
太陽電池モジュール及びその製造方法
【課題】過酷な環境の中で長期に亘り使用しても、使用する封止樹脂の接着力の低下が抑制され、電極の腐食を生じず、しかも良好な耐燃焼性を示す太陽電池モジュールを提供する。
【解決手段】太陽電池モジュールの封止樹脂として、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーを使用する。ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比は10:90〜50:50である。熱可塑性エーテルポリオールポリウレタン樹脂は、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する。
【解決手段】太陽電池モジュールの封止樹脂として、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーを使用する。ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比は10:90〜50:50である。熱可塑性エーテルポリオールポリウレタン樹脂は、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池モジュール及びその製造方法に関する。
【背景技術】
【0002】
太陽電池モジュールとして、受光面の表面電極にリード線が予め貼り付けられている太陽電池セルの両面に封止接着剤シートを配し、更にガラス基板と保護シート(即ち、バックシート)とで挟み込んで真空ラミネート処理したものが提案されている(特許文献1)。このような太陽電池モジュールの封止樹脂シートとしては、封止性、透明性、柔軟性、接着性、引張強度、耐候性に優れているエチレン酢酸ビニル樹脂(EVA樹脂)に、架橋剤、紫外線吸収剤等を配合してシート化したものが広く使用されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−311571号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、太陽電池モジュールは、屋外で日光や風雨に晒されるという過酷な環境の中で長期に亘り使用されるため、封止樹脂が水蒸気を透過させてしまう場合や、封止樹脂の接着力の低下により保護シート側から微量の水分がモジュール内部へ侵入する場合があり、これらの場合、一部のエチレン酢酸ビニル樹脂が加水分解して酸を発生し、発生した酸が太陽電池モジュールの電極を腐食させ、結果的に太陽電池モジュールの性能が低下するという問題があった。また、EVA樹脂は燃焼し易い樹脂であるため、太陽電池モジュールに使用する封止樹脂に対しては、良好な耐燃焼性を示すことも求められている。
【0005】
本発明は、上述の従来の課題を解決しようとするものであり、封止性のみならず耐水蒸気透過性に優れていることはもちろん、日光や風雨に晒されるというような過酷な環境の中で長期に亘り使用しても、使用する封止樹脂の接着力の低下が抑制され、電極の腐食を生じさせず、しかも良好な耐燃焼性を示す太陽電池モジュールを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、太陽電池モジュールの封止樹脂として従来より使用されているEVA樹脂に代わる、良好な封止性・接着力・耐水蒸気透過性を示すとともに、加水分解し難さと耐燃焼性とを示す樹脂を探索した。その結果、(a)接着力が比較的強いが加水分解性が比較的高いエステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂と、接着力が比較的弱いが加水分解性が比較的低いエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーの特性が、それぞれの好ましい特性(即ち、良好な封止性・接着性、と加水分解のし難さ)が強く反映したものとなり、他方、好ましくない特性は軽減したものとなること、そして(b)そのようなブレンドポリマーを太陽電池モジュールの封止樹脂として使用するにあたり、熱可塑性エステルポリオールウレタン樹脂と併用すべき熱可塑性エーテルポリオールポリウレタン樹脂として、2種類の特定のポリウレタン樹脂、即ち、比較的難燃性に優れている熱可塑性ポリエーテルポリオールポリウレタン樹脂と、比較的接着力に優れている熱可塑性エーテルポリオールポリウレタン樹脂とを併用することにより、上述の本発明の目的を達成できること、を見出し本発明を完成させるに至った。
【0007】
即ち、本発明は、モジュール基板、第1の封止樹脂層、タブ線が接続されている太陽電池セル、第2の封止樹脂層及び保護シートが積層されてなる太陽電池モジュールにおいて、
該第1の封止樹脂層および/または該第2の封止樹脂層が、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成されており、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、
該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有することを特徴とする太陽電池モジュールを提供する。
【0008】
また、本発明は、真空ラミネーターに、モジュール基板、第1の封止樹脂シート、タブ線が接続又は仮貼りされた太陽電池セル、第2の封止樹脂シート及び保護シートが積層されてなる積層体を投入し、該積層体を真空ラミネート処理により一括一体化することにより請求項1記載の太陽電池モジュールを製造する方法であって、
第1の封止樹脂シートおよび/または第2の封止樹脂シートとして、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された封止樹脂シートであって、該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する封止樹脂シートを使用することを特徴とする製造方法を提供する。
【0009】
更に、本発明は、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された太陽電池モジュール用封止樹脂シートであって、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有していることを特徴とする太陽電池モジュール用封止樹脂シートを提供する。
【0010】
また、本発明は、保護シート上に、上述の本発明の太陽電池モジュール用封止樹脂シートが積層されていることを特徴とする太陽電池モジュール用保護層付き封止樹脂シートを提供する。
【発明の効果】
【0011】
本発明の太陽電池モジュールは、第1の封止樹脂および/または第2の封止樹脂層として、所定のブレンド比の熱可塑性ポリエステルポリオールポリウレタン樹脂と特定の2種累の熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーをシート化したものを使用する。この結果、本発明の太陽電池モジュールは、その初期の性能を長期にわたり維持することができ、しかも良好な封止性、接着力、耐腐食性、耐燃焼性並びに耐水蒸気透過性を示す。第1の封止樹脂層も第2の封止樹脂層と同じ材料から構成することにより、本発明の太陽電池モジュールは、その初期の性能をより長期に亘り維持することができ、しかもより良好な耐燃焼性を示す。
