明】
【0001】
技術分野
本発明は、ヤーン及びその製造方法に関し、特に、純粋な天然竹繊維を単独で、又は他の織物繊維と結合した天然竹繊維を含むヤーン及びその製造方法に関する。
【0002】
背景技術
中国では、竹は、長く古い歴史を有する。それは、作家や画家に評価されているのみでなく、人々に、布地、食料、家庭用品、乗物、演芸を含む彼らの生活に豊富な資源を提供してきた。人々の労働、生活及び活動等における竹の幅広い利用は、世界中の人々によって大いに考えられてきた。今日では、竹は、人々の毎日の生活に身近に関係し、社会経済建設の重要な役割を果たしている。近年では、竹の資源の利用において、天然竹繊維を紡績して織成するのに利用可能であることが、論議されている新たな話題である。豊富な資源と高い品質とを備えた緑色植物由来の天然繊維として、竹繊維は、新たな天然繊維の種類になる。織物産業における竹の活用と利用が、歴史的意義と社会的興味を示す重要な課題である。それゆえ、多くの企業及び科学研究分野の人々が、いかにして天然竹の織物製品を可能な限り円滑に製造するかを目的として、科学研究分野、製造業、及び販売業に関係なく探求している。
【0003】
21世紀は、環境保護を探求する時代である。天然竹繊維は、自然環境に優しい新規な天然繊維の一種として、抵抗し難い魅力を有する。それは、その緑色と自然だけでなく、抗菌性、耐摩耗性、吸湿性、及び気体透過性という他の繊維が有しない性質による独特な利点にもよる。竹繊維の断面に分布した多数の管状空隙があるので、竹繊維は、瞬時に湿気を吸収又は蒸発することができる。それゆえ、天然竹繊維には、「呼吸する繊維」という名前が付けられている。人々は、竹繊維を新しい織物材料として好むだろう。現在の市場で「竹繊維」と呼ばれる織物は、厳密には、竹パルプシートから製造されたビスコースファイバーから成る製品である(中国特許ZL02113106.6号)。そのような竹レーヨン製品では、天然竹繊維の特性の多くは損なわれ、ヤーン内の竹繊維は、天然竹繊維の優れた特性を本質的に失っている。よって、権威ある当局は、竹レーヨン製品が天然竹繊維品であると認めていない。
【0004】
中国特許ZL02111380.7は、本当の天然竹繊維を製造する方法が開示されており、その方法は、竹繊維の優れた利点を効率的に維持することができる。レーヨン由来の繊維を区別するために、この繊維は、天然竹繊維と呼ばれている。天然竹繊維を得ることの成功は、天然竹繊維の織物製品を製造する良い基礎を用意した。しかしながら、この特許の方法に基づいて製造された繊維は、直に紡績に使用することができない。これは、
結合力が乏しく、ヤーンの強度が低く、環境を大きく変化させるからである。いかにして天然竹繊維のヤーンと織物とを製造するかにおいて、多くの解決すべき技術的問題点がある。竹繊維のさらなる研究も必要である。
【0005】
発明の概要
本発明の目的は、天然竹繊維の元来の特性を維持しているのみでなく、織物製品の要求にも合致した天然竹ヤーンを提供することである。本発明の別の目的は、天然竹ヤーンを製造する方法を提供することである。
【0006】
上述の本発明の目的は、以下の方法によって達成される。まず、竹(一般的には孟宗竹(Mao bamboo))から、天然の薬剤と共に処理して、リグニン及びペクチンのような不純物を除去する。1つの実施形態では、得られた繊維は、中国特許ZL02111380.7に開示されている方法によって製造されたフィラメント状の天然竹繊維である。別の実施形態では、得られた繊維は、一定量のリグニンとペクチンとを意図的に残留させて形成した処理繊維状態の天然竹繊維である。天然竹繊維は、天然竹繊維の紡績性を向上し、また分散性と集束性とを増強するために、さらに、紡績性を向上できる処理をされる。天然竹繊維は、油剤(乳化オイル)供給と乾燥とにより処理される。次いで、得られた繊維は、加湿と油剤供給とにより処理される。そして、一定時間だけ積層した後に、紡績可能な天然竹繊維が得られる。天然竹繊維の紡績は、単独で、又は他の織物繊維と結合して行われる。種々の純粋な天然竹繊維ヤーン又は混合ヤーンは、ラミー紡績系、綿紡績系、絹紡績系、羊毛紡績系、又はリネン紡績系のような方法によって得ることができる。
【0007】
本発明の主な技術的要点は、以下の通りである。
(1)ヤーンは、天然竹繊維を単独で紡績し、あるいは他の織物繊維(例えば、テリレン、ニトリル、ラミー、羊毛、テンセル、レーヨン、綿、絹、モダール等)と組み合わせて紡績することにより、調製される。他の織物繊維との混合比は、以下のようになっている。
天然竹繊維 30〜100重量%
他の繊維 70〜0重量%
【0008】
(2)上述のヤーンにおいて、天然竹繊維は、フィラメント状の天然竹繊維、又は一定量のリグニンとペクチンとを意図的に残留させて形成した処理繊維状態の天然竹繊維を含む。
【0009】
(3)上述のヤーンにおいて、天然竹繊維は、主に、以下の技術的指標を有する。
【0010】
(4)天然竹繊維の製造方法は、まず天然竹繊維を製造する工程(既知の技術による)と、天然竹繊維の紡績性を向上する工程と、紡績工程とを含む。天然竹繊維の紡績性を向上する工程が、最も重要であることに注意すべきである。
【0011】
(5)上述の製造方法において、天然竹繊維の紡績性を向上する工程が、
