
太陽電池封止材および太陽電池モジュール
【課題】透明性、接着性、柔軟性、耐熱性、外観、架橋特性、電気特性および押出成形性などの諸特性のバランスに優れる太陽電池封止材を提供すること。
【解決手段】本発明の太陽電池封止材は、以下の要件a1)〜a4)を満たすエチレン・α−オレフィン共重合体を含んでいる。
a1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
a2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
a3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
a4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【解決手段】本発明の太陽電池封止材は、以下の要件a1)〜a4)を満たすエチレン・α−オレフィン共重合体を含んでいる。
a1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
a2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
a3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
a4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、太陽電池封止材および太陽電池モジュールに関する。
【背景技術】
【0002】
地球環境問題、エネルギー問題などが深刻さを増す中、クリーンかつ枯渇のおそれが無いエネルギー生成手段として太陽電池が注目されている。太陽電池を建物の屋根部分などの屋外で使用する場合、太陽電池モジュールの形で使用することが一般的である。
【0003】
上記の太陽電池モジュールは、一般に、以下の手順によって製造される。まず、多結晶シリコン、単結晶形シリコンなどにより形成される結晶型太陽電池素子(以下、発電素子あるいはセルと表記する場合もあるが、同じことを示す。)、あるいはアモルファスシリコンや結晶シリコンなどをガラスなどの基板の上に数μmの非常に薄い膜を形成して得られる薄膜型太陽電池素子などを製造する。次に、結晶型太陽電池モジュールを得るには、太陽電池モジュール用保護シート(表面保護シート)/太陽電池封止用シート/結晶型太陽電池素子/太陽電池封止用シート/太陽電池モジュール用保護シート(裏面保護シート)の順に積層する。一方、薄膜系太陽電池モジュールを得るには、薄膜型太陽電池素子/太陽電池封止用シート/太陽電池モジュール用保護シート(裏面保護シート)の順に積層する。その後、これらを真空吸引して加熱圧着するラミネーション法などを利用することにより、太陽電池モジュールが製造される。このようにして製造される太陽電池モジュールは、耐候性を有し、建物の屋根部分などの屋外での使用にも適したものとなっている。
【0004】
太陽電池用封止膜材料として、エチレン・酢酸ビニル共重合体(EVA)膜は、透明性、柔軟性、および接着性などに優れていることから、広く用いられている。例えば、特許文献1では、架橋剤およびトリメリット酸エステルを含むEVA組成物からなる、接着性と製膜性の双方に優れた封止膜が開示されている。しかしながら、EVA組成物を太陽電池封止材の構成材料として使用する場合、EVAが分解して発生する酢酸ガスなどの成分が、太陽電池素子に影響を与える可能性が懸念されていた。
【0005】
これに対して、ポリオレフィン系の材料、とくにエチレン系材料も絶縁性に優れることから、封止膜材料として用いることが提案されている(例えば、特許文献2参照)。
また、剛性と架橋特性のバランスと押出成形性に優れるエチレン・α−オレフィン共重合体を用いた太陽電池封止材用樹脂組成物も提案されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−53298号公報
【特許文献2】特開2006−210906号公報
【特許文献3】特開2010−258439号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、本発明者らの検討に拠れば、ポリオレフィン系組成物は、透明性、耐ブロッキング性、および押出加工時の成形性といった各種特性を同時に満たすのが困難であった。また、特許文献2に記載されたポリオレフィン系共重合体は、架橋特性が不十分である、あるいは架橋に伴って生ずる歪みが大きくなるなどの問題があるため、ガラス基板の変形や割れを生じる可能性がある。さらに、特許文献3に記載されたエチレン・α−オレフィン共重合体からなる太陽電池封止材用樹脂組成物は、電気特性と架橋特性のバランスが不十分である。
【0008】
本発明は、このような従来技術の有する問題点に鑑みてなされたものであり、その課題とするところは、特定の要件を満たしたエチレン・α−オレフィン共重合体を含む太陽電池封止材において、所望の物性を得るための指針を明確にし、透明性、接着性、柔軟性、耐熱性、外観、架橋特性、電気特性および押出成形性などの諸特性のバランスに優れる太陽電池封止材を提供することにある。
【0009】
また、近年の太陽光発電の普及に伴い、メガソーラなど発電システムの大規模化が進んでおり、伝送損失を下げるなどの目的で、システム電圧の高電圧化の動きもある。システム電圧が上昇することにより、太陽電池モジュールにおいては、フレームとセルの間の電位差が大きくなることとなる。すなわち、太陽電池モジュールのフレームは一般に接地されており、太陽電池アレイのシステム電圧が600V〜1000Vとなると、最も電圧が高くなるモジュールにおいては、フレームとセル間の電位差がそのままシステム電圧の600V〜1000Vとなり、高電圧が印加された状態で日中の発電を維持することとなる。また、ガラスは封止材に比較して電気抵抗が低く、フレームを介してガラスとセル間にも高電圧が発生することとなる。すなわち、日中発電している状況下において、直列接続されたモジュールはセルとモジュール間およびセルとガラス面との電位差が接地側から順次電位差が大きくなり、最も大きいところではほぼシステム電圧の高電圧の電位差が維持されることとなる。このような状態で用いられた太陽電池モジュールの中には、出力が大きく低下し、特性劣化が起こるPID(Potential Induced Degradationの略)現象が発生した結晶系発電素子を用いたモジュールの例も報告されている。そこで、この問題の解決するために、太陽電池素子に直接接している封止材を改良することにより、PIDの発生を抑制しようとするものである。
さらに本発明の課題とするところは、この様な太陽電池用封止材を用いた太陽電池モジュールを提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは上記課題を達成すべく鋭意検討した結果、エチレン単位の含有割合、密度、MFR、ショアA硬度が所定の要件を満たす特定のエチレン・α−オレフィン共重合体を用いることにより、透明性、接着性、耐熱性、柔軟性、外観、架橋特性、電気特性および押出成形性などの諸特性のバランスに優れる太陽電池封止材が得られることを見出した。さらにアルミニウム元素の含有量が特定の範囲を満たすことで、架橋特性、および電気特性がさらに優れることを見出して、本発明を完成するに至った。
【0011】
さらに本発明者らは、JIS K6911に準拠して測定される体積固有抵抗が特定の範囲にあり、さらに、前記の種々の材料物性を兼ね備えた太陽電池封止材を用いることにより、太陽電池モジュールのフレームとセル間に高電圧を印加した状態を維持しても太陽電池モジュールの出力低下を抑えることができ、PIDの発生を大幅に抑制できることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明によれば、以下に示す太陽電池封止材が提供される。
【0013】
[1]
以下の要件a1)〜a4)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
a1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
a2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
a3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
a4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【0014】
[2]
当該太陽電池封止材が以下の要件a5)をさらに満たす[1]に記載の太陽電池封止材。
a5)JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmである。
【0015】
[3]
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす[1]に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【0016】
[4]
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす[2]に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【0017】
[5]
ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定される前記エチレン・α−オレフィン共重合体のMFRが、10〜27g/10分である、[1]〜[4]のいずれかに記載の太陽電池封止材。
【0018】
[6]
前記エチレン・α−オレフィン共重合体100重量部に対し、1分間半減期温度が100〜170℃の範囲にある有機過酸化物を0.005〜5重量部さらに含む[1]〜[5]のいずれかに記載の太陽電池封止材。
【0019】
[7]
前記エチレン・α−オレフィン共重合体が、メタロセン化合物と、有機アルミニウムオキシ化合物および有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物と、からなるオレフィン重合用触媒の存在下で重合された、[1]〜[6]のいずれかに記載の太陽電池封止材。
【0020】
[8]
前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、を含むエチレン系樹脂組成物からなる[1]〜[7]のいずれかに記載の太陽電池封止材。
【0021】
[9]
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種を0.005〜5重量部さらに含む[8]に記載の太陽電池封止材。
【0022】
[10]
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤を0.05〜5重量部さらに含む[8]または[9]に記載の太陽電池封止材。
【0023】
[11]
前記エチレン・α−オレフィン共重合体と、添加剤とを溶融混錬後、シート状に押出成型して得られた、[1]〜[10]のいずれかに記載の太陽電池封止材。
【0024】
[12]
前記エチレン・α−オレフィン共重合体の、
a7)13C−NMRスペクトルおよび下記式(1)から求められるB値が0.9〜1.5であり、
a8)13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)が1.5以下である[1]〜[11]のいずれかに記載の太陽電池封止材。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]は前記エチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]は前記エチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0025】
[13]
前記エチレン・α−オレフィン共重合体の、
a9)ゲル浸透クロマトグラフィー(GPC)に基づく分子量分布Mw/Mnが1.2〜3.5の範囲にある[1]〜[12]のいずれかに記載の太陽電池封止材。
【0026】
[14]
前記エチレン・α−オレフィン共重合体の、
a10)固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合が2ppm以下である[1]〜[13]のいずれかに記載の太陽電池封止材。
【0027】
[15]
前記エチレン・α−オレフィン共重合体の、
a11)酢酸メチルへの抽出量が5.0重量%以下である[1]〜[14]のいずれかに記載の太陽電池封止材。
【0028】
[16]
シート状である[1]〜[15]のいずれかに記載の太陽電池封止材。
【0029】
[17]
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
[1]〜[16]のいずれかに記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【0030】
[18]
JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1×1018Ω・cmである、樹脂組成物からなる太陽電池封止材。
【0031】
[19]
シート状である[18]に記載の太陽電池封止材。
【0032】
[20]
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
[18]または[19]に記載の太陽電池封止材により形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【発明の効果】
【0033】
本発明によれば、特定のエチレン・α−オレフィン共重合体を用いることにより、透明性、接着性、柔軟性、耐熱性、外観、架橋特性、電気特性および押出成形性などの諸特性のバランスに優れる太陽電池封止材を提供することができる。
【0034】
本発明によれば、この様な太陽電池封止材を用いることで、上記の諸特性のバランスが優れることに加え、太陽電池モジュールの使用時に温度上昇しても、封止材が変形したりするようなトラブルを回避することが可能である。そして、太陽電池の外観を損なうこともなく、コストなどの経済性に優れた太陽電池モジュールを提供することができる。
さらに、上記材料物性を兼ね備えた封止材をもちいることにより、フレームとセル間に高電圧を印加した状態を維持してもPIDの発生を大幅に抑制できる太陽電池モジュールを提供することができる。
【図面の簡単な説明】
【0035】
上述した目的、およびその他の目的、特徴および利点は、以下に述べる好適な実施の形態、およびそれに付随する以下の図面によってさらに明らかになる。
【図1】本発明の太陽電池モジュールの一実施形態を模式的に示す断面図である。
【図2】太陽電池素子の受光面と裏面の一構成例を模式的に示す平面図である。
【発明を実施するための形態】
【0036】
以下に、本発明の実施形態について説明する。なお、「〜」はとくに断りがなければ、以上から以下を表す。
【0037】
1.太陽電池封止材について
本発明の太陽電池封止材は、以下に示す特定の要件を満たすエチレン・α−オレフィン共重合体を含む。
【0038】
(エチレン・α−オレフィン共重合体)
本発明の太陽電池封止材に用いられるエチレン・α−オレフィン共重合体は、エチレンと、炭素数3〜20のα−オレフィンとを共重合することによって得られる。α−オレフィンとしては、通常、炭素数3〜20のα−オレフィンを1種類単独でまたは2種類以上を組み合わせて用いることができる。中でも好ましいのは、炭素数が10以下であるα−オレフィンであり、とくに好ましいのは炭素数が3〜8のα−オレフィンである。このようなα−オレフィンの具体例としては、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、3−メチル−1−ブテン、3,3−ジメチル−1−ブテン、4−メチル−1−ペンテン、1−オクテン、1−デセン、1−ドデセンなどを挙げることができる。中でも、入手の容易さからプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテンおよび1−オクテンが好ましい。なお、エチレン・α−オレフィン共重合体はランダム共重合体であっても、ブロック共重合体であってもよいが、柔軟性の観点からランダム共重合体が好ましい。
【0039】
以下、要件a1)〜a4)について説明する。
【0040】
(要件a1)
エチレン・α−オレフィン共重合体に含まれる、炭素数3〜20のα−オレフィンに由来する構成単位(以下、「α−オレフィン単位」とも記す)の割合は10〜20mol%であり、好ましくは12〜20mol%、より好ましくは12〜18mol%、さらに好ましくは13〜18mol%である。α−オレフィン単位の含有割合が10mol%未満であると、結晶性が高く、透明性が低下する傾向にある。さらに、低温での押出成形が困難となり、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込む場合に、押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。また、柔軟性が低く、太陽電池モジュールのラミネート成形時に太陽電池素子であるセルの割れや、薄膜電極のカケなどが発生する場合がある。
【0041】
一方、α−オレフィン単位の含有割合が20mol%超であると、エチレン・α−オレフィン共重合体の結晶化速度が遅くなる。このため、押出機より押し出されたシートがベタつくため、第1冷却ロールでの剥離が困難になり、太陽電池封止材のシートを得ることが困難になり易くなる傾向にある。また、シートにベタツキが発生するのでブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、架橋が不十分となり、耐熱性が低下するおそれがある。
【0042】
(要件a2)
ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるエチレン・α−オレフィン共重合体のメルトフローレ−ト(MFR)は10〜50g/10分であり、好ましくは10〜40g/10分、より好ましくは10〜35g/10分、さらに好ましくは12〜27g/10分、最も好ましくは15〜25g/10分である。エチレン・α−オレフィン共重合体のMFRは、後述する重合反応の際の重合温度、重合圧力、並びに重合系内のエチレンおよびα−オレフィンのモノマー濃度と水素濃度のモル比率などを調整することにより、調整することができる。
【0043】
MFRが10g/10分未満であると、エチレン・α−オレフィン共重合体を含む樹脂組成物の流動性が低下し、シート押出成形時の生産性が低下する。また、樹脂組成物のスコーチ性が高くなってゲル化し易くなる。このため、押出機のトルクが上昇してシート成形が困難となる場合がある。また、シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。なお、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらには、ゲル物界面において透湿し易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着が不十分となる。
【0044】
一方、MFRが50g/10分超であると、分子量が低いためチルロールなどのロール面への付着が起こり、剥離を要するため均一な厚みのシート成形が困難となる。さらに、樹脂組成物に「コシ」がなくなるため、0.3mm以上の厚いシートを成形するのが困難となる傾向にある。また、太陽電池モジュールのラミネート成形時の架橋特性(とくに架橋速度)が低下し、十分な架橋体が得られず、耐熱性が低下する傾向にある。
MFRが27g/10分以下であると、さらに、シート成形時のネックインを抑制でき幅の広いシートを成形でき、また架橋特性および耐熱性がさらに向上し、最も良好な太陽電池封止材のシートを得ることができる。
【0045】
(要件a3)
ASTM D1505に準拠して測定されるエチレン・α−オレフィン共重合体の密度は0.865〜0.884g/cm3であり、好ましくは0.866〜0.883g/cm3、より好ましくは0.866〜0.880g/cm3、さらに好ましくは0.867〜0.880g/cm3である。エチレン・α−オレフィン共重合体の密度は、エチレン単位の含有割合とα−オレフィン単位の含有割合とのバランスにより調整することができる。すなわち、エチレン単位の含有割合を高くすると結晶性が高くなり、密度の高いエチレン・α−オレフィン共重合体を得ることができる。一方、エチレン単位の含有割合を低くすると結晶性が低くなり、密度の低いエチレン・α−オレフィン共重合体を得ることができる。
【0046】
エチレン・α−オレフィン共重合体の密度が0.884g/cm3超であると、結晶性が高く、透明性が低下する傾向にある。さらに、低温での押出成形が困難となり、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込むと押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。また、柔軟性が低く、太陽電池モジュールのラミネート成形時に太陽電池素子であるセルの割れや、薄膜電極のカケなどが発生する場合がある。
【0047】
一方、エチレン・α−オレフィン共重合体の密度が0.865g/cm3未満であると、エチレン・α−オレフィン共重合体の結晶化速度が遅くなる。このため、押出機より押し出されたシートがベタつくために、第1冷却ロールでの剥離が困難になり、太陽電池封止材のシートを得ることが困難になり易い傾向にある。また、シートにベタツキが発生するのでブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、架橋が不十分となり、耐熱性が低下するおそれがある。
【0048】
(要件a4)
ASTM D2240に準拠して測定される、エチレン・α−オレフィン共重合体のショアA硬度は60〜85であり、好ましくは62〜83、より好ましくは62〜80、さらに好ましくは65〜80である。エチレン・α−オレフィン共重合体のショアA硬度は、エチレン・α−オレフィン共重合体のエチレン単位の含有割合や密度を後述の数値範囲に制御することにより、調整することができる。すなわち、エチレン単位の含有割合が高く、密度が高いエチレン・α−オレフィン共重合体は、ショアA硬度が高くなる。一方、エチレン単位の含有割合が低く、密度が低いエチレン・α−オレフィン共重合体は、ショアA硬度が低くなる。
【0049】
ショアA硬度が60未満であると、エチレン・α−オレフィン共重合体の結晶化速度が遅くなる。このため、押出機より押し出されたシートがベタつくために、第1冷却ロールでの剥離が困難になり、太陽電池封止材のシートを得ることが困難になり易い傾向にある。また、シートにベタツキが発生するのでブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、架橋が不十分となり、耐熱性が低下するおそれがある。
【0050】
一方、ショアA硬度が85超であると、結晶性が高く、透明性が低下する傾向にある。さらに、低温での押出成形が困難となり、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込むと押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。また、柔軟性が低く、太陽電池モジュールのラミネート成形時に太陽電池素子であるセルの割れや、薄膜電極のカケなどが発生する場合がある。
【0051】
また、本発明の太陽電池封止材は、以下の要件a5)〜a11)の要件をさらに満たすことが好ましい。
【0052】
(要件a5)
本発明の太陽電池封止材は、JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmであることが好ましい。体積固有抵抗が小さい太陽電池封止材は、PIDを発生し易い特性を有する傾向にある。さらに、太陽光が照射される時間帯には、従来の太陽電池モジュールではモジュール温度が例えば70℃以上になることがあるので、長期信頼性の観点から、従来報告されている常温(23℃)での体積固有抵抗より高温条件下での体積固有抵抗が求められており、温度100℃での体積固有抵抗が重要となる。
体積固有抵抗は、好ましくは1.0×1014〜1.0×1018Ω・cm、さらに好ましくは5.0×1014〜1.0×1018Ω・cm、最も好ましくは1.0×1015〜1.0×1018Ω・cmである。
体積固有抵抗が1.0×1013Ω・cm未満であると、85℃,85%rhでの恒温恒湿試験において1日程度の短期間でPID現象を発生する傾向にある。体積固有抵抗が、1.0×1018Ω・cm超過であると、シートに静電気が帯びてしまいゴミを吸着しやすくなり、太陽電池モジュール内にゴミが混入し、発電効率や長期信頼性の低下を招く傾向にある。
なお、体積固有抵抗が、5.0×1014Ω・cm超過であると、85℃,85%rhでの恒温恒湿試験においてPID現象の発生がさらに長期化できる傾向にあり、望ましい。
体積固有抵抗は、封止材シートに成形した後、真空ラミネーター、熱プレス、架橋炉などで架橋および平坦なシートに加工された後に測定される。また、モジュール積層体中のシートは、他の層を除去して測定する。
【0053】
(要件a6)
エチレン・α−オレフィン共重合体に含まれる、アルミニウム元素(以下、「Al」とも記す)の含有量(残渣量)が好ましくは10〜500ppmであり、より好ましくは20〜400ppm、さらに好ましくは20〜300ppmである。Al含有量は、エチレン・α−オレフィン共重合体の重合過程において添加する有機アルミニウムオキシ化合物や有機アルミニウム化合物の濃度に依存する。Al含有量が10ppm未満の場合は、エチレン・α−オレフィン共重合体の重合過程において添加された有機アルミニウムオキシ化合物や有機アルミニウム化合物の濃度が小さく、メタロセン化合物の活性が十分発現せず、メタロセン化合物と反応してイオン対を形成する化合物を添加する必要が発生する。該イオン対を形成する化合物がエチレン・α−オレフィン共重合体中に残留することにより、電気特性の低下を起こす傾向にある。例えば100℃などの高温での電気特性が低下する傾向にある。また、Al含有量を少なくするためには、酸やアルカリでの脱灰処理が必要となり、得られるエチレン・α−オレフィン共重合体中に残留する酸やアルカリが電極の腐食を起こす傾向にある。脱灰処理を施すために、エチレン・α−オレフィン共重合体のコストも高くなる。
一方、Al含有量が500ppm超過であると、押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。
上記のような、エチレン・α−オレフィン共重合体に含まれるアルミニウム元素をコントロールする手法としては、例えば、後述のエチレン・α−オレフィン共重合体の製造方法に記載の(II−1)有機アルミニウムオキシ化合物および(II−2)有機アルミニウム化合物の製造工程における濃度、または、エチレン・α−オレフィン共重合体の製造条件のメタロセン化合物の重合活性を調整することによって、エチレン・α−オレフィン共重合体に含まれるアルミニウム元素をコントロールすることができる。
【0054】
(要件a7)
エチレン・α−オレフィン共重合体の、13C−NMRスペクトルおよび下記式(1)から求められるB値は0.9〜1.5であることが好ましく、0.9〜1.3であることがさらに好ましく、0.95〜1.3であることがより好ましく、0.95〜1.2であることがとくに好ましく、1.0〜1.2であることが最も好ましい。B値は、エチレン・α−オレフィン共重合体を重合する際の重合触媒を変更することにより調整可能である。より具体的には、後述するメタロセン化合物を用いることで、B値が上記の数値範囲にあるエチレン・α−オレフィン共重合体を得ることができる。
B値=[POE]/(2×[PO]×[PE]) (1)
(式(1)中、[PE]はエチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]はエチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0055】
このB値は、エチレン・α−オレフィン共重合体中における、エチレン単位とα−オレフィン単位の分布状態を表す指標であり、J.C.Randall(Macromolecules,15,353(1982))、J.Ray(Macromolecules,10,773(1977))らの報告に基づいて求めることができる。
【0056】
B値が大きいほど、エチレン単位またはα−オレフィン共重合体のブロック的連鎖が短くなり、エチレン単位とα−オレフィン単位の分布が一様であり、共重合ゴムの組成分布が狭いことを示している。なお、B値が0.9未満であると、エチレン・α−オレフィン共重合体の組成分布は広くなる。とくに、エチレン単位のブロック的連鎖が多くなり、低温での押出成形が困難となるので、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込むと押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。
【0057】
(要件a8)
エチレン・α−オレフィン共重合体の、13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)は1.5以下であることが好ましく、1.2以下であることがさらに好ましく、1.0以下であることがとくに好ましく、0.7未満であることが最も好ましい。Tαβ/Tααは、エチレン・α−オレフィン共重合体を重合する際の重合触媒を変更することにより調整可能である。より具体的には、後述するメタロセン化合物を用いることで、Tαβ/Tααが上記の数値範囲にあるエチレン・α−オレフィン共重合体を得ることができる。
【0058】
13C−NMRスペクトルにおけるTααとTαβは、炭素数3以上のα−オレフィンに由来する構成単位中の「CH2」のピーク強度に対応する。より具体的には、下記の一般式(3)に示すように、第3級炭素に対する位置が異なる2種類の「CH2」のピーク強度をそれぞれ意味している。
【0059】
【化1】

【0060】
Tαβ/Tααは以下のようにして求めることができる。エチレン・α−オレフィン共重合体の13C−NMRスペクトルをNMR測定装置(例えば、日本電子社製の商品名「JEOL−GX270」)を使用して測定する。測定は、試料濃度が5重量%になるように調整されたヘキサクロロブタジエン/d6−ベンゼン=2/1(体積比)の混合溶液を用いて、67.8MHz、25℃、d6−ベンゼン(128ppm)基準で行う。測定された13C−NMRスペクトルを、リンデマンアダムスの提案(Analysis Chemistry,43,p1245(1971))、J.C.Randall(Review Macromolecular Chemistry Physics,C29,201(1989))に従って解析し、Tαβ/Tααを求める。
【0061】
エチレン・α−オレフィン共重合体の13C−NMRにおける、Tααに対するTαβの強度比(Tαβ/Tαα)は、重合反応中における、α−オレフィンの重合触媒への配位状態を示している。Tαβ型でα−オレフィンが重合触媒に配位した場合、α−オレフィンの置換基がポリマー鎖の重合成長反応の妨げとなり、低分子量成分の生成を助長する傾向にある。このため、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。さらに、低分子量成分がシート表面にブリードしてくるために接着の阻害となり、接着性が低下する。
【0062】
(要件a9)
(分子量分布Mw/Mn)
エチレン・α−オレフィン共重合体の、ゲル浸透クロマトグラフィー(GPC)で測定した重量平均分子量(Mw)と数平均分子量(Mn)との比で表される分子量分布Mw/Mnは、1.2〜3.5の範囲にあることが好ましく、1.7〜3.0の範囲にあることがさらに好ましく、1.7〜2.7の範囲にあることがより好ましく、1.9〜2.4の範囲にあることがとくに好ましい。エチレン・α−オレフィン共重合体の分子量分布Mw/Mnは、重合に際し、後述のメタロセン化合物を用いることにより調整することができる。
【0063】
Mw/Mnを1.2未満にするためには、リビング重合的にエチレン・α−オレフィン共重合体を重合するため触媒活性が得られない。あるいは、従来公知の重合方法で得られたエチレン・α−オレフィン共重合体の低分子量成分、高分子量成分の分離が必要となるため、製造コストが高くなる。また、成形できる温度幅も狭く、さらに押出機での吐出量も均一にし難くなるため、均一な厚みのシートを得難く、シート成形が困難になる傾向にある。
【0064】
一方、Mw/Mnが3.5超過であると、低分子量成分が多くなるのでシートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、一般に、分子量分布Mw/Mnが広くなると組成分布も広くなることが知られている。このため、シートにベタツキが発生してシートがブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。さらに、低分子量成分がシート表面にブリードしてくるため接着の阻害要因となり、接着性が低下する。
