
太陽電池セル組立装置及び方法及びプログラム
【課題】従来太陽電池素子をバスバーで結線させる際、ほとんどが手作業でされており、品質が不安定で歩留まりが悪く太陽電池モジュールを安価に製作することができなかった。太陽電池素子の自動化した結線装置がもとめられていた。
【解決手段】本発明ではバスバーの製造ライン上の延長線上にセルを載置する方法で効率的に太陽電池素子の結線方法を提案する。この方法であれば様々な大きさの太陽電池のモジュールを用途に応じて自動的に製造することができ、安価で品質の高い太陽電池の接線が可能となった。
【解決手段】本発明ではバスバーの製造ライン上の延長線上にセルを載置する方法で効率的に太陽電池素子の結線方法を提案する。この方法であれば様々な大きさの太陽電池のモジュールを用途に応じて自動的に製造することができ、安価で品質の高い太陽電池の接線が可能となった。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は太陽電池素子(以下セルという)を用いて、太陽電池パネルもしくは太陽電池モジュールを作るためのセルの結線方法及び装置に関するものである。
【背景技術】
【0002】
地球温暖化防止等の観点からクリーンエネルギーとして太陽発電の用途開発が急速に広がってきている。太陽電池はセルをバスバーといわれる線材等で結線する。
通常太陽光発電の場合一枚のセルのみでは出力が低い為、複数枚のセルを直列に結線し、電圧が増すようにする必要がある。
更にこのように複数結線した縦長のセル列を数列並列に結線して電流を増すようにした上でパーッケージされたものが太陽電池モジュール、もしくは太陽電池パネルといわれるものである。
【0003】
以上のような太陽電池モジュール製作の前工程でセル20とバスバー21が上下に重ねられ結線されている。
このように結線する為には、割れやすいセル20と薄くて細いバスバー21を半田付けしなくてはならない為人手による細かい作業を必要とし、自動化することができなかった。
特にバスバー21は上面がプラス側電極として、また下面がマイナス側電極としてセル20に接続両面が半田付け可能なように半田付け用金属があらかじめ付着されている。このようなバスバー21はボビン90に巻き取られて提供されている。
【0004】
ボビン90から引き出されたリボン(線材92)にはそりが残留している。そのままセルの組立に使用すると、湾曲、蛇行、そり、引っかかりの原因になりバスバー21が変形して不良品を出してしまう可能性があった。
また、最悪の場合バスバー21の変形によって半田後に熱影響との相乗効果でセルを割ってしまうことがあった。
【0005】
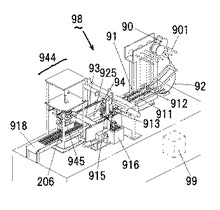
従来方法としては図9に図示する同一出願人による特願2010-45923が提案されている。線材矯正装置91は複数の水平ロール911や垂直ロール912の間を線材92を移動方向に引き出すことによって矯正する旨提案されている。
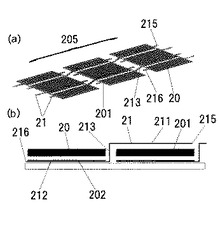
図4に図示するように、セル20の表面部(マイナス側電極面)201と隣のセル20の裏面部(プラス側電極面)202とを順次バスバー21によって直列に結線することによって太陽電池モジュール205は大きな電圧を発生することができる。
そのためには図4の(a)の斜視図や(b)の側面図に図示されるようにバスバー21は段付き部213が形成され、マイナス電極211とプラス電極212がそれぞれセル21のマイナス側電極面201とプラス側電極面202に通電するように結線されなくてはならない構成になっている。
特許文献1に記載された従来例(特願2010-45923)について図9で説明する。
ボビン90に巻きつけられて提供される線材92は、ボビンローラ部901に配設され線材92(以下実施例においてもバスバー21の原材料を線材92と称す)を供給する。なお図示された従来例の太陽電池セル組立装置98は内蔵された制御部99によって制御される。
線材92はチャック93によって仮組み位置94に所定長さ分引き出される。該引き出された線材92は中間部213が段付け装置によって形成され、その後切断部913によって切断されて、所定長さになった状態で仮組み位置94に移送される。
【0006】
仮組み位置94には、セル吸着ヘッド915によってセル台916にあらかじめ移送されているセル20を吸着保持して該仮組み位置94に載置する。その表面であるマイナス側電極面201にバスバー21のマイナス電極面211を載置する。その後ベルトコンベア918を駆動させて仮組み位置に載置されたセル20を移動方向に所定距離移動する。そしてバスバー21のプラス電極212の上に新しいセル20を載置して、バスバー21のプラス電極212とセル20のプラス側電極面202が接触するように仮組みされる。この状態は図4の(b)に図示されたように仮組みされている。
次に所定距離ベルトコンベア918が駆動し、仮組み状態で組み立て中の太陽電池モジュール206を移動方向(X方向)に移動させ、仮組みした組立中の太陽電池モジュール206の仮組み箇所を半田付け部944直下に移動し、半田付けヒータ945を下降して組立中の太陽電池モジュール206の仮組み箇所を半田付けし、完成した太陽電池モジュール205を製造する構成になっている。
【0007】
【特許文献1】特願2010-45923
【発明の開示】
【発明が解決しようとする課題】
【0008】
従来の装置では仮組み位置94にチャック93で線材92を搬送する際に、バスバー21になる切断後の線材92の終端部925が暴れて、正確な位置に載置できないことがあった。
同様に仮組み位置94に図4の仮組み状態でおかれたバスバー21とセル20がベルトコンベア918によって半田付け部944に移送される際に、仮組みされたバスバー21とセル20が移送時に微動して正確な接合ができず不良品になってしまう可能性があった。
チャック93が半田付け部945まで切断した線材92を引っ張って行く構成にすると、バスバー21が位置ずれする事を防止することができるが、チャック93の移動距離が長くなり、駆動モータ酷使されるとともに、長い移動距離によって誤差が生じることになる。
【0009】
また、半田終了時までチャック93が線材92をチャッキングしていることによって、バスバー21がずれることは防止できるが、半田付け終了までの長時間保持しなければならない。そのために太陽電池モジュール205の製造タクトが長くなり非効率的になってしまうことがあった。
【0010】
また、半田付け部944においてバスバー21とセル20を半田付け部ヒータ945で全体を押圧するようにして、熱を加えて半田付けする際に、熱膨張によって、バスバー21が微動してしまい、不良品を出す結果になってしまうことがあった。
【課題を解決するための手段】
【0011】
そこで太陽電池セルとバスバーを半田付けする装置であって、 所定数のバスバー用リボンを所定長さ移動方向に突出させて支持する第一リボン保持チャックと、 上記第一リボン保持チャックによって所定長さ突出しているバスバー用リボンを掴んで引き出す第一リボン搬送チャックと、 上記第一リボン搬送チャックによって上記バスバー用リボンがマイナス電極長さ分引き出されたことを検知して該バスバー用リボンに段付き部を形成する段付き形成部と、 上記バスバー用リボンが更にプラス電極長さ分引き出されると、該バスバー用リボンの終端部を単位電極長さに切断するリボン切断部と、上記切断部による切断後、上記バスバー用リボンの始端部を、上記第一リボン搬送チャックより受け渡されて掴む下側に配置されている第二リボン保持チャックと、上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方向より掴みバスバー用リボンを組立位置に搬送する第二リボン搬送チャックと、上記組立位置に搬送された上記バスバー用リボンのマイナス電極の上部に太陽電池セルを載置する太陽電池セル搬送部と、組立部で組立てた上記太陽電池セルと上記バスバーを単位電極長さ分移動させる移動手段と、
上記組立部で上記バスバー用リボンのプラス電極とマイナス電極と太陽電池セルとをはんだ付けするはんだ付け手段とを、備えたことを特徴とする太陽電池セル組立装置を提供するものである。
【0012】
更に上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方より掴み上記バスバー用リボンを組立位置に第二リボン搬送チャックによって搬送する際に上記バスバー用リボンを案内すると共に、上記バスバー用リボンの終端部を掴む第三リボン保持チャックを有したことを特徴とする太陽電池セル組立装置であって、
上記第一リボン保持チャックと上記第二リボン保持チャックは、左右の爪が閉じたときは上記バスバー用リボンを掴み、上記左右のアームが開いたときは上記バスバー用リボン搬送時の案内をするように構成された上記第一リボン保持チャックと上記第二リボン保持チャックであることを特徴とする太陽電池セル組立装置を提供するものである。
【発明の効果】
【0013】
本発明はボビンから繰り出された線材92の始端部を第一リボン保持チャック53に保持させることによって、第一リボン搬送チャック51が線材92をチャッキングする。そして第一リボン保持チャック53は凹形状で線材92を挟み込んでおり、凹部が線材92が繰り出されるときの案内を果たす。その結果第一リボン搬送チャック57にチャッキングされて移動方向に高速で繰り出される線材92を暴れることなく、安定して繰り出すことができる。
【0014】
