
太陽電池の封入

【課題】太陽電池を封入するコスト及び手間を低減すると共に、上板に対する接着性を高めた太陽電池モジュールを提供する。
【解決手段】剛性又は可撓性の上板と、接続箱と、シリコーン接着剤の層において前記上板に対して所定の位置に与えられる、相互接続されたウェハータイプの太陽電池と、前記ウェハー、及び隣接するウェハーを連結する電気リード線を保護するために与えられるシリコーン封入材料のトップコートであって、前記電気リード線が、裏表面材料又は前記シリコーン封入材料とさらに結合されて一体式シールを形成し得るようにコーティングされたトップコートとを含む太陽電池モジュールとする。
【解決手段】剛性又は可撓性の上板と、接続箱と、シリコーン接着剤の層において前記上板に対して所定の位置に与えられる、相互接続されたウェハータイプの太陽電池と、前記ウェハー、及び隣接するウェハーを連結する電気リード線を保護するために与えられるシリコーン封入材料のトップコートであって、前記電気リード線が、裏表面材料又は前記シリコーン封入材料とさらに結合されて一体式シールを形成し得るようにコーティングされたトップコートとを含む太陽電池モジュールとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池、及びシリコーンベースの封入材料を太陽電池上に適用して太陽電池モジュールを形成する方法に関する。
【背景技術】
【0002】
太陽電池又は光電池は、光を電気に変換するのに使用される半導体デバイスである(これ以降、太陽電池と称する)。典型的に、光照射の際に、太陽電池は、その端子を通して電圧を発生し、結果として電子の流れを生じ、その大きさは、電池の表面で形成された光起電性接合部(photovoltaic junction)上にあたる光の強度に比例する。太陽電池は、例えば、結晶若しくは多結晶シリコン又は薄膜シリコン(例えば、非晶質)、半結晶シリコン、ガリウムヒ素、ジセレン化銅インジウム、テルル化カドミウム、ジセレン化銅インジウムガリウム、後者のいずれか1つ以上を含む混合物等のような任意の適切な半導体材料から製造することができる。一般的に、現在ウェハー及び薄膜の2つのタイプの太陽電池が存在する。ウェハーは、単結晶若しくは多結晶のインゴット又は鋳物から半導体材料を機械的に鋸引きすることによって製造される半導体材料の薄いシートである。薄膜ベースの太陽電池は、スパッタリング法若しくは化学気相成長法又は同様の技法により、基板又は上板(superstrate)上へ典型的に堆積させた半導体材料の連続層である。
【0003】
ウェハー及び薄膜ベースの太陽電池はいずれも脆弱性であるため、電池は負荷支持部材(load carrying supporting member)により支持されることが必須である。この負荷支持部材は、剛性材料(例えば、ガラス板剛性材料)、又は可撓性材料(例えば、金属フィルム及び/若しくはシート、又はポリイミドなどの適切なプラスチック材料)であってもよい。太陽電池又は光電池モジュール(これ以降、太陽電池モジュールと称する)は、負荷支持部材により支持される、単一の太陽電池又は相互接続された太陽電池の平面組立品を含む。太陽電池モジュールは、環境から電池を保護するために、典型的に封入される。太陽電池モジュールの支持部材は、太陽光を通す、すなわち太陽電池と光源との間に位置される最上層(top layer)、すなわち上板であってもよい。或いは、支持部材は、太陽電池の裏側に位置される裏層(back layer)、すなわち基板であってもよい。多くの場合、太陽電池モジュールは、上板及び基板の両方を含む。典型的に、一連の太陽電池モジュールは、単一の発電器(electricity-producing unit)として機能するソーラーアレイを形成するために相互接続され、ここで、電池及びモジュールは、装置の一部に電力を供給するために、又は貯蔵等のためのバッテリーを供給するために、適切な電圧を発生するような方法で相互接続される。
【0004】
一般に、太陽電池モジュールは、上板又は基板上に個々の太陽電池を電気的に相互接続すること、及び相互接続された電池を一体の太陽電池モジュール中に積層することにより製造される。上述の支持上板及び/又は支持基板により提供される支持及び保護に加えて、電池の光が当たる表面はまた、1つ以上の封入材料又はバリアコーティング材料(これ以降、「封入材料(複数可)」と称する)で覆われることにより、環境(例えば、風、雨、雪、埃等)から一般に保護される。
【0005】
通常、ウェハーベースの太陽電池モジュールは、基板と通常組み合わせて太陽光を通す上板を用いて設計され、基板に存在する場合には上板に電池を接着させるための電池接着剤としての1つ以上の封入材料層を有する材料から加工される。従って、光は、透明な上板及び接着剤を通過した後、半導体ウェハーに到達する。上板(典型的には剛性パネル)は、潜在的に有害な環境条件から太陽電池の一方の側を保護するように作用し、他方の側は、封入材料及び基板の幾つかの層の組合せにより保護される。
【0006】
多種多様の材料が、太陽電池モジュール封入材料として使用するために提唱されている。一般的な例としては、エチレン−酢酸ビニル共重合体(EVA)、デラウェア州ウィルミントンのE.I. Dupont de Nemours & CoからのTedlar(登録商標)、及びUV硬化性ウレタンのフィルムが挙げられる。封入材料は、フィルムの形態で一般に供給され、電池並びに上板及び/又は基板に積層される。従来技術の例としては、米国特許第4331494号に例示されるような接着剤を用いた太陽電池の積層、及び米国特許第4374955号に記載されるようなアクリルポリマー及び耐候性層の適用が挙げられる。また、太陽電池モジュールは、米国特許第4549033号に記載されるように、太陽電池上へアクリルプレポリマーを流延及び硬化することにより製造されている。
【0007】
欧州特許第0406814号及び米国特許第6320116号はいずれも、太陽電池又は光電池系の封入方式について記載している。Kondo等(Solar Energy Materials and Solar Cells 49 (1997) pages 127-133)は、非晶質シリコン光電池モジュールを封入する手段として、熱硬化性有機液体樹脂の使用について記載しているが、使用する樹脂を明確に特定していない。
【0008】
従来技術では典型的に、使用される封入材料は、フィルム状であり、従って、封入材料の層は、それらを溶融させる熱及び真空条件下で積層され、隣接する表面に結合され、そして太陽電池を完全に「封入」しなければならない。
【0009】
太陽電池モジュール封入に関する現在既存の方法は、積層工程のためにバッチモードで通常行われ、これが方法全体を遅くさせ、モジュール封入の全体的なコストが高いという事実をもたらす。多くの場合、封入材料の幾つかの層は、異なる層に対して同じか、又は異なる封入材料を用いて適用され得る。従来技術のモジュールの例は、本明細書中で図1に示している。例えば、モジュールは、相互接続された太陽電池系に上板を接着させるための接着剤として利用される封入材料からなる太陽光を通す第1層を有する、複数の太陽電池を支持する上板を含んでいてもよい。次に、封入剤からなる第2層又は後方の層は、封入材料からなる第1層及び相互接続された太陽電池上へ適用されてもよい。封入材料からなる第2層は、第1の封入材料で使用されたものと同じ材料(例えば、エチル酢酸ビニル(EVA))の付加的な層であってもよく、及び/又は透明であっても、任意の適切な色彩であってもよい。基板は、剛性又は堅い裏表面(backskin)の形態で存在して、モジュールの後方表面に対する保護を提供する。多種多様の材料が基板に関して提唱されており、基板は必ずしも光を通す必要はなく、これらは、上板と同じ材料(例えば、ガラス)を包含するが、単独又はケイ素及び酸素ベースの材料(SiOx)でコーティングされたエチレンテトラフルオロエチレン(ETFE)、Tedlar(登録商標)又はポリエチレンテレフタレート(PET)などの有機フルオロポリマーのような材料も包含し得る。
【0010】
通常、モジュールの縁を覆うために、保護用シールが提供され、シールを覆うために、アルミニウム又はプラスチック材料から作製される周囲フレームが提供される。フレームは、前面カバーがガラスなどの脆弱な材料から作製される場合に、モジュールの縁を保護する。従って、保護用シールの積層及び適用の後に、フレームにモジュールが取り付けられる。太陽電池モジュールと組み合わせて使用するのに適したフレームは、得られたフレームに取り付けられたモジュールを現場で適切な対象物へ容易に取り付けるのを可能にするために提供される取り付け穴を含む。典型的に、取り付け方法は、例えば、ねじ、ボルト、ナット等による任意の適切な取り付け系を用いることにより達成される。
【発明の概要】
【発明が解決しようとする課題】
【0011】
現在、太陽電池モジュールの製造コストを減少させるのに使用される1つの方法は、金属(典型的にはアルミニウム)の太陽電池モジュールフレームを、基板及び縁両方のためのポリマー材料で置き換えることを包含する。非晶質薄膜シリコン太陽電池モジュールに関しては、ポリウレタンなどの成形された熱可塑性材料から作製されるポリマーフレームが一般的に使用される。これらは、ポリウレタンを反応射出成形して、非晶質シリコン電池モジュール周辺にフレームを形成することにより調製され得る。反応射出成形は、原位置で(すなわち、モジュール上で)行われてもよく、これにより、有意なコスト削減に一般的に至る。しかしながら、この成形方法は、幾つかの欠点を示す。例えば、この方法は、環境危険を引き起こす化学的前駆体(例えば、イソシアネート)の使用を包含する。また、この方法は、鋳型を必要とし、全体的な製造コストをさらに増大させる。この方法により製造されるモジュールは、鋳型のより高いコスト及び得られるポリマーフレームの制限された強度のために、より小さい傾向にある。この形態では、封入材料は、EVAなどの積層熱可塑性物質及びETFE共重合体などのフルオロポリマーの幾つかの層に依然として基づいている。単なるコスト削減は、フレームのコスト低減から得られるが、潜在的に、得られた太陽電池モジュールをより脆弱にさせる。
【0012】
業界で現在使用されている太陽電池モジュールに関する別の問題は、熱可塑性積層物質は、接着剤特性がガラスに対して乏しいことが既知であるという事実である。この問題は、いつも初期に明白であるとは限らないが、長期の風化期間にわたって、太陽電池におけるガラス表面から熱可塑性層を徐々に剥離させる。かかる剥離過程は、電池効率に対して幾つかの負の影響、例えば、封入材料中に水の蓄積を引き起こし、最終的に電池腐食をもたらす。また、これらの積層物質は、UV耐性が低く、したがって、太陽電池の寿命にわたって、変色して、黄色又は褐色に一般に変わり、美観的に満足のいかないモジュールに至る。古典的に、剥離効果を低減させるためには、相当量の接着剤がしばしば必要とされる場合があり、そして長期の変色を減少させるためには、UVスクリーンをモジュール中に組み込む必要がある。
【0013】
ウェハータイプのソーラーモジュール、例えば、結晶シリコンウェハーモジュールに関して、主要な問題の1つは、使用する材料のコストである。例えば、基板材料は一般的に高価である。広範囲に使用される基板材料が2つ存在し、その両方が、高価である傾向にあり(上述のEVA積層物質及びTedlar(登録商標)、ポリフッ化ビニル(PVF))、他の広範囲に使用される基板材料は、ガラス/電池/ガラス構造におけるガラスである。
【0014】
また、封入材料及び基板材料のコストは、必要とされる場合、各電池及び/又はモジュールの全体的なコストの相当な割合を示すことも既知である。従って、それらの製造の全体的なコストを低減させるためには、太陽電池を封入するコストを低減させることの必要性が長い間切望されている。本発明者等は、太陽電池モジュールあたりの全体的なコストが、連続的な封入方法の利用を可能にして現在の太陽電池モジュールの製造方法におけるいくつかの段階を排除する1つ以上の液体シリコーン封入材料の使用により低減され得ることを特定した。積層封入材料が、赤外線又は熱硬化下で硬化する液体封入材料で置き換えられるという事実は、積層シートの取り扱いを低減又は排除し、封入バッチ時間及びコストの両方を増大させるラミネーターに対する必要性を回避する。さらに、本発明は、積層方法からの廃棄物の生成により引き起こされる問題、及び生じる関連材料コストを回避する。
【課題を解決するための手段】
【0015】
本発明は、剛性又は可撓性の上板と、接続箱と、シリコーン接着剤の層において前記上板に対して所定の位置に与えられる、相互接続されたウェハータイプの太陽電池と、前記ウェハー、及び隣接するウェハーを連結する電気リード線を保護するために与えられるシリコーン封入材料のトップコートであって、前記電気リード線が、裏表面材料又は前記シリコーン封入材料とさらに結合されて一体式シールを形成し得るようにコーティングされたトップコートとを含む太陽電池モジュールである。
【図面の簡単な説明】
【0016】
【図1】フレームにおける従来の太陽電池モジュールを示す図である。
【図2】さらなる従来の薄膜太陽電池を示す図である。
【図3】ウェハータイプのソーラーモジュールを示す図である。
【図4】古典的な周囲アルミニウムフレームなしのウェハータイプのソーラーモジュールを示す図である。
【図5】ウェハータイプのソーラーモジュールに関する好ましいソーラーモジュール封入方法を示す図である。
【図6】本発明の連続的な封入方法を説明するための図である。
【発明を実施するための形態】
【0017】
本発明の第1の態様によれば、
i)剛性又は可撓性上板及び/又は基板と、
ii)1つ以上の太陽電池と、
iii)ヒドロシリル化硬化反応生成物、過酸化物硬化反応生成物及びUV硬化反応生成物からなる群から選択される硬化液体シリコーン封入材料と
を含む太陽電池モジュールを提供する。
【0018】
上板及び基板の両方が存在する場合、太陽電池は、前記上板又は基板のいずれかの上に配置される露出面を全て有することが好ましい。
【0019】
太陽電池は、ウェハーベース又は薄膜ベースのいずれであってもよく、結晶若しくは多結晶シリコン又は薄膜シリコン(例えば、非晶質)、半結晶シリコン、ガリウムヒ素、ジセレン化銅インジウム、テルル化カドミウム、ジセレン化銅インジウムガリウム、後者のいずれか1つ以上を含む混合物等のような任意の適切な半導体材料から製造され得る。ウェハーベースの太陽電池の場合では、好ましくは、ウェハーは、多結晶又は結晶シリコンである。薄膜太陽電池の場合では、薄膜は、非晶質シリコン(aSi)、テルル化カドミウム又はジセレン化銅インジウムガリウムから好ましくは製造される。太陽電池は、単一のウェハー及び薄層太陽電池を含む任意の適切なタイプの太陽電池であってもよいが、スプリットスペクトル電池(split-spectrum cell)等であってもよい。モジュールは、集線装置(concentrator)等を含む任意の適切なタイプの太陽電池モジュールであってもよい。
【0020】
好ましくは、本発明によるウェハーベースの太陽電池モジュールに関して、剛性若しくは可撓性の上板及び/又は基板は、光を通す剛性上板を含む。
【0021】
好ましくは、薄膜太陽電池モジュールの場合では、剛性又は可撓性の上板及び/又は基板は、例えば、ガラス又は可撓性の金属シートのような剛性又は可撓性の基板を含む。
【0022】
本発明による液体シリコーン封入材料は、
構成成分(A)1分子あたり少なくとも2つのSi−アルケニル基及び100〜15,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部と、
構成成分(B)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜50重量部と、
構成成分(C)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.1:1〜5:1であるような量で、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤と、
構成成分(D)白金、ロジウム、イリジウム、パラジウム又はルテニウムベースの触媒から選択されるヒドロシリル化触媒であるが、好ましくは、白金ベースの触媒であるヒドロシリル化触媒(ここで、前記白金ベースの触媒中の白金金属の量は、構成成分(A)1,000,000重量部あたり0.01〜500重量部である)と
を好ましくは含む。
【0023】
構成成分(A)、(B)、(C)及び(D)の比率は、任意の適切な量を含み得る。得られる未硬化組成物の最終粘度は、分取された後の短期間内に自己水準(self-level)を保つことが可能であり得るが、本質的にはそうではない。最終的な組成物の好ましい粘度は25℃で測定した場合に好ましくは100〜10,000mPa・s、より好ましくは100〜5,000mPa・sである。
【0024】
構成成分(A)は、好ましくは下記の平均単位式:
RaSiO(4-a)/2
により表される液体ジオルガノポリシロキサンである。
式中、Rはそれぞれ、同じであるか又は異なり、一価炭化水素基、例えば、メチル、エチル、プロピル、イソプロピル、t−ブチル及びペンチル等の線状又は分岐状アルキル基;ビニル、アリル又はヘキセニル等のアルケニル基;及びフェニル等のアリール基である。「a」は、1.8〜2.3の平均値を有する数である。好ましくは、構成成分(A)は、100〜10,000mPa・sの25℃での粘度を有し、その分子構造は、ほぼ線状であるが、部分的に分岐状であってもよく、10,000〜50,000、より好ましくは15,000〜30,000の比較的低分子量であってもよい。好ましくは、構成成分(A)は、アルケニル末端基を含む。
【0025】
構成成分(A)の例としては、ジメチルビニルシロキシ末端ジメチルポリシロキサン、メチルビニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、メチルフェニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、メチルフェニルシロキサンとメチルビニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、ジフェニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、ジフェニルシロキサンとメチルビニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、又は上記の中から任意の適切な組み合わせが挙げられる。
【0026】
構成成分(B)は、SiO4/2単位(Q単位としても知られる)と、R’SiO3/2(T単位としても知られる)、R’2SiO2/2及びR’3SiO1/2単位(式中、R’はそれぞれ、同じであってもよく又は異なってもよく、R又は水素原子である)から選択される単位とを含む少なくとも2つのアルケニル基を含有するシリコーン樹脂である。適切な量の構成成分(A)中、又は構成成分(A)のバルクとの混合の容易さを確実にするための溶媒中に、構成成分(B)を分散させることが好ましい。例えば、トルエン及びキシレンなどの芳香族溶媒、メチルイソブチルケトンなどのケトン類、イソプロパノールなどのアルコール類、並びにヘキサンなどの非芳香族環式溶媒のような任意の適切な溶媒が使用され得る。典型的に、溶媒が使用される場合、キシレンが好ましい。
【0027】
構成成分(C)は、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤であり、下記の平均単位式:
RibSiO(4-b)/2
(式中、Riはそれぞれ、同じであっても又は異なっていてもよく、水素;メチル、エチル、プロピル及びイソプロピルなどのアルキル基;又はフェニル及びトリルなどのアリール基である)を有する。構成成分(C)は、線状、部分的に分岐状の線状、環状又は網目状構造を有してもよい。
【0028】
上述のオルガノポリシロキサンの例としては、以下の:トリメチルシロキシ末端ポリメチル水素シロキサン、メチル水素シロキサンとジメチルシロキサンとのトリメチルシロキシ末端共重合体、メチル水素シロキサンとジメチルシロキサンとのジメチル水素シロキシ末端共重合体、メチル水素シロキサンとジメチルシロキサンとの環式共重合体、式(CH3)3SiO1/2で表されるシロキサン単位と式(CH3)2HSiO1/2で表されるシロキサン単位と式SiO4/2で表されるシロキサン単位とから成るオルガノポリシロキサン、式(CH3)2HSiO1/2で表されるシロキサン単位と式CH3SiO3/2で表されるシロキサン単位とから成るオルガノポリシロキサン、式(CH3)2HSiO1/2で表されるシロキサン単位と式(CH3)2SiO2/2で表されるシロキサン単位と式CH3SiO3/2で表されるシロキサン単位とから成るオルガノポリシロキサン、ジメチル水素シロキシ末端ポリジメチルシロキサン、メチルフェニルシロキサンとジメチルシロキサンとのジメチル水素シロキシ末端共重合体、及びメチル(3,3,3−トリフルオロプロピル)シロキサンとジメチルシロキサンとのジメチル水素シロキシ末端共重合体の1つ以上が挙げられる。
【0029】
好ましくは、25℃での架橋剤(C)の粘度は、2〜100,000mPa・sの範囲である。構成成分(C)は、架橋剤(C)におけるケイ素に結合された水素原子と構成成分(A)におけるアルケニル基のモル数とのモル比が0.1:1〜5:1の範囲であり、より好ましくは0.8:1〜4:1の範囲であるような量で添加されることが推奨される。上記の比が0.1:1未満である場合、架橋剤の密度が低すぎて、ゴム状エラストマーを得ることが困難である。過剰のSi−H基を有する(すなわち、1:1超過)比は、上板/基板(例えば、ガラス)と封入材料との間の接着を増強するのに好ましい。
【0030】
構成成分(D)は、ヒドロシリル化(付加硬化)触媒であり、任意の適切な白金、ロジウム、イリジウム、パラジウム又はルテニウムベースの触媒を含み得る。しかしながら、好ましくは、構成成分(D)は、白金ベースの触媒である。白金ベースの触媒は、例えば、微細な白金粉末、白金黒、クロロ白金酸、クロロ白金酸のアルコール溶液、クロロ白金酸のオレフィン錯体、クロロ白金酸とアルケニルシロキサンとの錯体、又は上述の白金触媒を含有する熱可塑性樹脂のような任意の適切な白金触媒であり得る。白金触媒は、金属白金原子の含有量が、構成成分(A)1,000,000重量部あたり0.1〜500重量部を構成するような量で使用される。ヒドロシリル化、すなわち付加硬化反応は、Si−H基(典型的には、架橋剤として提供される)とSi−アルケニル基(典型的には、ビニル基)との間の反応であり、隣接するケイ素原子間にアルキレン基(≡Si−CH2−CH2−Si≡)を形成する。
【0031】
また、組成物の取り扱い条件及び貯蔵性を向上させるのに、組成物は1つ以上の硬化阻害剤、例えば、2−メチル−3−ブチン−2−オール、2−フェニル−3−ブチン−2−オール、3,5−ジメチル−1−ヘキシン−3−オール、1−エチニル−1−シクロヘキサノール、1,5−ヘキサジエン、1,6−ヘプタジエン等のアセチレン系化合物;3,5−ジメチル−1−ヘキセン−1−イン;3−エチル−3−ブテン−1−イン及び/又は3−フェニル−3−ブテン−1−イン;1,3−ジビニルテトラメチルジシロキサン、1,3,5,7−テトラビニルテトラメチルシクロテトラシロキサン又は1,3−ジビニル−1,3−ジフェニルジメチルジシロキサン等のアルケニルシロキサンオリゴマー;メチルトリス(3−メチル−1−ブチン−3−オキシ)シラン等のエチニル基を含有するケイ素化合物;トリブチルアミン、テトラメチルエチレンジアミン及びベンゾトリアゾール等の含窒素化合物;同様にトリフェニルホスフィン等の含リン化合物;並びに含硫黄化合物、ヒドロペルオキシ化合物又はマレイン酸誘導体を含んでもよい。