【0065】
本明細書において、重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)は、Waters社製のゲル浸透クロマトグラフ(商品名「Alliance GPC−2000型」)を使用し、以下のようにして測定した。分離カラムには、商品名「TSKgel GMH6−HT」を2本、および商品名「TSKgel GMH6−HTL」を2本使用した。カラムサイズは、いずれも内径7.5mm、長さ300mmとし、カラム温度は140℃とし、移動相にはo−ジクロロベンゼン(和光純薬工業社製)および酸化防止剤としてBHT(武田薬品社製)0.025重量%を用いた。移動相を1.0ml/分の速度で移動させ、試料濃度は15mg/10mlとし、試料注入量は500μlとし、検出器として示差屈折計を用いた。標準ポリスチレンは、分子量がMw≦1000およびMw≧4×106については東ソー社製のものを用いた。また、分子量が1000≦Mw≦4×106についてはプレッシャーケミカル社製のものを用いた。分子量は、ユニバーサル校正して、用いた各α−オレフィンに合わせエチレン・α−オレフィン共重合体に換算した値である。
【0066】
(要件a10)
エチレン・α−オレフィン共重合体の、固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合は、2ppm以下であることが好ましく、1.5ppm以下であることがさらに好ましく、1.2ppm以下であることがとくに好ましい。塩素イオンの含有割合は、後述するメタロセン化合物の構造および重合条件を調整することにより調整することができる。すなわち、触媒の重合活性を高くすることにより、エチレン・α−オレフィン共重合体中の触媒残渣量を少なくし、塩素イオンの含有割合が上記の数値範囲にあるエチレン・α−オレフィン共重合体を得ることができる。
【0067】
エチレン・α−オレフィン共重合体中の塩素イオンの含有割合が2ppm超であると、銀などで構成される電極を腐食させ、太陽電池モジュールの長期信頼性を低下させる場合がある。なお、塩素原子を含まないメタロセン化合物を用いることで、実質的に塩素イオンを含まないエチレン・α−オレフィン共重合体を得ることができる。
【0068】
エチレン・α−オレフィン共重合体中の塩素イオンの含有割合は、例えば、オートクレーブなどを用いて滅菌洗浄されたガラス容器にエチレン・α−オレフィン共重合体を約10g精秤し、超純水を100ml加えて密閉した後、常温で30分間超音波(38kHz)抽出を行って得られる抽出液を使用し、ダイオネクス社製のイオンクロマトグラフ装置(商品名「ICS−2000」)を用いて測定することができる。
【0069】
(要件a11)
エチレン・α−オレフィン共重合体の、酢酸メチルへの抽出量は5.0重量%以下であることが好ましく、4.0重量%以下であることがさらに好ましく、3.5重量%以下であることがより好ましく、2.0重量%以下であることがとくに好ましい。酢酸メチルへの抽出量が多いことは、エチレン・α−オレフィン共重合体に低分子量成分が多く含まれており、分子量分布または組成分布が広がっていることを示している。そのため、後述のメタロセン化合物を使用し、重合条件を調整することにより、酢酸メチルへの抽出量が少ないエチレン・α−オレフィン共重合体を得ることができる。
【0070】
例えば、重合器内での重合滞留時間を短くすることにより、重合活性が低下したメタロセン化合物を重合系外に出せば、低分子量成分の生成を抑制できる。ソックスレー抽出法での酢酸メチルへの抽出量が5.0重量%超であると、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、一般に、分子量分布Mw/Mnが広くなると組成分布も広くなることが知られている。このため、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。さらに、低分子量がシート表面にブリードしてくるため接着の阻害となり、接着性が低下する。
【0071】
酢酸メチルへの抽出量は、例えばエチレン・α−オレフィン共重合体を約10g程度精秤し、酢酸メチルやメチルエチルケトンなどの低沸点かつエチレン・α−オレフィン共重合体の貧溶媒となる有機溶媒を用いて、各溶媒沸点以上の温度でソックスレー抽出を行い、抽出前後のエチレン・α−オレフィン共重合体の重量差または抽出溶媒を揮発させた残渣量より算出される。
【0072】
(融解ピーク)
エチレン・α−オレフィン共重合体の、示差走査熱量測定(DSC)に基づく融解ピークは30〜90℃の範囲に存在することが好ましく、33〜90℃の範囲に存在することがさらに好ましく、33〜88℃の範囲に存在することがとくに好ましい。融解ピークが90℃超であると、結晶化度が高く、得られる太陽電池封止材の柔軟性が低く、太陽電池モジュールをラミネート成形する際にセルの割れや、薄膜電極のカケが発生する場合がある。一方、融解ピークが30℃未満であると、樹脂組成物の柔軟性が高過ぎてしまい、押出成形にて太陽電池封止材シートを得ることが困難になる場合がある。また、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。
【0073】
また、本発明の太陽電池封止材は以下の態様も取り得る。
本発明の太陽電池封止材の第2の態様は、JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmであり、樹脂組成物からなる。
【0074】
体積固有抵抗は、好ましくは1.0×1014〜1.0×1018Ω・cm、さらに好ましくは5.0×1014〜1.0×1018Ω・cm、最も好ましくは1.0×1015〜1.0×1018Ω・cmである。
体積固有抵抗が1.0×1013Ω・cm未満であると、85℃,85%rhでの恒温恒湿試験において1日程度の短期間でPID現象を発生する傾向にある。体積固有抵抗が、1.0×1018Ω・cm超過であると、シートに静電気が帯びてしまいゴミを吸着しやすくなり、太陽電池モジュール内にゴミが混入し、発電効率や長期信頼性の低下を招く傾向にある。
なお、体積固有抵抗が、5.0×1014Ω・cm超過であると、85℃,85%rhでの恒温恒湿試験においてPID現象の発生までの時間が、240時間、さらには500時間以上に長期化できる傾向にある。同様に、体積固有抵抗が5.0×1014Ω・cm超過であると、100℃ないし100℃を越える高温下でのPID現象の発生までの時間を、長期化できる傾向にある。さらには、電圧が1000Vないし、1000Vを超える高電圧下でのPID現象の発生までの時間を長期化できる傾向にある。
【0075】
体積固有抵抗は、封止材シートに成形した後、真空ラミネーター、熱プレス、架橋炉などで架橋された後に測定される。また、モジュール積層体中のシートは、ガラス、配線を含む発電素子、バックシートなど他の層を除去して測定する。
上記体積固有抵抗を満たす太陽電池封止材を形成する樹脂組成物としては、従来公知の樹脂を用いることができる。例えば、エチレンおよび炭素数3〜20のα−オレフィンからなるエチレン・α−オレフィン共重合体、高密度エチレン系樹脂、低密度エチレン系樹脂、中密度エチレン系樹脂、超低密度エチレン系樹脂、プロピレン(共)重合体、1−ブテン(共)重合体、4−メチルペンテン−1(共)重合体、エチレン・環状オレフィン共重合体、エチレン・α−オレフィン・環状オレフィン共重合体、エチレン・α−オレフィン・非共役ポリエン共重合体、エチレン・α−オレフィン・共役ポリエン共重合体、エチレン・芳香族ビニル共重合体、エチレン・α−オレフィン・芳香族ビニル共重合体などのオレフィン系樹脂、エチレン・不飽和無水カルボン酸共重合体、エチレン・α−オレフィン・不飽和無水カルボン酸共重合体、エチレン・エポキシ含有不飽和化合物共重合体、エチレン・α−オレフィン・エポキシ含有不飽和化合物共重合体、エチレン・酢酸ビニル共重合体;エチレン・アクリル酸共重合体、エチレン・メタアクリル酸共重合体などのエチレン・不飽和カルボン酸共重合体、エチレン・アクリル酸エチル共重合体、エチレン・メタアクリル酸メチル共重合体などのエチレン・不飽和カルボン酸エステル共重合体、不飽和カルボン酸エステル(共)重合体、(メタ)アクリル酸エステル(共)重合体、エチレン・アクリル酸金属塩共重合体、エチレン・メタアクリル酸金属塩共重合体などのアイオノマー樹脂、ウレタン系樹脂、シリコーン系樹脂、アクリル酸系樹脂、メタアクリル酸系樹脂、環状オレフィン(共)重合体、α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・芳香族ビニル化合物・芳香族ポリエン共重合体、スチレン系樹脂、アクリロニトリル・ブタジエン・スチレン共重合体、スチレン・共役ジエン共重合体、アクリロニトリル・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・非共役ポリエン・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・共役ポリエン・スチレン共重合体、メタアクリル酸・スチレン共重合体、エチレンテレフタレート樹脂、フッ素樹脂、ポリエステルカーボネート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリオレフィン系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、1,2ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー、液晶性ポリエステル、ポリ乳酸などが挙げられる。
これらの樹脂は、後述するメタロセン化合物と反応してイオン対を形成する化合物を、実質的に使用せずに製造することが好ましい。または、製造後に樹脂を酸などにより処理する脱灰処理を行い、金属成分やイオン含有量を低減させることが好ましい。いずれの方法によっても、体積固有抵抗が1.0×1014Ω・cm以上となり、電気特性の優れる重合体を得ることができる。
【0076】
これらの中でも、エチレンおよび炭素数3〜20のα−オレフィンからなるエチレン・α−オレフィン共重合体、低密度エチレン系樹脂、中密度エチレン系樹脂、超低密度エチレン系樹脂、プロピレン(共)重合体、1−ブテン(共)重合体、4−メチルペンテン−1(共)重合体、エチレン・環状オレフィン共重合体、エチレン・α−オレフィン・環状オレフィン共重合体、エチレン・α−オレフィン・非共役ポリエン共重合体、エチレン・α−オレフィン・共役ポリエン共重合体、エチレン・芳香族ビニル共重合体、エチレン・α−オレフィン・芳香族ビニル共重合体などのオレフィン系樹脂、エチレン・不飽和無水カルボン酸共重合体、エチレン・α−オレフィン・不飽和無水カルボン酸共重合体、エチレン・エポキシ含有不飽和化合物共重合体、エチレン・α−オレフィン・エポキシ含有不飽和化合物共重合体、エチレン・アクリル酸共重合体、エチレン・メタアクリル酸共重合体などのエチレン・不飽和カルボン酸共重合体、エチレン・アクリル酸エチル共重合体、不飽和カルボン酸エステル(共)重合体、(メタ)アクリル酸エステル(共)重合体、エチレン・メタアクリル酸メチル共重合体などのエチレン・不飽和カルボン酸エステル共重合体、エチレン・アクリル酸金属塩共重合体、エチレン・メタアクリル酸金属塩共重合体などのアイオノマー樹脂、環状オレフィン(共)重合体、α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・芳香族ビニル化合物・芳香族ポリエン共重合体、アクリロニトリル・ブタジエン・スチレン共重合体、スチレン・共役ジエン共重合体、アクリロニトリル・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・非共役ポリエン・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・共役ポリエン・スチレン共重合体、メタアクリル酸・スチレン共重合体が好ましい。
さらに、エチレンおよび炭素数3〜20のα−オレフィンからなるエチレン・α−オレフィン共重合体がより好ましく、上述した特定の要件a1)〜a11)のうち、少なくとも一つを満たすエチレン・α−オレフィン共重合体がさらに好ましい。とりわけ、要件a1)、a2)、a3)およびa4)をそれぞれ満たすエチレン・α−オレフィン共重合体が好ましい。
前述した樹脂組成物は、シラン化合物によって変性されていても良い。
【0077】
体積固有抵抗は、架橋が必要な封止材は、封止材シートに成形した後、真空ラミネーター、熱プレス、架橋炉などで架橋および平坦なシートに加工された後に測定される。架橋が必要ではない封止材は、封止シートに成形した後、エンボス加工などが施されている場合は、真空ラミネーター、熱プレスなどで平坦なシートに加工した後に測定される。また、モジュール積層体中のシートは、他の層を除去して測定する。
【0078】
上記樹脂のDSCで測定される融点が110℃未満であると、有機過酸化物などを配合して熱架橋や、架橋助剤を添加して熱架橋や電子線架橋などを施し、樹脂組成物の架橋状態を有することで耐熱性が良好な太陽電池封止材として用いることができる。DSCで測定される融点が110℃超過であると、樹脂自体の耐熱性が発現される。
【0079】
上記樹脂のASTM D1238に準拠し、190℃、2.16kg荷重で測定されるMFRは、太陽電池封止材を得る製造工程が押出成形である場合、10〜50g/10分であり、カレンダー成形である場合、2超過10未満g/10分であることが好ましい。
上記樹脂組成物からなる太陽電池封止材はシート状である事が好ましい。
【0080】
本発明に係わる太陽電池モジュールは、表面側透明保護部材と、裏面側保護部材と、太陽電池素子と、前記太陽電池封止材から形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、を備えた太陽電池モジュールであることが好ましい。前記太陽電池封止材は必要に応じて架橋させてもよく、非架橋でもかまわない。モジュールに使用される前記太陽電池素子が結晶系発電素子であると、PIDが観測される可能性があるため、本発明をとりわけ好適に適用することが出来る。
【0081】
(エチレン・α−オレフィン共重合体の製造方法)
エチレン・α−オレフィン共重合体は、以下に示す種々のメタロセン化合物を触媒として用いて製造することができる。メタロセン化合物としては、例えば、特開2006−077261号公報、特開2008−231265号公報、特開2005−314680号公報などに記載のメタロセン化合物を用いることができる。ただし、これらの特許文献に記載のメタロセン化合物とは異なる構造のメタロセン化合物を使用してもよいし、二種以上のメタロセン化合物を組み合わせて使用してもよい。
【0082】
メタロセン化合物を用いる重合反応としては、例えば以下に示す態様を好適例として挙げることができる。
【0083】
従来公知のメタロセン化合物と、(II)(II−1)有機アルミニウムオキシ化合物、(II−2)前記メタロセン化合物(I)と反応してイオン対を形成する化合物、および(II−3)有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物(助触媒ともいう)と、からなるオレフィン重合用触媒の存在下に、エチレンとα−オレフィンなどから選ばれる一種以上のモノマーを供給する。
【0084】
(II−1)有機アルミニウムオキシ化合物、(II−2)前記メタロセン化合物(I)と反応してイオン対を形成する化合物、および(II−3)有機アルミニウム化合物としても、例えば、特開2006−077261号公報、特開2008−231265号公報、および特開2005−314680号公報などに記載のメタロセン化合物を用いることができる。ただし、これらの特許文献に記載のメタロセン化合物とは異なる構造のメタロセン化合物を使用してもよい。これら化合物は、個別に、あるいは予め接触させて重合雰囲気に投入してもよい。さらに、例えば特開2005−314680号公報などに記載の微粒子状無機酸化物担体に担持して用いてもよい。
なお、好ましくは、前述の(II−2)前記メタロセン化合物(I)と反応してイオン対を形成する化合物を実質的に使用せずに製造することで、電気特性の優れるエチレン・α−オレフィン共重合体を得ることができる。
【0085】
エチレン・α−オレフィン共重合体の重合は、従来公知の気相重合法、およびスラリー重合法、溶液重合法などの液相重合法のいずれでも行うことができる。好ましくは溶液重合法などの液相重合法により行われる。上記のようなメタロセン化合物を用いて、エチレンと炭素数3〜20のα−オレフィンとの共重合を行ってエチレン・α−オレフィン共重合体を製造する場合、(I)のメタロセン化合物は、反応容積1リットル当り、通常10−9〜10−1モル、好ましくは10−8〜10−2モルになるような量で用いられる。
【0086】
化合物(II−1)は、化合物(II−1)と、化合物(I)中の全遷移金属原子(M)とのモル比[(II−1)/M]が通常1〜10000、好ましくは10〜5000となるような量で用いられる。化合物(II−2)は、化合物(I)中の全遷移金属(M)とのモル比[(II−2)/M]が、通常0.5〜50、好ましくは1〜20となるような量で用いられる。化合物(II−3)は、重合容積1リットル当り、通常0〜5ミリモル、好ましくは約0〜2ミリモルとなるような量で用いられる。
【0087】
溶液重合法では、上述のようなメタロセン化合物の存在下に、エチレンと炭素数3〜20のα−オレフィンとの共重合を行うことによって、コモノマー含量が高く、組成分布が狭く、分子量分布が狭いエチレン・α−オレフィン共重合体を効率よく製造できる。ここで、エチレンと、炭素数3〜20のα−オレフィンとの仕込みモル比は、通常、エチレン:α−オレフィン=10:90〜99.9:0.1、好ましくはエチレン:α−オレフィン=30:70〜99.9:0.1、さらに好ましくはエチレン:α−オレフィン=50:50〜99.9:0.1である。
【0088】
炭素数3〜20のα−オレフィンとしては、直鎖状または分岐状のα−オレフィン、例えばプロピレン、1−ブテン、2−ブテン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、3−メチル−1−ペンテン、1−オクテン、1−デセン、1−ドデセンなどを挙げることができる。溶液重合法において使用できるα−オレフィンの例には、極性基含有オレフィンも包含される。極性基含有オレフィンとしては、例えば、アクリル酸、メタクリル酸、フマル酸、無水マレイン酸などのα,β−不飽和カルボン酸類、およびこれらのナトリウム塩などの金属塩類;アクリル酸メチル、アクリル酸エチル、アクリル酸n−プロピル、メタクリル酸メチル、メタクリル酸エチルなどのα,β−不飽和カルボン酸エステル類;酢酸ビニル、プロピオン酸ビニルなどのビニルエステル類;アクリル酸グリシジル、メタクリル酸グリシジルなどの不飽和グリシジル類などを挙げることができる。また、芳香族ビニル化合物、例えば、スチレン、o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、o,p−ジメチルスチレン、メトキシスチレン、ビニル安息香酸、ビニル安息香酸メチル、ビニルベンジルアセテート、ヒドロキシスチレン、p−クロロスチレン、ジビニルベンゼンなどのスチレン類;3−フェニルプロピレン、4−フェニルプロピレン、α−メチルスチレンなどを反応系に共存させて高温溶液重合を進めることも可能である。以上述べたα−オレフィンの中では、プロピレン、1−ブテン、1−ヘキセン、4−メチル−1−ペンテンおよび1−オクテンが好ましく用いられる。また、溶液重合法においては、炭素数が3〜20の環状オレフィン類、例えば、シクロペンテン、シクロヘプテン、ノルボルネン、5−メチル−2−ノルボルネン、などを併用してもよい。
【0089】
「溶液重合法」とは、後述の不活性炭化水素溶媒中にポリマーが溶解した状態で重合を行う方法の総称である。溶液重合法における重合温度は、通常0〜200℃、好ましくは20〜190℃、さらに好ましくは40〜180℃である。溶液重合法においては、重合温度が0℃に満たない場合、その重合活性は極端に低下し、重合熱の除熱も困難となり生産性の点で実用的でない。また、重合温度が200℃を超えると、重合活性が極端に低下するので生産性の点で実用的でない。
【0090】
重合圧力は、通常、常圧〜10MPaゲージ圧、好ましくは常圧〜8MPaゲージ圧の条件下である。共重合は、回分式、半連続式、連続式のいずれの方法においても行うことができる。反応時間(共重合反応が連続法で実施される場合には、平均滞留時間)は、触媒濃度、重合温度などの条件によっても異なり、適宜選択することができるが、通常1分間〜3時間、好ましくは10分間〜2.5時間である。さらに、重合を反応条件の異なる2段以上に分けて行うことも可能である。得られるエチレン・α−オレフィン共重合体の分子量は、重合系中の水素濃度や重合温度を変化させることによっても調節することができる。さらに、使用する化合物(II)の量により調節することもできる。水素を添加する場合、その量は、生成するエチレン・α−オレフィン共重合体1kgあたり0.001〜5,000NL程度が適当である。また、得られるエチレン・α−オレフィン共重合体の分子末端に存在するビニル基およびビニリデン基は、重合温度を高くすること、水素添加量を極力少なくすることで調整できる。
【0091】
溶液重合法において用いられる溶媒は、通常、不活性炭化水素溶媒であり、好ましくは常圧下における沸点が50℃〜200℃の飽和炭化水素である。具体的には、ペンタン、ヘキサン、ヘプタン、オクタン、デカン、ドデカン、灯油などの脂肪族炭化水素;シクロペンタン、シクロヘキサン、メチルシクロペンタンなどの脂環族炭化水素が挙げられる。なお、ベンゼン、トルエン、キシレンなどの芳香族炭化水素類や、エチレンクロリド、クロルベンゼン、ジクロロメタンなどのハロゲン化炭化水素も「不活性炭化水素溶媒」の範疇に入り、その使用を制限するものではない。
【0092】
前記したように、溶液重合法においては、従来繁用されてきた芳香族炭化水素に溶解する有機アルミニウムオキシ化合物のみならず、脂肪族炭化水素や脂環族炭化水素に溶解するMMAOのような修飾メチルアルミノキサンを使用できる。この結果、溶液重合用の溶媒として脂肪族炭化水素や脂環族炭化水素を採用すれば、重合系内や生成するエチレン・α−オレフィン共重合体中に芳香族炭化水素が混入する可能性をほぼ完全に排除することが可能となる。すなわち、溶液重合法は、環境負荷を軽減化でき、人体健康への影響を最小化できるという特徴も有する。なお、物性値のばらつきを抑制するため、重合反応により得られたエチレン・α−オレフィン共重合体、および所望により添加される他の成分は、任意の方法で溶融され、混練、造粒などを施されるのが好ましい。
【0093】
(エチレン系樹脂組成物)
本発明の太陽電池封止材は、前述のエチレン・α−オレフィン共重合体100重量部とエチレン性不飽和シラン化合物などのシランカップリング剤0.1〜5重量部と、有機過酸化物などの架橋剤0.1〜3重量部とを含有するエチレン系樹脂組成物からなることが、好ましい態様である。
【0094】
さらに、エチレン系樹脂組成物には、エチレン・α−オレフィン共重合体100重量部に対し、エチレン性不飽和シラン化合物が0.1〜4重量部、および有機過酸化物が0.2〜3重量部含有されることが好ましく、エチレン・α−オレフィン共重合体100重量部に対し、エチレン性不飽和シラン化合物が0.1〜3重量部、有機過酸化物が0.2〜2.5重量部含有されることがとくに好ましい。
【0095】
(エチレン性不飽和シラン化合物)
エチレン性不飽和シラン化合物が0.1重量部未満であると、接着性が低下する。一方、エチレン性不飽和シラン化合物が5重量部超であると、太陽電池封止材のコストと性能のバランスが悪く、また、エチレン性不飽和シラン化合物を太陽電池モジュールのラミネート時にエチレン・α−オレフィン共重合体にグラフト反応させるための有機過酸化物の添加量が多くなる。このため、太陽電池封止材を押出機でシート状にして得る際にゲル化を起こし、押出機のトルクが上昇し、押出シート成形が困難となる場合がある。また、シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。さらに、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。また、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。さらに、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。また、エチレン性不飽和シラン化合物自体が縮合反応を起こし、太陽電池封止材に白い筋として存在し、製品外観が悪化する。さらに、過剰のシランカップリング剤は、ガラスなどの被着体と縮合反応をした後、有機過酸化物の量が少ない場合は、エチレン・α−オレフィン共重合体の主鎖へのグラフト反応が不十分となり、接着性が低下する傾向にもある。
【0096】
エチレン性不飽和シラン化合物は、従来公知のものが使用でき、とくに制限はない。具体的には、ビニルトリエトキシシラン、ビニルトリメトキシシラン、ビニルトリス(β−メトキシエトキシシラン)、γ−グリシドキシプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、γ−メタクリロキシプロピルトリメトキシシランなどが使用できる。好ましくは、接着性が良好なγ−グリシドキシプロピルメトキシシラン、γ−アミノプロピルトリエトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、ビニルトリエトキシシランが挙げられる。
【0097】
(有機過酸化物)
有機過酸化物は、エチレン性不飽和シラン化合物と、エチレン・α−オレフィン共重合体とのグラフト変性の際のラジカル開始剤として、さらに、エチレン・α−オレフィン共重合体の太陽電池モジュールのラミネート成形時の架橋反応の際のラジカル開始剤として用いられる。エチレン・α−オレフィン共重合体に、エチレン性不飽和シラン化合物をグラフト変性することにより、ガラス、バックシート、セル、電極との接着性が良好な太陽電池モジュールが得られる。さらに、エチレン・α−オレフィン共重合体を架橋することにより、耐熱性、接着性に優れた太陽電池モジュールを得ることができる。
【0098】
好ましく用いられる有機過酸化物は、エチレン・α−オレフィン共重合体にエチレン性不飽和シラン化合物をグラフト変性したり、エチレン・α−オレフィン共重合体を架橋したりすることが可能なものであればよいが、押出シート成形での生産性と太陽電池モジュールのラミネート成形時の架橋速度のバランスから、有機過酸化物の1分間半減期温度が100〜170℃である。有機過酸化物の1分間半減期温度が100℃未満であると、押出シート成形時に樹脂組成物から得られる太陽電池封止シートにゲルが発生し、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。押出シート成形の押出温度を90℃以下に下げると成形は可能であるが、生産性が大幅に低下する。有機過酸化物の1分間半減期温度が170℃超であると、太陽電池モジュールのラミネート成形時の架橋速度が遅く、太陽電池モジュールの生産性が大幅に低下する。また、太陽電池封止材の耐熱性、接着性が低下する。
【0099】
有機過酸化物としては公知のものが使用できる。1分間半減期温度が100〜170℃の範囲にある有機過酸化物の好ましい具体例としては、ジラウロイルパーオキサイド、1,1,3,3−テトラメチルブチルパーオキシ−2−エチルヘキサノエート、ジベンゾイルパーオキサイド、t−アミルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシマレイン酸、1,1−ジ(t−アミルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ジ(t−アミルパーオキシ)シクロヘキサン、t−アミルパーオキシイソノナノエート、t−アミルパーオキシノルマルオクトエート、1,1−ジ(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ジ(t−ブチルパーオキシ)シクロヘキサン、t−ブチルパーオキシイソプロピルカーボネート、t−ブチルパーオキシ−2−エチルヘキシルカーボネート、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン、t−アミル−パーオキシベンゾエート、t−ブチルパーオキシアセテート、t−ブチルパーオキシイソノナノエート、2,2−ジ(t−ブチルパーオキシ)ブタン、t−ブチルパーオキシベンゾエート、などが挙げられる。好ましくは、ジラウロイルパーオキサイド、t−ブチルパーオキシイソプロピルカーボネート、t−ブチルパーオキシアセテート、t−ブチルパーオキシイソノナノエート、t−ブチルパーオキシ−2−エチルヘキシルカーボネート、t−ブチルパーオキシベンゾエートなどが挙げられる。
【0100】
(紫外線吸収剤、光安定化剤、耐熱安定剤)
エチレン系樹脂組成物には、紫外線吸収剤、光安定化剤、および耐熱安定剤からなる群より選択される少なくとも一種の添加剤が含有されることが好ましい。これらの添加剤の配合量は、エチレン・α−オレフィン共重合体100重量部に対して、0.005〜5重量部であることが好ましい。さらに、上記三種から選ばれる少なくとも二種の添加剤を含有することが好ましく、とくに、上記三種の全てが含有されていることが好ましい。上記添加剤の配合量が上記範囲にあると、高温高湿への耐性、ヒートサイクルの耐性、耐候安定性、および耐熱安定性を向上する効果を十分に確保し、かつ、太陽電池封止材の透明性やガラス、バックシート、セル、電極、アルミニウムとの接着性の低下を防ぐことができるので好ましい。
【0101】
紫外線吸収剤としては、具体的には、2−ヒドロキシ−4−ノルマル−オクチルオキシベンゾフェノン、2−ヒドロキシ−4メトキシベンゾフェノン、2,2−ジヒドロキシ−4−メトキシベンゾフェノン、2−ヒドロキシ−4−メトキシ−4−カルボキシベンゾフェノン、2−ヒドロキシ−4−N−オクトキシベンゾフェノンなどのベンゾフェノン系;2−(2−ヒドロキシ−3,5−ジ−t−ブチルフェニル)ベンゾトリアゾール、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾールなどのベンゾトリアリゾール系;フェニルサルチレート、p−オクチルフェニルサルチレートなどのサリチル酸エステル系のものが用いられる。
【0102】
光安定化剤としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]などのヒンダードアミン系、ヒンダードピペリジン系化合物などのものが好ましく使用される。
【0103】
耐熱安定剤としては、具体的には、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、ビス[2,4−ビス(1,1−ジメチルエチル)−6−メチルフェニル]エチルエステル亜リン酸、テトラキス(2,4−ジ−tert−ブチルフェニル)[1,1−ビフェニル]−4,4'−ジイルビスホスフォナイト、およびビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイトなどのホスファイト系耐熱安定剤;3−ヒドロキシ−5,7−ジ−tert−ブチル−フラン−2−オンとo−キシレンとの反応生成物などのラクトン系耐熱安定剤;3,3',3",5,5',5"−ヘキサ−tert−ブチル−a,a',a"−(メチレン−2,4,6−トリイル)トリ−p−クレゾール、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)ベンジルベンゼン、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、チオジエチレンビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]などのヒンダードフェノール系耐熱安定剤;硫黄系耐熱安定剤;アミン系耐熱安定剤などを挙げることができる。また、これらを一種単独でまたは二種以上を組み合わせて用いることもできる。中でも、ホスファイト系耐熱安定剤、およびヒンダードフェノール系耐熱安定剤が好ましい。
【0104】
(その他の添加剤)
太陽電池封止材を構成するエチレン系樹脂組成物には、以上詳述した諸成分以外の各種成分を、本発明の目的を損なわない範囲において、適宜含有させることができる。例えば、エチレン・α−オレフィン共重合体以外の各種ポリオレフィン、スチレン系やエチレン系ブロック共重合体、プロピレン系重合体などが挙げられる。これらは、上記エチレン・α−オレフィン共重合体100重量部に対して、0.0001〜50重量部、好ましくは0.001〜40重量部含有されていてもよい。また、ポリオレフィン以外の各種樹脂、および/または各種ゴム、可塑剤、充填剤、顔料、染料、帯電防止剤、抗菌剤、防黴剤、難燃剤、架橋助剤、および分散剤などから選ばれる一種以上の添加剤を適宜含有することができる。
