
太陽電池モジュール用バックシート、及び積層体
【課題】軽量性・薄肉性、耐久性・耐候性、ガスバリア性等に優れた太陽電池モジュール用バックシート、及び、該バックシートに用いるのに適した積層体を提供すること。
【解決手段】太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、ポリエーテルエーテルケトンを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備え、要すればさらにバリア層Xを備える前記太陽電池モジュール用バックシート、及び、太陽電池モジュール用バックシートに使用する積層体。
【解決手段】太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、ポリエーテルエーテルケトンを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備え、要すればさらにバリア層Xを備える前記太陽電池モジュール用バックシート、及び、太陽電池モジュール用バックシートに使用する積層体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池モジュール用バックシート、及び、太陽電池モジュール用バックシートに使用する積層体に関する。
【背景技術】
【0002】
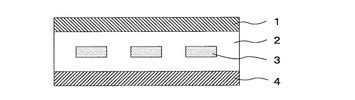
太陽電池は、太陽光を直接電気エネルギーに変換する発電装置である。太陽電池の代表的なモジュールは、表面保護材、封止材、太陽電池セル、裏面保護材(以下、「バックシート」ということがある。)、及びフレームから構成されている。図1に示すように、太陽電池モジュールの主要な構成要素は、表面保護材1、封止材2、太陽電池セル3、及び裏面保護材(バックシート)4からなる。複数の太陽電池セル3を配線(図示せず)により直列に接続し、太陽電池モジュールを構成する。太陽電池モジュールの端部または周縁部には、フレーム(図示せず)が配置されている。複数の太陽電池セルを配列して接続し、表面保護材、封止材、及び裏面保護材を用いてパッケージにしたものを太陽電池モジュールという。複数の太陽電池モジュールを連結したものを太陽電池アレイという。
【0003】
太陽電池モジュール(アレイを含む)は、一般に屋外に設置され、その後、長期間にわたって稼動状態が維持される。太陽電池モジュールが屋外で長期間にわたって満足に稼動するには、苛酷な環境下で優れた耐久性を有する必要がある。このため、太陽電池モジュールの表面保護材、封止材、及び裏面保護材には、該太陽電池モジュールを取り巻く苛酷な自然環境下で長期間にわたって太陽電池セルを保護する機能を有することが求められている。
【0004】
太陽電池モジュール用バックシートは、太陽電池セルと反対側の表面(最外面)が屋外に直接暴露される一方、太陽電池セル側の表面(封止材との隣接面)が各太陽電池セルの間隙や各太陽電池モジュールの間隙で太陽光に曝される。このため、太陽電池用バックシートには、耐光性、耐候性、耐熱性、耐湿性、水蒸気や酸素バリア性、電気絶縁性、耐電圧性、機械的特性、耐薬品性、耐塩性、防汚性、封止材との接着性などの諸特性に優れることが求められている。
【0005】
表面保護材1としては、例えば、強化ガラス板、透明プラスチック板、透明プラスチックフィルムが用いられている。
【0006】
封止材2としては、エチレン−酢酸ビニル共重合体(EVA)が汎用されている。封止材としてEVAを用いる場合、EVAは、通常シートとして供給される。太陽電池セルを2枚のEVAシートで挟んで、加熱加圧することにより、太陽電池セルをEVAで封止することができる。EVAシートは、裏面保護材を形成する樹脂フィルムまたはシートと複合化して供給することもできる。
【0007】
フレームとしては、例えば、軽量で耐環境性に優れるアルミニウムが汎用されている。
【0008】
裏面保護材(太陽電池モジュール用バックシート)4としては、例えば、一般に、単層または多層のプラスチックフィルム、プラスチック板、強化ガラス板、金属板、プラスチックフィルムと金属板との複合体、プラスチックフィルムと金属箔との複合体などが用いられている。金属板としては、その表面に合成樹脂塗膜を形成したものも用いられている。
【0009】
プラスチックフィルムとしては、太陽電池モジュール用バックシートに求められる強度、耐光性、耐候性、耐熱性、防汚性などの諸特性を満足させる観点から、ポリフッ化ビニリデン(以下、「PVDF」ということがある。)やポリフッ化ビニル(以下、「PVF」ということがある。)等のフッ素樹脂フィルム、ポリエチレンテレフタレート(以下、「PET」ということがある。)フィルム、及びこれらの複合フィルムが好ましく使用されている。特に、高いガスバリア性、耐水性及び耐候性、絶縁性、難燃性などの特性に優れたフッ素樹脂フィルムが最外層として用いられている(特許文献1〜3等を参照)。
【0010】
太陽電池モジュールにおいて、内部に水蒸気、酸素ガス等が侵入すると、封止材の剥離及び変色、配線の腐食、太陽電池セルの機能低下等を招くおそれがある。このため、太陽電池モジュール用バックシートには、強度、耐候性、耐熱性等の基本性能に加えて、水蒸気、酸素ガス等に対するガスバリア性が要求されることがある。アルミニウム箔等の金属箔や、アルミニウム等の金属の蒸着層または酸化シリコン、酸化アルミニウム、酸化チタン等の無機酸化物の蒸着層からなるバリア層Xを、挟みまたは積層した構造の太陽電池モジュール用バックシートが用いられている。太陽電池モジュールは、20〜30年の長期間に亘って使用されるものであることから、更なるガスバリア性が求められている。
【0011】
また、太陽電池モジュール用バックシートには、上記諸特性に優れることに加えて、その太陽電池セル側の表面の外観が美麗であること、さらには、該バックシートに入射した太陽光を効率的に反射する機能を有することが求められることがある。各太陽電池セルの間隙を透過した入射光をバックシートにより効率的に反射することができれば、反射光により太陽電池セルの電力変換効率が向上する。
【0012】
このため、着色剤を配合した太陽電池モジュール用バックシートが知られており、色調と隠蔽力に優れる酸化チタン等の無機白色顔料を配合した白色樹脂フィルム(特許文献4参照)や、カーボンブラック等の黒色顔料や暗色系の色に着色したフィルム(特許文献5参照)を使用することが知られている。
【0013】
さらに、太陽電池は近年、自動車等の車両や携帯電話機の電源(特許文献6及び7参照)として利用されることが広がり、いっそうの軽量化・薄肉化や小型化とともに耐久性の要請も強まっている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開平11−186575号公報
【特許文献2】特開2002−134771号公報
【特許文献3】特開2000−138387号公報
【特許文献4】特開2002−100788号公報
【特許文献5】特開2007−128943号公報
【特許文献6】特開平11−28991号公報
【特許文献7】特開2001−327098号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、軽量性・薄肉性、耐久性・耐候性、ガスバリア性等に優れた太陽電池モジュール用バックシート、及び、該バックシートに使用するのに適した積層体を提供することにある。
【課題を解決するための手段】
【0016】
本発明者らは、上記の課題を解決することについて鋭意研究した結果、太陽電池モジュール用バックシートにおいて、太陽電池セルから遠い位置に配置する外層として、ポリエーテルエーテルケトンを主成分とする樹脂層Aを備え、太陽電池セルに近い位置に配置する内層として、熱可塑性樹脂を含む樹脂層Bを備えることによって課題を解決できることを見いだし、本発明を完成した。
【0017】
すなわち、本発明によれば、太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層(以下、単に「外層」ということがある。)として備え、熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層(以下、単に「内層」ということがある。)として備えることを特徴とする前記太陽電池モジュール用バックシートが提供される。
【0018】
また、本発明によれば、実施の態様として、以下(1)〜(10)の太陽電池モジュール用バックシートが提供される。
【0019】
(1)樹脂層Bが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む前記の太陽電池モジュール用バックシート。
【0020】
(2)金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xをさらに備える前記の太陽電池モジュール用バックシート。
【0021】
(3)前記金属または無機酸化物の蒸着層の厚みが、10〜500nmである前記の太陽電池モジュール用バックシート。
【0022】
(4)前記樹脂層Aの少なくとも片面に、前記バリア層Xを有する前記の太陽電池モジュール用バックシート。
【0023】
(5)前記樹脂層Aと前記樹脂層Bとの間に、前記バリア層Xを少なくとも片面に有するバリア性樹脂層Cを備える前記の太陽電池モジュール用バックシート。
【0024】
(6)前記バリア性樹脂層Cが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む前記の太陽電池モジュール用バックシート。
【0025】
(7)前記バリア性樹脂層Cが、ポリグリコール酸を含む樹脂層Dと、該樹脂層Dの少なくとも片面に設けた前記バリア層Xと、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種を含む樹脂層Eを有する積層体である前記の太陽電池モジュール用バックシート。
【0026】
(8)前記脂肪族ポリエステルが、ポリグリコール酸である前記の太陽電池モジュール用バックシート。
【0027】
(9)樹脂層Aの厚みが2〜100μmである前記の太陽電池モジュール用バックシート。
【0028】
(10)樹脂層Bが着色剤を含有する前記の太陽電池モジュール用バックシート。
【0029】
さらに、本発明によれば、ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層として備え、熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層として備えることを特徴とする太陽電池モジュール用バックシートに使用する積層体が提供される。
【発明の効果】
【0030】
本発明によれば、太陽電池モジュール用バックシートにおいて、ポリエーテルエーテルケトンを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備えることによって、薄肉・軽量で、強度があり、耐久性・耐候性が良好で、バリア性にも優れた太陽電池モジュール用バックシートが提供できるという効果を奏する。
【0031】
また、前記樹脂層Aと樹脂層Bとの間に、金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xを有することによって、いっそうバリア性が優れた太陽電池モジュール用バックシートを提供できるという効果を奏する。
【0032】
さらに、ポリエーテルエーテルケトンを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備えることによって、薄肉・軽量で、強度があり、耐久性・耐候性が良好で、バリア性にも優れた太陽電池モジュール用バックシートに適する積層体が提供できるという効果を奏する。
【図面の簡単な説明】
【0033】
【図1】図1は、太陽電池モジュールの一例の断面略図である。
【図2】図2は、本発明の太陽電池モジュール用バックシートの一例の断面略図である。
【図3】図3は、本発明の太陽電池モジュール用バックシートの他の一例の断面略図である。
【図4】図4は、本発明の太陽電池モジュール用バックシートのさらに他の一例の断面略図である。
【発明を実施するための形態】
【0034】
本発明の太陽電池モジュール用バックシートは、太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、ポリエーテルエーテルケトン(以下、「PEEK」ということがある。)を主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備える前記太陽電池モジュール用バックシートである。
【0035】
また、本発明の太陽電池モジュール用バックシート用の積層体は、PEEKを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備える。
【0036】
1.ポリエーテルエーテルケトン
本発明において、外層である樹脂層Aの主成分であるPEEKは、特に限定されないが、以下の式(1)
【0037】
【化1】

【0038】
で表わされる構造単位(繰り返し単位) を有する重合体であり、単独重合体であることが好ましい。また、PEEKとしては、上記式(1)で表される構造単位と下記式(2)
【0039】
【化2】
【0040】
(式中、Q及びQ′は、互に同一または異なっていてもよく、−CO−または−SO2−であり、nは、0または1である。)
で表わされる構造単位、及び/または下記式(3)
【0041】
【化3】
【0042】
(式中、Aは、二価の低級脂肪族炭化水素基であり、Q及びQ′は、互に同一または異なっていてもよく、−CO−または−SO2−であり、nは、0または1である。)
で表わされる構造単位を有する共重合体を使用することができる。共重合体中の式(2)及び式(3)で表わされる構造単位の割合は、通常50モル%以下、好ましくは20モル%以下、より好ましくは10モル%以下である。
【0043】
前記PEEKは、それぞれ単独で、あるいは2種類以上を組み合わせて使用することができる。市販品として代表的なものには、ビクトレックス(Victrex)社製の商品名「ビクトレックス(登録商標)PEEK」シリーズが挙げられる。
【0044】
PEEKの製造方法は、特に限定されないが、例えば、ジフェニルスルホン中で、炭酸アルカリ金属、例えば、炭酸カリウム及び/または炭酸ナトリウムの存在下で、4,4'−ジフルオロベンゾフェノンとハイドロキノンを反応させる方法などにより調製することができる。
【0045】
2.樹脂層A
本発明の太陽電池モジュール用バックシートまたは積層体における樹脂層Aは、PEEKを主成分とするフィルム状またはシート状(以下、両者を総称して、単に「フィルム状」ということがある。)のものである。
【0046】
PEEKは、樹脂層Aの主成分となるものであり、樹脂層Aの全成分に対して、通常70質量%以上であり、好ましくは80質量%以上、より好ましくは90質量%以上であり、その上限は、100質量%である。
【0047】