【0032】
上述の硬化阻害剤は、構成成分(A)100重量部あたり、0〜3重量部、標準的には0.001〜3重量部、好ましくは0.01〜1重量部の量で使用される。硬化阻害剤の中でも最も好ましいものは、上述のアセチレン系化合物であり、これらは、上述の構成成分(D)と組み合わせて使用すると、貯蔵特性と硬化速度との間の最良のバランスを示す。
【0033】
また、場合によっては、上板及び/又は基板の表面への封入材料の接着を増強するのに、1つ以上の接着促進剤を使用してもよい。任意の適切な接着促進剤が使用され得る。例としては、ビニルトリエトキシシラン、アクリロプロピルトリメトキシシラン、アルキルアクリロプロピルトリメトキシシラン、アリルトリエトキシシラン、グリシドプロピルトリメトキシシラン、アリルグリシジルエーテル、ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体、ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体とグリシドプロピルトリメトキシシランとの反応生成物、及びビス−トリエトキシシリルエチレングリコール(トリエトキシシランとエチレングリコールとの反応生成物)が挙げられる。
【0034】
好ましい接着促進剤は、
i)ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体、
ii)ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体とグリシドプロピルトリメトキシシランとの反応生成物、及び
iii)ビス−トリエトキシシリルエチレングリコール
iv)0.5:1〜1:2、好ましくは約1:1の、(i)とメタクリロプロピルトリメトキシシランとの混合物
である。
【0035】
場合によっては、太陽電池の使用時に汚れを防止するのに、汚れ防止添加剤を利用してもよい。特に好ましいものは、フッ化シルセスキオキサン(silsesquixoanes)(例えば、ジメチル水素シロキシ末端トリフルオロプロピルシルセスキオキサン、ヒドロキシ末端トリフルオロプロピルメチルシロキサン、ヒドロキシ末端トリフルオロプロピルメチルシリルメチルビニルシリルシロキサン、3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチルトリエトキシシラン、ヒドロキシ末端メチルビニル、トリフルオロプロピルシラキサン及びジメチル水素シロキシ末端ジメチルトリフルオロプロピルメチルシロキサン)などの10,000mPa・sの粘度を有するフルオロアルケン又はフルオロシリコ−ン添加剤である。
【0036】
好ましくは、汚れ防止添加剤は、0〜5重量部、より好ましくは0〜2重量部、最も好ましくは0〜1.5重量部の量で存在する。好ましくは、封入材料が以下に記載する接着剤層の非存在下で使用される場合、及び接着剤層と組み合わせて使用される場合の両方で、汚れ防止添加剤は、封入材料組成物中に含まれる。
【0037】
物理的特性を増強する他の添加剤を組成物中に利用してもよい。1つの特定の例は、難燃剤を含むことである。任意の適切な難燃剤又は難燃剤の混合物は、それらが封入材料組成物の他の物理的特性に負の影響を及ぼさない限りにおいて使用され得る。例としては、アルミナ粉末、又は国際公開第00/46817号パンフレットに記載されるような珪灰石が挙げられる。後者は、単独で、又は他の難燃剤若しくは顔料(例えば、二酸化チタン)と組み合わせて使用され得る。封入材料が光を通す必要がない場合に、封入材料は、顔料を含んでもよい。
【0038】
本発明の一態様では、太陽電池モジュールは、薄膜太陽電池を含む。好ましくは、薄膜太陽電池を含む太陽電池モジュールは、封入材料の単一層を要する。封入材料の単一層が利用される場合、シリコーン封入材料は、硬くて傷つきにくいように設計され、それにより接着剤/トップコートの両方として機能するように設計され、従来技術で一般に利用されるタイプの高価な基板に対する必要性を回避する。好ましくは、封入材料の単一層を含む太陽電池モジュールは、上述の汚れ防止添加剤を含む。
【0039】
封入材料の単一層が利用される場合、配合物の構成成分(C)は、過剰のSi−H基を有することが好ましく、すなわち、ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比は、好ましくは0.8:1〜5:1であり、より好ましくは1:1を超え、最も好ましくは1:1〜4:1である。
【0040】
従って、本発明による封入材料の単一層を有する太陽電池モジュールの場合では、構成成分(A)は、好ましくは高分子量ポリマーであり、構成成分(B)は、少なくとも2つのアルケニル基を含有するシリコーン樹脂30〜50重量部の量で存在し、構成成分(C)は、構成成分におけるケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.8:1〜5:1、より好ましくは1:1〜4:1であるような量で、1分子あたり少なくとも2つのケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤である。さらに、組成物は、汚れ防止添加剤を含む。
【0041】
任意の適切な方法を使用して、未硬化液体シリコーン封入材料を調製してもよい。例えば、構成成分(B)を、構成成分(A)及び構成成分(C)と予め混合した後、低レベルの白金触媒の存在下で共架橋(co-cross-linked)させて、強靭なポリマー網目を形成してもよい。少量の、エチルヘキシノールなどの触媒阻害剤を添加して、封入材料の溶液時間を延長してもよい。90℃を超えて加熱すると、混合物は、汚れ防止添加剤の存在に起因して不透明な2相系を最初に形成し、続いて非常に透明なものになる。隣接する表面全てに対する封入材料の持続的な結合を保証するために、少量の接着促進剤が好ましくは使用される。接着促進剤は、トップコートの界面に移動して、隣接する表面と不可逆的に反応すると考えられる。この強力な接着により、モジュールは、外気温から極限にいたる広範囲の温度において、層間剥離することなく機能することが可能である。
【0042】
単一層の封入材料は、輸送中又は現場使用において起き得るさらなる損傷を防止するために、所要の耐摩耗性を有するように設計される。単一層の封入材料は、電池を保護する基板としても作用するのに十分に強靭である。
【0043】
封入材料及びトップコートの組合せは、古典的な構造の複数層及び材料化学(EVA及びフルオロポリマー積層物)を、1つのコア化学(core chemistry)に基づいた2つの層で置き換えるように設計される。トップコートは、電池相互接続物の全体を好ましくは覆い、トップコートは、外側層、すなわち環境的保護層として機能する。
【0044】
本明細書中で上述するような組成物の構成成分(B)は、このタイプのシリコーン樹脂が封入材料に顕著なUV抵抗性を付与し、従ってほとんどの従来技術の配合物の場合に典型的に必須であった1つ以上のUVスクリーン添加剤を含むことに対する必要性がないために提供される。本発明で記載されるタイプの硬化された液体シリコーン封入材料は、長期のUV及び可視光透過性を示し、それにより最大量の光を太陽電池に到達させることが可能である。
【0045】
シリコーンベースの組成物のUV抵抗性能力が既知である一方で、かかる配合物の商業的開発は、総コストが高く、及び液体封入材料を分配させる適切な方法が欠如しているために制限されている。
【0046】
薄膜太陽電池の場合では、本明細書中で上述するような封入材料が、多くの場合、封入材料の幾つかの層を置き換えるのに適正であり、基板の必要性を回避することを本発明者等は見出した。封入材料は、例えば、ガラス板上板と太陽電池との間に位置されて、その主要な機能は、温度の変化から生じる機械的応力に対して太陽電池を保護すること、及び太陽電池を上板へ接着させることである。
【0047】
しかしながら、特にウェハータイプの太陽電池モジュールでは、場合によっては、さらなる液体シリコーン封入材料を含む任意の接着剤層が、耐荷重支持部材、通常上板上へのウェハータイプの太陽電池の接着のために利用され得ることが確認されている。
【0048】
中間接着剤層(これ以降、接着剤(adhesive)と称する)として利用される液体シリコーン封入材料は、好ましくは上述の単一層の封入材料と実質的に同じ基本式であり、好ましくは以下の:
構成成分(Ai)1分子あたり少なくとも2つのSi−アルケニル基及び100〜10,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部、
構成成分(Bi)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜40重量部、
構成成分(Ci)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.1:1〜1:1であるような量で、1分子あたり少なくとも2つのケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤、
構成成分(Di)白金、ロジウム、イリジウム、パラジウム又はルテニウムベースの触媒から選択されるが、好ましくは白金ベースの触媒であるヒドロシリル化触媒(ここで、前記白金ベースの触媒中の白金金属の量は、構成成分(Ai)1,000,000重量部あたり0.01〜500重量部である)
を含む。
【0049】
構成成分(Ai)、(Bi)、(Ci)及び(Di)の比率は、任意の適切な量を含み得る。得られる未硬化組成物の最終粘度は、分取された後の短期間内に自己水準を保つことが可能であり得るが、本質的にはそうではない。最終的な組成物の好ましい粘度は、25℃で測定した場合に、好ましくは100〜2,000mPa・s、より好ましくは500〜1,000mPa・sである。
【0050】
好ましくは、接着剤の構成成分(Ai)の粘度は、上述の封入材料の構成成分(A)の粘度より低い。好ましくは、封入材料及び接着剤の両方が利用される場合、封入材料は、20重量%〜90重量%、好ましくは25重量%〜70重量%、より好ましくは30重量%〜60重量%の樹脂分(resin fraction)を含み、接着剤は、20〜30重量%の樹脂分を含む。
【0051】
また、接着剤は、封入材料組成物に関して記載された、1つ以上の任意の添加剤を含んでもよい。好ましくは、接着剤層は、適切な接着促進剤、最も好ましくは封入材料組成物に関して上記に列挙した接着促進剤の1つを含む。
【0052】
接着剤組成物は、任意の適切な方法により硬化され得る。例えば、構成成分(Bi)を、構成成分(Ai)及び(Ci)と予め混合した後、白金触媒の存在下で共架橋させて、強靭な網目を形成してもよい。好ましくは、少量の、例えば、エチルヘキシノールなどの触媒阻害剤を添加して、材料の持続性溶液時間を可能にする。封入材料及び隣接する表面の全てとの間の持続的な結合相互作用を保証するために、少量の接着促進剤、典型的にはアルコキシシランが添加され、Si−H結合とSi−アルケニル結合との比は、1:1未満(例えば、0.6:1)である。接着促進剤は、封入材料の界面に移動して、隣接する表面と不可逆的に反応すると考えられる。この強力な接着により、モジュールは、広範囲の温度にわたって、層間剥離することなく、又はほぼ層間剥離することなく、機能することができる。また、過剰のアルケニル基は、この場合にトップコートとして機能する封入材料と、接着剤の中間層との結合/接着を助長する。
【0053】
封入材料、及び利用される場合、接着剤はいずれも、構成成分(A)の線状又は実質的に線状のポリマーの存在に起因して、高い柔軟性を維持する均質且つ透明なシリコーンフィルムを提供する。封入材料は、硬化されると、接着剤よりも高い引裂抵抗を有する。汚れ防止添加剤は、材料の耐汚水性(soil resistance)を増大するために封入材料に添加され、封入材料の耐磨耗性に負の影響を顕著に及ぼさない量で使用される。本発明の封入材料の組成物のような組成物では、汚れ防止添加剤は、シリコーン/空気界面で移動して迅速に広がり、低表面エネルギーの表面を作るが、シリコーンマトリックスに化学的に結合されたままであると考えられる。封入材料の外向きに面する側上への(環境との界面での)汚れの蓄積は、表面エネルギーに逆比例し、これは表面上での汚れ防止添加剤のレベルに関連する。
【0054】
汚れ防止添加剤が封入材料組成物中に含まれる場合の使用では、まず、表面相分離が起こり、汚れ防止添加剤は、表面へ移動し、続いて架橋剤と反応して、フッ素で覆われた表面を付与する。表面での白金濃度は、阻害剤の蒸発に起因して増大し、表面からバルクへのフィルムの傾斜硬化速度(gradient cure rate)を招く。全体的な結果は、ガラスとウェハーとの間の応力緩和界面を可能にする相当に硬い表面及びより滑らかなバルク材料を提供する。
【0055】
一態様では、本発明は、フロントガラス及び太陽電池に良好な接着性を提供するシリコーン組成物から形成される透明な封入材料を特徴とする。封入材料は、埋込用材料(potting material)の役割を果たし、相互接続された太陽電池、接続用ワイヤ及び上板(例えば、ガラス板(ウェハーモジュール))に良好な接着性を示す。太陽電池への封入材料の接着性は、電池の良好な濡れを必要とし、時には、封入材料よりも低い粘度を好ましくは有する接着剤を用いて、かかる濡れを提供するのが望ましいことが見出された。
【0056】
過酸化物硬化封入材料生成物の場合では、任意の適切な液体シリコーン組成物が使用され得る。典型的に、過酸化物触媒は、下記の:
≡Si−CH3基と他の≡Si−CH3基、
≡Si−CH3基と≡Si−アルケニル基(典型的にはビニル)、又は
≡Si−アルケニル基と≡Si−アルケニル基
を含むシロキサン間のフリーラジカルベースの反応に使用される。上記の過酸化物硬化構成成分A及びBは、適切な過酸化物触媒と共に好ましくは保持され、上述の任意又は全ての添加剤(ヒドロシリル化系触媒に特有の硬化阻害剤を除く)が利用され得る。適切な過酸化物触媒としては、過酸化2,4−ジクロロベンゾイル、過酸化ベンゾイル、過酸化ジクミル、過安息香酸t−ブチルが挙げられるが、これらに限定されない。
【0057】
UV硬化系の場合、任意の適切な液体シリコーンポリマーは、適切な場合に、UV光開始剤と一緒に利用され得る。UV硬化系に関して、上述の任意又は全ての添加剤(ヒドロシリル化系触媒に特有の硬化阻害剤を除く)が利用され得る。
【0058】
使用される未硬化オルガノシロキサン組成物が以下に記載する方法のいずれか1つに従う用途に適切である場合、オルガノポリシロキサンを硬化するための任意の他の硬化系が利用され得る。
【0059】
また、本発明者等は、任意の系により、すなわち、本発明で記載するような組成物又は従来技術の方法及び積層技法を使用することにより、封入され得る太陽電池及び/又は光電池の表面を不活性化(passivating)する新規方法を見出した。トリアルコキシシランによる電池表面のコーティングは、電池表面及び典型的に使用される封入材料に良好な接着性を有する下塗り又は不活性化層を生じる。それは、表面を不活性化し、それにより電池と封入材料及び/又は接着剤との間の気泡形成に関する問題を低減又は回避するために、電池(複数可)の濡れを増大させる。また、それは、封入後の電池を水の進入及び腐食から保護する。選択されたシランは、太陽電池(複数可)上へプレコーティングとして適用されてもよく、又は封入材料組成物中に適切な濃度で添加されてもよい。プレコーティングは、シラン単独、又はアルコールなどの溶媒中にシラン溶液を含んでもよく、その後者の場合は、適用後に蒸発される。典型的に、不活性化コーティングの層は、2μm程度の薄い厚さであり得る。最も好ましくは、不活性化層は、ウェハータイプの太陽電池上に提供される。好ましくは、シランは、下記式:
(R1O)3SiR2
(式中、R1は、1〜6個の炭素原子を含むアルキル基であり、R2は、1〜6個の炭素原子を含むアルコキシ基、1〜6個の炭素原子を含むアルキル基、1〜6個の炭素原子を含むアルケニル基、アクリル基又はアルキルアクリル基からなる群から選択される)を有する。好ましくは、トリアルコキシシランは、例えば、トリメトキシシラン又はトリエトキシシラン、最も好ましくはメタクリロプロピルトリメトキシシランである。
【0060】
上述の液体シリコーン封入材料を用いて封入された太陽電池の利点としては、以下が挙げられる:
i)モジュールの使用中の総コストの低減、すなわち、材料、適用方法、1平方メートルあたりの材料の量を含むパラメータ全てを考慮した総コストの低減。
ii)モジュール耐久性−本発明で記載する組成物を使用することにより製造したモジュールは、製造効率を高め、またUV暴露に起因するエージング後の退色の問題を低減する。
iii)液体シリコーン封入材料の物理的特性に起因して、難燃性特性が、従来技術のモジュールよりも有意に改善される。
iv)本発明で記載する組成物を用いた任意の選択される方法(例えば、フローコーティング)による封入材料、及び使用する場合、接着剤の適用が室温で行われる(しかしながら、多少の加熱を利用してもよい)。
【0061】
本発明の別の態様では、上述の液体シリコーン封入材料(encapsulant material)を用いて、太陽電池モジュールを封入する連続的な方法が提供される。
【0062】
現在の標準的な工業的方法は、EVA(エチル酢酸ビニル)熱可塑性封入材料及びポリエステル/Tedlar(登録商標)などの積層可能な裏材料(backing material)を一般に利用し、電池又は電池/モジュールのアレイは、積層技法を用いて調製される。典型的に、適切なラミネーターを使用して、以下の「サンドイッチ」の層を積層する:
1)ガラス上板、
2)EVA、
3)太陽電池系(series)、
4)EVA、及び
5)適切な裏材料の形態の基板。
【0063】
標準的な方法は、モジュール1つにつき約20分間、真空下で140℃の領域の温度(使用される実際の温度は、積層される実際の組成物を考慮して決定される)において「サンドイッチ」の層を溶融させるラミネーター装置を使用する。積層及び生産過剰である廃棄材料の除去後において、バッチ方法の次工程は、通常適用であり、保護用シールを提供してモジュールの縁を覆い、続いて上述したアルミニウム又はプラスチック材料から典型的に製造される周囲フレーム内でモジュールのフレーミングを行う。全体的な操作は、バッチモードで行われ、典型的に時間がかかり、非常に労働集約的である。
【0064】
本発明による方法に関する説明を簡素化するために、方法は、ガラス支持上板又は基板上に支持されている電池については、薄膜及びウェハータイプの太陽電池モジュールの両方に関して記載するが、本発明の方法は、問題となるモジュールの必要性を方法に単に適応させることにより、任意の適切なモジュール組成物に利用することができることが理解されよう。
【0065】
本発明において、ガラス基板又は上板上の薄膜太陽電池の場合では、透明な封入材料層は、例えば、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等のような任意の適切なタイプの分配装置により薄膜太陽電池モジュール上に均一に噴霧、コーティング又は分配されるが、フローコーターにより行われることが好ましく、続いて、得られたモジュールを、熱的に又は赤外線(適切な加熱又はIR線源、例えば、連続炉又は炉若しくはホットプレート等の現場(in-place)の加熱手段、好ましくは連続炉)により硬化させる。噴霧、コーティング又は分配工程は、任意の適切な温度で行われ得るが、好ましくは室温(例えば約25℃)〜約75℃の温度で行われ、しかしながら室温が好ましい。
【0066】
典型的に、薄膜太陽電池モジュールに関して、封入材料を太陽電池及び基板/上板と直接十分良好に結合させるために、さらなる接着剤が必要でないことを本発明者等は見出した。しかしながら、ウェハーベースの太陽電池に関して、接着剤層は、太陽電池(すなわち、ウェハー)を上板又は基板に接着させるのに必要とされる。これは、上述のように封入材料の層の形態であってもよいが、上述の接着剤が好ましくは使用される。
【0067】
液体封入材料、及び使用する場合、接着剤はいずれも、赤外放射又は熱放射を受けると、特定の厚さで硬化し、従って固まる。封入材料、及び場合によっては接着剤の使用は、液体シリコーン封入材料が、例えば、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等のような任意の適切なタイプの分配装置により太陽電池上へ適用され得る連続的な方法を使用者が操作することを可能にする。封入前及び封入後のモジュールは、ガラスなどの平面且つ剛性の上板若しくは基板に関しては、コンベヤを用いて連続的に供給することができ、又はステンレス鋼箔などの可撓性の上板又は基板に関しては、ロール・トゥ・ロール方法で供給することができる。
【0068】
従って、本発明による方法の主な利点の1つは、気泡の取り込みなしで、又は実質的な気泡の取り込みなしで、封入材料が電池に適用されることであり、気泡は、高湿条件で水分を保持すると考えられ、また使用中に太陽電池は、非常に大きな温度変動に付され得るため、気泡の取り込みは、現在の方法における主要な問題である。水分の存在は、それが液体水に凝縮して、はんだ上又は太陽電池上で金属接触の局所的な腐食を誘導する場合があり、さらに、モジュールの初期の層間剥離を引き起こし得るため、太陽電池モジュールにとって有害である。
【0069】
相互接続しているウェハータイプの太陽電池の場合、上述のような接着剤は、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等、好ましくはフローコーターを用いて、上板又は基板(例えば、ガラス板)の裏面上に好ましくは均質に噴霧、コーティング又は分配される。続いて、相互接続された太陽電池は、未硬化接着剤上に/未硬化接着剤中に堆積される。次に、適切な加熱又はIR線源、例えば、連続炉又は炉若しくはホットプレート等の現場の加熱手段により、接着剤が上板/基板上の所定の位置で相互接続された太陽電池を固定するような方法で、熱的に又は赤外線により接着剤が硬化される/固まる。続いて、上述のような封入材料のある量が、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等、好ましくはフローコーターを用いて、モジュール全体を完全に封入するように均一に適用され、次に、得られたモジュールは、熱的に又は赤外線により、適切な加熱又はIR線源、例えば、連続炉又は現場の加熱手段、好ましくは、連続炉を用いて硬化される/固まる。
【0070】
或いは、ウェハーベースの太陽電池系に関して、十分な量の封入材料、又は使用する場合には接着剤が、ガラス上板/基板上に均一に噴霧、コーティング又は分配され、続いて相互接続している太陽電池は、さらなる量の同じ材料へ慎重に浸漬させ、続いて得られたモジュールは、熱的に又は赤外線により硬化されて固まり、場合によっては、封入材料のトップコートが、硬化された接着剤上へ均質に噴霧、コーティング又は分配され(上述のように)、続いて、上述のように熱的に又は赤外線のいずれかにより硬化されて固まる。
【0071】
本発明の一態様では、フレーム又は縁シーリング材料は、封入前に基板/上板に適用されてもよく、従来技術の積層方法による封入方法の完了後には適用され得ない。これは、封入材料及び/又は接着剤が液体形態で適用される必要がある場合のガイドを形成する。