【0012】
また、本発明の製造方法によれば、真空ラミネーター処理により、所定のブレンド比の熱可塑性ポリエステルポリオールポリウレタン樹脂と特定の2種類の熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーをシート化した太陽電池セル用封止樹脂シートを、少なくとも第1および/または第2の封止樹脂層を作成するために使用する。従って、真空ラミネーター処理により、一括で一体化した太陽電池モジュールを高い生産性で製造することができる。
【図面の簡単な説明】
【0013】
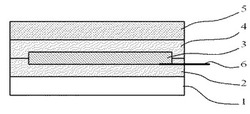
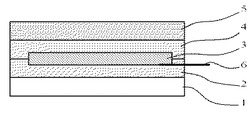
【図1】図1は、本発明の太陽電池モジュールの概略断面図である。
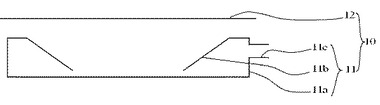
【図2】図2は、太陽電池モジュールの製造に使用する真空ラミネーターの本体から柔軟性蓋体を外した概略断面図である。
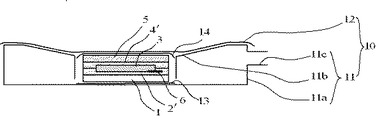
【図3】図3は、真空ラミネーターで行う真空ラミネート処理の説明図である。
【発明を実施するための形態】
【0014】
本発明の太陽電池モジュールを、図1を参照しながら説明する。
【0015】
本発明の太陽電池モジュールは、その概略断面図(図1)に示すように、モジュール基板1上に、第1の封止樹脂層2、真空ラミネーター10の外部への導通を取るためのタブ線6が接続された太陽電池セル3、第2の封止樹脂層4、保護シート5が順次積層された構造を有する。また、タブ線6は、太陽電池セル3のモジュール基板1側(即ち、受光面)の表面電極に接続されているが、好ましくは、導電接着剤(図示せず)により接続されていることが生産性向上や応力緩和のために好ましい。なお、このような層構成自体は、従来の太陽電池モジュールの構成と基本的に同一である。
【0016】
本発明の太陽電池モジュールの特徴は、第1の封止樹脂層2および/または第2の封止樹脂層4が、エステル系ポリオールユニットを有する熱可塑性ポリウレタン樹脂(即ち、熱可塑性エステルポリオールポリウレタン樹脂)とエーテル系ポリオールユニットを有する熱可塑性ポリウレタン樹脂(即ち、熱可塑性エーテルポリオールポリウレタン樹脂)とのブレンドポリマーから形成されていることである。このようなブレンドポリマーを使用することにより、良好な接着力と加水分解し難さを第1の封止樹脂層2および/または第2の封止樹脂層4に付与することができる。しかも、太陽電池モジュールにUL規格94の難燃性を付与することができる。ここで、少なくとも第2の封止樹脂層4を特定のブレンドポリマーから構成することが好ましい。これは、太陽電池モジュールへの水分侵入が主として保護シート側から生じているからである。
【0017】
ここで、エステル系ポリオールユニットの具体例としては、エステル骨格(−COO−)を有するポリオールユニットなどが挙げられる。
【0018】
また、エーテル系ポリオールユニットの具体例としては、ポリエチレンオキサイドからなるポリエーテル鎖(−CH2CH2O−)を有するポリオールユニットなどが挙げられる。
【0019】
熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比は、前者が少なすぎると接着力が弱くなり、多すぎると加水分解し易くなり、表面電極に腐食が生じ易く、また、接着力の劣化も生じ易くなるので、10:90〜50:50、好ましくは30:70〜50:50である。
【0020】
また、本発明においては、熱可塑性エーテルポリオールポリウレタン樹脂は、難燃性の熱可塑性エーテルポリオールポリウレタン樹脂A(単にポリウレタン樹脂Aと称することがある)と、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れている熱可塑性エーテルポリオールポリウレタン樹脂B(単にポリウレタン樹脂Bと称することがある)とを含有している。このように異なる2種類のポリウレタン樹脂を使用することにより、封止樹脂の接着力と耐燃焼性とをより向上させることができる。
【0021】
ポリウレタン樹脂Aの難燃性のレベルは、好ましくは、UL規格94に準じ、10秒間接火という条件で燃焼しないというレベルである。このような難燃性をポリウレタン樹脂Aに付与する手法としては、公知の難燃剤、好ましくは非ハロゲン系難燃剤を、ポリウレタン樹脂Aに配合することが挙げられる。非ハロゲン系難燃剤の具体例としては、リン、ポリリン酸アンモニウム、メラミンシアヌレート等が挙げられる。なお、このような難燃剤を配合すると、接着力が低下する傾向があるので、耐燃焼性と接着力とのバランスを考慮して、難燃剤の配合量を決定することが好ましい。
【0022】
ポリウレタン樹脂Bは、難燃性がポリウレタン樹脂Aよりは難燃性が低いが、接着性に優れているものである。ポリウレタン樹脂Bの接着性のレベルは、JIS−K6854−2に準じ、50mm/分の剥離速度で180度剥離試験を行った場合に、好ましくは20N/cm以上の接着力を示すレベルである。なお、初期の接着力が得られるのであれば、ポリウレタン樹脂Bに難燃剤を配合してもよい。
【0023】
このような、ポリウレタン樹脂Aとポリウレタン樹脂Bとのブレンド質量比は、前者が多すぎると(相対的に後者が少なすぎると)接着力が低下する傾向があり、前者が少なすぎると(相対的に後者が多すぎると)難燃性が低下する傾向があるので、好ましくは30:20〜30:60、より好ましくは30:20〜30:40である。
【0024】
上述の熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーには、必要に応じて、他の熱可塑性樹脂、シランカップリング剤、架橋剤、酸化防止剤などを含有させることができる。
【0025】
第2の封止樹脂層の層厚は、太陽電池セル3のサイズにより異なるが、通常0.1〜0.6mm、好ましくは0.2〜0.5mmである。
【0026】
なお、本発明において第2の封止樹脂層が上述した特定のブレンドポリマーから形成されている場合には、第1の封止樹脂層は、従来と同様にEVA樹脂であってもよいが、第2の封止樹脂層と同様の特定のブレンドポリマーから形成することが好ましい。これにより、より良好な接着力と加水分解し難さとを第1の封止樹脂層2にも付与することができる。しかも、太陽電池モジュールにより良好なUL規格94の難燃性を付与することができる。第1の封止樹脂層の層厚は、第2封止樹脂層の層厚と同様とすることができる。
【0027】
太陽電池セル3や保護シート5、タブ線6、導電接着剤としては、従来公知の太陽電池セル、保護シート、タブ線、導電接着剤を使用することができる。
【0028】
例えば、太陽電池セル3としては、単結晶シリコン太陽電池セル、多結晶シリコン太陽電池セル、薄膜シリコン太陽電池セル、HIT太陽電池セル、CIGS系薄膜太陽電池セル等を使用することができる。保護シート5としては、ポリエステル、ポリイミド、ポリアミド等の樹脂シート、ガラス板等を使用することができる。また、タブ線6としては、150μm厚の銅リボンに40μm厚のハンダメッキを施したタブリボン等を使用することができる。導電接着剤としては、従来よりこの種のタブ線の接続に用いられている熱硬化性バインダー樹脂に金属粒子、金属被覆樹脂粒子等の導電粒子を分散させた熱硬化性導電接着剤等を使用することができる。