樹脂層Aは、さらに他の熱可塑性樹脂を含有することができる。他の熱可塑性樹脂としては、高温において安定な熱可塑性樹脂が好ましく、具体例としては、例えば、PETやポリブチレンテレフタレート(以下、「PBT」ということがある。)等の熱可塑性ポリエステル;ポリテトラフルオロエチレン、テトラフルオロエチレン/へキサフルオロプロピレン共重合体、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体、ポリクロロトリフルオロエチレン、PVDF、PVF、フッ化ビニリデン/ヘキサフルオロプロピレン共重合体、プロピレン/テトラフルオロエチレン共重合体、フッ化ビニリデン/クロロトリフルオロエチレン共重合体、エチレン/ヘキサフルオロプロピレン共重合体等のフッ素樹脂;ポリフェニレンスルフィド等のポリアリーレンスルフィド;ポリアセタール、ポリスチレン、ポリアミド、ポリカーボネート、ポリフェニレンエーテル、ポリエーテルイミド、ポリアルキルアクリレート、ABS樹脂、ポリ塩化ビニルなどを挙げることができる。これらの熱可塑性樹脂は、それぞれ単独で、あるいは2種以上を組み合わせて使用することができる。
【0048】
樹脂層Aには、本発明の目的を阻害しない範囲内において、必要に応じて、無機フィラー、可塑剤、熱安定剤、光安定剤、防湿剤、防水剤、撥水剤、滑剤、離型剤、カップリング剤、酸素吸収剤、顔料、染料などの各種添加剤を配合させることができる。
【0049】
他の熱可塑性樹脂及び各種添加剤の配合量は、樹脂層Aの全成分を100質量%とした際に、通常30質量%以下、好ましくは20質量%以下、より好ましくは10質量%以下である。
【0050】
樹脂層Aの厚みは、通例2〜100μmであり、好ましくは3〜80μm、より好ましくは4〜50μm、特に好ましくは5〜30μmであり、必要により厚みが6〜20μmの薄肉のものであってもよい。樹脂層Aの厚みが厚すぎるとバックシートの軽量化、薄肉化が困難となるとともに、バックシートの可撓性が不足する。厚みが薄すぎると、本発明のバックシートの強度が不十分となることがある。樹脂層Aが前記の厚みを有すれば、樹脂層Aの機械的特性は、突刺強度が0.4N/μm以上、好ましくは0.45〜1.2N/μm、より好ましくは0.5〜1.0N/μmの範囲であり、弾性率(ヤング率)が1800MPa以上、好ましくは2,000〜5,000MPa、より好ましくは2,300〜4,500MPaの範囲とすることが可能であり、外層である樹脂層Aの突刺強度及び弾性率が優れることにより、接触などによってバックシートの破れ等が生じる懸念がないため、太陽電池セルを長期間にわたって保護できることが期待できる。
【0051】
樹脂層Aの製造方法は、特に制限されないが、PEEKを主成分とする樹脂組成物を該組成物の融点以上の温度で溶融混練した後、ロール間で圧延してフィルム状に成形する方法や、Tダイ等により押出成形する方法が好ましく採用される。
【0052】
3.樹脂層B
本発明の太陽電池モジュール用バックシートまたは積層体における樹脂層Bは、熱可塑性樹脂を含むフィルム状のものである。熱可塑性樹脂の含有量は、70質量%以上であることが好ましく、より好ましくは80質量%以上、さらに好ましくは90質量%以上であり、その上限は、100質量%である。
【0053】
樹脂層Bに含まれる熱可塑性樹脂は、特に限定されず、耐熱性の熱可塑性樹脂が好ましく、具体例としては、例えば、PET、ポリプロピレンテレフタレート、PBT等の芳香族ポリエステル;ポリグリコール酸(以下、「PGA」ということがある。)、ポリ乳酸(以下、「PLA」ということがある。)、ポリカプロラクトン等の脂肪族ポリエステル;ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン;ポリテトラフルオロエチレン、テトラフルオロエチレン/へキサフルオロプロピレン共重合体、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体、ポリクロロトリフルオロエチレン、PVDF、PVF、フッ化ビニリデン/ヘキサフルオロプロピレン共重合体、プロピレン/テトラフルオロエチレン共重合体、フッ化ビニリデン/クロロトリフルオロエチレン共重合体、エチレン/ヘキサフルオロプロピレン共重合体などのフッ素樹脂;ポリフェニレンスルフィドなどのポリアリーレンスルフィド;ポリアセタール、ポリスチレン、ポリアミド、ポリカーボネート、ポリフェニレンエーテル、ポリエーテルイミド、ポリアルキルアクリレート、ABS樹脂、ポリ塩化ビニルなどを挙げることができる。これらの熱可塑性樹脂は、それぞれ単独で、あるいは2種以上を組み合わせて使用することができる。芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種であることが好ましい。
【0054】
[芳香族ポリエステル]
樹脂層Bが、芳香族ポリエステルを含むものである場合には、バックシートの耐熱性、機械的特性及び経時安定性が向上する。
【0055】
樹脂層Bに用いられる芳香族ポリエステルとしては、PET、PBT、ポリプロピレンテレフタレート、及びこれらにイソフタル酸、セバシン酸、ダイマー酸を共重合したポリエステルを単体、または2種以上ブレンドしたものが好適に用いられる。上記のポリエステルの中でも、樹脂層Aとの接着性改善の観点から、共重合ポリエステルが好ましい。また、耐熱性及び経時安定性、ガスバリア性の観点から、樹脂層Bは、PETとPBTとのブレンド物を含むものであることが好ましく、特に、PETとPBTとの質量比を95/5〜5/95とすると、樹脂層Bが延伸フィルムから形成されたものである場合、延伸を70℃以下の温度で行うことが可能となる点で好ましい。PETとPBTとの質量比は、80/20〜10/90であることがより好ましく、60/40〜20/80であることがさらに好ましく、35/65〜45/55であることが特に好ましい。
【0056】
[脂肪族ポリエステル]
樹脂層Bが、PGAやPLAなど脂肪族ポリエステルを含むものである場合には、バックシートの生分解性を高めることができる。特に、PGAを含む場合はバリア性、耐熱性及び強度をさらに高めることができる。また、PLAを含む場合はバックシートの製造時のクラックを防止することができる。
【0057】
樹脂層Bに用いられる脂肪族ポリエステルとしては、PGA、PLA、ポリ3−ヒドロキシブチレート、ポリ3−ヒドロキシブチレート−3−ヒドロキシバリレート、ポリカプロラクトン、またはエチレングリコール、1,4−ブタンジオール等の脂肪族ジオールと、コハク酸、アジピン酸等の脂肪族ジカルボン酸よりなる脂肪族ポリエステルが挙げられる。また、ポリブチレンサクシネート−テレフタレート、ポリブチレンアジペート−テレフタレートなどの脂肪族ポリエステルと芳香族ポリエステルの共重合体も好適に用いることができる。
【0058】
脂肪族ポリエステルの中で、樹脂層Bを形成するために特に好適に用いられるのは、PGAである。
【0059】
PGAは、式−(O・CH2・CO)−で表わされるグリコール酸繰り返し単位を、全モノマー単位を100モル%とした場合に、70モル%以上有し、好ましくは80モル%以上、より好ましくは90モル%以上、さらに好ましくは95モル%以上、特に好ましくは98モル%以上、最も好ましくは99モル%以上有するものであり、その上限は、100モル%である。したがって、PGAは、式−(O・CH2・CO)−で表わされるグリコール酸繰り返し単位のみからなるグリコール酸のホモポリマー(グリコール酸の2分子間環状エステルであるグリコリドの開環重合物を含む)に加えて、上記グリコール酸繰り返し単位を70モル%以上含むPGA共重合体を含むものである。式−(O・CH2・CO)−で表わされる繰り返し単位の含有割合が70モル%未満であると、ガスバリア性、機械的特性、分解性、耐熱性が低下する。該繰り返し単位の含有割合が70モル%以上であれば、その他の成分として少量の共重合成分を導入することにより、PGAの結晶性を制御し、押出温度の低下や延伸性の向上が可能となるとともに、延伸工程での結晶化による粗面化を抑制できる。
【0060】
また、PGAに共重合成分を導入することは、樹脂層Aと樹脂層Bとを積層させる場合に、樹脂層Aと樹脂層Bとの積層界面の接着性を向上させる点や、樹脂層Aと樹脂層Bとを共押出により積層するときの押出温度を近くできる点でも好ましい。
【0061】
上記グリコリド等のグリコール酸モノマーとともに、PGA共重合体を与えるコモノマーとしては、例えば、シュウ酸エチレン(即ち、1,4−ジオキサン−2,3−ジオン)、ラクチド類、ラクトン類、カーボネート類、エーテル類、エーテルエステル類、アミド類などの環状モノマー;乳酸、3−ヒドロキシプロパン酸、3−ヒドロキシブタン酸、4−ヒドロキシブタン酸、6−ヒドロキシカプロン酸などのヒドロキシカルボン酸またはそのアルキルエステル;エチレングリコール、1,4−ブタンジオール等の脂肪族ジオール類と、こはく酸、アジピン酸等の脂肪族ジカルボン酸類またはそのアルキルエステル類との実質的に等モルの混合物;またはこれらの2種以上を挙げることができる。これらの中でも、共重合させやすく、かつ物性に優れた共重合体が得られやすい点で、ラクチド、カプロラクトン、トリメチレンカーボネートなどの環状化合物;乳酸などのヒドロキシカルボン酸などが好ましく用いられる。これらコモノマーは、その重合体を、上記グリコリド等のグリコール酸モノマーとともに、PGA共重合体を与えるための出発原料として用いることもできる。
【0062】
PGAは、グリコール酸の脱水重縮合、グリコール酸アルキルエステルの脱アルコール重縮合、グリコリドの開環重合などにより合成することができる。これらの中でも、グリコリドを少量の触媒(例えば、有機カルボン酸錫、ハロゲン化錫、ハロゲン化アンチモン等のカチオン触媒)の存在下に、約120℃から約250℃の温度に加熱して、開環重合する方法によってPGAを合成する方法が好ましい。
【0063】
したがって、本発明のバックシートの樹脂層Bに含有されるPGAとしては、所望の高分子量ポリマーを効率的に製造するために、グリコリド70〜100モル%及び他の環状モノマー30〜0モル%を開環重合して得られるPGAが好ましい。他の環状モノマーとしては、2分子間の環状モノマーであってもよいし、その他の環状モノマーまたは非環状モノマーとの混合物であってもよいが、本発明のバックシートとするためには、2分子間の環状モノマーが好ましい。
【0064】
すなわち、グリコリドとの共重合成分として使用することができる他の環状モノマーとしては、ラクチドなど他のヒドロキシカルボン酸の2分子間環状エステルの外、ラクトン類(例えば、β−プロピオラクトン、β−ブチロラクトン、ピバロラクトン、γ−ブチロラクトン、δ−バレロラクトン、β−メチル−δ−バレロラクトン、ε−カプロラクトン等)、トリメチレンカーボネート、1,3−ジオキサンなどの環状モノマーを使用することができる。好ましい他の環状モノマーは、他のヒドロキシカルボン酸の2分子間環状エステルであり、ヒドロキシカルボン酸としては、例えば、L−乳酸、D−乳酸、α−ヒドロキシ酪酸、α−ヒドロキシイソ酪酸、α−ヒドロキシ吉草酸、α−ヒドロキシカプロン酸、α−ヒドロキシイソカプロン酸、α−ヒドロキシヘプタン酸、α−ヒドロキシオクタン酸、α−ヒドロキシデカン酸、α−ヒドロキシミリスチン酸、α−ヒドロキシステアリン酸、及びこれらのアルキル置換体などを挙げることができる。特に好ましい他の環状モノマーは、乳酸の2分子間環状エステルであるラクチドであり、L体、D体、ラセミ体、これらの混合物のいずれであってもよい。
【0065】
他の環状モノマーは、好ましくは20モル%以下、より好ましくは10モル%以下、さらに好ましくは5モル%以下、特に好ましくは2モル%以下、最も好ましくは1モル%以下の割合で用いられる。
【0066】
(重量平均分子量(Mw))
本発明のバックシートの樹脂層Bに含有されるPGAの重量平均分子量(Mw)は、25,000〜800,000の範囲内であり、好ましくは50,000〜700,000、より好ましくは80,000〜600,000、さらに好ましくは120,000〜500,000、特に好ましくは150,000〜400,000の範囲内にあるものを選択する。
【0067】
(融点(Tm))
本発明のバックシートの樹脂層Bに含有されるPGAの融点(Tm)は、197〜245℃であり、共重合成分の種類及び含有割合によって調整することができる。好ましくは200〜243℃、より好ましくは、205〜238℃、特に好ましくは210〜235℃である。PGAの単独重合体の融点は、通常220℃程度である。融点が低すぎると、バックシートの樹脂層Bに用いた場合の機械的強度が不十分であったり、成形加工を行う場合の温度管理が難しくなる。融点が高すぎると、加工性が不足したり、バックシートの柔軟性が不足したりすることがある。融点が高すぎると、成形温度や加工温度が高くなるので、PGAやその他の添加成分の熱分解や酸化が生じることがある。
【0068】
(溶融粘度)
PGAの溶融粘度は、270℃、100sec−1において、100〜1,000Pa・sであることが好ましく、より好ましくは200〜600Pa・s、さらに好ましくは250〜550Pa・sである。270℃、100sec−1におけるPGAの溶融粘度が、100Pa・sを下回る場合は、樹脂層Bの主成分であるPGAの分子量が低く、使用中に分解しやすいおそれがある。また、PGAが、1,000Pa・sを上回る溶融粘度を有する場合、ポリマー押出工程において、押出機への負荷や濾圧が高くなる問題が生じたり、後述する樹脂層Aとの共押出による積層が困難になるおそれがある。
【0069】
[ポリオレフィン]
樹脂層Bが、ポリオレフィンを含むものである場合には、バックシートの耐湿性の向上を図ることができるとともに、封止材層として好ましく使用されるEVAとの接着性が向上する。
【0070】
樹脂層Bを形成するポリオレフィンとしては、ポリプロピレン、ポリエチレン、エチレン−プロピレンランダム共重合体、エチレン−プロピレンブロック共重合体、エチレン−プロピレン−ブテンランダム共重合体、及びプロピレン−ブテンランダム共重合体からなる群より選ばれた少なくとも1種以上を好ましく用いることができる。これらのポリオレフィンは、本発明の効果を損なわない範囲で、2種以上併用して用いることもできる。
【0071】
ポリオレフィンはJIS−K7210に則って測定したメルトフローインデックス(MI)で、1〜100g/10分であることが好ましく、2〜80g/10分であることがより好ましく、4〜60g/10分であることがさらに好ましい。かかる範囲であれば適当な結晶性を有し、本発明のバックシートの寸法安定性、耐湿性、表面平滑性が良好となる。MIが1g/10分未満であると、溶融粘度が高すぎて押出成形性が低下しやすくなる。また、MIが100g/10分を超えるとフィルムの機械的特性が大きく低下することがある。また、ポリオレフィンの極限粘度[η]は、1.4〜3.2dl/g、好ましくは1.6〜2.4dl/gである。[η]が1.4dl/g未満であるとフィルムの脆化を招き、3.2dl/gを超えると結晶性が低下する場合がある。
【0072】
[各種添加剤]