【0105】
とくに、架橋助剤を含有させる場合において、架橋助剤の配合量は、エチレン・α−オレフィン共重合体100重量部に対して、0.05〜5重量部であると、適度な架橋構造を有することができ、耐熱性、機械物性、接着性を向上できるため好ましい。
【0106】
架橋助剤としては、オレフィン系樹脂に対して一般に使用される従来公知のものが使用できる。このような架橋助剤は、分子内に二重結合を二個以上有する化合物である。具体的には、t−ブチルアクリレート、ラウリルアクリレート、セチルアクリレート、ステアリルアクリレート、2−メトキシエチルアクリレート、エチルカルビトールアクリレート、メトキシトリプロピレングリコールアクリレートなどのモノアクリレート;t−ブチルメタクリレート、ラウリルメタクリレート、セチルメタクリレート、ステアリルメタクリレート、メトキシエチレングリコールメタクリレート、メトキシポリエチレングリコールメタクリレートなどのモノメタクリレート;1,4−ブタンジオールジアクリレート、1,6−ヘキサンジオールジアクリレート、1,9−ノナンジオールジアクリレート、ネオペンチルグリコールジアクリレート、ジエチレングリコールジアクリレート、テトラエチレングリコールジアクリレート、ポリエチレングリコールジアクリレート、トリプロピレングリコールジアクリレート、ポリプロピレングリコールジアクリレートなどのジアクリレート;1,3−ブタンジオールジメタクリレート、1,6−ヘキサンジオールジメタクリレート、1,9−ノナンジオールジメタクリレートネオペンチルグリコールジメタクリレート、エチレングリコールジメタクリレート、ジエチレングリコールジメタクリレート、トリエチレングリコールジメタクリレート、ポリエチレングリコールジメタクリレートなどのジメタクリレート;トリメチロールプロパントリアクリレート、テトラメチロールメタントリアクリレート、ペンタエリスリトールトリアクリレートなどのトリアクリレート;トリメチロールプロパントリメタクリレート、トリメチロールエタントリメタクリレートなどのトリメタクリレート;ペンタエリスリトールテトラアクリレート、テトラメチロールメタンテトラアクリレートなどのテトラアクリレート;ジビニルベンゼン、ジ−i−プロペニルベンゼンなどのジビニル芳香族化合物;トリアリルシアヌレート、トリアリルイソシアヌレートなどのシアヌレート;ジアリルフタレートなどのジアリル化合物;トリアリル化合物:p−キノンジオキシム、p−p'−ジベンゾイルキノンジオキシムなどのオキシム:フェニルマレイミドなどのマレイミドが挙げられる。これらの架橋助剤の中でより好ましいのは、ジアクリレート、ジメタクリレート、ジビニル芳香族化合物、トリメチロールプロパントリアクリレート、テトラメチロールメタントリアクリレート、ペンタエリスリトールトリアクリレートなどのトリアクリレート;トリメチロールプロパントリメタクリレート、トリメチロールエタントリメタクリレートなどのトリメタクリレート;ペンタエリスリトールテトラアクリレート、テトラメチロールメタンテトラアクリレートなどのテトラアクリレート、トリアリルシアヌレート、トリアリルイソシアヌレートなどのシアヌレート、ジアリルフタレートなどのジアリル化合物;トリアリル化合物:p−キノンジオキシム、p−p'−ジベンゾイルキノンジオキシムなどのオキシム:フェニルマレイミドなどのマレイミドである。さらにこれらの中でとくに好ましいのは、トリアリルイソシアヌレートであり、ラミネート後の太陽電池封止材の気泡発生や架橋特性のバランスが最も優れる。
【0107】
太陽電池封止材に用いられるエチレン系樹脂組成物は、キュラストメーターにて150℃、反転速度100cpmで測定した最大トルク値の90%に到達する時間(Tc90)が、8〜14分であることも好ましい態様の一つである。より好ましくは8〜13分、さらに好ましくは9〜12分である。Tc90が8分未満の場合、太陽電池封止材を押出機でシート状にして得る際にゲル化を起こし、得られるシートなどの表面に凹凸が発生し、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。Tc90が14分超の場合、太陽電池モジュールのラミネート加工時の架橋に要する時間が長くなり、太陽電池モジュールの製造時間が長くなる傾向にある。
【0108】
太陽電池封止材に用いられるエチレン系樹脂組成物は、マイクロレオロジーコンパウンダーにて120℃、30rpmの条件で混練を行い、最低トルク値から0.1Nm上がった時間が10〜100分であることも好ましい態様の一つである。より好ましくは最低トルク値から0.1Nm上がった時間が10〜90分、さらに好ましくは最低トルク値から0.1Nm上がった時間が10〜80分である。最低トルク値から0.1Nm上がった時間が10分未満であると、太陽電池封止材を押出機でシート状にして得る際にゲル化を起こし、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、薄膜電極、バックシートとの密着性が悪化し、接着性も低下する。最低トルク値から0.1Nm上がった時間が100分超であると、太陽電池モジュールのラミネート成形時の架橋特性が不十分となり、耐熱性、ガラス接着性が低下する。
【0109】
(太陽電池封止材)
本発明の太陽電池封止材は、ガラス、バックシート、薄膜電極、アルミニウム、太陽電池素子などの各種太陽電池部材との接着性、耐熱性、押出成形性および架橋特性のバランスに優れ、さらに、透明性、柔軟性、外観、耐候性、体積固有抵抗、電気絶縁性、透湿性、電極腐食性、プロセス安定性のバランスに優れている。このため、従来公知の太陽電池モジュールの太陽電池封止材として好適に用いられる。本発明の太陽電池封止材の製造方法としては通常用いられている方法が利用できるが、ニーダー、バンバリミキサー、押出機などにより溶融ブレンドすることにより製造することが好ましい。とくに、連続生産が可能な押出機での製造が好ましい。
【0110】
太陽電池封止材は、その全体形状がシート状であることも好ましい実施形態の一つである。また、前述のエチレン系樹脂組成物からなるシートを少なくとも一層有する、他の層と複合化された太陽電池封止材も好適に用いることができる。太陽電池封止材の層の厚みは、通常0.01〜2mm、好ましくは、0.05〜1.5mm、さらに好ましくは0.1〜1.2mm、とくに好ましくは0.2〜1mm、より好ましくは0.3〜0.9mm、最も好ましくは0.3〜0.8mmである。厚みがこの範囲内であると、ラミネート工程における、ガラス、太陽電池素子、薄膜電極などの破損が抑制でき、かつ、十分な光線透過率を確保することにより高い光発電量を得ることができる。さらには、低温での太陽電池モジュールのラミネート成形ができるので好ましい。
【0111】
太陽電池封止材のシートの成形方法にはとくに制限は無いが、公知の各種の成形方法(キャスト成形、押出シート成形、インフレーション成形、射出成形、圧縮成形など)を採用することが可能である。とくに、押出機中でエチレン・α−オレフィン共重合体と、エチレン性不飽和シラン化合物、有機過酸化物、紫外線吸収剤、光安定化剤、耐熱安定剤、および必要に応じてその他添加剤を、例えば、ポリ袋などの袋の中で人力でのブレンドや、ヘンシェルミキサー、タンブラー、スーパーミキサーなどの攪拌混合機を用いてブレンドしたエチレン・α−オレフィン共重合体と各種添加剤を配合した組成物を、押出シート成形のホッパーに投入し、溶融混練を行いつつ押出シート成形を行い、シート状の太陽電池封止材を得ることが最も好ましい実施形態である。なお、配合した組成物にて一度押出機にてペレット化を行い、さらに押出成形やプレス成形でシート化を行う際は、一般的に水層をくぐらせるあるいはアンダーウォーターカッター式の押出機を用いてストランドを冷却しカットしてペレットを得ている。そのため、水分が付着するので添加剤、とくにシランカップリング剤の劣化が起り、例えば再度押出機でシート化を行う際に、シランカップリング剤同士の縮合反応が進行し、接着性が低下する傾向にあるため好ましくはない。また、エチレン・α−オレフィン共重合体と過酸化物やシランカップリング剤を除く添加剤(耐熱安定剤、光安定化剤、紫外線吸収剤などの安定剤)を事前に押出機を用いてマスターバッチ化した後、過酸化物やシランカップリング剤をブレンドし再度押出機などでシート成形する場合も、耐熱安定剤、光安定化剤、紫外線吸収剤などの安定剤は二度押出機を介しているため、安定剤が劣化し耐候性や耐熱性などの長期信頼性が低下する傾向にあり、好ましくない。押出温度範囲としては、押出温度が100〜130℃である。押出温度を100℃未満にすると、太陽電池封止材の生産性が低下する。押出温度を130℃超にすると、太陽電池封止材に用いられるエチレン系樹脂組成物を押出機でシート化して太陽電池封止材を得る際にゲル化を起こし、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。
【0112】
また、太陽電池封止材のシート(または層)の表面には、エンボス加工が施されてもよい。太陽電池封止材のシート表面を、エンボス加工によって装飾することで、封止シート同士、または封止シートと他のシートなどとのブロッキングを防止しうる。さらに、エンボスが、太陽電池封止材(太陽電池用封止シート)の貯蔵弾性率を低下させるため、太陽電池用封止シートと太陽電池素子とをラミネートする時に太陽電池素子などに対するクッションとなって、太陽電池素子の破損を防止することができる。
【0113】
太陽電池封止材のシートの単位面積当りの凹部の合計体積VHと、太陽電池封止材のシートの見掛けの体積VAとの百分比VH/VA×100で表される空隙率P(%)が、10〜50%であることが好ましく、10〜40%であることがより好ましく、15〜40%であることがさらに好ましい。なお、太陽電池封止材のシートの見掛けの体積VAは、単位面積に太陽電池用封止シートの最大厚みを乗じることにより得られる。空隙率Pが10%未満であると、太陽電池封止材の弾性率を十分低下させることができず、十分なクッション性が得られない。このため、モジュールの製造工程にて、二段階でラミネート加工(加圧工程)する際に、結晶系太陽電池では、シリコンセルやシリコンセルと電極とを固定する半田が割れたりし、薄膜系太陽電池では、銀電極が割れたりすることがある。すなわち、エチレン系樹脂組成物からなるシートを含む太陽電池封止材の空隙率が10%未満であると、太陽電池封止材に局所的に圧力が加えられた場合に、圧力が加えられた凸部が潰れるように変形しない。このため、ラミネート加工時に、例えばシリコンセルなどに対して局所的に大きな圧力が加わってシリコンセルが割れてしまう。また、太陽電池封止材の空隙率が10%未満であると、空気の通り道が少ないため、ラミネート加工時に脱気不良となる。このため、太陽電池モジュールに空気が残留して外観が悪化したり、長期使用時には、残留した空気中の水分により電極の腐食が生じたりすることがある。さらに、ラミネート時に、流動したエチレン系樹脂組成物が空隙を埋めないため、太陽電池モジュールの各被着体の外部にはみ出して、ラミネーターを汚染することもある。
【0114】
一方、空隙率Pが80%よりも大きいと、ラミネート加工の加圧時に空気を全て脱気できず、太陽電池モジュール内に空気が残留しやすい。このため、太陽電池モジュールの外観が悪化したり、長期使用時には、残留した空気中の水分により電極の腐食を起こしたりする。また、ラミネート加工の加圧時に空気を全て脱気できないため、太陽電池封止材と被着体との接着面積が低下し、十分な接着強度が得られない。
【0115】
空隙率Pは、次のような計算により求めることができる。エンボス加工が施された太陽電池封止材の、見掛けの体積VA(mm3)は、太陽電池封止材の最大厚みtmax(mm)と単位面積(例えば1m2=1000×1000=106mm2)との積によって、下記式(3)のようにして算出される。
VA(mm3)=tmax(mm)×106(mm2) (3)
一方、この単位面積の太陽電池封止材の実際の体積V0(mm3)は、太陽電池封止材を構成する樹脂の比重ρ(g/mm3)と単位面積(1m2)当りの太陽電池封止材の実際の重さW(g)と、を下記式(4)に当てはめることにより算出される。
V0(mm3)=W/ρ (4)
太陽電池封止材の単位面積当りの凹部の合計体積VH(mm3)は、下記式(5)に示されるように、「太陽電池封止材の見掛けの体積VA」から「実際の体積V0」を差し引くことによって算出される。
VH(mm3)=VA−V0=VA−(W/ρ) (5)
したがって、空隙率(%)は次のようにして求めることができる。
空隙率P(%)=VH/VA×100
=(VA−(W/ρ))/VA×100
=1−W/(ρ・VA)×100
=1−W/(ρ・tmax・106)×100
【0116】
空隙率(%)は、上記の計算式によって求めることができるが、実際の太陽電池封止材の断面やエンボス加工が施された面を顕微鏡撮影し、画像処理などすることによって求めることもできる。
【0117】
エンボス加工により形成される凹部の深さは、太陽電池封止材の最大厚みの20〜95%であることが好ましく、50〜95%であることがより好ましく、65〜95%であることがより好ましい。シートの最大厚みtmaxに対する凹部の深さDの百分比を、凹部の「深さ率」と称する場合がある。
【0118】
エンボス加工の凹部の深さとは、エンボス加工による太陽電池封止材の凹凸面の凸部の最頂部と凹部の最深部との高低差Dを示す。また、太陽電池封止材の最大厚みtmaxとは、太陽電池封止材の一方の面にエンボス加工してある場合、一方の凸部の最頂部から他方の面までの(太陽電池封止材厚さ方向の)距離を示し、太陽電池封止材の両方の面にエンボス加工が施されている場合は、一方の面の凸部の最頂部から他方の凸部の最頂部までの(太陽電池封止材厚さ方向の)距離を示す。
【0119】
エンボス加工は、太陽電池封止材の片面に施されていても、両面に施されていてもよい。エンボス加工の凹部の深さを大きくする場合は、太陽電池封止材の片面にのみ形成するのが好ましい。エンボス加工が太陽電池封止材の片面にのみ施されている場合、太陽電池封止材の最大厚みtmaxは0.01mm〜2mmであり、好ましくは0.05〜1mmであり、さらに好ましくは0.1〜1mmであり、さらに好ましくは0.15〜1mmであり、さらに好ましくは0.2〜1mmであり、さらに好ましくは0.2〜0.9mmであり、さらに好ましくは0.3〜0.9mmであり、最も好ましくは0.3〜0.8mmである。太陽電池封止材の最大厚みtmaxがこの範囲内であると、ラミネート工程における、ガラス、太陽電池素子、薄膜電極などの破損を抑制でき、比較的低温でも太陽電池モジュールのラミネート成形ができるので好ましい。また、太陽電池封止材は、十分な光線透過率を確保でき、それを用いた太陽電池モジュールは高い光発電量を有する。
【0120】
さらに、そのシートは、太陽電池モジュールサイズに合わせて裁断された枚葉形式、または太陽電池モジュールを作製する直前にサイズに合わせて裁断可能なロール形式にて太陽電池封止材として用いることができる。本発明の好ましい実施形態であるシート状の太陽電池封止材(太陽電池用封止シート)は、太陽電池封止材からなる層を少なくとも一層有していればよい。したがって、本発明の太陽電池封止材からなる層の数は、一層であってもよいし、二層以上であってもよい。構造を単純にしてコストを下げる観点、および層間での界面反射を極力小さくし、光を有効に活用する観点などからは、一層であることが好ましい。
【0121】
太陽電池用封止シートは、本発明の太陽電池封止材からなる層のみで構成されていてもよいし、太陽電池封止材を含有する層以外の層(以下、「その他の層」とも記す)を有していてもよい。その他の層の例としては、目的で分類するならば、表面または裏面保護のためのハードコート層、接着層、反射防止層、ガスバリア層、防汚層などを挙げることができる。材質で分類するならば、紫外線硬化性樹脂からなる層、熱硬化性樹脂からなる層、ポリオレフィン樹脂からなる層、カルボン酸変性ポリオレフィン樹脂からなる層、フッ素含有樹脂からなる層、環状オレフィン(共)重合体からなる層、無機化合物からなる層などを挙げることができる。
【0122】
本発明の太陽電池封止材からなる層と、その他の層との位置関係にはとくに制限はなく、本発明の目的との関係で好ましい層構成が適宜選択される。すなわち、その他の層は、2以上の太陽電池封止材からなる層の間に設けられてもよいし、太陽電池用封止シートの最外層に設けられてもよいし、それ以外の箇所に設けられてもよい。また、太陽電池封止材からなる層の片面にのみその他の層が設けられてもよいし、両面にその他の層が設けられてもよい。その他の層の層数にとくに制限はなく、任意の数のその他の層を設けることができるし、その他の層を設けなくともよい。
【0123】
構造を単純にしてコストを下げる観点、および界面反射を極力小さくし光を有効に活用する観点などからは、その他の層を設けず、本発明の太陽電池封止材からなる層のみで太陽電池用封止シートを作製すればよい。ただし、目的との関係で必要または有用なその他の層があれば、適宜そのようなその他の層を設ければよい。その他の層を設ける場合における、本発明の太陽電池封止材からなる層と他の層との積層方法についてはとくに制限はないが、キャスト成形機、押出シート成形機、インフレーション成形機、射出成形機などの公知の溶融押出機を用いて共押出して積層体を得る方法、あるいは予め成形された一方の層上に他方の層を溶融または加熱ラミネートして積層体を得る方法が好ましい。また、適当な接着剤(例えば、無水マレイン酸変性ポリオレフィン樹脂(三井化学社製の商品名「アドマー(登録商標)」、三菱化学社製の商品名「モディック(登録商標)」など)、不飽和ポリオレフィンなどの低(非)結晶性軟質重合体、エチレン/アクリル酸エステル/無水マレイン酸三元共重合体(住化シーディエフ化学社製の商品名「ボンダイン(登録商標)」など)をはじめとするアクリル系接着剤、エチレン/酢酸ビニル系共重合体、またはこれらを含む接着性樹脂組成物など)を用いたドライラミネート法、あるいはヒートラミネート法などにより積層してもよい。接着剤としては、120〜150℃程度の耐熱性があるものが好ましく使用され、ポリエステル系あるいはポリウレタン系接着剤などが好適なものとして例示される。また、両層の接着性を改良するために、例えば、シラン系カップリング処理、チタン系カップリング処理、コロナ処理、プラズマ処理などを用いてもよい。
【0124】
2.太陽電池モジュールについて
太陽電池モジュールは、例えば、通常、多結晶シリコンなどにより形成された太陽電池素子を太陽電池用封止シートで挟み積層し、さらに、表裏両面を保護シートでカバーした結晶型太陽電池モジュールが挙げられる。すなわち、典型的な太陽電池モジュールは、太陽電池モジュール用保護シート(表面保護部材)/太陽電池用封止シート/太陽電池素子/太陽電池用封止シート/太陽電池モジュール用保護シート(裏面保護部材)という構成になっている。ただし、本発明の好ましい実施形態の1つである太陽電池モジュールは、上記の構成には限定されず、本発明の目的を損なわない範囲で、上記の各層の一部を適宜省略し、または上記以外の層を適宜設けることができる。上記以外の層としては、例えば接着層、衝撃吸収層、コーティング層、反射防止層、裏面再反射層、および光拡散層などを挙げることができる。これらの層は、とくに限定はないが、各層を設ける目的や特性を考慮して、適切な位置に設けることができる。
【0125】
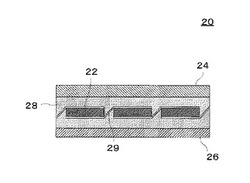
(結晶シリコン系の太陽電池モジュール)
図1は、本発明の太陽電池モジュールの一実施形態を模式的に示す断面図である。なお、図1においては、結晶シリコン系の太陽電池モジュール20の構成の一例が示されている。図1に示されるように、太陽電池モジュール20は、インターコネクタ29により電気的に接続された複数の結晶シリコン系の太陽電池素子22と、それを挟持する一対の表面保護部材24と裏面保護部材26とを有し、これらの保護部材と複数の太陽電池素子22との間に、封止層28が充填されている。封止層28は、本発明の太陽電池用封止シートを貼り合わせた後、加熱圧着されて得られ、太陽電池素子22の受光面および裏面に形成された電極と接している。電極とは、太陽電池素子22の受光面および裏面にそれぞれ形成された集電部材であり、後述する集電線、タブ付用母線、および裏面電極層などを含む。
【0126】
図2は、太陽電池素子の受光面と裏面の一構成例を模式的に示す平面図である。図2においては、太陽電池素子22の受光面22Aと裏面22Bの構成の一例が示されている。図2(A)に示されるように、太陽電池素子22の受光面22Aには、ライン状に多数形成された集電線32と、集電線32から電荷を収集するとともに、インターコネクタ29(図1)と接続されるタブ付用母線(バスバー)34Aと、が形成されている。また、図2(B)に示されるように、太陽電池素子22の裏面22Bには、全面に導電層(裏面電極)36が形成され、その上に導電層36から電荷を収集するとともに、インターコネクタ29(図1)と接続されるタブ付用母線(バスバー)34Bが形成されている。集電線32の線幅は、例えば0.1mm程度であり;タブ付用母線34Aの線幅は、例えば2〜3mm程度であり;タブ付用母線34Bの線幅は、例えば5〜7mm程度である。集電線32、タブ付用母線34Aおよびタブ付用母線34Bの厚みは、例えば20〜50μm程度である。
【0127】
集電線32、タブ付用母線34A、およびタブ付用母線34Bは、導電性が高い金属を含むことが好ましい。このような導電性の高い金属の例には、金、銀、銅などが含まれるが、導電性や耐腐食性が高い点などから、銀や銀化合物、銀を含有する合金などが好ましい。導電層36は、導電性の高い金属だけでなく、受光面で受けた光を反射させて太陽電池素子の光電変換効率を向上させるという観点などから、光反射性の高い成分、例えばアルミニウムを含むことが好ましい。集電線32、タブ付用母線34A、タブ付用母線34B、および導電層36は、太陽電池素子22の受光面22Aまたは裏面22Bに、前記導電性の高い金属を含む導電材塗料を、例えばスクリーン印刷により50μmの塗膜厚さに塗布した後、乾燥し、必要に応じて例えば600〜700℃で焼き付けすることにより形成される。
【0128】
表面保護部材24は、受光面側に配置されることから、透明である必要がある。表面保護部材24の例には、透明ガラス板や透明樹脂フィルムなどが含まれる。一方、裏面保護部材26は透明である必要はなく、その材質はとくに限定されない。裏面保護部材26の例にはガラス基板やプラスチックフィルムなどが含まれるが、耐久性や透明性の観点からガラス基板が好適に用いられる。
【0129】
太陽電池モジュール20は、任意の製造方法で得ることができる。太陽電池モジュール20は、例えば、裏面保護部材26、太陽電池用封止シート、複数の太陽電池素子22、太陽電池用封止シート、および表面保護部材24をこの順に積層した積層体を得る工程;該積層体を、ラミネーターなどにより加圧し貼り合わせ、同時に必要に応じて加熱する工程;前記工程の後、さらに必要に応じて積層体を加熱処理し、前記封止材を硬化する工程により得ることができる。
太陽電池素子には、通常、発生した電気を取り出すための集電電極が配置される。集電電極の例には、バスバー電極、フィンガー電極などが含まれる。一般に、集電電極は、太陽電池素子の表面と裏面の両面に配置した構造をとるが、受光面に集電電極を配置すると、集電電極が光を遮ってしまうため発電効率が低下するという問題が生じうる。
【0130】
近年、発電効率を向上させるために、受光面に集電電極を配置する必要のないバックコンタクト型太陽電池素子を用いることが考えられる。バックコンタクト型太陽電池素子の一態様では、太陽電池素子の受光面の反対側に設けられた裏面側に、pドープ領域とnドープ領域とを交互に設ける。バックコンタクト型太陽電池素子の他の態様では、貫通孔(スルーホール)を設けた基板にp/n接合を形成し、スルーホール内壁および裏面側のスルーホール周辺部まで表面(受光面)側のドープ層を形成し、裏面側で受光面の電流を取り出す。
【0131】
一般に太陽電池システムにおいては、前述の太陽電池モジュールを直列数台から数十台につないでおり、住宅用の小規模のものでも50V〜500V、メガソーラーと呼ばれる大規模のものでは600〜1000Vでの運用がなされる。太陽電池モジュールの外枠には、強度保持などを目的にアルミフレームなどが使用され、安全上の観点からアルミフレームはアース(接地)される場合が多い。その結果太陽電池が発電することで、封止材に比較して電気抵抗の低いガラス面と太陽電池素子の間には、発電による電圧差が生じることになる。
その結果、発電セルとガラスまたはアルミフレームとの間に封止される、太陽電池封止材には、高い電気絶縁性、高抵抗などの良好な電気特性が求められる。
【0132】
(薄膜シリコン系(アモルファスシリコン系)の太陽電池モジュール)
薄膜シリコン系の太陽電池モジュールは、(1)表面側透明保護部材(ガラス基板)/薄膜太陽電池素子/封止層/裏面保護部材をこの順に積層したもの;(2)表面側透明保護部材/封止層/薄膜太陽電池素子/封止層/裏面保護部材をこの順に積層したものなどでありうる。表面側透明保護部材、裏面保護部材、および封止層は、前述の「結晶シリコン系の太陽電池モジュール」の場合と同様である。
【0133】
(1)の態様における薄膜太陽電池素子は、例えば、透明電極層/pin型シリコン層/裏面電極層をこの順に含む。透明電極層の例には、In2O3、SnO2、ZnO、Cd2SnO4、ITO(In2O3にSnを添加したもの)などの半導体系酸化物が含まれる。裏面電極層は、例えば銀薄膜層を含む。各層は、プラズマCVD(ケミカル・ベ−パ・デポジション)法やスパッタ法により形成される。封止層は、裏面電極層(例えば銀薄膜層)と接するように配置される。透明電極層は、表面側透明保護部材上に形成されるので、表面保護部材と透明電極層との間に封止層は配置されないことが多い。
【0134】
(2)の態様における薄膜太陽電池素子は、例えば、透明電極層/pin型シリコン層/金属箔、または耐熱性高分子フィルム上に配置された金属薄膜層(例えば、銀薄膜層)、をこの順に含む。金属箔の例には、ステンレススチール箔などが含まれる。耐熱性高分子フィルムの例には、ポリイミドフィルムなどが含まれる。透明電極層およびpin型シリコン層は、前述と同様、CVD法やスパッタ法により形成される。つまり、pin型シリコン層は、金属箔、または耐熱性高分子フィルム上に配置された金属薄膜層に形成され;さらに透明電極層はpin型シリコン層に形成される。また、耐熱性高分子フィルム上に配置される金属薄膜層もCVD法やスパッタ法により形成されうる。
【0135】
この場合、封止層は、透明電極層と表面保護部材との間;および金属箔または耐熱性高分子フィルムと裏面保護部材との間にそれぞれ配置される。このように、太陽電池用封止シートから得られる封止層は、太陽電池素子の集電線、タブ付用母線、および導電層などの電極と接している。また(2)の態様における薄膜太陽電池素子は、シリコン層が、結晶シリコン系の太陽電池素子に比べて薄いため、太陽電池モジュール製造時の加圧や前記モジュール稼動時の外部からの衝撃により破損しにくい。このため、結晶シリコン系の太陽電池モジュールに用いられるものよりも薄膜太陽電池モジュールに用いる太陽電池用封止シートの柔軟性は低くてもよい。一方、上記薄膜太陽電池素子の電極は上述のように金属薄膜層であるため、腐食により劣化した場合、発電効率が著しく低下する恐れがある。したがって、エチレン・酢酸ビニル共重合体(EVA)よりも柔軟性に劣るが分解ガスの発生源となる架橋剤を必ずしも必要としない、エチレン系樹脂組成物からなるシートを含む本発明の太陽電池用封止シートは、薄膜太陽電池モジュール用の太陽電池用封止シートとしてより好適に用いられる。
【0136】
また、その他の太陽電池モジュールとして、太陽電池素子にシリコンを用いた太陽電池モジュールがある。太陽電池素子にシリコンを用いた太陽電池モジュールには、結晶シリコンとアモルファスシリコンを積層したハイブリッド型(HIT型)太陽電池モジュール、吸収波長域の異なるシリコン層を積層した多接合型(タンデム型)太陽電池モジュール、太陽電池素子の受光面の反対側に設けられた裏面側にpドープ領域とnドープ領域とを交互に設けたバックコンタクト型太陽電池モジュール、無数の球状シリコン粒子(直径1mm程度)と集光能力を上げる直径2〜3mmの凹面鏡(電極を兼ねる)を組み合わせた球状シリコン型太陽電池モジュールなどが挙げられる。また、太陽電池素子にシリコンを用いた太陽電池モジュールには、従来のpin接合構造を持つアモルファスシリコン型のp型窓層の役割を、「絶縁された透明電極」から「電界効果によって誘起される反転層」に置き換えた構造を持つ電界効果型太陽電池モジュールなども挙げられる。また、太陽電池素子に単結晶のGaAsを用いたGaAs系太陽電池モジュール;太陽電池素子としてシリコンの代わりに、Cu、In、Ga、Al、Se、Sなどからなるカルコパイライト系と呼ばれるI−III−VI族化合物を用いたCISまたはCIGS系(カルコパイライト系)太陽電池モジュール;太陽電池素子としてCd化合物薄膜を用いたCdTe−CdS系太陽電池、Cu2ZnSnS4(CZTS)太陽電池モジュールなどが挙げられる。本発明の太陽電池封止材は、これら全ての太陽電池モジュールの太陽電池封止材として用いることができる。
【0137】
とくに、太陽電池モジュ−ルを構成する光起電力素子の下に積層する充填材層は、光起電力素子の上部に積層される充填材層・電極・裏面保護層との接着性を有することが必要である。また、光起電力素子としての太陽電池素子の裏面の平滑性を保持するために、熱可塑性を有することが必要である。さらに、光起電力素子としての太陽電池素子を保護するために、耐スクラッチ性、衝撃吸収性などに優れていることが必要である。
【0138】
上記充填材層としては、耐熱性を有することが望ましい。とくに、太陽電池モジュ−ル製造の際、真空吸引して加熱圧着するラミネーション法などにおける加熱作用や、太陽電池モジュ−ルなどの長期間の使用における太陽光などの熱の作用などにより、充填材層を構成するエチレン系樹脂組成物が変質したり、劣化ないし分解したりしないことが望ましい。仮に、該エチレン系樹脂組成物に含まれる添加剤などが溶出したり、分解物が生成したりすると、それらが太陽電池素子の起電力面(素子面)に作用し、その機能、性能などを劣化させてしまうことになる。このため、耐熱性は、太陽電池モジュ−ルの充填材層の有する特性として必要不可欠のものである。さらに、上記充填材層は、防湿性に優れていることが好ましい。この場合、太陽電池モジュールの裏面側からの水分の透過を防ぐことができ、太陽電池モジュールの光起電力素子の腐食、劣化を防ぐことができる。
【0139】
上記充填材層は、光起電力素子の上に積層する充填剤層と異なり、必ずしも透明性を有することを必要としない。本発明の太陽電池封止材は、上記の特性を有しており、結晶型太陽電池モジュールの裏面側の太陽電池封止材、水分浸透に弱い薄膜型太陽電池モジュールの太陽電池封止材として好適に用いることができる。
【0140】
本発明の太陽電池モジュールは、本発明の目的を損なわない範囲で、任意の部材を適宜有してもよい。典型的には、接着層、衝撃吸収層、コーティング層、反射防止層、裏面再反射層、光拡散層などを設けることができるが、これらに限定されない。これらの層を設ける位置にはとくに限定はなく、そのような層を設ける目的、および、そのような層の特性を考慮し、適切な位置に設けることができる。
【0141】
(太陽電池モジュール用表面保護部材)
太陽電池モジュールに用いられる太陽電池モジュール用表面保護部材は、とくに制限はないが、太陽電池モジュールの最表層に位置するため、耐候性、撥水性、耐汚染性、機械強度をはじめとして、太陽電池モジュールの屋外暴露における長期信頼性を確保するための性能を有することが好ましい。また、太陽光を有効に活用するために、光学ロスの小さい、透明性の高いシートであることが好ましい。
【0142】
太陽電池モジュール用表面保護部材の材料としては、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、環状オレフィン(共)重合体、エチレン−酢酸ビニル共重合体などからなる樹脂フィルムやガラス基板などが挙げられる。樹脂フィルムは、好ましくは、透明性、強度、コストなどの点で優れたポリエステル樹脂、とくにポリエチレンテレフタレート樹脂や、耐侯性のよいフッ素樹脂などである。フッ素樹脂の例としては、四フッ化エチレン−エチレン共重合体(ETFE)、ポリフッ化ビニル樹脂(PVF)、ポリフッ化ビニリデン樹脂(PVDF)、ポリ四フッ化エチレン樹脂(TFE)、四フッ化エチレン−六フッ化プロピレン共重合体(FEP)、ポリ三フッ化塩化エチレン樹脂(CTFE)がある。耐候性の観点ではポリフッ化ビニリデン樹脂が優れているが、耐候性および機械的強度の両立では四フッ化エチレン−エチレン共重合体が優れている。また、封止材層などの他の層を構成する材料との接着性の改良のために、コロナ処理、プラズマ処理を表面保護部材に行うことが望ましい。また、機械的強度向上のために延伸処理が施してあるシート、例えば2軸延伸のポリプロピレンシートを用いることも可能である。
【0143】