【0072】
好ましくは、封入材料及び接着剤の両方の適用は、およそ室温で行われ得るが、モジュール上に適用される封入材料又は接着剤の粘度を低減させるために、例えば、75℃まで、好ましくは50℃以下の温度の、多少の加熱が利用されてもよい。
【0073】
好ましくは、モジュールにおける電気リード線は、上記で提案されたいずれかの方法を用いて処理され、封入材料及び/又は使用する場合には接着剤によるコーティングに対して保護される。保護されたリード線は、基板又は裏表面材料上で電気接続箱にさらに結合されて、一体式シール(integral seal)を形成してもよい。液体シリコーンコーティングは、シーリングされて、金属、熱可塑性又はエラストマーフレームへ挿入されてもよく、液体シリコーンコーティングはまた、パネルの縁での水の進入に対するさらなる保護を提供する。しかしながら、本発明によるシリコーン封入材料を用いる場合、かかるフレームは、従来技術の積層タイプの方法により調製される太陽電池モジュールに関するのと異なり、必ずしも必要ではないことを見出した。
【0074】
従来の積層ベースの方法と比較する場合に、非常に重要な態様の1つは、本発明のこの態様による方法全体が、方法制御により統合された組立ラインに自動化することができ、従って顕著に労働集約的ではなくなる。
【0075】
本発明による方法の好ましい実施形態では、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等のような、封入材料及び接着剤(使用する場合)をコーティングする1つ以上の手段を用いた連続的な方法が提供されるが、フローコーターが好ましく、続いて、熱的又はIR炉を典型的に用いて、適切な硬化工程が行われる。
【0076】
この方法は、関与するコーティングの粘度が、フローコーターなどの、コーティングを適用する手段と組み合わせて使用するのに適している場合に、有機及びシリコーン系の両方に使用され得るが、かかる方法は、本明細書中に記載するタイプの封入材料及び接着剤の配合物と組み合わせて好ましくは使用される。従って、好ましくは、未硬化組成物の粘度は、50,000mPa・s以下、最も好ましくは40,000mPa・s以下である。
【0077】
封入材料、及び場合によっては接着剤を適用する好ましい手段は、フローコーターを用いるものである。フローコーティングは、液体の薄層を固体材料上へ適用する方法である。フローコーティングマシンは、標的(本出願の場合、太陽電池モジュール)上にそのコーティングヘッドの幅にわたり、制御された速度で液体を分配するようにして適応される。このようにして得られた、幅が広い薄流の液体が「カーテン」のようであるので、「フローコーター(カーテンコーター)」という名称である。所定の一定速度で液体のカーテンの下に標的(太陽電池モジュール)を通すことにより、液体の一様な層が標的(太陽電池モジュール)上に堆積される。液体の流速及び液体のカーテンを通る標的の速度の両方を使用者が制御することができることにより、非常に正確な厚さの膜(coat)が得られる。
【0078】
封入材料又は添加剤は、貯蔵(reservoir)タンク中に始めは保持され、必要とされると、タンクから、フィルタを通ってコーティングヘッドまでポンプで送り込まれる。コーティングヘッドは、使用されるコーティングの粘度に応じて、加圧されても、又は加圧されなくてもよい(しかし、本発明の場合では、封入材料及び使用する場合には接着剤の粘度に起因して通常加圧される)。封入材料又は接着剤は、コーティングヘッド中のダイ(dye)を通って流れて、重力の影響下で液体の「カーテン」を形成する。コーティングされる太陽電池モジュールは、送り込みコンベヤ(in-feed conveyor)に沿って、材料のカーテンを通り、送り出しコンベヤ(out-feed conveyor)上へ移送される。好ましくは、封入材料又は接着剤の「カーテン」は、コーティングされる太陽電池モジュールよりも幅が広いので、過剰の材料は、送り込みコンベヤと送り出しコンベヤとの間の間隙を通って収集トラフに落下し、供給タンクへと流し戻され、それによりあらゆる不必要な廃棄物を回避する。
【0079】
供給タンクは、典型的に深く、バッフルを伴って構築されるので、封入材料又は接着剤は、「曲がりくねった」道をたどらなくてはならず、従ってポンプ吸引に達する前に、任意の取り込まれた空気が抜ける時間を可能にする。
【0080】
フローコーターは、相当に低い粘性の液体を含む方法に一般に使用され、本発明の方法については、使用されるフローコーターが泡立ち及び/又は気泡を引き起こさないことが必須であった。本発明で記載される封入材料及び接着剤の粘性の液体を取り扱うためには、貯蔵(stock)装置において幾つかの調節が必要であった。これらは、封入材料及び場合によっては接着剤が、泡立つか、又は気泡を保持する可能性を最小限に抑えるために、系における取り込まれた空気の量を低減することを主に目的としていた。標準的なダイヤフラムポンプは、空気を系に導入して、例えば、10,000mPa・sまでの液体に関する比較的高い粘度を有し得る液体封入材料の適用には実用的ではないため、これを使用することができない場合、フローコーターには強力なポンプが好ましくは取り付けられた。
【0081】
好ましくは、フローコーターは、中心供給システムを有する。これは、より低粘性の液体がコーターヘッド上のあらゆる位置から供給され得るのに対して、利用される液体の粘度が、このタイプのコーターを用いた使用に関して通常予想されるよりも高い場合に、モジュールにおいて封入材料及び/又は接着剤を平坦化するのに必要とされる標準時間よりも長い時間が必要となるためである。
【0082】
好ましくは、フローコーター供給ヘッドは、空気の取り込みを回避するために表面供給を利用する。これは、フローコーターにより典型的に適用されるタイプのより低粘性の液体は、コーターヘッドタンクの底部から上部までの任意の液中深さ位置(submerged depth position)(z次元)において供給されるのに対して、通常、フローコーターにより典型的に適用されるタイプのより低粘性の液体は、液飛び(スプラッシュ:splashing)を制御するように液中様式で供給されるためである。
【0083】
好ましくは、フローコーターは、カーテンフォール(curtain fall)の底部でスプラッシュ防止「パン」を有する。これは、圧延金属パンの形態で提供され、これは、層流を排出する寄与をもたらし、且つ取り込まれた空気を防止するのを助長する。
【0084】
好ましくは、供給タンクは、ストークスの法則に従って、取り込まれた気泡をタンクの表面に上昇させ、また取り込まれた空気を低減させるのを助長するように、標準的なフローコーターに使用される一般的な供給タンクよりも大きく(容量全体)且つ高いことが好ましい。
【0085】
好ましくは、フローコーターの一般的な作業速度は、従来技術のフローコーターと比較して低減されてもよい。これは、好ましくは、フローコーターを通してガラス上板及び/又は基板を供給する速度のより良好な速度制御を可能にするために、コーターコンベヤシステムのより低い作業速度範囲のためであり、それにより、より良好な制御カーテン厚を提供する。
【0086】
好ましくは、フローコーターは、カーテンの幅を制御するため、及び/又は複数の系のカーテンの使用を可能にするために、コーターヘッドへの複数の幾つかのカーテンガイドを含む。これは、コーティングに可撓性を提供し、多くの異なる大きさのソーラーモジュール及びアレイ等のコーティングのための、同じコーティング装置の使用を可能にした。
【0087】
好ましくは、フローコーターは、システムから全ての気泡を除去するために、長い戻り管及びコアレッサーを含む。
【0088】
また、フローコーターは、液体がカーテン状態に近くなるように、液体を加熱するための加熱システムを任意に含んでもよい。封入材料、及び場合によっては接着剤を約50℃に加熱することは、粘度を低減させる利点を有し、適用されるべき組成物中に存在するあらゆる微視的気泡を表面に上昇させる蓋然性を高める。
【0089】
好ましくは、封入材料、及び場合によって接着剤は、コーティングの前に脱気される。任意の適切な脱気方法が利用され得る(例えば、真空により)が、フローコーターには、液体をコーターヘッドに供給するか、又はコーターヘッドに戻す前に液体を脱気するための半連続的な真空ストリッパが設けられる。
【0090】
好ましくは、多軸ロボット(好ましくは、6軸)は、送り込みコンベヤベルト上の太陽電池モジュールの正確な位置付けを自動化するため、及び基板若しくは上板上の位置で太陽電池又は相互接続された太陽電池系を正確に挿入/配置するため、システムに統合されてもよい。これは、上板又は基板上の電池の位置付けが特に重要であるウェハーベースの太陽電池システムの場合に特に好ましい。任意の適切なロボットが利用され得る。太陽電池又は太陽電池モジュールを保持及び扱うためのロボットグリッパ(すなわち、太陽電池又は太陽電池モジュールを扱うロボットの取付アームに接続されたデバイス)は、任意の適切なタイプであってもよいが、好ましくは平面(典型的には水平面)で太陽電池又は太陽電池モジュールを保持するように適応された一連の真空吸引カップ(vacuum suction cup)である。
【0091】
相互接続された太陽電池系の場合では、グリッパ板は、電池の上、下及び間のタブ(tab)上におけるあらゆる応力を回避するために、電池1つあたり少なくとも1つの真空カップを好ましくは有する。典型的に、単一の太陽電池については、単一の真空カップが利用され、正確な位置を決定した4つのテフロン(登録商標)ピンに沿って上向きに電池を引っ張っている。典型的に、それぞれの太陽電池ついては、1つ又は2つの小さな真空カップが利用され、基板又は上板に対して電池の正確な位置を決定する位置決めストップ(positioning stop)又はピンに沿って上向きに太陽電池を引っ張っており、基板又は上板上での電池の正確な位置を可能にする。
【0092】
ロボットは、例えば、これらの太陽電池又は相互接続された太陽電池系を、定位置から持ち上げた後、上板又は基板(ガラス板)上の薄膜液体シリコーン層に、それらを配置させる。ガラス板は、適当な位置に液体を保持するように、硬化シーラントダム(cured sealant dam)で縁取られてもよい。ガラス板は、電池がロボットにより適当な位置に保持された場合に液体を硬化するように加工された特殊な近IR(near-IR)炉の上面に取り付けられてよい。ロボットは、電池を扱うように適合されているので、最良の濡れ方法を決定することができた。一般に、単一の太陽電池の場合、太陽電池の一方の縁は、液体中に設置され、太陽電池の残部は、所定の速度及び角度で下げられて、液体のメニスカスを徐々に流れさせて、電池をぬらした。好ましくは、ロボットは、液体への電池の角度が水平により接近するようになると、太陽電池の挿入速度が徐々に減少するように、サーボモーターを含む。4つの電池アレイが縁に沿って配置される場合、すなわち、4つの電池全ての整列された縁が変向点を形成する場合、電池は気泡を形成することなく適用された。
【0093】
任意の適切な炉が、封入材料及び接着剤の適用層を硬化するのに利用されてもよく、連続炉は、封入材料の適用層を硬化するのに特に好ましい。連続炉は、短波IRエミッタ(波長1.2〜1.4μm)、中波IRエミッタ(波長1.4〜2.7μm)を含んでもよいが、中波エミッタを好ましくは含み、炉の温度は、関与するコーティングに関して最適化されるが、典型的には約120〜約200℃の領域である。好ましくは、接着剤層が使用される場合、太陽電池又は相互接続された太陽電池系を含有するモジュールは、ロボットを用いて適当な位置にに保持され、任意の適切な加熱手段(例えば、150〜250℃の領域の温度での静的炉(static oven)又はホットプレート)を用いて原位置で硬化される。
【0094】
接着剤及び封入材料の両方の適用に関する方法は、例えば、下記工程を含んでもよい:
【0095】
1)適切なフレーミング又はシーリング材料が、清浄化されたガラス基板又は上板パネルへ適用され、好ましくは、これは、板が予め位置されたXYテーブル上で行われる。フレーミング材料は、パネルの縁を保護するために利用され、重要なことに水分バリアを提供し、液体封入材料、及び場合によっては接着剤を硬化前に含有するダムとして役立つ。
2)こうして得られたフレーミングされたガラスパネルは、連続炉を通して運搬されて、フレーミング又はシーリング材料を完全に硬化させる。
3)硬化したフレーミング材料を有するパネルは、接着剤の層を適用する手段を通して(好ましくは、フローコーティング(しかしながら、上述の他のあらゆるものを利用してもよい)操作を用いて)運搬される。好ましくは、150〜1,000μm、より好ましくは約400μmの接着剤の層が、非常に一様なコートで適用される。
4)必要である場合、多軸ロボットは、例えば、真空カップグリッパを用いて(相互接続された太陽電池の)ソーラーアレイを持ち上げてもよく、続いて、電池を水分に対して保護するのに適したトリアルコキシシラン下塗剤をソーラーアレイにディップコーティングする。また、この下塗剤は、太陽電池表面を不活性化して、接着剤の硬化プロセス中の気泡形成の回避を助長する。
5)工程4が行われる場合、続いて、シラン処理した相互接続された太陽電池系は、好ましくはロボットを用いて乾燥される。次に、ロボットは、例えば、低速6軸運動(motion)を用いて、フレーミングされたパネル上及び接着剤の層に、下塗りした太陽電池系を配置させ、ここでかかる場合において、最終的な、非常に正確な電池の位置は、グリッパ上の7番目の軸により提供される。好ましくは、この配置は、非常に正確な配置の反復性を提供する非常に平坦な「操作(engineered)」テーブル上で行われる。このテーブルは、ガラス及び太陽電池に固有の多くの許容性問題を解決する。好ましくは、この操作テーブルは、数分以内に接着剤層を硬化して、従って不変の位置に電池を固定するビルトインヒーターを有し、その後、ロボットが真空を放出するように適応させて、且つパネルは、次工程へ移動する。しかしながら、代替的には、ガラス/電池/接着剤の組合せは、連続炉中で硬化されてもよい。
【0096】
次に、得られた硬化後パネル「アセンブリ」は、第2のフローコーターを通して運搬され、ここでは、20μm〜1,200μm、好ましくは50μm〜1,000μm、より好ましくは200μm〜700μm、さらに好ましくは400μm〜800μm、最も好ましくは400μm〜700μmの封入材料の層が、非常に一様なコートで適用される。
【0097】
続いて、封入材料が適用されたモジュールは、適切な連続炉(例えば、対流/IR)を通して運搬され、ここでは封入材料は、滑らかで強靭な裏材料へと硬化する。
【0098】
次に、最終的なフレーミングされたパネルは、既存のシステムに関して類似しており、さらには同じであり得るステージング領域へ運搬され、ここでは電気接続箱が結合されて、パネルは、パッケージングされるか、又は必要であればフレーミング工程へと進行する。硬化されたフレーミング材料は、いかなる「はみ出し(squeeze out)」なしでアルミニウム輪郭にボルトで留められることから、使用されるフレーミング材料は、熱可塑性物質であるか、又は他の適切なダンピング材料もまたこの工程で有用である。過剰なフレーム保護材料のこのはみ出しは、それがトリミング及びガラスクリーニングを要するため、業界で現在使用される両面テープ又はシーラントに関する問題である。
【0099】
本発明による全体の方法は、PLCなどの電子方法制御を用いた自動組立ライン、又は連続的な単位操作製造である。センサ、コンベヤ、リミットスイッチ及び緩衝域(特定の単位操作の速度におけるあらゆる不一致に関して)が存在する。好ましくは、本発明の連続的な方法は、1分あたり1リニアメーターのパネルを提供し、これは、現在の生産速度を超える顕著な改善である。
【0100】
本発明は、添付図を参照として例としてのみ付される以下に記載の幾つかの実施例から、より明らかに理解されるであろう。
【0101】
図1及び図2は、従来のウェハータイプの太陽電池モジュールを示す。図1では、Tedlar(登録商標)基板又は裏表面2を有するウェハータイプの太陽電池モジュール1が提供される。また、モジュールは、フロントガラス上板3、2つのEVAシート5、6の間に挟まれた相互接続された太陽電池4から構成される。任意の適切な材料を含むさらなる相互接続層9が、EVAシート5、6の間に設けられてもよいが、典型的に相互接続層9は、2つのEVAシート5、6からの材料の混合物を含む。典型的に、Tedlar(登録商標)基板又は裏表面2は、太陽電池モジュールにおける積層の前に、EVAシート6へ予め積層される。モジュール1は、ゴムシール7で縁取られ、アルミニウムフレーム8に接続させる。図2では、TEFZEL上板11、2つのEVAシート14、15の間に挟まれたステンレス鋼基板13上の薄膜シリコン太陽電池12を有する従来の薄膜タイプの太陽電池モジュール10が示される。適切な材料を含むさらなる相互接続層16が、EVAシート14と15との間に設けられてもよいが、典型的に相互接続層16は、2つのEVAシート14、15からの材料の混合物を含む。両方の場合において、封入は、示した種々の層がそれらの隣と積層されるように、積層技法を用いることにより得られる。この方法は、労働集約的(labourious)であり、バッチタイプの方法で行われなくてはならない。
【0102】
図3は、周囲アルミニウムフレーム21、フロントガラス上板22、接続箱23及び本発明による硬化されたシリコーン封入材料25により封入された相互接続された太陽電池24を有するウェハータイプのソーラーモジュール20を示す。この例では、基板26が示されているが、これは典型的に利用され得る一方で、太陽電池モジュールを封入するための本発明の封入材料は、関与する用途に起因して特定の理由が存在しない限り、いかなる該裏表面の必要性がなくても十分であるはずである。
【0103】
図4は、図3において21として示したタイプの古典的な周囲アルミニウムフレームなしのウェハーモジュール30を示す。ウェハーモジュール30は、フロントガラス上板31及び接続箱32を含む。相互接続されたウェハータイプの太陽電池34は、シリコーン接着剤33の層において、互いの相互接続されたウェハータイプの太陽電池34及びフロントガラス上板31に対して所定の位置に提供される。シリコーン封入材料35のトップコートは、太陽光から電気を発生する手段としてのソーラーモジュールの寿命を高めるために、ウェハー34を環境から保護するように硬い表面として提供される。隣接するウェハー34を連結させる電気リード線は、それらが裏表面材料、又はこの場合のように、一体式シールを形成するための封入材料とさらに結合され得るようにコーティングされる。
【0104】
図5は、本発明による封入された薄膜タイプのソーラーモジュールを示すために提供される。基板又は支持部材37が提供され、その上に適切な半導体材料39の薄膜がコーティングされている。薄膜は、本発明によるシリコーン封入材料38の層を用いて封入される。典型的に、薄膜は、例えば、化学気相成長法又はスパッタリング技法により、基板37上に予め適用されている。
【0105】
図6では、本発明で記載される連続的な封入方法を読者が理解するのを助長することが意図される。記載する方法は、モジュールを完全に封入するために、接着剤層及び封入材料層の両方を要するウェハータイプの太陽電池モジュールの封入に関する。太陽電池モジュール53a、53b、53c、53d、53eを、封入方法の段階を通して輸送するための3つのコンベヤベルト50、51、52が設けられている。また、シリコーン接着剤の適用のための第1のフローコーター54も設けられている。収集器55は、フローコーター54の下に配置され、未使用のシリコーン接着剤を収集する。ポンプ(図示せず)は、収集器55から貯蔵タンク56に、前記未使用のシリコーン接着剤を戻すために設けられており、貯蔵タンク56は、シリコーン接着剤をフローコーター54へ供給する。6軸ロボット57は、シリコーン接着剤の硬化前にモジュール53b上の未硬化シリコーン接着剤の層中、又は該層上への太陽電池又は相互接続された太陽電池群の正確な配置に利用される。任意の適切な数の電気的に相互接続された太陽電池が利用され得る。第1の炉58は、接着剤層を硬化させる手段として設けられる。第2のフローコーター59は、モジュール53dの硬化された接着剤層上にシリコーン封入材料を適用するために設けられる。収集器60は、未使用のシリコーン封入材料を収集するために設けられ、未使用のシリコーン封入材料は、再使用するために貯蔵タンク61に戻されるか、又はフローコーター59に直接戻される。第2の炉62は、接着剤層上に封入材料層を硬化させるために設けられる。
【0106】
使用時、太陽電池モジュールは、モジュール53aにより示されるように、コンベヤベルト50上に始めに配置され、コンベヤベルト50の最後まで、フローコーター54により供給される液体シリコーン接着剤のカーテンを通って輸送される。液体シリコーン接着剤の適用に続いて、モジュールは、所定の位置までコンベヤベルト51に沿って輸送され(モジュール53bで確認されるように)、ここで太陽電池又は相互接続された太陽電池系は、ロボット57により未硬化の液体接着剤層中又は層上の所定の位置に、正確に配置される。電池(複数可)の位置付けに続いて、モジュールは、コンベヤベルト51に沿って、連続炉58を通り、引き続き輸送される(連続炉は、接着剤層を硬化させる選択的手段の1つにすぎないことが理解されよう)。好ましくは、使用される場合、炉はIRタイプである。
【0107】
接着剤層が炉58中で硬化され、それによりモジュールにおいて電池(複数可)を厳格に配置した後、モジュールは、第2のフローコーター59までコンベヤベルト51の最後へと輸送され、そこで液体シリコーン封入材料の層が適用される(53d)。続いて、モジュールは、接着剤層(53e)の上面の封入材料層を硬化させるために、コンベヤベルト52上で炉62を通って輸送された後、完全に封入された太陽電池は、コンベヤから取り出されて、さらなる使用のために貯蔵され得る。
【実施例】
【0108】
(実施例1:本発明のシリコーン組成物の調製)
分子量62,000g/モル及びビニル含有量0.15%を有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン35.42g、水素単位1.45%を含有するポリ(ジメチルシロキサン−コ−メチル水素シロキサン)7g、ジメチルビニル化MQ樹脂のp−キシレン溶液(キシレン中樹脂63%)47.22gを密に混合させて、p−キシレンを減圧下で除去した。溶媒除去後、ジメチル水素シロキシ末端トリフルオロプロピルシルセスキオキサン0.825g、及び低分子量ビニルポリマー中に溶解させた白金触媒20ppmをブレンドに添加して、最終組成物を作製した。シリコーン組成物を20cm×20cmガラスパネル上にコーティングして、120℃で30分間硬化させた。表1は、この組成物の200μmフィルムの、同じ厚さの市販のEVAフィルムと比較した場合の、紫外(UV)及び可視(V)光透過データを与える。シリコーン組成物は、300nm及び500nmでより高い光透過率を示し、633nmで類似の透過率を示す。吸収されたUVエネルギーは、EVAを黄色及び褐色にさせ、この影響は、可視光透過率に影響を及ぼすことが知られている。
【0109】
【表1】

【0110】
ここに記録した値は、サンプル表面に対する光反射の影響のために、実際よりも低い。
【0111】
(実施例2:ETFE/EVA積層物よりも高いテーバ耐磨耗性を示すシリコーン組成物)