a.中国特許ZL02111380.7に開示されているような既知の技術により天然竹繊維を得る過程と、
b.天然竹繊維を選別する過程であって、その過程においては、天然竹繊維の選別のための要求は、繊維が真っ直ぐで整列していなくてはならないことであり、
ここで天然竹繊維の技術的指標が上述の(3)に合致しており、
繊維束(fiber bundle)の重量が、種々の種類によって変化している選別過程と、
c.天然竹繊維に油剤を供給する過程であって、その過程においては、油剤は、乳化オイルを含む石けんの混合物であり、
ここで、乳化オイルの含有量は、1〜1.8重量%で、石けんの含有量は、0.5〜0.9重量%であり、これらは、天然竹繊維の重量を基準にしており、
油剤は、加湿後の天然竹繊維を油剤中に浸漬して、80〜90℃の温度で、3〜4時間の条件で、浴比(a bath rate)1:6〜8によって天然竹繊維に供給され、
乳化オイルは、植物油が47〜53重量%と、水酸化ナトリウムが0.04〜0.06重量%と、水が47〜53重量%とを含んでおり、
上記の植物油は、酸価が8以下で、ケン化価が185〜195であり、ヨウ素価が76〜83である油剤供給過程と、
d.天然竹繊維を脱水後に乾燥器内で乾燥する過程であって、乾燥後に回復する水分率が5〜9重量%である乾燥過程と、
e.天然竹繊維を、乾燥過程後に、加湿し油剤供給する過程であって、
加湿は、噴霧方式によってなされ、
油剤は、灯油が9〜10.6重量%と、炭酸ナトリウムが0.3〜0.5重量%と、植物油が6〜7.6重量%と、水が83〜84重量%とを含む加湿及び油剤供給過程と、
f.天然竹繊維を、加湿後に5〜7日間にわたって積層する過程であって、天然竹繊維の湿気は、10〜15%に回復する積層過程と、を含む。
【0012】
(6)天然竹繊維の紡績工程は、以下の群から選択される方法によってなされる。
i.図1に示すようなラミー紡績系の技術であって、繊維長さが70mm〜100mmである。
ii.図2に示すような綿紡績系の技術であって、繊維長さが30mm〜50mmである。
iii.図3に示すような絹紡績系の技術であって、繊維長さが65mm〜100mmである。
iv.図4に示すような羊毛紡績系の技術であって、繊維長さが65mm〜100mmである。
v.図5に示すようなリネン紡績系の技術であって、繊維長さが50mm〜100mmである。
【0013】
(7)分繊(slivering)、延伸(drawing)、及び粗紡(roving)工程における延伸比が、5〜10の間に制御されている。
【0014】
(8)分繊工程において、繊維は、適度な張力をかけながら、一定の少量ずつ低速で供給される。この処理は、繊維をさらに揃えて、繊維の損傷を除去することを目的としている。
【0015】
(9)精梳工程(combing)において、繊維は、一定の少量ずつ低速で供給される。異なる技術案が、材料の品質の相違に依存して用いられる。延伸ゲージは、28〜48mmである。この処理は、高い番手のヤーンを得るために、短繊維と欠点とを除去することを目的としている。
【0016】
(10)延伸工程において、スライバは、大きい圧力をかけながら、一定の少量ずつ低速で供給されており、延伸工程用の装置は、自動停止装置を備え、通路が光沢を有し清浄であり、小径のコーン形状の口部を有している。この処理は、スライバの平坦度と滑らかさを向上し、均一な混合を確実にし、その形状を良好にすることを目的とする。
【0017】
(11)粗紡工程において、スライバは、柔らかさと非切断を維持しつつ強い撚りをかけながら、一定の少量ずつ低速で供給される。
【0018】
(12)精紡工程(spinning)において、スライバは、低い延伸力、とある適度な圧力、適度な張力及び適度な延伸ゲージにより、低速で供給される。
【0019】
(13)精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、22〜30℃であり、相対湿度は、70〜90%である。
【0020】
(14)精紡工程において、延伸比は、10〜30に調節される(種類によって変更する)。
【0021】
(15)天然竹繊維ヤーン又は竹混合ヤーンを二重にして撚りあわせて、合糸を形成する(種類によって変更する)。
【0022】
(16)一般に、天然竹繊維と他の繊維とを、スライバの混合、一定の少量の混合、又は束の混合によって混合する。
【0023】
本発明によって製造した天然竹ヤーンと竹混合ヤーンは、天然竹繊維の性質を評価された後で、優れたグロスと高い強度を有する。フィラメント状の天然竹繊維の繊度は、約1200〜2000デニールの範囲にあり、処理済み状態の天然竹繊維の繊度は、約500以上である。繊維の長さは、要求されたスペックに合わせて変更することができる。天然竹繊維の表面に存在する多数の細かい溝は、吸湿及び湿気の蒸発の機能を向上するのに有利である。繊維間の細かい隙間は、繊維の曲げ又は圧迫を問わずに維持されるので、どのような場合でも、毛細管現象は維持される。よって、春物衣料及び夏物衣料の繊維として使用するのに適している。夏物衣料への天然竹繊維の使用は、体表面からの汗の蒸発に有利であり、汗をかくことによる不快感を避けることができる。さらに、汗の蒸発は、体表面から熱を奪うことができる。本発明で用いられる原料の竹は、中国や日本のようなアジアに広く生息しており、簡単に入手することができる。本発明にかかる天然竹繊維を含むヤーンは、環境に優しく、生物分解可能である。