太陽電池モジュール用表面保護部材としてガラス基板を用いる場合、ガラス基板は、波長350〜1400nmの光の全光線透過率が80%以上であることが好ましく、90%以上であることがより好ましい。かかるガラス基板としては、赤外部の吸収の少ない白板ガラスを使用するのが一般的であるが、青板ガラスであっても厚さが3mm以下であれば太陽電池モジュールの出力特性への影響は少ない。また、ガラス基板の機械的強度を高めるために熱処理により強化ガラスを得ることができるが、熱処理無しのフロート板ガラスを用いてもよい。また、ガラス基板の受光面側に反射を抑えるために反射防止のコーティングをしてもよい。
【0144】
(太陽電池モジュール用裏面保護部材)
太陽電池モジュールに用いられる太陽電池モジュール用裏面保護部材は、とくに制限はないが、太陽電池モジュールの最表層に位置するため、上述の表面保護部材と同様に、耐候性、機械強度などの諸特性を求められる。したがって、表面保護部材と同様の材質で太陽電池モジュール用裏面保護部材を構成してもよい。すなわち、表面保護部材として用いられる上述の各種材料を、裏面保護部材としても用いることができる。とくに、ポリエステル樹脂、およびガラスを好ましく用いることができる。また、裏面保護部材は、太陽光の通過を前提としないため、表面保護部材で求められる透明性は必ずしも要求されない。そこで、太陽電池モジュールの機械的強度を増すために、あるいは温度変化による歪、反りを防止するために、補強板を張り付けてもよい。補強板は、例えば、鋼板、プラスチック板、FRP(ガラス繊維強化プラスチック)板などを好ましく使用することができる。
【0145】
さらに、本発明の太陽電池封止材が、太陽電池モジュール用裏面保護部材と一体化していてもよい。太陽電池封止材と太陽電池モジュール用裏面保護部材とを一体化させることにより、モジュール組み立て時に太陽電池封止材および太陽電池モジュール用裏面保護部材をモジュールサイズに裁断する工程を短縮できる。また、太陽電池封止材と太陽電池モジュール用裏面保護部材とをそれぞれレイアップする工程を、一体化したシートでレイアップする工程にすることで、レイアップ工程を短縮・省略することもできる。太陽電池封止材と太陽電池モジュール用裏面保護部材とを一体化させる場合における、太陽電池封止材と太陽電池モジュール用裏面保護部材の積層方法は、とくに制限されない。積層方法には、キャスト成形機、押出シート成形機、インフレーション成形機、射出成形機などの公知の溶融押出機を用いて共押出して積層体を得る方法や;予め成形された一方の層上に、他方の層を溶融あるいは加熱ラミネートして積層体を得る方法が好ましい。
【0146】
また、適当な接着剤(例えば、無水マレイン酸変性ポリオレフィン樹脂(三井化学社製の商品名「アドマー(登録商標)」、三菱化学社製の商品名「モディック(登録商標)」など)、不飽和ポリオレフィンなどの低(非)結晶性軟質重合体、エチレン/アクリル酸エステル/無水マレイン酸三元共重合体(住化シーディエフ化学社製の商品名「ボンダイン(登録商標)」など)をはじめとするアクリル系接着剤、エチレン/酢酸ビニル系共重合体、またはこれらを含む接着性樹脂組成物など)を用いたドライラミネート法、あるいはヒートラミネート法などにより積層してもよい。
【0147】
接着剤としては、120〜150℃程度の耐熱性があるものが好ましく、具体的にはポリエステル系またはポリウレタン系接着剤などが好ましい。また、二つの層の接着性を向上させるために、少なくとも一方の層に、例えばシラン系カップリング処理、チタン系カップリング処理、コロナ処理、プラズマ処理などを施してもよい。
【0148】
(太陽電池素子)
太陽電池モジュールに用いられる太陽電池素子は、半導体の光起電力効果を利用して発電できるものであれば、とくに制限はない。太陽電池素子は、例えば、シリコン(単結晶系、多結晶系、非結晶(アモルファス)系)太陽電池、化合物半導体(III−III族、II−VI族、その他)太陽電池、湿式太陽電池、有機半導体太陽電池などを用いることができる。これらの中では、発電性能とコストとのバランスなどの観点から、多結晶シリコン太陽電池が好ましい。
【0149】
シリコン太陽電池素子、化合物半導体太陽電池素子とも、太陽電池素子として優れた特性を有しているが、外部からの応力、衝撃などにより破損し易いことで知られている。本発明の太陽電池封止材は、柔軟性に優れているので、太陽電池素子への応力、衝撃などを吸収して、太陽電池素子の破損を防ぐ効果が大きい。したがって、本発明の太陽電池モジュールにおいては、本発明の太陽電池封止材からなる層が、太陽電池素子と直接的に接合されていることが望ましい。また、太陽電池封止材が熱可塑性を有していると、一旦、太陽電池モジュールを作製した後であっても、比較的容易に太陽電池素子を取り出すことができるため、リサイクル性に優れている。本発明の太陽電池封止材を構成するエチレン系樹脂組成物は、熱可塑性を有するため、太陽電池封止材全体としても熱可塑性を有しており、リサイクル性の観点からも好ましい。
【0150】
(電極)
太陽電池モジュールに用いられる電極の構成および材料は、とくに限定されないが、具体的な例では、透明導電膜と金属膜の積層構造を有する。透明導電膜は、SnO2、ITO、ZnOなどからなる。金属膜は、銀、金、銅、錫、アルミニウム、カドミウム、亜鉛、水銀、クロム、モリブデン、タングステン、ニッケル、バナジウムなどの金属からなる。これらの金属膜は、単独で用いられてもよいし、複合化された合金として用いられてもよい。透明導電膜と金属膜とは、CVD、スパッタ、蒸着などの方法により形成される。
【0151】
(太陽電池モジュールの製造方法)
本発明の太陽電池モジュールの製造方法は、(i)表面側透明保護部材と、本発明の太陽電池封止材と、太陽電池素子(セル)と、太陽電池封止材と、裏面側保護部材とをこの順に積層して積層体を形成する工程と、(ii)得られた積層体を加圧および加熱して一体化する工程と、を含むことを特徴とする。
【0152】
工程(i)において、太陽電池封止材の凹凸形状(エンボス形状)が形成された面を太陽電池素子側になるように配置することが好ましい。
【0153】
工程(ii)において、工程(i)で得られた積層体を、常法に従って真空ラミネーター、または熱プレスを用いて、加熱および加圧して一体化(封止)する。封止において、本発明の太陽電池封止材は、クッション性が高いため、太陽電池素子の損傷を防止することができる。また、脱気性が良好であるため空気の巻き込みもなく、高品質の製品を歩留り良く製造することができる。
【0154】
太陽電池モジュールの製造するときに、太陽電池封止材を構成するエチレン・α−オレフィン系樹脂組成物を架橋硬化させる。この架橋工程は、工程(ii)と同時に行ってもよいし、工程(ii)の後に行ってもよい。
【0155】
架橋工程を工程(ii)の後に行う場合、工程(ii)において温度125〜160℃、真空圧10Torr以下の条件で3〜6分間真空・加熱し;次いで、大気圧による加圧を1〜15分間程度行い、上記積層体を一体化する。工程(ii)の後に行う架橋工程は、一般的な方法により行うことができ、例えば、トンネル式の連続式架橋炉を用いてもよいし、棚段式のバッチ式架橋炉を用いてもよい。また、架橋条件は、通常、130〜155℃で20〜60分程度である。
【0156】
一方、架橋工程を工程(ii)と同時に行う場合、工程(ii)における加熱温度を145〜170℃とし、大気圧による加圧時間を6〜30分とすること以外は、架橋工程を工程(ii)の後に行う場合と同様にして行うことができる。本発明の太陽電池封止材は特定の有機過酸化物を含有することで優れた架橋特性を有しており、工程(ii)において二段階の接着工程を経る必要はなく、高温度で短時間に完結することができ、工程(ii)の後に行う架橋工程を省略してもよく、モジュールの生産性を格段に改良することができる。
【0157】
いずれにしても、本発明の太陽電池モジュールの製造は、架橋剤が実質的に分解せず、かつ本発明の太陽電池封止材が溶融するような温度で、太陽電池素子や保護材に太陽電池封止材を仮接着し、次いで昇温して十分な接着と封止材の架橋を行えばよい。諸条件を満足できるような添加剤処方を選べばよく、例えば、上記架橋剤および上記架橋助剤などの種類および含浸量を選択すればよい。
【0158】
本発明の太陽電池封止材は、上記架橋条件でラミネート加工されることで、ゲル分率の算出として、例えば、太陽電池モジュールより封止材シートサンプル1gを採取し、沸騰トルエンでのソックスレー抽出を10時間行い、30メッシュでのステンレスメッシュでろ過後、メッシュを110℃にて8時間減圧乾燥を行い、メッシュ上の残存量より算出した場合、ゲル分率が50〜95%、好ましくは50〜90%、さらに好ましくは60〜90%、最も好ましくは65〜90%の範囲にある。ゲル分率が50%未満であると、太陽電池封止材の耐熱性が不十分であり、85℃×85%RHでの恒温恒湿試験、ブラックパネル温度83℃での高強度キセノン照射試験、−40℃〜90℃でのヒートサイクル試験、耐熱試験での接着性が低下する傾向にある。ゲル分率が95%超過であると、太陽電池封止材の柔軟性が低下し、−40℃〜90℃でのヒートサイクル試験での温度追従性が低下するため、剥離などが発生する場合がある。
【0159】
(発電設備)
本発明の太陽電池モジュールは、生産性、発電効率、寿命などに優れている。このため、この様な太陽電池モジュールを用いた発電設備は、コスト、発電効率、寿命などに優れ、実用上高い価値を有する。上記の発電設備は、家屋の屋根に設置する、キャンプなどのアウトドア向けの移動電源として利用する、自動車バッテリーの補助電源として利用するなどの、屋外、屋内を問わず長期間の使用に好適である。
【実施例】
【0160】
以下、本発明を実施例に基づいて具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0161】
(1)測定方法
[エチレン単位およびα−オレフィン単位の含有割合]
試料0.35gをヘキサクロロブタジエン2.0mlに加熱溶解させて得られた溶液をグラスフィルター(G2)濾過した後、重水素化ベンゼン0.5mlを加え、内径10mmのNMRチューブに装入した。日本電子製のJNM GX−400型NMR測定装置を使用し、120℃で13C−NMR測定を行った。積算回数は8000回以上とした。得られた13C−NMRスペクトルより、共重合体中のエチレン単位の含有割合、およびα−オレフィン単位の含有割合を定量した。
【0162】
[MFR]
ASTM D1238に準拠し、190℃、2.16kg荷重の条件にてエチレン・α−オレフィン共重合体のMFRを測定した。
【0163】
[密度]
ASTM D1505に準拠して、エチレン・α−オレフィン共重合体の密度を測定した。
【0164】
[ショアA硬度]
エチレン・α−オレフィン共重合体を190℃、加熱4分、10MPaで加圧した後、10MPaで常温まで5分間加圧冷却して3mm厚のシートを得た。得られたシートを用いて、ASTM D2240に準拠してエチレン・α−オレフィン共重合体のショアA硬度を測定した。
【0165】
[アルミニウム元素の含有量]
エチレン・α−オレフィン共重合体を湿式分解した後、純水にて定容し、ICP発光分析装置(島津製作所社製、ICPS−8100)により、アルミニウムを定量し、アルミニウム元素の含有量を求めた。
【0166】
[B値]
上述の13C−NMRスペクトルより、下記式(1)に従ってエチレン・α−オレフィン共重合体の「B値」を算出した。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]はエチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]はエチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0167】
[Tαβ/Tαα]
前述の文献の記載を参考にし、上述の13C−NMRスペクトルよりエチレン・α−オレフィン共重合体の「Tαβ/Tαα」を算出した。
【0168】
[分子量分布(Mw/Mn)]
Waters社製のゲル浸透クロマトグラフ(商品名「Alliance GPC−2000型」)を使用し、以下のようにしてエチレン・α−オレフィン共重合体の重量平均分子量(Mw)および数平均分子量(Mn)を測定し、Mw/Mnを算出した。分離カラムには、商品名「TSKgel GMH6−HT」を2本、および商品名「TSKgel GMH6−HTL」を2本使用した。カラムサイズは、いずれも内径7.5mm、長さ300mmとし、カラム温度は140℃とし、移動相にはo−ジクロロベンゼン(和光純薬工業社製)および酸化防止剤としてBHT(武田薬品社製)0.025重量%を用いた。移動相を1.0ml/分の速度で移動させ、試料濃度は15mg/10mlとし、試料注入量は500μlとし、検出器として示差屈折計を用いた。標準ポリスチレンは、分子量がMw≦1000およびMw≧4×106については東ソー社製のものを用いた。また、分子量が1000≦Mw≦4×106についてはプレッシャーケミカル社製のものを用いた。
【0169】
[塩素イオン含有割合]
オートクレーブなどを用いて滅菌洗浄されたガラス容器にエチレン・α−オレフィン共重合体を約10g精秤し、超純水を100ml加えて密閉した後、常温で30分間超音波(38kHz)抽出を行って抽出液を得た。得られた抽出液を、ダイオネクス社製のイオンクロマトグラフ装置(商品名「ICS−2000」)を用いて分析することにより、エチレン・α−オレフィン共重合体中の塩素イオンの含有割合を測定した。
【0170】
[酢酸メチル抽出量]
エチレン・α−オレフィン共重合体を約10g程度精秤し、酢酸メチルを用いて、酢酸メチルの沸点以上の温度でソックスレー抽出を行った。抽出前後のエチレン・α−オレフィン共重合体の重量差または抽出溶媒を揮発させた残渣量から、エチレン・α−オレフィン共重合体の酢酸メチル抽出量を算出した。
【0171】
[ガラス接着強度]
太陽電池用の表面側透明保護部材である透明ガラス板と、厚さ500μmのシートサンプルとを積層して真空ラミネーター(NPC社製、LM−110X160S)内に仕込み、150℃に温調したホットプレート上に載せて3分間減圧、15分間加熱し、透明ガラス板/シートサンプルの積層体である接着強度用サンプルを作製した。この接着強度用サンプルのシートサンプル層を15mm幅に切り、ガラスとの剥離強度(ガラス接着強度)を180度ピールにて測定した。測定には、インストロン社製の引張試験機(商品名「Instron1123」)を使用した。180度ピールにて、スパン間30mm、引張速度30mm/分で23℃にて測定を行い、3回の測定の平均値を採用した。
【0172】
[全光線透過率]
波長350〜800nmの範囲内において吸収域を有しない白板ガラスを使用し、白板ガラス/シートサンプル/白板ガラスの構成で、上記接着強度用サンプルの調製と同様の条件で積層体を得た。日立製作所社製の分光光度計(商品名「U−3010」)にφ150mmの積分球を取り付けたものを使用し、350〜800nmの波長域における、上記積層体中のシートサンプルの分光全光線透過率を測定した。そして、測定結果に、標準光D65および標準視感効率V(λ)を乗じ、可視光の全光線透過率(Tvis)を算出した。
【0173】
[体積固有抵抗]
得られたシートを10cm×10cmのサイズに裁断した後、150℃、真空3分、加圧15分でラミネート装置(NPC社製、LM−110X160S)でラミネートして測定用の架橋シートを作製した。作製した架橋シートの体積固有抵抗(Ω・cm)を、JIS K6911に準拠し、印加電圧500Vで測定した。なお、測定時、高温測定チャンバー「12708」(アドバンスト社製)を用いて温度100±2℃とし、微小電流計「R8340A」(アドバンスト社製)を使用した。
【0174】
[電極腐食性]
中央部に銀をスパッタリングした一対のガラス板(薄膜電極)の間に、シートサンプルを挟んだ。これを、上述の接着強度用サンプルを作製した際の条件と同様の条件で処理して積層体を得た。得られた積層体を、JIS C8917に準拠し、スガ試験機社製の商品名「XL75」特殊仕様にて、試験槽内温度85℃、湿度85%の条件下で積層体の促進試験を2000時間行った。得られた促進試験サンプルの薄膜電極の状態を目視観察して、電極腐食性を評価した。
【0175】
[セル割れ]
厚さ150μmのシリコンセルをインゴットより切削採取し、白板ガラス/シートサンプル/シリコンセル/シートサンプル/PET製バックシートの構成で、上記接着強度用サンプルの調製と同様の条件で積層体を得た。得られた積層体内のシリコンセルを目視観察し、割れを評価した。
【0176】
[耐熱性]
シートサンプルを真空ラミネーター内に仕込み、150℃に温調したホットプレート上に載せて3分間減圧、15分間加熱し、架橋シートサンプルを得た。得られた架橋シートサンプルを、幅1cm、長さ5cmに切り出した。標線を3cmの長さで引き、切り出したサンプルの3倍の重さの重りを吊るして100℃のオーブン中に1時間放置し、耐熱試験を実施した。試験後サンプルの標線間の伸び率を測定した。なお、耐熱試験中に落下したサンプルについては、「落下」と評価した。
耐熱性試験は、架橋特性の指標として用いており、架橋が十分であると耐熱試験中の伸びが小さく、架橋が不十分であると耐熱試験中の伸びが大きく、さらに不十分であると「落下」することがある。
【0177】
[シートブロッキング性]
シートサンプルのエンボス面を上側にして二枚重ね、ガラス/シートサンプル/シートサンプル/ガラスの構成で、エンボス面を上側にし、その上に400gの重りを乗せた。40℃のオーブンで24時間放置した後、取り出して室温まで冷却し、シートの剥離強度を測定した。測定には、インストロン社製の引張試験機(商品名「Instron1123」)を使用し、シート間の180度ピールにて、スパン間30mm、引張速度10mm/分、23℃の条件で行った。3回の測定値の平均値を採用し、以下の基準に従ってシートブロッキング性を評価した。
良好:剥離強度が50gf/cm未満
ややブロッキングあり:剥離強度が50〜100gf/cm
ブロッキングあり:剥離強度が100gf/cm超
【0178】
(2)エチレン・α−オレフィン共重合体の合成
(合成例1)
撹拌羽根を備えた内容積50Lの連続重合器の一つの供給口に、共触媒としてメチルアルミノキサンのトルエン溶液を8.0mmol/hr、主触媒としてビス(1,3−ジメチルシクロペンタジエニル)ジルコニウムジクロライドのヘキサンスラリーを0.025mmol/hr、トリイソブチルアルミニウムのヘキサン溶液を0.5mmol/hrの割合で供給し、触媒溶液と重合溶媒として用いる脱水精製したノルマルヘキサンの合計が20L/hrとなるように脱水精製したノルマルヘキサンを連続的に供給した。同時に重合器の別の供給口に、エチレンを3kg/hr、1−ブテンを15kg/hr、水素を5NL/hrの割合で連続供給し、重合温度90℃、全圧3MPaG、滞留時間1.0時間の条件下で連続溶液重合を行った。重合器で生成したエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液は、重合器の底部に設けられた排出口を介して連続的に排出させ、エチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液が150〜190℃となるように、ジャケット部が3〜25kg/cm2スチームで加熱された連結パイプに導いた。なお、連結パイプに至る直前には、触媒失活剤であるメタノールが注入される供給口が付設されており、約0.75L/hrの速度でメタノールを注入してエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液に合流させた。スチームジャケット付き連結パイプ内で約190℃に保温されたエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液は、約4.3MPaGを維持するように、連結パイプ終端部に設けられた圧力制御バルブの開度の調整によって連続的にフラッシュ槽に送液された。なお、フラッシュ槽内への移送においては、フラッシュ槽内の圧力が約0.1MPaG、フラッシュ槽内の蒸気部の温度が約180℃を維持するように溶液温度と圧力調整バルブ開度設定が行われた。その後、ダイス温度を180℃に設定した単軸押出機を通し、水槽にてストランドを冷却し、ペレットカッターにてストランドを切断し、ペレットとしてエチレン・α−オレフィン共重合体を得た。収量は2.2kg/hrであった。物性を表1に示す。
【0179】
(合成例2)
主触媒としての[ジメチル(t−ブチルアミド)(テトラメチル−η5−シクロペンタジエニル)シラン]チタンジクロライドのヘキサン溶液を0.012mmol/hr、共触媒としてのトリフェニルカルベニウム(テトラキスペンタフルオロフェニル)ボレートのトルエン溶液を0.05mmol/hr、トリイソブチルアルミニウムのヘキサン溶液を0.4mmol/hrの割合でそれぞれ供給するとともに、1−ブテンを5kg/hr、水素を100NL/hrの割合で供給した以外は、前述の合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は1.3kg/hrであった。物性を表1に示す。
【0180】
(合成例3)
主触媒としてビス(p−トリル)メチレン(シクロペンタジエニル)(1,1,4,4,7,7,10,10−オクタメチル−1,2,3,4,7,8,9,10−オクタヒドロジベンズ(b,h)−フルオレニル)ジルコニウムジクロリドのヘキサン溶液を0.003mmol/hr、共触媒としてのメチルアルミノキサンのトルエン溶液を3.0mmol/hr、トリイソブチルアルミニウムのヘキサン溶液を0.6mmol/hrの割合でそれぞれ供給したこと;エチレンを4.3kg/hrの割合で供給したこと;1−ブテンの代わりに1−オクテンを6.4kg/hrの割合で供給したこと;1−オクテンと触媒溶液と重合溶媒として用いる脱水精製したノルマルヘキサンの合計が20L/hrとなるように脱水精製したノルマルヘキサンを連続的に供給したこと;水素を60NL/hrの割合で供給したこと;および重合温度を130℃にしたこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は4.3kg/hrであった。物性を表1に示す。
【0181】
(合成例4)
主触媒として[ジメチル(t−ブチルアミド)(テトラメチル−η5−シクロペンタジエニル)シラン]チタンジクロライドのヘキサン溶液を0.013mmol/hr、共触媒としてメチルアルミノキサンのトルエン溶液を28mmol/hr、スカベンジャーとしてトリイソブチルアルミニウムのヘキサン溶液を9.75mmolの割合でそれぞれ供給するとともに、1−ブテンを5kg/hr、水素を100NL/hrの割合で供給した以外は、前述の合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0182】
(合成例5)
水素を4NL/hrの割合で供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0183】
(合成例6)
水素を6NL/hrの割合で供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0184】
(合成例7)
水素を95NL/hrの割合で供給したこと以外は、合成例2と同様にしてエチレン・α−オレフィン共重合体を得た。収量は1.3kg/hrであった。物性を表1に示す。
【0185】
(合成例8)
水素を95NL/hrの割合で供給したこと以外は、合成例4と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0186】
(合成例9)
主触媒としてビス(p−トリル)メチレン(シクロペンタジエニル)(1,1,4,4,7,7,10,10−オクタメチル−1,2,3,4,7,8,9,10−オクタヒドロジベンズ(b,h)−フルオレニル)ジルコニウムジクロリドのヘキサン溶液を0.004mmol/hr、メチルアルミノキサンのトルエン溶液を4.0mmol/hr、水素を62NL/hrの割合で供給したこと以外は、合成例3と同様にしてエチレン・α−オレフィン共重合体を得た。収量は5.1kg/hrであった。物性を表1に示す。
【0187】
(合成例10)
主触媒としてビス(1,3−ジメチルシクロペンタジエニル)ジルコニウムジクロライドのヘキサンスラリーを0.04mmol/hr、メチルアルミノキサンのトルエン溶液を11mmol/hr、エチレンを2.5kg/hr、1−ブテンを21kg/hr、水素を2.4NL/hrの割合でそれぞれ供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.0kg/hrであった。物性を表1に示す。
【0188】
(合成例11)
主触媒としてビス(1,3−ジメチルシクロペンタジエニル)ジルコニウムジクロライドのヘキサンスラリーを0.1mmol/hr、メチルアルミノキサンのトルエン溶液を15mmol/hr、1−ブテンを12kg/hr、水素を3NL/hrの割合でそれぞれ供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は6.5kg/hrであった。物性を表1に示す。
【0189】
(合成例12)
主触媒として[ジメチル(t−ブチルアミド)(テトラメチル−η5−シクロペンタジエニル)シラン]チタンジクロライドのヘキサン溶液を0.01mmol/hr、メチルアルミノキサンのトルエン溶液を15mmol/hr、スカベンジャーとしてトリイソブチルアルミニウムのヘキサン溶液を14mmol/hrの割合でそれぞれ供給するとともに、1−ブテンを5.5kg/hrの割合でそれぞれ供給したこと以外は、合成例4と同様にしてエチレン・α−オレフィン共重合体を得た。収量は1.5kg/hrであった。物性を表1に示す。
【0190】
(合成例13)
撹拌羽根を備えた内容積2Lのガラス製の連続重合器の一つの供給口に、共触媒としてエチルアルミニウムセスキクロリドのヘキサン溶液を40mmol/hr、主触媒としてジクロロエトキシバナジウムオキシドのヘキサン溶液を2.0mmol/hrの割合で供給し、触媒溶液と重合溶媒として用いる脱水精製したノルマルヘキサンの合計が2L/hrとなるように脱水精製したノルマルヘキサンを連続的に供給した。同時に重合器の別の供給口に、エチレンを180NL/hr、1−ブテンを85NL/hr、水素を30NL/hrの割合で連続供給し、重合温度30℃、常圧、滞留時間0.5時間の条件下で連続溶液重合を行った。重合器で生成したエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液は、重合器の底部に設けられた排出口を介して連続的に排出させ、エチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液に、触媒失活剤であるメタノールが注入される供給口が付設されており、約0.2mL/minの速度でメタノールを注入してエチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液に合流させた。このエチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液2Lを、内容積5Lの攪拌羽を供えたガラス容器に取り、0.5Nの希塩酸を約5mL、純水2Lを添加し、攪拌した後、水相を分離した。その後、純水を2L添加し、同様に攪拌と水相分離を5回行いエチレン・α−オレフィン共重合体中の触媒残渣を脱灰した。脱灰処理後のエチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液は、130℃の真空乾燥機にて、乾燥し、エチレン・α−オレフィン共重合体を得た。収量は250g/hrであった。物性を表1に示す。
【0191】
【表1】
【0192】
(3)太陽電池封止材(シート)の製造
(実施例1)
合成例1のエチレン・α−オレフィン共重合体100重量部に対し、エチレン性不飽和シラン化合物としてγ−メタクリロキシプロピルトリメトキシシランを0.5重量部、有機過酸化物として1分間半減期温度が166℃のt−ブチルパーオキシ−2−エチルヘキシルカーボネートを1.0重量部、架橋助剤としてトリアリルイソシアヌレートを1.2重量部、紫外線吸収剤として2−ヒドロキシ−4−ノルマル−オクチルオキシベンゾフェノンを0.4重量部、ラジカル捕捉剤としてビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケートを0.2重量部、および耐熱安定剤1としてトリス(2,4−ジ−tert−ブチルフェニル)ホスファイト0.1重量部、耐熱安定剤2としてオクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート0.1重量部を配合した。
【0193】
サーモ・プラスチック社製の単軸押出機(スクリュー径20mmφ、L/D=28)にコートハンガー式T型ダイス(リップ形状:270×0.8mm)を装着し、ダイス温度100℃の条件下、ロール温度30℃、巻き取り速度1.0m/minで、第1冷却ロールにエンボスロールを用いて成形を行い、厚み500μmのエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率は28%であった。得られたシートの各種評価結果を表2に示す。
【0194】
(実施例2〜9)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率は全て28%であった。得られたシートの各種評価結果を表2に示す。
【0195】
(比較例1)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得ようとした。しかしながら、押出機のトルクが高くなりすぎてしまい、トルクオーバーとなってシートを得ることができなかった。
【0196】
(比較例2)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得ようとした。しかしながら、シボロールおよびゴムロールへの粘着が強すぎてしまい、剥ぎ取ることができずにシートを得ることができなかった。
【0197】
(比較例3および4)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率はいずれも28%であった。得られたシートの各種評価結果を表2に示す。
【0198】
【表2】
【0199】
(実施例10〜16)
表3に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率は全て28%であった。得られたシートの各種評価結果を表3に示す。
【0200】
(比較例5)
表3に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率はいずれも28%であった。得られたシートの各種評価結果を表3に示す。
【0201】
【表3】
【0202】
(実施例17)
実施例11記載の封止材を用いて、単結晶セルを用い18セル直列接続した小モジュールを作製し、評価した。ガラスには、24×21cmにカットした旭硝子ファブリテック製の白板フロートガラス3.2mm厚みのエンボス付き熱処理ガラスを用いた。結晶系セル(Shinsung製の単結晶セル)は受光面側のバスバー銀電極を中央にして5×3cmにカットしたものを用いた。このセルを銅箔に共晶ハンダを表面コートされた銅リボン電極を用いて18セル直列接続した。バックシートとして、シリカ蒸着PETを含むPET系バックシートを用い、バックシートの一部にセルからの取り出し部位にカッタ−ナイフで約2cm切り込みを入れ18セル直列接続したセルのプラス端子とマイナス端子を取り出し、真空ラミネーター(NPC製:LM−110x160−S)を用いて熱盤温度150℃、真空時間3分、加圧時間15分にてラミネートした。その後、ガラスからはみ出した封止材、バックシートをカットし、ガラスエッジには端面封止材を付与して、アルミフレームを取り付けた後、バックシートから取り出した端子部分の切れ込み部位はRTVシリコーンを付与して硬化させた。
【0203】
このミニモジュールのプラス端子とマイナス端子を短絡し、電源の高圧側ケーブルを接続した。また電源の低圧側のケーブルはアルミフレームに接続し、アルミルレームは接地した。このモジュールを85℃、85%rhの恒温恒湿槽内にセットし、温度上昇を待った後、−600Vを印加したまま保持した。
【0204】
高圧電源には、松定プレシジョン製HARb−3R10−LFを用い、恒温恒湿槽にはエタック製FS−214C2を用いた。
【0205】
24時間および240時間電圧を印加後、このモジュールをAM(エアマス)1.5クラスAの光強度分布を有するキセノン光源を用いIV特性を評価した。IV評価には日清紡メカトロニクス製のPVS−116i−Sを用いた。また、試験後のIV特性の最大出力電力Pmaxが初期値と比べて5%以上低下した場合にNGと判断した。
測定結果、いずれの場合も高圧試験後のPmaxの変化量は0.5以下の低下のにとどまり、良好な結果であった。
【0206】
(実施例18)
実施例12記載の太陽電池封止材を用いた以外は実施例17と同様に試験した結果、Pmaxの低下はいずれの場合も0.5%以下であり良好な結果であった。
【0207】
(実施例19)
実施例15記載の封止材を用いた以外は実施例17と同様に試験を行った。24時間電圧を印加した後のPmaxの低下は0.5%以下で良好な結果であった。