実施例1に記載するものと類似した組成物のフィルムサンプルを、サイクルの数の関数として光透過率の変化を測定しながらテーバ磨耗テスター(calibrase CS−10磨耗用ホイールを備えたTaber5131)に付した。図1は、40サイクル及び80サイクル後に、Tefzel(登録商標)は、それぞれ25%及び35%の光透過率を損失したのに対して、本発明のシリコーン封入材料は、100サイクル後にたった8%の光透過率しか損失しなかったことを示す。
【0112】
【表2】
【0113】
(実施例3:表面からバルクまで傾斜靭性を示す本発明による硬化シリコーン組成物のショアA硬度)
実施例1に記載するものと類似した組成物のサンプルをアルミニウムカップ中で硬化させて、3mm厚の平坦なサンプルを作製した。触媒濃度は、3.6ppm〜7.1ppmまで変化させ、サンプルを120℃で30分間硬化させた。図2は、触媒濃度の関数としての、サンプルの上部表面及び底部表面の両方に関するショアAにおける硬度の変化を示す。2.8ppmでは、サンプルは、表面で剥がされるが、完全に硬化しない。上部表面は底部表面よりも硬く、バルクにおいてよりも表面でより迅速な、又は完全な硬化を示すことをこの実施例は示している。比較的高い硬度値は、高い耐磨耗性及び良好な表面特性を示す一方で、低い硬度値(底部表面)は、電池保護に良好なより可撓性の材料を示す。太陽電池表面と接触している硬い材料は、電池/材料表面で高い応力、従って潜在的な早期の層間剥離(特に、熱サイクル変化中に)を誘導する可能性が高い。
【0114】
【表3】
【0115】
(実施例4:ダンプヒート試験後のガラスパネル上への本発明による封入材料の接着)
実施例1に記載するものと類似した組成物のシリコーン封入材料のサンプルを20mm×20mmガラスパネル上へコーティングして、1,000μm厚の層を作製した。650μm厚の15mm×15mmシリコンウェハーを液体封入材料へ浸した後、アセンブリを120℃で30分間硬化させた。硬化させたサンプルを湿度/温度エージング試験(80℃/85%相対湿度(RH))に41日間付した。60日後でさえも、目に見える層間剥離は観察することはできず、サンプルは、ガラスへの非常に良好な接着性を依然として示していた。
【0116】
(実施例5:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたガラスパネルのコーティング)
7,000mPa・sの粘度を有する本発明のシリコーン封入材料40kgを、ポリマー滞留量(hold up)9kgを有するフローコーターに供給した後、5.5kg/分でポンピングして、上質のカーテンを作製した。500×500mmのガラスパネルを45m/分でコーターへ連続的に供給して、70μmのポリマーフィルムを形成し、カーテンの下を6回通過した後に、433μm厚の上質のポリマーフィルムが形成された。続いて、それぞれ1,000ワットの4つのランプを備えた1メートル長の赤外炉に、ガラスを1m/分で供給した。サンプルは、迅速に固まり、ガラス表面に対して引掻抵抗性が高い表面を与えた。
【0117】
(実施例6:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたソーラーガラスパネルのコーティング)
4つの相互接続された太陽電池を、100μmのシリコーンベースの接着剤層を用いて、ガラスパネル上に手動で接着させた以外は、実施例5を繰り返した。上部側上で相互接続しているソーラーガラスを20m/分でカーテンに通して、200μmの上部層を作製し、コーティング工程をもう一度繰り返して、相互接続を封入する400μmでコーティングされたソーラーパネルが得られた。続いて、上部層は、それを0.5m/分で、ヘレウス(Heraeus)からの8kW IRランプを備えた0.8m長の赤外トンネル中を通過させることにより固められた。
【0118】
(実施例7:本発明のシリコーン封入材料による、相互接続された市販のa−Si薄膜電池の第一系の封入)
ガラス基板を適切な溶媒(この場合、アセトン)を用いて初めに清浄化した後、ガラス板/薄膜をメタクリロプロピルトリメトキシシランで処理して、圧縮空気を用いて乾燥させた。使用した封入材料は、分子量62,000g/モル及びビニル含有量0.15%を有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン45重量%、水素単位1.45%を含有するジメチルシロキサン−コ−メチル水素シロキサンのトリメトキシ末端共重合体18.6重量%、ジメチルビニル化MQ樹脂のp−キシレン溶液(キシレン中樹脂63%)30.3重量%(固形分)、接着促進剤5重量%、ジアリルマレエート硬化阻害剤0.14重量%、白金触媒0.11重量%及びジメチル水素シロキシ末端トリフルオロプロピルシルセスキオキサン0.38重量%を含んでいた。
【0119】
封入材料をモジュール上に手動で適用して、平坦化した後、標準的な炉中で、温度120℃にて20分間硬化させた。
【0120】
IEC1646に記載される湿潤凍結試験(Humidity Freeze test)で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。この結果を以下の表4に提供する。
【0121】
【表4】
【0122】
試験したサンプルはいずれも、いかなる退色又は層間剥離を示さず、サンプルは全て、調整期間後にIEC1646に記載されるような標準的な湿潤漏れ電流試験に合格した。
【0123】
調整後のIEC1646の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらはすべて、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、ソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0124】
(実施例8:相互接続された市販のa−Si薄膜電池の異なる系の湿潤凍結試験)
ガラスをアセトンの代わりにエタノールで洗浄したこと、及び異なるタイプの市販の太陽電池を使用したこと以外は、行った手順は、上記実施例7における手順と一致しており、IEC1646で定められる手順と一致させた。
【0125】
サンプルの特性化:
IEC1646に記載される湿潤凍結試験で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。サンプルの電気的特性化は、調整前後で行い、結果を以下の表5にまとめた。
【0126】
【表5】
【0127】
試験したサンプルはいずれも、いかなる退色又は層間剥離を示さず、サンプルは全て、調整期間後にIEC1646で定義されるような標準的な湿潤漏れ電流試験に合格した。
【0128】
調整後のIEC1646の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらはすべて、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。
【0129】
これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、フレーミングされたモジュール及びフレーミングされていないモジュールの両方を伴うソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0130】
(実施例9:接着剤及び封入材料によるp−Siウェハータイプ1の封入)
ガラス基板を適切な溶媒(この場合、アセトン)を用いて初めに清浄化した後、ガラス板/薄膜をメタクリロプロピルトリメトキシシランで処理して、圧縮空気を用いて乾燥させた。使用した接着剤は、粘度約10,000mPa・s、分子量62,000g/モル及びビニル含有量0.15%を有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン27.5重量%、粘度約450mPa・sを有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン45.8重量%、水素単位1.45%を含有するジメチルシロキサン−コ−メチル水素シロキサンのトリメトキシ末端共重合体3重量%、ジメチルビニル化MQ樹脂のp−キシレン溶液(キシレン中樹脂63%)18.3重量%(固形分)、接着促進剤5重量%、ジアリルマレエート硬化阻害剤0.24重量%、白金触媒0.19重量%を含んでいた。
【0131】
適当な位置でホットプレートを使用し、120℃で7分間加熱することにより接着剤を硬化させるか、又は連続的な方法において、フローコーターによる適用後に、120℃の温度プロフィール及び5mの長さに関して1分あたり0.5mの速度を有するMid IR炉中で、モジュールにおいて接着剤を硬化させた。
【0132】
封入材料組成物は、実施例7に詳述したのと同じであった。実験室において手動で、又はフローコーターを用いて、硬化された接着剤上に封入材料を適用した。適当な位置でホットプレートを使用し、120℃で7分間加熱することにより封入材料を硬化させるか、又は連続的な方法において、フローコーターによる適用後に、120℃の温度プロフィール及び5mの長さに関して1分あたり0.5mの速度を有するMid IR炉中で、モジュールにおいて封入材料を硬化させた。
【0133】
IEC1215に記載される湿潤凍結試験で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。
【0134】
サンプルの特性化:
試験品の電気特性は、調整前後に行われ、結果を以下の表6にまとめた。
【0135】
【表6】
【0136】
サンプルはいずれも、退色又は層間剥離を示さず、サンプルは全て、調整後にIEC1215に記載されるような湿潤漏れ電流試験に合格していた。
【0137】
調整後のIEC1215の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらは全て、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、多結晶シリコンウェハータイプのソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0138】
(実施例10:接着剤及び封入材料による、第2のタイプの市販のp−Siウェハーの封入)
この場合において、実施例8との唯一の違いは、使用した太陽電池の変更であった。接着剤及び封入材料組成物は、実施例8に記載する通りであった。
【0139】
IEC1215に記載される湿潤凍結試験で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。
【0140】
結果を以下の表7に提供する。
【0141】
【表7】
【0142】
サンプルはいずれも、退色又は層間剥離を示さず、サンプルは全て、調整後にIEC1215に記載されるような湿潤漏れ電流試験に合格していた。
【0143】
調整後のIEC1215の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらはすべて、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、多結晶シリコンウェハータイプのソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0144】
(実施例11:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたガラスパネルのコーティング)
7,000mPa・sの粘度を有する本発明のシリコーン封入材料40kgを、フローコーターへ供給した後、5.5Kg/分でポンピングして、適切なカーテンを作製した。500×500mmのガラスパネルを45m/分でコーターへ連続的に供給して、70μmのポリマーフィルムを形成して、カーテンの下を6回通過した後に、433μm厚の封入材料フィルムが形成された。続いて、それぞれ1,000ワットの4つのランプを備えた1メートル長の赤外炉に、ガラスを1m/分で供給した。封入材料は、迅速に硬化して、ガラス表面に対して引掻抵抗性が高い表面を与えた。
【0145】
(実施例12:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたソーラーガラスパネルのコーティング)
4つの相互接続された太陽電池を、100μmの厚さを有する接着剤の層を適用することにより、ガラスパネル上に手動で接着させたこと以外は、実施例11を繰り返した。上部側上に相互接続を有するソーラーガラスを20m/分でカーテンに通して、200μmの上部層を作製し、コーティング工程をもう一度繰り返して、相互接続を封入する400μmでコーティングされたソーラーパネルが得られた。続いて、上部層は、それを0.5m/分の速度で、ヘレウス(Heraeus)からの8kW IRランプを備えた0.8m長の赤外トンネルを通過させることにより硬化された。
【0146】
(実施例13)
一連の標準的な電気試験を、本発明により封入されたウェハータイプのモジュールに関して行い、EVA/TEDLAR積層技術を用いて作製された標準的なモジュールと比較した。本発明により作製されるモジュールは、フロートガラス上板(サイズ200mm×200mm×3mm)及び窒化ケイ素でコーティングされた多結晶シリコンから作製される太陽電池(サイズ125mm×125mm×350μm)を含んでいた。試験したモジュールは全て、接着剤層の適用前に、モジュールの縁及びフレームをシーリングするように適応された適切な硬化性シーラントと組み合わせて、アルミニウムL形状輪郭フレームを用い、実験室でフレーミングした。本発明によるフレーミングされたモジュールはそれぞれ、ガラス板上へシリコーン接着剤の層を初めに適用することにより封入された。続いて、太陽電池(すなわち、シリコンウェハー)は、確実に電池が正確に配置されるように、6軸ロボットにより接着剤上又は接着剤中へ配置された。次に、電池を含有する/含む接着剤層を、ホットプレートを使用して硬化させた。続いて、封入材料の層を硬化した接着剤層上に適用した後、炉中で硬化させた。本発明による封入されたモジュールは、上記の実施例9に記載するような配合物を有する接着剤及び上記の実施例7に記載するような配合物を有する封入材料を使用して作製した。標準的な比較用太陽電池は、強化ガラス上板により支持されるEVA/TEDLAR積層技術を用いて作製された標準的なモジュールであった。また、積層されたモジュールは、同一のフレーム及びシーラントを用いて、上述のようにフレーミングした。
【0147】
UV調整
UV調整試験は、UVエージング条件について記載する「JIS B 7753 サンシャインカーボンアーク灯式耐光性及び耐候性試験機」を参照して、日本国際規格試験「JIS C 8917 結晶系太陽電池モジュールの環境試験方法及び耐久性試験方法」に定められた「光照射試験A−5、p13」手順に従った。キセノンランプ(波長範囲:340nm)は、50%相対湿度中で600時間、サンプルの表面で244.63W/m2の連続的なUV照射を提供した。続いて、得られたエージングされたモジュールを、試験前に室温で2時間調整した。実施した試験の順序は、JIS C 8917に従った。エージング初期とエージング後との間のモジュールの電気性能の変動を表8(EVA/TEDLAR(登録商標))及び表9(本発明)に提供し、表中では、以下のパラメータ:温度、短路の強度(Isc/アンペア(A))、開路電圧(Voc)、最大電圧(Vmax)、最大電流強度(Imax)、充填比及び最大出力が提供された。試験に合格するためには、それぞれの逐次試験が達成されなくてはならず、初期Pmaxと最終Pmaxとの間の差が、5%未満でなくてはならなかった。
【0148】
表8及び表9は、標準的なモジュール(表8)及び本発明によるモジュール(表9)のエージング初期及びエージング後の電気性能を比較する相対的変動(差分結果(delta result))を示す。
【0149】
【表8】
【0150】
【表9】
【0151】
参考例及び実施参考例は、標準的な実験室条件下でエージングした。組成物A及び組成物Bは、参考例よりも大きな電力及びFFを損失したように見えるが、エージング後に5%未満の変動を有することにより、ともに試験に合格した。
【0152】
表9は、本発明によるサンプルはすべて、初期不良なく封入され、試験に合格したことを示す。電力の損失は、実施参考例サンプルに関する結果と一般に類似している。一般に、600時間のQUVエージングを受けたサンプルは全て、参考例と比較してそれらの特性を全く損失しなかった。
【0153】
(実施例14 熱サイクル50サイクル+湿潤凍結10サイクルの手順(sequence))
i)初期及び最終の電気性能結果を、実施例13に記載するタイプのさらなるモジュール系に関して比較した。熱サイクル(50サイクル)+湿潤凍結(10サイクル)の手順は、IEEE 1262−1995試験ワークシートの22頁(及びIEC 6−1215及びUL1703)に従って行った。
【0154】
表10及び表11は、エージング前後で試験したPmaxのパーセント変動を提供した。5%を超えるPmaxのいかなる損失も不良とみなされる。この試験は、熱膨張及び収縮に耐えるモジュールの予測能力(熱サイクルによる)、並びに温度及び湿度の極限状態(湿度凍結)を受けた場合の透水に耐えるモジュールの予測能力の評価を可能にするエージング条件にサンプルをさらす。
【0155】
表10及び表11は、標準的なEVA/TEDLAR(登録商標)積層ソーラーモジュール(表10)及び本発明により封入されたソーラーモジュールに関する、初期値と最終値との間の差分結果を比較する。
【0156】
【表10】
【0157】
【表11】
【0158】
表10及び表11の両方において、最終の電気性能の結果は全て、試験に合格すると考えられる(5%未満の変動)。従って、上述から、本発明により記載されるような、封入材料、及びこの実施例では接着剤の使用は、伝統的なバッチ/積層方法に反して、より簡潔且つ連続的な、太陽電池を封入する方法を提供し、得られた封入されたソーラーモジュールは、良好な電気性能の結果を与えることが理解されよう。
【0159】
(実施例15)
実施例13に記載するようなさらなるサンプルを、IEC 6−1215、IEEE 1262、UL1703それぞれで規定されるようなダンプヒート調整(Damp Heat Condition)と一般に称される試験の手順にかけた。表12及び表13に提供される結果は、初期及び最終の電気試験の結果の相対パーセント変動により決定される。5%を超えるPmaxにおけるいかなる損失も不良とした。表12及び表13は、2つの封入技術に関する初期電気値と最終電気値との間の結果を対比する。
【0160】
【表12】
【0161】
【表13】
【0162】
表12及び表13はいずれも、電気特性の変動が試験に合格することを示している。
【技術分野】
【0001】
本発明は、太陽電池、及びシリコーンベースの封入材料を太陽電池上に適用して太陽電池モジュールを形成する方法に関する。
【背景技術】
【0002】
太陽電池又は光電池は、光を電気に変換するのに使用される半導体デバイスである(これ以降、太陽電池と称する)。典型的に、光照射の際に、太陽電池は、その端子を通して電圧を発生し、結果として電子の流れを生じ、その大きさは、電池の表面で形成された光起電性接合部(photovoltaic junction)上にあたる光の強度に比例する。太陽電池は、例えば、結晶若しくは多結晶シリコン又は薄膜シリコン(例えば、非晶質)、半結晶シリコン、ガリウムヒ素、ジセレン化銅インジウム、テルル化カドミウム、ジセレン化銅インジウムガリウム、後者のいずれか1つ以上を含む混合物等のような任意の適切な半導体材料から製造することができる。一般的に、現在ウェハー及び薄膜の2つのタイプの太陽電池が存在する。ウェハーは、単結晶若しくは多結晶のインゴット又は鋳物から半導体材料を機械的に鋸引きすることによって製造される半導体材料の薄いシートである。薄膜ベースの太陽電池は、スパッタリング法若しくは化学気相成長法又は同様の技法により、基板又は上板(superstrate)上へ典型的に堆積させた半導体材料の連続層である。
【0003】
ウェハー及び薄膜ベースの太陽電池はいずれも脆弱性であるため、電池は負荷支持部材(load carrying supporting member)により支持されることが必須である。この負荷支持部材は、剛性材料(例えば、ガラス板剛性材料)、又は可撓性材料(例えば、金属フィルム及び/若しくはシート、又はポリイミドなどの適切なプラスチック材料)であってもよい。太陽電池又は光電池モジュール(これ以降、太陽電池モジュールと称する)は、負荷支持部材により支持される、単一の太陽電池又は相互接続された太陽電池の平面組立品を含む。太陽電池モジュールは、環境から電池を保護するために、典型的に封入される。太陽電池モジュールの支持部材は、太陽光を通す、すなわち太陽電池と光源との間に位置される最上層(top layer)、すなわち上板であってもよい。或いは、支持部材は、太陽電池の裏側に位置される裏層(back layer)、すなわち基板であってもよい。多くの場合、太陽電池モジュールは、上板及び基板の両方を含む。典型的に、一連の太陽電池モジュールは、単一の発電器(electricity-producing unit)として機能するソーラーアレイを形成するために相互接続され、ここで、電池及びモジュールは、装置の一部に電力を供給するために、又は貯蔵等のためのバッテリーを供給するために、適切な電圧を発生するような方法で相互接続される。
【0004】
一般に、太陽電池モジュールは、上板又は基板上に個々の太陽電池を電気的に相互接続すること、及び相互接続された電池を一体の太陽電池モジュール中に積層することにより製造される。上述の支持上板及び/又は支持基板により提供される支持及び保護に加えて、電池の光が当たる表面はまた、1つ以上の封入材料又はバリアコーティング材料(これ以降、「封入材料(複数可)」と称する)で覆われることにより、環境(例えば、風、雨、雪、埃等)から一般に保護される。
【0005】
通常、ウェハーベースの太陽電池モジュールは、基板と通常組み合わせて太陽光を通す上板を用いて設計され、基板に存在する場合には上板に電池を接着させるための電池接着剤としての1つ以上の封入材料層を有する材料から加工される。従って、光は、透明な上板及び接着剤を通過した後、半導体ウェハーに到達する。上板(典型的には剛性パネル)は、潜在的に有害な環境条件から太陽電池の一方の側を保護するように作用し、他方の側は、封入材料及び基板の幾つかの層の組合せにより保護される。
【0006】
多種多様の材料が、太陽電池モジュール封入材料として使用するために提唱されている。一般的な例としては、エチレン−酢酸ビニル共重合体(EVA)、デラウェア州ウィルミントンのE.I. Dupont de Nemours & CoからのTedlar(登録商標)、及びUV硬化性ウレタンのフィルムが挙げられる。封入材料は、フィルムの形態で一般に供給され、電池並びに上板及び/又は基板に積層される。従来技術の例としては、米国特許第4331494号に例示されるような接着剤を用いた太陽電池の積層、及び米国特許第4374955号に記載されるようなアクリルポリマー及び耐候性層の適用が挙げられる。また、太陽電池モジュールは、米国特許第4549033号に記載されるように、太陽電池上へアクリルプレポリマーを流延及び硬化することにより製造されている。
【0007】