【0024】
さらに、天然竹繊維は、単独又は別の繊維と共に紡績できる。得られたヤーンは、織物又は編物用の36Nmの純粋な天然竹繊維ヤーン、織物又は編物用の24Nmの純粋な天然竹繊維ヤーン、45Nmの天然竹繊維と水溶性繊維(天然竹繊維74%と水溶性繊維40%)の混合ヤーン、68Nmの天然竹繊維とテリレン(天然竹繊維35%とテリレン65%)の混合ヤーン、51Nmの天然竹繊維とラミー(天然竹繊維70%とラミー30%)の混合ヤーン、13.5Nmの純粋な天然竹繊維ノットヤーン、80Nmの天然竹繊維と絹(天然竹繊維50%と絹50%)の混合ヤーン、50Nm/2の天然竹繊維と羊毛(天然竹繊維60%と羊毛40%)の混合ヤーン、15Nmの純粋な天然竹繊維ヤーンを含む。
【0025】
実施例
実施例1: 24Nmの天然竹繊維ヤーンの製造
ラミー紡績系による処理条件は、以下の通りである。
1.天然竹繊維を得る工程であって、中国特許ZL02111380.7に開示されているような既知の技術による。
【0026】
2.天然竹繊維の紡績性を向上させる工程
A.天然竹繊維に油剤を供給過程
この過程において、油剤は、加湿後の天然竹繊維を油剤中に浸漬して、80〜90℃の温度で、3〜4時間の条件で、浴比(a bath rate)1:6〜8によって天然竹繊維に供給される。ここで、乳化オイルの含有量は、1〜1.4重量%で、石けんの含有量は、0.8重量%であり、これらは、天然竹繊維の重量を基準にしている。
乳化オイルは、ティーオイル49.95重量%と、水酸化ナトリウム0.05重量%と、水50重量%とを含んでいる。上記のティーオイルは、酸価が8以下で、ケン化価が185〜195であり、ヨウ素価が76〜83である。
B.天然竹繊維を脱水後に乾燥器内で乾燥する過程であり、乾燥後に回復する水分率が5〜9重量%である。
C.乾燥過程後に、天然竹繊維を、噴霧加湿し油剤供給する過程であって、油剤は、灯油10重量%と、炭酸ナトリウム0.4重量%と、ティーオイル6.6重量%と、水83重量%とを含んでいる。
D.天然竹繊維を、加湿後に5〜7日間にわたって積層する過程であって、天然竹繊維の水分率は、10〜15%に回復する。
【0027】
3.加湿し積層した後に、繊維を選別する工程
選別後の繊維束の重量は、65±5gで、選別の要件は以下のようになっている。
番手:1200Nm〜2000Nm
繊維強度:4〜5.5CN/D
平均繊維長:80〜100mm
繊維長の変更係数:40〜45%
ネップ:5/g 以下
密集率 0.5% 以下
【0028】
4.繊維束を、以下の条件で2回展開(spreading)する工程
展開機:225g/kont
針状コームで打つ時間:409/min
針状コームの仕様:18針/inch
後方での延伸比:1.017
【0029】
5.繊維束を、以下の条件で分繊する工程
針状コームで打つ時間:390/min
針状コームの仕様:18針/inch
後方での延伸比:0.97
前方での延伸比:1.095
【0030】
6.繊維束を、以下の条件で予備延伸する工程(pre-drawing)
針状コームで打つ時間:390/min
針状コームの仕様:13〜18針/inch
後方での延伸比:1.02
前方での延伸比:1.04
出口のスライバ重量:40〜45g/5m
【0031】
7.予備延伸後に清梳する工程
シリンダの速度:90〜95/min
延伸ゲージ:38〜48mm
出口のスライバ重量:40〜45g/5m
【0032】
8.繊維束を、上記の項目6と同様の条件で予備延伸する工程
【0033】
9.以下の条件での第1の粗紡工程
前方ローラの速度:175rpm
スピンドルの速度:300rpm
加撚係数:21
延伸比:約8
【0034】
10.以下の条件での第2の粗紡工程
前方ローラの速度:58〜70rpm
スピンドルの速度:450rpm
延伸比:約8
【0035】
11.以下の条件での精紡工程
前方ローラの速度:99rpm
スピンドルの速度:6250rpm
延伸比:約17
【0036】
本実施例では、上記の繊維を処理して紡績性を向上した後に、天然竹繊維束は、天然竹繊維をラミー紡績機の手法によって、選別し、配列し、展開し、分繊し、予備延伸し、精梳することにより調製され、そして、ヤーンは、延伸し、粗紡し、精紡することにより調製される。
【0037】
実施例2: 60Nmの天然竹繊維と水溶性繊維との混合ヤーン製造
ヤーンの混合比は、天然竹繊維60%と水溶性繊維40%である。
ラミー紡績系の技術による処理条件は以下の通りである。
1.実施例1と同様に、天然竹繊維を得る工程
天然竹繊維の選別要件は、繊維が真っ直ぐで整列しており、密集欠陥(thick fault)が0.3%以下でなくてはならないことである。繊維束の重量は、種類によって変わる。
【0038】
2.実施例1と同様に、天然竹繊維の紡績性を向上させる工程
【0039】
3.加湿し積層した後に、繊維を選別する工程
選別後の繊維束の重量は、65±5gである。
【0040】
4.繊維束を、以下の条件で2回展開する工程
第1の展開工程