同様に第二リボン保持チャック54が第一リボン搬送チャック51の搬送してきたバスバー21(線材92を段付けして一定長さに切断したもの)の始端部をチャック凹部で挟み込んで受け取り第二リボン搬送チャック52に受け渡しするので安定してバスバー21を順送りすることができる。
【0015】
そして第二リボン保持チャック54がバスバー21を保持している間に、第一リボン搬送チャック51は線材92の段付け作業や切断作業の為の掴み作業と引き出し作業をすることができる。
さらに第二リボン搬送チャック52はバスバー21をチャッキングしてセル20に半田付け作業をするための掴み作業ができる。以上のように第一リボン搬送チャック51と第二リボン搬送チャック52が各々別々の作業ができるので、相乗効果によってタクトタイムを大幅に短くし生産効率を上昇させることができる。
【0016】
また、第一リボン搬送チャック51と第二リボン搬送チャック52の互いの移動距離が短くて済むので短時間で移動でき、タクトタイムを短くできるとともに、部品の消耗や摩擦による発熱を大幅に縮小することができる。
【0017】
また、半田付け部25で半田付け作業が始まる直前まで、バスバー21の始端部を第二リボン搬送チャック52が掴んで保持しているとともに、バスバー21の終端部を第三リボン保持チャック55が保持しているので、バスバー21が半田付け終了まで微動することがなく不良品発生率を大幅に低減することができる。
【0018】
また、第二リボン搬送チャック52によって半田付け部25までバスバー21を移送し、その場で仮組みし、移動することなくその場で押圧して半田作業するので、仮組みした太陽電池モジュール205が微動することなく完成するので不良品発生率を大幅に低減することができる。
【発明を実施するための最良の形態】
【0019】
本発明はボビン90に巻き取られて提供された線材92をバスバー21に加工し、セル20と仮組みした後半田付けし、太陽電池モジュール205を作成するように構成した太陽電池セル組立装置に関するもので以下にその構成を説明する。
【実施例】
【0020】
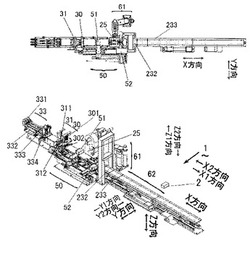
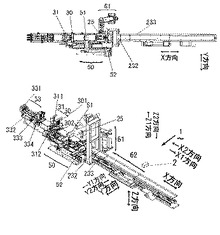
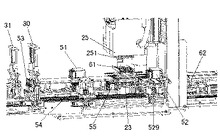
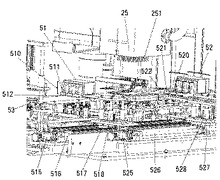
本発明に係る太陽電池セル組立装置1はボビン90に巻きつけられて、提供された線材92を引き出し巻き取られていた時に、形成された癖を矯正して歪みのない線材92に形成する線材矯正部33と、上記線材92に段付き部213を形成する段付き形成部31と、上記線材92を切断してバスバー21を作製するリボン切断部30と上記のようにして線材92(リボンともいう)の始端部を掴んで移動方向(X1方向)に引き出す第一リボン搬送チャック51を含む5つのチャックによって構成されたバスバー移動部50と、仮組みするようにセル20を搬送するセル搬送部61と仮組みされたセル20とバスバー21を半田付けする半田部25と、セル20とバスバー21を半田付けして結線した太陽電池モジュール205をX1方向に順送りする構成になっている。
【0021】
図1の左端に図示されている線材矯正部33について説明する。図1では3本の線材が供給できるように3つの矯正の構成なっている。幾本の線材92を使用するかは、セル20の大きさや太陽電池モジュール205の構成によって変更される。
【0022】
ボビン90(図1には図示しない)によって供給される線材92は、ローラ331を経てX1方向に第一リボン搬送チャック51によって引き出される構成になっている。
線材92がY方向矯正部332の内部を通過することによってY方向の矯正が完了する。同様に線材93がZ方向矯正部333を通過することによってZ方向の線材92の矯正が完了する。
【0023】
そして矯正の完了した線材92にフラックス塗布部334によって半田付けが容易になるようにフラックス剤が塗布される構成になっている。フラックス塗布部334は通過する線材92に上下左右方向からフラックスを吹きつけ、線材92全体にフラックスが塗布されるように構成されている。
Y方向矯正部332とZ方向矯正部333には、それぞれ取り付けられているマイクロメータによって矯正ローラ(図示しない)の間隔を微調整できるようになっている。
【0024】
線材矯正部33からさらにX1方向に移動すると段付き形成部31が構成されている。段付き形成部31はバスバー21の段付き部213を形成する為に構成されたものである。
第一リボン搬送チャック51に線材92の始端部を掴まれてX1方向に引き出されて、マイナス電極211の分の長さを引き出されたときに、第一リボン搬送チャック51は一旦停止し、段付き形成部31のシリンダ311が伸長しプレス型312が下降し、プレス型にプレスされる状態で引き出されている線材92が図4のバスバー21に図示されるような段付き部213を形成する。
【0025】
この段付き部213が形成されたバスバー21によってセル20の表面のマイナス電極201と裏面のプラス電極212が太陽電池モジュール205の状態に結線され発電された電力がセル20を直流状態に流れることができる。
【0026】
プレス型312によって段付き部213が形成された線材92は第一リボン搬送チャック51によって更にX1方向に引き出され、マイナス電極分211とプラス電極分212と段付き部213の距離分X1方向に引き出されると、リボン切断部30によって切断される。
このときに第一リボン搬送チャック51がマイナス電極分211とプラス電極分212と段付き部213の距離分X1方向に引き出された長さを単位電極長さという。このとき段付き部213は第一リボン搬送チャック51と線材矯正部33とによって一旦は引き伸ばされるが、スプリングバックしてもとの段付き部213に復元する。
【0027】
リボン切断部30はシンンダ30が伸長することによって切断型302が下降する。切断型302の下側を通過して引き出される、バスバー21の原材料である線材92が切断されバスバー21が成形される。
【0028】
切断型302はシリンダ301の押圧力で線材92を切断する。上述したようにマイナス電極分211とプラス電極分212と段付け部213の距離分、第一リボン搬送チャック51が移動すると制御部(図示しない)の制御によって線材92は切断されバスバー21になる。
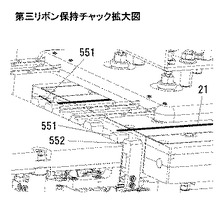
【0029】
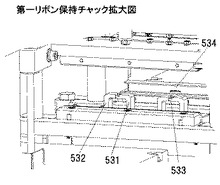
リボン切断部30の手前(X2方向)下側に第一リボン保持チャック53が配設されている。リボン保持チャックは全部で3箇所ありチャックアーム552、553が配設され、V字溝551が形成され、リボン(バスバー21)を掴むことができると共にバスバー終端部216が暴れないように案内することもできる構成になっている。
【0030】
保持チャックの拡大図は第三リボン保持チャック55の拡大図であるが、上記3箇所の第一〜第三リボン保持チャック53,54,55は同様の機能を持っている。チャックアーム552,553ないし保持アーム531,532でバスバー21を挟むことができるとともに、バスバー終端部216が暴れないように案内することもできる構成になっている。
【0031】
3箇所のリボン保持チャック53,54,55は左右のチャックアーム552,553でバスバー21を挟み込んで保持するようになっている。チャックアーム552,553の間はV字溝551の形状をしており、バスバー21を保持していないときも、V字溝551形状によってバスバー21がリボン搬送チャック51,52に掴まれてX1方向に移動する際の案内になるように構成されている。
【0032】
リボン切断部30の手前(X2方向)下側に配設された第一リボン保持チャック53は、切断後の線材92をチャックアーム552,553で掴んで保持するような構成になっている。
把持時の構成はチャックアーム551,552が左右に移動してV字溝551を狭めるようにして線材92、及びバスバー21把持するとともに、V字溝551を若干広くするようにして線材92、及びバスバー21を案内するように構成している。
若しくはチャックアーム551,552が上昇してV字溝551の狭い部分を使って線材92、及びバスバー21を把持すると共に、チャックアーム551,552を下降させてV字溝551の幅を若干広くして線材92、及びバスバー21を案内するように構成しても良い。
【0033】
切断された線材92の始端部はリボン切断部30の切断型302の直下に突出しており、第一リボン搬送チャック51に把持されやすいように(つかみやすい状態で)第一リボン保持チャック53によって把持し線材92の切断された始端部を突出させるようにして保持している。
【0034】
そして第一リボン保持チャック53が、線材92の始端部を掴んでX1方向に引き出すときは、第一リボン保持チャック53のV字溝551によって線材92が左右に微動しないように案内するよう構成されている。
【0035】
その結果、常に第一リボン保持チャック53は線材(リボン)92を第一リボン搬送チャック51に差し出すようにして保持している。
第一リボン搬送チャック51はリボン切断部30の直下まで移動して線材92を掴んで引き出すように構成されている。
線材92の始端部を掴んだ(チャッキングした)第一リボン保持チャック53はX1方向に移動する。
【0036】