【0029】
なお、第2の封止樹脂層4乃至第1の封止樹脂層2を形成するためのブレンドポリマー(即ち、熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とを特定のブレンド比でブレンドしたもの)は、通常、シート状に成形して使用に供される。このようなシートは、太陽電池モジュール用封止樹脂シートとして本発明の一態様となる。このような太陽電池モジュール用封止樹脂シートは、溶融ブレンドポリマーを押し出しダイからシート状に押し出すという押出成形法により製造することもできるが、剥離シート上に、トルエン等の有機溶媒により希釈したブレンドポリマーコーティング液を公知のコーティング法により塗布し、乾燥するというキャスト法により製造することができる。太陽電池モジュール用封止樹脂シートの厚みは、使用目的に応じて適宜選択することができる。
【0030】
また、第2の封止樹脂層4と保護シート5とは、太陽電池モジュールの生産性を向上させる等のために、予め一体化しておき、保護層付き封止樹脂シートとして使用することができる。このようなシートも、太陽電池モジュール用保護層付き封止樹脂シートとして本発明の一態様となる。ここで、一体化は公知の技術を利用して行うことができ、押出形成法やキャスト法等により行うことができる。
【0031】
本発明の太陽電池セル3は、公知の真空ラミネーターを使用して製造することができる。即ち、真空ラミネーターに、モジュール基板、第1の封止樹脂シート、タブ線が接続又は仮貼りされた太陽電池セル、第2の封止樹脂シート及び保護シートが積層されてなる積層体を投入し、該積層体を真空ラミネート処理で一括一体化することにより、図1に示す本発明の太陽電池モジュールを製造することができる。ここで、タブ線が接続された太陽電池セルとは、例えば、真空ラミネート処理に投入する前に、既に太陽電池セルにハンダや導電性接着剤によりタブ線が強固に接続した状態のものであり、タブ線が仮貼りされた太陽電池セルとは、例えば、導電性接着剤の粘着力より常温で貼り直しが可能な程度にタブ線が貼り付いた状態のものを意味している。また、タブ線と導電性接着剤とは予め一体形成され、リール形状の積層体としてもよい。
【0032】
本発明で使用できる真空ラミネーターの一例を以下に説明する。図2に示すように、真空ラミネーター10は、ラミネート処理空間を形成するための、ステンレススチールなどの金属製の本体11と、その本体11上に被せてラミネート処理空間を密封するシリコーンラバーシートなどの柔軟性蓋体12とから構成されている。本体11は、その外周壁11aの内側に傾斜面11bが形成されており、減圧時にはこの傾斜面11bに柔軟性蓋体12が沿って変形する。また、本体11には、減圧装置には、排気口11cが設けられており、この排気口11cは真空ポンプ(図示せず)に接続されている。
【0033】
次に、真空ラミネート処理について、図3を用いて具体的に説明する。
【0034】
まず、真空ラミネーター10の本体11の内底に剥離シート13を敷き、その上にモジュール基板1、第1の封止樹脂シート2′、受光面に設けられた表面電極にタブ線が接続又は仮貼りされた太陽電池セル3、第2の封止樹脂シート4′及び保護シート5を位置合わせして積層する。その積層体の上に別な剥離シート14を載せ、更に柔軟性蓋体12を被せる。この場合、第2の封止樹脂シート4′及び保護シート5に代えて、前述した太陽電池モジュール用保護層付き封止樹脂シートを使用することができる。
【0035】
次に、真空ラミネーター10を加熱炉(図示せず)に投入して封止樹脂が軟化乃至溶融する温度に加熱しながら、排気口11cからラミネート処理空間内を真空引きする。これにより、柔軟性蓋体12が積層体を加圧し、真空ラミネート処理が達成され、太陽電池モジュールが得られる。この真空ラミネート処理の際、仮貼りされたタブ線は本接続される。
【実施例】
【0036】
以下、発明を実施例により具体的に説明する。
【0037】
実施例1〜6及び比較例1〜5
(1)封止樹脂シートの作成
熱可塑性エステルポリオールポリウレタン樹脂(エラストランETHD95A、BASFジャパン(株))、非ハロゲン系難燃剤を含有する難燃性の熱可塑性エーテルポリオールポリウレタン樹脂(ポリウレタン樹脂A:エラストラン1175A−10W、BASFジャパン(株))、ホットメルト接着剤となる熱可塑性エーテルポリオールポリウレタン樹脂(ポリウレタン樹脂B:エラストランET−370、BASFジャパン(株))、エポキシ系シランカップリング剤(KBM−403、信越化学工業(株))、及び加水分解安定剤(KE9463、ライトケミカルジャパン(株))を、表1に記載の配合量でテトラヒドロフランを用いて溶解してブレンドし、キャスト法により0.4mm厚の封止樹脂シートを作成した。なお、比較例5では、第1及び第2の封止樹脂シートとして、厚さ0.5mmのEVA樹脂シートを使用した。
【0038】
(2)太陽電池モジュールの作成
真空ラミネーター(1016S、日清紡メカトロニクス(株))内に、厚さ3mmのガラスモジュール基板を配置し、その上に、順次、上述の(1)で作成した封止樹脂シート、受光面にアルミニウム表面電極にハンダ被覆銅タブ線がエポキシ系熱硬化性導電接着剤で仮貼りされた厚さ180μmの太陽電池セル(多結晶Siセル:IM12525、Motech(株))、上述の(1)で作成した封止樹脂シート、及び厚さ230μmのポリエステル保護シート(BS−SP、凸版印刷(株))を積層し、150℃の加熱炉中で0.1MPaの圧力が積層体に付加されるように真空ラミネート処理を5分間行うことにより、太陽電池モジュールを作成した。
【0039】
実施例7
(a)保護層付き封止樹脂シートの作成
接着層が片面に形成されたポリエステル保護シート(BS−SP、凸版印刷(株))上に、実施例4と同様にブレンドポリマーを押出成形することにより、保護層付きの封止樹脂シートを作成した。
【0040】
(b)太陽電池モジュールの作成
太陽電池セル上に実施例1の(1)の封止樹脂シートと保護シートを積層することに代えて、上述の(a)の保護層付き封止樹脂シートを積層すること以外、実施例1と同様にして太陽電池モジュールを作成した。
【0041】
実施例8
実施例1の第1の封止樹脂シートに代えて、比較例1で使用したEVA樹脂シートを使用すること以外は、実施例1と同様にして太陽電池モジュールを作成した。
【0042】
<評価>
(封止性)
実施例1〜6、8、比較例1〜5の封止樹脂シートの作成の際に、実施例7と同様の操作により保護層付きの封止樹脂シートを作成しておいた。それとは別に、50mm×100mmの白板ガラスに厚さ0.3mmで長さ100mmの真っ直ぐなTAB線を、短手の辺を横切るように、その先端が白板ガラスの中央に位置するように置き、そのTAB線上に、保護層付き封止樹脂シートをのせ、保護層側から150℃で100KPaの圧力で真空ラミネート処理を5分間行うことにより封止性評価試験サンプルを作成した。白板ガラス側からTAB線を観察し、TAB線の近傍に気泡が見られない場合を「A」と判断し、見られるが実用上問題の無い場合を「B」と判断し、実用上問題のある場合を「C」と評価した。得られた結果は、対応する実施例1〜8及び比較例1〜5の封止樹脂シートの封止性の評価結果と同視できるので、それらの評価結果として表1に示す。