編目:225g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
第2の展開工程
編目:225g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
【0041】
5.実施例1と同様に、繊維束を、以下の条件で分繊する工程
スライバ重量:45〜50g/5m
針状コームの仕様:18針/inch
針状コームで打つ時間:309/min
【0042】
6.実施例1と同様に、天然竹繊維スライバを水溶性繊維スライバと共に、以下の条件で延伸する工程
水溶性繊維スライバは、番手が6000Nm以上であり、平均長さが90mm以上である。
溶解温度:88℃から溶解しはじめ、100℃で完全に溶解する。
【0043】
7.混合スライバを粗紡する工程
適度な撚りをかけ、柔らかさと非切断を維持しながら、一定の少量ずつ低速で供給される。
【0044】
8.精紡工程
スライバは、低い延伸力、とある適度な圧力、適度な張力及び適度な延伸ゲージにより、低速で供給される。この処理は、毛羽を減少し、切断を低減し、ヤーンの規則性を増加し、強度の不均一性を低減することを目的としている。
【0045】
9.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、22〜30℃であり、相対湿度は、70〜90%である。
分繊工程、延伸工程、及び粗紡工程における延伸比は、約8以上であり、精紡工程における延伸比は、15〜20である。
【0046】
実施例3: 13.5Nmの天然竹繊維ヤーンの製造
綿紡績系の技術による処理条件は、以下の通りである。
1.実施例1と同様に、天然竹繊維を得る工程
天然竹繊維(短繊維の紡績技術)は、番手1200Nm〜2000Nm、繊維強度3〜5.5CN/D、平均繊維長30〜50mm、密集欠陥(thick fault)1%以下である。
【0047】
2.実施例1と同様に、天然竹繊維の紡績性を向上させる工程
【0048】
3.処理した天然竹繊維をパックする工程
【0049】
4.繊維を、以下の条件で、混打綿機上でロールする工程
ダストバー間のゲージ:7mm
ストライカー(striker)とダストバーとの間のゲージ(入口/出口):8mm/18mm
綿ロールローラの速度:13rpm
ストライカーの速度:1000rpm
綿ロールの乾燥重量:400g/m
【0050】
5.ロールした天然竹繊維を、以下の条件により、カード機内でスライバにするカード工程(carding)
ニードルローラとダストブレードとの間のゲージ:15/1000(inch)
シリンダとニードルローラとの間のゲージ:7/1000(inch)
シリンダとフラットとの間のゲージ(入り口から出口の順に):それぞれ14/1000inch、12/1000inch、12/1000inch、12/1000inch、14/1000inch
シリンダとドッファ(doffer)との間のゲージ:5/1000inch
ドッファの速度:16.6rpm
シリンダの速度:360rpm
ニードルローラの速度:1070rpm
フラットの速度:177mm/min
出口のスライバの乾燥重量:24g/5m
【0051】
6.延伸工程における主要な技術的パラメータは、以下の通りである。
スライバ供給数:8
出口のスライバの乾燥重量:21〜22.5g/5m
延伸比:7〜9
前方ローラの速度:1300〜1470rpm
前方のゲージ:14mm
後方のゲージ:22mm
【0052】
7.粗紡工程における主要な技術的パラメータ
出口のスライバの乾燥重量:10.2g/10m
加撚係数:37.2
前方ローラの速度:157rpm
スピンドルの速度:480rpm
後方の延伸比:1.18
8.精紡工程における主要な技術的パラメータ
加撚係数:140
後方の延伸比:1.33
前方ローラの速度:176rpm
スピンドルの速度:7330rpm
2つのローラ中心間のゲージ
前方ローラから中間ローラ:45mm
前方ローラから後方ローラ:100mm
スリップノッチ:普通糸用 15×0.7mm
スラブヤーン用 15×2mm
スラブを製造できるタイプの装置は、YTC83−SMである。
【0053】
9.回転精紡工程(rotor spinning)における主要な技術的パラメータ
コームローラの速度:7500rpm
回転速度:3100rpm
分離板のセクター角度:45°
ニードルローラ:OK40
加撚係数:150
【0054】
10.綿の長さの天然竹繊維と綿の長さの他の繊維とを、パック混合又はスライバ混合により、混合する工程
【0055】
11.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、22〜30℃であり、相対湿度は、60〜80%である。
【0056】
12.オープニングとクリーニングの方式は、繊維を緩くするが、繊維を叩くことはない。
【0057】
13.カード工程は、低速と、主な目的が繊維の輸送であることにより特徴付けられ、カーディングゲージは、繊維を傷つけないように比較的広くされている。
【0058】
14.延伸工程において、スライバの平坦度を高めるために、スライバは、大きい圧力をかけながら低速で供給され、延伸比は、延伸スライバの数よりもわずかに大きい。