線材92の始端部を掴んだ(チャッキングした)第一リボン保持チャック53はバスバー21のマイナス電極211との接続分の距離をX1方向に移動したところで、第一リボン搬送チャック51が一旦停止する。このとき段付き形成部21のシリンダ311が伸長し、プレス型312が下降し線材92に段付き部213を作製する。
【0037】
その後シリンダ311が縮小しプレス型312が上昇すると第一リボン搬送チャック51がX1方向にプラス電極212との接続分距離を移動したところで一旦停止する。このときはリボン切断部30のシリンダ301が伸長し、切断型302を下降して線材92を切断する。
【0038】
第一リボン搬送チャック51が段付き部213を形成した線材92をチャッキングしてX1方向に移動した際に段付き部213は一旦は引き伸ばされるが、線材92が切断部30で切断されていると、スプリングバックしてもとの形状に復元し、段付き部213が復活しバスバー21が製作される。
【0039】
バスバー21をチャッキングした第一リボン搬送チャック51はバスバー始端部215を第二リボン保持チャック54のV字溝551に保持するように受け渡してチャッキングを開放する。
【0040】
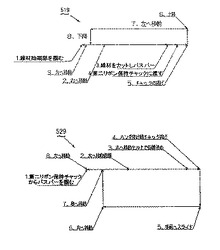
その後、第一リボン搬送チャック51は上昇してX2方向に戻り、第一リボン保持チャック53に保持されている線材92をチャッキングして、上記バスバー21を作製する為に段付き作業をしたのち、切断作業をして第二リボン保持チャック54に受け渡しする作業を繰り返すものである。この移動ルートは図3の縦回転運519に図示している。
【0041】
第二リボン保持チャック54に受け渡されて保持されているバスバー21は第一リボン保持チャック53に保持されていた時と同様に、バスバー始端部215をX1方向に突出させて第二リボン搬送チャック52が掴み易い状態で保持している。
【0042】
第二リボン搬送チャック52は、第一リボン搬送チャック51と同様のチャック部の形状をしている。
以下第一リボン搬送チャック51と第二リボン搬送チャック52ならびに第一リボン保持チャック53、第二リボン保持チャック54、第三リボン保持チャック55について説明する。
【0043】
第一リボン搬送チャック51はモータ515の駆動によってX方向に移動する構成になっている。モータ515はねじ軸516に直結しておりねじ軸516の回転によって、ねじ軸516に螺合しているねじ軸受け517をX方向に移動する。ねじ軸受け517をX方向に移動する際はモータ515の回転方向と回転数と停止角度を測定して制御部2(図示しない)に送信して演算制御することによってねじ軸受け517の位置を割り出し、所定位置に移動して停止することができる。
【0044】
ねじ軸受け517には第一リボン搬送チャック51が固着されており、X方向に移動することができると共にねじ軸516のストローク内であればどの位置でも停止することができる。
【0045】
また第一リボン搬送チャック51はシリンダ518によってZ方向に上下動することができるようになっている。このような構成によってチャック部510はX方向、Z方向に移動することができる。
チャック部510はチャック上爪511とチャック下爪512とで構成されておりチャック上爪511が、シリンダやモータなどの駆動源(図示しない)を用いて、下降する事によってバスバー始端部215を掴んで搬送することができる構成になっている。
【0046】
第二リボン搬送チャック52も第一リボン搬送チャック51と同様の構成をしている。チャック部520はモータ525の駆動によりねじ軸526が回転することによってねじ軸受け527をX方向に移動することができるようになっている。
【0047】
また、シリンダ528によってチャック部520がZ方向に上下動することができるようになっている。第二リボン搬送チャック52にはモータ529が取り付けられており、モータ529に取り付けられたねじ軸(図示しない)とねじ軸受け(図示しない)によってチャック部520はY方向に移動可能になっている。
【0048】
第二リボン搬送チャック52のチャック部520はチャック上爪521とチャック下爪522によって構成されており、チャック上爪521がシリンダやモータ等の駆動源(図示しない)を用いて下降する事によって、バスバー始端部215を第二リボン保持チャック54から受け取って半田付け部25の直下にあるセル20の位置まで搬送することができる。
【0049】
次に第一リボン保持チャック53について他の実施例を説明する。第一保持チャック53はリボン切断部30の手前側(X2方向)に設置されており、リボン切断部30によって切断された線材92の始端部を保持し、第一リボン搬送チャック51が、線材92の始端部を掴み易い状態で保持している。
【0050】
第一リボン保持チャック53は保持アーム531と保持アーム532のアームが左右方向(Y方向)から線材92を挟むようにして保持する構成になっている。
保持アーム531と保持アーム532の先端部は両アームが合わさると凹状になるように構成されている。この凹状は保持アーム531と保持アーム532の先端が、L字状になっており、それが付き合わされることにより形成される。
【0051】
また、L字状先端部533の線材案内部534は、僅かながら突出するように形成されており、この線材案内凹部534の間隙を微細に調整することによって第一リボン保持チャック753が線材92を掴むときの把持力と、第一リボン搬送チャック751が、線材92を掴んで引き出すときに線材92がぶれないようにした案内凹部534になっている。
このような構成は第二リボン保持チャック58に用いても良い。
【0052】
また、段落0030以下に述べたように第三リボン保持のチャック55の構成を、保持チャック58に用いても良い。以上のような2種類の構成の何れかで、第一リボン保持チャック53及び第二リボン保持チャック54、第三リボン保持チャック55が構成されている。
【0053】
以上のような構成によって第一リボン保持チャック53が保持していた線材92の端部を第一リボン搬送チャック51が掴んで、マイナス電極211の長さの分X1方向に移動して線材92を引き出して停止し、段付き部31によって線材92に段付き部213を形成する。
次に段付き部213とプラス電極212の長さ分第一リボン保持チャック53がX1方向に移動して線材92を引き出して停止し、リボン切断部30によって切断する。
【0054】
この作業によって線材92は初めてバスバー21に成形される。第一リボン搬送チャック511に掴まれたバスバー21は、その始端部215を第二リボン保持チャック54に受け渡しし、次の工程のためにZ1方向に上昇して第一リボン保持チャック53の保持している線材92を掴みにX2方向に移動する。
このように繰り返される縦回転状の繰り返し運動が第一搬送チャックの縦回転運動519である。
【0055】
第二リボン保持チャック54は第一リボン搬送チャック51から渡されたバスバー21のバスバー始端部215をX1方向に突き出すようにして、始端部215の後方(X2方向)の部品を把持してバスバー21を保持する。
【0056】
第二リボン保持チャック54に保持されたバスバー21は第二リボン搬送チャック52に掴まれ受け渡しされる。受け渡されたバスバー21は第二リボン搬送チャック52に把持されてX1方向に搬送され、半田付け部25の直下にセル搬送部61によって載置されたセル20の所で停止する。
【0057】
このときバスバー始端部215は第二リボン搬送チャック52のチャック上爪521とチャック下爪522とにチャッキングされている。そしてバスバー後端部216は第三リボン保持チャック55のチャックアーム552と553の間のV字溝551に案内されて微動しないようになっている。
上記の様な状態から半田付け部25による半田付け作業が開始する。
【0058】
このとき第二リボン搬送チャック52のチャック部520に掴まれたバスバー21は、その始端部215を半田付け部25の直下に載置されたセル20上に搬送し載置する。
半田付け部25によってバスバー21が押さえつけられ微動しなくなった後に、第二リボン搬送チャック52はバスバー21を開放してY1方向に水平移動する。
【0059】
そして次の工程のためにX2方向に移動して、第二リボン保持チャック54が保持しているバスバー21を掴みに行くように制御部2によって制御されている。このように繰り返される横回転の繰り返し運動が、第二搬送チャックの横回転運動529である。
【0060】
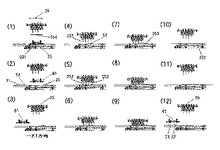
次に半田付け部25の動作説明をする。セル載置部23にセル搬送部61が吸着保持して搬送してきたセル20を載置する。この状態が図2の1である。
セル載置部23はヒータブロック231を内臓しており、セル20の下側に敷かれたバスバー31を半田付けする際に下側から加熱する構成になっている。
【0061】
セル搬送部61がセル載置部23にセル30を載置してZ1方向に上昇した状態が、図2の2である。バスバー21を掴んだ第二リボン搬送チャック52はセル載置部231のX2方向に移動した位置で待機している。
【0062】
セル20の搬送を終了したセル搬送部61は一旦Z1方向に上昇した後X2方向に移動して次のセル20を取りに行く。セル搬送部61がZ1方向に上昇するとX2方向で待機していた第二リボン搬送チャック52がバスバー21を掴んだ状態でセル20をX1方向に移動し、セル20のマイナス電極面201の位置にバスバー21を載置する。この状態が図2の3である。
【0063】