欧州特許第0406814号及び米国特許第6320116号はいずれも、太陽電池又は光電池系の封入方式について記載している。Kondo等(Solar Energy Materials and Solar Cells 49 (1997) pages 127-133)は、非晶質シリコン光電池モジュールを封入する手段として、熱硬化性有機液体樹脂の使用について記載しているが、使用する樹脂を明確に特定していない。
【0008】
従来技術では典型的に、使用される封入材料は、フィルム状であり、従って、封入材料の層は、それらを溶融させる熱及び真空条件下で積層され、隣接する表面に結合され、そして太陽電池を完全に「封入」しなければならない。
【0009】
太陽電池モジュール封入に関する現在既存の方法は、積層工程のためにバッチモードで通常行われ、これが方法全体を遅くさせ、モジュール封入の全体的なコストが高いという事実をもたらす。多くの場合、封入材料の幾つかの層は、異なる層に対して同じか、又は異なる封入材料を用いて適用され得る。従来技術のモジュールの例は、本明細書中で図1に示している。例えば、モジュールは、相互接続された太陽電池系に上板を接着させるための接着剤として利用される封入材料からなる太陽光を通す第1層を有する、複数の太陽電池を支持する上板を含んでいてもよい。次に、封入剤からなる第2層又は後方の層は、封入材料からなる第1層及び相互接続された太陽電池上へ適用されてもよい。封入材料からなる第2層は、第1の封入材料で使用されたものと同じ材料(例えば、エチル酢酸ビニル(EVA))の付加的な層であってもよく、及び/又は透明であっても、任意の適切な色彩であってもよい。基板は、剛性又は堅い裏表面(backskin)の形態で存在して、モジュールの後方表面に対する保護を提供する。多種多様の材料が基板に関して提唱されており、基板は必ずしも光を通す必要はなく、これらは、上板と同じ材料(例えば、ガラス)を包含するが、単独又はケイ素及び酸素ベースの材料(SiOx)でコーティングされたエチレンテトラフルオロエチレン(ETFE)、Tedlar(登録商標)又はポリエチレンテレフタレート(PET)などの有機フルオロポリマーのような材料も包含し得る。
【0010】
通常、モジュールの縁を覆うために、保護用シールが提供され、シールを覆うために、アルミニウム又はプラスチック材料から作製される周囲フレームが提供される。フレームは、前面カバーがガラスなどの脆弱な材料から作製される場合に、モジュールの縁を保護する。従って、保護用シールの積層及び適用の後に、フレームにモジュールが取り付けられる。太陽電池モジュールと組み合わせて使用するのに適したフレームは、得られたフレームに取り付けられたモジュールを現場で適切な対象物へ容易に取り付けるのを可能にするために提供される取り付け穴を含む。典型的に、取り付け方法は、例えば、ねじ、ボルト、ナット等による任意の適切な取り付け系を用いることにより達成される。
【発明の概要】
【発明が解決しようとする課題】
【0011】
現在、太陽電池モジュールの製造コストを減少させるのに使用される1つの方法は、金属(典型的にはアルミニウム)の太陽電池モジュールフレームを、基板及び縁両方のためのポリマー材料で置き換えることを包含する。非晶質薄膜シリコン太陽電池モジュールに関しては、ポリウレタンなどの成形された熱可塑性材料から作製されるポリマーフレームが一般的に使用される。これらは、ポリウレタンを反応射出成形して、非晶質シリコン電池モジュール周辺にフレームを形成することにより調製され得る。反応射出成形は、原位置で(すなわち、モジュール上で)行われてもよく、これにより、有意なコスト削減に一般的に至る。しかしながら、この成形方法は、幾つかの欠点を示す。例えば、この方法は、環境危険を引き起こす化学的前駆体(例えば、イソシアネート)の使用を包含する。また、この方法は、鋳型を必要とし、全体的な製造コストをさらに増大させる。この方法により製造されるモジュールは、鋳型のより高いコスト及び得られるポリマーフレームの制限された強度のために、より小さい傾向にある。この形態では、封入材料は、EVAなどの積層熱可塑性物質及びETFE共重合体などのフルオロポリマーの幾つかの層に依然として基づいている。単なるコスト削減は、フレームのコスト低減から得られるが、潜在的に、得られた太陽電池モジュールをより脆弱にさせる。
【0012】
業界で現在使用されている太陽電池モジュールに関する別の問題は、熱可塑性積層物質は、接着剤特性がガラスに対して乏しいことが既知であるという事実である。この問題は、いつも初期に明白であるとは限らないが、長期の風化期間にわたって、太陽電池におけるガラス表面から熱可塑性層を徐々に剥離させる。かかる剥離過程は、電池効率に対して幾つかの負の影響、例えば、封入材料中に水の蓄積を引き起こし、最終的に電池腐食をもたらす。また、これらの積層物質は、UV耐性が低く、したがって、太陽電池の寿命にわたって、変色して、黄色又は褐色に一般に変わり、美観的に満足のいかないモジュールに至る。古典的に、剥離効果を低減させるためには、相当量の接着剤がしばしば必要とされる場合があり、そして長期の変色を減少させるためには、UVスクリーンをモジュール中に組み込む必要がある。
【0013】
ウェハータイプのソーラーモジュール、例えば、結晶シリコンウェハーモジュールに関して、主要な問題の1つは、使用する材料のコストである。例えば、基板材料は一般的に高価である。広範囲に使用される基板材料が2つ存在し、その両方が、高価である傾向にあり(上述のEVA積層物質及びTedlar(登録商標)、ポリフッ化ビニル(PVF))、他の広範囲に使用される基板材料は、ガラス/電池/ガラス構造におけるガラスである。
【0014】
また、封入材料及び基板材料のコストは、必要とされる場合、各電池及び/又はモジュールの全体的なコストの相当な割合を示すことも既知である。従って、それらの製造の全体的なコストを低減させるためには、太陽電池を封入するコストを低減させることの必要性が長い間切望されている。本発明者等は、太陽電池モジュールあたりの全体的なコストが、連続的な封入方法の利用を可能にして現在の太陽電池モジュールの製造方法におけるいくつかの段階を排除する1つ以上の液体シリコーン封入材料の使用により低減され得ることを特定した。積層封入材料が、赤外線又は熱硬化下で硬化する液体封入材料で置き換えられるという事実は、積層シートの取り扱いを低減又は排除し、封入バッチ時間及びコストの両方を増大させるラミネーターに対する必要性を回避する。さらに、本発明は、積層方法からの廃棄物の生成により引き起こされる問題、及び生じる関連材料コストを回避する。
【課題を解決するための手段】
【0015】
本発明は、剛性又は可撓性の上板と、接続箱と、シリコーン接着剤の層において前記上板に対して所定の位置に与えられる、相互接続されたウェハータイプの太陽電池と、前記ウェハー、及び隣接するウェハーを連結する電気リード線を保護するために与えられるシリコーン封入材料のトップコートであって、前記電気リード線が、裏表面材料又は前記シリコーン封入材料とさらに結合されて一体式シールを形成し得るようにコーティングされたトップコートとを含む太陽電池モジュールである。
【図面の簡単な説明】
【0016】
【図1】フレームにおける従来の太陽電池モジュールを示す図である。
【図2】さらなる従来の薄膜太陽電池を示す図である。
【図3】ウェハータイプのソーラーモジュールを示す図である。
【図4】古典的な周囲アルミニウムフレームなしのウェハータイプのソーラーモジュールを示す図である。
【図5】ウェハータイプのソーラーモジュールに関する好ましいソーラーモジュール封入方法を示す図である。
【図6】本発明の連続的な封入方法を説明するための図である。
【発明を実施するための形態】
【0017】
本発明の第1の態様によれば、
i)剛性又は可撓性上板及び/又は基板と、
ii)1つ以上の太陽電池と、
iii)ヒドロシリル化硬化反応生成物、過酸化物硬化反応生成物及びUV硬化反応生成物からなる群から選択される硬化液体シリコーン封入材料と
を含む太陽電池モジュールを提供する。
【0018】
上板及び基板の両方が存在する場合、太陽電池は、前記上板又は基板のいずれかの上に配置される露出面を全て有することが好ましい。
【0019】
太陽電池は、ウェハーベース又は薄膜ベースのいずれであってもよく、結晶若しくは多結晶シリコン又は薄膜シリコン(例えば、非晶質)、半結晶シリコン、ガリウムヒ素、ジセレン化銅インジウム、テルル化カドミウム、ジセレン化銅インジウムガリウム、後者のいずれか1つ以上を含む混合物等のような任意の適切な半導体材料から製造され得る。ウェハーベースの太陽電池の場合では、好ましくは、ウェハーは、多結晶又は結晶シリコンである。薄膜太陽電池の場合では、薄膜は、非晶質シリコン(aSi)、テルル化カドミウム又はジセレン化銅インジウムガリウムから好ましくは製造される。太陽電池は、単一のウェハー及び薄層太陽電池を含む任意の適切なタイプの太陽電池であってもよいが、スプリットスペクトル電池(split-spectrum cell)等であってもよい。モジュールは、集線装置(concentrator)等を含む任意の適切なタイプの太陽電池モジュールであってもよい。
【0020】
好ましくは、本発明によるウェハーベースの太陽電池モジュールに関して、剛性若しくは可撓性の上板及び/又は基板は、光を通す剛性上板を含む。
【0021】
好ましくは、薄膜太陽電池モジュールの場合では、剛性又は可撓性の上板及び/又は基板は、例えば、ガラス又は可撓性の金属シートのような剛性又は可撓性の基板を含む。
【0022】
本発明による液体シリコーン封入材料は、
構成成分(A)1分子あたり少なくとも2つのSi−アルケニル基及び100〜15,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部と、
構成成分(B)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜50重量部と、
構成成分(C)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.1:1〜5:1であるような量で、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤と、
構成成分(D)白金、ロジウム、イリジウム、パラジウム又はルテニウムベースの触媒から選択されるヒドロシリル化触媒であるが、好ましくは、白金ベースの触媒であるヒドロシリル化触媒(ここで、前記白金ベースの触媒中の白金金属の量は、構成成分(A)1,000,000重量部あたり0.01〜500重量部である)と
を好ましくは含む。
【0023】
構成成分(A)、(B)、(C)及び(D)の比率は、任意の適切な量を含み得る。得られる未硬化組成物の最終粘度は、分取された後の短期間内に自己水準(self-level)を保つことが可能であり得るが、本質的にはそうではない。最終的な組成物の好ましい粘度は25℃で測定した場合に好ましくは100〜10,000mPa・s、より好ましくは100〜5,000mPa・sである。
【0024】
構成成分(A)は、好ましくは下記の平均単位式:
RaSiO(4-a)/2
により表される液体ジオルガノポリシロキサンである。
式中、Rはそれぞれ、同じであるか又は異なり、一価炭化水素基、例えば、メチル、エチル、プロピル、イソプロピル、t−ブチル及びペンチル等の線状又は分岐状アルキル基;ビニル、アリル又はヘキセニル等のアルケニル基;及びフェニル等のアリール基である。「a」は、1.8〜2.3の平均値を有する数である。好ましくは、構成成分(A)は、100〜10,000mPa・sの25℃での粘度を有し、その分子構造は、ほぼ線状であるが、部分的に分岐状であってもよく、10,000〜50,000、より好ましくは15,000〜30,000の比較的低分子量であってもよい。好ましくは、構成成分(A)は、アルケニル末端基を含む。
【0025】
構成成分(A)の例としては、ジメチルビニルシロキシ末端ジメチルポリシロキサン、メチルビニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、メチルフェニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、メチルフェニルシロキサンとメチルビニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、ジフェニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、ジフェニルシロキサンとメチルビニルシロキサンとジメチルシロキサンとのジメチルビニルシロキシ末端共重合体、又は上記の中から任意の適切な組み合わせが挙げられる。
【0026】
構成成分(B)は、SiO4/2単位(Q単位としても知られる)と、R’SiO3/2(T単位としても知られる)、R’2SiO2/2及びR’3SiO1/2単位(式中、R’はそれぞれ、同じであってもよく又は異なってもよく、R又は水素原子である)から選択される単位とを含む少なくとも2つのアルケニル基を含有するシリコーン樹脂である。適切な量の構成成分(A)中、又は構成成分(A)のバルクとの混合の容易さを確実にするための溶媒中に、構成成分(B)を分散させることが好ましい。例えば、トルエン及びキシレンなどの芳香族溶媒、メチルイソブチルケトンなどのケトン類、イソプロパノールなどのアルコール類、並びにヘキサンなどの非芳香族環式溶媒のような任意の適切な溶媒が使用され得る。典型的に、溶媒が使用される場合、キシレンが好ましい。
【0027】
構成成分(C)は、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤であり、下記の平均単位式:
RibSiO(4-b)/2
(式中、Riはそれぞれ、同じであっても又は異なっていてもよく、水素;メチル、エチル、プロピル及びイソプロピルなどのアルキル基;又はフェニル及びトリルなどのアリール基である)を有する。構成成分(C)は、線状、部分的に分岐状の線状、環状又は網目状構造を有してもよい。
【0028】
上述のオルガノポリシロキサンの例としては、以下の:トリメチルシロキシ末端ポリメチル水素シロキサン、メチル水素シロキサンとジメチルシロキサンとのトリメチルシロキシ末端共重合体、メチル水素シロキサンとジメチルシロキサンとのジメチル水素シロキシ末端共重合体、メチル水素シロキサンとジメチルシロキサンとの環式共重合体、式(CH3)3SiO1/2で表されるシロキサン単位と式(CH3)2HSiO1/2で表されるシロキサン単位と式SiO4/2で表されるシロキサン単位とから成るオルガノポリシロキサン、式(CH3)2HSiO1/2で表されるシロキサン単位と式CH3SiO3/2で表されるシロキサン単位とから成るオルガノポリシロキサン、式(CH3)2HSiO1/2で表されるシロキサン単位と式(CH3)2SiO2/2で表されるシロキサン単位と式CH3SiO3/2で表されるシロキサン単位とから成るオルガノポリシロキサン、ジメチル水素シロキシ末端ポリジメチルシロキサン、メチルフェニルシロキサンとジメチルシロキサンとのジメチル水素シロキシ末端共重合体、及びメチル(3,3,3−トリフルオロプロピル)シロキサンとジメチルシロキサンとのジメチル水素シロキシ末端共重合体の1つ以上が挙げられる。
【0029】
好ましくは、25℃での架橋剤(C)の粘度は、2〜100,000mPa・sの範囲である。構成成分(C)は、架橋剤(C)におけるケイ素に結合された水素原子と構成成分(A)におけるアルケニル基のモル数とのモル比が0.1:1〜5:1の範囲であり、より好ましくは0.8:1〜4:1の範囲であるような量で添加されることが推奨される。上記の比が0.1:1未満である場合、架橋剤の密度が低すぎて、ゴム状エラストマーを得ることが困難である。過剰のSi−H基を有する(すなわち、1:1超過)比は、上板/基板(例えば、ガラス)と封入材料との間の接着を増強するのに好ましい。
【0030】
構成成分(D)は、ヒドロシリル化(付加硬化)触媒であり、任意の適切な白金、ロジウム、イリジウム、パラジウム又はルテニウムベースの触媒を含み得る。しかしながら、好ましくは、構成成分(D)は、白金ベースの触媒である。白金ベースの触媒は、例えば、微細な白金粉末、白金黒、クロロ白金酸、クロロ白金酸のアルコール溶液、クロロ白金酸のオレフィン錯体、クロロ白金酸とアルケニルシロキサンとの錯体、又は上述の白金触媒を含有する熱可塑性樹脂のような任意の適切な白金触媒であり得る。白金触媒は、金属白金原子の含有量が、構成成分(A)1,000,000重量部あたり0.1〜500重量部を構成するような量で使用される。ヒドロシリル化、すなわち付加硬化反応は、Si−H基(典型的には、架橋剤として提供される)とSi−アルケニル基(典型的には、ビニル基)との間の反応であり、隣接するケイ素原子間にアルキレン基(≡Si−CH2−CH2−Si≡)を形成する。
【0031】
また、組成物の取り扱い条件及び貯蔵性を向上させるのに、組成物は1つ以上の硬化阻害剤、例えば、2−メチル−3−ブチン−2−オール、2−フェニル−3−ブチン−2−オール、3,5−ジメチル−1−ヘキシン−3−オール、1−エチニル−1−シクロヘキサノール、1,5−ヘキサジエン、1,6−ヘプタジエン等のアセチレン系化合物;3,5−ジメチル−1−ヘキセン−1−イン;3−エチル−3−ブテン−1−イン及び/又は3−フェニル−3−ブテン−1−イン;1,3−ジビニルテトラメチルジシロキサン、1,3,5,7−テトラビニルテトラメチルシクロテトラシロキサン又は1,3−ジビニル−1,3−ジフェニルジメチルジシロキサン等のアルケニルシロキサンオリゴマー;メチルトリス(3−メチル−1−ブチン−3−オキシ)シラン等のエチニル基を含有するケイ素化合物;トリブチルアミン、テトラメチルエチレンジアミン及びベンゾトリアゾール等の含窒素化合物;同様にトリフェニルホスフィン等の含リン化合物;並びに含硫黄化合物、ヒドロペルオキシ化合物又はマレイン酸誘導体を含んでもよい。
【0032】
上述の硬化阻害剤は、構成成分(A)100重量部あたり、0〜3重量部、標準的には0.001〜3重量部、好ましくは0.01〜1重量部の量で使用される。硬化阻害剤の中でも最も好ましいものは、上述のアセチレン系化合物であり、これらは、上述の構成成分(D)と組み合わせて使用すると、貯蔵特性と硬化速度との間の最良のバランスを示す。
【0033】
また、場合によっては、上板及び/又は基板の表面への封入材料の接着を増強するのに、1つ以上の接着促進剤を使用してもよい。任意の適切な接着促進剤が使用され得る。例としては、ビニルトリエトキシシラン、アクリロプロピルトリメトキシシラン、アルキルアクリロプロピルトリメトキシシラン、アリルトリエトキシシラン、グリシドプロピルトリメトキシシラン、アリルグリシジルエーテル、ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体、ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体とグリシドプロピルトリメトキシシランとの反応生成物、及びビス−トリエトキシシリルエチレングリコール(トリエトキシシランとエチレングリコールとの反応生成物)が挙げられる。
【0034】
好ましい接着促進剤は、
i)ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体、
ii)ヒドロキシジアルキルシリル末端メチルビニルシロキサン−ジメチルシロキサン共重合体とグリシドプロピルトリメトキシシランとの反応生成物、及び
iii)ビス−トリエトキシシリルエチレングリコール
iv)0.5:1〜1:2、好ましくは約1:1の、(i)とメタクリロプロピルトリメトキシシランとの混合物
である。
【0035】
場合によっては、太陽電池の使用時に汚れを防止するのに、汚れ防止添加剤を利用してもよい。特に好ましいものは、フッ化シルセスキオキサン(silsesquixoanes)(例えば、ジメチル水素シロキシ末端トリフルオロプロピルシルセスキオキサン、ヒドロキシ末端トリフルオロプロピルメチルシロキサン、ヒドロキシ末端トリフルオロプロピルメチルシリルメチルビニルシリルシロキサン、3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチルトリエトキシシラン、ヒドロキシ末端メチルビニル、トリフルオロプロピルシラキサン及びジメチル水素シロキシ末端ジメチルトリフルオロプロピルメチルシロキサン)などの10,000mPa・sの粘度を有するフルオロアルケン又はフルオロシリコ−ン添加剤である。
【0036】
好ましくは、汚れ防止添加剤は、0〜5重量部、より好ましくは0〜2重量部、最も好ましくは0〜1.5重量部の量で存在する。好ましくは、封入材料が以下に記載する接着剤層の非存在下で使用される場合、及び接着剤層と組み合わせて使用される場合の両方で、汚れ防止添加剤は、封入材料組成物中に含まれる。
【0037】
物理的特性を増強する他の添加剤を組成物中に利用してもよい。1つの特定の例は、難燃剤を含むことである。任意の適切な難燃剤又は難燃剤の混合物は、それらが封入材料組成物の他の物理的特性に負の影響を及ぼさない限りにおいて使用され得る。例としては、アルミナ粉末、又は国際公開第00/46817号パンフレットに記載されるような珪灰石が挙げられる。後者は、単独で、又は他の難燃剤若しくは顔料(例えば、二酸化チタン)と組み合わせて使用され得る。封入材料が光を通す必要がない場合に、封入材料は、顔料を含んでもよい。
【0038】
本発明の一態様では、太陽電池モジュールは、薄膜太陽電池を含む。好ましくは、薄膜太陽電池を含む太陽電池モジュールは、封入材料の単一層を要する。封入材料の単一層が利用される場合、シリコーン封入材料は、硬くて傷つきにくいように設計され、それにより接着剤/トップコートの両方として機能するように設計され、従来技術で一般に利用されるタイプの高価な基板に対する必要性を回避する。好ましくは、封入材料の単一層を含む太陽電池モジュールは、上述の汚れ防止添加剤を含む。
【0039】
封入材料の単一層が利用される場合、配合物の構成成分(C)は、過剰のSi−H基を有することが好ましく、すなわち、ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比は、好ましくは0.8:1〜5:1であり、より好ましくは1:1を超え、最も好ましくは1:1〜4:1である。
【0040】
従って、本発明による封入材料の単一層を有する太陽電池モジュールの場合では、構成成分(A)は、好ましくは高分子量ポリマーであり、構成成分(B)は、少なくとも2つのアルケニル基を含有するシリコーン樹脂30〜50重量部の量で存在し、構成成分(C)は、構成成分におけるケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.8:1〜5:1、より好ましくは1:1〜4:1であるような量で、1分子あたり少なくとも2つのケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤である。さらに、組成物は、汚れ防止添加剤を含む。
【0041】
任意の適切な方法を使用して、未硬化液体シリコーン封入材料を調製してもよい。例えば、構成成分(B)を、構成成分(A)及び構成成分(C)と予め混合した後、低レベルの白金触媒の存在下で共架橋(co-cross-linked)させて、強靭なポリマー網目を形成してもよい。少量の、エチルヘキシノールなどの触媒阻害剤を添加して、封入材料の溶液時間を延長してもよい。90℃を超えて加熱すると、混合物は、汚れ防止添加剤の存在に起因して不透明な2相系を最初に形成し、続いて非常に透明なものになる。隣接する表面全てに対する封入材料の持続的な結合を保証するために、少量の接着促進剤が好ましくは使用される。接着促進剤は、トップコートの界面に移動して、隣接する表面と不可逆的に反応すると考えられる。この強力な接着により、モジュールは、外気温から極限にいたる広範囲の温度において、層間剥離することなく機能することが可能である。