【0043】
(接着力)
実施例1〜8及び比較例1〜5で得られた太陽電池モジュールを、真空ラミネート後および温度85℃、湿度85%の環境下で1000時間保存した後に、ガラスモジュール基板に対する接着力を、JIS−K6854−2に準じ、50mm/分の剥離速度で180度剥離試験を行い、接着力を測定した。得られた結果を表1に示す。実用上、20N/cm以上であることが望ましい。
【0044】
(耐腐食性)
実施例1〜8及び比較例1〜5で得られた太陽電池モジュールを、温度85℃、湿度85%の環境下で1000時間保存した後に、太陽電池モジュールのアルミニウム表面電極に腐食(変色)が生じたか否かを光学顕微鏡にて目視観察した。得られた結果を表1に示す。
【0045】
(耐燃焼性)
実施例1〜8及び比較例1〜5で得た封止樹脂シートを、幅13mm、長さ125mmに切り出し、UL規格94に準じ、10秒間接火という条件で燃焼するか否かを観察した。得られた結果を表1に示す。
【0046】
(耐水蒸気透過性)
実施例3〜8で得られた封止樹脂シートを、40℃、90%Rh環境下での水蒸気透過性をJIS Z0208に従って測定した。得られた結果を表1に示す。水蒸気透過性が300g/m2・day未満であれば良好「G」と評価した。得られた結果を表1に示す。
【0047】
【表1】

【0048】
表1からわかるように、第1及び第2の封止樹脂層の封止樹脂として、エステルポリオールポリウレタンとエーテルポリオールポリウレタンとを1:1〜9の質量比で含有し、しかも熱可塑性エーテルポリオールポリウレタン樹脂として、難燃性のポリウレタン樹脂A、ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有するブレンドポリマーを使用した実施例1〜8の太陽電池モジュールは、封止性に優れ、温度85℃、湿度85%の環境下で1000時間保存した後でも、接着力の低下が抑制され、腐食も生じなかった。また、耐燃焼性も良好であった。また、実施例3〜8の封止樹脂シートの耐水蒸気透過性も好ましい結果であった。なお、実施例1及び2の封止樹脂シートについては、耐水蒸気透過性評価試験を行っていないが、実施例3の封止樹脂シートと同様の結果であることが期待できる。
【0049】
なお、受光面側の封止樹脂層としてEVA樹脂層を使用した以外、実施例4と同様にして作成した太陽電池モジュールについても良好な結果であったことから、少なくとも保護シート側の封止樹脂層について、本発明で使用する特定のブレンドポリマーを使用すればよいことがわかった。
【0050】
それに対し、比較例1及び2の太陽電池モジュールは、封止樹脂として使用したブレンドポリマーの熱可塑性エーテルポリオールポリウレタン樹脂の構成成分として、難燃性のポリウレタン樹脂Aを使用していないため、耐燃焼性に問題があった。また、熱可塑性エーテルポリオールポリウレタン樹脂に対する熱可塑性エステルポリオールポリウレタン樹脂の質量比が、1/9未満である比較例3の太陽電池モジュールは、封止樹脂の接着力は不十分なものであった。なお、EVAを封止樹脂として使用した比較例5の太陽電池モジュールは、耐腐食性と耐燃焼性とに問題があった。
【産業上の利用可能性】
【0051】
本発明の太陽電池モジュールは、封止樹脂として、良好な封止性と、良好な接着力と、加水分解し難さ(換言すれば、電極の腐食を実質的に抑制する性質)と、良好な耐燃焼性と、耐水蒸気透過性とを示す、所定のブレンド比の熱可塑性エステルポリオールポリウレタン樹脂と特定の2種類の熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーを使用する。従って、本発明の太陽電池モジュールは、封止性・耐水蒸気透過性に優れ、初期の性能を長期に亘り維持することができ、しかも良好な耐燃焼性を示す太陽電離モジュールとして有用である。
【符号の説明】
【0052】
1 モジュール基板
2 第1の封止樹脂層
2′ 第1の封止樹脂シート
3 太陽電池セル
4 第2の封止樹脂層
4′ 第2の封止樹脂シート
5 保護シート
6 タブ線
10 真空ラミネーター
11 本体
11a 外周壁
11b 傾斜面
11c 排気口
12 柔軟性蓋体
13 剥離シート
14 別な剥離シート
【技術分野】
【0001】
本発明は、太陽電池モジュール及びその製造方法に関する。
【背景技術】
【0002】
太陽電池モジュールとして、受光面の表面電極にリード線が予め貼り付けられている太陽電池セルの両面に封止接着剤シートを配し、更にガラス基板と保護シート(即ち、バックシート)とで挟み込んで真空ラミネート処理したものが提案されている(特許文献1)。このような太陽電池モジュールの封止樹脂シートとしては、封止性、透明性、柔軟性、接着性、引張強度、耐候性に優れているエチレン酢酸ビニル樹脂(EVA樹脂)に、架橋剤、紫外線吸収剤等を配合してシート化したものが広く使用されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−311571号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、太陽電池モジュールは、屋外で日光や風雨に晒されるという過酷な環境の中で長期に亘り使用されるため、封止樹脂が水蒸気を透過させてしまう場合や、封止樹脂の接着力の低下により保護シート側から微量の水分がモジュール内部へ侵入する場合があり、これらの場合、一部のエチレン酢酸ビニル樹脂が加水分解して酸を発生し、発生した酸が太陽電池モジュールの電極を腐食させ、結果的に太陽電池モジュールの性能が低下するという問題があった。また、EVA樹脂は燃焼し易い樹脂であるため、太陽電池モジュールに使用する封止樹脂に対しては、良好な耐燃焼性を示すことも求められている。
【0005】
本発明は、上述の従来の課題を解決しようとするものであり、封止性のみならず耐水蒸気透過性に優れていることはもちろん、日光や風雨に晒されるというような過酷な環境の中で長期に亘り使用しても、使用する封止樹脂の接着力の低下が抑制され、電極の腐食を生じさせず、しかも良好な耐燃焼性を示す太陽電池モジュールを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、太陽電池モジュールの封止樹脂として従来より使用されているEVA樹脂に代わる、良好な封止性・接着力・耐水蒸気透過性を示すとともに、加水分解し難さと耐燃焼性とを示す樹脂を探索した。その結果、(a)接着力が比較的強いが加水分解性が比較的高いエステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂と、接着力が比較的弱いが加水分解性が比較的低いエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーの特性が、それぞれの好ましい特性(即ち、良好な封止性・接着性、と加水分解のし難さ)が強く反映したものとなり、他方、好ましくない特性は軽減したものとなること、そして(b)そのようなブレンドポリマーを太陽電池モジュールの封止樹脂として使用するにあたり、熱可塑性エステルポリオールウレタン樹脂と併用すべき熱可塑性エーテルポリオールポリウレタン樹脂として、2種類の特定のポリウレタン樹脂、即ち、比較的難燃性に優れている熱可塑性ポリエーテルポリオールポリウレタン樹脂と、比較的接着力に優れている熱可塑性エーテルポリオールポリウレタン樹脂とを併用することにより、上述の本発明の目的を達成できること、を見出し本発明を完成させるに至った。