【0208】
(比較例6)
(変性ポリビニルアセタール樹脂の合成)
エチレン含有量15モル%、けん化度98モル%、平均重合度1700のポリビニルアルコール(クラレ社製、PVA−117)100gを蒸留水に溶解し、濃度10重量%のポリビニルアルコール水溶液を得た。この水溶液を40℃にした状態でアンカー型攪拌翼を用いて攪拌しながら35重量%塩酸を32g添加後、ブチルアルデヒド60gを滴下した。水溶液中にポリビニルアセタール樹脂が析出したことを確認した後、さらに35重量%塩酸を64g添加しながら50℃まで昇温して4時間攪拌して反応を完結させ、変性ポリビニルアセタール樹脂の分散液を得た。得られた分散液を冷却し、30重量%水酸化ナトリウム水溶液により分散液のpHを7.5まで中和し、ろ過後、対ポリマー20倍量の蒸留水で水洗/乾燥して平均重合度1700、アセタール化度65モル%の変性ポリビニルアセタール樹脂を得た。
【0209】
(シートの作製)
変性ポリビニルアセタール樹脂100質量部、トリエチレングリコール−ジ−2−エチルヘキサネート30質量部を100℃で5分間、30rpmの条件で、ラボプラストミル(東洋精機社製)で混練し、変性ポリビニルアセタール樹脂組成物を得た。得られた組成物を真空ラミネーターを用いて、厚み0.5mmの25×25センチの開口部をもつSUS製の金属枠を用いて枠の内部のシートをセットし熱盤温度100℃で真空時間3分加圧時間10分にて平坦なシートを作製した。
このシート体積固有抵抗は100℃では測定限界よりも低い抵抗値であり、108Ωcm以下の体積抵抗であった。また、このシートを用いて実施例16と同様にラミネーターの熱盤温度のみ125℃に設定し、モジュールを作製し、同様に高圧印加試験を実施した。
24時間電圧を印加した後のPmaxの低下量は6%であり、特性劣化が起こった。
【0210】
さらに、本発明は以下の態様も取り得る。
【0211】
[a1]以下の要件A1)〜A4)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
A1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
A2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
A3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
A4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【0212】
[a2]前記エチレン・α−オレフィン共重合体の、A5)13C−NMRスペクトルおよび下記式(1)から求められるB値が0.9〜1.5であり、A6)13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)が1.5以下である[a1]に記載の太陽電池封止材。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]はエチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]はエチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0213】
[a3]前記エチレン・α−オレフィン共重合体の、A7)ゲル浸透クロマトグラフィー(GPC)に基づく分子量分布Mw/Mnが1.2〜3.5の範囲にある[a1]または[a2]に記載の太陽電池封止材。
【0214】
[a4]前記エチレン・α−オレフィン共重合体の、A8)固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合が2ppm以下である[a1]〜[a3]のいずれかに記載の太陽電池封止材。
【0215】
[a5]前記エチレン・α−オレフィン共重合体の、A9)酢酸メチルへの抽出量が5.0重量%以下である[a1]〜[a4]のいずれかに記載の太陽電池封止材。
【0216】
[a6]前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、が含まれるエチレン系樹脂組成物からなる[a1]〜[a5]のいずれかに記載の太陽電池封止材。
【0217】
[a7]前記エチレン系樹脂組成物には、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種が0.05〜5重量部さらに含まれる[a6]に記載の太陽電池封止材。
【0218】
[a8]前記エチレン系樹脂組成物には、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤が0.05〜5重量部さらに含まれる[a7]に記載の太陽電池封止材。
【0219】
[a9]前記架橋剤の1分間半減期温度が100〜180℃の範囲にある[a6]〜[a8]のいずれかに記載の太陽電池封止材。
【0220】
[a10]シート状である[a6]〜[a9]のいずれかに記載の太陽電池封止材。
【0221】
[a11][a10]に記載の太陽電池封止材の製造方法であって、前記エチレン系樹脂組成物を、溶融押出成形にて膜状に成形することを含む太陽電池封止材の製造方法。
【0222】
[a12]表面側透明保護部材と、裏面側保護部材と、太陽電池素子と、[a10]に記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、を備えた太陽電池モジュール。
【0223】
さらに、本発明は以下の態様も取り得る。
【0224】
[b1]以下の要件B1)〜B3)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
B1)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
B2)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
B3)エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【0225】
[b2]前記エチレン・α−オレフィン共重合体の、B4)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%であり、B5)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である[b1]に記載の太陽電池封止材。
【0226】
[b3]前記エチレン・α−オレフィン共重合体の、ゲル浸透クロマトグラフィーで測定した重量平均分子量(Mw)と数平均分子量(Mn)との比で表される分子量分布Mw/Mnが1.2〜3.5である[b1]または[b2]に記載の太陽電池封止材。
【0227】
[b4]前記エチレン・α−オレフィン共重合体が、メタロセン化合物と、有機アルミニウムオキシ化合物および有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物と、からなるオレフィン重合用触媒の存在下で重合された、[b1]〜[b3]のいずれかに記載の太陽電池封止材。
【0228】
[b5]前記太陽電池封止材には、前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、がさらに含まれる[b1]〜[b4]のいずれかに記載の太陽電池封止材。
【0229】
[b6]前記太陽電池封止材には、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種が0.005〜5重量部さらに含まれる[b5]に記載の太陽電池封止材。
【0230】
[b7]前記太陽電池封止材には、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤が0.05〜5重量部さらに含まれる[b6]に記載の太陽電池封止材。
【0231】
[b8]前記架橋剤の1分間半減期温度が100〜180℃の範囲にある[b5]〜[b7]のいずれかに記載の太陽電池封止材。
【0232】
[b9]シート状である[b1]〜[b8]のいずれか一つに記載の太陽電池封止材。
【0233】
[b10][b9]に記載の太陽電池封止材の製造方法であって、前記エチレン・α−オレフィン共重合体を含むエチレン系樹脂組成物を、溶融押出成形にてシート状に成形することを含む太陽電池封止材の製造方法。
【0234】
[b11]表面側透明保護部材と、裏面側保護部材と、太陽電池素子と、[b9]に記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、を備えた太陽電池モジュール。
【0235】
この出願は、2010年10月8日に出願された日本特許出願特願2010−228757および2011年4月25日に出願された日本特許出願特願2011−097592を基礎とする優先権を主張し、その開示のすべてをここに取り込む。
【符号の説明】
【0236】
20 太陽電池モジュール
22 太陽電池セル
22A (太陽電池セルの)受光面
22B (太陽電池セルの)裏面
24 表面保護部材
26 裏面保護部材
28 封止層
29 インターコネクタ
32 集電線
34A タブ付用母線
34B タブ付用母線
36 導電層
【技術分野】
【0001】
本発明は、太陽電池封止材および太陽電池モジュールに関する。
【背景技術】
【0002】
地球環境問題、エネルギー問題などが深刻さを増す中、クリーンかつ枯渇のおそれが無いエネルギー生成手段として太陽電池が注目されている。太陽電池を建物の屋根部分などの屋外で使用する場合、太陽電池モジュールの形で使用することが一般的である。
【0003】
上記の太陽電池モジュールは、一般に、以下の手順によって製造される。まず、多結晶シリコン、単結晶形シリコンなどにより形成される結晶型太陽電池素子(以下、発電素子あるいはセルと表記する場合もあるが、同じことを示す。)、あるいはアモルファスシリコンや結晶シリコンなどをガラスなどの基板の上に数μmの非常に薄い膜を形成して得られる薄膜型太陽電池素子などを製造する。次に、結晶型太陽電池モジュールを得るには、太陽電池モジュール用保護シート(表面保護シート)/太陽電池封止用シート/結晶型太陽電池素子/太陽電池封止用シート/太陽電池モジュール用保護シート(裏面保護シート)の順に積層する。一方、薄膜系太陽電池モジュールを得るには、薄膜型太陽電池素子/太陽電池封止用シート/太陽電池モジュール用保護シート(裏面保護シート)の順に積層する。その後、これらを真空吸引して加熱圧着するラミネーション法などを利用することにより、太陽電池モジュールが製造される。このようにして製造される太陽電池モジュールは、耐候性を有し、建物の屋根部分などの屋外での使用にも適したものとなっている。
【0004】
太陽電池用封止膜材料として、エチレン・酢酸ビニル共重合体(EVA)膜は、透明性、柔軟性、および接着性などに優れていることから、広く用いられている。例えば、特許文献1では、架橋剤およびトリメリット酸エステルを含むEVA組成物からなる、接着性と製膜性の双方に優れた封止膜が開示されている。しかしながら、EVA組成物を太陽電池封止材の構成材料として使用する場合、EVAが分解して発生する酢酸ガスなどの成分が、太陽電池素子に影響を与える可能性が懸念されていた。
【0005】
これに対して、ポリオレフィン系の材料、とくにエチレン系材料も絶縁性に優れることから、封止膜材料として用いることが提案されている(例えば、特許文献2参照)。
また、剛性と架橋特性のバランスと押出成形性に優れるエチレン・α−オレフィン共重合体を用いた太陽電池封止材用樹脂組成物も提案されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−53298号公報
【特許文献2】特開2006−210906号公報
【特許文献3】特開2010−258439号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、本発明者らの検討に拠れば、ポリオレフィン系組成物は、透明性、耐ブロッキング性、および押出加工時の成形性といった各種特性を同時に満たすのが困難であった。また、特許文献2に記載されたポリオレフィン系共重合体は、架橋特性が不十分である、あるいは架橋に伴って生ずる歪みが大きくなるなどの問題があるため、ガラス基板の変形や割れを生じる可能性がある。さらに、特許文献3に記載されたエチレン・α−オレフィン共重合体からなる太陽電池封止材用樹脂組成物は、電気特性と架橋特性のバランスが不十分である。
【0008】
本発明は、このような従来技術の有する問題点に鑑みてなされたものであり、その課題とするところは、特定の要件を満たしたエチレン・α−オレフィン共重合体を含む太陽電池封止材において、所望の物性を得るための指針を明確にし、透明性、接着性、柔軟性、耐熱性、外観、架橋特性、電気特性および押出成形性などの諸特性のバランスに優れる太陽電池封止材を提供することにある。
【0009】
また、近年の太陽光発電の普及に伴い、メガソーラなど発電システムの大規模化が進んでおり、伝送損失を下げるなどの目的で、システム電圧の高電圧化の動きもある。システム電圧が上昇することにより、太陽電池モジュールにおいては、フレームとセルの間の電位差が大きくなることとなる。すなわち、太陽電池モジュールのフレームは一般に接地されており、太陽電池アレイのシステム電圧が600V〜1000Vとなると、最も電圧が高くなるモジュールにおいては、フレームとセル間の電位差がそのままシステム電圧の600V〜1000Vとなり、高電圧が印加された状態で日中の発電を維持することとなる。また、ガラスは封止材に比較して電気抵抗が低く、フレームを介してガラスとセル間にも高電圧が発生することとなる。すなわち、日中発電している状況下において、直列接続されたモジュールはセルとモジュール間およびセルとガラス面との電位差が接地側から順次電位差が大きくなり、最も大きいところではほぼシステム電圧の高電圧の電位差が維持されることとなる。このような状態で用いられた太陽電池モジュールの中には、出力が大きく低下し、特性劣化が起こるPID(Potential Induced Degradationの略)現象が発生した結晶系発電素子を用いたモジュールの例も報告されている。そこで、この問題の解決するために、太陽電池素子に直接接している封止材を改良することにより、PIDの発生を抑制しようとするものである。
さらに本発明の課題とするところは、この様な太陽電池用封止材を用いた太陽電池モジュールを提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは上記課題を達成すべく鋭意検討した結果、エチレン単位の含有割合、密度、MFR、ショアA硬度が所定の要件を満たす特定のエチレン・α−オレフィン共重合体を用いることにより、透明性、接着性、耐熱性、柔軟性、外観、架橋特性、電気特性および押出成形性などの諸特性のバランスに優れる太陽電池封止材が得られることを見出した。さらにアルミニウム元素の含有量が特定の範囲を満たすことで、架橋特性、および電気特性がさらに優れることを見出して、本発明を完成するに至った。
【0011】
さらに本発明者らは、JIS K6911に準拠して測定される体積固有抵抗が特定の範囲にあり、さらに、前記の種々の材料物性を兼ね備えた太陽電池封止材を用いることにより、太陽電池モジュールのフレームとセル間に高電圧を印加した状態を維持しても太陽電池モジュールの出力低下を抑えることができ、PIDの発生を大幅に抑制できることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明によれば、以下に示す太陽電池封止材が提供される。
【0013】
[1]
以下の要件a1)〜a4)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
a1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
a2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
a3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
a4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【0014】
[2]
当該太陽電池封止材が以下の要件a5)をさらに満たす[1]に記載の太陽電池封止材。
a5)JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmである。
【0015】
[3]
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす[1]に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【0016】
[4]
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす[2]に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【0017】
[5]
ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定される前記エチレン・α−オレフィン共重合体のMFRが、10〜27g/10分である、[1]〜[4]のいずれかに記載の太陽電池封止材。
【0018】
[6]
前記エチレン・α−オレフィン共重合体100重量部に対し、1分間半減期温度が100〜170℃の範囲にある有機過酸化物を0.005〜5重量部さらに含む[1]〜[5]のいずれかに記載の太陽電池封止材。
【0019】
[7]
前記エチレン・α−オレフィン共重合体が、メタロセン化合物と、有機アルミニウムオキシ化合物および有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物と、からなるオレフィン重合用触媒の存在下で重合された、[1]〜[6]のいずれかに記載の太陽電池封止材。
【0020】
[8]
前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、を含むエチレン系樹脂組成物からなる[1]〜[7]のいずれかに記載の太陽電池封止材。
【0021】
[9]
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種を0.005〜5重量部さらに含む[8]に記載の太陽電池封止材。
【0022】
[10]
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤を0.05〜5重量部さらに含む[8]または[9]に記載の太陽電池封止材。
【0023】
[11]
前記エチレン・α−オレフィン共重合体と、添加剤とを溶融混錬後、シート状に押出成型して得られた、[1]〜[10]のいずれかに記載の太陽電池封止材。
【0024】
[12]
前記エチレン・α−オレフィン共重合体の、
a7)13C−NMRスペクトルおよび下記式(1)から求められるB値が0.9〜1.5であり、
a8)13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)が1.5以下である[1]〜[11]のいずれかに記載の太陽電池封止材。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]は前記エチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]は前記エチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0025】
[13]
前記エチレン・α−オレフィン共重合体の、
a9)ゲル浸透クロマトグラフィー(GPC)に基づく分子量分布Mw/Mnが1.2〜3.5の範囲にある[1]〜[12]のいずれかに記載の太陽電池封止材。
【0026】
[14]
前記エチレン・α−オレフィン共重合体の、
a10)固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合が2ppm以下である[1]〜[13]のいずれかに記載の太陽電池封止材。
【0027】
[15]
前記エチレン・α−オレフィン共重合体の、
a11)酢酸メチルへの抽出量が5.0重量%以下である[1]〜[14]のいずれかに記載の太陽電池封止材。
【0028】
[16]
シート状である[1]〜[15]のいずれかに記載の太陽電池封止材。
【0029】
[17]
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
[1]〜[16]のいずれかに記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【0030】
[18]
JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1×1018Ω・cmである、樹脂組成物からなる太陽電池封止材。
【0031】
[19]
シート状である[18]に記載の太陽電池封止材。
【0032】
[20]
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
[18]または[19]に記載の太陽電池封止材により形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【発明の効果】
【0033】
本発明によれば、特定のエチレン・α−オレフィン共重合体を用いることにより、透明性、接着性、柔軟性、耐熱性、外観、架橋特性、電気特性および押出成形性などの諸特性のバランスに優れる太陽電池封止材を提供することができる。
【0034】
本発明によれば、この様な太陽電池封止材を用いることで、上記の諸特性のバランスが優れることに加え、太陽電池モジュールの使用時に温度上昇しても、封止材が変形したりするようなトラブルを回避することが可能である。そして、太陽電池の外観を損なうこともなく、コストなどの経済性に優れた太陽電池モジュールを提供することができる。
さらに、上記材料物性を兼ね備えた封止材をもちいることにより、フレームとセル間に高電圧を印加した状態を維持してもPIDの発生を大幅に抑制できる太陽電池モジュールを提供することができる。
【図面の簡単な説明】
【0035】
上述した目的、およびその他の目的、特徴および利点は、以下に述べる好適な実施の形態、およびそれに付随する以下の図面によってさらに明らかになる。
【図1】本発明の太陽電池モジュールの一実施形態を模式的に示す断面図である。
【図2】太陽電池素子の受光面と裏面の一構成例を模式的に示す平面図である。
【発明を実施するための形態】
【0036】
以下に、本発明の実施形態について説明する。なお、「〜」はとくに断りがなければ、以上から以下を表す。
【0037】
1.太陽電池封止材について
本発明の太陽電池封止材は、以下に示す特定の要件を満たすエチレン・α−オレフィン共重合体を含む。
【0038】
(エチレン・α−オレフィン共重合体)
本発明の太陽電池封止材に用いられるエチレン・α−オレフィン共重合体は、エチレンと、炭素数3〜20のα−オレフィンとを共重合することによって得られる。α−オレフィンとしては、通常、炭素数3〜20のα−オレフィンを1種類単独でまたは2種類以上を組み合わせて用いることができる。中でも好ましいのは、炭素数が10以下であるα−オレフィンであり、とくに好ましいのは炭素数が3〜8のα−オレフィンである。このようなα−オレフィンの具体例としては、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、3−メチル−1−ブテン、3,3−ジメチル−1−ブテン、4−メチル−1−ペンテン、1−オクテン、1−デセン、1−ドデセンなどを挙げることができる。中でも、入手の容易さからプロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテンおよび1−オクテンが好ましい。なお、エチレン・α−オレフィン共重合体はランダム共重合体であっても、ブロック共重合体であってもよいが、柔軟性の観点からランダム共重合体が好ましい。
【0039】
以下、要件a1)〜a4)について説明する。
【0040】
(要件a1)
エチレン・α−オレフィン共重合体に含まれる、炭素数3〜20のα−オレフィンに由来する構成単位(以下、「α−オレフィン単位」とも記す)の割合は10〜20mol%であり、好ましくは12〜20mol%、より好ましくは12〜18mol%、さらに好ましくは13〜18mol%である。α−オレフィン単位の含有割合が10mol%未満であると、結晶性が高く、透明性が低下する傾向にある。さらに、低温での押出成形が困難となり、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込む場合に、押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。また、柔軟性が低く、太陽電池モジュールのラミネート成形時に太陽電池素子であるセルの割れや、薄膜電極のカケなどが発生する場合がある。
【0041】
一方、α−オレフィン単位の含有割合が20mol%超であると、エチレン・α−オレフィン共重合体の結晶化速度が遅くなる。このため、押出機より押し出されたシートがベタつくため、第1冷却ロールでの剥離が困難になり、太陽電池封止材のシートを得ることが困難になり易くなる傾向にある。また、シートにベタツキが発生するのでブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、架橋が不十分となり、耐熱性が低下するおそれがある。
【0042】
(要件a2)
ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるエチレン・α−オレフィン共重合体のメルトフローレ−ト(MFR)は10〜50g/10分であり、好ましくは10〜40g/10分、より好ましくは10〜35g/10分、さらに好ましくは12〜27g/10分、最も好ましくは15〜25g/10分である。エチレン・α−オレフィン共重合体のMFRは、後述する重合反応の際の重合温度、重合圧力、並びに重合系内のエチレンおよびα−オレフィンのモノマー濃度と水素濃度のモル比率などを調整することにより、調整することができる。
【0043】
MFRが10g/10分未満であると、エチレン・α−オレフィン共重合体を含む樹脂組成物の流動性が低下し、シート押出成形時の生産性が低下する。また、樹脂組成物のスコーチ性が高くなってゲル化し易くなる。このため、押出機のトルクが上昇してシート成形が困難となる場合がある。また、シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。なお、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらには、ゲル物界面において透湿し易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着が不十分となる。
【0044】
一方、MFRが50g/10分超であると、分子量が低いためチルロールなどのロール面への付着が起こり、剥離を要するため均一な厚みのシート成形が困難となる。さらに、樹脂組成物に「コシ」がなくなるため、0.3mm以上の厚いシートを成形するのが困難となる傾向にある。また、太陽電池モジュールのラミネート成形時の架橋特性(とくに架橋速度)が低下し、十分な架橋体が得られず、耐熱性が低下する傾向にある。
MFRが27g/10分以下であると、さらに、シート成形時のネックインを抑制でき幅の広いシートを成形でき、また架橋特性および耐熱性がさらに向上し、最も良好な太陽電池封止材のシートを得ることができる。
【0045】
(要件a3)
ASTM D1505に準拠して測定されるエチレン・α−オレフィン共重合体の密度は0.865〜0.884g/cm3であり、好ましくは0.866〜0.883g/cm3、より好ましくは0.866〜0.880g/cm3、さらに好ましくは0.867〜0.880g/cm3である。エチレン・α−オレフィン共重合体の密度は、エチレン単位の含有割合とα−オレフィン単位の含有割合とのバランスにより調整することができる。すなわち、エチレン単位の含有割合を高くすると結晶性が高くなり、密度の高いエチレン・α−オレフィン共重合体を得ることができる。一方、エチレン単位の含有割合を低くすると結晶性が低くなり、密度の低いエチレン・α−オレフィン共重合体を得ることができる。
【0046】
エチレン・α−オレフィン共重合体の密度が0.884g/cm3超であると、結晶性が高く、透明性が低下する傾向にある。さらに、低温での押出成形が困難となり、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込むと押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。また、柔軟性が低く、太陽電池モジュールのラミネート成形時に太陽電池素子であるセルの割れや、薄膜電極のカケなどが発生する場合がある。
【0047】
一方、エチレン・α−オレフィン共重合体の密度が0.865g/cm3未満であると、エチレン・α−オレフィン共重合体の結晶化速度が遅くなる。このため、押出機より押し出されたシートがベタつくために、第1冷却ロールでの剥離が困難になり、太陽電池封止材のシートを得ることが困難になり易い傾向にある。また、シートにベタツキが発生するのでブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、架橋が不十分となり、耐熱性が低下するおそれがある。
【0048】
(要件a4)
ASTM D2240に準拠して測定される、エチレン・α−オレフィン共重合体のショアA硬度は60〜85であり、好ましくは62〜83、より好ましくは62〜80、さらに好ましくは65〜80である。エチレン・α−オレフィン共重合体のショアA硬度は、エチレン・α−オレフィン共重合体のエチレン単位の含有割合や密度を後述の数値範囲に制御することにより、調整することができる。すなわち、エチレン単位の含有割合が高く、密度が高いエチレン・α−オレフィン共重合体は、ショアA硬度が高くなる。一方、エチレン単位の含有割合が低く、密度が低いエチレン・α−オレフィン共重合体は、ショアA硬度が低くなる。
【0049】
ショアA硬度が60未満であると、エチレン・α−オレフィン共重合体の結晶化速度が遅くなる。このため、押出機より押し出されたシートがベタつくために、第1冷却ロールでの剥離が困難になり、太陽電池封止材のシートを得ることが困難になり易い傾向にある。また、シートにベタツキが発生するのでブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、架橋が不十分となり、耐熱性が低下するおそれがある。
【0050】
一方、ショアA硬度が85超であると、結晶性が高く、透明性が低下する傾向にある。さらに、低温での押出成形が困難となり、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込むと押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。また、柔軟性が低く、太陽電池モジュールのラミネート成形時に太陽電池素子であるセルの割れや、薄膜電極のカケなどが発生する場合がある。
【0051】
また、本発明の太陽電池封止材は、以下の要件a5)〜a11)の要件をさらに満たすことが好ましい。
【0052】
(要件a5)
本発明の太陽電池封止材は、JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmであることが好ましい。体積固有抵抗が小さい太陽電池封止材は、PIDを発生し易い特性を有する傾向にある。さらに、太陽光が照射される時間帯には、従来の太陽電池モジュールではモジュール温度が例えば70℃以上になることがあるので、長期信頼性の観点から、従来報告されている常温(23℃)での体積固有抵抗より高温条件下での体積固有抵抗が求められており、温度100℃での体積固有抵抗が重要となる。
体積固有抵抗は、好ましくは1.0×1014〜1.0×1018Ω・cm、さらに好ましくは5.0×1014〜1.0×1018Ω・cm、最も好ましくは1.0×1015〜1.0×1018Ω・cmである。
体積固有抵抗が1.0×1013Ω・cm未満であると、85℃,85%rhでの恒温恒湿試験において1日程度の短期間でPID現象を発生する傾向にある。体積固有抵抗が、1.0×1018Ω・cm超過であると、シートに静電気が帯びてしまいゴミを吸着しやすくなり、太陽電池モジュール内にゴミが混入し、発電効率や長期信頼性の低下を招く傾向にある。
なお、体積固有抵抗が、5.0×1014Ω・cm超過であると、85℃,85%rhでの恒温恒湿試験においてPID現象の発生がさらに長期化できる傾向にあり、望ましい。
体積固有抵抗は、封止材シートに成形した後、真空ラミネーター、熱プレス、架橋炉などで架橋および平坦なシートに加工された後に測定される。また、モジュール積層体中のシートは、他の層を除去して測定する。
【0053】
(要件a6)