【0059】
15.粗紡工程及び精紡工程における加撚係数は、わずかに高くされて、ヤーンの強度を向上するのに寄与する。
【0060】
16.延伸フレーム、粗紡フレーム、及び精紡フレームのローラは、繊維の巻き付きを低減するために、複合弾性布地で覆うべきである。
【0061】
本実施例では、精梳工程中に形成されたフィラメント又は紡績に要求されるフィラメントを、綿紡績系の方法により、除塵(clear)し、引っ掻き(scotch)、ロール(roll)し、精梳(comb)し、延伸(draw)し、粗紡(rove)し、精紡(spin)(又は回転精紡(rotor spin))する。
【0062】
実施例4: 80Nmの天然竹繊維と絹繊維との混合ヤーン製造
ヤーンの混合比は、天然竹繊維50%と絹繊維50%である。
絹紡績系の技術による処理条件は以下の通りである。
1.実施例1と同様に、天然竹繊維を得る工程
天然竹繊維の選別要件は、繊維が真っ直ぐで整列しており、密集欠陥が0.3%以下でなくてはならないことである。繊維束の重量は、種類によって変わる。
【0063】
2.実施例1と同様に、天然竹繊維の紡績性を向上させる工程
【0064】
3.加湿し積層した後に、繊維を選別する工程
選別後の繊維束の重量は、65±5gである。
【0065】
4.繊維束を、以下の条件で2回展開する工程
第1の展開工程
編目:200g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
第2の展開工程
編目:200g/kont
針状コームの仕様:18針/inch
針状コームで打つ時間:409/min
【0066】
5.実施例1と同様に、繊維束を、以下の条件で分繊する工程
出口のスライバ重量:40〜45g/5m
針状コームの仕様:18針/inch
針状コームで打つ時間:309/min
【0067】
6.繊維束を、以下の条件で1回予備延伸する工程
出口のスライバ重量:40〜45g/5m
針状コームの仕様:13針/inch
針状コームで打つ時間:390/min
【0068】
7.予備延伸後に清梳する工程
シリンダの速度:92〜95/min
延伸ゲージ:38〜45mm
出口のスライバ重量:40〜45g/5m
【0069】
8.繊維束を、上記の第6項と同様の条件で予備延伸する工程
【0070】
9.絹と混合し、以下の条件で延伸する工程
逆方向の張力での延伸比:0.96
正方向の張力での伸張比:1.02
針状コームで打つ時間:390/min
針状コームの仕様:13〜16針/inch
【0071】
10.以下の条件による粗紡工程
出口の番手:3.5〜4Nm
スピンドルの速度:55rpm
加撚係数:21
延伸比:約8以上
【0072】
11.以下の条件による精紡工程
出口の番手:80Nm
スピンドルの速度:6250rpm
加撚係数:80
延伸比:20〜24
【0073】
12.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、20〜30℃であり、相対湿度は、65〜80%である。
【0074】
本実施例では、上記の繊維を処理して紡績性を向上した後に、天然竹繊維束は、天然竹繊維を絹紡績機の手法によって、展開し、分繊し、予備延伸し、精梳することにより調製され、そして、ヤーンは、紡績した絹と混合し、粗紡し、精紡することにより調製される。
【0075】
実施例5: 50Nm/2の天然竹繊維及び羊毛繊維の混合ヤーンの製造
ヤーンの混合比は、天然竹繊維60%と羊毛繊維40%である。
羊毛紡績系による処理条件は、以下の通りである。
1.実施例1の項目1及び2に従って天然竹繊維を製造及び処理する。
【0076】
2.加湿した後に、天然竹繊維を選別する工程
選別した天然竹繊維は、繊維番手が1500Nm以上、繊維強度が4CN/D以上、繊維平均長が65〜100mm、密集率が0.5%以下である。
【0077】
3.スライバを調製するために、以下の条件で、カーディング装置により天然竹繊維をカーディングする工程
シリンダの速度:148rpm
ドッファの速度:15rpm
出口のスライバ重量:15±1g/m
【0078】
4.スライバを、以下の条件で、2回予備延伸する工程
針状コームで打つ時間:800/min
針状コームの仕様:7〜10針/inch
出口のスライバ重量:11±0.5g/m
【0079】
5.予備延伸後に、以下の条件でスライバを清梳する工程
シリンダの速度:90〜95/min
延伸ゲージ:28〜48mm
出口のスライバ重量:40〜45g/5m
【0080】
6.清梳後に再度予備延伸する工程
出口のスライバ重量:40〜45g/5m
針状コームの仕様:10〜13針/inch
針状コームで打つ時間:600〜800/min
【0081】
7.清梳後及び予備延伸後、天然竹繊維と羊毛スライバを、以下の条件で混合する工程
延伸比:1.307
後方の延伸比:1.037
前方の延伸比:1.011
針状コームで打つ時間:600〜800/min
針状コームの仕様:13〜19針/inch
出口のスライバ重量:20〜45g/5m
延伸比:7〜10
【0082】
8.以下の条件での粗紡工程
出口番手:2.5〜3Nm
スピンドルの速度:530rpm
加撚係数:20〜23
延伸比:10〜12