【0007】
即ち、本発明は、モジュール基板、第1の封止樹脂層、タブ線が接続されている太陽電池セル、第2の封止樹脂層及び保護シートが積層されてなる太陽電池モジュールにおいて、
該第1の封止樹脂層および/または該第2の封止樹脂層が、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成されており、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、
該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有することを特徴とする太陽電池モジュールを提供する。
【0008】
また、本発明は、真空ラミネーターに、モジュール基板、第1の封止樹脂シート、タブ線が接続又は仮貼りされた太陽電池セル、第2の封止樹脂シート及び保護シートが積層されてなる積層体を投入し、該積層体を真空ラミネート処理により一括一体化することにより請求項1記載の太陽電池モジュールを製造する方法であって、
第1の封止樹脂シートおよび/または第2の封止樹脂シートとして、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された封止樹脂シートであって、該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する封止樹脂シートを使用することを特徴とする製造方法を提供する。
【0009】
更に、本発明は、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された太陽電池モジュール用封止樹脂シートであって、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有していることを特徴とする太陽電池モジュール用封止樹脂シートを提供する。
【0010】
また、本発明は、保護シート上に、上述の本発明の太陽電池モジュール用封止樹脂シートが積層されていることを特徴とする太陽電池モジュール用保護層付き封止樹脂シートを提供する。
【発明の効果】
【0011】
本発明の太陽電池モジュールは、第1の封止樹脂および/または第2の封止樹脂層として、所定のブレンド比の熱可塑性ポリエステルポリオールポリウレタン樹脂と特定の2種累の熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーをシート化したものを使用する。この結果、本発明の太陽電池モジュールは、その初期の性能を長期にわたり維持することができ、しかも良好な封止性、接着力、耐腐食性、耐燃焼性並びに耐水蒸気透過性を示す。第1の封止樹脂層も第2の封止樹脂層と同じ材料から構成することにより、本発明の太陽電池モジュールは、その初期の性能をより長期に亘り維持することができ、しかもより良好な耐燃焼性を示す。
【0012】
また、本発明の製造方法によれば、真空ラミネーター処理により、所定のブレンド比の熱可塑性ポリエステルポリオールポリウレタン樹脂と特定の2種類の熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーをシート化した太陽電池セル用封止樹脂シートを、少なくとも第1および/または第2の封止樹脂層を作成するために使用する。従って、真空ラミネーター処理により、一括で一体化した太陽電池モジュールを高い生産性で製造することができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の太陽電池モジュールの概略断面図である。
【図2】図2は、太陽電池モジュールの製造に使用する真空ラミネーターの本体から柔軟性蓋体を外した概略断面図である。
【図3】図3は、真空ラミネーターで行う真空ラミネート処理の説明図である。
【発明を実施するための形態】
【0014】
本発明の太陽電池モジュールを、図1を参照しながら説明する。
【0015】
本発明の太陽電池モジュールは、その概略断面図(図1)に示すように、モジュール基板1上に、第1の封止樹脂層2、真空ラミネーター10の外部への導通を取るためのタブ線6が接続された太陽電池セル3、第2の封止樹脂層4、保護シート5が順次積層された構造を有する。また、タブ線6は、太陽電池セル3のモジュール基板1側(即ち、受光面)の表面電極に接続されているが、好ましくは、導電接着剤(図示せず)により接続されていることが生産性向上や応力緩和のために好ましい。なお、このような層構成自体は、従来の太陽電池モジュールの構成と基本的に同一である。
【0016】
本発明の太陽電池モジュールの特徴は、第1の封止樹脂層2および/または第2の封止樹脂層4が、エステル系ポリオールユニットを有する熱可塑性ポリウレタン樹脂(即ち、熱可塑性エステルポリオールポリウレタン樹脂)とエーテル系ポリオールユニットを有する熱可塑性ポリウレタン樹脂(即ち、熱可塑性エーテルポリオールポリウレタン樹脂)とのブレンドポリマーから形成されていることである。このようなブレンドポリマーを使用することにより、良好な接着力と加水分解し難さを第1の封止樹脂層2および/または第2の封止樹脂層4に付与することができる。しかも、太陽電池モジュールにUL規格94の難燃性を付与することができる。ここで、少なくとも第2の封止樹脂層4を特定のブレンドポリマーから構成することが好ましい。これは、太陽電池モジュールへの水分侵入が主として保護シート側から生じているからである。
【0017】
ここで、エステル系ポリオールユニットの具体例としては、エステル骨格(−COO−)を有するポリオールユニットなどが挙げられる。
【0018】
また、エーテル系ポリオールユニットの具体例としては、ポリエチレンオキサイドからなるポリエーテル鎖(−CH2CH2O−)を有するポリオールユニットなどが挙げられる。
【0019】
熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比は、前者が少なすぎると接着力が弱くなり、多すぎると加水分解し易くなり、表面電極に腐食が生じ易く、また、接着力の劣化も生じ易くなるので、10:90〜50:50、好ましくは30:70〜50:50である。
【0020】
また、本発明においては、熱可塑性エーテルポリオールポリウレタン樹脂は、難燃性の熱可塑性エーテルポリオールポリウレタン樹脂A(単にポリウレタン樹脂Aと称することがある)と、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れている熱可塑性エーテルポリオールポリウレタン樹脂B(単にポリウレタン樹脂Bと称することがある)とを含有している。このように異なる2種類のポリウレタン樹脂を使用することにより、封止樹脂の接着力と耐燃焼性とをより向上させることができる。