半田付け部25がZ2方向に下降を開始した状態が図2の4である。半田付け部25には押さえピン251が取り付けられて、載置されたバスバー21を押さえるとともに、エアー吹き出し口252を経由して吹き出される熱風によって高温になり、バスバー21をセル20に押し付けるように接触してスポット状に半田付けする役割をする。
【0064】
図2の4では押さえピン251を伸長した状態で半田付け部25がZ2方向に下降するが、第二リボン搬送チャック52はバスバー21を掴んだ状態で位置決めしている。そこで、第二リボン搬送チャック52近傍の第二押さえピン253は第二リボン搬送チャック52と干渉しないように、第一押さえピン252よりも短く突出している。
【0065】
また、このときバスバー始端部215は第二リボン搬送チャック52で掴んで移送され位置決めされている。バスバー終端部216は第三リボン保持チャック55のV字溝551によって案内されており、正確な位置にバスバー21が位置決めされる。
【0066】
図2の5の状態はZ2方向に下降した半田付け部25から突出していた第一押さえピン252が、セル20上の所定位置に載置されたバスバー21を押さえ、第二リボン搬送チャック52で位置決めされているバスバー21を微動しないように隔日に押さえた状態を示した図である。
このとき半田付け部25からZ2方向(下向き)に第一押さえピン252は突出してバスバー21の押さえ込み作業を行うが、第二押さえピン253の下方突出量ではバスバー21に接触することがないとともに、第二リボン搬送チャック52と干渉することを防いでいる。
【0067】
図2の6は第二リボン搬送チャック52のチャック上爪521とチャック下爪522が開いてバスバー21を開放した状態を示している。
このとき、前工程で第一押さえピン252がバスバー21を押さえ込んでいるので、第二リボン搬送チャック52がバスバー21を開放してもバスバー21が微動することはない。
【0068】
図2の7はバスバー21が第一押さえピン252で押さえこまれて固定され第二リボン搬送チャック52が開放した後X1方向に逃げ(移動し)た状態を示している。
【0069】
図2の8は半田付け部25がさらに下降し、第二押さえピン253が第二リボン搬送チャック52の移動する前の位置に干渉することなく下降し、バスバー21を押さえ込んだ状態を示している。
これによって半田付け部25から下方(Z2方向)に突出している押さえピン251は全てバスバー21を押さえ込み、バスバー21の微動を奉仕するものである。
【0070】
図2の9は半田付け部25が最下点まで下降し、熱量が最大流量流れ、バスバー21がセル20に半田付けされる。このとき押さえピン251がバスバー21を押さえている部分に熱量が集中しこの部分から半田が解け始めて半田付けが実行される。
【0071】
なおセル20の裏側はヒータブロック231が加熱することにより半田付けが行われる。セル20のマイナス電極面201とバスバー21のマイナス電極211は押さえピン251とエアー吹き出し口254から出る熱風によって半田付けされる。
同様にしてセル20のプラス側電極面202とバスバー21のプラス電極212はヒータブロック231によって下側からの過熱で半田付けされる。
【0072】
このとき第二リボン搬送チャック52は更にX1方向にスライドし次にY1方向に移動してから更にX2方向にスライドする。そしてY2方向にスライドして第二リボン保持チャック54で保持されている次のバスバー21を掴んでX1方向に微動して待機位置で停止する。この繰り返し動作が図3に図示されている第二リボン搬送チャック52の横回転運動529である。
【0073】
半田付けが終了したら熱風の吹き出し量が徐々に少なくなり、やがてエァー吹き出し口254から冷却エァーが吹き出しバスバー21とセル20を冷却する。
【0074】
図2の10は、エアー吹き出し口254から冷却エァーを吹き出しつつ半田付け部25がZ1方向に上昇し押さえピン251によるバスバー21の押圧を開放する。
図2の10では微小で図示できないがセル20をX1方向に移送するために、セル載置部23の中央部にあるムービン具アーム232がセル20を0.1〜数ミリの僅かな高さ持ち上げてX1方向に移送する。そしてセル載置部23のガイドレール233に半田が終了したばかりのセル20を載置する。
このときムービングアーム232で組み立てられたセル20をX1方向に順次移動する構成になっているが、ガイドレール233がセル20を0.1〜数ミリの僅かな高さ持ち上げてX1方向に移送するように構成しても良い。
【0075】
図2の11は半田付けの終了したセル20がムービングアーム232によってZ1方向に上昇した状態でX1方向に所定距離分移動している状態を示すものである。
セル20がX1方向に移動したあとのセル載置部23にはバスバー21のプラス電極212が当該セル20のマイナス側電極201に接続された状態で載置されている。
【0076】
図2の12ではその載置されたプラス電極212の上に新しいセル20がセル搬送部61によって搬送され載置される。その後は図2の1の状態になり、順次上記に記載した同じ作業が繰り返される。
本発明は以上のような工程を利用した発明であり、そのような工程を使用した装置である。
【産業上の利用可能性】
【0077】
本発明は太陽電池セルの組立だけでなく、他の電子部品組立装置に応用することができる。
【図面の簡単な説明】
【0078】
【図1】本体の上面図ならびに斜視図である。
【図2】半田付け順序を図示したものである。
【図3】チャックの縦回転運動と横回転運動を図示したものである。
【図4】セルとバスバーの重ね合わせ状態を図示したものである。
【図5】リボン搬送チャック部と半田付け部を拡大した図である。
【図6】リボン搬送チャック部と半田付け部を拡大した図である。
【図7】第一リボン保持チャック拡大図である。
【図8】第三リボン保持チャック拡大図である。
【図9】従来例の図である。
【符号の説明】
【0079】
1
本体(太陽電池セル組立装置)
2
制御部
20
セル
201
マイナス側電極面
202
プラス側電極面
205
太陽電池モジュール
206
組み立て中太陽電池モジュール
21
バスバー
211
マイナス電極
212
プラス電極
213
段付き部
215 バスバー始端部
216 バスバー終端部
23 セル載置部
231 ヒータブロック
232
ムービングアーム
233
ガイドレール
25
半田付け部
251
押さえピン
252
第一押さえピン
253
第二押さえピン
254
エァー吹き出し口
30
リボン切断部
301
シリンダ
302 切断型
31
段付き形成部
311
シリンダ
312
プレス型
33 線材矯正部
331
ローラ
332
Y方向矯正部
333
Z方向矯正部
334
フラックス塗布部
50 バスバー移動部
51
第一リボン搬送チャック
510
チャック部
511
チャック上爪
512
チャック下爪
515
モータ
516
ねじ軸
517
ねじ軸受け
518
シリンダ
519 縦回転運動
52
第二リボン搬送チャック
520 チャック部
521
チャック上爪
522
チャック下爪
525
モータ
526
ねじ軸
527 ねじ軸受け
528 シリンダ
529 横回転運動
529
モータ
53
第一リボン保持チャック
531 保持アーム
532
保持アーム
533
L字状先端部
534
線材案内凹部
54
第二リボン保持チャック
55
第二リボン保持チャック
551
V字溝
552
チャックアーム
553
チャックアーム
61
セル搬送部
62
半田済みセル移動部
90
ボビン
901 ボビンローラー部
91
線材矯正装置
911
水平ロール
912
垂直ロール
913
切断部
915 セル吸着ヘッド
916
セル台
918 ベルトコンベァ
92
線材
925
終端部
93 チャック
94 仮組み位置
944
半田付け部
945
半田付け部ヒータ
98
太陽電池組立装置
99
制御部
【技術分野】
【0001】
本出願は太陽電池素子(以下セルという)を用いて、太陽電池パネルもしくは太陽電池モジュールを作るためのセルの結線方法及び装置に関するものである。
【背景技術】
【0002】
地球温暖化防止等の観点からクリーンエネルギーとして太陽発電の用途開発が急速に広がってきている。太陽電池はセルをバスバーといわれる線材等で結線する。
通常太陽光発電の場合一枚のセルのみでは出力が低い為、複数枚のセルを直列に結線し、電圧が増すようにする必要がある。
更にこのように複数結線した縦長のセル列を数列並列に結線して電流を増すようにした上でパーッケージされたものが太陽電池モジュール、もしくは太陽電池パネルといわれるものである。
【0003】
以上のような太陽電池モジュール製作の前工程でセル20とバスバー21が上下に重ねられ結線されている。
このように結線する為には、割れやすいセル20と薄くて細いバスバー21を半田付けしなくてはならない為人手による細かい作業を必要とし、自動化することができなかった。
特にバスバー21は上面がプラス側電極として、また下面がマイナス側電極としてセル20に接続両面が半田付け可能なように半田付け用金属があらかじめ付着されている。このようなバスバー21はボビン90に巻き取られて提供されている。
【0004】
ボビン90から引き出されたリボン(線材92)にはそりが残留している。そのままセルの組立に使用すると、湾曲、蛇行、そり、引っかかりの原因になりバスバー21が変形して不良品を出してしまう可能性があった。
また、最悪の場合バスバー21の変形によって半田後に熱影響との相乗効果でセルを割ってしまうことがあった。