【0083】
9.以下の条件での精紡工程
出口の番手:50Nm
スピンドルの速度:5500rpm
加撚係数:90〜100
延伸比:10〜20
【0084】
10.以下の条件での糸巻工程
ヤーンの速度:350〜400m/min
シートの重量:7g/シート
【0085】
11.合糸工程(Doubling)
合糸の供給本数:2
スピンドルの速度:6000rpm
加撚係数:130〜150
【0086】
12.精紡工程中に、高い周囲の温度と湿度が維持される。例えば、温度は、20〜30℃であり、相対湿度は、70〜90%である。
【0087】
13.精紡工程において、スライバは、低い延伸力、とある適度な圧力、適度な張力及び適度な延伸ゲージにより、低速で供給される。この処理は、繊維をさらに揃えて、繊維強度の不均一を減少させることを目的としている。
【0088】
本実施例では、コーマ機のような羊毛紡績機を用いて、上記の繊維の精紡性を高めるための処理を施した後、天然竹繊維束が分繊、予備延伸及び清梳によって調製され、その後、羊毛スライバとの混合、粗紡、紡績、溝付きドラミング、清梳及び加撚によりヤーンが調製される。
【0089】
実施例6: 15Nmの純粋な天然竹ヤーンの製造
リネン精紡系による処理条件は、以下の通りである。
1.フィラメント状の天然竹繊維または処理繊維状態の天然竹繊維を得る。
【0090】
2.実施例1の項目2に従って天然竹繊維を処理する。
【0091】
3.加湿及び油剤供給後、天然竹繊維を選別する。
選別された天然竹繊維は、繊維番手が500Nm以上、繊維強度が3CN/D以上、繊維平均長が50〜100mmである。
【0092】
4.選別された繊維は、以下の条件において、結合破砕機や仕上げ用カード機械に供給されて、スライバが調製される。
ピンエプロンの速度:60m/min
エプロンのハングアップ:75〜80回/min
シリンダの速度:140rpm
ドッファの速度:10〜12rpm
エプロンの速度:1〜1.5m/min
延伸の速度:25〜30m/min
延伸ガイドの幅:52〜72mm
出口のスライバ重量:10〜15g/m
カード処理技術により、軽微な叩き及び軽微なカーディングを本質的に維持し、輸送が良好で、繊維の損傷を可能な限り減少させることが可能である。
良質なスライバを得るために、各工程における延伸比を減少すべきである。
【0093】
5.繊維束の均一性と強度を向上させるための分繊工程
スライバの数:6〜8
針状コームで打つ時間:800〜1000/min
針状コームの仕様:7〜10針/inch
張力伸張比:1.015〜1.045
【0094】
6.以下の条件による粗紡工程
出口の番手:1〜1.5Nm
前方ローラの速度:10〜16m/min
スピンドルの速度:500rpm
加撚係数:30〜40
【0095】
7.粗糸(rove)の洗化炭(scouring)工程
粗紡工程→洗化炭→温水で洗浄→冷水で洗浄
技術パラメータ
温度:120〜130℃
圧力:2kgf/cm2
時間:1.5〜2時間
60℃の温水で洗浄を二度行い、各回10〜15分間ずつ洗浄する。
洗化炭用薬剤は、粗糸の重量に基づき、水酸化ナトリウムが3〜5重量%、炭酸ナトリウムを0.15〜0.2重量%、メタケイ酸ナトリウムを0.3〜0.4重量%、亜硫酸ナトリウムを0.3〜0.5重量%、浸透剤を0.1〜0.2重量%含む。
【0096】
8.粗糸の漂白工程
洗化炭工程→酸洗浄→水洗浄→漂白→水洗浄
酸洗浄工程は、酸濃度が1〜1.5g/l、常温で、10〜15分間行われ、その後に冷水で清浄する。
漂白工程は、pH10.5〜11において、95〜100℃で45〜60分間行い、その後に50〜60℃の温水で10〜15分間洗浄し、最後に冷水で10〜15分間洗浄する。
漂白液は、過酸化水素を4〜5g/l、安定剤を7〜8g/l、浸透剤を2〜3g/l、そして水酸化ナトリウムを含む。
【0097】
9.精紡工程
前方ローラの速度:12〜16m/min
スピンドルの速度:5000〜6000rpm
延伸比:9〜14
加撚係数:95〜115
【0098】
10.温度80〜100℃において5時間以上乾燥し、水分率を約7〜10%に回復させる。
【0099】
11.粗糸の洗化炭及び漂白工程は、製品の用途に応じて任意にすることができる。
【0100】
12.正確に測定された重量を、低速で供給するためには、延伸比を高くしすぎるべきではない。
【0101】
13.好ましくは、延伸機はカーディング装置と共通である。
【0102】
14.好ましくは、精紡機は、2バンド系ドラフトである。
【0103】
15.始めのほうの工程では、好ましくは、高い温度と相対湿度とが維持される。例えば、温度は好ましくは20〜30℃で、相対湿度は65〜85%である。
【0104】
本実施例においては、上記のように繊維を処理して紡績性を向上した後に、フィラメント状の天然竹繊維または処理繊維状態の天然竹繊維を、結合破砕機や仕上げ用カード機械のようなリネン精紡機を用いて、分繊、延伸、粗紡及び精紡を行う。
【図面の簡単な説明】
【0105】
【図1】本発明の実施例で用いられるラミー紡績系の処理の概略ダイヤグラムである。
【図2】本発明の実施例で用いられる綿紡績系の処理の概略ダイヤグラムである。
【図3】本発明の実施例で用いられる絹紡績系の処理の概略ダイヤグラムである。