【0042】
単一層の封入材料は、輸送中又は現場使用において起き得るさらなる損傷を防止するために、所要の耐摩耗性を有するように設計される。単一層の封入材料は、電池を保護する基板としても作用するのに十分に強靭である。
【0043】
封入材料及びトップコートの組合せは、古典的な構造の複数層及び材料化学(EVA及びフルオロポリマー積層物)を、1つのコア化学(core chemistry)に基づいた2つの層で置き換えるように設計される。トップコートは、電池相互接続物の全体を好ましくは覆い、トップコートは、外側層、すなわち環境的保護層として機能する。
【0044】
本明細書中で上述するような組成物の構成成分(B)は、このタイプのシリコーン樹脂が封入材料に顕著なUV抵抗性を付与し、従ってほとんどの従来技術の配合物の場合に典型的に必須であった1つ以上のUVスクリーン添加剤を含むことに対する必要性がないために提供される。本発明で記載されるタイプの硬化された液体シリコーン封入材料は、長期のUV及び可視光透過性を示し、それにより最大量の光を太陽電池に到達させることが可能である。
【0045】
シリコーンベースの組成物のUV抵抗性能力が既知である一方で、かかる配合物の商業的開発は、総コストが高く、及び液体封入材料を分配させる適切な方法が欠如しているために制限されている。
【0046】
薄膜太陽電池の場合では、本明細書中で上述するような封入材料が、多くの場合、封入材料の幾つかの層を置き換えるのに適正であり、基板の必要性を回避することを本発明者等は見出した。封入材料は、例えば、ガラス板上板と太陽電池との間に位置されて、その主要な機能は、温度の変化から生じる機械的応力に対して太陽電池を保護すること、及び太陽電池を上板へ接着させることである。
【0047】
しかしながら、特にウェハータイプの太陽電池モジュールでは、場合によっては、さらなる液体シリコーン封入材料を含む任意の接着剤層が、耐荷重支持部材、通常上板上へのウェハータイプの太陽電池の接着のために利用され得ることが確認されている。
【0048】
中間接着剤層(これ以降、接着剤(adhesive)と称する)として利用される液体シリコーン封入材料は、好ましくは上述の単一層の封入材料と実質的に同じ基本式であり、好ましくは以下の:
構成成分(Ai)1分子あたり少なくとも2つのSi−アルケニル基及び100〜10,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部、
構成成分(Bi)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜40重量部、
構成成分(Ci)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.1:1〜1:1であるような量で、1分子あたり少なくとも2つのケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤、
構成成分(Di)白金、ロジウム、イリジウム、パラジウム又はルテニウムベースの触媒から選択されるが、好ましくは白金ベースの触媒であるヒドロシリル化触媒(ここで、前記白金ベースの触媒中の白金金属の量は、構成成分(Ai)1,000,000重量部あたり0.01〜500重量部である)
を含む。
【0049】
構成成分(Ai)、(Bi)、(Ci)及び(Di)の比率は、任意の適切な量を含み得る。得られる未硬化組成物の最終粘度は、分取された後の短期間内に自己水準を保つことが可能であり得るが、本質的にはそうではない。最終的な組成物の好ましい粘度は、25℃で測定した場合に、好ましくは100〜2,000mPa・s、より好ましくは500〜1,000mPa・sである。
【0050】
好ましくは、接着剤の構成成分(Ai)の粘度は、上述の封入材料の構成成分(A)の粘度より低い。好ましくは、封入材料及び接着剤の両方が利用される場合、封入材料は、20重量%〜90重量%、好ましくは25重量%〜70重量%、より好ましくは30重量%〜60重量%の樹脂分(resin fraction)を含み、接着剤は、20〜30重量%の樹脂分を含む。
【0051】
また、接着剤は、封入材料組成物に関して記載された、1つ以上の任意の添加剤を含んでもよい。好ましくは、接着剤層は、適切な接着促進剤、最も好ましくは封入材料組成物に関して上記に列挙した接着促進剤の1つを含む。
【0052】
接着剤組成物は、任意の適切な方法により硬化され得る。例えば、構成成分(Bi)を、構成成分(Ai)及び(Ci)と予め混合した後、白金触媒の存在下で共架橋させて、強靭な網目を形成してもよい。好ましくは、少量の、例えば、エチルヘキシノールなどの触媒阻害剤を添加して、材料の持続性溶液時間を可能にする。封入材料及び隣接する表面の全てとの間の持続的な結合相互作用を保証するために、少量の接着促進剤、典型的にはアルコキシシランが添加され、Si−H結合とSi−アルケニル結合との比は、1:1未満(例えば、0.6:1)である。接着促進剤は、封入材料の界面に移動して、隣接する表面と不可逆的に反応すると考えられる。この強力な接着により、モジュールは、広範囲の温度にわたって、層間剥離することなく、又はほぼ層間剥離することなく、機能することができる。また、過剰のアルケニル基は、この場合にトップコートとして機能する封入材料と、接着剤の中間層との結合/接着を助長する。
【0053】
封入材料、及び利用される場合、接着剤はいずれも、構成成分(A)の線状又は実質的に線状のポリマーの存在に起因して、高い柔軟性を維持する均質且つ透明なシリコーンフィルムを提供する。封入材料は、硬化されると、接着剤よりも高い引裂抵抗を有する。汚れ防止添加剤は、材料の耐汚水性(soil resistance)を増大するために封入材料に添加され、封入材料の耐磨耗性に負の影響を顕著に及ぼさない量で使用される。本発明の封入材料の組成物のような組成物では、汚れ防止添加剤は、シリコーン/空気界面で移動して迅速に広がり、低表面エネルギーの表面を作るが、シリコーンマトリックスに化学的に結合されたままであると考えられる。封入材料の外向きに面する側上への(環境との界面での)汚れの蓄積は、表面エネルギーに逆比例し、これは表面上での汚れ防止添加剤のレベルに関連する。
【0054】
汚れ防止添加剤が封入材料組成物中に含まれる場合の使用では、まず、表面相分離が起こり、汚れ防止添加剤は、表面へ移動し、続いて架橋剤と反応して、フッ素で覆われた表面を付与する。表面での白金濃度は、阻害剤の蒸発に起因して増大し、表面からバルクへのフィルムの傾斜硬化速度(gradient cure rate)を招く。全体的な結果は、ガラスとウェハーとの間の応力緩和界面を可能にする相当に硬い表面及びより滑らかなバルク材料を提供する。
【0055】
一態様では、本発明は、フロントガラス及び太陽電池に良好な接着性を提供するシリコーン組成物から形成される透明な封入材料を特徴とする。封入材料は、埋込用材料(potting material)の役割を果たし、相互接続された太陽電池、接続用ワイヤ及び上板(例えば、ガラス板(ウェハーモジュール))に良好な接着性を示す。太陽電池への封入材料の接着性は、電池の良好な濡れを必要とし、時には、封入材料よりも低い粘度を好ましくは有する接着剤を用いて、かかる濡れを提供するのが望ましいことが見出された。
【0056】
過酸化物硬化封入材料生成物の場合では、任意の適切な液体シリコーン組成物が使用され得る。典型的に、過酸化物触媒は、下記の:
≡Si−CH3基と他の≡Si−CH3基、
≡Si−CH3基と≡Si−アルケニル基(典型的にはビニル)、又は
≡Si−アルケニル基と≡Si−アルケニル基
を含むシロキサン間のフリーラジカルベースの反応に使用される。上記の過酸化物硬化構成成分A及びBは、適切な過酸化物触媒と共に好ましくは保持され、上述の任意又は全ての添加剤(ヒドロシリル化系触媒に特有の硬化阻害剤を除く)が利用され得る。適切な過酸化物触媒としては、過酸化2,4−ジクロロベンゾイル、過酸化ベンゾイル、過酸化ジクミル、過安息香酸t−ブチルが挙げられるが、これらに限定されない。
【0057】
UV硬化系の場合、任意の適切な液体シリコーンポリマーは、適切な場合に、UV光開始剤と一緒に利用され得る。UV硬化系に関して、上述の任意又は全ての添加剤(ヒドロシリル化系触媒に特有の硬化阻害剤を除く)が利用され得る。
【0058】
使用される未硬化オルガノシロキサン組成物が以下に記載する方法のいずれか1つに従う用途に適切である場合、オルガノポリシロキサンを硬化するための任意の他の硬化系が利用され得る。
【0059】
また、本発明者等は、任意の系により、すなわち、本発明で記載するような組成物又は従来技術の方法及び積層技法を使用することにより、封入され得る太陽電池及び/又は光電池の表面を不活性化(passivating)する新規方法を見出した。トリアルコキシシランによる電池表面のコーティングは、電池表面及び典型的に使用される封入材料に良好な接着性を有する下塗り又は不活性化層を生じる。それは、表面を不活性化し、それにより電池と封入材料及び/又は接着剤との間の気泡形成に関する問題を低減又は回避するために、電池(複数可)の濡れを増大させる。また、それは、封入後の電池を水の進入及び腐食から保護する。選択されたシランは、太陽電池(複数可)上へプレコーティングとして適用されてもよく、又は封入材料組成物中に適切な濃度で添加されてもよい。プレコーティングは、シラン単独、又はアルコールなどの溶媒中にシラン溶液を含んでもよく、その後者の場合は、適用後に蒸発される。典型的に、不活性化コーティングの層は、2μm程度の薄い厚さであり得る。最も好ましくは、不活性化層は、ウェハータイプの太陽電池上に提供される。好ましくは、シランは、下記式:
(R1O)3SiR2
(式中、R1は、1〜6個の炭素原子を含むアルキル基であり、R2は、1〜6個の炭素原子を含むアルコキシ基、1〜6個の炭素原子を含むアルキル基、1〜6個の炭素原子を含むアルケニル基、アクリル基又はアルキルアクリル基からなる群から選択される)を有する。好ましくは、トリアルコキシシランは、例えば、トリメトキシシラン又はトリエトキシシラン、最も好ましくはメタクリロプロピルトリメトキシシランである。
【0060】
上述の液体シリコーン封入材料を用いて封入された太陽電池の利点としては、以下が挙げられる:
i)モジュールの使用中の総コストの低減、すなわち、材料、適用方法、1平方メートルあたりの材料の量を含むパラメータ全てを考慮した総コストの低減。
ii)モジュール耐久性−本発明で記載する組成物を使用することにより製造したモジュールは、製造効率を高め、またUV暴露に起因するエージング後の退色の問題を低減する。
iii)液体シリコーン封入材料の物理的特性に起因して、難燃性特性が、従来技術のモジュールよりも有意に改善される。
iv)本発明で記載する組成物を用いた任意の選択される方法(例えば、フローコーティング)による封入材料、及び使用する場合、接着剤の適用が室温で行われる(しかしながら、多少の加熱を利用してもよい)。
【0061】
本発明の別の態様では、上述の液体シリコーン封入材料(encapsulant material)を用いて、太陽電池モジュールを封入する連続的な方法が提供される。
【0062】
現在の標準的な工業的方法は、EVA(エチル酢酸ビニル)熱可塑性封入材料及びポリエステル/Tedlar(登録商標)などの積層可能な裏材料(backing material)を一般に利用し、電池又は電池/モジュールのアレイは、積層技法を用いて調製される。典型的に、適切なラミネーターを使用して、以下の「サンドイッチ」の層を積層する:
1)ガラス上板、
2)EVA、
3)太陽電池系(series)、
4)EVA、及び
5)適切な裏材料の形態の基板。
【0063】
標準的な方法は、モジュール1つにつき約20分間、真空下で140℃の領域の温度(使用される実際の温度は、積層される実際の組成物を考慮して決定される)において「サンドイッチ」の層を溶融させるラミネーター装置を使用する。積層及び生産過剰である廃棄材料の除去後において、バッチ方法の次工程は、通常適用であり、保護用シールを提供してモジュールの縁を覆い、続いて上述したアルミニウム又はプラスチック材料から典型的に製造される周囲フレーム内でモジュールのフレーミングを行う。全体的な操作は、バッチモードで行われ、典型的に時間がかかり、非常に労働集約的である。
【0064】
本発明による方法に関する説明を簡素化するために、方法は、ガラス支持上板又は基板上に支持されている電池については、薄膜及びウェハータイプの太陽電池モジュールの両方に関して記載するが、本発明の方法は、問題となるモジュールの必要性を方法に単に適応させることにより、任意の適切なモジュール組成物に利用することができることが理解されよう。
【0065】
本発明において、ガラス基板又は上板上の薄膜太陽電池の場合では、透明な封入材料層は、例えば、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等のような任意の適切なタイプの分配装置により薄膜太陽電池モジュール上に均一に噴霧、コーティング又は分配されるが、フローコーターにより行われることが好ましく、続いて、得られたモジュールを、熱的に又は赤外線(適切な加熱又はIR線源、例えば、連続炉又は炉若しくはホットプレート等の現場(in-place)の加熱手段、好ましくは連続炉)により硬化させる。噴霧、コーティング又は分配工程は、任意の適切な温度で行われ得るが、好ましくは室温(例えば約25℃)〜約75℃の温度で行われ、しかしながら室温が好ましい。
【0066】
典型的に、薄膜太陽電池モジュールに関して、封入材料を太陽電池及び基板/上板と直接十分良好に結合させるために、さらなる接着剤が必要でないことを本発明者等は見出した。しかしながら、ウェハーベースの太陽電池に関して、接着剤層は、太陽電池(すなわち、ウェハー)を上板又は基板に接着させるのに必要とされる。これは、上述のように封入材料の層の形態であってもよいが、上述の接着剤が好ましくは使用される。
【0067】
液体封入材料、及び使用する場合、接着剤はいずれも、赤外放射又は熱放射を受けると、特定の厚さで硬化し、従って固まる。封入材料、及び場合によっては接着剤の使用は、液体シリコーン封入材料が、例えば、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等のような任意の適切なタイプの分配装置により太陽電池上へ適用され得る連続的な方法を使用者が操作することを可能にする。封入前及び封入後のモジュールは、ガラスなどの平面且つ剛性の上板若しくは基板に関しては、コンベヤを用いて連続的に供給することができ、又はステンレス鋼箔などの可撓性の上板又は基板に関しては、ロール・トゥ・ロール方法で供給することができる。
【0068】
従って、本発明による方法の主な利点の1つは、気泡の取り込みなしで、又は実質的な気泡の取り込みなしで、封入材料が電池に適用されることであり、気泡は、高湿条件で水分を保持すると考えられ、また使用中に太陽電池は、非常に大きな温度変動に付され得るため、気泡の取り込みは、現在の方法における主要な問題である。水分の存在は、それが液体水に凝縮して、はんだ上又は太陽電池上で金属接触の局所的な腐食を誘導する場合があり、さらに、モジュールの初期の層間剥離を引き起こし得るため、太陽電池モジュールにとって有害である。
【0069】
相互接続しているウェハータイプの太陽電池の場合、上述のような接着剤は、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等、好ましくはフローコーターを用いて、上板又は基板(例えば、ガラス板)の裏面上に好ましくは均質に噴霧、コーティング又は分配される。続いて、相互接続された太陽電池は、未硬化接着剤上に/未硬化接着剤中に堆積される。次に、適切な加熱又はIR線源、例えば、連続炉又は炉若しくはホットプレート等の現場の加熱手段により、接着剤が上板/基板上の所定の位置で相互接続された太陽電池を固定するような方法で、熱的に又は赤外線により接着剤が硬化される/固まる。続いて、上述のような封入材料のある量が、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等、好ましくはフローコーターを用いて、モジュール全体を完全に封入するように均一に適用され、次に、得られたモジュールは、熱的に又は赤外線により、適切な加熱又はIR線源、例えば、連続炉又は現場の加熱手段、好ましくは、連続炉を用いて硬化される/固まる。
【0070】
或いは、ウェハーベースの太陽電池系に関して、十分な量の封入材料、又は使用する場合には接着剤が、ガラス上板/基板上に均一に噴霧、コーティング又は分配され、続いて相互接続している太陽電池は、さらなる量の同じ材料へ慎重に浸漬させ、続いて得られたモジュールは、熱的に又は赤外線により硬化されて固まり、場合によっては、封入材料のトップコートが、硬化された接着剤上へ均質に噴霧、コーティング又は分配され(上述のように)、続いて、上述のように熱的に又は赤外線のいずれかにより硬化されて固まる。
【0071】
本発明の一態様では、フレーム又は縁シーリング材料は、封入前に基板/上板に適用されてもよく、従来技術の積層方法による封入方法の完了後には適用され得ない。これは、封入材料及び/又は接着剤が液体形態で適用される必要がある場合のガイドを形成する。
【0072】
好ましくは、封入材料及び接着剤の両方の適用は、およそ室温で行われ得るが、モジュール上に適用される封入材料又は接着剤の粘度を低減させるために、例えば、75℃まで、好ましくは50℃以下の温度の、多少の加熱が利用されてもよい。
【0073】
好ましくは、モジュールにおける電気リード線は、上記で提案されたいずれかの方法を用いて処理され、封入材料及び/又は使用する場合には接着剤によるコーティングに対して保護される。保護されたリード線は、基板又は裏表面材料上で電気接続箱にさらに結合されて、一体式シール(integral seal)を形成してもよい。液体シリコーンコーティングは、シーリングされて、金属、熱可塑性又はエラストマーフレームへ挿入されてもよく、液体シリコーンコーティングはまた、パネルの縁での水の進入に対するさらなる保護を提供する。しかしながら、本発明によるシリコーン封入材料を用いる場合、かかるフレームは、従来技術の積層タイプの方法により調製される太陽電池モジュールに関するのと異なり、必ずしも必要ではないことを見出した。
【0074】
従来の積層ベースの方法と比較する場合に、非常に重要な態様の1つは、本発明のこの態様による方法全体が、方法制御により統合された組立ラインに自動化することができ、従って顕著に労働集約的ではなくなる。
【0075】
本発明による方法の好ましい実施形態では、フローコーター、噴霧デバイス、ダイコーター、ディップコーター、押出コーター、ナイフコーター及びスクリーンコーター等のような、封入材料及び接着剤(使用する場合)をコーティングする1つ以上の手段を用いた連続的な方法が提供されるが、フローコーターが好ましく、続いて、熱的又はIR炉を典型的に用いて、適切な硬化工程が行われる。
【0076】
この方法は、関与するコーティングの粘度が、フローコーターなどの、コーティングを適用する手段と組み合わせて使用するのに適している場合に、有機及びシリコーン系の両方に使用され得るが、かかる方法は、本明細書中に記載するタイプの封入材料及び接着剤の配合物と組み合わせて好ましくは使用される。従って、好ましくは、未硬化組成物の粘度は、50,000mPa・s以下、最も好ましくは40,000mPa・s以下である。
【0077】
封入材料、及び場合によっては接着剤を適用する好ましい手段は、フローコーターを用いるものである。フローコーティングは、液体の薄層を固体材料上へ適用する方法である。フローコーティングマシンは、標的(本出願の場合、太陽電池モジュール)上にそのコーティングヘッドの幅にわたり、制御された速度で液体を分配するようにして適応される。このようにして得られた、幅が広い薄流の液体が「カーテン」のようであるので、「フローコーター(カーテンコーター)」という名称である。所定の一定速度で液体のカーテンの下に標的(太陽電池モジュール)を通すことにより、液体の一様な層が標的(太陽電池モジュール)上に堆積される。液体の流速及び液体のカーテンを通る標的の速度の両方を使用者が制御することができることにより、非常に正確な厚さの膜(coat)が得られる。
【0078】
封入材料又は添加剤は、貯蔵(reservoir)タンク中に始めは保持され、必要とされると、タンクから、フィルタを通ってコーティングヘッドまでポンプで送り込まれる。コーティングヘッドは、使用されるコーティングの粘度に応じて、加圧されても、又は加圧されなくてもよい(しかし、本発明の場合では、封入材料及び使用する場合には接着剤の粘度に起因して通常加圧される)。封入材料又は接着剤は、コーティングヘッド中のダイ(dye)を通って流れて、重力の影響下で液体の「カーテン」を形成する。コーティングされる太陽電池モジュールは、送り込みコンベヤ(in-feed conveyor)に沿って、材料のカーテンを通り、送り出しコンベヤ(out-feed conveyor)上へ移送される。好ましくは、封入材料又は接着剤の「カーテン」は、コーティングされる太陽電池モジュールよりも幅が広いので、過剰の材料は、送り込みコンベヤと送り出しコンベヤとの間の間隙を通って収集トラフに落下し、供給タンクへと流し戻され、それによりあらゆる不必要な廃棄物を回避する。
【0079】
供給タンクは、典型的に深く、バッフルを伴って構築されるので、封入材料又は接着剤は、「曲がりくねった」道をたどらなくてはならず、従ってポンプ吸引に達する前に、任意の取り込まれた空気が抜ける時間を可能にする。
【0080】
フローコーターは、相当に低い粘性の液体を含む方法に一般に使用され、本発明の方法については、使用されるフローコーターが泡立ち及び/又は気泡を引き起こさないことが必須であった。本発明で記載される封入材料及び接着剤の粘性の液体を取り扱うためには、貯蔵(stock)装置において幾つかの調節が必要であった。これらは、封入材料及び場合によっては接着剤が、泡立つか、又は気泡を保持する可能性を最小限に抑えるために、系における取り込まれた空気の量を低減することを主に目的としていた。標準的なダイヤフラムポンプは、空気を系に導入して、例えば、10,000mPa・sまでの液体に関する比較的高い粘度を有し得る液体封入材料の適用には実用的ではないため、これを使用することができない場合、フローコーターには強力なポンプが好ましくは取り付けられた。
【0081】
好ましくは、フローコーターは、中心供給システムを有する。これは、より低粘性の液体がコーターヘッド上のあらゆる位置から供給され得るのに対して、利用される液体の粘度が、このタイプのコーターを用いた使用に関して通常予想されるよりも高い場合に、モジュールにおいて封入材料及び/又は接着剤を平坦化するのに必要とされる標準時間よりも長い時間が必要となるためである。
【0082】
好ましくは、フローコーター供給ヘッドは、空気の取り込みを回避するために表面供給を利用する。これは、フローコーターにより典型的に適用されるタイプのより低粘性の液体は、コーターヘッドタンクの底部から上部までの任意の液中深さ位置(submerged depth position)(z次元)において供給されるのに対して、通常、フローコーターにより典型的に適用されるタイプのより低粘性の液体は、液飛び(スプラッシュ:splashing)を制御するように液中様式で供給されるためである。