【0021】
ポリウレタン樹脂Aの難燃性のレベルは、好ましくは、UL規格94に準じ、10秒間接火という条件で燃焼しないというレベルである。このような難燃性をポリウレタン樹脂Aに付与する手法としては、公知の難燃剤、好ましくは非ハロゲン系難燃剤を、ポリウレタン樹脂Aに配合することが挙げられる。非ハロゲン系難燃剤の具体例としては、リン、ポリリン酸アンモニウム、メラミンシアヌレート等が挙げられる。なお、このような難燃剤を配合すると、接着力が低下する傾向があるので、耐燃焼性と接着力とのバランスを考慮して、難燃剤の配合量を決定することが好ましい。
【0022】
ポリウレタン樹脂Bは、難燃性がポリウレタン樹脂Aよりは難燃性が低いが、接着性に優れているものである。ポリウレタン樹脂Bの接着性のレベルは、JIS−K6854−2に準じ、50mm/分の剥離速度で180度剥離試験を行った場合に、好ましくは20N/cm以上の接着力を示すレベルである。なお、初期の接着力が得られるのであれば、ポリウレタン樹脂Bに難燃剤を配合してもよい。
【0023】
このような、ポリウレタン樹脂Aとポリウレタン樹脂Bとのブレンド質量比は、前者が多すぎると(相対的に後者が少なすぎると)接着力が低下する傾向があり、前者が少なすぎると(相対的に後者が多すぎると)難燃性が低下する傾向があるので、好ましくは30:20〜30:60、より好ましくは30:20〜30:40である。
【0024】
上述の熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーには、必要に応じて、他の熱可塑性樹脂、シランカップリング剤、架橋剤、酸化防止剤などを含有させることができる。
【0025】
第2の封止樹脂層の層厚は、太陽電池セル3のサイズにより異なるが、通常0.1〜0.6mm、好ましくは0.2〜0.5mmである。
【0026】
なお、本発明において第2の封止樹脂層が上述した特定のブレンドポリマーから形成されている場合には、第1の封止樹脂層は、従来と同様にEVA樹脂であってもよいが、第2の封止樹脂層と同様の特定のブレンドポリマーから形成することが好ましい。これにより、より良好な接着力と加水分解し難さとを第1の封止樹脂層2にも付与することができる。しかも、太陽電池モジュールにより良好なUL規格94の難燃性を付与することができる。第1の封止樹脂層の層厚は、第2封止樹脂層の層厚と同様とすることができる。
【0027】
太陽電池セル3や保護シート5、タブ線6、導電接着剤としては、従来公知の太陽電池セル、保護シート、タブ線、導電接着剤を使用することができる。
【0028】
例えば、太陽電池セル3としては、単結晶シリコン太陽電池セル、多結晶シリコン太陽電池セル、薄膜シリコン太陽電池セル、HIT太陽電池セル、CIGS系薄膜太陽電池セル等を使用することができる。保護シート5としては、ポリエステル、ポリイミド、ポリアミド等の樹脂シート、ガラス板等を使用することができる。また、タブ線6としては、150μm厚の銅リボンに40μm厚のハンダメッキを施したタブリボン等を使用することができる。導電接着剤としては、従来よりこの種のタブ線の接続に用いられている熱硬化性バインダー樹脂に金属粒子、金属被覆樹脂粒子等の導電粒子を分散させた熱硬化性導電接着剤等を使用することができる。
【0029】
なお、第2の封止樹脂層4乃至第1の封止樹脂層2を形成するためのブレンドポリマー(即ち、熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とを特定のブレンド比でブレンドしたもの)は、通常、シート状に成形して使用に供される。このようなシートは、太陽電池モジュール用封止樹脂シートとして本発明の一態様となる。このような太陽電池モジュール用封止樹脂シートは、溶融ブレンドポリマーを押し出しダイからシート状に押し出すという押出成形法により製造することもできるが、剥離シート上に、トルエン等の有機溶媒により希釈したブレンドポリマーコーティング液を公知のコーティング法により塗布し、乾燥するというキャスト法により製造することができる。太陽電池モジュール用封止樹脂シートの厚みは、使用目的に応じて適宜選択することができる。
【0030】
また、第2の封止樹脂層4と保護シート5とは、太陽電池モジュールの生産性を向上させる等のために、予め一体化しておき、保護層付き封止樹脂シートとして使用することができる。このようなシートも、太陽電池モジュール用保護層付き封止樹脂シートとして本発明の一態様となる。ここで、一体化は公知の技術を利用して行うことができ、押出形成法やキャスト法等により行うことができる。
【0031】
本発明の太陽電池セル3は、公知の真空ラミネーターを使用して製造することができる。即ち、真空ラミネーターに、モジュール基板、第1の封止樹脂シート、タブ線が接続又は仮貼りされた太陽電池セル、第2の封止樹脂シート及び保護シートが積層されてなる積層体を投入し、該積層体を真空ラミネート処理で一括一体化することにより、図1に示す本発明の太陽電池モジュールを製造することができる。ここで、タブ線が接続された太陽電池セルとは、例えば、真空ラミネート処理に投入する前に、既に太陽電池セルにハンダや導電性接着剤によりタブ線が強固に接続した状態のものであり、タブ線が仮貼りされた太陽電池セルとは、例えば、導電性接着剤の粘着力より常温で貼り直しが可能な程度にタブ線が貼り付いた状態のものを意味している。また、タブ線と導電性接着剤とは予め一体形成され、リール形状の積層体としてもよい。
【0032】
本発明で使用できる真空ラミネーターの一例を以下に説明する。図2に示すように、真空ラミネーター10は、ラミネート処理空間を形成するための、ステンレススチールなどの金属製の本体11と、その本体11上に被せてラミネート処理空間を密封するシリコーンラバーシートなどの柔軟性蓋体12とから構成されている。本体11は、その外周壁11aの内側に傾斜面11bが形成されており、減圧時にはこの傾斜面11bに柔軟性蓋体12が沿って変形する。また、本体11には、減圧装置には、排気口11cが設けられており、この排気口11cは真空ポンプ(図示せず)に接続されている。
【0033】
次に、真空ラミネート処理について、図3を用いて具体的に説明する。
【0034】
まず、真空ラミネーター10の本体11の内底に剥離シート13を敷き、その上にモジュール基板1、第1の封止樹脂シート2′、受光面に設けられた表面電極にタブ線が接続又は仮貼りされた太陽電池セル3、第2の封止樹脂シート4′及び保護シート5を位置合わせして積層する。その積層体の上に別な剥離シート14を載せ、更に柔軟性蓋体12を被せる。この場合、第2の封止樹脂シート4′及び保護シート5に代えて、前述した太陽電池モジュール用保護層付き封止樹脂シートを使用することができる。
【0035】
次に、真空ラミネーター10を加熱炉(図示せず)に投入して封止樹脂が軟化乃至溶融する温度に加熱しながら、排気口11cからラミネート処理空間内を真空引きする。これにより、柔軟性蓋体12が積層体を加圧し、真空ラミネート処理が達成され、太陽電池モジュールが得られる。この真空ラミネート処理の際、仮貼りされたタブ線は本接続される。
【実施例】
【0036】
以下、発明を実施例により具体的に説明する。
【0037】
実施例1〜6及び比較例1〜5