【図4】本発明の実施例で用いられる羊毛紡績系の処理の概略ダイヤグラムである。
【図5】本発明の実施例で用いられるリネン紡績系の処理の概略ダイヤグラムである。
【特許請求の範囲】
【請求項1】
天然竹繊維単独を紡績して、あるいは天然竹繊維30〜100重量%と他の繊維70〜0重量%の混合比で天然竹繊維と他の繊維とを組み合わせて紡績することにより調製した天然竹繊維から成るヤーン。
【請求項2】
上記天然竹繊維は、フィラメント状の天然竹繊維、又は所定量のリグニンとペクチンを意図的に残留させて調製した処理繊維状態の天然竹繊維から成る請求項1に記載のヤーン。
【請求項3】
上記天然竹繊維が主に以下の技術的特徴を有する請求項1に記載のヤーン。
【請求項4】
天然竹繊維を製造する工程と、天然竹繊維を紡績する工程と、さらに天然竹繊維の紡績性を向上させる工程とを含む、請求項1に記載のヤーンを製造する方法であって、
上記の紡績性を向上させる工程が、
a.天然竹繊維を得る過程と、
b.天然竹繊維を選別する過程であって、真っ直ぐで整列した天然竹繊維を選別することが要求され、繊維束の重量は種々の種類により変化する選別過程と、
c.天然竹繊維に油剤を供給する過程であって、油剤は石けんと乳化オイルの混合物で、天然竹繊維の重量基準で乳化オイルは1〜1.8重量%、石けんは0.5〜0.9重量%であり、
油剤は、加湿処理した繊維を油剤中に浸漬し、80〜90℃の温度で、3〜4時間、浴比1:6〜8となるように供給され、
ここで、乳化オイルは、植物油47〜53重量%と、水酸化ナトリウム0.04〜0.06重量%と、水47〜53重量%を含んでおり、その植物油の酸価が8以下で、ケン化価が185〜195であり、ヨウ素価が76〜83である、油剤供給過程と、
d.天然竹繊維を脱水後に乾燥器内で乾燥する過程であって、乾燥後の回復水分率が5〜9%である乾燥過程と、
e.乾燥後に、天然竹繊維を噴霧加湿し油剤を供給する過程であって、油剤が、灯油9〜10.6重量%と、炭酸ナトリウム6〜7.6重量%と、植物油6〜7.6重量%と、水83〜84重量%とを含む、加湿及び油剤供給過程と、
f.天然竹繊維を、加湿後に5〜7日間積層する過程であって、天然竹繊維の回復水分率が10〜15%である積層過程と、を含むヤーンの製造方法。
【請求項5】
上記紡績工程は、繊維長70〜100mmでラミー紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、ラミー紡績装置により天然竹繊維を選別し、配列させ、展開し、粗紡し、予備延伸し、そして精梳して天然竹繊維束を調製し、次いで延伸し、粗紡し、そして精紡することによりヤーンを調製する請求項4に記載の製造方法。
【請求項6】
上記紡績工程は、繊維長30〜50mmで綿紡績系の技術を用いて行われ、
ヤーンを製造する工程は、精梳工程により製造されたフィラメント又は紡績に適合するように製造されたフィラメントを、綿紡績装置により、除塵し、引っ掻きし、ロールし、精梳し、延伸し、粗紡し、そして精紡する(又は回転精紡する)請求項4に記載のヤーンの製造方法。
【請求項7】
上記紡績工程は、繊維長65〜100mmで絹紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、絹紡績装置により天然竹繊維を展開し、分繊し、予備延伸し、そして精梳して天然竹繊維束を調製し、次いでスパンシルクと混合し、粗紡し、そして精紡することによりヤーンを調製する請求項4に記載の製造方法。
【請求項8】
上記紡績工程は、繊維長65〜100mmで羊毛紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、コーマ等の羊毛紡績装置により天然竹繊維を分繊し、予備延伸し、そして精梳して天然竹繊維束を調製し、次いで羊毛スライバと混合し、粗紡し、精紡し、溝付きでドラミングし、混紡し、そして撚り合わせることによりヤーンを調製する請求項4に記載の製造方法。
【請求項9】
上記紡績工程は、繊維長50〜100mmでリネン紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、フィラメント状の天然竹繊維又は処理繊維状態の天然竹繊維に、結合破砕機や仕上げ用カード機械等のリネン紡績装置を用い、分繊し、延伸し、粗紡し、そして精紡することによりヤーンを調製する請求項4に記載の製造方法。
【請求項10】
上記積層工程における天然竹繊維の水分率が10〜15%である請求項4に記載の製造方法。
【請求項11】
上記の分繊し、延伸し、そして粗紡する工程における延伸比が5〜10である請求項4に記載の製造方法。
【請求項12】
上記紡績工程における延伸比が10〜30である請求項4に記載の製造方法。
【請求項1】
天然竹繊維単独を紡績して、あるいは天然竹繊維30〜100重量%と他の繊維70〜0重量%の混合比で天然竹繊維と他の繊維とを組み合わせて紡績することにより調製した天然竹繊維から成るヤーン。
【請求項2】
上記天然竹繊維は、フィラメント状の天然竹繊維、又は所定量のリグニンとペクチンを意図的に残留させて調製した処理繊維状態の天然竹繊維から成る請求項1に記載のヤーン。
【請求項3】