樹脂層Bには、必要に応じて、無機フィラー、可塑剤、熱安定剤、光安定剤、防湿剤、防水剤、撥水剤、滑剤、離型剤、カップリング剤、酸素吸収剤など通常配合される各種添加剤を含有させることができる。これらの含有量は、本発明の目的を阻害しない範囲内であり、好ましくは30質量%以下、より好ましくは20質量%以下、さらに好ましくは10質量%以下である。
【0073】
[有色シート層]
樹脂層Bは、太陽電池モジュールの外観の向上や太陽電池セルの電力変換効率を向上させるために、顔料や染料などの着色剤を含有する樹脂組成物からなる有色シート層であってもよい。
【0074】
有色シート層を得るために含有される着色剤としては、樹脂層Bに必要な強度や色調と隠蔽力(光散乱性)を損ねないものであれば、特に制限はない。色調と隠蔽力(光散乱性)が特に優れていることから、ZnO、TiO2、Al2O3・nH2O、[ZnS+BaSO4]、CaSO4・2H2O、BaSO4、CaCO3、2PbCO3・Pb(OH)2等の無機白色顔料や、カーボンブラック等の黒色顔料などを好ましく用いることができる。白色の樹脂層Bとしては、色調と反射特性の向上に寄与することができることから、酸化チタン(TiO2)を含有することが、特に好ましい。着色剤の含有割合は、樹脂層Bに含まれる熱可塑性樹脂100質量部に対して、通常5〜100質量部、好ましくは10〜80質量部、より好ましくは20〜70質量部、特に好ましくは25〜60質量部の範囲内とすることができる。着色剤の含有割合が小さすぎると、太陽電池モジュール用バックシートとして所望される色調と隠蔽力を有する有色シート層を得ることが困難になることがある。着色剤の含有割合が大きすぎると、後述する押出成形法による樹脂層Bの製造が困難になる上、バックシートの機械的特性が低下することがある。
【0075】
[厚み]
樹脂層Bの厚みは、特に限定されないが、通例5〜500μmであり、好ましくは10〜400μm、より好ましくは20〜300μm、特に好ましくは30〜200μmである。樹脂層Bの厚みが厚すぎるとバックシートの軽量化、薄肉化が困難となるとともに、バックシートの可撓性が不足する。樹脂層Bの厚みが薄すぎると、本発明のバックシートの強度が不十分となる。
【0076】
樹脂層Aと樹脂層Bの厚みの比率は、特に限定されないが、好ましくは1/99〜90/10、より好ましくは2/98〜50/50、さらに好ましくは3/97〜20/80、特に好ましくは4/96〜15/85、最も好ましくは5/95〜10/90の比率である。
【0077】
[製造方法]
樹脂層Bの製造方法は、特に制限されないが、熱可塑性樹脂を主成分とする樹脂組成物を該樹脂の融点以上の温度で溶融混練した後、ロール間で圧延してフィルム状に成形する方法や、Tダイ等により押出成形する方法が好ましく採用される。後述するように、樹脂層Aと樹脂層Bとを共押出成形により製造することもできる。
【0078】
4.バリア層X
本発明の太陽電池モジュール用バックシートまたは積層体は、更なるガスバリア性の向上を目的として、金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xをさらに備えるものであることが好ましい。
【0079】
該バリア層Xは、本発明の太陽電池モジュール用バックシートまたは積層体において、前記樹脂層Aと前記樹脂層Bに加えてさらに備えられるものであれば、特に制限はないが、前記樹脂層Aと前記樹脂層Bとの間に前記バリア層Xを少なくとも片面に有するバリア性樹脂層Cを備える太陽電池モジュール用バックシートまたは積層体が特に好ましく使用される。
【0080】
また、前記樹脂層Aの少なくとも片面に該バリア層Xを有する太陽電池モジュール用バックシートまたは積層体が好ましく使用され、前記樹脂層Aの前記樹脂層Bの側の面に該バリア層Xを有する太陽電池モジュール用バックシートまたは積層体がより好ましく使用される。
【0081】
[蒸着層]
前記バリア層Xである金属または無機酸化物からなる蒸着層に用いられる金属または無機酸化物としては、アルミニウム、酸化アルミニウム、酸化珪素、酸化窒化珪素、酸化セリウム、酸化カルシウム、ダイアモンド状炭素膜、またはそれらの混合物などを挙げることができ、アルミニウム、酸化アルミニウム、酸化珪素が、ガスバリア性、生産性の観点より好ましく用いられる。アルミニウムを用いた蒸着層は、経済性、ガスバリア性能に優れていることから好ましく、酸化アルミニウムまたは酸化珪素を用いた蒸着層は、透明性に優れ、コストの点からも好ましい。
【0082】
金属または無機酸化物の蒸着層の形成方法は、特に限定されないが、例えば、前記樹脂層Aの少なくとも片面、または、前記バリア性樹脂層Cを形成する基材樹脂の表面に、真空プロセスによって、蒸着層を形成する。
【0083】
あらかじめ樹脂層Bと樹脂層Aとの積層体を形成し、好ましくは樹脂層Aの表面に、真空プロセスによって、金属または無機酸化物の蒸着層を形成してもよい。
【0084】
真空プロセスは、真空蒸着法、スパッタリング法、イオンプレーティング法、化学気相蒸着法などが適宜用いられ、いずれも限定されない。例えば、無機酸化物の蒸着層を設けるには反応性蒸着法が生産性、コストの点でより好ましく用いられる。
【0085】
真空プロセスでは、蒸着層を形成する樹脂の層の表面(以下、「被蒸着面」という。)をプラズマ処理やコロナ処理することが、ガスバリア性の一層の向上のために好ましい。コロナ処理を施す際の処理強度は5〜50W・min/m2が好ましく、より好ましくは10〜45W・min/m2である。また、金属または無機酸化物からなる蒸着層を設ける前に、プラズマ放電下において核付金属蒸着層を設けることは、蒸着層の密着性向上の観点から好ましい。この場合、プラズマ放電を酸素及び/または窒素ガス雰囲気で行う際には、核付金属として銅を用いることが最も好ましい。
【0086】
反応性蒸着法によって酸化アルミニウムを蒸着させるには、アルミニウム金属やアルミナを抵抗加熱のボート方式やルツボの高周波誘導加熱、電子ビーム加熱方式で蒸発させ、酸化雰囲気下でフィルム上に酸化アルミニウムを堆積させる方式が採用される。酸化雰囲気を形成するための反応性ガスとしては酸素が用いられるが、酸素を主体に水蒸気や希ガスを加えたガスでもよい。さらにオゾンを加えたりイオンアシストなどの反応を促進する手法を併用してもよい。酸化珪素の蒸着層を反応性蒸着法によって形成させるには、Si金属、SiOやSiO2を電子ビーム加熱方式で蒸発させ、酸化雰囲気下で、フィルム上に酸化珪素を堆積させる。
【0087】
金属または無機酸化物の蒸着層の厚みは特に限定されないが、生産性、ハンドリング性、外観から10〜500nmが好ましく、より好ましくは15〜200nm、さらに好ましくは20〜100nmである。蒸着層の厚みが10nm未満となると、蒸着層欠陥が発生しやすくガスバリア性が悪化する。蒸着層の厚みが500nmより厚くなると、蒸着時のコストが高くなったり、蒸着層の着色が顕著になり外観的に劣るため好ましくない。
【0088】
被蒸着面に、あらかじめアンカーコート剤をインラインまたは、オフラインで塗布してアンカーコート層を形成しておくと、該アンカーコート層上に形成する蒸着層が密着性の高い層となるため、バックシートのガスバリア性向上に有効である。アンカーコート剤としては、ポリビニルアルコール、エチレン−ビニルアルコール共重合体、アクリル樹脂、ポリアクリロニトリル、ポリエステル、ポリウレタン、及びポリエステル−ポリウレタン系樹脂から選ばれる少なくとも1種の樹脂が好ましく用いられる。
【0089】
また、被蒸着面の中心線平均粗さを、好ましくは10〜50nm、より好ましくは15〜40nm、特に好ましくは15〜30nmとしておくことにより、蒸着時のピンホールの発生が抑制され、良好なバリア性となるととともに、製膜時や蒸着加工時の加工適性に優れたものとなる。中心線平均粗さが10nmより小さくなると、蒸着時にブロッキングや静電気の帯電を誘発しやすくなり、蒸着バリア性悪化を招くおそれがある。また、中心線平均粗さが50nmを越えると、均一な蒸着膜形成が行われないため、大幅なバリア性の悪化が起こるおそれがある。被蒸着面の中心線平均粗さを10〜50nmに収める方法は特に限定されないが、例えば、被蒸着面がPGAを含むものである場合は、PGAの結晶化速度が速いため、延伸、熱固定工程での条件により配向を制御する方法が好ましく用いられる。
【0090】
[金属箔]
前記バリア層Xである金属箔としては、アルミニウム箔、銅箔等を用いることができるが、好ましくはアルミニウム箔を用いる。アルミニウム箔の材質としては、アルミニウムまたはアルミニウム合金が挙げられ、アルミニウム−鉄系合金(軟質材)が好ましい。アルミニウム−鉄系合金における鉄含有量としては、0.3%以上9.0%以下が好ましく、0.7%以上2.0%以下が特に好ましい。この鉄含有量が上記下限未満の場合は、ピンホールの発生を防止する効果が不十分になるおそれがあり、逆に、鉄含有量が上記上限を超える場合は、柔軟性が阻害され、加工性が低下するおそれがある。また、アルミニウム箔の材料としては、しわやピンホールを防止する観点から焼きなまし処理を行った柔軟性アルミニウムが好ましい。
【0091】
アルミニウム箔等の金属箔の厚み(平均厚み)の下限としては、1μmが好ましく、2μmが特に好ましい。一方、アルミニウム箔等の金属箔の厚みの上限としては、10μmが好ましく、8μmが特に好ましい。アルミニウム箔等の金属箔の厚みが上記下限より小さいと、加工の際にアルミニウム箔等の金属箔の破断が起きやすくなり、またピンホール等に起因してガスバリア性が低下するおそれがある。一方、アルミニウム箔等の金属箔の厚みが上記上限を超えると、加工の際にクラックや樹脂層Aまたは樹脂層Bとの剥離等が発生するおそれがあり、また太陽電池モジュール用バックシートの厚みや重量が増大して、薄肉化・軽量化の要請に反することとなる。アルミニウム箔等の金属箔の表面には、溶解、腐食を防止する観点から例えばクロメート処理、リン酸塩処理、潤滑性樹脂被覆処理等の表面処理が施されてもよく、接着性を促進する観点からカップリング剤処理等が施されてもよい。
【0092】
バリア層Xである金属箔の積層方法は特に限定されず、金属箔の上に、樹脂を含有する組成物を押出被覆して樹脂層AまたはBを形成する方法や、接着剤による接着などの方法を採用することができるが、通常使用される接着剤による接着が好ましい。
【0093】
5.バリア性樹脂層C
前記の特に好ましく使用されるバリア性樹脂層Cは、前記バリア層Xを少なくとも片面に有する樹脂層であれば特に限定されないが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含むバリア性樹脂層Cであることが好ましい。該バリア性樹脂層Cに含まれる芳香族ポリエステル、脂肪族ポリエステルまたはポリオレフィンは、先に述べた樹脂層Bに含まれるのと同様のものから選択することができる。
【0094】
バリア性樹脂層Cの強度、バリア性、耐熱性向上の観点から、該脂肪族ポリエステルがPGAであるバリア性樹脂層Cが、特に好ましく使用される。なかでも、バリア性樹脂層Cとして、PGAを含む樹脂層Dと、該樹脂層Dの少なくとも片面に設けた前記バリア層Xと、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種を含む樹脂層Eを有する積層体がもっとも好ましく使用される。該樹脂層Eに含まれる芳香族ポリエステル、脂肪族ポリエステルまたはポリオレフィンは、先に述べた樹脂層Bに含まれるのと同様のものから選択することができ、好ましくは芳香族ポリエステルが用いられ、より好ましくはPETとPBTとのブレンド物が用いられる。PETとPBTの質量比は95/5〜5/95が好適であり、80/20〜10/90がより好適であり、60/40〜20/80であることがさらに好適である。
【0095】
バリア性樹脂層CにおけるPGAを含む樹脂層Dと芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種を含む樹脂層Eとの厚みは特に限定されないが、合計厚みは、好ましくは2〜50μm、より好ましくは4〜40μm、さらに好ましくは6〜35μm、特に好ましくは8〜30μmであり、樹脂層Dと樹脂層Eとの厚みの比率は、好ましくは1/99〜95/5、より好ましくは3/97〜60/40、さらに好ましくは5/95〜50/50、特に好ましくは7/93〜40/60の比率である。
【0096】
バリア層Xは、樹脂層Dの少なくとも片面に設けられるが、通常樹脂層Dの片面のみにバリア層Xを設ければよく、バリア層X/樹脂層D/樹脂層Eの層構成が最も好ましい。バリア性樹脂層Cの製造方法は、特に限定されず、樹脂層Dと樹脂層Eとの積層と、バリア層Xの形成の順序は適宜選択することができる。例えば、樹脂層Dと樹脂層Eとの積層体を共押出及び延伸・熱処理によって製造し、または接着剤による接着積層によって製造し、樹脂層Dの表面に金属または無機酸化物の蒸着層を形成することによって製造することができる。
【0097】
6.太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシートに使用する積層体
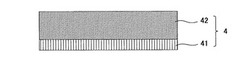
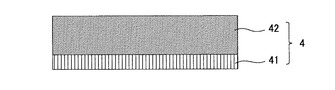
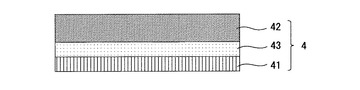
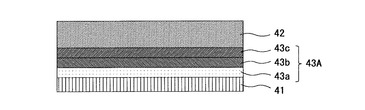
本発明の太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシート用の積層体は、図2に示す、PEEKを主成分とする樹脂層A(41)を外層として備え、熱可塑性樹脂を含む樹脂層B(42)を内層として備えることを特徴とする。また、図3に示すように、必要に応じて、金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層X(43)を備え、さらに要すれば、該バリア層X(43)を少なくとも片面に有するバリア性樹脂層Cを備えるものであり、特に、図4に示すように、該バリア性樹脂層Cが、PGAを含む樹脂層D(43b)と、該樹脂層Dの少なくとも片面に設けた前記バリア層X(43a)と、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種の樹脂層E(43c)を有する積層体43Aを備えるものである。
【0098】
本発明の太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシートに使用する積層体は、所望により、さらに他の層を備えることができる。例えば、バックシートの遮光性・隠蔽性をさらに高めて、太陽電池モジュールの外観の向上や太陽電池セルの電力変換効率を向上させるために、着色剤を含有する樹脂組成物からなる有色シート層をさらに備えることができる。
【0099】