(1)封止樹脂シートの作成
熱可塑性エステルポリオールポリウレタン樹脂(エラストランETHD95A、BASFジャパン(株))、非ハロゲン系難燃剤を含有する難燃性の熱可塑性エーテルポリオールポリウレタン樹脂(ポリウレタン樹脂A:エラストラン1175A−10W、BASFジャパン(株))、ホットメルト接着剤となる熱可塑性エーテルポリオールポリウレタン樹脂(ポリウレタン樹脂B:エラストランET−370、BASFジャパン(株))、エポキシ系シランカップリング剤(KBM−403、信越化学工業(株))、及び加水分解安定剤(KE9463、ライトケミカルジャパン(株))を、表1に記載の配合量でテトラヒドロフランを用いて溶解してブレンドし、キャスト法により0.4mm厚の封止樹脂シートを作成した。なお、比較例5では、第1及び第2の封止樹脂シートとして、厚さ0.5mmのEVA樹脂シートを使用した。
【0038】
(2)太陽電池モジュールの作成
真空ラミネーター(1016S、日清紡メカトロニクス(株))内に、厚さ3mmのガラスモジュール基板を配置し、その上に、順次、上述の(1)で作成した封止樹脂シート、受光面にアルミニウム表面電極にハンダ被覆銅タブ線がエポキシ系熱硬化性導電接着剤で仮貼りされた厚さ180μmの太陽電池セル(多結晶Siセル:IM12525、Motech(株))、上述の(1)で作成した封止樹脂シート、及び厚さ230μmのポリエステル保護シート(BS−SP、凸版印刷(株))を積層し、150℃の加熱炉中で0.1MPaの圧力が積層体に付加されるように真空ラミネート処理を5分間行うことにより、太陽電池モジュールを作成した。
【0039】
実施例7
(a)保護層付き封止樹脂シートの作成
接着層が片面に形成されたポリエステル保護シート(BS−SP、凸版印刷(株))上に、実施例4と同様にブレンドポリマーを押出成形することにより、保護層付きの封止樹脂シートを作成した。
【0040】
(b)太陽電池モジュールの作成
太陽電池セル上に実施例1の(1)の封止樹脂シートと保護シートを積層することに代えて、上述の(a)の保護層付き封止樹脂シートを積層すること以外、実施例1と同様にして太陽電池モジュールを作成した。
【0041】
実施例8
実施例1の第1の封止樹脂シートに代えて、比較例1で使用したEVA樹脂シートを使用すること以外は、実施例1と同様にして太陽電池モジュールを作成した。
【0042】
<評価>
(封止性)
実施例1〜6、8、比較例1〜5の封止樹脂シートの作成の際に、実施例7と同様の操作により保護層付きの封止樹脂シートを作成しておいた。それとは別に、50mm×100mmの白板ガラスに厚さ0.3mmで長さ100mmの真っ直ぐなTAB線を、短手の辺を横切るように、その先端が白板ガラスの中央に位置するように置き、そのTAB線上に、保護層付き封止樹脂シートをのせ、保護層側から150℃で100KPaの圧力で真空ラミネート処理を5分間行うことにより封止性評価試験サンプルを作成した。白板ガラス側からTAB線を観察し、TAB線の近傍に気泡が見られない場合を「A」と判断し、見られるが実用上問題の無い場合を「B」と判断し、実用上問題のある場合を「C」と評価した。得られた結果は、対応する実施例1〜8及び比較例1〜5の封止樹脂シートの封止性の評価結果と同視できるので、それらの評価結果として表1に示す。
【0043】
(接着力)
実施例1〜8及び比較例1〜5で得られた太陽電池モジュールを、真空ラミネート後および温度85℃、湿度85%の環境下で1000時間保存した後に、ガラスモジュール基板に対する接着力を、JIS−K6854−2に準じ、50mm/分の剥離速度で180度剥離試験を行い、接着力を測定した。得られた結果を表1に示す。実用上、20N/cm以上であることが望ましい。
【0044】
(耐腐食性)
実施例1〜8及び比較例1〜5で得られた太陽電池モジュールを、温度85℃、湿度85%の環境下で1000時間保存した後に、太陽電池モジュールのアルミニウム表面電極に腐食(変色)が生じたか否かを光学顕微鏡にて目視観察した。得られた結果を表1に示す。
【0045】
(耐燃焼性)
実施例1〜8及び比較例1〜5で得た封止樹脂シートを、幅13mm、長さ125mmに切り出し、UL規格94に準じ、10秒間接火という条件で燃焼するか否かを観察した。得られた結果を表1に示す。
【0046】
(耐水蒸気透過性)
実施例3〜8で得られた封止樹脂シートを、40℃、90%Rh環境下での水蒸気透過性をJIS Z0208に従って測定した。得られた結果を表1に示す。水蒸気透過性が300g/m2・day未満であれば良好「G」と評価した。得られた結果を表1に示す。
【0047】
【表1】
【0048】
表1からわかるように、第1及び第2の封止樹脂層の封止樹脂として、エステルポリオールポリウレタンとエーテルポリオールポリウレタンとを1:1〜9の質量比で含有し、しかも熱可塑性エーテルポリオールポリウレタン樹脂として、難燃性のポリウレタン樹脂A、ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有するブレンドポリマーを使用した実施例1〜8の太陽電池モジュールは、封止性に優れ、温度85℃、湿度85%の環境下で1000時間保存した後でも、接着力の低下が抑制され、腐食も生じなかった。また、耐燃焼性も良好であった。また、実施例3〜8の封止樹脂シートの耐水蒸気透過性も好ましい結果であった。なお、実施例1及び2の封止樹脂シートについては、耐水蒸気透過性評価試験を行っていないが、実施例3の封止樹脂シートと同様の結果であることが期待できる。
【0049】
なお、受光面側の封止樹脂層としてEVA樹脂層を使用した以外、実施例4と同様にして作成した太陽電池モジュールについても良好な結果であったことから、少なくとも保護シート側の封止樹脂層について、本発明で使用する特定のブレンドポリマーを使用すればよいことがわかった。
【0050】
それに対し、比較例1及び2の太陽電池モジュールは、封止樹脂として使用したブレンドポリマーの熱可塑性エーテルポリオールポリウレタン樹脂の構成成分として、難燃性のポリウレタン樹脂Aを使用していないため、耐燃焼性に問題があった。また、熱可塑性エーテルポリオールポリウレタン樹脂に対する熱可塑性エステルポリオールポリウレタン樹脂の質量比が、1/9未満である比較例3の太陽電池モジュールは、封止樹脂の接着力は不十分なものであった。なお、EVAを封止樹脂として使用した比較例5の太陽電池モジュールは、耐腐食性と耐燃焼性とに問題があった。
【産業上の利用可能性】
【0051】
本発明の太陽電池モジュールは、封止樹脂として、良好な封止性と、良好な接着力と、加水分解し難さ(換言すれば、電極の腐食を実質的に抑制する性質)と、良好な耐燃焼性と、耐水蒸気透過性とを示す、所定のブレンド比の熱可塑性エステルポリオールポリウレタン樹脂と特定の2種類の熱可塑性エーテルポリオールポリウレタン樹脂とのブレンドポリマーを使用する。従って、本発明の太陽電池モジュールは、封止性・耐水蒸気透過性に優れ、初期の性能を長期に亘り維持することができ、しかも良好な耐燃焼性を示す太陽電離モジュールとして有用である。
【符号の説明】
【0052】
1 モジュール基板
2 第1の封止樹脂層
2′ 第1の封止樹脂シート
3 太陽電池セル
4 第2の封止樹脂層
4′ 第2の封止樹脂シート
5 保護シート