【0083】
好ましくは、フローコーターは、カーテンフォール(curtain fall)の底部でスプラッシュ防止「パン」を有する。これは、圧延金属パンの形態で提供され、これは、層流を排出する寄与をもたらし、且つ取り込まれた空気を防止するのを助長する。
【0084】
好ましくは、供給タンクは、ストークスの法則に従って、取り込まれた気泡をタンクの表面に上昇させ、また取り込まれた空気を低減させるのを助長するように、標準的なフローコーターに使用される一般的な供給タンクよりも大きく(容量全体)且つ高いことが好ましい。
【0085】
好ましくは、フローコーターの一般的な作業速度は、従来技術のフローコーターと比較して低減されてもよい。これは、好ましくは、フローコーターを通してガラス上板及び/又は基板を供給する速度のより良好な速度制御を可能にするために、コーターコンベヤシステムのより低い作業速度範囲のためであり、それにより、より良好な制御カーテン厚を提供する。
【0086】
好ましくは、フローコーターは、カーテンの幅を制御するため、及び/又は複数の系のカーテンの使用を可能にするために、コーターヘッドへの複数の幾つかのカーテンガイドを含む。これは、コーティングに可撓性を提供し、多くの異なる大きさのソーラーモジュール及びアレイ等のコーティングのための、同じコーティング装置の使用を可能にした。
【0087】
好ましくは、フローコーターは、システムから全ての気泡を除去するために、長い戻り管及びコアレッサーを含む。
【0088】
また、フローコーターは、液体がカーテン状態に近くなるように、液体を加熱するための加熱システムを任意に含んでもよい。封入材料、及び場合によっては接着剤を約50℃に加熱することは、粘度を低減させる利点を有し、適用されるべき組成物中に存在するあらゆる微視的気泡を表面に上昇させる蓋然性を高める。
【0089】
好ましくは、封入材料、及び場合によって接着剤は、コーティングの前に脱気される。任意の適切な脱気方法が利用され得る(例えば、真空により)が、フローコーターには、液体をコーターヘッドに供給するか、又はコーターヘッドに戻す前に液体を脱気するための半連続的な真空ストリッパが設けられる。
【0090】
好ましくは、多軸ロボット(好ましくは、6軸)は、送り込みコンベヤベルト上の太陽電池モジュールの正確な位置付けを自動化するため、及び基板若しくは上板上の位置で太陽電池又は相互接続された太陽電池系を正確に挿入/配置するため、システムに統合されてもよい。これは、上板又は基板上の電池の位置付けが特に重要であるウェハーベースの太陽電池システムの場合に特に好ましい。任意の適切なロボットが利用され得る。太陽電池又は太陽電池モジュールを保持及び扱うためのロボットグリッパ(すなわち、太陽電池又は太陽電池モジュールを扱うロボットの取付アームに接続されたデバイス)は、任意の適切なタイプであってもよいが、好ましくは平面(典型的には水平面)で太陽電池又は太陽電池モジュールを保持するように適応された一連の真空吸引カップ(vacuum suction cup)である。
【0091】
相互接続された太陽電池系の場合では、グリッパ板は、電池の上、下及び間のタブ(tab)上におけるあらゆる応力を回避するために、電池1つあたり少なくとも1つの真空カップを好ましくは有する。典型的に、単一の太陽電池については、単一の真空カップが利用され、正確な位置を決定した4つのテフロン(登録商標)ピンに沿って上向きに電池を引っ張っている。典型的に、それぞれの太陽電池ついては、1つ又は2つの小さな真空カップが利用され、基板又は上板に対して電池の正確な位置を決定する位置決めストップ(positioning stop)又はピンに沿って上向きに太陽電池を引っ張っており、基板又は上板上での電池の正確な位置を可能にする。
【0092】
ロボットは、例えば、これらの太陽電池又は相互接続された太陽電池系を、定位置から持ち上げた後、上板又は基板(ガラス板)上の薄膜液体シリコーン層に、それらを配置させる。ガラス板は、適当な位置に液体を保持するように、硬化シーラントダム(cured sealant dam)で縁取られてもよい。ガラス板は、電池がロボットにより適当な位置に保持された場合に液体を硬化するように加工された特殊な近IR(near-IR)炉の上面に取り付けられてよい。ロボットは、電池を扱うように適合されているので、最良の濡れ方法を決定することができた。一般に、単一の太陽電池の場合、太陽電池の一方の縁は、液体中に設置され、太陽電池の残部は、所定の速度及び角度で下げられて、液体のメニスカスを徐々に流れさせて、電池をぬらした。好ましくは、ロボットは、液体への電池の角度が水平により接近するようになると、太陽電池の挿入速度が徐々に減少するように、サーボモーターを含む。4つの電池アレイが縁に沿って配置される場合、すなわち、4つの電池全ての整列された縁が変向点を形成する場合、電池は気泡を形成することなく適用された。
【0093】
任意の適切な炉が、封入材料及び接着剤の適用層を硬化するのに利用されてもよく、連続炉は、封入材料の適用層を硬化するのに特に好ましい。連続炉は、短波IRエミッタ(波長1.2〜1.4μm)、中波IRエミッタ(波長1.4〜2.7μm)を含んでもよいが、中波エミッタを好ましくは含み、炉の温度は、関与するコーティングに関して最適化されるが、典型的には約120〜約200℃の領域である。好ましくは、接着剤層が使用される場合、太陽電池又は相互接続された太陽電池系を含有するモジュールは、ロボットを用いて適当な位置にに保持され、任意の適切な加熱手段(例えば、150〜250℃の領域の温度での静的炉(static oven)又はホットプレート)を用いて原位置で硬化される。
【0094】
接着剤及び封入材料の両方の適用に関する方法は、例えば、下記工程を含んでもよい:
【0095】
1)適切なフレーミング又はシーリング材料が、清浄化されたガラス基板又は上板パネルへ適用され、好ましくは、これは、板が予め位置されたXYテーブル上で行われる。フレーミング材料は、パネルの縁を保護するために利用され、重要なことに水分バリアを提供し、液体封入材料、及び場合によっては接着剤を硬化前に含有するダムとして役立つ。
2)こうして得られたフレーミングされたガラスパネルは、連続炉を通して運搬されて、フレーミング又はシーリング材料を完全に硬化させる。
3)硬化したフレーミング材料を有するパネルは、接着剤の層を適用する手段を通して(好ましくは、フローコーティング(しかしながら、上述の他のあらゆるものを利用してもよい)操作を用いて)運搬される。好ましくは、150〜1,000μm、より好ましくは約400μmの接着剤の層が、非常に一様なコートで適用される。
4)必要である場合、多軸ロボットは、例えば、真空カップグリッパを用いて(相互接続された太陽電池の)ソーラーアレイを持ち上げてもよく、続いて、電池を水分に対して保護するのに適したトリアルコキシシラン下塗剤をソーラーアレイにディップコーティングする。また、この下塗剤は、太陽電池表面を不活性化して、接着剤の硬化プロセス中の気泡形成の回避を助長する。
5)工程4が行われる場合、続いて、シラン処理した相互接続された太陽電池系は、好ましくはロボットを用いて乾燥される。次に、ロボットは、例えば、低速6軸運動(motion)を用いて、フレーミングされたパネル上及び接着剤の層に、下塗りした太陽電池系を配置させ、ここでかかる場合において、最終的な、非常に正確な電池の位置は、グリッパ上の7番目の軸により提供される。好ましくは、この配置は、非常に正確な配置の反復性を提供する非常に平坦な「操作(engineered)」テーブル上で行われる。このテーブルは、ガラス及び太陽電池に固有の多くの許容性問題を解決する。好ましくは、この操作テーブルは、数分以内に接着剤層を硬化して、従って不変の位置に電池を固定するビルトインヒーターを有し、その後、ロボットが真空を放出するように適応させて、且つパネルは、次工程へ移動する。しかしながら、代替的には、ガラス/電池/接着剤の組合せは、連続炉中で硬化されてもよい。
【0096】
次に、得られた硬化後パネル「アセンブリ」は、第2のフローコーターを通して運搬され、ここでは、20μm〜1,200μm、好ましくは50μm〜1,000μm、より好ましくは200μm〜700μm、さらに好ましくは400μm〜800μm、最も好ましくは400μm〜700μmの封入材料の層が、非常に一様なコートで適用される。
【0097】
続いて、封入材料が適用されたモジュールは、適切な連続炉(例えば、対流/IR)を通して運搬され、ここでは封入材料は、滑らかで強靭な裏材料へと硬化する。
【0098】
次に、最終的なフレーミングされたパネルは、既存のシステムに関して類似しており、さらには同じであり得るステージング領域へ運搬され、ここでは電気接続箱が結合されて、パネルは、パッケージングされるか、又は必要であればフレーミング工程へと進行する。硬化されたフレーミング材料は、いかなる「はみ出し(squeeze out)」なしでアルミニウム輪郭にボルトで留められることから、使用されるフレーミング材料は、熱可塑性物質であるか、又は他の適切なダンピング材料もまたこの工程で有用である。過剰なフレーム保護材料のこのはみ出しは、それがトリミング及びガラスクリーニングを要するため、業界で現在使用される両面テープ又はシーラントに関する問題である。
【0099】
本発明による全体の方法は、PLCなどの電子方法制御を用いた自動組立ライン、又は連続的な単位操作製造である。センサ、コンベヤ、リミットスイッチ及び緩衝域(特定の単位操作の速度におけるあらゆる不一致に関して)が存在する。好ましくは、本発明の連続的な方法は、1分あたり1リニアメーターのパネルを提供し、これは、現在の生産速度を超える顕著な改善である。
【0100】
本発明は、添付図を参照として例としてのみ付される以下に記載の幾つかの実施例から、より明らかに理解されるであろう。
【0101】
図1及び図2は、従来のウェハータイプの太陽電池モジュールを示す。図1では、Tedlar(登録商標)基板又は裏表面2を有するウェハータイプの太陽電池モジュール1が提供される。また、モジュールは、フロントガラス上板3、2つのEVAシート5、6の間に挟まれた相互接続された太陽電池4から構成される。任意の適切な材料を含むさらなる相互接続層9が、EVAシート5、6の間に設けられてもよいが、典型的に相互接続層9は、2つのEVAシート5、6からの材料の混合物を含む。典型的に、Tedlar(登録商標)基板又は裏表面2は、太陽電池モジュールにおける積層の前に、EVAシート6へ予め積層される。モジュール1は、ゴムシール7で縁取られ、アルミニウムフレーム8に接続させる。図2では、TEFZEL上板11、2つのEVAシート14、15の間に挟まれたステンレス鋼基板13上の薄膜シリコン太陽電池12を有する従来の薄膜タイプの太陽電池モジュール10が示される。適切な材料を含むさらなる相互接続層16が、EVAシート14と15との間に設けられてもよいが、典型的に相互接続層16は、2つのEVAシート14、15からの材料の混合物を含む。両方の場合において、封入は、示した種々の層がそれらの隣と積層されるように、積層技法を用いることにより得られる。この方法は、労働集約的(labourious)であり、バッチタイプの方法で行われなくてはならない。
【0102】
図3は、周囲アルミニウムフレーム21、フロントガラス上板22、接続箱23及び本発明による硬化されたシリコーン封入材料25により封入された相互接続された太陽電池24を有するウェハータイプのソーラーモジュール20を示す。この例では、基板26が示されているが、これは典型的に利用され得る一方で、太陽電池モジュールを封入するための本発明の封入材料は、関与する用途に起因して特定の理由が存在しない限り、いかなる該裏表面の必要性がなくても十分であるはずである。
【0103】
図4は、図3において21として示したタイプの古典的な周囲アルミニウムフレームなしのウェハーモジュール30を示す。ウェハーモジュール30は、フロントガラス上板31及び接続箱32を含む。相互接続されたウェハータイプの太陽電池34は、シリコーン接着剤33の層において、互いの相互接続されたウェハータイプの太陽電池34及びフロントガラス上板31に対して所定の位置に提供される。シリコーン封入材料35のトップコートは、太陽光から電気を発生する手段としてのソーラーモジュールの寿命を高めるために、ウェハー34を環境から保護するように硬い表面として提供される。隣接するウェハー34を連結させる電気リード線は、それらが裏表面材料、又はこの場合のように、一体式シールを形成するための封入材料とさらに結合され得るようにコーティングされる。
【0104】
図5は、本発明による封入された薄膜タイプのソーラーモジュールを示すために提供される。基板又は支持部材37が提供され、その上に適切な半導体材料39の薄膜がコーティングされている。薄膜は、本発明によるシリコーン封入材料38の層を用いて封入される。典型的に、薄膜は、例えば、化学気相成長法又はスパッタリング技法により、基板37上に予め適用されている。
【0105】
図6では、本発明で記載される連続的な封入方法を読者が理解するのを助長することが意図される。記載する方法は、モジュールを完全に封入するために、接着剤層及び封入材料層の両方を要するウェハータイプの太陽電池モジュールの封入に関する。太陽電池モジュール53a、53b、53c、53d、53eを、封入方法の段階を通して輸送するための3つのコンベヤベルト50、51、52が設けられている。また、シリコーン接着剤の適用のための第1のフローコーター54も設けられている。収集器55は、フローコーター54の下に配置され、未使用のシリコーン接着剤を収集する。ポンプ(図示せず)は、収集器55から貯蔵タンク56に、前記未使用のシリコーン接着剤を戻すために設けられており、貯蔵タンク56は、シリコーン接着剤をフローコーター54へ供給する。6軸ロボット57は、シリコーン接着剤の硬化前にモジュール53b上の未硬化シリコーン接着剤の層中、又は該層上への太陽電池又は相互接続された太陽電池群の正確な配置に利用される。任意の適切な数の電気的に相互接続された太陽電池が利用され得る。第1の炉58は、接着剤層を硬化させる手段として設けられる。第2のフローコーター59は、モジュール53dの硬化された接着剤層上にシリコーン封入材料を適用するために設けられる。収集器60は、未使用のシリコーン封入材料を収集するために設けられ、未使用のシリコーン封入材料は、再使用するために貯蔵タンク61に戻されるか、又はフローコーター59に直接戻される。第2の炉62は、接着剤層上に封入材料層を硬化させるために設けられる。
【0106】
使用時、太陽電池モジュールは、モジュール53aにより示されるように、コンベヤベルト50上に始めに配置され、コンベヤベルト50の最後まで、フローコーター54により供給される液体シリコーン接着剤のカーテンを通って輸送される。液体シリコーン接着剤の適用に続いて、モジュールは、所定の位置までコンベヤベルト51に沿って輸送され(モジュール53bで確認されるように)、ここで太陽電池又は相互接続された太陽電池系は、ロボット57により未硬化の液体接着剤層中又は層上の所定の位置に、正確に配置される。電池(複数可)の位置付けに続いて、モジュールは、コンベヤベルト51に沿って、連続炉58を通り、引き続き輸送される(連続炉は、接着剤層を硬化させる選択的手段の1つにすぎないことが理解されよう)。好ましくは、使用される場合、炉はIRタイプである。
【0107】
接着剤層が炉58中で硬化され、それによりモジュールにおいて電池(複数可)を厳格に配置した後、モジュールは、第2のフローコーター59までコンベヤベルト51の最後へと輸送され、そこで液体シリコーン封入材料の層が適用される(53d)。続いて、モジュールは、接着剤層(53e)の上面の封入材料層を硬化させるために、コンベヤベルト52上で炉62を通って輸送された後、完全に封入された太陽電池は、コンベヤから取り出されて、さらなる使用のために貯蔵され得る。
【実施例】
【0108】
(実施例1:本発明のシリコーン組成物の調製)
分子量62,000g/モル及びビニル含有量0.15%を有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン35.42g、水素単位1.45%を含有するポリ(ジメチルシロキサン−コ−メチル水素シロキサン)7g、ジメチルビニル化MQ樹脂のp−キシレン溶液(キシレン中樹脂63%)47.22gを密に混合させて、p−キシレンを減圧下で除去した。溶媒除去後、ジメチル水素シロキシ末端トリフルオロプロピルシルセスキオキサン0.825g、及び低分子量ビニルポリマー中に溶解させた白金触媒20ppmをブレンドに添加して、最終組成物を作製した。シリコーン組成物を20cm×20cmガラスパネル上にコーティングして、120℃で30分間硬化させた。表1は、この組成物の200μmフィルムの、同じ厚さの市販のEVAフィルムと比較した場合の、紫外(UV)及び可視(V)光透過データを与える。シリコーン組成物は、300nm及び500nmでより高い光透過率を示し、633nmで類似の透過率を示す。吸収されたUVエネルギーは、EVAを黄色及び褐色にさせ、この影響は、可視光透過率に影響を及ぼすことが知られている。
【0109】
【表1】
【0110】
ここに記録した値は、サンプル表面に対する光反射の影響のために、実際よりも低い。
【0111】
(実施例2:ETFE/EVA積層物よりも高いテーバ耐磨耗性を示すシリコーン組成物)
実施例1に記載するものと類似した組成物のフィルムサンプルを、サイクルの数の関数として光透過率の変化を測定しながらテーバ磨耗テスター(calibrase CS−10磨耗用ホイールを備えたTaber5131)に付した。図1は、40サイクル及び80サイクル後に、Tefzel(登録商標)は、それぞれ25%及び35%の光透過率を損失したのに対して、本発明のシリコーン封入材料は、100サイクル後にたった8%の光透過率しか損失しなかったことを示す。
【0112】
【表2】
【0113】
(実施例3:表面からバルクまで傾斜靭性を示す本発明による硬化シリコーン組成物のショアA硬度)
実施例1に記載するものと類似した組成物のサンプルをアルミニウムカップ中で硬化させて、3mm厚の平坦なサンプルを作製した。触媒濃度は、3.6ppm〜7.1ppmまで変化させ、サンプルを120℃で30分間硬化させた。図2は、触媒濃度の関数としての、サンプルの上部表面及び底部表面の両方に関するショアAにおける硬度の変化を示す。2.8ppmでは、サンプルは、表面で剥がされるが、完全に硬化しない。上部表面は底部表面よりも硬く、バルクにおいてよりも表面でより迅速な、又は完全な硬化を示すことをこの実施例は示している。比較的高い硬度値は、高い耐磨耗性及び良好な表面特性を示す一方で、低い硬度値(底部表面)は、電池保護に良好なより可撓性の材料を示す。太陽電池表面と接触している硬い材料は、電池/材料表面で高い応力、従って潜在的な早期の層間剥離(特に、熱サイクル変化中に)を誘導する可能性が高い。
【0114】
【表3】
【0115】
(実施例4:ダンプヒート試験後のガラスパネル上への本発明による封入材料の接着)
実施例1に記載するものと類似した組成物のシリコーン封入材料のサンプルを20mm×20mmガラスパネル上へコーティングして、1,000μm厚の層を作製した。650μm厚の15mm×15mmシリコンウェハーを液体封入材料へ浸した後、アセンブリを120℃で30分間硬化させた。硬化させたサンプルを湿度/温度エージング試験(80℃/85%相対湿度(RH))に41日間付した。60日後でさえも、目に見える層間剥離は観察することはできず、サンプルは、ガラスへの非常に良好な接着性を依然として示していた。
【0116】
(実施例5:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたガラスパネルのコーティング)
7,000mPa・sの粘度を有する本発明のシリコーン封入材料40kgを、ポリマー滞留量(hold up)9kgを有するフローコーターに供給した後、5.5kg/分でポンピングして、上質のカーテンを作製した。500×500mmのガラスパネルを45m/分でコーターへ連続的に供給して、70μmのポリマーフィルムを形成し、カーテンの下を6回通過した後に、433μm厚の上質のポリマーフィルムが形成された。続いて、それぞれ1,000ワットの4つのランプを備えた1メートル長の赤外炉に、ガラスを1m/分で供給した。サンプルは、迅速に固まり、ガラス表面に対して引掻抵抗性が高い表面を与えた。
【0117】
(実施例6:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたソーラーガラスパネルのコーティング)
4つの相互接続された太陽電池を、100μmのシリコーンベースの接着剤層を用いて、ガラスパネル上に手動で接着させた以外は、実施例5を繰り返した。上部側上で相互接続しているソーラーガラスを20m/分でカーテンに通して、200μmの上部層を作製し、コーティング工程をもう一度繰り返して、相互接続を封入する400μmでコーティングされたソーラーパネルが得られた。続いて、上部層は、それを0.5m/分で、ヘレウス(Heraeus)からの8kW IRランプを備えた0.8m長の赤外トンネル中を通過させることにより固められた。
【0118】
(実施例7:本発明のシリコーン封入材料による、相互接続された市販のa−Si薄膜電池の第一系の封入)
ガラス基板を適切な溶媒(この場合、アセトン)を用いて初めに清浄化した後、ガラス板/薄膜をメタクリロプロピルトリメトキシシランで処理して、圧縮空気を用いて乾燥させた。使用した封入材料は、分子量62,000g/モル及びビニル含有量0.15%を有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン45重量%、水素単位1.45%を含有するジメチルシロキサン−コ−メチル水素シロキサンのトリメトキシ末端共重合体18.6重量%、ジメチルビニル化MQ樹脂のp−キシレン溶液(キシレン中樹脂63%)30.3重量%(固形分)、接着促進剤5重量%、ジアリルマレエート硬化阻害剤0.14重量%、白金触媒0.11重量%及びジメチル水素シロキシ末端トリフルオロプロピルシルセスキオキサン0.38重量%を含んでいた。
【0119】
封入材料をモジュール上に手動で適用して、平坦化した後、標準的な炉中で、温度120℃にて20分間硬化させた。
【0120】
IEC1646に記載される湿潤凍結試験(Humidity Freeze test)で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。この結果を以下の表4に提供する。
【0121】
【表4】
【0122】
試験したサンプルはいずれも、いかなる退色又は層間剥離を示さず、サンプルは全て、調整期間後にIEC1646に記載されるような標準的な湿潤漏れ電流試験に合格した。
【0123】
調整後のIEC1646の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらはすべて、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、ソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0124】
(実施例8:相互接続された市販のa−Si薄膜電池の異なる系の湿潤凍結試験)
ガラスをアセトンの代わりにエタノールで洗浄したこと、及び異なるタイプの市販の太陽電池を使用したこと以外は、行った手順は、上記実施例7における手順と一致しており、IEC1646で定められる手順と一致させた。