【0005】
従来方法としては図9に図示する同一出願人による特願2010-45923が提案されている。線材矯正装置91は複数の水平ロール911や垂直ロール912の間を線材92を移動方向に引き出すことによって矯正する旨提案されている。
図4に図示するように、セル20の表面部(マイナス側電極面)201と隣のセル20の裏面部(プラス側電極面)202とを順次バスバー21によって直列に結線することによって太陽電池モジュール205は大きな電圧を発生することができる。
そのためには図4の(a)の斜視図や(b)の側面図に図示されるようにバスバー21は段付き部213が形成され、マイナス電極211とプラス電極212がそれぞれセル21のマイナス側電極面201とプラス側電極面202に通電するように結線されなくてはならない構成になっている。
特許文献1に記載された従来例(特願2010-45923)について図9で説明する。
ボビン90に巻きつけられて提供される線材92は、ボビンローラ部901に配設され線材92(以下実施例においてもバスバー21の原材料を線材92と称す)を供給する。なお図示された従来例の太陽電池セル組立装置98は内蔵された制御部99によって制御される。
線材92はチャック93によって仮組み位置94に所定長さ分引き出される。該引き出された線材92は中間部213が段付け装置によって形成され、その後切断部913によって切断されて、所定長さになった状態で仮組み位置94に移送される。
【0006】
仮組み位置94には、セル吸着ヘッド915によってセル台916にあらかじめ移送されているセル20を吸着保持して該仮組み位置94に載置する。その表面であるマイナス側電極面201にバスバー21のマイナス電極面211を載置する。その後ベルトコンベア918を駆動させて仮組み位置に載置されたセル20を移動方向に所定距離移動する。そしてバスバー21のプラス電極212の上に新しいセル20を載置して、バスバー21のプラス電極212とセル20のプラス側電極面202が接触するように仮組みされる。この状態は図4の(b)に図示されたように仮組みされている。
次に所定距離ベルトコンベア918が駆動し、仮組み状態で組み立て中の太陽電池モジュール206を移動方向(X方向)に移動させ、仮組みした組立中の太陽電池モジュール206の仮組み箇所を半田付け部944直下に移動し、半田付けヒータ945を下降して組立中の太陽電池モジュール206の仮組み箇所を半田付けし、完成した太陽電池モジュール205を製造する構成になっている。
【0007】
【特許文献1】特願2010-45923
【発明の開示】
【発明が解決しようとする課題】
【0008】
従来の装置では仮組み位置94にチャック93で線材92を搬送する際に、バスバー21になる切断後の線材92の終端部925が暴れて、正確な位置に載置できないことがあった。
同様に仮組み位置94に図4の仮組み状態でおかれたバスバー21とセル20がベルトコンベア918によって半田付け部944に移送される際に、仮組みされたバスバー21とセル20が移送時に微動して正確な接合ができず不良品になってしまう可能性があった。
チャック93が半田付け部945まで切断した線材92を引っ張って行く構成にすると、バスバー21が位置ずれする事を防止することができるが、チャック93の移動距離が長くなり、駆動モータ酷使されるとともに、長い移動距離によって誤差が生じることになる。
【0009】
また、半田終了時までチャック93が線材92をチャッキングしていることによって、バスバー21がずれることは防止できるが、半田付け終了までの長時間保持しなければならない。そのために太陽電池モジュール205の製造タクトが長くなり非効率的になってしまうことがあった。
【0010】
また、半田付け部944においてバスバー21とセル20を半田付け部ヒータ945で全体を押圧するようにして、熱を加えて半田付けする際に、熱膨張によって、バスバー21が微動してしまい、不良品を出す結果になってしまうことがあった。
【課題を解決するための手段】
【0011】
そこで太陽電池セルとバスバーを半田付けする装置であって、 所定数のバスバー用リボンを所定長さ移動方向に突出させて支持する第一リボン保持チャックと、 上記第一リボン保持チャックによって所定長さ突出しているバスバー用リボンを掴んで引き出す第一リボン搬送チャックと、 上記第一リボン搬送チャックによって上記バスバー用リボンがマイナス電極長さ分引き出されたことを検知して該バスバー用リボンに段付き部を形成する段付き形成部と、 上記バスバー用リボンが更にプラス電極長さ分引き出されると、該バスバー用リボンの終端部を単位電極長さに切断するリボン切断部と、上記切断部による切断後、上記バスバー用リボンの始端部を、上記第一リボン搬送チャックより受け渡されて掴む下側に配置されている第二リボン保持チャックと、上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方向より掴みバスバー用リボンを組立位置に搬送する第二リボン搬送チャックと、上記組立位置に搬送された上記バスバー用リボンのマイナス電極の上部に太陽電池セルを載置する太陽電池セル搬送部と、組立部で組立てた上記太陽電池セルと上記バスバーを単位電極長さ分移動させる移動手段と、
上記組立部で上記バスバー用リボンのプラス電極とマイナス電極と太陽電池セルとをはんだ付けするはんだ付け手段とを、備えたことを特徴とする太陽電池セル組立装置を提供するものである。
【0012】
更に上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方より掴み上記バスバー用リボンを組立位置に第二リボン搬送チャックによって搬送する際に上記バスバー用リボンを案内すると共に、上記バスバー用リボンの終端部を掴む第三リボン保持チャックを有したことを特徴とする太陽電池セル組立装置であって、
上記第一リボン保持チャックと上記第二リボン保持チャックは、左右の爪が閉じたときは上記バスバー用リボンを掴み、上記左右のアームが開いたときは上記バスバー用リボン搬送時の案内をするように構成された上記第一リボン保持チャックと上記第二リボン保持チャックであることを特徴とする太陽電池セル組立装置を提供するものである。
【発明の効果】
【0013】
本発明はボビンから繰り出された線材92の始端部を第一リボン保持チャック53に保持させることによって、第一リボン搬送チャック51が線材92をチャッキングする。そして第一リボン保持チャック53は凹形状で線材92を挟み込んでおり、凹部が線材92が繰り出されるときの案内を果たす。その結果第一リボン搬送チャック57にチャッキングされて移動方向に高速で繰り出される線材92を暴れることなく、安定して繰り出すことができる。
【0014】
同様に第二リボン保持チャック54が第一リボン搬送チャック51の搬送してきたバスバー21(線材92を段付けして一定長さに切断したもの)の始端部をチャック凹部で挟み込んで受け取り第二リボン搬送チャック52に受け渡しするので安定してバスバー21を順送りすることができる。
【0015】
そして第二リボン保持チャック54がバスバー21を保持している間に、第一リボン搬送チャック51は線材92の段付け作業や切断作業の為の掴み作業と引き出し作業をすることができる。
さらに第二リボン搬送チャック52はバスバー21をチャッキングしてセル20に半田付け作業をするための掴み作業ができる。以上のように第一リボン搬送チャック51と第二リボン搬送チャック52が各々別々の作業ができるので、相乗効果によってタクトタイムを大幅に短くし生産効率を上昇させることができる。
【0016】
また、第一リボン搬送チャック51と第二リボン搬送チャック52の互いの移動距離が短くて済むので短時間で移動でき、タクトタイムを短くできるとともに、部品の消耗や摩擦による発熱を大幅に縮小することができる。
【0017】
また、半田付け部25で半田付け作業が始まる直前まで、バスバー21の始端部を第二リボン搬送チャック52が掴んで保持しているとともに、バスバー21の終端部を第三リボン保持チャック55が保持しているので、バスバー21が半田付け終了まで微動することがなく不良品発生率を大幅に低減することができる。
【0018】
また、第二リボン搬送チャック52によって半田付け部25までバスバー21を移送し、その場で仮組みし、移動することなくその場で押圧して半田作業するので、仮組みした太陽電池モジュール205が微動することなく完成するので不良品発生率を大幅に低減することができる。
【発明を実施するための最良の形態】
【0019】
本発明はボビン90に巻き取られて提供された線材92をバスバー21に加工し、セル20と仮組みした後半田付けし、太陽電池モジュール205を作成するように構成した太陽電池セル組立装置に関するもので以下にその構成を説明する。
【実施例】
【0020】
本発明に係る太陽電池セル組立装置1はボビン90に巻きつけられて、提供された線材92を引き出し巻き取られていた時に、形成された癖を矯正して歪みのない線材92に形成する線材矯正部33と、上記線材92に段付き部213を形成する段付き形成部31と、上記線材92を切断してバスバー21を作製するリボン切断部30と上記のようにして線材92(リボンともいう)の始端部を掴んで移動方向(X1方向)に引き出す第一リボン搬送チャック51を含む5つのチャックによって構成されたバスバー移動部50と、仮組みするようにセル20を搬送するセル搬送部61と仮組みされたセル20とバスバー21を半田付けする半田部25と、セル20とバスバー21を半田付けして結線した太陽電池モジュール205をX1方向に順送りする構成になっている。