エチレン・α−オレフィン共重合体に含まれる、アルミニウム元素(以下、「Al」とも記す)の含有量(残渣量)が好ましくは10〜500ppmであり、より好ましくは20〜400ppm、さらに好ましくは20〜300ppmである。Al含有量は、エチレン・α−オレフィン共重合体の重合過程において添加する有機アルミニウムオキシ化合物や有機アルミニウム化合物の濃度に依存する。Al含有量が10ppm未満の場合は、エチレン・α−オレフィン共重合体の重合過程において添加された有機アルミニウムオキシ化合物や有機アルミニウム化合物の濃度が小さく、メタロセン化合物の活性が十分発現せず、メタロセン化合物と反応してイオン対を形成する化合物を添加する必要が発生する。該イオン対を形成する化合物がエチレン・α−オレフィン共重合体中に残留することにより、電気特性の低下を起こす傾向にある。例えば100℃などの高温での電気特性が低下する傾向にある。また、Al含有量を少なくするためには、酸やアルカリでの脱灰処理が必要となり、得られるエチレン・α−オレフィン共重合体中に残留する酸やアルカリが電極の腐食を起こす傾向にある。脱灰処理を施すために、エチレン・α−オレフィン共重合体のコストも高くなる。
一方、Al含有量が500ppm超過であると、押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。
上記のような、エチレン・α−オレフィン共重合体に含まれるアルミニウム元素をコントロールする手法としては、例えば、後述のエチレン・α−オレフィン共重合体の製造方法に記載の(II−1)有機アルミニウムオキシ化合物および(II−2)有機アルミニウム化合物の製造工程における濃度、または、エチレン・α−オレフィン共重合体の製造条件のメタロセン化合物の重合活性を調整することによって、エチレン・α−オレフィン共重合体に含まれるアルミニウム元素をコントロールすることができる。
【0054】
(要件a7)
エチレン・α−オレフィン共重合体の、13C−NMRスペクトルおよび下記式(1)から求められるB値は0.9〜1.5であることが好ましく、0.9〜1.3であることがさらに好ましく、0.95〜1.3であることがより好ましく、0.95〜1.2であることがとくに好ましく、1.0〜1.2であることが最も好ましい。B値は、エチレン・α−オレフィン共重合体を重合する際の重合触媒を変更することにより調整可能である。より具体的には、後述するメタロセン化合物を用いることで、B値が上記の数値範囲にあるエチレン・α−オレフィン共重合体を得ることができる。
B値=[POE]/(2×[PO]×[PE]) (1)
(式(1)中、[PE]はエチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]はエチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0055】
このB値は、エチレン・α−オレフィン共重合体中における、エチレン単位とα−オレフィン単位の分布状態を表す指標であり、J.C.Randall(Macromolecules,15,353(1982))、J.Ray(Macromolecules,10,773(1977))らの報告に基づいて求めることができる。
【0056】
B値が大きいほど、エチレン単位またはα−オレフィン共重合体のブロック的連鎖が短くなり、エチレン単位とα−オレフィン単位の分布が一様であり、共重合ゴムの組成分布が狭いことを示している。なお、B値が0.9未満であると、エチレン・α−オレフィン共重合体の組成分布は広くなる。とくに、エチレン単位のブロック的連鎖が多くなり、低温での押出成形が困難となるので、例えば130℃以上の高温での押出成形が必要となる。このため、エチレン・α−オレフィン共重合体に有機過酸化物を練り込むと押出機内での架橋反応が進行してしまい、太陽電池封止材のシートにゲル状の異物が発生し、シートの外観が悪化する傾向にある。
【0057】
(要件a8)
エチレン・α−オレフィン共重合体の、13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)は1.5以下であることが好ましく、1.2以下であることがさらに好ましく、1.0以下であることがとくに好ましく、0.7未満であることが最も好ましい。Tαβ/Tααは、エチレン・α−オレフィン共重合体を重合する際の重合触媒を変更することにより調整可能である。より具体的には、後述するメタロセン化合物を用いることで、Tαβ/Tααが上記の数値範囲にあるエチレン・α−オレフィン共重合体を得ることができる。
【0058】
13C−NMRスペクトルにおけるTααとTαβは、炭素数3以上のα−オレフィンに由来する構成単位中の「CH2」のピーク強度に対応する。より具体的には、下記の一般式(3)に示すように、第3級炭素に対する位置が異なる2種類の「CH2」のピーク強度をそれぞれ意味している。
【0059】
【化1】
【0060】
Tαβ/Tααは以下のようにして求めることができる。エチレン・α−オレフィン共重合体の13C−NMRスペクトルをNMR測定装置(例えば、日本電子社製の商品名「JEOL−GX270」)を使用して測定する。測定は、試料濃度が5重量%になるように調整されたヘキサクロロブタジエン/d6−ベンゼン=2/1(体積比)の混合溶液を用いて、67.8MHz、25℃、d6−ベンゼン(128ppm)基準で行う。測定された13C−NMRスペクトルを、リンデマンアダムスの提案(Analysis Chemistry,43,p1245(1971))、J.C.Randall(Review Macromolecular Chemistry Physics,C29,201(1989))に従って解析し、Tαβ/Tααを求める。
【0061】
エチレン・α−オレフィン共重合体の13C−NMRにおける、Tααに対するTαβの強度比(Tαβ/Tαα)は、重合反応中における、α−オレフィンの重合触媒への配位状態を示している。Tαβ型でα−オレフィンが重合触媒に配位した場合、α−オレフィンの置換基がポリマー鎖の重合成長反応の妨げとなり、低分子量成分の生成を助長する傾向にある。このため、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。さらに、低分子量成分がシート表面にブリードしてくるために接着の阻害となり、接着性が低下する。
【0062】
(要件a9)
(分子量分布Mw/Mn)
エチレン・α−オレフィン共重合体の、ゲル浸透クロマトグラフィー(GPC)で測定した重量平均分子量(Mw)と数平均分子量(Mn)との比で表される分子量分布Mw/Mnは、1.2〜3.5の範囲にあることが好ましく、1.7〜3.0の範囲にあることがさらに好ましく、1.7〜2.7の範囲にあることがより好ましく、1.9〜2.4の範囲にあることがとくに好ましい。エチレン・α−オレフィン共重合体の分子量分布Mw/Mnは、重合に際し、後述のメタロセン化合物を用いることにより調整することができる。
【0063】
Mw/Mnを1.2未満にするためには、リビング重合的にエチレン・α−オレフィン共重合体を重合するため触媒活性が得られない。あるいは、従来公知の重合方法で得られたエチレン・α−オレフィン共重合体の低分子量成分、高分子量成分の分離が必要となるため、製造コストが高くなる。また、成形できる温度幅も狭く、さらに押出機での吐出量も均一にし難くなるため、均一な厚みのシートを得難く、シート成形が困難になる傾向にある。
【0064】
一方、Mw/Mnが3.5超過であると、低分子量成分が多くなるのでシートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、一般に、分子量分布Mw/Mnが広くなると組成分布も広くなることが知られている。このため、シートにベタツキが発生してシートがブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。さらに、低分子量成分がシート表面にブリードしてくるため接着の阻害要因となり、接着性が低下する。
【0065】
本明細書において、重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)は、Waters社製のゲル浸透クロマトグラフ(商品名「Alliance GPC−2000型」)を使用し、以下のようにして測定した。分離カラムには、商品名「TSKgel GMH6−HT」を2本、および商品名「TSKgel GMH6−HTL」を2本使用した。カラムサイズは、いずれも内径7.5mm、長さ300mmとし、カラム温度は140℃とし、移動相にはo−ジクロロベンゼン(和光純薬工業社製)および酸化防止剤としてBHT(武田薬品社製)0.025重量%を用いた。移動相を1.0ml/分の速度で移動させ、試料濃度は15mg/10mlとし、試料注入量は500μlとし、検出器として示差屈折計を用いた。標準ポリスチレンは、分子量がMw≦1000およびMw≧4×106については東ソー社製のものを用いた。また、分子量が1000≦Mw≦4×106についてはプレッシャーケミカル社製のものを用いた。分子量は、ユニバーサル校正して、用いた各α−オレフィンに合わせエチレン・α−オレフィン共重合体に換算した値である。
【0066】
(要件a10)
エチレン・α−オレフィン共重合体の、固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合は、2ppm以下であることが好ましく、1.5ppm以下であることがさらに好ましく、1.2ppm以下であることがとくに好ましい。塩素イオンの含有割合は、後述するメタロセン化合物の構造および重合条件を調整することにより調整することができる。すなわち、触媒の重合活性を高くすることにより、エチレン・α−オレフィン共重合体中の触媒残渣量を少なくし、塩素イオンの含有割合が上記の数値範囲にあるエチレン・α−オレフィン共重合体を得ることができる。
【0067】
エチレン・α−オレフィン共重合体中の塩素イオンの含有割合が2ppm超であると、銀などで構成される電極を腐食させ、太陽電池モジュールの長期信頼性を低下させる場合がある。なお、塩素原子を含まないメタロセン化合物を用いることで、実質的に塩素イオンを含まないエチレン・α−オレフィン共重合体を得ることができる。
【0068】
エチレン・α−オレフィン共重合体中の塩素イオンの含有割合は、例えば、オートクレーブなどを用いて滅菌洗浄されたガラス容器にエチレン・α−オレフィン共重合体を約10g精秤し、超純水を100ml加えて密閉した後、常温で30分間超音波(38kHz)抽出を行って得られる抽出液を使用し、ダイオネクス社製のイオンクロマトグラフ装置(商品名「ICS−2000」)を用いて測定することができる。
【0069】
(要件a11)
エチレン・α−オレフィン共重合体の、酢酸メチルへの抽出量は5.0重量%以下であることが好ましく、4.0重量%以下であることがさらに好ましく、3.5重量%以下であることがより好ましく、2.0重量%以下であることがとくに好ましい。酢酸メチルへの抽出量が多いことは、エチレン・α−オレフィン共重合体に低分子量成分が多く含まれており、分子量分布または組成分布が広がっていることを示している。そのため、後述のメタロセン化合物を使用し、重合条件を調整することにより、酢酸メチルへの抽出量が少ないエチレン・α−オレフィン共重合体を得ることができる。
【0070】
例えば、重合器内での重合滞留時間を短くすることにより、重合活性が低下したメタロセン化合物を重合系外に出せば、低分子量成分の生成を抑制できる。ソックスレー抽出法での酢酸メチルへの抽出量が5.0重量%超であると、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。また、一般に、分子量分布Mw/Mnが広くなると組成分布も広くなることが知られている。このため、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。さらに、低分子量がシート表面にブリードしてくるため接着の阻害となり、接着性が低下する。
【0071】
酢酸メチルへの抽出量は、例えばエチレン・α−オレフィン共重合体を約10g程度精秤し、酢酸メチルやメチルエチルケトンなどの低沸点かつエチレン・α−オレフィン共重合体の貧溶媒となる有機溶媒を用いて、各溶媒沸点以上の温度でソックスレー抽出を行い、抽出前後のエチレン・α−オレフィン共重合体の重量差または抽出溶媒を揮発させた残渣量より算出される。
【0072】
(融解ピーク)
エチレン・α−オレフィン共重合体の、示差走査熱量測定(DSC)に基づく融解ピークは30〜90℃の範囲に存在することが好ましく、33〜90℃の範囲に存在することがさらに好ましく、33〜88℃の範囲に存在することがとくに好ましい。融解ピークが90℃超であると、結晶化度が高く、得られる太陽電池封止材の柔軟性が低く、太陽電池モジュールをラミネート成形する際にセルの割れや、薄膜電極のカケが発生する場合がある。一方、融解ピークが30℃未満であると、樹脂組成物の柔軟性が高過ぎてしまい、押出成形にて太陽電池封止材シートを得ることが困難になる場合がある。また、シートにベタツキが発生してブロッキングしてしまい、シートの繰り出し性が悪化する傾向にある。
【0073】
また、本発明の太陽電池封止材は以下の態様も取り得る。
本発明の太陽電池封止材の第2の態様は、JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmであり、樹脂組成物からなる。
【0074】
体積固有抵抗は、好ましくは1.0×1014〜1.0×1018Ω・cm、さらに好ましくは5.0×1014〜1.0×1018Ω・cm、最も好ましくは1.0×1015〜1.0×1018Ω・cmである。
体積固有抵抗が1.0×1013Ω・cm未満であると、85℃,85%rhでの恒温恒湿試験において1日程度の短期間でPID現象を発生する傾向にある。体積固有抵抗が、1.0×1018Ω・cm超過であると、シートに静電気が帯びてしまいゴミを吸着しやすくなり、太陽電池モジュール内にゴミが混入し、発電効率や長期信頼性の低下を招く傾向にある。
なお、体積固有抵抗が、5.0×1014Ω・cm超過であると、85℃,85%rhでの恒温恒湿試験においてPID現象の発生までの時間が、240時間、さらには500時間以上に長期化できる傾向にある。同様に、体積固有抵抗が5.0×1014Ω・cm超過であると、100℃ないし100℃を越える高温下でのPID現象の発生までの時間を、長期化できる傾向にある。さらには、電圧が1000Vないし、1000Vを超える高電圧下でのPID現象の発生までの時間を長期化できる傾向にある。
【0075】
体積固有抵抗は、封止材シートに成形した後、真空ラミネーター、熱プレス、架橋炉などで架橋された後に測定される。また、モジュール積層体中のシートは、ガラス、配線を含む発電素子、バックシートなど他の層を除去して測定する。
上記体積固有抵抗を満たす太陽電池封止材を形成する樹脂組成物としては、従来公知の樹脂を用いることができる。例えば、エチレンおよび炭素数3〜20のα−オレフィンからなるエチレン・α−オレフィン共重合体、高密度エチレン系樹脂、低密度エチレン系樹脂、中密度エチレン系樹脂、超低密度エチレン系樹脂、プロピレン(共)重合体、1−ブテン(共)重合体、4−メチルペンテン−1(共)重合体、エチレン・環状オレフィン共重合体、エチレン・α−オレフィン・環状オレフィン共重合体、エチレン・α−オレフィン・非共役ポリエン共重合体、エチレン・α−オレフィン・共役ポリエン共重合体、エチレン・芳香族ビニル共重合体、エチレン・α−オレフィン・芳香族ビニル共重合体などのオレフィン系樹脂、エチレン・不飽和無水カルボン酸共重合体、エチレン・α−オレフィン・不飽和無水カルボン酸共重合体、エチレン・エポキシ含有不飽和化合物共重合体、エチレン・α−オレフィン・エポキシ含有不飽和化合物共重合体、エチレン・酢酸ビニル共重合体;エチレン・アクリル酸共重合体、エチレン・メタアクリル酸共重合体などのエチレン・不飽和カルボン酸共重合体、エチレン・アクリル酸エチル共重合体、エチレン・メタアクリル酸メチル共重合体などのエチレン・不飽和カルボン酸エステル共重合体、不飽和カルボン酸エステル(共)重合体、(メタ)アクリル酸エステル(共)重合体、エチレン・アクリル酸金属塩共重合体、エチレン・メタアクリル酸金属塩共重合体などのアイオノマー樹脂、ウレタン系樹脂、シリコーン系樹脂、アクリル酸系樹脂、メタアクリル酸系樹脂、環状オレフィン(共)重合体、α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・芳香族ビニル化合物・芳香族ポリエン共重合体、スチレン系樹脂、アクリロニトリル・ブタジエン・スチレン共重合体、スチレン・共役ジエン共重合体、アクリロニトリル・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・非共役ポリエン・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・共役ポリエン・スチレン共重合体、メタアクリル酸・スチレン共重合体、エチレンテレフタレート樹脂、フッ素樹脂、ポリエステルカーボネート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリオレフィン系熱可塑性エラストマー、ポリスチレン系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、1,2ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー、液晶性ポリエステル、ポリ乳酸などが挙げられる。
これらの樹脂は、後述するメタロセン化合物と反応してイオン対を形成する化合物を、実質的に使用せずに製造することが好ましい。または、製造後に樹脂を酸などにより処理する脱灰処理を行い、金属成分やイオン含有量を低減させることが好ましい。いずれの方法によっても、体積固有抵抗が1.0×1014Ω・cm以上となり、電気特性の優れる重合体を得ることができる。
【0076】
これらの中でも、エチレンおよび炭素数3〜20のα−オレフィンからなるエチレン・α−オレフィン共重合体、低密度エチレン系樹脂、中密度エチレン系樹脂、超低密度エチレン系樹脂、プロピレン(共)重合体、1−ブテン(共)重合体、4−メチルペンテン−1(共)重合体、エチレン・環状オレフィン共重合体、エチレン・α−オレフィン・環状オレフィン共重合体、エチレン・α−オレフィン・非共役ポリエン共重合体、エチレン・α−オレフィン・共役ポリエン共重合体、エチレン・芳香族ビニル共重合体、エチレン・α−オレフィン・芳香族ビニル共重合体などのオレフィン系樹脂、エチレン・不飽和無水カルボン酸共重合体、エチレン・α−オレフィン・不飽和無水カルボン酸共重合体、エチレン・エポキシ含有不飽和化合物共重合体、エチレン・α−オレフィン・エポキシ含有不飽和化合物共重合体、エチレン・アクリル酸共重合体、エチレン・メタアクリル酸共重合体などのエチレン・不飽和カルボン酸共重合体、エチレン・アクリル酸エチル共重合体、不飽和カルボン酸エステル(共)重合体、(メタ)アクリル酸エステル(共)重合体、エチレン・メタアクリル酸メチル共重合体などのエチレン・不飽和カルボン酸エステル共重合体、エチレン・アクリル酸金属塩共重合体、エチレン・メタアクリル酸金属塩共重合体などのアイオノマー樹脂、環状オレフィン(共)重合体、α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・α−オレフィン・芳香族ビニル化合物・芳香族ポリエン共重合体、エチレン・芳香族ビニル化合物・芳香族ポリエン共重合体、アクリロニトリル・ブタジエン・スチレン共重合体、スチレン・共役ジエン共重合体、アクリロニトリル・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・非共役ポリエン・スチレン共重合体、アクリロニトリル・エチレン・α−オレフィン・共役ポリエン・スチレン共重合体、メタアクリル酸・スチレン共重合体が好ましい。
さらに、エチレンおよび炭素数3〜20のα−オレフィンからなるエチレン・α−オレフィン共重合体がより好ましく、上述した特定の要件a1)〜a11)のうち、少なくとも一つを満たすエチレン・α−オレフィン共重合体がさらに好ましい。とりわけ、要件a1)、a2)、a3)およびa4)をそれぞれ満たすエチレン・α−オレフィン共重合体が好ましい。
前述した樹脂組成物は、シラン化合物によって変性されていても良い。
【0077】
体積固有抵抗は、架橋が必要な封止材は、封止材シートに成形した後、真空ラミネーター、熱プレス、架橋炉などで架橋および平坦なシートに加工された後に測定される。架橋が必要ではない封止材は、封止シートに成形した後、エンボス加工などが施されている場合は、真空ラミネーター、熱プレスなどで平坦なシートに加工した後に測定される。また、モジュール積層体中のシートは、他の層を除去して測定する。
【0078】
上記樹脂のDSCで測定される融点が110℃未満であると、有機過酸化物などを配合して熱架橋や、架橋助剤を添加して熱架橋や電子線架橋などを施し、樹脂組成物の架橋状態を有することで耐熱性が良好な太陽電池封止材として用いることができる。DSCで測定される融点が110℃超過であると、樹脂自体の耐熱性が発現される。
【0079】
上記樹脂のASTM D1238に準拠し、190℃、2.16kg荷重で測定されるMFRは、太陽電池封止材を得る製造工程が押出成形である場合、10〜50g/10分であり、カレンダー成形である場合、2超過10未満g/10分であることが好ましい。
上記樹脂組成物からなる太陽電池封止材はシート状である事が好ましい。
【0080】
本発明に係わる太陽電池モジュールは、表面側透明保護部材と、裏面側保護部材と、太陽電池素子と、前記太陽電池封止材から形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、を備えた太陽電池モジュールであることが好ましい。前記太陽電池封止材は必要に応じて架橋させてもよく、非架橋でもかまわない。モジュールに使用される前記太陽電池素子が結晶系発電素子であると、PIDが観測される可能性があるため、本発明をとりわけ好適に適用することが出来る。
【0081】
(エチレン・α−オレフィン共重合体の製造方法)
エチレン・α−オレフィン共重合体は、以下に示す種々のメタロセン化合物を触媒として用いて製造することができる。メタロセン化合物としては、例えば、特開2006−077261号公報、特開2008−231265号公報、特開2005−314680号公報などに記載のメタロセン化合物を用いることができる。ただし、これらの特許文献に記載のメタロセン化合物とは異なる構造のメタロセン化合物を使用してもよいし、二種以上のメタロセン化合物を組み合わせて使用してもよい。
【0082】
メタロセン化合物を用いる重合反応としては、例えば以下に示す態様を好適例として挙げることができる。
【0083】
従来公知のメタロセン化合物と、(II)(II−1)有機アルミニウムオキシ化合物、(II−2)前記メタロセン化合物(I)と反応してイオン対を形成する化合物、および(II−3)有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物(助触媒ともいう)と、からなるオレフィン重合用触媒の存在下に、エチレンとα−オレフィンなどから選ばれる一種以上のモノマーを供給する。
【0084】
(II−1)有機アルミニウムオキシ化合物、(II−2)前記メタロセン化合物(I)と反応してイオン対を形成する化合物、および(II−3)有機アルミニウム化合物としても、例えば、特開2006−077261号公報、特開2008−231265号公報、および特開2005−314680号公報などに記載のメタロセン化合物を用いることができる。ただし、これらの特許文献に記載のメタロセン化合物とは異なる構造のメタロセン化合物を使用してもよい。これら化合物は、個別に、あるいは予め接触させて重合雰囲気に投入してもよい。さらに、例えば特開2005−314680号公報などに記載の微粒子状無機酸化物担体に担持して用いてもよい。
なお、好ましくは、前述の(II−2)前記メタロセン化合物(I)と反応してイオン対を形成する化合物を実質的に使用せずに製造することで、電気特性の優れるエチレン・α−オレフィン共重合体を得ることができる。
【0085】
エチレン・α−オレフィン共重合体の重合は、従来公知の気相重合法、およびスラリー重合法、溶液重合法などの液相重合法のいずれでも行うことができる。好ましくは溶液重合法などの液相重合法により行われる。上記のようなメタロセン化合物を用いて、エチレンと炭素数3〜20のα−オレフィンとの共重合を行ってエチレン・α−オレフィン共重合体を製造する場合、(I)のメタロセン化合物は、反応容積1リットル当り、通常10−9〜10−1モル、好ましくは10−8〜10−2モルになるような量で用いられる。
【0086】
化合物(II−1)は、化合物(II−1)と、化合物(I)中の全遷移金属原子(M)とのモル比[(II−1)/M]が通常1〜10000、好ましくは10〜5000となるような量で用いられる。化合物(II−2)は、化合物(I)中の全遷移金属(M)とのモル比[(II−2)/M]が、通常0.5〜50、好ましくは1〜20となるような量で用いられる。化合物(II−3)は、重合容積1リットル当り、通常0〜5ミリモル、好ましくは約0〜2ミリモルとなるような量で用いられる。
【0087】
溶液重合法では、上述のようなメタロセン化合物の存在下に、エチレンと炭素数3〜20のα−オレフィンとの共重合を行うことによって、コモノマー含量が高く、組成分布が狭く、分子量分布が狭いエチレン・α−オレフィン共重合体を効率よく製造できる。ここで、エチレンと、炭素数3〜20のα−オレフィンとの仕込みモル比は、通常、エチレン:α−オレフィン=10:90〜99.9:0.1、好ましくはエチレン:α−オレフィン=30:70〜99.9:0.1、さらに好ましくはエチレン:α−オレフィン=50:50〜99.9:0.1である。
【0088】
炭素数3〜20のα−オレフィンとしては、直鎖状または分岐状のα−オレフィン、例えばプロピレン、1−ブテン、2−ブテン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、4−メチル−1−ペンテン、3−メチル−1−ペンテン、1−オクテン、1−デセン、1−ドデセンなどを挙げることができる。溶液重合法において使用できるα−オレフィンの例には、極性基含有オレフィンも包含される。極性基含有オレフィンとしては、例えば、アクリル酸、メタクリル酸、フマル酸、無水マレイン酸などのα,β−不飽和カルボン酸類、およびこれらのナトリウム塩などの金属塩類;アクリル酸メチル、アクリル酸エチル、アクリル酸n−プロピル、メタクリル酸メチル、メタクリル酸エチルなどのα,β−不飽和カルボン酸エステル類;酢酸ビニル、プロピオン酸ビニルなどのビニルエステル類;アクリル酸グリシジル、メタクリル酸グリシジルなどの不飽和グリシジル類などを挙げることができる。また、芳香族ビニル化合物、例えば、スチレン、o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、o,p−ジメチルスチレン、メトキシスチレン、ビニル安息香酸、ビニル安息香酸メチル、ビニルベンジルアセテート、ヒドロキシスチレン、p−クロロスチレン、ジビニルベンゼンなどのスチレン類;3−フェニルプロピレン、4−フェニルプロピレン、α−メチルスチレンなどを反応系に共存させて高温溶液重合を進めることも可能である。以上述べたα−オレフィンの中では、プロピレン、1−ブテン、1−ヘキセン、4−メチル−1−ペンテンおよび1−オクテンが好ましく用いられる。また、溶液重合法においては、炭素数が3〜20の環状オレフィン類、例えば、シクロペンテン、シクロヘプテン、ノルボルネン、5−メチル−2−ノルボルネン、などを併用してもよい。
【0089】
「溶液重合法」とは、後述の不活性炭化水素溶媒中にポリマーが溶解した状態で重合を行う方法の総称である。溶液重合法における重合温度は、通常0〜200℃、好ましくは20〜190℃、さらに好ましくは40〜180℃である。溶液重合法においては、重合温度が0℃に満たない場合、その重合活性は極端に低下し、重合熱の除熱も困難となり生産性の点で実用的でない。また、重合温度が200℃を超えると、重合活性が極端に低下するので生産性の点で実用的でない。
【0090】
重合圧力は、通常、常圧〜10MPaゲージ圧、好ましくは常圧〜8MPaゲージ圧の条件下である。共重合は、回分式、半連続式、連続式のいずれの方法においても行うことができる。反応時間(共重合反応が連続法で実施される場合には、平均滞留時間)は、触媒濃度、重合温度などの条件によっても異なり、適宜選択することができるが、通常1分間〜3時間、好ましくは10分間〜2.5時間である。さらに、重合を反応条件の異なる2段以上に分けて行うことも可能である。得られるエチレン・α−オレフィン共重合体の分子量は、重合系中の水素濃度や重合温度を変化させることによっても調節することができる。さらに、使用する化合物(II)の量により調節することもできる。水素を添加する場合、その量は、生成するエチレン・α−オレフィン共重合体1kgあたり0.001〜5,000NL程度が適当である。また、得られるエチレン・α−オレフィン共重合体の分子末端に存在するビニル基およびビニリデン基は、重合温度を高くすること、水素添加量を極力少なくすることで調整できる。
【0091】
溶液重合法において用いられる溶媒は、通常、不活性炭化水素溶媒であり、好ましくは常圧下における沸点が50℃〜200℃の飽和炭化水素である。具体的には、ペンタン、ヘキサン、ヘプタン、オクタン、デカン、ドデカン、灯油などの脂肪族炭化水素;シクロペンタン、シクロヘキサン、メチルシクロペンタンなどの脂環族炭化水素が挙げられる。なお、ベンゼン、トルエン、キシレンなどの芳香族炭化水素類や、エチレンクロリド、クロルベンゼン、ジクロロメタンなどのハロゲン化炭化水素も「不活性炭化水素溶媒」の範疇に入り、その使用を制限するものではない。
【0092】
前記したように、溶液重合法においては、従来繁用されてきた芳香族炭化水素に溶解する有機アルミニウムオキシ化合物のみならず、脂肪族炭化水素や脂環族炭化水素に溶解するMMAOのような修飾メチルアルミノキサンを使用できる。この結果、溶液重合用の溶媒として脂肪族炭化水素や脂環族炭化水素を採用すれば、重合系内や生成するエチレン・α−オレフィン共重合体中に芳香族炭化水素が混入する可能性をほぼ完全に排除することが可能となる。すなわち、溶液重合法は、環境負荷を軽減化でき、人体健康への影響を最小化できるという特徴も有する。なお、物性値のばらつきを抑制するため、重合反応により得られたエチレン・α−オレフィン共重合体、および所望により添加される他の成分は、任意の方法で溶融され、混練、造粒などを施されるのが好ましい。
【0093】
(エチレン系樹脂組成物)
本発明の太陽電池封止材は、前述のエチレン・α−オレフィン共重合体100重量部とエチレン性不飽和シラン化合物などのシランカップリング剤0.1〜5重量部と、有機過酸化物などの架橋剤0.1〜3重量部とを含有するエチレン系樹脂組成物からなることが、好ましい態様である。
【0094】
さらに、エチレン系樹脂組成物には、エチレン・α−オレフィン共重合体100重量部に対し、エチレン性不飽和シラン化合物が0.1〜4重量部、および有機過酸化物が0.2〜3重量部含有されることが好ましく、エチレン・α−オレフィン共重合体100重量部に対し、エチレン性不飽和シラン化合物が0.1〜3重量部、有機過酸化物が0.2〜2.5重量部含有されることがとくに好ましい。
【0095】
(エチレン性不飽和シラン化合物)
エチレン性不飽和シラン化合物が0.1重量部未満であると、接着性が低下する。一方、エチレン性不飽和シラン化合物が5重量部超であると、太陽電池封止材のコストと性能のバランスが悪く、また、エチレン性不飽和シラン化合物を太陽電池モジュールのラミネート時にエチレン・α−オレフィン共重合体にグラフト反応させるための有機過酸化物の添加量が多くなる。このため、太陽電池封止材を押出機でシート状にして得る際にゲル化を起こし、押出機のトルクが上昇し、押出シート成形が困難となる場合がある。また、シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。さらに、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。また、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。さらに、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。また、エチレン性不飽和シラン化合物自体が縮合反応を起こし、太陽電池封止材に白い筋として存在し、製品外観が悪化する。さらに、過剰のシランカップリング剤は、ガラスなどの被着体と縮合反応をした後、有機過酸化物の量が少ない場合は、エチレン・α−オレフィン共重合体の主鎖へのグラフト反応が不十分となり、接着性が低下する傾向にもある。
【0096】