上記天然竹繊維が主に以下の技術的特徴を有する請求項1に記載のヤーン。
【請求項4】
天然竹繊維を製造する工程と、天然竹繊維を紡績する工程と、さらに天然竹繊維の紡績性を向上させる工程とを含む、請求項1に記載のヤーンを製造する方法であって、
上記の紡績性を向上させる工程が、
a.天然竹繊維を得る過程と、
b.天然竹繊維を選別する過程であって、真っ直ぐで整列した天然竹繊維を選別することが要求され、繊維束の重量は種々の種類により変化する選別過程と、
c.天然竹繊維に油剤を供給する過程であって、油剤は石けんと乳化オイルの混合物で、天然竹繊維の重量基準で乳化オイルは1〜1.8重量%、石けんは0.5〜0.9重量%であり、
油剤は、加湿処理した繊維を油剤中に浸漬し、80〜90℃の温度で、3〜4時間、浴比1:6〜8となるように供給され、
ここで、乳化オイルは、植物油47〜53重量%と、水酸化ナトリウム0.04〜0.06重量%と、水47〜53重量%を含んでおり、その植物油の酸価が8以下で、ケン化価が185〜195であり、ヨウ素価が76〜83である、油剤供給過程と、
d.天然竹繊維を脱水後に乾燥器内で乾燥する過程であって、乾燥後の回復水分率が5〜9%である乾燥過程と、
e.乾燥後に、天然竹繊維を噴霧加湿し油剤を供給する過程であって、油剤が、灯油9〜10.6重量%と、炭酸ナトリウム6〜7.6重量%と、植物油6〜7.6重量%と、水83〜84重量%とを含む、加湿及び油剤供給過程と、
f.天然竹繊維を、加湿後に5〜7日間積層する過程であって、天然竹繊維の回復水分率が10〜15%である積層過程と、を含むヤーンの製造方法。
【請求項5】
上記紡績工程は、繊維長70〜100mmでラミー紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、ラミー紡績装置により天然竹繊維を選別し、配列させ、展開し、粗紡し、予備延伸し、そして精梳して天然竹繊維束を調製し、次いで延伸し、粗紡し、そして精紡することによりヤーンを調製する請求項4に記載の製造方法。
【請求項6】
上記紡績工程は、繊維長30〜50mmで綿紡績系の技術を用いて行われ、
ヤーンを製造する工程は、精梳工程により製造されたフィラメント又は紡績に適合するように製造されたフィラメントを、綿紡績装置により、除塵し、引っ掻きし、ロールし、精梳し、延伸し、粗紡し、そして精紡する(又は回転精紡する)請求項4に記載のヤーンの製造方法。
【請求項7】
上記紡績工程は、繊維長65〜100mmで絹紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、絹紡績装置により天然竹繊維を展開し、分繊し、予備延伸し、そして精梳して天然竹繊維束を調製し、次いでスパンシルクと混合し、粗紡し、そして精紡することによりヤーンを調製する請求項4に記載の製造方法。
【請求項8】
上記紡績工程は、繊維長65〜100mmで羊毛紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、コーマ等の羊毛紡績装置により天然竹繊維を分繊し、予備延伸し、そして精梳して天然竹繊維束を調製し、次いで羊毛スライバと混合し、粗紡し、精紡し、溝付きでドラミングし、混紡し、そして撚り合わせることによりヤーンを調製する請求項4に記載の製造方法。
【請求項9】
上記紡績工程は、繊維長50〜100mmでリネン紡績系の技術を用いて行われ、
ヤーンを製造する工程は、紡績性を向上させる処理を行った後、フィラメント状の天然竹繊維又は処理繊維状態の天然竹繊維に、結合破砕機や仕上げ用カード機械等のリネン紡績装置を用い、分繊し、延伸し、粗紡し、そして精紡することによりヤーンを調製する請求項4に記載の製造方法。
【請求項10】
上記積層工程における天然竹繊維の水分率が10〜15%である請求項4に記載の製造方法。
【請求項11】
上記の分繊し、延伸し、そして粗紡する工程における延伸比が5〜10である請求項4に記載の製造方法。
【請求項12】
上記紡績工程における延伸比が10〜30である請求項4に記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2006−514169(P2006−514169A)
【公表日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願番号】特願2004−568623(P2004−568623)
【出願日】平成15年11月24日(2003.11.24)
【国際出願番号】PCT/CN2003/000997
【国際公開番号】WO2004/076728
【国際公開日】平成16年9月10日(2004.9.10)
【出願人】(504439481)株洲雪松麻業有限責任公司 (1)
【Fターム(参考)】
【公表日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願日】平成15年11月24日(2003.11.24)
【国際出願番号】PCT/CN2003/000997
【国際公開番号】WO2004/076728
【国際公開日】平成16年9月10日(2004.9.10)
【出願人】(504439481)株洲雪松麻業有限責任公司 (1)
【Fターム(参考)】
[ Back to top ]