【0021】
図1の左端に図示されている線材矯正部33について説明する。図1では3本の線材が供給できるように3つの矯正の構成なっている。幾本の線材92を使用するかは、セル20の大きさや太陽電池モジュール205の構成によって変更される。
【0022】
ボビン90(図1には図示しない)によって供給される線材92は、ローラ331を経てX1方向に第一リボン搬送チャック51によって引き出される構成になっている。
線材92がY方向矯正部332の内部を通過することによってY方向の矯正が完了する。同様に線材93がZ方向矯正部333を通過することによってZ方向の線材92の矯正が完了する。
【0023】
そして矯正の完了した線材92にフラックス塗布部334によって半田付けが容易になるようにフラックス剤が塗布される構成になっている。フラックス塗布部334は通過する線材92に上下左右方向からフラックスを吹きつけ、線材92全体にフラックスが塗布されるように構成されている。
Y方向矯正部332とZ方向矯正部333には、それぞれ取り付けられているマイクロメータによって矯正ローラ(図示しない)の間隔を微調整できるようになっている。
【0024】
線材矯正部33からさらにX1方向に移動すると段付き形成部31が構成されている。段付き形成部31はバスバー21の段付き部213を形成する為に構成されたものである。
第一リボン搬送チャック51に線材92の始端部を掴まれてX1方向に引き出されて、マイナス電極211の分の長さを引き出されたときに、第一リボン搬送チャック51は一旦停止し、段付き形成部31のシリンダ311が伸長しプレス型312が下降し、プレス型にプレスされる状態で引き出されている線材92が図4のバスバー21に図示されるような段付き部213を形成する。
【0025】
この段付き部213が形成されたバスバー21によってセル20の表面のマイナス電極201と裏面のプラス電極212が太陽電池モジュール205の状態に結線され発電された電力がセル20を直流状態に流れることができる。
【0026】
プレス型312によって段付き部213が形成された線材92は第一リボン搬送チャック51によって更にX1方向に引き出され、マイナス電極分211とプラス電極分212と段付き部213の距離分X1方向に引き出されると、リボン切断部30によって切断される。
このときに第一リボン搬送チャック51がマイナス電極分211とプラス電極分212と段付き部213の距離分X1方向に引き出された長さを単位電極長さという。このとき段付き部213は第一リボン搬送チャック51と線材矯正部33とによって一旦は引き伸ばされるが、スプリングバックしてもとの段付き部213に復元する。
【0027】
リボン切断部30はシンンダ30が伸長することによって切断型302が下降する。切断型302の下側を通過して引き出される、バスバー21の原材料である線材92が切断されバスバー21が成形される。
【0028】
切断型302はシリンダ301の押圧力で線材92を切断する。上述したようにマイナス電極分211とプラス電極分212と段付け部213の距離分、第一リボン搬送チャック51が移動すると制御部(図示しない)の制御によって線材92は切断されバスバー21になる。
【0029】
リボン切断部30の手前(X2方向)下側に第一リボン保持チャック53が配設されている。リボン保持チャックは全部で3箇所ありチャックアーム552、553が配設され、V字溝551が形成され、リボン(バスバー21)を掴むことができると共にバスバー終端部216が暴れないように案内することもできる構成になっている。
【0030】
保持チャックの拡大図は第三リボン保持チャック55の拡大図であるが、上記3箇所の第一〜第三リボン保持チャック53,54,55は同様の機能を持っている。チャックアーム552,553ないし保持アーム531,532でバスバー21を挟むことができるとともに、バスバー終端部216が暴れないように案内することもできる構成になっている。
【0031】
3箇所のリボン保持チャック53,54,55は左右のチャックアーム552,553でバスバー21を挟み込んで保持するようになっている。チャックアーム552,553の間はV字溝551の形状をしており、バスバー21を保持していないときも、V字溝551形状によってバスバー21がリボン搬送チャック51,52に掴まれてX1方向に移動する際の案内になるように構成されている。
【0032】
リボン切断部30の手前(X2方向)下側に配設された第一リボン保持チャック53は、切断後の線材92をチャックアーム552,553で掴んで保持するような構成になっている。
把持時の構成はチャックアーム551,552が左右に移動してV字溝551を狭めるようにして線材92、及びバスバー21把持するとともに、V字溝551を若干広くするようにして線材92、及びバスバー21を案内するように構成している。
若しくはチャックアーム551,552が上昇してV字溝551の狭い部分を使って線材92、及びバスバー21を把持すると共に、チャックアーム551,552を下降させてV字溝551の幅を若干広くして線材92、及びバスバー21を案内するように構成しても良い。
【0033】
切断された線材92の始端部はリボン切断部30の切断型302の直下に突出しており、第一リボン搬送チャック51に把持されやすいように(つかみやすい状態で)第一リボン保持チャック53によって把持し線材92の切断された始端部を突出させるようにして保持している。
【0034】
そして第一リボン保持チャック53が、線材92の始端部を掴んでX1方向に引き出すときは、第一リボン保持チャック53のV字溝551によって線材92が左右に微動しないように案内するよう構成されている。
【0035】
その結果、常に第一リボン保持チャック53は線材(リボン)92を第一リボン搬送チャック51に差し出すようにして保持している。
第一リボン搬送チャック51はリボン切断部30の直下まで移動して線材92を掴んで引き出すように構成されている。
線材92の始端部を掴んだ(チャッキングした)第一リボン保持チャック53はX1方向に移動する。
【0036】
線材92の始端部を掴んだ(チャッキングした)第一リボン保持チャック53はバスバー21のマイナス電極211との接続分の距離をX1方向に移動したところで、第一リボン搬送チャック51が一旦停止する。このとき段付き形成部21のシリンダ311が伸長し、プレス型312が下降し線材92に段付き部213を作製する。
【0037】
その後シリンダ311が縮小しプレス型312が上昇すると第一リボン搬送チャック51がX1方向にプラス電極212との接続分距離を移動したところで一旦停止する。このときはリボン切断部30のシリンダ301が伸長し、切断型302を下降して線材92を切断する。
【0038】
第一リボン搬送チャック51が段付き部213を形成した線材92をチャッキングしてX1方向に移動した際に段付き部213は一旦は引き伸ばされるが、線材92が切断部30で切断されていると、スプリングバックしてもとの形状に復元し、段付き部213が復活しバスバー21が製作される。
【0039】
バスバー21をチャッキングした第一リボン搬送チャック51はバスバー始端部215を第二リボン保持チャック54のV字溝551に保持するように受け渡してチャッキングを開放する。
【0040】
その後、第一リボン搬送チャック51は上昇してX2方向に戻り、第一リボン保持チャック53に保持されている線材92をチャッキングして、上記バスバー21を作製する為に段付き作業をしたのち、切断作業をして第二リボン保持チャック54に受け渡しする作業を繰り返すものである。この移動ルートは図3の縦回転運519に図示している。
【0041】
第二リボン保持チャック54に受け渡されて保持されているバスバー21は第一リボン保持チャック53に保持されていた時と同様に、バスバー始端部215をX1方向に突出させて第二リボン搬送チャック52が掴み易い状態で保持している。
【0042】
第二リボン搬送チャック52は、第一リボン搬送チャック51と同様のチャック部の形状をしている。
以下第一リボン搬送チャック51と第二リボン搬送チャック52ならびに第一リボン保持チャック53、第二リボン保持チャック54、第三リボン保持チャック55について説明する。
【0043】
第一リボン搬送チャック51はモータ515の駆動によってX方向に移動する構成になっている。モータ515はねじ軸516に直結しておりねじ軸516の回転によって、ねじ軸516に螺合しているねじ軸受け517をX方向に移動する。ねじ軸受け517をX方向に移動する際はモータ515の回転方向と回転数と停止角度を測定して制御部2(図示しない)に送信して演算制御することによってねじ軸受け517の位置を割り出し、所定位置に移動して停止することができる。
【0044】
ねじ軸受け517には第一リボン搬送チャック51が固着されており、X方向に移動することができると共にねじ軸516のストローク内であればどの位置でも停止することができる。
【0045】
また第一リボン搬送チャック51はシリンダ518によってZ方向に上下動することができるようになっている。このような構成によってチャック部510はX方向、Z方向に移動することができる。
チャック部510はチャック上爪511とチャック下爪512とで構成されておりチャック上爪511が、シリンダやモータなどの駆動源(図示しない)を用いて、下降する事によってバスバー始端部215を掴んで搬送することができる構成になっている。
【0046】