6 タブ線
10 真空ラミネーター
11 本体
11a 外周壁
11b 傾斜面
11c 排気口
12 柔軟性蓋体
13 剥離シート
14 別な剥離シート
【特許請求の範囲】
【請求項1】
モジュール基板、第1の封止樹脂層、タブ線が接続されている太陽電池セル、第2の封止樹脂層及び保護シートが積層されてなる太陽電池モジュールにおいて、
該第1の封止樹脂層および/または該第2の封止樹脂層が、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成されており、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、
該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する
ことを特徴とする太陽電池モジュール。
【請求項2】
該ポリウレタン樹脂Aと該ポリウレタン樹脂Bとのブレンド質量比が、30:20〜30:60である請求項1記載の太陽電池モジュール。
【請求項3】
該ポリウレタン樹脂Aが、非ハロゲン系難燃剤を含有する請求項1又は2記載の態様電池モジュール。
【請求項4】
第2の封止樹脂層及び保護シートが、予め一体化されている保護層付き封止樹脂シートである請求項1又は2記載の太陽電池モジュール。
【請求項5】
太陽電池セルの受光面に設けられた表面電極にタブ線が導電性接着剤により接合されている請求項1〜3のいずれかに記載の太陽電池モジュール。
【請求項6】
真空ラミネーターに、モジュール基板、第1の封止樹脂シート、タブ線が接続又は仮貼りされた太陽電池セル、第2の封止樹脂シート及び保護シートが積層されてなる積層体を投入し、該積層体を真空ラミネート処理により一括一体化することにより請求項1記載の太陽電池モジュールを製造する方法であって、
第1の封止樹脂シートおよび/または第2の封止樹脂シートとして、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された封止樹脂シートであって、該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する封止樹脂シートを使用することを特徴とする製造方法。
【請求項7】
第2の封止樹脂シート及び保護シートとして、予め一体化されている保護層付き封止樹脂シートを使用する請求項6記載の製造方法。
【請求項8】
エステル系ポリオールユニットを有する熱可塑性ポリエステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性ポリエーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された太陽電池モジュール用封止樹脂シートであって、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有していることを特徴とする太陽電池モジュール用封止樹脂シート。
【請求項9】
保護シート上に、請求項8記載の太陽電池モジュール用封止樹脂シートが積層されていることを特徴とする太陽電池モジュール用保護層付き封止樹脂シート。
【請求項1】
モジュール基板、第1の封止樹脂層、タブ線が接続されている太陽電池セル、第2の封止樹脂層及び保護シートが積層されてなる太陽電池モジュールにおいて、
該第1の封止樹脂層および/または該第2の封止樹脂層が、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成されており、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、
該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する
ことを特徴とする太陽電池モジュール。
【請求項2】
該ポリウレタン樹脂Aと該ポリウレタン樹脂Bとのブレンド質量比が、30:20〜30:60である請求項1記載の太陽電池モジュール。
【請求項3】
該ポリウレタン樹脂Aが、非ハロゲン系難燃剤を含有する請求項1又は2記載の態様電池モジュール。
【請求項4】
第2の封止樹脂層及び保護シートが、予め一体化されている保護層付き封止樹脂シートである請求項1又は2記載の太陽電池モジュール。
【請求項5】
太陽電池セルの受光面に設けられた表面電極にタブ線が導電性接着剤により接合されている請求項1〜3のいずれかに記載の太陽電池モジュール。
【請求項6】
真空ラミネーターに、モジュール基板、第1の封止樹脂シート、タブ線が接続又は仮貼りされた太陽電池セル、第2の封止樹脂シート及び保護シートが積層されてなる積層体を投入し、該積層体を真空ラミネート処理により一括一体化することにより請求項1記載の太陽電池モジュールを製造する方法であって、
第1の封止樹脂シートおよび/または第2の封止樹脂シートとして、エステル系ポリオールユニットを有する熱可塑性エステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性エーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された封止樹脂シートであって、該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有する封止樹脂シートを使用することを特徴とする製造方法。
【請求項7】
第2の封止樹脂シート及び保護シートとして、予め一体化されている保護層付き封止樹脂シートを使用する請求項6記載の製造方法。
【請求項8】
エステル系ポリオールユニットを有する熱可塑性ポリエステルポリオールポリウレタン樹脂とエーテル系ポリオールユニットを有する熱可塑性ポリエーテルポリオールポリウレタン樹脂からなるブレンドポリマーから形成された太陽電池モジュール用封止樹脂シートであって、
該ブレンドポリマーにおける熱可塑性エステルポリオールポリウレタン樹脂と熱可塑性エーテルポリオールポリウレタン樹脂とのブレンド質量比が10:90〜50:50であり、該熱可塑性エーテルポリオールポリウレタン樹脂が、難燃性のポリウレタン樹脂Aと、該ポリウレタン樹脂Aよりも難燃性が低いが接着性に優れているポリウレタン樹脂Bとを含有していることを特徴とする太陽電池モジュール用封止樹脂シート。
【請求項9】
保護シート上に、請求項8記載の太陽電池モジュール用封止樹脂シートが積層されていることを特徴とする太陽電池モジュール用保護層付き封止樹脂シート。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−33635(P2012−33635A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−170918(P2010−170918)
【出願日】平成22年7月29日(2010.7.29)
【出願人】(000108410)ソニーケミカル&インフォメーションデバイス株式会社 (595)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月29日(2010.7.29)
【出願人】(000108410)ソニーケミカル&インフォメーションデバイス株式会社 (595)
【Fターム(参考)】
[ Back to top ]