他の層である有色シート層を得るために含有される着色剤及び樹脂には特に制限はなく、先に述べた樹脂層Bを有色シートとする場合と同様に材料選択をすればよい。すなわち、好ましくは、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、またはこれらの共重合体から選ばれる熱可塑性樹脂と、白色または暗色の着色剤とを使用すればよい。該着色剤の含有割合は、樹脂層Bを有色シートとする場合と同様の範囲内とすればよい。着色剤の含有割合が小さすぎると、太陽電池モジュール用バックシートとして利用可能な色調と隠蔽力を有する有色シート層を得ることが困難になる。着色剤の含有割合が大きすぎると、押出成形法による有色シート層の製造が困難になる上、バックシートの機械的特性が低下することがある。他の層である有色シート層の厚みは特に制限はなく、通例10〜100μm、好ましくは15〜90μm、より好ましくは20〜80μm程度の範囲で適宜選択すればよい。厚みが厚すぎるとバックシートの軽量化、薄肉化が困難となるとともに、バックシートの可撓性が不足することがある。厚みが薄すぎると、必要な遮光性や隠蔽性が得られず、また、バックシートの強度が不十分となることがある。他の層である有色シート層は、通例、バックシートの光入射側に最も近いところに配置すればよい。
【0100】
これら各層の積層方法は、特に限定されず、押出成形法または共押出成形法などにより所要の単層または多層の樹脂層を形成し、必要により延伸・熱処理を行った後に、さらに、接着剤を使用するドライラミネート法などの公知の方法で積層することができる。また、金属または無機酸化物の蒸着層の形成や金属箔の貼付によるバリア層Xの形成は、公知の方法により適宜実施することができる。接着に使用する接着剤は、バリア層X、特に蒸着層の接着強度が長期間の屋外使用で劣化し、剥離などを生じないこと、さらに接着剤が黄変しないことなどが必要であり、ポリウレタン系接着剤などが好ましく使用できる。
【0101】
本発明の太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシートに使用する積層体は、酸素透過度を、好ましくは50cc/m2・day・atm以下、より好ましくは30cc/m2・day・atm以下、特に好ましくは20cc/m2・day・atm以下とすることができ、さらにバリア層Xを備えるときは、好ましくは1cc/m2・day・atm以下、より好ましくは0.7cc/m2・day・atm以下、特に好ましくは0.2cc/m2・day・atm以下とすることができる。また、水蒸気透過度を、好ましくは30g/m2・day以下、より好ましくは20g/m2・day以下、特に好ましくは15g/m2・day以下とすることができ、さらにバリア層Xを備えるときは、好ましくは0.5g/m2・day以下、より好ましくは0.3g/m2・day以下、特に好ましくは0.1g/m2・day以下とすることができる。
【0102】
7.太陽電池モジュール
本発明の太陽電池モジュール用バックシートを配置する太陽電池モジュールとしては、例えば、従来技術と同様に図1に示す断面構造のものを例示することができる。図1に示すように、太陽電池モジュールは、表面保護材1、封止材2、太陽電池セル3、及び裏面保護材(バックシート)4から構成される。複数の太陽電池セル3を配線により直列に接続し、太陽電池モジュールを構成する。太陽電池モジュールの端部または周縁部には、フレーム(図示せず)が配置されている。
【0103】
表面保護材1、封止材2、及び太陽電池セル3としては、従来技術と同様の材料を使用することができる。すなわち、表面保護材1としては、例えば、強化ガラス板、透明プラスチック板、単層若しくは多層の透明プラスチックフィルム、これらを複合化した複合材料などが用いられるが、これらに限定されない。封止材2としては、エチレン−酢酸ビニル共重合体(EVA)、ブチラール樹脂、シリコン樹脂、エポキシ樹脂、フッ素化ポリイミド樹脂などの透明な樹脂が用いられるが、これらに限定されない。これらの封止材の中でも、EVAが好ましい。太陽電池セル3の構造は、太陽電池の種類によって異なるが、各種太陽電池セルを用いることができる。
【0104】
本発明の太陽電池モジュール用バックシートと封止材との積層は、各種接着剤を使用する接着による方法が好ましく用いられる。接着を確実にするために、ローラ等による押圧を行う、または真空装置内での真空ラミネートを行うこともできる。接着剤としては、ポリウレタン系接着剤など、通例使用される接着剤を使用することができる。
【実施例】
【0105】
以下に実施例を示して本発明をさらに説明するが、本発明は実施例に限定されるものではない。
【0106】
実施例及び比較例における物性または特性の測定方法は、以下のとおりである。
【0107】
[酸素透過度]
酸素透過度は、温度35℃、湿度80%RHの条件で、モコン(MOCON)社製の酸素透過率測定装置(機種名、オキシトラン(登録商標)(OXTRAN 2/20))を使用して、JIS K7126−2(2006)に記載の電解センサ法に準拠して測定した。また、測定は蒸着層側から2回行い、2つの測定値の平均値を各実施例と比較例における酸素透過度の値とした。2枚の試験片で行った結果を酸素透過度の値とした。
【0108】
[水蒸気透過度]
水蒸気透過度は、温度40℃、湿度90%RHの条件で、モコン(MOCON)社製の水蒸気透過率測定装置(機種名、パーマトラン(登録商標)W3/31)を使用してJIS K7129(2000)に記載のB法(赤外センサー法)に準拠して測定した。また、測定は蒸着層側から2回行い、2つの測定値の平均値を各実施例または比較例における水蒸気透過度の値とした。2枚の試験片で行った結果を水蒸気透過度の値とした。
【0109】
[突刺強度]
突刺強度は、外層である樹脂層Aを試料フィルムとして測定した。該試料フィルムを固定し、試料面に直径1.0mm、先端形状半径0.5mmの半円形の針(株式会社オリエンティック製)を毎分50±0.5mmの一定速度で試料フィルムに直角に降ろし、針が貫通するまでの最大荷重を測定した。1試料について10箇所突刺強度を測定し、全測定値の平均値を試料フィルムの突刺強度とした。
【0110】
[弾性率(ヤング率)]
ヤング率は、外層である樹脂層Aを試料フィルムとして、JIS−K7161に準拠して測定した。長さ100mm、幅20mmに切り出した試料フィルムに対して、万能材料試験装置(東洋ボールドウィン株式会社製、テンシロンRTM100型)を用い、温度23℃、湿度50%RHの条件下において、クロスヘッドスピード10mm/分で測定した。
【0111】
[耐久性・耐候性]
耐久性・耐候性は、実施例1〜3及び比較例1〜4のバックシート用の積層体を使用して、表面保護材として板ガラス、封止材としてエチレン酢酸ビニル共重合体を使用して作製した太陽電池モジュール10個に対して、85℃‐85%RHの環境下で3,000時間の暴露試験を実施し、バックシート外表面の外観を目視で評価した。評価基準は以下のとおりである。
A: 変色、変形、膨れまたは封止材との剥離が、1個もみられなかった
B: 変色、変形、膨れまたは封止材との剥離が、1〜2個みられた
C: 変色、変形、膨れまたは封止材との剥離が、3個以上みられた
【0112】
[厚み]
厚みは、株式会社小野測器製のダイヤルゲージ厚み計、DG−911を使用して測定した。
【0113】
〔実施例1〕
樹脂層Aとして厚み8μmのPEEKフィルム(ビクトレックス社製、APTIV1000−008G)を、樹脂層Bとして厚み125μmのPETシート(東レ株式会社製、ルミラー(登録商標)X10S)を使用し、固形分30重量%のポリウレタン系接着剤(武田薬品工業株式会社製、主剤:タケラックA515/硬化剤:タケネートA50=10/1溶液)を5g/m2の塗布量で塗布・乾燥して、ドライラミネート機により接着し、バックシート用の積層体を得た。
【0114】
〔比較例1〕
樹脂層Aとして厚み25μmのPVFフィルム(Du Pont社製、テドラー(登録商標)TUB10AAH4)を使用したこと以外は、実施例1と同様にして、バックシート用の積層体を得た。
【0115】
〔比較例2〕
樹脂層Aとして厚み50μmのPETフィルム(東レ株式会社製、ルミラー(登録商標)X10S)を使用したこと以外は、実施例1と同様にして、バックシート用の積層体を得た。
【0116】
実施例1及び比較例1、2についての測定結果を表1に示す。
【0117】
【表1】
【0118】
表1の結果から、実施例1及び比較例1、2のバックシート用の積層体は、ほぼ同等の酸素バリア性及び水蒸気バリア性を有するものであるが、実施例1のバックシート用の積層体は、比較例1のバックシート用の積層体に対して約13%(150μm/133μm)、比較例2のバックシート用の積層体に対して約32%(175μm/133μm)、トータル厚みを減少できること、すなわち、薄肉化と軽量化が可能であることが分かった。
【0119】
〔実施例2〕
樹脂層Aとして厚み8μmのPEEKフィルムを、樹脂層Bとして厚み125μmのPETシートを、樹脂層Cとしてシリカ蒸着層を有する厚み12μmのPETフィルム(三菱樹脂株式会社製、テックバリア(登録商標)LX)を使用して、実施例1と同様にして、樹脂層A/樹脂層C/樹脂層Bの順にドライラミネート機により接着し、バックシート用の積層体を得た。
【0120】
〔実施例3〕
樹脂層DとしてPGA(株式会社クレハ製。重量平均分子量18万、融点221℃、270℃、100sec−1での溶融粘度350Pa・sであるグリコリド100モル%のホモポリマー)100重量部を、樹脂層EとしてPBT(重量平均分子量3万)60重量部及びPET(重量平均分子量3万)40重量部の混合物を用いて、共押出によりPGA層とポリエステル(PES)層とからなる積層シートを作製し、延伸・熱処理を行って、樹脂層D:1μm、樹脂層E:10μmの積層延伸フィルムを得た。この積層延伸フィルムのPGAの表面を窒素と炭酸ガスの混合気体(炭酸ガス濃度比15体積%)雰囲気下でコロナ放電処理した後、1.00×10−2Paの高減圧状態とした真空蒸着装置内で、酸化ケイ素を50nmの厚みに真空蒸着し、蒸着層、樹脂層D及び樹脂層Eをこの順に有する蒸着フィルムを取得し、バリア性樹脂層Cを作製した。樹脂層Aとして厚み8μmのPEEKフィルムを、樹脂層Bとして厚み125μmのPETシートを使用し、実施例2と同様にして、樹脂層A/バリア性樹脂層C/樹脂層Bの順にドライラミネート機により接着し、バックシート用の積層体を得た。なお、バリア性樹脂層Cの蒸着層のシリカ蒸着層と樹脂層Aとが隣接するようにした。
【0121】
〔比較例3〕
樹脂層Aとして厚み25μmのPVFフィルムを使用したこと以外は、実施例2と同様にして、樹脂層A/樹脂層C/樹脂層Bのバックシート用の積層体を得た。
【0122】
〔比較例4〕
樹脂層Aとして厚み75μmのPETフィルムを使用したこと以外は、実施例2と同様にして、樹脂層A/樹脂層C/樹脂層Bのバックシート用の積層体を得た。
【0123】
実施例2、3及び比較例3、4についての測定結果を表2に示す。
【0124】
【表2】
【0125】
表2の結果から、実施例2及び比較例3、4のバックシート用の積層体は、ほぼ同等の酸素バリア性及び水蒸気バリア性を有するものであるが、実施例2のバックシート用の積層体は、比較例3のバックシート用の積層体に対して約12%(162μm/145μm)、比較例4のバックシート用の積層体に対して約46%(212μm/145μm)、トータル厚みを減少できる、すなわち、バックシート及び電池モジュールの薄肉化と軽量化が可能であることが分かった。実施例2のバックシート用の積層体は、比較例3のバックシート用の積層体のPVFフィルム層と比較すると、極めて優れた突刺強度及び弾性率(ヤング率)、すなわち優れた機械的特性を有しており、また、比較例4のバックシート用の積層体のPETフィルム層と比較すると、顕著に薄肉であるにもかかわらず、ほぼ同等の機械的特性を有することが分かった。さらに、PGA層を有するバリア性樹脂層Cを備える実施例3のバックシート用の積層体は、いっそう優れた酸素バリア性及び水蒸気バリア性を有するとともに、突刺強度、弾性率、及び耐久性・耐候性も優れていることが分かった。本発明のバックシート及びバックシートに使用する積層体は、外層面の突刺強度が優れるため、接触などによって破れ等が生じる懸念がないため、太陽電池セルを長期間にわたって保護できることが期待できる。
【産業上の利用可能性】
【0126】
本発明は、太陽電池モジュール用バックシートにおいて、PEEKを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備え、要すればさらにバリア層Xを備えることによって、薄肉・軽量で、強度があり、耐久性・耐候性が良好で、バリア性にも優れた太陽電池モジュール用バックシートが提供できるので、屋外に長期間設置される太陽電池モジュールを軽量化しつつ耐久性を増すとともに、車両や携帯電話機用の太陽電池電源としても利用でき、産業上の利用可能性が高い。
【符号の説明】
【0127】
1: 表面保護材
2: 封止材
3: 太陽電池セル
4: バックシート
41: 樹脂層A
42: 樹脂層B
43: バリア性樹脂層C
43A: バリア性樹脂層C
43a: バリア層X
43b: 樹脂層D
43c: 樹脂層E
【技術分野】
【0001】
本発明は、太陽電池モジュール用バックシート、及び、太陽電池モジュール用バックシートに使用する積層体に関する。
【背景技術】
【0002】
太陽電池は、太陽光を直接電気エネルギーに変換する発電装置である。太陽電池の代表的なモジュールは、表面保護材、封止材、太陽電池セル、裏面保護材(以下、「バックシート」ということがある。)、及びフレームから構成されている。図1に示すように、太陽電池モジュールの主要な構成要素は、表面保護材1、封止材2、太陽電池セル3、及び裏面保護材(バックシート)4からなる。複数の太陽電池セル3を配線(図示せず)により直列に接続し、太陽電池モジュールを構成する。太陽電池モジュールの端部または周縁部には、フレーム(図示せず)が配置されている。複数の太陽電池セルを配列して接続し、表面保護材、封止材、及び裏面保護材を用いてパッケージにしたものを太陽電池モジュールという。複数の太陽電池モジュールを連結したものを太陽電池アレイという。
【0003】
太陽電池モジュール(アレイを含む)は、一般に屋外に設置され、その後、長期間にわたって稼動状態が維持される。太陽電池モジュールが屋外で長期間にわたって満足に稼動するには、苛酷な環境下で優れた耐久性を有する必要がある。このため、太陽電池モジュールの表面保護材、封止材、及び裏面保護材には、該太陽電池モジュールを取り巻く苛酷な自然環境下で長期間にわたって太陽電池セルを保護する機能を有することが求められている。
【0004】
太陽電池モジュール用バックシートは、太陽電池セルと反対側の表面(最外面)が屋外に直接暴露される一方、太陽電池セル側の表面(封止材との隣接面)が各太陽電池セルの間隙や各太陽電池モジュールの間隙で太陽光に曝される。このため、太陽電池用バックシートには、耐光性、耐候性、耐熱性、耐湿性、水蒸気や酸素バリア性、電気絶縁性、耐電圧性、機械的特性、耐薬品性、耐塩性、防汚性、封止材との接着性などの諸特性に優れることが求められている。
【0005】
表面保護材1としては、例えば、強化ガラス板、透明プラスチック板、透明プラスチックフィルムが用いられている。
【0006】