第二リボン搬送チャック52も第一リボン搬送チャック51と同様の構成をしている。チャック部520はモータ525の駆動によりねじ軸526が回転することによってねじ軸受け527をX方向に移動することができるようになっている。
【0047】
また、シリンダ528によってチャック部520がZ方向に上下動することができるようになっている。第二リボン搬送チャック52にはモータ529が取り付けられており、モータ529に取り付けられたねじ軸(図示しない)とねじ軸受け(図示しない)によってチャック部520はY方向に移動可能になっている。
【0048】
第二リボン搬送チャック52のチャック部520はチャック上爪521とチャック下爪522によって構成されており、チャック上爪521がシリンダやモータ等の駆動源(図示しない)を用いて下降する事によって、バスバー始端部215を第二リボン保持チャック54から受け取って半田付け部25の直下にあるセル20の位置まで搬送することができる。
【0049】
次に第一リボン保持チャック53について他の実施例を説明する。第一保持チャック53はリボン切断部30の手前側(X2方向)に設置されており、リボン切断部30によって切断された線材92の始端部を保持し、第一リボン搬送チャック51が、線材92の始端部を掴み易い状態で保持している。
【0050】
第一リボン保持チャック53は保持アーム531と保持アーム532のアームが左右方向(Y方向)から線材92を挟むようにして保持する構成になっている。
保持アーム531と保持アーム532の先端部は両アームが合わさると凹状になるように構成されている。この凹状は保持アーム531と保持アーム532の先端が、L字状になっており、それが付き合わされることにより形成される。
【0051】
また、L字状先端部533の線材案内部534は、僅かながら突出するように形成されており、この線材案内凹部534の間隙を微細に調整することによって第一リボン保持チャック753が線材92を掴むときの把持力と、第一リボン搬送チャック751が、線材92を掴んで引き出すときに線材92がぶれないようにした案内凹部534になっている。
このような構成は第二リボン保持チャック58に用いても良い。
【0052】
また、段落0030以下に述べたように第三リボン保持のチャック55の構成を、保持チャック58に用いても良い。以上のような2種類の構成の何れかで、第一リボン保持チャック53及び第二リボン保持チャック54、第三リボン保持チャック55が構成されている。
【0053】
以上のような構成によって第一リボン保持チャック53が保持していた線材92の端部を第一リボン搬送チャック51が掴んで、マイナス電極211の長さの分X1方向に移動して線材92を引き出して停止し、段付き部31によって線材92に段付き部213を形成する。
次に段付き部213とプラス電極212の長さ分第一リボン保持チャック53がX1方向に移動して線材92を引き出して停止し、リボン切断部30によって切断する。
【0054】
この作業によって線材92は初めてバスバー21に成形される。第一リボン搬送チャック511に掴まれたバスバー21は、その始端部215を第二リボン保持チャック54に受け渡しし、次の工程のためにZ1方向に上昇して第一リボン保持チャック53の保持している線材92を掴みにX2方向に移動する。
このように繰り返される縦回転状の繰り返し運動が第一搬送チャックの縦回転運動519である。
【0055】
第二リボン保持チャック54は第一リボン搬送チャック51から渡されたバスバー21のバスバー始端部215をX1方向に突き出すようにして、始端部215の後方(X2方向)の部品を把持してバスバー21を保持する。
【0056】
第二リボン保持チャック54に保持されたバスバー21は第二リボン搬送チャック52に掴まれ受け渡しされる。受け渡されたバスバー21は第二リボン搬送チャック52に把持されてX1方向に搬送され、半田付け部25の直下にセル搬送部61によって載置されたセル20の所で停止する。
【0057】
このときバスバー始端部215は第二リボン搬送チャック52のチャック上爪521とチャック下爪522とにチャッキングされている。そしてバスバー後端部216は第三リボン保持チャック55のチャックアーム552と553の間のV字溝551に案内されて微動しないようになっている。
上記の様な状態から半田付け部25による半田付け作業が開始する。
【0058】
このとき第二リボン搬送チャック52のチャック部520に掴まれたバスバー21は、その始端部215を半田付け部25の直下に載置されたセル20上に搬送し載置する。
半田付け部25によってバスバー21が押さえつけられ微動しなくなった後に、第二リボン搬送チャック52はバスバー21を開放してY1方向に水平移動する。
【0059】
そして次の工程のためにX2方向に移動して、第二リボン保持チャック54が保持しているバスバー21を掴みに行くように制御部2によって制御されている。このように繰り返される横回転の繰り返し運動が、第二搬送チャックの横回転運動529である。
【0060】
次に半田付け部25の動作説明をする。セル載置部23にセル搬送部61が吸着保持して搬送してきたセル20を載置する。この状態が図2の1である。
セル載置部23はヒータブロック231を内臓しており、セル20の下側に敷かれたバスバー31を半田付けする際に下側から加熱する構成になっている。
【0061】
セル搬送部61がセル載置部23にセル30を載置してZ1方向に上昇した状態が、図2の2である。バスバー21を掴んだ第二リボン搬送チャック52はセル載置部231のX2方向に移動した位置で待機している。
【0062】
セル20の搬送を終了したセル搬送部61は一旦Z1方向に上昇した後X2方向に移動して次のセル20を取りに行く。セル搬送部61がZ1方向に上昇するとX2方向で待機していた第二リボン搬送チャック52がバスバー21を掴んだ状態でセル20をX1方向に移動し、セル20のマイナス電極面201の位置にバスバー21を載置する。この状態が図2の3である。
【0063】
半田付け部25がZ2方向に下降を開始した状態が図2の4である。半田付け部25には押さえピン251が取り付けられて、載置されたバスバー21を押さえるとともに、エアー吹き出し口252を経由して吹き出される熱風によって高温になり、バスバー21をセル20に押し付けるように接触してスポット状に半田付けする役割をする。
【0064】
図2の4では押さえピン251を伸長した状態で半田付け部25がZ2方向に下降するが、第二リボン搬送チャック52はバスバー21を掴んだ状態で位置決めしている。そこで、第二リボン搬送チャック52近傍の第二押さえピン253は第二リボン搬送チャック52と干渉しないように、第一押さえピン252よりも短く突出している。
【0065】
また、このときバスバー始端部215は第二リボン搬送チャック52で掴んで移送され位置決めされている。バスバー終端部216は第三リボン保持チャック55のV字溝551によって案内されており、正確な位置にバスバー21が位置決めされる。
【0066】
図2の5の状態はZ2方向に下降した半田付け部25から突出していた第一押さえピン252が、セル20上の所定位置に載置されたバスバー21を押さえ、第二リボン搬送チャック52で位置決めされているバスバー21を微動しないように隔日に押さえた状態を示した図である。
このとき半田付け部25からZ2方向(下向き)に第一押さえピン252は突出してバスバー21の押さえ込み作業を行うが、第二押さえピン253の下方突出量ではバスバー21に接触することがないとともに、第二リボン搬送チャック52と干渉することを防いでいる。
【0067】
図2の6は第二リボン搬送チャック52のチャック上爪521とチャック下爪522が開いてバスバー21を開放した状態を示している。
このとき、前工程で第一押さえピン252がバスバー21を押さえ込んでいるので、第二リボン搬送チャック52がバスバー21を開放してもバスバー21が微動することはない。
【0068】
図2の7はバスバー21が第一押さえピン252で押さえこまれて固定され第二リボン搬送チャック52が開放した後X1方向に逃げ(移動し)た状態を示している。
【0069】
図2の8は半田付け部25がさらに下降し、第二押さえピン253が第二リボン搬送チャック52の移動する前の位置に干渉することなく下降し、バスバー21を押さえ込んだ状態を示している。
これによって半田付け部25から下方(Z2方向)に突出している押さえピン251は全てバスバー21を押さえ込み、バスバー21の微動を奉仕するものである。
【0070】
図2の9は半田付け部25が最下点まで下降し、熱量が最大流量流れ、バスバー21がセル20に半田付けされる。このとき押さえピン251がバスバー21を押さえている部分に熱量が集中しこの部分から半田が解け始めて半田付けが実行される。
【0071】
なおセル20の裏側はヒータブロック231が加熱することにより半田付けが行われる。セル20のマイナス電極面201とバスバー21のマイナス電極211は押さえピン251とエアー吹き出し口254から出る熱風によって半田付けされる。
同様にしてセル20のプラス側電極面202とバスバー21のプラス電極212はヒータブロック231によって下側からの過熱で半田付けされる。
【0072】
このとき第二リボン搬送チャック52は更にX1方向にスライドし次にY1方向に移動してから更にX2方向にスライドする。そしてY2方向にスライドして第二リボン保持チャック54で保持されている次のバスバー21を掴んでX1方向に微動して待機位置で停止する。この繰り返し動作が図3に図示されている第二リボン搬送チャック52の横回転運動529である。