エチレン性不飽和シラン化合物は、従来公知のものが使用でき、とくに制限はない。具体的には、ビニルトリエトキシシラン、ビニルトリメトキシシラン、ビニルトリス(β−メトキシエトキシシラン)、γ−グリシドキシプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、γ−メタクリロキシプロピルトリメトキシシランなどが使用できる。好ましくは、接着性が良好なγ−グリシドキシプロピルメトキシシラン、γ−アミノプロピルトリエトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、ビニルトリエトキシシランが挙げられる。
【0097】
(有機過酸化物)
有機過酸化物は、エチレン性不飽和シラン化合物と、エチレン・α−オレフィン共重合体とのグラフト変性の際のラジカル開始剤として、さらに、エチレン・α−オレフィン共重合体の太陽電池モジュールのラミネート成形時の架橋反応の際のラジカル開始剤として用いられる。エチレン・α−オレフィン共重合体に、エチレン性不飽和シラン化合物をグラフト変性することにより、ガラス、バックシート、セル、電極との接着性が良好な太陽電池モジュールが得られる。さらに、エチレン・α−オレフィン共重合体を架橋することにより、耐熱性、接着性に優れた太陽電池モジュールを得ることができる。
【0098】
好ましく用いられる有機過酸化物は、エチレン・α−オレフィン共重合体にエチレン性不飽和シラン化合物をグラフト変性したり、エチレン・α−オレフィン共重合体を架橋したりすることが可能なものであればよいが、押出シート成形での生産性と太陽電池モジュールのラミネート成形時の架橋速度のバランスから、有機過酸化物の1分間半減期温度が100〜170℃である。有機過酸化物の1分間半減期温度が100℃未満であると、押出シート成形時に樹脂組成物から得られる太陽電池封止シートにゲルが発生し、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。押出シート成形の押出温度を90℃以下に下げると成形は可能であるが、生産性が大幅に低下する。有機過酸化物の1分間半減期温度が170℃超であると、太陽電池モジュールのラミネート成形時の架橋速度が遅く、太陽電池モジュールの生産性が大幅に低下する。また、太陽電池封止材の耐熱性、接着性が低下する。
【0099】
有機過酸化物としては公知のものが使用できる。1分間半減期温度が100〜170℃の範囲にある有機過酸化物の好ましい具体例としては、ジラウロイルパーオキサイド、1,1,3,3−テトラメチルブチルパーオキシ−2−エチルヘキサノエート、ジベンゾイルパーオキサイド、t−アミルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシマレイン酸、1,1−ジ(t−アミルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ジ(t−アミルパーオキシ)シクロヘキサン、t−アミルパーオキシイソノナノエート、t−アミルパーオキシノルマルオクトエート、1,1−ジ(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ジ(t−ブチルパーオキシ)シクロヘキサン、t−ブチルパーオキシイソプロピルカーボネート、t−ブチルパーオキシ−2−エチルヘキシルカーボネート、2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン、t−アミル−パーオキシベンゾエート、t−ブチルパーオキシアセテート、t−ブチルパーオキシイソノナノエート、2,2−ジ(t−ブチルパーオキシ)ブタン、t−ブチルパーオキシベンゾエート、などが挙げられる。好ましくは、ジラウロイルパーオキサイド、t−ブチルパーオキシイソプロピルカーボネート、t−ブチルパーオキシアセテート、t−ブチルパーオキシイソノナノエート、t−ブチルパーオキシ−2−エチルヘキシルカーボネート、t−ブチルパーオキシベンゾエートなどが挙げられる。
【0100】
(紫外線吸収剤、光安定化剤、耐熱安定剤)
エチレン系樹脂組成物には、紫外線吸収剤、光安定化剤、および耐熱安定剤からなる群より選択される少なくとも一種の添加剤が含有されることが好ましい。これらの添加剤の配合量は、エチレン・α−オレフィン共重合体100重量部に対して、0.005〜5重量部であることが好ましい。さらに、上記三種から選ばれる少なくとも二種の添加剤を含有することが好ましく、とくに、上記三種の全てが含有されていることが好ましい。上記添加剤の配合量が上記範囲にあると、高温高湿への耐性、ヒートサイクルの耐性、耐候安定性、および耐熱安定性を向上する効果を十分に確保し、かつ、太陽電池封止材の透明性やガラス、バックシート、セル、電極、アルミニウムとの接着性の低下を防ぐことができるので好ましい。
【0101】
紫外線吸収剤としては、具体的には、2−ヒドロキシ−4−ノルマル−オクチルオキシベンゾフェノン、2−ヒドロキシ−4メトキシベンゾフェノン、2,2−ジヒドロキシ−4−メトキシベンゾフェノン、2−ヒドロキシ−4−メトキシ−4−カルボキシベンゾフェノン、2−ヒドロキシ−4−N−オクトキシベンゾフェノンなどのベンゾフェノン系;2−(2−ヒドロキシ−3,5−ジ−t−ブチルフェニル)ベンゾトリアゾール、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾールなどのベンゾトリアリゾール系;フェニルサルチレート、p−オクチルフェニルサルチレートなどのサリチル酸エステル系のものが用いられる。
【0102】
光安定化剤としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]などのヒンダードアミン系、ヒンダードピペリジン系化合物などのものが好ましく使用される。
【0103】
耐熱安定剤としては、具体的には、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、ビス[2,4−ビス(1,1−ジメチルエチル)−6−メチルフェニル]エチルエステル亜リン酸、テトラキス(2,4−ジ−tert−ブチルフェニル)[1,1−ビフェニル]−4,4'−ジイルビスホスフォナイト、およびビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリトールジホスファイトなどのホスファイト系耐熱安定剤;3−ヒドロキシ−5,7−ジ−tert−ブチル−フラン−2−オンとo−キシレンとの反応生成物などのラクトン系耐熱安定剤;3,3',3",5,5',5"−ヘキサ−tert−ブチル−a,a',a"−(メチレン−2,4,6−トリイル)トリ−p−クレゾール、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)ベンジルベンゼン、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、チオジエチレンビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]などのヒンダードフェノール系耐熱安定剤;硫黄系耐熱安定剤;アミン系耐熱安定剤などを挙げることができる。また、これらを一種単独でまたは二種以上を組み合わせて用いることもできる。中でも、ホスファイト系耐熱安定剤、およびヒンダードフェノール系耐熱安定剤が好ましい。
【0104】
(その他の添加剤)
太陽電池封止材を構成するエチレン系樹脂組成物には、以上詳述した諸成分以外の各種成分を、本発明の目的を損なわない範囲において、適宜含有させることができる。例えば、エチレン・α−オレフィン共重合体以外の各種ポリオレフィン、スチレン系やエチレン系ブロック共重合体、プロピレン系重合体などが挙げられる。これらは、上記エチレン・α−オレフィン共重合体100重量部に対して、0.0001〜50重量部、好ましくは0.001〜40重量部含有されていてもよい。また、ポリオレフィン以外の各種樹脂、および/または各種ゴム、可塑剤、充填剤、顔料、染料、帯電防止剤、抗菌剤、防黴剤、難燃剤、架橋助剤、および分散剤などから選ばれる一種以上の添加剤を適宜含有することができる。
【0105】
とくに、架橋助剤を含有させる場合において、架橋助剤の配合量は、エチレン・α−オレフィン共重合体100重量部に対して、0.05〜5重量部であると、適度な架橋構造を有することができ、耐熱性、機械物性、接着性を向上できるため好ましい。
【0106】
架橋助剤としては、オレフィン系樹脂に対して一般に使用される従来公知のものが使用できる。このような架橋助剤は、分子内に二重結合を二個以上有する化合物である。具体的には、t−ブチルアクリレート、ラウリルアクリレート、セチルアクリレート、ステアリルアクリレート、2−メトキシエチルアクリレート、エチルカルビトールアクリレート、メトキシトリプロピレングリコールアクリレートなどのモノアクリレート;t−ブチルメタクリレート、ラウリルメタクリレート、セチルメタクリレート、ステアリルメタクリレート、メトキシエチレングリコールメタクリレート、メトキシポリエチレングリコールメタクリレートなどのモノメタクリレート;1,4−ブタンジオールジアクリレート、1,6−ヘキサンジオールジアクリレート、1,9−ノナンジオールジアクリレート、ネオペンチルグリコールジアクリレート、ジエチレングリコールジアクリレート、テトラエチレングリコールジアクリレート、ポリエチレングリコールジアクリレート、トリプロピレングリコールジアクリレート、ポリプロピレングリコールジアクリレートなどのジアクリレート;1,3−ブタンジオールジメタクリレート、1,6−ヘキサンジオールジメタクリレート、1,9−ノナンジオールジメタクリレートネオペンチルグリコールジメタクリレート、エチレングリコールジメタクリレート、ジエチレングリコールジメタクリレート、トリエチレングリコールジメタクリレート、ポリエチレングリコールジメタクリレートなどのジメタクリレート;トリメチロールプロパントリアクリレート、テトラメチロールメタントリアクリレート、ペンタエリスリトールトリアクリレートなどのトリアクリレート;トリメチロールプロパントリメタクリレート、トリメチロールエタントリメタクリレートなどのトリメタクリレート;ペンタエリスリトールテトラアクリレート、テトラメチロールメタンテトラアクリレートなどのテトラアクリレート;ジビニルベンゼン、ジ−i−プロペニルベンゼンなどのジビニル芳香族化合物;トリアリルシアヌレート、トリアリルイソシアヌレートなどのシアヌレート;ジアリルフタレートなどのジアリル化合物;トリアリル化合物:p−キノンジオキシム、p−p'−ジベンゾイルキノンジオキシムなどのオキシム:フェニルマレイミドなどのマレイミドが挙げられる。これらの架橋助剤の中でより好ましいのは、ジアクリレート、ジメタクリレート、ジビニル芳香族化合物、トリメチロールプロパントリアクリレート、テトラメチロールメタントリアクリレート、ペンタエリスリトールトリアクリレートなどのトリアクリレート;トリメチロールプロパントリメタクリレート、トリメチロールエタントリメタクリレートなどのトリメタクリレート;ペンタエリスリトールテトラアクリレート、テトラメチロールメタンテトラアクリレートなどのテトラアクリレート、トリアリルシアヌレート、トリアリルイソシアヌレートなどのシアヌレート、ジアリルフタレートなどのジアリル化合物;トリアリル化合物:p−キノンジオキシム、p−p'−ジベンゾイルキノンジオキシムなどのオキシム:フェニルマレイミドなどのマレイミドである。さらにこれらの中でとくに好ましいのは、トリアリルイソシアヌレートであり、ラミネート後の太陽電池封止材の気泡発生や架橋特性のバランスが最も優れる。
【0107】
太陽電池封止材に用いられるエチレン系樹脂組成物は、キュラストメーターにて150℃、反転速度100cpmで測定した最大トルク値の90%に到達する時間(Tc90)が、8〜14分であることも好ましい態様の一つである。より好ましくは8〜13分、さらに好ましくは9〜12分である。Tc90が8分未満の場合、太陽電池封止材を押出機でシート状にして得る際にゲル化を起こし、得られるシートなどの表面に凹凸が発生し、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。Tc90が14分超の場合、太陽電池モジュールのラミネート加工時の架橋に要する時間が長くなり、太陽電池モジュールの製造時間が長くなる傾向にある。
【0108】
太陽電池封止材に用いられるエチレン系樹脂組成物は、マイクロレオロジーコンパウンダーにて120℃、30rpmの条件で混練を行い、最低トルク値から0.1Nm上がった時間が10〜100分であることも好ましい態様の一つである。より好ましくは最低トルク値から0.1Nm上がった時間が10〜90分、さらに好ましくは最低トルク値から0.1Nm上がった時間が10〜80分である。最低トルク値から0.1Nm上がった時間が10分未満であると、太陽電池封止材を押出機でシート状にして得る際にゲル化を起こし、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、薄膜電極、バックシートとの密着性が悪化し、接着性も低下する。最低トルク値から0.1Nm上がった時間が100分超であると、太陽電池モジュールのラミネート成形時の架橋特性が不十分となり、耐熱性、ガラス接着性が低下する。
【0109】
(太陽電池封止材)
本発明の太陽電池封止材は、ガラス、バックシート、薄膜電極、アルミニウム、太陽電池素子などの各種太陽電池部材との接着性、耐熱性、押出成形性および架橋特性のバランスに優れ、さらに、透明性、柔軟性、外観、耐候性、体積固有抵抗、電気絶縁性、透湿性、電極腐食性、プロセス安定性のバランスに優れている。このため、従来公知の太陽電池モジュールの太陽電池封止材として好適に用いられる。本発明の太陽電池封止材の製造方法としては通常用いられている方法が利用できるが、ニーダー、バンバリミキサー、押出機などにより溶融ブレンドすることにより製造することが好ましい。とくに、連続生産が可能な押出機での製造が好ましい。
【0110】
太陽電池封止材は、その全体形状がシート状であることも好ましい実施形態の一つである。また、前述のエチレン系樹脂組成物からなるシートを少なくとも一層有する、他の層と複合化された太陽電池封止材も好適に用いることができる。太陽電池封止材の層の厚みは、通常0.01〜2mm、好ましくは、0.05〜1.5mm、さらに好ましくは0.1〜1.2mm、とくに好ましくは0.2〜1mm、より好ましくは0.3〜0.9mm、最も好ましくは0.3〜0.8mmである。厚みがこの範囲内であると、ラミネート工程における、ガラス、太陽電池素子、薄膜電極などの破損が抑制でき、かつ、十分な光線透過率を確保することにより高い光発電量を得ることができる。さらには、低温での太陽電池モジュールのラミネート成形ができるので好ましい。
【0111】
太陽電池封止材のシートの成形方法にはとくに制限は無いが、公知の各種の成形方法(キャスト成形、押出シート成形、インフレーション成形、射出成形、圧縮成形など)を採用することが可能である。とくに、押出機中でエチレン・α−オレフィン共重合体と、エチレン性不飽和シラン化合物、有機過酸化物、紫外線吸収剤、光安定化剤、耐熱安定剤、および必要に応じてその他添加剤を、例えば、ポリ袋などの袋の中で人力でのブレンドや、ヘンシェルミキサー、タンブラー、スーパーミキサーなどの攪拌混合機を用いてブレンドしたエチレン・α−オレフィン共重合体と各種添加剤を配合した組成物を、押出シート成形のホッパーに投入し、溶融混練を行いつつ押出シート成形を行い、シート状の太陽電池封止材を得ることが最も好ましい実施形態である。なお、配合した組成物にて一度押出機にてペレット化を行い、さらに押出成形やプレス成形でシート化を行う際は、一般的に水層をくぐらせるあるいはアンダーウォーターカッター式の押出機を用いてストランドを冷却しカットしてペレットを得ている。そのため、水分が付着するので添加剤、とくにシランカップリング剤の劣化が起り、例えば再度押出機でシート化を行う際に、シランカップリング剤同士の縮合反応が進行し、接着性が低下する傾向にあるため好ましくはない。また、エチレン・α−オレフィン共重合体と過酸化物やシランカップリング剤を除く添加剤(耐熱安定剤、光安定化剤、紫外線吸収剤などの安定剤)を事前に押出機を用いてマスターバッチ化した後、過酸化物やシランカップリング剤をブレンドし再度押出機などでシート成形する場合も、耐熱安定剤、光安定化剤、紫外線吸収剤などの安定剤は二度押出機を介しているため、安定剤が劣化し耐候性や耐熱性などの長期信頼性が低下する傾向にあり、好ましくない。押出温度範囲としては、押出温度が100〜130℃である。押出温度を100℃未満にすると、太陽電池封止材の生産性が低下する。押出温度を130℃超にすると、太陽電池封止材に用いられるエチレン系樹脂組成物を押出機でシート化して太陽電池封止材を得る際にゲル化を起こし、押出機のトルクが上昇しシート成形が困難となる場合がある。シートが得られたとしても、押出機内で発生したゲル物によりシートの表面に凹凸が発生し、外観が悪くなる場合がある。また、電圧をかけるとシート内部のゲル物周辺にクラックが生じ、絶縁破壊電圧が低下する。さらに、ゲル物界面での透湿が起こり易くなり、透湿性が低下する。また、シート表面に凹凸が発生するため、太陽電池モジュールのラミネート加工時にガラス、セル、電極、バックシートとの密着性が悪化し、接着性も低下する。
【0112】
また、太陽電池封止材のシート(または層)の表面には、エンボス加工が施されてもよい。太陽電池封止材のシート表面を、エンボス加工によって装飾することで、封止シート同士、または封止シートと他のシートなどとのブロッキングを防止しうる。さらに、エンボスが、太陽電池封止材(太陽電池用封止シート)の貯蔵弾性率を低下させるため、太陽電池用封止シートと太陽電池素子とをラミネートする時に太陽電池素子などに対するクッションとなって、太陽電池素子の破損を防止することができる。
【0113】
太陽電池封止材のシートの単位面積当りの凹部の合計体積VHと、太陽電池封止材のシートの見掛けの体積VAとの百分比VH/VA×100で表される空隙率P(%)が、10〜50%であることが好ましく、10〜40%であることがより好ましく、15〜40%であることがさらに好ましい。なお、太陽電池封止材のシートの見掛けの体積VAは、単位面積に太陽電池用封止シートの最大厚みを乗じることにより得られる。空隙率Pが10%未満であると、太陽電池封止材の弾性率を十分低下させることができず、十分なクッション性が得られない。このため、モジュールの製造工程にて、二段階でラミネート加工(加圧工程)する際に、結晶系太陽電池では、シリコンセルやシリコンセルと電極とを固定する半田が割れたりし、薄膜系太陽電池では、銀電極が割れたりすることがある。すなわち、エチレン系樹脂組成物からなるシートを含む太陽電池封止材の空隙率が10%未満であると、太陽電池封止材に局所的に圧力が加えられた場合に、圧力が加えられた凸部が潰れるように変形しない。このため、ラミネート加工時に、例えばシリコンセルなどに対して局所的に大きな圧力が加わってシリコンセルが割れてしまう。また、太陽電池封止材の空隙率が10%未満であると、空気の通り道が少ないため、ラミネート加工時に脱気不良となる。このため、太陽電池モジュールに空気が残留して外観が悪化したり、長期使用時には、残留した空気中の水分により電極の腐食が生じたりすることがある。さらに、ラミネート時に、流動したエチレン系樹脂組成物が空隙を埋めないため、太陽電池モジュールの各被着体の外部にはみ出して、ラミネーターを汚染することもある。
【0114】
一方、空隙率Pが80%よりも大きいと、ラミネート加工の加圧時に空気を全て脱気できず、太陽電池モジュール内に空気が残留しやすい。このため、太陽電池モジュールの外観が悪化したり、長期使用時には、残留した空気中の水分により電極の腐食を起こしたりする。また、ラミネート加工の加圧時に空気を全て脱気できないため、太陽電池封止材と被着体との接着面積が低下し、十分な接着強度が得られない。
【0115】
空隙率Pは、次のような計算により求めることができる。エンボス加工が施された太陽電池封止材の、見掛けの体積VA(mm3)は、太陽電池封止材の最大厚みtmax(mm)と単位面積(例えば1m2=1000×1000=106mm2)との積によって、下記式(3)のようにして算出される。
VA(mm3)=tmax(mm)×106(mm2) (3)
一方、この単位面積の太陽電池封止材の実際の体積V0(mm3)は、太陽電池封止材を構成する樹脂の比重ρ(g/mm3)と単位面積(1m2)当りの太陽電池封止材の実際の重さW(g)と、を下記式(4)に当てはめることにより算出される。
V0(mm3)=W/ρ (4)
太陽電池封止材の単位面積当りの凹部の合計体積VH(mm3)は、下記式(5)に示されるように、「太陽電池封止材の見掛けの体積VA」から「実際の体積V0」を差し引くことによって算出される。
VH(mm3)=VA−V0=VA−(W/ρ) (5)
したがって、空隙率(%)は次のようにして求めることができる。
空隙率P(%)=VH/VA×100
=(VA−(W/ρ))/VA×100
=1−W/(ρ・VA)×100
=1−W/(ρ・tmax・106)×100
【0116】
空隙率(%)は、上記の計算式によって求めることができるが、実際の太陽電池封止材の断面やエンボス加工が施された面を顕微鏡撮影し、画像処理などすることによって求めることもできる。
【0117】
エンボス加工により形成される凹部の深さは、太陽電池封止材の最大厚みの20〜95%であることが好ましく、50〜95%であることがより好ましく、65〜95%であることがより好ましい。シートの最大厚みtmaxに対する凹部の深さDの百分比を、凹部の「深さ率」と称する場合がある。
【0118】
エンボス加工の凹部の深さとは、エンボス加工による太陽電池封止材の凹凸面の凸部の最頂部と凹部の最深部との高低差Dを示す。また、太陽電池封止材の最大厚みtmaxとは、太陽電池封止材の一方の面にエンボス加工してある場合、一方の凸部の最頂部から他方の面までの(太陽電池封止材厚さ方向の)距離を示し、太陽電池封止材の両方の面にエンボス加工が施されている場合は、一方の面の凸部の最頂部から他方の凸部の最頂部までの(太陽電池封止材厚さ方向の)距離を示す。
【0119】
エンボス加工は、太陽電池封止材の片面に施されていても、両面に施されていてもよい。エンボス加工の凹部の深さを大きくする場合は、太陽電池封止材の片面にのみ形成するのが好ましい。エンボス加工が太陽電池封止材の片面にのみ施されている場合、太陽電池封止材の最大厚みtmaxは0.01mm〜2mmであり、好ましくは0.05〜1mmであり、さらに好ましくは0.1〜1mmであり、さらに好ましくは0.15〜1mmであり、さらに好ましくは0.2〜1mmであり、さらに好ましくは0.2〜0.9mmであり、さらに好ましくは0.3〜0.9mmであり、最も好ましくは0.3〜0.8mmである。太陽電池封止材の最大厚みtmaxがこの範囲内であると、ラミネート工程における、ガラス、太陽電池素子、薄膜電極などの破損を抑制でき、比較的低温でも太陽電池モジュールのラミネート成形ができるので好ましい。また、太陽電池封止材は、十分な光線透過率を確保でき、それを用いた太陽電池モジュールは高い光発電量を有する。
【0120】
さらに、そのシートは、太陽電池モジュールサイズに合わせて裁断された枚葉形式、または太陽電池モジュールを作製する直前にサイズに合わせて裁断可能なロール形式にて太陽電池封止材として用いることができる。本発明の好ましい実施形態であるシート状の太陽電池封止材(太陽電池用封止シート)は、太陽電池封止材からなる層を少なくとも一層有していればよい。したがって、本発明の太陽電池封止材からなる層の数は、一層であってもよいし、二層以上であってもよい。構造を単純にしてコストを下げる観点、および層間での界面反射を極力小さくし、光を有効に活用する観点などからは、一層であることが好ましい。
【0121】
太陽電池用封止シートは、本発明の太陽電池封止材からなる層のみで構成されていてもよいし、太陽電池封止材を含有する層以外の層(以下、「その他の層」とも記す)を有していてもよい。その他の層の例としては、目的で分類するならば、表面または裏面保護のためのハードコート層、接着層、反射防止層、ガスバリア層、防汚層などを挙げることができる。材質で分類するならば、紫外線硬化性樹脂からなる層、熱硬化性樹脂からなる層、ポリオレフィン樹脂からなる層、カルボン酸変性ポリオレフィン樹脂からなる層、フッ素含有樹脂からなる層、環状オレフィン(共)重合体からなる層、無機化合物からなる層などを挙げることができる。
【0122】
本発明の太陽電池封止材からなる層と、その他の層との位置関係にはとくに制限はなく、本発明の目的との関係で好ましい層構成が適宜選択される。すなわち、その他の層は、2以上の太陽電池封止材からなる層の間に設けられてもよいし、太陽電池用封止シートの最外層に設けられてもよいし、それ以外の箇所に設けられてもよい。また、太陽電池封止材からなる層の片面にのみその他の層が設けられてもよいし、両面にその他の層が設けられてもよい。その他の層の層数にとくに制限はなく、任意の数のその他の層を設けることができるし、その他の層を設けなくともよい。
【0123】
構造を単純にしてコストを下げる観点、および界面反射を極力小さくし光を有効に活用する観点などからは、その他の層を設けず、本発明の太陽電池封止材からなる層のみで太陽電池用封止シートを作製すればよい。ただし、目的との関係で必要または有用なその他の層があれば、適宜そのようなその他の層を設ければよい。その他の層を設ける場合における、本発明の太陽電池封止材からなる層と他の層との積層方法についてはとくに制限はないが、キャスト成形機、押出シート成形機、インフレーション成形機、射出成形機などの公知の溶融押出機を用いて共押出して積層体を得る方法、あるいは予め成形された一方の層上に他方の層を溶融または加熱ラミネートして積層体を得る方法が好ましい。また、適当な接着剤(例えば、無水マレイン酸変性ポリオレフィン樹脂(三井化学社製の商品名「アドマー(登録商標)」、三菱化学社製の商品名「モディック(登録商標)」など)、不飽和ポリオレフィンなどの低(非)結晶性軟質重合体、エチレン/アクリル酸エステル/無水マレイン酸三元共重合体(住化シーディエフ化学社製の商品名「ボンダイン(登録商標)」など)をはじめとするアクリル系接着剤、エチレン/酢酸ビニル系共重合体、またはこれらを含む接着性樹脂組成物など)を用いたドライラミネート法、あるいはヒートラミネート法などにより積層してもよい。接着剤としては、120〜150℃程度の耐熱性があるものが好ましく使用され、ポリエステル系あるいはポリウレタン系接着剤などが好適なものとして例示される。また、両層の接着性を改良するために、例えば、シラン系カップリング処理、チタン系カップリング処理、コロナ処理、プラズマ処理などを用いてもよい。
【0124】
2.太陽電池モジュールについて
太陽電池モジュールは、例えば、通常、多結晶シリコンなどにより形成された太陽電池素子を太陽電池用封止シートで挟み積層し、さらに、表裏両面を保護シートでカバーした結晶型太陽電池モジュールが挙げられる。すなわち、典型的な太陽電池モジュールは、太陽電池モジュール用保護シート(表面保護部材)/太陽電池用封止シート/太陽電池素子/太陽電池用封止シート/太陽電池モジュール用保護シート(裏面保護部材)という構成になっている。ただし、本発明の好ましい実施形態の1つである太陽電池モジュールは、上記の構成には限定されず、本発明の目的を損なわない範囲で、上記の各層の一部を適宜省略し、または上記以外の層を適宜設けることができる。上記以外の層としては、例えば接着層、衝撃吸収層、コーティング層、反射防止層、裏面再反射層、および光拡散層などを挙げることができる。これらの層は、とくに限定はないが、各層を設ける目的や特性を考慮して、適切な位置に設けることができる。
【0125】
(結晶シリコン系の太陽電池モジュール)
図1は、本発明の太陽電池モジュールの一実施形態を模式的に示す断面図である。なお、図1においては、結晶シリコン系の太陽電池モジュール20の構成の一例が示されている。図1に示されるように、太陽電池モジュール20は、インターコネクタ29により電気的に接続された複数の結晶シリコン系の太陽電池素子22と、それを挟持する一対の表面保護部材24と裏面保護部材26とを有し、これらの保護部材と複数の太陽電池素子22との間に、封止層28が充填されている。封止層28は、本発明の太陽電池用封止シートを貼り合わせた後、加熱圧着されて得られ、太陽電池素子22の受光面および裏面に形成された電極と接している。電極とは、太陽電池素子22の受光面および裏面にそれぞれ形成された集電部材であり、後述する集電線、タブ付用母線、および裏面電極層などを含む。
【0126】
図2は、太陽電池素子の受光面と裏面の一構成例を模式的に示す平面図である。図2においては、太陽電池素子22の受光面22Aと裏面22Bの構成の一例が示されている。図2(A)に示されるように、太陽電池素子22の受光面22Aには、ライン状に多数形成された集電線32と、集電線32から電荷を収集するとともに、インターコネクタ29(図1)と接続されるタブ付用母線(バスバー)34Aと、が形成されている。また、図2(B)に示されるように、太陽電池素子22の裏面22Bには、全面に導電層(裏面電極)36が形成され、その上に導電層36から電荷を収集するとともに、インターコネクタ29(図1)と接続されるタブ付用母線(バスバー)34Bが形成されている。集電線32の線幅は、例えば0.1mm程度であり;タブ付用母線34Aの線幅は、例えば2〜3mm程度であり;タブ付用母線34Bの線幅は、例えば5〜7mm程度である。集電線32、タブ付用母線34Aおよびタブ付用母線34Bの厚みは、例えば20〜50μm程度である。
【0127】
集電線32、タブ付用母線34A、およびタブ付用母線34Bは、導電性が高い金属を含むことが好ましい。このような導電性の高い金属の例には、金、銀、銅などが含まれるが、導電性や耐腐食性が高い点などから、銀や銀化合物、銀を含有する合金などが好ましい。導電層36は、導電性の高い金属だけでなく、受光面で受けた光を反射させて太陽電池素子の光電変換効率を向上させるという観点などから、光反射性の高い成分、例えばアルミニウムを含むことが好ましい。集電線32、タブ付用母線34A、タブ付用母線34B、および導電層36は、太陽電池素子22の受光面22Aまたは裏面22Bに、前記導電性の高い金属を含む導電材塗料を、例えばスクリーン印刷により50μmの塗膜厚さに塗布した後、乾燥し、必要に応じて例えば600〜700℃で焼き付けすることにより形成される。
【0128】
表面保護部材24は、受光面側に配置されることから、透明である必要がある。表面保護部材24の例には、透明ガラス板や透明樹脂フィルムなどが含まれる。一方、裏面保護部材26は透明である必要はなく、その材質はとくに限定されない。裏面保護部材26の例にはガラス基板やプラスチックフィルムなどが含まれるが、耐久性や透明性の観点からガラス基板が好適に用いられる。
【0129】
太陽電池モジュール20は、任意の製造方法で得ることができる。太陽電池モジュール20は、例えば、裏面保護部材26、太陽電池用封止シート、複数の太陽電池素子22、太陽電池用封止シート、および表面保護部材24をこの順に積層した積層体を得る工程;該積層体を、ラミネーターなどにより加圧し貼り合わせ、同時に必要に応じて加熱する工程;前記工程の後、さらに必要に応じて積層体を加熱処理し、前記封止材を硬化する工程により得ることができる。
太陽電池素子には、通常、発生した電気を取り出すための集電電極が配置される。集電電極の例には、バスバー電極、フィンガー電極などが含まれる。一般に、集電電極は、太陽電池素子の表面と裏面の両面に配置した構造をとるが、受光面に集電電極を配置すると、集電電極が光を遮ってしまうため発電効率が低下するという問題が生じうる。
【0130】
近年、発電効率を向上させるために、受光面に集電電極を配置する必要のないバックコンタクト型太陽電池素子を用いることが考えられる。バックコンタクト型太陽電池素子の一態様では、太陽電池素子の受光面の反対側に設けられた裏面側に、pドープ領域とnドープ領域とを交互に設ける。バックコンタクト型太陽電池素子の他の態様では、貫通孔(スルーホール)を設けた基板にp/n接合を形成し、スルーホール内壁および裏面側のスルーホール周辺部まで表面(受光面)側のドープ層を形成し、裏面側で受光面の電流を取り出す。
【0131】
一般に太陽電池システムにおいては、前述の太陽電池モジュールを直列数台から数十台につないでおり、住宅用の小規模のものでも50V〜500V、メガソーラーと呼ばれる大規模のものでは600〜1000Vでの運用がなされる。太陽電池モジュールの外枠には、強度保持などを目的にアルミフレームなどが使用され、安全上の観点からアルミフレームはアース(接地)される場合が多い。その結果太陽電池が発電することで、封止材に比較して電気抵抗の低いガラス面と太陽電池素子の間には、発電による電圧差が生じることになる。
その結果、発電セルとガラスまたはアルミフレームとの間に封止される、太陽電池封止材には、高い電気絶縁性、高抵抗などの良好な電気特性が求められる。
【0132】
(薄膜シリコン系(アモルファスシリコン系)の太陽電池モジュール)
薄膜シリコン系の太陽電池モジュールは、(1)表面側透明保護部材(ガラス基板)/薄膜太陽電池素子/封止層/裏面保護部材をこの順に積層したもの;(2)表面側透明保護部材/封止層/薄膜太陽電池素子/封止層/裏面保護部材をこの順に積層したものなどでありうる。表面側透明保護部材、裏面保護部材、および封止層は、前述の「結晶シリコン系の太陽電池モジュール」の場合と同様である。