封止材2としては、エチレン−酢酸ビニル共重合体(EVA)が汎用されている。封止材としてEVAを用いる場合、EVAは、通常シートとして供給される。太陽電池セルを2枚のEVAシートで挟んで、加熱加圧することにより、太陽電池セルをEVAで封止することができる。EVAシートは、裏面保護材を形成する樹脂フィルムまたはシートと複合化して供給することもできる。
【0007】
フレームとしては、例えば、軽量で耐環境性に優れるアルミニウムが汎用されている。
【0008】
裏面保護材(太陽電池モジュール用バックシート)4としては、例えば、一般に、単層または多層のプラスチックフィルム、プラスチック板、強化ガラス板、金属板、プラスチックフィルムと金属板との複合体、プラスチックフィルムと金属箔との複合体などが用いられている。金属板としては、その表面に合成樹脂塗膜を形成したものも用いられている。
【0009】
プラスチックフィルムとしては、太陽電池モジュール用バックシートに求められる強度、耐光性、耐候性、耐熱性、防汚性などの諸特性を満足させる観点から、ポリフッ化ビニリデン(以下、「PVDF」ということがある。)やポリフッ化ビニル(以下、「PVF」ということがある。)等のフッ素樹脂フィルム、ポリエチレンテレフタレート(以下、「PET」ということがある。)フィルム、及びこれらの複合フィルムが好ましく使用されている。特に、高いガスバリア性、耐水性及び耐候性、絶縁性、難燃性などの特性に優れたフッ素樹脂フィルムが最外層として用いられている(特許文献1〜3等を参照)。
【0010】
太陽電池モジュールにおいて、内部に水蒸気、酸素ガス等が侵入すると、封止材の剥離及び変色、配線の腐食、太陽電池セルの機能低下等を招くおそれがある。このため、太陽電池モジュール用バックシートには、強度、耐候性、耐熱性等の基本性能に加えて、水蒸気、酸素ガス等に対するガスバリア性が要求されることがある。アルミニウム箔等の金属箔や、アルミニウム等の金属の蒸着層または酸化シリコン、酸化アルミニウム、酸化チタン等の無機酸化物の蒸着層からなるバリア層Xを、挟みまたは積層した構造の太陽電池モジュール用バックシートが用いられている。太陽電池モジュールは、20〜30年の長期間に亘って使用されるものであることから、更なるガスバリア性が求められている。
【0011】
また、太陽電池モジュール用バックシートには、上記諸特性に優れることに加えて、その太陽電池セル側の表面の外観が美麗であること、さらには、該バックシートに入射した太陽光を効率的に反射する機能を有することが求められることがある。各太陽電池セルの間隙を透過した入射光をバックシートにより効率的に反射することができれば、反射光により太陽電池セルの電力変換効率が向上する。
【0012】
このため、着色剤を配合した太陽電池モジュール用バックシートが知られており、色調と隠蔽力に優れる酸化チタン等の無機白色顔料を配合した白色樹脂フィルム(特許文献4参照)や、カーボンブラック等の黒色顔料や暗色系の色に着色したフィルム(特許文献5参照)を使用することが知られている。
【0013】
さらに、太陽電池は近年、自動車等の車両や携帯電話機の電源(特許文献6及び7参照)として利用されることが広がり、いっそうの軽量化・薄肉化や小型化とともに耐久性の要請も強まっている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開平11−186575号公報
【特許文献2】特開2002−134771号公報
【特許文献3】特開2000−138387号公報
【特許文献4】特開2002−100788号公報
【特許文献5】特開2007−128943号公報
【特許文献6】特開平11−28991号公報
【特許文献7】特開2001−327098号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、軽量性・薄肉性、耐久性・耐候性、ガスバリア性等に優れた太陽電池モジュール用バックシート、及び、該バックシートに使用するのに適した積層体を提供することにある。
【課題を解決するための手段】
【0016】
本発明者らは、上記の課題を解決することについて鋭意研究した結果、太陽電池モジュール用バックシートにおいて、太陽電池セルから遠い位置に配置する外層として、ポリエーテルエーテルケトンを主成分とする樹脂層Aを備え、太陽電池セルに近い位置に配置する内層として、熱可塑性樹脂を含む樹脂層Bを備えることによって課題を解決できることを見いだし、本発明を完成した。
【0017】
すなわち、本発明によれば、太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層(以下、単に「外層」ということがある。)として備え、熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層(以下、単に「内層」ということがある。)として備えることを特徴とする前記太陽電池モジュール用バックシートが提供される。
【0018】
また、本発明によれば、実施の態様として、以下(1)〜(10)の太陽電池モジュール用バックシートが提供される。
【0019】
(1)樹脂層Bが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む前記の太陽電池モジュール用バックシート。
【0020】
(2)金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xをさらに備える前記の太陽電池モジュール用バックシート。
【0021】
(3)前記金属または無機酸化物の蒸着層の厚みが、10〜500nmである前記の太陽電池モジュール用バックシート。
【0022】
(4)前記樹脂層Aの少なくとも片面に、前記バリア層Xを有する前記の太陽電池モジュール用バックシート。
【0023】
(5)前記樹脂層Aと前記樹脂層Bとの間に、前記バリア層Xを少なくとも片面に有するバリア性樹脂層Cを備える前記の太陽電池モジュール用バックシート。
【0024】
(6)前記バリア性樹脂層Cが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む前記の太陽電池モジュール用バックシート。
【0025】
(7)前記バリア性樹脂層Cが、ポリグリコール酸を含む樹脂層Dと、該樹脂層Dの少なくとも片面に設けた前記バリア層Xと、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種を含む樹脂層Eを有する積層体である前記の太陽電池モジュール用バックシート。
【0026】
(8)前記脂肪族ポリエステルが、ポリグリコール酸である前記の太陽電池モジュール用バックシート。
【0027】
(9)樹脂層Aの厚みが2〜100μmである前記の太陽電池モジュール用バックシート。
【0028】
(10)樹脂層Bが着色剤を含有する前記の太陽電池モジュール用バックシート。
【0029】
さらに、本発明によれば、ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層として備え、熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層として備えることを特徴とする太陽電池モジュール用バックシートに使用する積層体が提供される。
【発明の効果】
【0030】
本発明によれば、太陽電池モジュール用バックシートにおいて、ポリエーテルエーテルケトンを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備えることによって、薄肉・軽量で、強度があり、耐久性・耐候性が良好で、バリア性にも優れた太陽電池モジュール用バックシートが提供できるという効果を奏する。
【0031】
また、前記樹脂層Aと樹脂層Bとの間に、金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xを有することによって、いっそうバリア性が優れた太陽電池モジュール用バックシートを提供できるという効果を奏する。
【0032】
さらに、ポリエーテルエーテルケトンを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備えることによって、薄肉・軽量で、強度があり、耐久性・耐候性が良好で、バリア性にも優れた太陽電池モジュール用バックシートに適する積層体が提供できるという効果を奏する。
【図面の簡単な説明】
【0033】
【図1】図1は、太陽電池モジュールの一例の断面略図である。
【図2】図2は、本発明の太陽電池モジュール用バックシートの一例の断面略図である。
【図3】図3は、本発明の太陽電池モジュール用バックシートの他の一例の断面略図である。
【図4】図4は、本発明の太陽電池モジュール用バックシートのさらに他の一例の断面略図である。
【発明を実施するための形態】
【0034】
本発明の太陽電池モジュール用バックシートは、太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、ポリエーテルエーテルケトン(以下、「PEEK」ということがある。)を主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備える前記太陽電池モジュール用バックシートである。
【0035】
また、本発明の太陽電池モジュール用バックシート用の積層体は、PEEKを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備える。
【0036】
1.ポリエーテルエーテルケトン
本発明において、外層である樹脂層Aの主成分であるPEEKは、特に限定されないが、以下の式(1)
【0037】
【化1】
【0038】
で表わされる構造単位(繰り返し単位) を有する重合体であり、単独重合体であることが好ましい。また、PEEKとしては、上記式(1)で表される構造単位と下記式(2)
【0039】
【化2】
【0040】
(式中、Q及びQ′は、互に同一または異なっていてもよく、−CO−または−SO2−であり、nは、0または1である。)
で表わされる構造単位、及び/または下記式(3)
【0041】
【化3】
【0042】
(式中、Aは、二価の低級脂肪族炭化水素基であり、Q及びQ′は、互に同一または異なっていてもよく、−CO−または−SO2−であり、nは、0または1である。)
で表わされる構造単位を有する共重合体を使用することができる。共重合体中の式(2)及び式(3)で表わされる構造単位の割合は、通常50モル%以下、好ましくは20モル%以下、より好ましくは10モル%以下である。
【0043】
前記PEEKは、それぞれ単独で、あるいは2種類以上を組み合わせて使用することができる。市販品として代表的なものには、ビクトレックス(Victrex)社製の商品名「ビクトレックス(登録商標)PEEK」シリーズが挙げられる。
【0044】
PEEKの製造方法は、特に限定されないが、例えば、ジフェニルスルホン中で、炭酸アルカリ金属、例えば、炭酸カリウム及び/または炭酸ナトリウムの存在下で、4,4'−ジフルオロベンゾフェノンとハイドロキノンを反応させる方法などにより調製することができる。
【0045】
2.樹脂層A
本発明の太陽電池モジュール用バックシートまたは積層体における樹脂層Aは、PEEKを主成分とするフィルム状またはシート状(以下、両者を総称して、単に「フィルム状」ということがある。)のものである。
【0046】
PEEKは、樹脂層Aの主成分となるものであり、樹脂層Aの全成分に対して、通常70質量%以上であり、好ましくは80質量%以上、より好ましくは90質量%以上であり、その上限は、100質量%である。
【0047】
樹脂層Aは、さらに他の熱可塑性樹脂を含有することができる。他の熱可塑性樹脂としては、高温において安定な熱可塑性樹脂が好ましく、具体例としては、例えば、PETやポリブチレンテレフタレート(以下、「PBT」ということがある。)等の熱可塑性ポリエステル;ポリテトラフルオロエチレン、テトラフルオロエチレン/へキサフルオロプロピレン共重合体、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体、ポリクロロトリフルオロエチレン、PVDF、PVF、フッ化ビニリデン/ヘキサフルオロプロピレン共重合体、プロピレン/テトラフルオロエチレン共重合体、フッ化ビニリデン/クロロトリフルオロエチレン共重合体、エチレン/ヘキサフルオロプロピレン共重合体等のフッ素樹脂;ポリフェニレンスルフィド等のポリアリーレンスルフィド;ポリアセタール、ポリスチレン、ポリアミド、ポリカーボネート、ポリフェニレンエーテル、ポリエーテルイミド、ポリアルキルアクリレート、ABS樹脂、ポリ塩化ビニルなどを挙げることができる。これらの熱可塑性樹脂は、それぞれ単独で、あるいは2種以上を組み合わせて使用することができる。
【0048】
樹脂層Aには、本発明の目的を阻害しない範囲内において、必要に応じて、無機フィラー、可塑剤、熱安定剤、光安定剤、防湿剤、防水剤、撥水剤、滑剤、離型剤、カップリング剤、酸素吸収剤、顔料、染料などの各種添加剤を配合させることができる。
【0049】
他の熱可塑性樹脂及び各種添加剤の配合量は、樹脂層Aの全成分を100質量%とした際に、通常30質量%以下、好ましくは20質量%以下、より好ましくは10質量%以下である。
【0050】
樹脂層Aの厚みは、通例2〜100μmであり、好ましくは3〜80μm、より好ましくは4〜50μm、特に好ましくは5〜30μmであり、必要により厚みが6〜20μmの薄肉のものであってもよい。樹脂層Aの厚みが厚すぎるとバックシートの軽量化、薄肉化が困難となるとともに、バックシートの可撓性が不足する。厚みが薄すぎると、本発明のバックシートの強度が不十分となることがある。樹脂層Aが前記の厚みを有すれば、樹脂層Aの機械的特性は、突刺強度が0.4N/μm以上、好ましくは0.45〜1.2N/μm、より好ましくは0.5〜1.0N/μmの範囲であり、弾性率(ヤング率)が1800MPa以上、好ましくは2,000〜5,000MPa、より好ましくは2,300〜4,500MPaの範囲とすることが可能であり、外層である樹脂層Aの突刺強度及び弾性率が優れることにより、接触などによってバックシートの破れ等が生じる懸念がないため、太陽電池セルを長期間にわたって保護できることが期待できる。
【0051】
樹脂層Aの製造方法は、特に制限されないが、PEEKを主成分とする樹脂組成物を該組成物の融点以上の温度で溶融混練した後、ロール間で圧延してフィルム状に成形する方法や、Tダイ等により押出成形する方法が好ましく採用される。
【0052】
3.樹脂層B
本発明の太陽電池モジュール用バックシートまたは積層体における樹脂層Bは、熱可塑性樹脂を含むフィルム状のものである。熱可塑性樹脂の含有量は、70質量%以上であることが好ましく、より好ましくは80質量%以上、さらに好ましくは90質量%以上であり、その上限は、100質量%である。
【0053】