【0073】
半田付けが終了したら熱風の吹き出し量が徐々に少なくなり、やがてエァー吹き出し口254から冷却エァーが吹き出しバスバー21とセル20を冷却する。
【0074】
図2の10は、エアー吹き出し口254から冷却エァーを吹き出しつつ半田付け部25がZ1方向に上昇し押さえピン251によるバスバー21の押圧を開放する。
図2の10では微小で図示できないがセル20をX1方向に移送するために、セル載置部23の中央部にあるムービン具アーム232がセル20を0.1〜数ミリの僅かな高さ持ち上げてX1方向に移送する。そしてセル載置部23のガイドレール233に半田が終了したばかりのセル20を載置する。
このときムービングアーム232で組み立てられたセル20をX1方向に順次移動する構成になっているが、ガイドレール233がセル20を0.1〜数ミリの僅かな高さ持ち上げてX1方向に移送するように構成しても良い。
【0075】
図2の11は半田付けの終了したセル20がムービングアーム232によってZ1方向に上昇した状態でX1方向に所定距離分移動している状態を示すものである。
セル20がX1方向に移動したあとのセル載置部23にはバスバー21のプラス電極212が当該セル20のマイナス側電極201に接続された状態で載置されている。
【0076】
図2の12ではその載置されたプラス電極212の上に新しいセル20がセル搬送部61によって搬送され載置される。その後は図2の1の状態になり、順次上記に記載した同じ作業が繰り返される。
本発明は以上のような工程を利用した発明であり、そのような工程を使用した装置である。
【産業上の利用可能性】
【0077】
本発明は太陽電池セルの組立だけでなく、他の電子部品組立装置に応用することができる。
【図面の簡単な説明】
【0078】
【図1】本体の上面図ならびに斜視図である。
【図2】半田付け順序を図示したものである。
【図3】チャックの縦回転運動と横回転運動を図示したものである。
【図4】セルとバスバーの重ね合わせ状態を図示したものである。
【図5】リボン搬送チャック部と半田付け部を拡大した図である。
【図6】リボン搬送チャック部と半田付け部を拡大した図である。
【図7】第一リボン保持チャック拡大図である。
【図8】第三リボン保持チャック拡大図である。
【図9】従来例の図である。
【符号の説明】
【0079】
1
本体(太陽電池セル組立装置)
2
制御部
20
セル
201
マイナス側電極面
202
プラス側電極面
205
太陽電池モジュール
206
組み立て中太陽電池モジュール
21
バスバー
211
マイナス電極
212
プラス電極
213
段付き部
215 バスバー始端部
216 バスバー終端部
23 セル載置部
231 ヒータブロック
232
ムービングアーム
233
ガイドレール
25
半田付け部
251
押さえピン
252
第一押さえピン
253
第二押さえピン
254
エァー吹き出し口
30
リボン切断部
301
シリンダ
302 切断型
31
段付き形成部
311
シリンダ
312
プレス型
33 線材矯正部
331
ローラ
332
Y方向矯正部
333
Z方向矯正部
334
フラックス塗布部
50 バスバー移動部
51
第一リボン搬送チャック
510
チャック部
511
チャック上爪
512
チャック下爪
515
モータ
516
ねじ軸
517
ねじ軸受け
518
シリンダ
519 縦回転運動
52
第二リボン搬送チャック
520 チャック部
521
チャック上爪
522
チャック下爪
525
モータ
526
ねじ軸
527 ねじ軸受け
528 シリンダ
529 横回転運動
529
モータ
53
第一リボン保持チャック
531 保持アーム
532
保持アーム
533
L字状先端部
534
線材案内凹部
54
第二リボン保持チャック
55
第二リボン保持チャック
551
V字溝
552
チャックアーム
553
チャックアーム
61
セル搬送部
62
半田済みセル移動部
90
ボビン
901 ボビンローラー部
91
線材矯正装置
911
水平ロール
912
垂直ロール
913
切断部
915 セル吸着ヘッド
916
セル台
918 ベルトコンベァ
92
線材
925
終端部
93 チャック
94 仮組み位置
944
半田付け部
945
半田付け部ヒータ
98
太陽電池組立装置
99
制御部
【特許請求の範囲】
【請求項1】
太陽電池セルとバスバーを半田付けする装置であって、
所定数のバスバー用リボンを所定長さ移動方向に突出させて支持する第一リボン保持チャックと、
上記第一リボン保持チャックによって所定長さ突出しているバスバー用リボンを掴んで引き出す第一リボン搬送チャックと、
上記第一リボン搬送チャックによって上記バスバー用リボンがマイナス電極長さ分引き出されたことを検知して該バスバー用リボンに段付き部を形成する段付き形成部と、
上記バスバー用リボンが更にプラス電極長さ分引き出されると、該バスバー用リボンの終端部を単位電極長さに切断するリボン切断部と、
上記切断部による切断後、上記バスバー用リボンの始端部を、上記第一リボン搬送チャックより受け渡されて掴む下側に配置されている第二リボン保持チャックと、
上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方向より掴みバスバー用リボンを組立位置に搬送する第二リボン搬送チャックと、
上記組立位置に搬送された上記バスバー用リボンのマイナス電極の上部に太陽電池セルを載置する太陽電池セル搬送部と、
組立部で組立てた上記太陽電池セルと上記バスバーを単位電極長さ分移動させる移動手段と、
上記組立部で上記バスバー用リボンのプラス電極とマイナス電極と太陽電池セルとをはんだ付けするはんだ付け手段とを、備えたことを特徴とする太陽電池セル組立装置。
【請求項2】
上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方より掴み上記バスバー用リボンを組立位置に第二リボン搬送チャックによって搬送する際に上記バスバー用リボンを案内すると共に、上記バスバー用リボンの終端部を掴む第三リボン保持チャックを有したことを特徴とする請求項1記載の太陽電池セル組立装置。
【請求項3】
上記第一リボン保持チャックと上記第二リボン保持チャックは、左右の爪が閉じたときは上記バスバー用リボンを掴み、上記左右のアームが開いたときは上記バスバー用リボン搬送時の案内をするように構成された上記第一リボン保持チャックと上記第二リボン保持チャックであることを特徴とする請求項1記載の太陽電池セル組立装置。
【請求項1】
太陽電池セルとバスバーを半田付けする装置であって、
所定数のバスバー用リボンを所定長さ移動方向に突出させて支持する第一リボン保持チャックと、
上記第一リボン保持チャックによって所定長さ突出しているバスバー用リボンを掴んで引き出す第一リボン搬送チャックと、
上記第一リボン搬送チャックによって上記バスバー用リボンがマイナス電極長さ分引き出されたことを検知して該バスバー用リボンに段付き部を形成する段付き形成部と、
上記バスバー用リボンが更にプラス電極長さ分引き出されると、該バスバー用リボンの終端部を単位電極長さに切断するリボン切断部と、
上記切断部による切断後、上記バスバー用リボンの始端部を、上記第一リボン搬送チャックより受け渡されて掴む下側に配置されている第二リボン保持チャックと、
上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方向より掴みバスバー用リボンを組立位置に搬送する第二リボン搬送チャックと、
上記組立位置に搬送された上記バスバー用リボンのマイナス電極の上部に太陽電池セルを載置する太陽電池セル搬送部と、
組立部で組立てた上記太陽電池セルと上記バスバーを単位電極長さ分移動させる移動手段と、
上記組立部で上記バスバー用リボンのプラス電極とマイナス電極と太陽電池セルとをはんだ付けするはんだ付け手段とを、備えたことを特徴とする太陽電池セル組立装置。
【請求項2】
上記第二リボン保持チャックによって掴まれている上記バスバー用リボンの始端部を前方より掴み上記バスバー用リボンを組立位置に第二リボン搬送チャックによって搬送する際に上記バスバー用リボンを案内すると共に、上記バスバー用リボンの終端部を掴む第三リボン保持チャックを有したことを特徴とする請求項1記載の太陽電池セル組立装置。
【請求項3】
上記第一リボン保持チャックと上記第二リボン保持チャックは、左右の爪が閉じたときは上記バスバー用リボンを掴み、上記左右のアームが開いたときは上記バスバー用リボン搬送時の案内をするように構成された上記第一リボン保持チャックと上記第二リボン保持チャックであることを特徴とする請求項1記載の太陽電池セル組立装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−41888(P2013−41888A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−176312(P2011−176312)
【出願日】平成23年8月11日(2011.8.11)
【出願人】(596119113)アルファーデザイン株式会社 (46)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月11日(2011.8.11)
【出願人】(596119113)アルファーデザイン株式会社 (46)
【Fターム(参考)】
[ Back to top ]