【0125】
サンプルの特性化:
IEC1646に記載される湿潤凍結試験で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。サンプルの電気的特性化は、調整前後で行い、結果を以下の表5にまとめた。
【0126】
【表5】
【0127】
試験したサンプルはいずれも、いかなる退色又は層間剥離を示さず、サンプルは全て、調整期間後にIEC1646で定義されるような標準的な湿潤漏れ電流試験に合格した。
【0128】
調整後のIEC1646の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらはすべて、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。
【0129】
これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、フレーミングされたモジュール及びフレーミングされていないモジュールの両方を伴うソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0130】
(実施例9:接着剤及び封入材料によるp−Siウェハータイプ1の封入)
ガラス基板を適切な溶媒(この場合、アセトン)を用いて初めに清浄化した後、ガラス板/薄膜をメタクリロプロピルトリメトキシシランで処理して、圧縮空気を用いて乾燥させた。使用した接着剤は、粘度約10,000mPa・s、分子量62,000g/モル及びビニル含有量0.15%を有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン27.5重量%、粘度約450mPa・sを有するα,ω−ジメチルビニルシロキシ末端ポリジメチルシロキサン45.8重量%、水素単位1.45%を含有するジメチルシロキサン−コ−メチル水素シロキサンのトリメトキシ末端共重合体3重量%、ジメチルビニル化MQ樹脂のp−キシレン溶液(キシレン中樹脂63%)18.3重量%(固形分)、接着促進剤5重量%、ジアリルマレエート硬化阻害剤0.24重量%、白金触媒0.19重量%を含んでいた。
【0131】
適当な位置でホットプレートを使用し、120℃で7分間加熱することにより接着剤を硬化させるか、又は連続的な方法において、フローコーターによる適用後に、120℃の温度プロフィール及び5mの長さに関して1分あたり0.5mの速度を有するMid IR炉中で、モジュールにおいて接着剤を硬化させた。
【0132】
封入材料組成物は、実施例7に詳述したのと同じであった。実験室において手動で、又はフローコーターを用いて、硬化された接着剤上に封入材料を適用した。適当な位置でホットプレートを使用し、120℃で7分間加熱することにより封入材料を硬化させるか、又は連続的な方法において、フローコーターによる適用後に、120℃の温度プロフィール及び5mの長さに関して1分あたり0.5mの速度を有するMid IR炉中で、モジュールにおいて封入材料を硬化させた。
【0133】
IEC1215に記載される湿潤凍結試験で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。
【0134】
サンプルの特性化:
試験品の電気特性は、調整前後に行われ、結果を以下の表6にまとめた。
【0135】
【表6】
【0136】
サンプルはいずれも、退色又は層間剥離を示さず、サンプルは全て、調整後にIEC1215に記載されるような湿潤漏れ電流試験に合格していた。
【0137】
調整後のIEC1215の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらは全て、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、多結晶シリコンウェハータイプのソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0138】
(実施例10:接着剤及び封入材料による、第2のタイプの市販のp−Siウェハーの封入)
この場合において、実施例8との唯一の違いは、使用した太陽電池の変更であった。接着剤及び封入材料組成物は、実施例8に記載する通りであった。
【0139】
IEC1215に記載される湿潤凍結試験で定められた10日のエージングプロセスの前後で電気容量を測定した。この試験は、相対湿度(RH)85%で−40℃〜85℃の変化温度を伴う24時間の10サイクルを含む。
【0140】
結果を以下の表7に提供する。
【0141】
【表7】
【0142】
サンプルはいずれも、退色又は層間剥離を示さず、サンプルは全て、調整後にIEC1215に記載されるような湿潤漏れ電流試験に合格していた。
【0143】
調整後のIEC1215の要件に従えば、サンプルは、いかなる開路又は漏れ電流、いかなる視覚的欠陥も示すべきではなく、及び最大出力における減少は5%以下であるべきであり、それらはすべて、封入材料単独(すなわち、接着剤層が必要とされない)を用いた本発明の薄膜モジュールである。これらの見解は、業界の予想に全く反するものであり、上述のシリコーン封入材料の使用は、多結晶シリコンウェハータイプのソーラー又は光電池モジュールに適した保護水準を提供することが可能である。
【0144】
(実施例11:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたガラスパネルのコーティング)
7,000mPa・sの粘度を有する本発明のシリコーン封入材料40kgを、フローコーターへ供給した後、5.5Kg/分でポンピングして、適切なカーテンを作製した。500×500mmのガラスパネルを45m/分でコーターへ連続的に供給して、70μmのポリマーフィルムを形成して、カーテンの下を6回通過した後に、433μm厚の封入材料フィルムが形成された。続いて、それぞれ1,000ワットの4つのランプを備えた1メートル長の赤外炉に、ガラスを1m/分で供給した。封入材料は、迅速に硬化して、ガラス表面に対して引掻抵抗性が高い表面を与えた。
【0145】
(実施例12:本発明の変形フローコーター及び本発明のシリコーンソーラー封入材料を用いたソーラーガラスパネルのコーティング)
4つの相互接続された太陽電池を、100μmの厚さを有する接着剤の層を適用することにより、ガラスパネル上に手動で接着させたこと以外は、実施例11を繰り返した。上部側上に相互接続を有するソーラーガラスを20m/分でカーテンに通して、200μmの上部層を作製し、コーティング工程をもう一度繰り返して、相互接続を封入する400μmでコーティングされたソーラーパネルが得られた。続いて、上部層は、それを0.5m/分の速度で、ヘレウス(Heraeus)からの8kW IRランプを備えた0.8m長の赤外トンネルを通過させることにより硬化された。
【0146】
(実施例13)
一連の標準的な電気試験を、本発明により封入されたウェハータイプのモジュールに関して行い、EVA/TEDLAR積層技術を用いて作製された標準的なモジュールと比較した。本発明により作製されるモジュールは、フロートガラス上板(サイズ200mm×200mm×3mm)及び窒化ケイ素でコーティングされた多結晶シリコンから作製される太陽電池(サイズ125mm×125mm×350μm)を含んでいた。試験したモジュールは全て、接着剤層の適用前に、モジュールの縁及びフレームをシーリングするように適応された適切な硬化性シーラントと組み合わせて、アルミニウムL形状輪郭フレームを用い、実験室でフレーミングした。本発明によるフレーミングされたモジュールはそれぞれ、ガラス板上へシリコーン接着剤の層を初めに適用することにより封入された。続いて、太陽電池(すなわち、シリコンウェハー)は、確実に電池が正確に配置されるように、6軸ロボットにより接着剤上又は接着剤中へ配置された。次に、電池を含有する/含む接着剤層を、ホットプレートを使用して硬化させた。続いて、封入材料の層を硬化した接着剤層上に適用した後、炉中で硬化させた。本発明による封入されたモジュールは、上記の実施例9に記載するような配合物を有する接着剤及び上記の実施例7に記載するような配合物を有する封入材料を使用して作製した。標準的な比較用太陽電池は、強化ガラス上板により支持されるEVA/TEDLAR積層技術を用いて作製された標準的なモジュールであった。また、積層されたモジュールは、同一のフレーム及びシーラントを用いて、上述のようにフレーミングした。
【0147】
UV調整
UV調整試験は、UVエージング条件について記載する「JIS B 7753 サンシャインカーボンアーク灯式耐光性及び耐候性試験機」を参照して、日本国際規格試験「JIS C 8917 結晶系太陽電池モジュールの環境試験方法及び耐久性試験方法」に定められた「光照射試験A−5、p13」手順に従った。キセノンランプ(波長範囲:340nm)は、50%相対湿度中で600時間、サンプルの表面で244.63W/m2の連続的なUV照射を提供した。続いて、得られたエージングされたモジュールを、試験前に室温で2時間調整した。実施した試験の順序は、JIS C 8917に従った。エージング初期とエージング後との間のモジュールの電気性能の変動を表8(EVA/TEDLAR(登録商標))及び表9(本発明)に提供し、表中では、以下のパラメータ:温度、短路の強度(Isc/アンペア(A))、開路電圧(Voc)、最大電圧(Vmax)、最大電流強度(Imax)、充填比及び最大出力が提供された。試験に合格するためには、それぞれの逐次試験が達成されなくてはならず、初期Pmaxと最終Pmaxとの間の差が、5%未満でなくてはならなかった。
【0148】
表8及び表9は、標準的なモジュール(表8)及び本発明によるモジュール(表9)のエージング初期及びエージング後の電気性能を比較する相対的変動(差分結果(delta result))を示す。
【0149】
【表8】
【0150】
【表9】
【0151】
参考例及び実施参考例は、標準的な実験室条件下でエージングした。組成物A及び組成物Bは、参考例よりも大きな電力及びFFを損失したように見えるが、エージング後に5%未満の変動を有することにより、ともに試験に合格した。
【0152】
表9は、本発明によるサンプルはすべて、初期不良なく封入され、試験に合格したことを示す。電力の損失は、実施参考例サンプルに関する結果と一般に類似している。一般に、600時間のQUVエージングを受けたサンプルは全て、参考例と比較してそれらの特性を全く損失しなかった。
【0153】
(実施例14 熱サイクル50サイクル+湿潤凍結10サイクルの手順(sequence))
i)初期及び最終の電気性能結果を、実施例13に記載するタイプのさらなるモジュール系に関して比較した。熱サイクル(50サイクル)+湿潤凍結(10サイクル)の手順は、IEEE 1262−1995試験ワークシートの22頁(及びIEC 6−1215及びUL1703)に従って行った。
【0154】
表10及び表11は、エージング前後で試験したPmaxのパーセント変動を提供した。5%を超えるPmaxのいかなる損失も不良とみなされる。この試験は、熱膨張及び収縮に耐えるモジュールの予測能力(熱サイクルによる)、並びに温度及び湿度の極限状態(湿度凍結)を受けた場合の透水に耐えるモジュールの予測能力の評価を可能にするエージング条件にサンプルをさらす。
【0155】
表10及び表11は、標準的なEVA/TEDLAR(登録商標)積層ソーラーモジュール(表10)及び本発明により封入されたソーラーモジュールに関する、初期値と最終値との間の差分結果を比較する。
【0156】
【表10】
【0157】
【表11】
【0158】
表10及び表11の両方において、最終の電気性能の結果は全て、試験に合格すると考えられる(5%未満の変動)。従って、上述から、本発明により記載されるような、封入材料、及びこの実施例では接着剤の使用は、伝統的なバッチ/積層方法に反して、より簡潔且つ連続的な、太陽電池を封入する方法を提供し、得られた封入されたソーラーモジュールは、良好な電気性能の結果を与えることが理解されよう。
【0159】
(実施例15)
実施例13に記載するようなさらなるサンプルを、IEC 6−1215、IEEE 1262、UL1703それぞれで規定されるようなダンプヒート調整(Damp Heat Condition)と一般に称される試験の手順にかけた。表12及び表13に提供される結果は、初期及び最終の電気試験の結果の相対パーセント変動により決定される。5%を超えるPmaxにおけるいかなる損失も不良とした。表12及び表13は、2つの封入技術に関する初期電気値と最終電気値との間の結果を対比する。
【0160】
【表12】
【0161】
【表13】
【0162】
表12及び表13はいずれも、電気特性の変動が試験に合格することを示している。
【特許請求の範囲】
【請求項1】
剛性又は可撓性の上板と、
接続箱と、
シリコーン接着剤の層において前記上板に対して所定の位置に与えられる、相互接続されたウェハータイプの太陽電池と、
前記ウェハー、及び隣接するウェハーを連結する電気リード線を保護するために与えられるシリコーン封入材料のトップコートであって、前記電気リード線が、裏表面材料又は前記シリコーン封入材料とさらに結合されて一体式シールを形成し得るようにコーティングされたトップコートと
を含む太陽電池モジュール。
【請求項2】
前記シリコーン封入材料が、
構成成分(A)1分子あたり少なくとも2つのSi−アルケニル基及び100〜15,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部と、
構成成分(B)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜50重量部と、
構成成分(C)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、1:1〜5:1であるような量で、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤と、
構成成分(D)ヒドロシリル化触媒(ここで、前記ヒドロキシル化触媒中の金属の量は、構成成分(A)1,000,000重量部あたり0.01〜500重量部である)と
を含む請求項1に記載の太陽電池モジュール。
【請求項3】
最終的なシリコーン封入材料組成物の粘度が、25℃で測定した場合に100〜10,000mPa・sである請求項1又は2に記載の太陽電池モジュール。
【請求項4】
前記シリコーン接着剤が、
構成成分(Ai)1分子あたり少なくとも2つのSi−アルケニル基及び100〜10,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部と、
構成成分(Bi)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜40重量部と、
構成成分(Ci)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.1:1〜1:1であるような量で、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤と、
構成成分(Di)ヒドロシリル化触媒(ここで、前記ヒドロキシル化触媒中の金属の量は、構成成分(Ai)1,000,000重量部あたり0.01〜500重量部である)と
を含む請求項1〜3のいずれか1項に記載の太陽電池モジュール。
【請求項5】
前記太陽電池は、接着及び/又は封入の前に、下記式:
(R1O)3SiR2
(式中、R1は、1〜6個の炭素原子を含むアルキル基であり、R2は、1〜6個の炭素原子を含むアルコキシ基、1〜6個の炭素原子を含むアルキル基、1〜6個の炭素原子を含むアルケニル基、アクリル基又はアルキルアクリル基からなる群から選択される)のシランを用いて前処理される請求項1〜4のいずれか1項に記載の太陽電池モジュール。
【請求項6】
硬化された前記シリコーン封入材料及び/又は接着剤が、ガラスと実質的に等しい光透過率を示す請求項1〜5のいずれか1項に記載の太陽電池モジュール。
【請求項7】
請求項1で定義されるような所定容量のシリコーン封入材料を太陽電池モジュール上に噴霧、コーティング又は分配することにより均一に適用する工程と、前記封入材料を熱的に又は赤外線により硬化させる工程とを含む連続的な太陽電池モジュール封入方法。
【請求項8】
前記シリコーン封入材料は、フローコーターを使用して適用される請求項7に記載の連続的な太陽電池モジュール封入方法。
【請求項9】
前記シリコーン封入材料は、連続炉中で硬化される請求項7又は8に記載の連続的な太陽電池モジュール封入方法。
【請求項10】
請求項1に記載のシリコーン接着剤が、前記封入材料の導入前に、前記モジュール上に適用され、硬化される請求項7〜9のいずれか1項に記載の連続的な太陽電池モジュール封入方法。
【請求項11】
前記シリコーン接着剤は、請求項4に記載の組成物を有する請求項10に記載の連続的な太陽電池モジュール封入方法。
【請求項12】
第1層であるシリコーン封入材料又はシリコーン接着剤への太陽電池の堆積は、6軸ロボット又は他の自動配置により制御される真空グリッパによるものであり、且つ7番目の軸又は他のグリッパは、100〜700μmの非常に薄い液体層に太陽電池アレイの配置を制御するために利用される請求項7〜10のいずれか1項に記載の連続的な太陽電池モジュール封入方法。
【請求項1】
剛性又は可撓性の上板と、
接続箱と、
シリコーン接着剤の層において前記上板に対して所定の位置に与えられる、相互接続されたウェハータイプの太陽電池と、
前記ウェハー、及び隣接するウェハーを連結する電気リード線を保護するために与えられるシリコーン封入材料のトップコートであって、前記電気リード線が、裏表面材料又は前記シリコーン封入材料とさらに結合されて一体式シールを形成し得るようにコーティングされたトップコートと
を含む太陽電池モジュール。
【請求項2】
前記シリコーン封入材料が、
構成成分(A)1分子あたり少なくとも2つのSi−アルケニル基及び100〜15,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部と、
構成成分(B)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜50重量部と、
構成成分(C)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、1:1〜5:1であるような量で、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤と、
構成成分(D)ヒドロシリル化触媒(ここで、前記ヒドロキシル化触媒中の金属の量は、構成成分(A)1,000,000重量部あたり0.01〜500重量部である)と
を含む請求項1に記載の太陽電池モジュール。
【請求項3】
最終的なシリコーン封入材料組成物の粘度が、25℃で測定した場合に100〜10,000mPa・sである請求項1又は2に記載の太陽電池モジュール。
【請求項4】
前記シリコーン接着剤が、
構成成分(Ai)1分子あたり少なくとも2つのSi−アルケニル基及び100〜10,000mPa・sの25℃での粘度を有する液体ジオルガノポリシロキサン100重量部と、
構成成分(Bi)少なくとも2つのアルケニル基を含有するシリコーン樹脂20〜40重量部と、
構成成分(Ci)ケイ素に結合された水素のモル数とケイ素に結合されたアルケニル基の総モル数との比が、0.1:1〜1:1であるような量で、1分子あたり少なくとも2つの、ケイ素に結合された水素原子を有するポリオルガノシロキサンの形態の架橋剤と、
構成成分(Di)ヒドロシリル化触媒(ここで、前記ヒドロキシル化触媒中の金属の量は、構成成分(Ai)1,000,000重量部あたり0.01〜500重量部である)と
を含む請求項1〜3のいずれか1項に記載の太陽電池モジュール。
【請求項5】
前記太陽電池は、接着及び/又は封入の前に、下記式:
(R1O)3SiR2
(式中、R1は、1〜6個の炭素原子を含むアルキル基であり、R2は、1〜6個の炭素原子を含むアルコキシ基、1〜6個の炭素原子を含むアルキル基、1〜6個の炭素原子を含むアルケニル基、アクリル基又はアルキルアクリル基からなる群から選択される)のシランを用いて前処理される請求項1〜4のいずれか1項に記載の太陽電池モジュール。
【請求項6】
硬化された前記シリコーン封入材料及び/又は接着剤が、ガラスと実質的に等しい光透過率を示す請求項1〜5のいずれか1項に記載の太陽電池モジュール。
【請求項7】
請求項1で定義されるような所定容量のシリコーン封入材料を太陽電池モジュール上に噴霧、コーティング又は分配することにより均一に適用する工程と、前記封入材料を熱的に又は赤外線により硬化させる工程とを含む連続的な太陽電池モジュール封入方法。
【請求項8】
前記シリコーン封入材料は、フローコーターを使用して適用される請求項7に記載の連続的な太陽電池モジュール封入方法。
【請求項9】
前記シリコーン封入材料は、連続炉中で硬化される請求項7又は8に記載の連続的な太陽電池モジュール封入方法。
【請求項10】
請求項1に記載のシリコーン接着剤が、前記封入材料の導入前に、前記モジュール上に適用され、硬化される請求項7〜9のいずれか1項に記載の連続的な太陽電池モジュール封入方法。
【請求項11】
前記シリコーン接着剤は、請求項4に記載の組成物を有する請求項10に記載の連続的な太陽電池モジュール封入方法。
【請求項12】
第1層であるシリコーン封入材料又はシリコーン接着剤への太陽電池の堆積は、6軸ロボット又は他の自動配置により制御される真空グリッパによるものであり、且つ7番目の軸又は他のグリッパは、100〜700μmの非常に薄い液体層に太陽電池アレイの配置を制御するために利用される請求項7〜10のいずれか1項に記載の連続的な太陽電池モジュール封入方法。
【図1】


【図2】
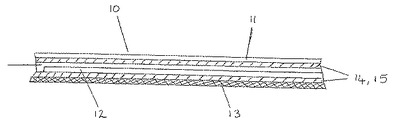
【図3】
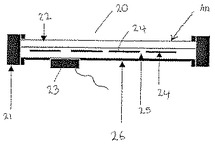
【図4】
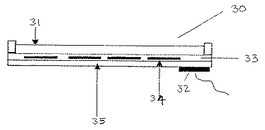
【図5】

【図6】
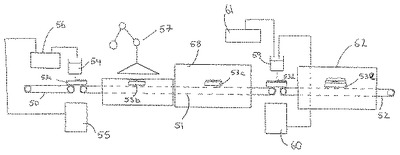
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−253361(P2012−253361A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2012−154527(P2012−154527)
【出願日】平成24年7月10日(2012.7.10)
【分割の表示】特願2006−518177(P2006−518177)の分割
【原出願日】平成16年7月2日(2004.7.2)
【出願人】(590001418)ダウ コーニング コーポレーション (166)
【氏名又は名称原語表記】DOW CORNING CORPORATION
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成24年7月10日(2012.7.10)
【分割の表示】特願2006−518177(P2006−518177)の分割
【原出願日】平成16年7月2日(2004.7.2)
【出願人】(590001418)ダウ コーニング コーポレーション (166)
【氏名又は名称原語表記】DOW CORNING CORPORATION
【Fターム(参考)】
[ Back to top ]