樹脂層Bに含まれる熱可塑性樹脂は、特に限定されず、耐熱性の熱可塑性樹脂が好ましく、具体例としては、例えば、PET、ポリプロピレンテレフタレート、PBT等の芳香族ポリエステル;ポリグリコール酸(以下、「PGA」ということがある。)、ポリ乳酸(以下、「PLA」ということがある。)、ポリカプロラクトン等の脂肪族ポリエステル;ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン;ポリテトラフルオロエチレン、テトラフルオロエチレン/へキサフルオロプロピレン共重合体、テトラフルオロエチレン/パーフルオロアルキルビニルエーテル共重合体、ポリクロロトリフルオロエチレン、PVDF、PVF、フッ化ビニリデン/ヘキサフルオロプロピレン共重合体、プロピレン/テトラフルオロエチレン共重合体、フッ化ビニリデン/クロロトリフルオロエチレン共重合体、エチレン/ヘキサフルオロプロピレン共重合体などのフッ素樹脂;ポリフェニレンスルフィドなどのポリアリーレンスルフィド;ポリアセタール、ポリスチレン、ポリアミド、ポリカーボネート、ポリフェニレンエーテル、ポリエーテルイミド、ポリアルキルアクリレート、ABS樹脂、ポリ塩化ビニルなどを挙げることができる。これらの熱可塑性樹脂は、それぞれ単独で、あるいは2種以上を組み合わせて使用することができる。芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種であることが好ましい。
【0054】
[芳香族ポリエステル]
樹脂層Bが、芳香族ポリエステルを含むものである場合には、バックシートの耐熱性、機械的特性及び経時安定性が向上する。
【0055】
樹脂層Bに用いられる芳香族ポリエステルとしては、PET、PBT、ポリプロピレンテレフタレート、及びこれらにイソフタル酸、セバシン酸、ダイマー酸を共重合したポリエステルを単体、または2種以上ブレンドしたものが好適に用いられる。上記のポリエステルの中でも、樹脂層Aとの接着性改善の観点から、共重合ポリエステルが好ましい。また、耐熱性及び経時安定性、ガスバリア性の観点から、樹脂層Bは、PETとPBTとのブレンド物を含むものであることが好ましく、特に、PETとPBTとの質量比を95/5〜5/95とすると、樹脂層Bが延伸フィルムから形成されたものである場合、延伸を70℃以下の温度で行うことが可能となる点で好ましい。PETとPBTとの質量比は、80/20〜10/90であることがより好ましく、60/40〜20/80であることがさらに好ましく、35/65〜45/55であることが特に好ましい。
【0056】
[脂肪族ポリエステル]
樹脂層Bが、PGAやPLAなど脂肪族ポリエステルを含むものである場合には、バックシートの生分解性を高めることができる。特に、PGAを含む場合はバリア性、耐熱性及び強度をさらに高めることができる。また、PLAを含む場合はバックシートの製造時のクラックを防止することができる。
【0057】
樹脂層Bに用いられる脂肪族ポリエステルとしては、PGA、PLA、ポリ3−ヒドロキシブチレート、ポリ3−ヒドロキシブチレート−3−ヒドロキシバリレート、ポリカプロラクトン、またはエチレングリコール、1,4−ブタンジオール等の脂肪族ジオールと、コハク酸、アジピン酸等の脂肪族ジカルボン酸よりなる脂肪族ポリエステルが挙げられる。また、ポリブチレンサクシネート−テレフタレート、ポリブチレンアジペート−テレフタレートなどの脂肪族ポリエステルと芳香族ポリエステルの共重合体も好適に用いることができる。
【0058】
脂肪族ポリエステルの中で、樹脂層Bを形成するために特に好適に用いられるのは、PGAである。
【0059】
PGAは、式−(O・CH2・CO)−で表わされるグリコール酸繰り返し単位を、全モノマー単位を100モル%とした場合に、70モル%以上有し、好ましくは80モル%以上、より好ましくは90モル%以上、さらに好ましくは95モル%以上、特に好ましくは98モル%以上、最も好ましくは99モル%以上有するものであり、その上限は、100モル%である。したがって、PGAは、式−(O・CH2・CO)−で表わされるグリコール酸繰り返し単位のみからなるグリコール酸のホモポリマー(グリコール酸の2分子間環状エステルであるグリコリドの開環重合物を含む)に加えて、上記グリコール酸繰り返し単位を70モル%以上含むPGA共重合体を含むものである。式−(O・CH2・CO)−で表わされる繰り返し単位の含有割合が70モル%未満であると、ガスバリア性、機械的特性、分解性、耐熱性が低下する。該繰り返し単位の含有割合が70モル%以上であれば、その他の成分として少量の共重合成分を導入することにより、PGAの結晶性を制御し、押出温度の低下や延伸性の向上が可能となるとともに、延伸工程での結晶化による粗面化を抑制できる。
【0060】
また、PGAに共重合成分を導入することは、樹脂層Aと樹脂層Bとを積層させる場合に、樹脂層Aと樹脂層Bとの積層界面の接着性を向上させる点や、樹脂層Aと樹脂層Bとを共押出により積層するときの押出温度を近くできる点でも好ましい。
【0061】
上記グリコリド等のグリコール酸モノマーとともに、PGA共重合体を与えるコモノマーとしては、例えば、シュウ酸エチレン(即ち、1,4−ジオキサン−2,3−ジオン)、ラクチド類、ラクトン類、カーボネート類、エーテル類、エーテルエステル類、アミド類などの環状モノマー;乳酸、3−ヒドロキシプロパン酸、3−ヒドロキシブタン酸、4−ヒドロキシブタン酸、6−ヒドロキシカプロン酸などのヒドロキシカルボン酸またはそのアルキルエステル;エチレングリコール、1,4−ブタンジオール等の脂肪族ジオール類と、こはく酸、アジピン酸等の脂肪族ジカルボン酸類またはそのアルキルエステル類との実質的に等モルの混合物;またはこれらの2種以上を挙げることができる。これらの中でも、共重合させやすく、かつ物性に優れた共重合体が得られやすい点で、ラクチド、カプロラクトン、トリメチレンカーボネートなどの環状化合物;乳酸などのヒドロキシカルボン酸などが好ましく用いられる。これらコモノマーは、その重合体を、上記グリコリド等のグリコール酸モノマーとともに、PGA共重合体を与えるための出発原料として用いることもできる。
【0062】
PGAは、グリコール酸の脱水重縮合、グリコール酸アルキルエステルの脱アルコール重縮合、グリコリドの開環重合などにより合成することができる。これらの中でも、グリコリドを少量の触媒(例えば、有機カルボン酸錫、ハロゲン化錫、ハロゲン化アンチモン等のカチオン触媒)の存在下に、約120℃から約250℃の温度に加熱して、開環重合する方法によってPGAを合成する方法が好ましい。
【0063】
したがって、本発明のバックシートの樹脂層Bに含有されるPGAとしては、所望の高分子量ポリマーを効率的に製造するために、グリコリド70〜100モル%及び他の環状モノマー30〜0モル%を開環重合して得られるPGAが好ましい。他の環状モノマーとしては、2分子間の環状モノマーであってもよいし、その他の環状モノマーまたは非環状モノマーとの混合物であってもよいが、本発明のバックシートとするためには、2分子間の環状モノマーが好ましい。
【0064】
すなわち、グリコリドとの共重合成分として使用することができる他の環状モノマーとしては、ラクチドなど他のヒドロキシカルボン酸の2分子間環状エステルの外、ラクトン類(例えば、β−プロピオラクトン、β−ブチロラクトン、ピバロラクトン、γ−ブチロラクトン、δ−バレロラクトン、β−メチル−δ−バレロラクトン、ε−カプロラクトン等)、トリメチレンカーボネート、1,3−ジオキサンなどの環状モノマーを使用することができる。好ましい他の環状モノマーは、他のヒドロキシカルボン酸の2分子間環状エステルであり、ヒドロキシカルボン酸としては、例えば、L−乳酸、D−乳酸、α−ヒドロキシ酪酸、α−ヒドロキシイソ酪酸、α−ヒドロキシ吉草酸、α−ヒドロキシカプロン酸、α−ヒドロキシイソカプロン酸、α−ヒドロキシヘプタン酸、α−ヒドロキシオクタン酸、α−ヒドロキシデカン酸、α−ヒドロキシミリスチン酸、α−ヒドロキシステアリン酸、及びこれらのアルキル置換体などを挙げることができる。特に好ましい他の環状モノマーは、乳酸の2分子間環状エステルであるラクチドであり、L体、D体、ラセミ体、これらの混合物のいずれであってもよい。
【0065】
他の環状モノマーは、好ましくは20モル%以下、より好ましくは10モル%以下、さらに好ましくは5モル%以下、特に好ましくは2モル%以下、最も好ましくは1モル%以下の割合で用いられる。
【0066】
(重量平均分子量(Mw))
本発明のバックシートの樹脂層Bに含有されるPGAの重量平均分子量(Mw)は、25,000〜800,000の範囲内であり、好ましくは50,000〜700,000、より好ましくは80,000〜600,000、さらに好ましくは120,000〜500,000、特に好ましくは150,000〜400,000の範囲内にあるものを選択する。
【0067】
(融点(Tm))
本発明のバックシートの樹脂層Bに含有されるPGAの融点(Tm)は、197〜245℃であり、共重合成分の種類及び含有割合によって調整することができる。好ましくは200〜243℃、より好ましくは、205〜238℃、特に好ましくは210〜235℃である。PGAの単独重合体の融点は、通常220℃程度である。融点が低すぎると、バックシートの樹脂層Bに用いた場合の機械的強度が不十分であったり、成形加工を行う場合の温度管理が難しくなる。融点が高すぎると、加工性が不足したり、バックシートの柔軟性が不足したりすることがある。融点が高すぎると、成形温度や加工温度が高くなるので、PGAやその他の添加成分の熱分解や酸化が生じることがある。
【0068】
(溶融粘度)
PGAの溶融粘度は、270℃、100sec−1において、100〜1,000Pa・sであることが好ましく、より好ましくは200〜600Pa・s、さらに好ましくは250〜550Pa・sである。270℃、100sec−1におけるPGAの溶融粘度が、100Pa・sを下回る場合は、樹脂層Bの主成分であるPGAの分子量が低く、使用中に分解しやすいおそれがある。また、PGAが、1,000Pa・sを上回る溶融粘度を有する場合、ポリマー押出工程において、押出機への負荷や濾圧が高くなる問題が生じたり、後述する樹脂層Aとの共押出による積層が困難になるおそれがある。
【0069】
[ポリオレフィン]
樹脂層Bが、ポリオレフィンを含むものである場合には、バックシートの耐湿性の向上を図ることができるとともに、封止材層として好ましく使用されるEVAとの接着性が向上する。
【0070】
樹脂層Bを形成するポリオレフィンとしては、ポリプロピレン、ポリエチレン、エチレン−プロピレンランダム共重合体、エチレン−プロピレンブロック共重合体、エチレン−プロピレン−ブテンランダム共重合体、及びプロピレン−ブテンランダム共重合体からなる群より選ばれた少なくとも1種以上を好ましく用いることができる。これらのポリオレフィンは、本発明の効果を損なわない範囲で、2種以上併用して用いることもできる。
【0071】
ポリオレフィンはJIS−K7210に則って測定したメルトフローインデックス(MI)で、1〜100g/10分であることが好ましく、2〜80g/10分であることがより好ましく、4〜60g/10分であることがさらに好ましい。かかる範囲であれば適当な結晶性を有し、本発明のバックシートの寸法安定性、耐湿性、表面平滑性が良好となる。MIが1g/10分未満であると、溶融粘度が高すぎて押出成形性が低下しやすくなる。また、MIが100g/10分を超えるとフィルムの機械的特性が大きく低下することがある。また、ポリオレフィンの極限粘度[η]は、1.4〜3.2dl/g、好ましくは1.6〜2.4dl/gである。[η]が1.4dl/g未満であるとフィルムの脆化を招き、3.2dl/gを超えると結晶性が低下する場合がある。
【0072】
[各種添加剤]
樹脂層Bには、必要に応じて、無機フィラー、可塑剤、熱安定剤、光安定剤、防湿剤、防水剤、撥水剤、滑剤、離型剤、カップリング剤、酸素吸収剤など通常配合される各種添加剤を含有させることができる。これらの含有量は、本発明の目的を阻害しない範囲内であり、好ましくは30質量%以下、より好ましくは20質量%以下、さらに好ましくは10質量%以下である。
【0073】
[有色シート層]
樹脂層Bは、太陽電池モジュールの外観の向上や太陽電池セルの電力変換効率を向上させるために、顔料や染料などの着色剤を含有する樹脂組成物からなる有色シート層であってもよい。
【0074】
有色シート層を得るために含有される着色剤としては、樹脂層Bに必要な強度や色調と隠蔽力(光散乱性)を損ねないものであれば、特に制限はない。色調と隠蔽力(光散乱性)が特に優れていることから、ZnO、TiO2、Al2O3・nH2O、[ZnS+BaSO4]、CaSO4・2H2O、BaSO4、CaCO3、2PbCO3・Pb(OH)2等の無機白色顔料や、カーボンブラック等の黒色顔料などを好ましく用いることができる。白色の樹脂層Bとしては、色調と反射特性の向上に寄与することができることから、酸化チタン(TiO2)を含有することが、特に好ましい。着色剤の含有割合は、樹脂層Bに含まれる熱可塑性樹脂100質量部に対して、通常5〜100質量部、好ましくは10〜80質量部、より好ましくは20〜70質量部、特に好ましくは25〜60質量部の範囲内とすることができる。着色剤の含有割合が小さすぎると、太陽電池モジュール用バックシートとして所望される色調と隠蔽力を有する有色シート層を得ることが困難になることがある。着色剤の含有割合が大きすぎると、後述する押出成形法による樹脂層Bの製造が困難になる上、バックシートの機械的特性が低下することがある。
【0075】
[厚み]
樹脂層Bの厚みは、特に限定されないが、通例5〜500μmであり、好ましくは10〜400μm、より好ましくは20〜300μm、特に好ましくは30〜200μmである。樹脂層Bの厚みが厚すぎるとバックシートの軽量化、薄肉化が困難となるとともに、バックシートの可撓性が不足する。樹脂層Bの厚みが薄すぎると、本発明のバックシートの強度が不十分となる。
【0076】
樹脂層Aと樹脂層Bの厚みの比率は、特に限定されないが、好ましくは1/99〜90/10、より好ましくは2/98〜50/50、さらに好ましくは3/97〜20/80、特に好ましくは4/96〜15/85、最も好ましくは5/95〜10/90の比率である。
【0077】
[製造方法]
樹脂層Bの製造方法は、特に制限されないが、熱可塑性樹脂を主成分とする樹脂組成物を該樹脂の融点以上の温度で溶融混練した後、ロール間で圧延してフィルム状に成形する方法や、Tダイ等により押出成形する方法が好ましく採用される。後述するように、樹脂層Aと樹脂層Bとを共押出成形により製造することもできる。
【0078】
4.バリア層X
本発明の太陽電池モジュール用バックシートまたは積層体は、更なるガスバリア性の向上を目的として、金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xをさらに備えるものであることが好ましい。
【0079】
該バリア層Xは、本発明の太陽電池モジュール用バックシートまたは積層体において、前記樹脂層Aと前記樹脂層Bに加えてさらに備えられるものであれば、特に制限はないが、前記樹脂層Aと前記樹脂層Bとの間に前記バリア層Xを少なくとも片面に有するバリア性樹脂層Cを備える太陽電池モジュール用バックシートまたは積層体が特に好ましく使用される。
【0080】
また、前記樹脂層Aの少なくとも片面に該バリア層Xを有する太陽電池モジュール用バックシートまたは積層体が好ましく使用され、前記樹脂層Aの前記樹脂層Bの側の面に該バリア層Xを有する太陽電池モジュール用バックシートまたは積層体がより好ましく使用される。
【0081】
[蒸着層]
前記バリア層Xである金属または無機酸化物からなる蒸着層に用いられる金属または無機酸化物としては、アルミニウム、酸化アルミニウム、酸化珪素、酸化窒化珪素、酸化セリウム、酸化カルシウム、ダイアモンド状炭素膜、またはそれらの混合物などを挙げることができ、アルミニウム、酸化アルミニウム、酸化珪素が、ガスバリア性、生産性の観点より好ましく用いられる。アルミニウムを用いた蒸着層は、経済性、ガスバリア性能に優れていることから好ましく、酸化アルミニウムまたは酸化珪素を用いた蒸着層は、透明性に優れ、コストの点からも好ましい。
【0082】
金属または無機酸化物の蒸着層の形成方法は、特に限定されないが、例えば、前記樹脂層Aの少なくとも片面、または、前記バリア性樹脂層Cを形成する基材樹脂の表面に、真空プロセスによって、蒸着層を形成する。
【0083】
あらかじめ樹脂層Bと樹脂層Aとの積層体を形成し、好ましくは樹脂層Aの表面に、真空プロセスによって、金属または無機酸化物の蒸着層を形成してもよい。
【0084】
真空プロセスは、真空蒸着法、スパッタリング法、イオンプレーティング法、化学気相蒸着法などが適宜用いられ、いずれも限定されない。例えば、無機酸化物の蒸着層を設けるには反応性蒸着法が生産性、コストの点でより好ましく用いられる。
【0085】
真空プロセスでは、蒸着層を形成する樹脂の層の表面(以下、「被蒸着面」という。)をプラズマ処理やコロナ処理することが、ガスバリア性の一層の向上のために好ましい。コロナ処理を施す際の処理強度は5〜50W・min/m2が好ましく、より好ましくは10〜45W・min/m2である。また、金属または無機酸化物からなる蒸着層を設ける前に、プラズマ放電下において核付金属蒸着層を設けることは、蒸着層の密着性向上の観点から好ましい。この場合、プラズマ放電を酸素及び/または窒素ガス雰囲気で行う際には、核付金属として銅を用いることが最も好ましい。
【0086】
反応性蒸着法によって酸化アルミニウムを蒸着させるには、アルミニウム金属やアルミナを抵抗加熱のボート方式やルツボの高周波誘導加熱、電子ビーム加熱方式で蒸発させ、酸化雰囲気下でフィルム上に酸化アルミニウムを堆積させる方式が採用される。酸化雰囲気を形成するための反応性ガスとしては酸素が用いられるが、酸素を主体に水蒸気や希ガスを加えたガスでもよい。さらにオゾンを加えたりイオンアシストなどの反応を促進する手法を併用してもよい。酸化珪素の蒸着層を反応性蒸着法によって形成させるには、Si金属、SiOやSiO2を電子ビーム加熱方式で蒸発させ、酸化雰囲気下で、フィルム上に酸化珪素を堆積させる。
【0087】
金属または無機酸化物の蒸着層の厚みは特に限定されないが、生産性、ハンドリング性、外観から10〜500nmが好ましく、より好ましくは15〜200nm、さらに好ましくは20〜100nmである。蒸着層の厚みが10nm未満となると、蒸着層欠陥が発生しやすくガスバリア性が悪化する。蒸着層の厚みが500nmより厚くなると、蒸着時のコストが高くなったり、蒸着層の着色が顕著になり外観的に劣るため好ましくない。
【0088】
被蒸着面に、あらかじめアンカーコート剤をインラインまたは、オフラインで塗布してアンカーコート層を形成しておくと、該アンカーコート層上に形成する蒸着層が密着性の高い層となるため、バックシートのガスバリア性向上に有効である。アンカーコート剤としては、ポリビニルアルコール、エチレン−ビニルアルコール共重合体、アクリル樹脂、ポリアクリロニトリル、ポリエステル、ポリウレタン、及びポリエステル−ポリウレタン系樹脂から選ばれる少なくとも1種の樹脂が好ましく用いられる。
【0089】
また、被蒸着面の中心線平均粗さを、好ましくは10〜50nm、より好ましくは15〜40nm、特に好ましくは15〜30nmとしておくことにより、蒸着時のピンホールの発生が抑制され、良好なバリア性となるととともに、製膜時や蒸着加工時の加工適性に優れたものとなる。中心線平均粗さが10nmより小さくなると、蒸着時にブロッキングや静電気の帯電を誘発しやすくなり、蒸着バリア性悪化を招くおそれがある。また、中心線平均粗さが50nmを越えると、均一な蒸着膜形成が行われないため、大幅なバリア性の悪化が起こるおそれがある。被蒸着面の中心線平均粗さを10〜50nmに収める方法は特に限定されないが、例えば、被蒸着面がPGAを含むものである場合は、PGAの結晶化速度が速いため、延伸、熱固定工程での条件により配向を制御する方法が好ましく用いられる。
【0090】
[金属箔]
前記バリア層Xである金属箔としては、アルミニウム箔、銅箔等を用いることができるが、好ましくはアルミニウム箔を用いる。アルミニウム箔の材質としては、アルミニウムまたはアルミニウム合金が挙げられ、アルミニウム−鉄系合金(軟質材)が好ましい。アルミニウム−鉄系合金における鉄含有量としては、0.3%以上9.0%以下が好ましく、0.7%以上2.0%以下が特に好ましい。この鉄含有量が上記下限未満の場合は、ピンホールの発生を防止する効果が不十分になるおそれがあり、逆に、鉄含有量が上記上限を超える場合は、柔軟性が阻害され、加工性が低下するおそれがある。また、アルミニウム箔の材料としては、しわやピンホールを防止する観点から焼きなまし処理を行った柔軟性アルミニウムが好ましい。
【0091】
アルミニウム箔等の金属箔の厚み(平均厚み)の下限としては、1μmが好ましく、2μmが特に好ましい。一方、アルミニウム箔等の金属箔の厚みの上限としては、10μmが好ましく、8μmが特に好ましい。アルミニウム箔等の金属箔の厚みが上記下限より小さいと、加工の際にアルミニウム箔等の金属箔の破断が起きやすくなり、またピンホール等に起因してガスバリア性が低下するおそれがある。一方、アルミニウム箔等の金属箔の厚みが上記上限を超えると、加工の際にクラックや樹脂層Aまたは樹脂層Bとの剥離等が発生するおそれがあり、また太陽電池モジュール用バックシートの厚みや重量が増大して、薄肉化・軽量化の要請に反することとなる。アルミニウム箔等の金属箔の表面には、溶解、腐食を防止する観点から例えばクロメート処理、リン酸塩処理、潤滑性樹脂被覆処理等の表面処理が施されてもよく、接着性を促進する観点からカップリング剤処理等が施されてもよい。
【0092】
バリア層Xである金属箔の積層方法は特に限定されず、金属箔の上に、樹脂を含有する組成物を押出被覆して樹脂層AまたはBを形成する方法や、接着剤による接着などの方法を採用することができるが、通常使用される接着剤による接着が好ましい。
【0093】
5.バリア性樹脂層C
前記の特に好ましく使用されるバリア性樹脂層Cは、前記バリア層Xを少なくとも片面に有する樹脂層であれば特に限定されないが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含むバリア性樹脂層Cであることが好ましい。該バリア性樹脂層Cに含まれる芳香族ポリエステル、脂肪族ポリエステルまたはポリオレフィンは、先に述べた樹脂層Bに含まれるのと同様のものから選択することができる。
【0094】
バリア性樹脂層Cの強度、バリア性、耐熱性向上の観点から、該脂肪族ポリエステルがPGAであるバリア性樹脂層Cが、特に好ましく使用される。なかでも、バリア性樹脂層Cとして、PGAを含む樹脂層Dと、該樹脂層Dの少なくとも片面に設けた前記バリア層Xと、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種を含む樹脂層Eを有する積層体がもっとも好ましく使用される。該樹脂層Eに含まれる芳香族ポリエステル、脂肪族ポリエステルまたはポリオレフィンは、先に述べた樹脂層Bに含まれるのと同様のものから選択することができ、好ましくは芳香族ポリエステルが用いられ、より好ましくはPETとPBTとのブレンド物が用いられる。PETとPBTの質量比は95/5〜5/95が好適であり、80/20〜10/90がより好適であり、60/40〜20/80であることがさらに好適である。
【0095】
バリア性樹脂層CにおけるPGAを含む樹脂層Dと芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種を含む樹脂層Eとの厚みは特に限定されないが、合計厚みは、好ましくは2〜50μm、より好ましくは4〜40μm、さらに好ましくは6〜35μm、特に好ましくは8〜30μmであり、樹脂層Dと樹脂層Eとの厚みの比率は、好ましくは1/99〜95/5、より好ましくは3/97〜60/40、さらに好ましくは5/95〜50/50、特に好ましくは7/93〜40/60の比率である。
【0096】
バリア層Xは、樹脂層Dの少なくとも片面に設けられるが、通常樹脂層Dの片面のみにバリア層Xを設ければよく、バリア層X/樹脂層D/樹脂層Eの層構成が最も好ましい。バリア性樹脂層Cの製造方法は、特に限定されず、樹脂層Dと樹脂層Eとの積層と、バリア層Xの形成の順序は適宜選択することができる。例えば、樹脂層Dと樹脂層Eとの積層体を共押出及び延伸・熱処理によって製造し、または接着剤による接着積層によって製造し、樹脂層Dの表面に金属または無機酸化物の蒸着層を形成することによって製造することができる。
【0097】
6.太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシートに使用する積層体
本発明の太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシート用の積層体は、図2に示す、PEEKを主成分とする樹脂層A(41)を外層として備え、熱可塑性樹脂を含む樹脂層B(42)を内層として備えることを特徴とする。また、図3に示すように、必要に応じて、金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層X(43)を備え、さらに要すれば、該バリア層X(43)を少なくとも片面に有するバリア性樹脂層Cを備えるものであり、特に、図4に示すように、該バリア性樹脂層Cが、PGAを含む樹脂層D(43b)と、該樹脂層Dの少なくとも片面に設けた前記バリア層X(43a)と、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種の樹脂層E(43c)を有する積層体43Aを備えるものである。
【0098】
本発明の太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシートに使用する積層体は、所望により、さらに他の層を備えることができる。例えば、バックシートの遮光性・隠蔽性をさらに高めて、太陽電池モジュールの外観の向上や太陽電池セルの電力変換効率を向上させるために、着色剤を含有する樹脂組成物からなる有色シート層をさらに備えることができる。
【0099】
他の層である有色シート層を得るために含有される着色剤及び樹脂には特に制限はなく、先に述べた樹脂層Bを有色シートとする場合と同様に材料選択をすればよい。すなわち、好ましくは、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、またはこれらの共重合体から選ばれる熱可塑性樹脂と、白色または暗色の着色剤とを使用すればよい。該着色剤の含有割合は、樹脂層Bを有色シートとする場合と同様の範囲内とすればよい。着色剤の含有割合が小さすぎると、太陽電池モジュール用バックシートとして利用可能な色調と隠蔽力を有する有色シート層を得ることが困難になる。着色剤の含有割合が大きすぎると、押出成形法による有色シート層の製造が困難になる上、バックシートの機械的特性が低下することがある。他の層である有色シート層の厚みは特に制限はなく、通例10〜100μm、好ましくは15〜90μm、より好ましくは20〜80μm程度の範囲で適宜選択すればよい。厚みが厚すぎるとバックシートの軽量化、薄肉化が困難となるとともに、バックシートの可撓性が不足することがある。厚みが薄すぎると、必要な遮光性や隠蔽性が得られず、また、バックシートの強度が不十分となることがある。他の層である有色シート層は、通例、バックシートの光入射側に最も近いところに配置すればよい。
【0100】
これら各層の積層方法は、特に限定されず、押出成形法または共押出成形法などにより所要の単層または多層の樹脂層を形成し、必要により延伸・熱処理を行った後に、さらに、接着剤を使用するドライラミネート法などの公知の方法で積層することができる。また、金属または無機酸化物の蒸着層の形成や金属箔の貼付によるバリア層Xの形成は、公知の方法により適宜実施することができる。接着に使用する接着剤は、バリア層X、特に蒸着層の接着強度が長期間の屋外使用で劣化し、剥離などを生じないこと、さらに接着剤が黄変しないことなどが必要であり、ポリウレタン系接着剤などが好ましく使用できる。
【0101】
本発明の太陽電池モジュール用バックシートまたは太陽電池モジュール用バックシートに使用する積層体は、酸素透過度を、好ましくは50cc/m2・day・atm以下、より好ましくは30cc/m2・day・atm以下、特に好ましくは20cc/m2・day・atm以下とすることができ、さらにバリア層Xを備えるときは、好ましくは1cc/m2・day・atm以下、より好ましくは0.7cc/m2・day・atm以下、特に好ましくは0.2cc/m2・day・atm以下とすることができる。また、水蒸気透過度を、好ましくは30g/m2・day以下、より好ましくは20g/m2・day以下、特に好ましくは15g/m2・day以下とすることができ、さらにバリア層Xを備えるときは、好ましくは0.5g/m2・day以下、より好ましくは0.3g/m2・day以下、特に好ましくは0.1g/m2・day以下とすることができる。
【0102】
7.太陽電池モジュール
本発明の太陽電池モジュール用バックシートを配置する太陽電池モジュールとしては、例えば、従来技術と同様に図1に示す断面構造のものを例示することができる。図1に示すように、太陽電池モジュールは、表面保護材1、封止材2、太陽電池セル3、及び裏面保護材(バックシート)4から構成される。複数の太陽電池セル3を配線により直列に接続し、太陽電池モジュールを構成する。太陽電池モジュールの端部または周縁部には、フレーム(図示せず)が配置されている。
【0103】
表面保護材1、封止材2、及び太陽電池セル3としては、従来技術と同様の材料を使用することができる。すなわち、表面保護材1としては、例えば、強化ガラス板、透明プラスチック板、単層若しくは多層の透明プラスチックフィルム、これらを複合化した複合材料などが用いられるが、これらに限定されない。封止材2としては、エチレン−酢酸ビニル共重合体(EVA)、ブチラール樹脂、シリコン樹脂、エポキシ樹脂、フッ素化ポリイミド樹脂などの透明な樹脂が用いられるが、これらに限定されない。これらの封止材の中でも、EVAが好ましい。太陽電池セル3の構造は、太陽電池の種類によって異なるが、各種太陽電池セルを用いることができる。
【0104】
本発明の太陽電池モジュール用バックシートと封止材との積層は、各種接着剤を使用する接着による方法が好ましく用いられる。接着を確実にするために、ローラ等による押圧を行う、または真空装置内での真空ラミネートを行うこともできる。接着剤としては、ポリウレタン系接着剤など、通例使用される接着剤を使用することができる。
【実施例】
【0105】
以下に実施例を示して本発明をさらに説明するが、本発明は実施例に限定されるものではない。
【0106】
実施例及び比較例における物性または特性の測定方法は、以下のとおりである。
【0107】
[酸素透過度]
酸素透過度は、温度35℃、湿度80%RHの条件で、モコン(MOCON)社製の酸素透過率測定装置(機種名、オキシトラン(登録商標)(OXTRAN 2/20))を使用して、JIS K7126−2(2006)に記載の電解センサ法に準拠して測定した。また、測定は蒸着層側から2回行い、2つの測定値の平均値を各実施例と比較例における酸素透過度の値とした。2枚の試験片で行った結果を酸素透過度の値とした。
【0108】
[水蒸気透過度]
水蒸気透過度は、温度40℃、湿度90%RHの条件で、モコン(MOCON)社製の水蒸気透過率測定装置(機種名、パーマトラン(登録商標)W3/31)を使用してJIS K7129(2000)に記載のB法(赤外センサー法)に準拠して測定した。また、測定は蒸着層側から2回行い、2つの測定値の平均値を各実施例または比較例における水蒸気透過度の値とした。2枚の試験片で行った結果を水蒸気透過度の値とした。
【0109】
[突刺強度]
突刺強度は、外層である樹脂層Aを試料フィルムとして測定した。該試料フィルムを固定し、試料面に直径1.0mm、先端形状半径0.5mmの半円形の針(株式会社オリエンティック製)を毎分50±0.5mmの一定速度で試料フィルムに直角に降ろし、針が貫通するまでの最大荷重を測定した。1試料について10箇所突刺強度を測定し、全測定値の平均値を試料フィルムの突刺強度とした。
【0110】
[弾性率(ヤング率)]
ヤング率は、外層である樹脂層Aを試料フィルムとして、JIS−K7161に準拠して測定した。長さ100mm、幅20mmに切り出した試料フィルムに対して、万能材料試験装置(東洋ボールドウィン株式会社製、テンシロンRTM100型)を用い、温度23℃、湿度50%RHの条件下において、クロスヘッドスピード10mm/分で測定した。
【0111】
[耐久性・耐候性]
耐久性・耐候性は、実施例1〜3及び比較例1〜4のバックシート用の積層体を使用して、表面保護材として板ガラス、封止材としてエチレン酢酸ビニル共重合体を使用して作製した太陽電池モジュール10個に対して、85℃‐85%RHの環境下で3,000時間の暴露試験を実施し、バックシート外表面の外観を目視で評価した。評価基準は以下のとおりである。
A: 変色、変形、膨れまたは封止材との剥離が、1個もみられなかった
B: 変色、変形、膨れまたは封止材との剥離が、1〜2個みられた
C: 変色、変形、膨れまたは封止材との剥離が、3個以上みられた
【0112】
[厚み]
厚みは、株式会社小野測器製のダイヤルゲージ厚み計、DG−911を使用して測定した。
【0113】
〔実施例1〕
樹脂層Aとして厚み8μmのPEEKフィルム(ビクトレックス社製、APTIV1000−008G)を、樹脂層Bとして厚み125μmのPETシート(東レ株式会社製、ルミラー(登録商標)X10S)を使用し、固形分30重量%のポリウレタン系接着剤(武田薬品工業株式会社製、主剤:タケラックA515/硬化剤:タケネートA50=10/1溶液)を5g/m2の塗布量で塗布・乾燥して、ドライラミネート機により接着し、バックシート用の積層体を得た。
【0114】
〔比較例1〕
樹脂層Aとして厚み25μmのPVFフィルム(Du Pont社製、テドラー(登録商標)TUB10AAH4)を使用したこと以外は、実施例1と同様にして、バックシート用の積層体を得た。
【0115】
〔比較例2〕
樹脂層Aとして厚み50μmのPETフィルム(東レ株式会社製、ルミラー(登録商標)X10S)を使用したこと以外は、実施例1と同様にして、バックシート用の積層体を得た。
【0116】
実施例1及び比較例1、2についての測定結果を表1に示す。
【0117】
【表1】
【0118】
表1の結果から、実施例1及び比較例1、2のバックシート用の積層体は、ほぼ同等の酸素バリア性及び水蒸気バリア性を有するものであるが、実施例1のバックシート用の積層体は、比較例1のバックシート用の積層体に対して約13%(150μm/133μm)、比較例2のバックシート用の積層体に対して約32%(175μm/133μm)、トータル厚みを減少できること、すなわち、薄肉化と軽量化が可能であることが分かった。
【0119】
〔実施例2〕
樹脂層Aとして厚み8μmのPEEKフィルムを、樹脂層Bとして厚み125μmのPETシートを、樹脂層Cとしてシリカ蒸着層を有する厚み12μmのPETフィルム(三菱樹脂株式会社製、テックバリア(登録商標)LX)を使用して、実施例1と同様にして、樹脂層A/樹脂層C/樹脂層Bの順にドライラミネート機により接着し、バックシート用の積層体を得た。
【0120】
〔実施例3〕
樹脂層DとしてPGA(株式会社クレハ製。重量平均分子量18万、融点221℃、270℃、100sec−1での溶融粘度350Pa・sであるグリコリド100モル%のホモポリマー)100重量部を、樹脂層EとしてPBT(重量平均分子量3万)60重量部及びPET(重量平均分子量3万)40重量部の混合物を用いて、共押出によりPGA層とポリエステル(PES)層とからなる積層シートを作製し、延伸・熱処理を行って、樹脂層D:1μm、樹脂層E:10μmの積層延伸フィルムを得た。この積層延伸フィルムのPGAの表面を窒素と炭酸ガスの混合気体(炭酸ガス濃度比15体積%)雰囲気下でコロナ放電処理した後、1.00×10−2Paの高減圧状態とした真空蒸着装置内で、酸化ケイ素を50nmの厚みに真空蒸着し、蒸着層、樹脂層D及び樹脂層Eをこの順に有する蒸着フィルムを取得し、バリア性樹脂層Cを作製した。樹脂層Aとして厚み8μmのPEEKフィルムを、樹脂層Bとして厚み125μmのPETシートを使用し、実施例2と同様にして、樹脂層A/バリア性樹脂層C/樹脂層Bの順にドライラミネート機により接着し、バックシート用の積層体を得た。なお、バリア性樹脂層Cの蒸着層のシリカ蒸着層と樹脂層Aとが隣接するようにした。
【0121】
〔比較例3〕
樹脂層Aとして厚み25μmのPVFフィルムを使用したこと以外は、実施例2と同様にして、樹脂層A/樹脂層C/樹脂層Bのバックシート用の積層体を得た。
【0122】
〔比較例4〕
樹脂層Aとして厚み75μmのPETフィルムを使用したこと以外は、実施例2と同様にして、樹脂層A/樹脂層C/樹脂層Bのバックシート用の積層体を得た。
【0123】
実施例2、3及び比較例3、4についての測定結果を表2に示す。
【0124】
【表2】
【0125】
表2の結果から、実施例2及び比較例3、4のバックシート用の積層体は、ほぼ同等の酸素バリア性及び水蒸気バリア性を有するものであるが、実施例2のバックシート用の積層体は、比較例3のバックシート用の積層体に対して約12%(162μm/145μm)、比較例4のバックシート用の積層体に対して約46%(212μm/145μm)、トータル厚みを減少できる、すなわち、バックシート及び電池モジュールの薄肉化と軽量化が可能であることが分かった。実施例2のバックシート用の積層体は、比較例3のバックシート用の積層体のPVFフィルム層と比較すると、極めて優れた突刺強度及び弾性率(ヤング率)、すなわち優れた機械的特性を有しており、また、比較例4のバックシート用の積層体のPETフィルム層と比較すると、顕著に薄肉であるにもかかわらず、ほぼ同等の機械的特性を有することが分かった。さらに、PGA層を有するバリア性樹脂層Cを備える実施例3のバックシート用の積層体は、いっそう優れた酸素バリア性及び水蒸気バリア性を有するとともに、突刺強度、弾性率、及び耐久性・耐候性も優れていることが分かった。本発明のバックシート及びバックシートに使用する積層体は、外層面の突刺強度が優れるため、接触などによって破れ等が生じる懸念がないため、太陽電池セルを長期間にわたって保護できることが期待できる。
【産業上の利用可能性】
【0126】
本発明は、太陽電池モジュール用バックシートにおいて、PEEKを主成分とする樹脂層Aを外層として備え、熱可塑性樹脂を含む樹脂層Bを内層として備え、要すればさらにバリア層Xを備えることによって、薄肉・軽量で、強度があり、耐久性・耐候性が良好で、バリア性にも優れた太陽電池モジュール用バックシートが提供できるので、屋外に長期間設置される太陽電池モジュールを軽量化しつつ耐久性を増すとともに、車両や携帯電話機用の太陽電池電源としても利用でき、産業上の利用可能性が高い。
【符号の説明】
【0127】
1: 表面保護材
2: 封止材
3: 太陽電池セル
4: バックシート
41: 樹脂層A
42: 樹脂層B
43: バリア性樹脂層C
43A: バリア性樹脂層C
43a: バリア層X
43b: 樹脂層D
43c: 樹脂層E
【特許請求の範囲】
【請求項1】
太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、
ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層として備え、
熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層として備えることを特徴とする前記太陽電池モジュール用バックシート。
【請求項2】
前記樹脂層Bが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む請求項1に記載の太陽電池モジュール用バックシート。
【請求項3】
金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xをさらに備える請求項1または2に記載の太陽電池モジュール用バックシート。
【請求項4】
前記金属または無機酸化物の蒸着層の厚みが、10〜500nmである請求項3に記載の太陽電池モジュール用バックシート。
【請求項5】
前記樹脂層Aの少なくとも片面に、前記バリア層Xを有する請求項3または4に記載の太陽電池モジュール用バックシート。
【請求項6】
前記樹脂層Aと前記樹脂層Bとの間に、前記バリア層Xを少なくとも片面に有するバリア性樹脂層Cを備える請求項3または4に記載の太陽電池モジュール用バックシート。
【請求項7】
前記バリア性樹脂層Cが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む請求項6に記載の太陽電池モジュール用バックシート。
【請求項8】
前記バリア性樹脂層Cが、ポリグリコール酸を含む樹脂層Dと、該樹脂層Dの少なくとも片面に設けた前記バリア層Xと、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種の樹脂層Eを有する積層体である請求項6または7に記載の太陽電池モジュール用バックシート。
【請求項9】
前記脂肪族ポリエステルが、ポリグリコール酸である請求項2乃至8のいずれか1項に記載の太陽電池モジュール用バックシート。
【請求項10】
前記樹脂層Aの厚みが2〜100μmである請求項1乃至9のいずれか1項に記載の太陽電池モジュール用バックシート。
【請求項11】
前記樹脂層Bが着色剤を含有する請求項1乃至10のいずれか1項に記載の太陽電池モジュール用バックシート。
【請求項12】
ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層として備え、熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層として備えることを特徴とする太陽電池モジュール用バックシートに使用する積層体。
【請求項1】
太陽電池モジュールの裏面側に配置される太陽電池モジュール用バックシートであって、
ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層として備え、
熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層として備えることを特徴とする前記太陽電池モジュール用バックシート。
【請求項2】
前記樹脂層Bが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む請求項1に記載の太陽電池モジュール用バックシート。
【請求項3】
金属または無機酸化物の蒸着層及び金属箔からなる群より選ばれる少なくとも1種のバリア層Xをさらに備える請求項1または2に記載の太陽電池モジュール用バックシート。
【請求項4】
前記金属または無機酸化物の蒸着層の厚みが、10〜500nmである請求項3に記載の太陽電池モジュール用バックシート。
【請求項5】
前記樹脂層Aの少なくとも片面に、前記バリア層Xを有する請求項3または4に記載の太陽電池モジュール用バックシート。
【請求項6】
前記樹脂層Aと前記樹脂層Bとの間に、前記バリア層Xを少なくとも片面に有するバリア性樹脂層Cを備える請求項3または4に記載の太陽電池モジュール用バックシート。
【請求項7】
前記バリア性樹脂層Cが、芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体からなる群より選ばれる少なくとも1種を含む請求項6に記載の太陽電池モジュール用バックシート。
【請求項8】
前記バリア性樹脂層Cが、ポリグリコール酸を含む樹脂層Dと、該樹脂層Dの少なくとも片面に設けた前記バリア層Xと、該樹脂層Dの前記バリア層Xの反対側の面に芳香族ポリエステル、脂肪族ポリエステル、ポリオレフィン、及びこれらの共重合体より選ばれる少なくとも1種の樹脂層Eを有する積層体である請求項6または7に記載の太陽電池モジュール用バックシート。
【請求項9】
前記脂肪族ポリエステルが、ポリグリコール酸である請求項2乃至8のいずれか1項に記載の太陽電池モジュール用バックシート。
【請求項10】
前記樹脂層Aの厚みが2〜100μmである請求項1乃至9のいずれか1項に記載の太陽電池モジュール用バックシート。
【請求項11】
前記樹脂層Bが着色剤を含有する請求項1乃至10のいずれか1項に記載の太陽電池モジュール用バックシート。
【請求項12】
ポリエーテルエーテルケトンを主成分とする樹脂層Aを太陽電池セルから遠い位置に配置する外層として備え、熱可塑性樹脂を含む樹脂層Bを太陽電池セルに近い位置に配置する内層として備えることを特徴とする太陽電池モジュール用バックシートに使用する積層体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−134368(P2012−134368A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−286006(P2010−286006)
【出願日】平成22年12月22日(2010.12.22)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月22日(2010.12.22)
【出願人】(000001100)株式会社クレハ (477)
【Fターム(参考)】
[ Back to top ]