【0133】
(1)の態様における薄膜太陽電池素子は、例えば、透明電極層/pin型シリコン層/裏面電極層をこの順に含む。透明電極層の例には、In2O3、SnO2、ZnO、Cd2SnO4、ITO(In2O3にSnを添加したもの)などの半導体系酸化物が含まれる。裏面電極層は、例えば銀薄膜層を含む。各層は、プラズマCVD(ケミカル・ベ−パ・デポジション)法やスパッタ法により形成される。封止層は、裏面電極層(例えば銀薄膜層)と接するように配置される。透明電極層は、表面側透明保護部材上に形成されるので、表面保護部材と透明電極層との間に封止層は配置されないことが多い。
【0134】
(2)の態様における薄膜太陽電池素子は、例えば、透明電極層/pin型シリコン層/金属箔、または耐熱性高分子フィルム上に配置された金属薄膜層(例えば、銀薄膜層)、をこの順に含む。金属箔の例には、ステンレススチール箔などが含まれる。耐熱性高分子フィルムの例には、ポリイミドフィルムなどが含まれる。透明電極層およびpin型シリコン層は、前述と同様、CVD法やスパッタ法により形成される。つまり、pin型シリコン層は、金属箔、または耐熱性高分子フィルム上に配置された金属薄膜層に形成され;さらに透明電極層はpin型シリコン層に形成される。また、耐熱性高分子フィルム上に配置される金属薄膜層もCVD法やスパッタ法により形成されうる。
【0135】
この場合、封止層は、透明電極層と表面保護部材との間;および金属箔または耐熱性高分子フィルムと裏面保護部材との間にそれぞれ配置される。このように、太陽電池用封止シートから得られる封止層は、太陽電池素子の集電線、タブ付用母線、および導電層などの電極と接している。また(2)の態様における薄膜太陽電池素子は、シリコン層が、結晶シリコン系の太陽電池素子に比べて薄いため、太陽電池モジュール製造時の加圧や前記モジュール稼動時の外部からの衝撃により破損しにくい。このため、結晶シリコン系の太陽電池モジュールに用いられるものよりも薄膜太陽電池モジュールに用いる太陽電池用封止シートの柔軟性は低くてもよい。一方、上記薄膜太陽電池素子の電極は上述のように金属薄膜層であるため、腐食により劣化した場合、発電効率が著しく低下する恐れがある。したがって、エチレン・酢酸ビニル共重合体(EVA)よりも柔軟性に劣るが分解ガスの発生源となる架橋剤を必ずしも必要としない、エチレン系樹脂組成物からなるシートを含む本発明の太陽電池用封止シートは、薄膜太陽電池モジュール用の太陽電池用封止シートとしてより好適に用いられる。
【0136】
また、その他の太陽電池モジュールとして、太陽電池素子にシリコンを用いた太陽電池モジュールがある。太陽電池素子にシリコンを用いた太陽電池モジュールには、結晶シリコンとアモルファスシリコンを積層したハイブリッド型(HIT型)太陽電池モジュール、吸収波長域の異なるシリコン層を積層した多接合型(タンデム型)太陽電池モジュール、太陽電池素子の受光面の反対側に設けられた裏面側にpドープ領域とnドープ領域とを交互に設けたバックコンタクト型太陽電池モジュール、無数の球状シリコン粒子(直径1mm程度)と集光能力を上げる直径2〜3mmの凹面鏡(電極を兼ねる)を組み合わせた球状シリコン型太陽電池モジュールなどが挙げられる。また、太陽電池素子にシリコンを用いた太陽電池モジュールには、従来のpin接合構造を持つアモルファスシリコン型のp型窓層の役割を、「絶縁された透明電極」から「電界効果によって誘起される反転層」に置き換えた構造を持つ電界効果型太陽電池モジュールなども挙げられる。また、太陽電池素子に単結晶のGaAsを用いたGaAs系太陽電池モジュール;太陽電池素子としてシリコンの代わりに、Cu、In、Ga、Al、Se、Sなどからなるカルコパイライト系と呼ばれるI−III−VI族化合物を用いたCISまたはCIGS系(カルコパイライト系)太陽電池モジュール;太陽電池素子としてCd化合物薄膜を用いたCdTe−CdS系太陽電池、Cu2ZnSnS4(CZTS)太陽電池モジュールなどが挙げられる。本発明の太陽電池封止材は、これら全ての太陽電池モジュールの太陽電池封止材として用いることができる。
【0137】
とくに、太陽電池モジュ−ルを構成する光起電力素子の下に積層する充填材層は、光起電力素子の上部に積層される充填材層・電極・裏面保護層との接着性を有することが必要である。また、光起電力素子としての太陽電池素子の裏面の平滑性を保持するために、熱可塑性を有することが必要である。さらに、光起電力素子としての太陽電池素子を保護するために、耐スクラッチ性、衝撃吸収性などに優れていることが必要である。
【0138】
上記充填材層としては、耐熱性を有することが望ましい。とくに、太陽電池モジュ−ル製造の際、真空吸引して加熱圧着するラミネーション法などにおける加熱作用や、太陽電池モジュ−ルなどの長期間の使用における太陽光などの熱の作用などにより、充填材層を構成するエチレン系樹脂組成物が変質したり、劣化ないし分解したりしないことが望ましい。仮に、該エチレン系樹脂組成物に含まれる添加剤などが溶出したり、分解物が生成したりすると、それらが太陽電池素子の起電力面(素子面)に作用し、その機能、性能などを劣化させてしまうことになる。このため、耐熱性は、太陽電池モジュ−ルの充填材層の有する特性として必要不可欠のものである。さらに、上記充填材層は、防湿性に優れていることが好ましい。この場合、太陽電池モジュールの裏面側からの水分の透過を防ぐことができ、太陽電池モジュールの光起電力素子の腐食、劣化を防ぐことができる。
【0139】
上記充填材層は、光起電力素子の上に積層する充填剤層と異なり、必ずしも透明性を有することを必要としない。本発明の太陽電池封止材は、上記の特性を有しており、結晶型太陽電池モジュールの裏面側の太陽電池封止材、水分浸透に弱い薄膜型太陽電池モジュールの太陽電池封止材として好適に用いることができる。
【0140】
本発明の太陽電池モジュールは、本発明の目的を損なわない範囲で、任意の部材を適宜有してもよい。典型的には、接着層、衝撃吸収層、コーティング層、反射防止層、裏面再反射層、光拡散層などを設けることができるが、これらに限定されない。これらの層を設ける位置にはとくに限定はなく、そのような層を設ける目的、および、そのような層の特性を考慮し、適切な位置に設けることができる。
【0141】
(太陽電池モジュール用表面保護部材)
太陽電池モジュールに用いられる太陽電池モジュール用表面保護部材は、とくに制限はないが、太陽電池モジュールの最表層に位置するため、耐候性、撥水性、耐汚染性、機械強度をはじめとして、太陽電池モジュールの屋外暴露における長期信頼性を確保するための性能を有することが好ましい。また、太陽光を有効に活用するために、光学ロスの小さい、透明性の高いシートであることが好ましい。
【0142】
太陽電池モジュール用表面保護部材の材料としては、ポリエステル樹脂、フッ素樹脂、アクリル樹脂、環状オレフィン(共)重合体、エチレン−酢酸ビニル共重合体などからなる樹脂フィルムやガラス基板などが挙げられる。樹脂フィルムは、好ましくは、透明性、強度、コストなどの点で優れたポリエステル樹脂、とくにポリエチレンテレフタレート樹脂や、耐侯性のよいフッ素樹脂などである。フッ素樹脂の例としては、四フッ化エチレン−エチレン共重合体(ETFE)、ポリフッ化ビニル樹脂(PVF)、ポリフッ化ビニリデン樹脂(PVDF)、ポリ四フッ化エチレン樹脂(TFE)、四フッ化エチレン−六フッ化プロピレン共重合体(FEP)、ポリ三フッ化塩化エチレン樹脂(CTFE)がある。耐候性の観点ではポリフッ化ビニリデン樹脂が優れているが、耐候性および機械的強度の両立では四フッ化エチレン−エチレン共重合体が優れている。また、封止材層などの他の層を構成する材料との接着性の改良のために、コロナ処理、プラズマ処理を表面保護部材に行うことが望ましい。また、機械的強度向上のために延伸処理が施してあるシート、例えば2軸延伸のポリプロピレンシートを用いることも可能である。
【0143】
太陽電池モジュール用表面保護部材としてガラス基板を用いる場合、ガラス基板は、波長350〜1400nmの光の全光線透過率が80%以上であることが好ましく、90%以上であることがより好ましい。かかるガラス基板としては、赤外部の吸収の少ない白板ガラスを使用するのが一般的であるが、青板ガラスであっても厚さが3mm以下であれば太陽電池モジュールの出力特性への影響は少ない。また、ガラス基板の機械的強度を高めるために熱処理により強化ガラスを得ることができるが、熱処理無しのフロート板ガラスを用いてもよい。また、ガラス基板の受光面側に反射を抑えるために反射防止のコーティングをしてもよい。
【0144】
(太陽電池モジュール用裏面保護部材)
太陽電池モジュールに用いられる太陽電池モジュール用裏面保護部材は、とくに制限はないが、太陽電池モジュールの最表層に位置するため、上述の表面保護部材と同様に、耐候性、機械強度などの諸特性を求められる。したがって、表面保護部材と同様の材質で太陽電池モジュール用裏面保護部材を構成してもよい。すなわち、表面保護部材として用いられる上述の各種材料を、裏面保護部材としても用いることができる。とくに、ポリエステル樹脂、およびガラスを好ましく用いることができる。また、裏面保護部材は、太陽光の通過を前提としないため、表面保護部材で求められる透明性は必ずしも要求されない。そこで、太陽電池モジュールの機械的強度を増すために、あるいは温度変化による歪、反りを防止するために、補強板を張り付けてもよい。補強板は、例えば、鋼板、プラスチック板、FRP(ガラス繊維強化プラスチック)板などを好ましく使用することができる。
【0145】
さらに、本発明の太陽電池封止材が、太陽電池モジュール用裏面保護部材と一体化していてもよい。太陽電池封止材と太陽電池モジュール用裏面保護部材とを一体化させることにより、モジュール組み立て時に太陽電池封止材および太陽電池モジュール用裏面保護部材をモジュールサイズに裁断する工程を短縮できる。また、太陽電池封止材と太陽電池モジュール用裏面保護部材とをそれぞれレイアップする工程を、一体化したシートでレイアップする工程にすることで、レイアップ工程を短縮・省略することもできる。太陽電池封止材と太陽電池モジュール用裏面保護部材とを一体化させる場合における、太陽電池封止材と太陽電池モジュール用裏面保護部材の積層方法は、とくに制限されない。積層方法には、キャスト成形機、押出シート成形機、インフレーション成形機、射出成形機などの公知の溶融押出機を用いて共押出して積層体を得る方法や;予め成形された一方の層上に、他方の層を溶融あるいは加熱ラミネートして積層体を得る方法が好ましい。
【0146】
また、適当な接着剤(例えば、無水マレイン酸変性ポリオレフィン樹脂(三井化学社製の商品名「アドマー(登録商標)」、三菱化学社製の商品名「モディック(登録商標)」など)、不飽和ポリオレフィンなどの低(非)結晶性軟質重合体、エチレン/アクリル酸エステル/無水マレイン酸三元共重合体(住化シーディエフ化学社製の商品名「ボンダイン(登録商標)」など)をはじめとするアクリル系接着剤、エチレン/酢酸ビニル系共重合体、またはこれらを含む接着性樹脂組成物など)を用いたドライラミネート法、あるいはヒートラミネート法などにより積層してもよい。
【0147】
接着剤としては、120〜150℃程度の耐熱性があるものが好ましく、具体的にはポリエステル系またはポリウレタン系接着剤などが好ましい。また、二つの層の接着性を向上させるために、少なくとも一方の層に、例えばシラン系カップリング処理、チタン系カップリング処理、コロナ処理、プラズマ処理などを施してもよい。
【0148】
(太陽電池素子)
太陽電池モジュールに用いられる太陽電池素子は、半導体の光起電力効果を利用して発電できるものであれば、とくに制限はない。太陽電池素子は、例えば、シリコン(単結晶系、多結晶系、非結晶(アモルファス)系)太陽電池、化合物半導体(III−III族、II−VI族、その他)太陽電池、湿式太陽電池、有機半導体太陽電池などを用いることができる。これらの中では、発電性能とコストとのバランスなどの観点から、多結晶シリコン太陽電池が好ましい。
【0149】
シリコン太陽電池素子、化合物半導体太陽電池素子とも、太陽電池素子として優れた特性を有しているが、外部からの応力、衝撃などにより破損し易いことで知られている。本発明の太陽電池封止材は、柔軟性に優れているので、太陽電池素子への応力、衝撃などを吸収して、太陽電池素子の破損を防ぐ効果が大きい。したがって、本発明の太陽電池モジュールにおいては、本発明の太陽電池封止材からなる層が、太陽電池素子と直接的に接合されていることが望ましい。また、太陽電池封止材が熱可塑性を有していると、一旦、太陽電池モジュールを作製した後であっても、比較的容易に太陽電池素子を取り出すことができるため、リサイクル性に優れている。本発明の太陽電池封止材を構成するエチレン系樹脂組成物は、熱可塑性を有するため、太陽電池封止材全体としても熱可塑性を有しており、リサイクル性の観点からも好ましい。
【0150】
(電極)
太陽電池モジュールに用いられる電極の構成および材料は、とくに限定されないが、具体的な例では、透明導電膜と金属膜の積層構造を有する。透明導電膜は、SnO2、ITO、ZnOなどからなる。金属膜は、銀、金、銅、錫、アルミニウム、カドミウム、亜鉛、水銀、クロム、モリブデン、タングステン、ニッケル、バナジウムなどの金属からなる。これらの金属膜は、単独で用いられてもよいし、複合化された合金として用いられてもよい。透明導電膜と金属膜とは、CVD、スパッタ、蒸着などの方法により形成される。
【0151】
(太陽電池モジュールの製造方法)
本発明の太陽電池モジュールの製造方法は、(i)表面側透明保護部材と、本発明の太陽電池封止材と、太陽電池素子(セル)と、太陽電池封止材と、裏面側保護部材とをこの順に積層して積層体を形成する工程と、(ii)得られた積層体を加圧および加熱して一体化する工程と、を含むことを特徴とする。
【0152】
工程(i)において、太陽電池封止材の凹凸形状(エンボス形状)が形成された面を太陽電池素子側になるように配置することが好ましい。
【0153】
工程(ii)において、工程(i)で得られた積層体を、常法に従って真空ラミネーター、または熱プレスを用いて、加熱および加圧して一体化(封止)する。封止において、本発明の太陽電池封止材は、クッション性が高いため、太陽電池素子の損傷を防止することができる。また、脱気性が良好であるため空気の巻き込みもなく、高品質の製品を歩留り良く製造することができる。
【0154】
太陽電池モジュールの製造するときに、太陽電池封止材を構成するエチレン・α−オレフィン系樹脂組成物を架橋硬化させる。この架橋工程は、工程(ii)と同時に行ってもよいし、工程(ii)の後に行ってもよい。
【0155】
架橋工程を工程(ii)の後に行う場合、工程(ii)において温度125〜160℃、真空圧10Torr以下の条件で3〜6分間真空・加熱し;次いで、大気圧による加圧を1〜15分間程度行い、上記積層体を一体化する。工程(ii)の後に行う架橋工程は、一般的な方法により行うことができ、例えば、トンネル式の連続式架橋炉を用いてもよいし、棚段式のバッチ式架橋炉を用いてもよい。また、架橋条件は、通常、130〜155℃で20〜60分程度である。
【0156】
一方、架橋工程を工程(ii)と同時に行う場合、工程(ii)における加熱温度を145〜170℃とし、大気圧による加圧時間を6〜30分とすること以外は、架橋工程を工程(ii)の後に行う場合と同様にして行うことができる。本発明の太陽電池封止材は特定の有機過酸化物を含有することで優れた架橋特性を有しており、工程(ii)において二段階の接着工程を経る必要はなく、高温度で短時間に完結することができ、工程(ii)の後に行う架橋工程を省略してもよく、モジュールの生産性を格段に改良することができる。
【0157】
いずれにしても、本発明の太陽電池モジュールの製造は、架橋剤が実質的に分解せず、かつ本発明の太陽電池封止材が溶融するような温度で、太陽電池素子や保護材に太陽電池封止材を仮接着し、次いで昇温して十分な接着と封止材の架橋を行えばよい。諸条件を満足できるような添加剤処方を選べばよく、例えば、上記架橋剤および上記架橋助剤などの種類および含浸量を選択すればよい。
【0158】
本発明の太陽電池封止材は、上記架橋条件でラミネート加工されることで、ゲル分率の算出として、例えば、太陽電池モジュールより封止材シートサンプル1gを採取し、沸騰トルエンでのソックスレー抽出を10時間行い、30メッシュでのステンレスメッシュでろ過後、メッシュを110℃にて8時間減圧乾燥を行い、メッシュ上の残存量より算出した場合、ゲル分率が50〜95%、好ましくは50〜90%、さらに好ましくは60〜90%、最も好ましくは65〜90%の範囲にある。ゲル分率が50%未満であると、太陽電池封止材の耐熱性が不十分であり、85℃×85%RHでの恒温恒湿試験、ブラックパネル温度83℃での高強度キセノン照射試験、−40℃〜90℃でのヒートサイクル試験、耐熱試験での接着性が低下する傾向にある。ゲル分率が95%超過であると、太陽電池封止材の柔軟性が低下し、−40℃〜90℃でのヒートサイクル試験での温度追従性が低下するため、剥離などが発生する場合がある。
【0159】
(発電設備)
本発明の太陽電池モジュールは、生産性、発電効率、寿命などに優れている。このため、この様な太陽電池モジュールを用いた発電設備は、コスト、発電効率、寿命などに優れ、実用上高い価値を有する。上記の発電設備は、家屋の屋根に設置する、キャンプなどのアウトドア向けの移動電源として利用する、自動車バッテリーの補助電源として利用するなどの、屋外、屋内を問わず長期間の使用に好適である。
【実施例】
【0160】
以下、本発明を実施例に基づいて具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0161】
(1)測定方法
[エチレン単位およびα−オレフィン単位の含有割合]
試料0.35gをヘキサクロロブタジエン2.0mlに加熱溶解させて得られた溶液をグラスフィルター(G2)濾過した後、重水素化ベンゼン0.5mlを加え、内径10mmのNMRチューブに装入した。日本電子製のJNM GX−400型NMR測定装置を使用し、120℃で13C−NMR測定を行った。積算回数は8000回以上とした。得られた13C−NMRスペクトルより、共重合体中のエチレン単位の含有割合、およびα−オレフィン単位の含有割合を定量した。
【0162】
[MFR]
ASTM D1238に準拠し、190℃、2.16kg荷重の条件にてエチレン・α−オレフィン共重合体のMFRを測定した。
【0163】
[密度]
ASTM D1505に準拠して、エチレン・α−オレフィン共重合体の密度を測定した。
【0164】
[ショアA硬度]
エチレン・α−オレフィン共重合体を190℃、加熱4分、10MPaで加圧した後、10MPaで常温まで5分間加圧冷却して3mm厚のシートを得た。得られたシートを用いて、ASTM D2240に準拠してエチレン・α−オレフィン共重合体のショアA硬度を測定した。
【0165】
[アルミニウム元素の含有量]
エチレン・α−オレフィン共重合体を湿式分解した後、純水にて定容し、ICP発光分析装置(島津製作所社製、ICPS−8100)により、アルミニウムを定量し、アルミニウム元素の含有量を求めた。
【0166】
[B値]
上述の13C−NMRスペクトルより、下記式(1)に従ってエチレン・α−オレフィン共重合体の「B値」を算出した。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]はエチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]はエチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0167】
[Tαβ/Tαα]
前述の文献の記載を参考にし、上述の13C−NMRスペクトルよりエチレン・α−オレフィン共重合体の「Tαβ/Tαα」を算出した。
【0168】
[分子量分布(Mw/Mn)]
Waters社製のゲル浸透クロマトグラフ(商品名「Alliance GPC−2000型」)を使用し、以下のようにしてエチレン・α−オレフィン共重合体の重量平均分子量(Mw)および数平均分子量(Mn)を測定し、Mw/Mnを算出した。分離カラムには、商品名「TSKgel GMH6−HT」を2本、および商品名「TSKgel GMH6−HTL」を2本使用した。カラムサイズは、いずれも内径7.5mm、長さ300mmとし、カラム温度は140℃とし、移動相にはo−ジクロロベンゼン(和光純薬工業社製)および酸化防止剤としてBHT(武田薬品社製)0.025重量%を用いた。移動相を1.0ml/分の速度で移動させ、試料濃度は15mg/10mlとし、試料注入量は500μlとし、検出器として示差屈折計を用いた。標準ポリスチレンは、分子量がMw≦1000およびMw≧4×106については東ソー社製のものを用いた。また、分子量が1000≦Mw≦4×106についてはプレッシャーケミカル社製のものを用いた。
【0169】
[塩素イオン含有割合]
オートクレーブなどを用いて滅菌洗浄されたガラス容器にエチレン・α−オレフィン共重合体を約10g精秤し、超純水を100ml加えて密閉した後、常温で30分間超音波(38kHz)抽出を行って抽出液を得た。得られた抽出液を、ダイオネクス社製のイオンクロマトグラフ装置(商品名「ICS−2000」)を用いて分析することにより、エチレン・α−オレフィン共重合体中の塩素イオンの含有割合を測定した。
【0170】
[酢酸メチル抽出量]
エチレン・α−オレフィン共重合体を約10g程度精秤し、酢酸メチルを用いて、酢酸メチルの沸点以上の温度でソックスレー抽出を行った。抽出前後のエチレン・α−オレフィン共重合体の重量差または抽出溶媒を揮発させた残渣量から、エチレン・α−オレフィン共重合体の酢酸メチル抽出量を算出した。
【0171】
[ガラス接着強度]
太陽電池用の表面側透明保護部材である透明ガラス板と、厚さ500μmのシートサンプルとを積層して真空ラミネーター(NPC社製、LM−110X160S)内に仕込み、150℃に温調したホットプレート上に載せて3分間減圧、15分間加熱し、透明ガラス板/シートサンプルの積層体である接着強度用サンプルを作製した。この接着強度用サンプルのシートサンプル層を15mm幅に切り、ガラスとの剥離強度(ガラス接着強度)を180度ピールにて測定した。測定には、インストロン社製の引張試験機(商品名「Instron1123」)を使用した。180度ピールにて、スパン間30mm、引張速度30mm/分で23℃にて測定を行い、3回の測定の平均値を採用した。
【0172】
[全光線透過率]
波長350〜800nmの範囲内において吸収域を有しない白板ガラスを使用し、白板ガラス/シートサンプル/白板ガラスの構成で、上記接着強度用サンプルの調製と同様の条件で積層体を得た。日立製作所社製の分光光度計(商品名「U−3010」)にφ150mmの積分球を取り付けたものを使用し、350〜800nmの波長域における、上記積層体中のシートサンプルの分光全光線透過率を測定した。そして、測定結果に、標準光D65および標準視感効率V(λ)を乗じ、可視光の全光線透過率(Tvis)を算出した。
【0173】
[体積固有抵抗]
得られたシートを10cm×10cmのサイズに裁断した後、150℃、真空3分、加圧15分でラミネート装置(NPC社製、LM−110X160S)でラミネートして測定用の架橋シートを作製した。作製した架橋シートの体積固有抵抗(Ω・cm)を、JIS K6911に準拠し、印加電圧500Vで測定した。なお、測定時、高温測定チャンバー「12708」(アドバンスト社製)を用いて温度100±2℃とし、微小電流計「R8340A」(アドバンスト社製)を使用した。
【0174】
[電極腐食性]
中央部に銀をスパッタリングした一対のガラス板(薄膜電極)の間に、シートサンプルを挟んだ。これを、上述の接着強度用サンプルを作製した際の条件と同様の条件で処理して積層体を得た。得られた積層体を、JIS C8917に準拠し、スガ試験機社製の商品名「XL75」特殊仕様にて、試験槽内温度85℃、湿度85%の条件下で積層体の促進試験を2000時間行った。得られた促進試験サンプルの薄膜電極の状態を目視観察して、電極腐食性を評価した。
【0175】
[セル割れ]
厚さ150μmのシリコンセルをインゴットより切削採取し、白板ガラス/シートサンプル/シリコンセル/シートサンプル/PET製バックシートの構成で、上記接着強度用サンプルの調製と同様の条件で積層体を得た。得られた積層体内のシリコンセルを目視観察し、割れを評価した。
【0176】
[耐熱性]
シートサンプルを真空ラミネーター内に仕込み、150℃に温調したホットプレート上に載せて3分間減圧、15分間加熱し、架橋シートサンプルを得た。得られた架橋シートサンプルを、幅1cm、長さ5cmに切り出した。標線を3cmの長さで引き、切り出したサンプルの3倍の重さの重りを吊るして100℃のオーブン中に1時間放置し、耐熱試験を実施した。試験後サンプルの標線間の伸び率を測定した。なお、耐熱試験中に落下したサンプルについては、「落下」と評価した。
耐熱性試験は、架橋特性の指標として用いており、架橋が十分であると耐熱試験中の伸びが小さく、架橋が不十分であると耐熱試験中の伸びが大きく、さらに不十分であると「落下」することがある。
【0177】
[シートブロッキング性]
シートサンプルのエンボス面を上側にして二枚重ね、ガラス/シートサンプル/シートサンプル/ガラスの構成で、エンボス面を上側にし、その上に400gの重りを乗せた。40℃のオーブンで24時間放置した後、取り出して室温まで冷却し、シートの剥離強度を測定した。測定には、インストロン社製の引張試験機(商品名「Instron1123」)を使用し、シート間の180度ピールにて、スパン間30mm、引張速度10mm/分、23℃の条件で行った。3回の測定値の平均値を採用し、以下の基準に従ってシートブロッキング性を評価した。
良好:剥離強度が50gf/cm未満
ややブロッキングあり:剥離強度が50〜100gf/cm
ブロッキングあり:剥離強度が100gf/cm超
【0178】
(2)エチレン・α−オレフィン共重合体の合成
(合成例1)
撹拌羽根を備えた内容積50Lの連続重合器の一つの供給口に、共触媒としてメチルアルミノキサンのトルエン溶液を8.0mmol/hr、主触媒としてビス(1,3−ジメチルシクロペンタジエニル)ジルコニウムジクロライドのヘキサンスラリーを0.025mmol/hr、トリイソブチルアルミニウムのヘキサン溶液を0.5mmol/hrの割合で供給し、触媒溶液と重合溶媒として用いる脱水精製したノルマルヘキサンの合計が20L/hrとなるように脱水精製したノルマルヘキサンを連続的に供給した。同時に重合器の別の供給口に、エチレンを3kg/hr、1−ブテンを15kg/hr、水素を5NL/hrの割合で連続供給し、重合温度90℃、全圧3MPaG、滞留時間1.0時間の条件下で連続溶液重合を行った。重合器で生成したエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液は、重合器の底部に設けられた排出口を介して連続的に排出させ、エチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液が150〜190℃となるように、ジャケット部が3〜25kg/cm2スチームで加熱された連結パイプに導いた。なお、連結パイプに至る直前には、触媒失活剤であるメタノールが注入される供給口が付設されており、約0.75L/hrの速度でメタノールを注入してエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液に合流させた。スチームジャケット付き連結パイプ内で約190℃に保温されたエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液は、約4.3MPaGを維持するように、連結パイプ終端部に設けられた圧力制御バルブの開度の調整によって連続的にフラッシュ槽に送液された。なお、フラッシュ槽内への移送においては、フラッシュ槽内の圧力が約0.1MPaG、フラッシュ槽内の蒸気部の温度が約180℃を維持するように溶液温度と圧力調整バルブ開度設定が行われた。その後、ダイス温度を180℃に設定した単軸押出機を通し、水槽にてストランドを冷却し、ペレットカッターにてストランドを切断し、ペレットとしてエチレン・α−オレフィン共重合体を得た。収量は2.2kg/hrであった。物性を表1に示す。
【0179】
(合成例2)
主触媒としての[ジメチル(t−ブチルアミド)(テトラメチル−η5−シクロペンタジエニル)シラン]チタンジクロライドのヘキサン溶液を0.012mmol/hr、共触媒としてのトリフェニルカルベニウム(テトラキスペンタフルオロフェニル)ボレートのトルエン溶液を0.05mmol/hr、トリイソブチルアルミニウムのヘキサン溶液を0.4mmol/hrの割合でそれぞれ供給するとともに、1−ブテンを5kg/hr、水素を100NL/hrの割合で供給した以外は、前述の合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は1.3kg/hrであった。物性を表1に示す。
【0180】
(合成例3)
主触媒としてビス(p−トリル)メチレン(シクロペンタジエニル)(1,1,4,4,7,7,10,10−オクタメチル−1,2,3,4,7,8,9,10−オクタヒドロジベンズ(b,h)−フルオレニル)ジルコニウムジクロリドのヘキサン溶液を0.003mmol/hr、共触媒としてのメチルアルミノキサンのトルエン溶液を3.0mmol/hr、トリイソブチルアルミニウムのヘキサン溶液を0.6mmol/hrの割合でそれぞれ供給したこと;エチレンを4.3kg/hrの割合で供給したこと;1−ブテンの代わりに1−オクテンを6.4kg/hrの割合で供給したこと;1−オクテンと触媒溶液と重合溶媒として用いる脱水精製したノルマルヘキサンの合計が20L/hrとなるように脱水精製したノルマルヘキサンを連続的に供給したこと;水素を60NL/hrの割合で供給したこと;および重合温度を130℃にしたこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は4.3kg/hrであった。物性を表1に示す。
【0181】
(合成例4)
主触媒として[ジメチル(t−ブチルアミド)(テトラメチル−η5−シクロペンタジエニル)シラン]チタンジクロライドのヘキサン溶液を0.013mmol/hr、共触媒としてメチルアルミノキサンのトルエン溶液を28mmol/hr、スカベンジャーとしてトリイソブチルアルミニウムのヘキサン溶液を9.75mmolの割合でそれぞれ供給するとともに、1−ブテンを5kg/hr、水素を100NL/hrの割合で供給した以外は、前述の合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0182】
(合成例5)
水素を4NL/hrの割合で供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0183】
(合成例6)
水素を6NL/hrの割合で供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0184】
(合成例7)
水素を95NL/hrの割合で供給したこと以外は、合成例2と同様にしてエチレン・α−オレフィン共重合体を得た。収量は1.3kg/hrであった。物性を表1に示す。
【0185】
(合成例8)
水素を95NL/hrの割合で供給したこと以外は、合成例4と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.1kg/hrであった。物性を表1に示す。
【0186】
(合成例9)
主触媒としてビス(p−トリル)メチレン(シクロペンタジエニル)(1,1,4,4,7,7,10,10−オクタメチル−1,2,3,4,7,8,9,10−オクタヒドロジベンズ(b,h)−フルオレニル)ジルコニウムジクロリドのヘキサン溶液を0.004mmol/hr、メチルアルミノキサンのトルエン溶液を4.0mmol/hr、水素を62NL/hrの割合で供給したこと以外は、合成例3と同様にしてエチレン・α−オレフィン共重合体を得た。収量は5.1kg/hrであった。物性を表1に示す。
【0187】
(合成例10)
主触媒としてビス(1,3−ジメチルシクロペンタジエニル)ジルコニウムジクロライドのヘキサンスラリーを0.04mmol/hr、メチルアルミノキサンのトルエン溶液を11mmol/hr、エチレンを2.5kg/hr、1−ブテンを21kg/hr、水素を2.4NL/hrの割合でそれぞれ供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は2.0kg/hrであった。物性を表1に示す。
【0188】
(合成例11)
主触媒としてビス(1,3−ジメチルシクロペンタジエニル)ジルコニウムジクロライドのヘキサンスラリーを0.1mmol/hr、メチルアルミノキサンのトルエン溶液を15mmol/hr、1−ブテンを12kg/hr、水素を3NL/hrの割合でそれぞれ供給したこと以外は、合成例1と同様にしてエチレン・α−オレフィン共重合体を得た。収量は6.5kg/hrであった。物性を表1に示す。
【0189】
(合成例12)
主触媒として[ジメチル(t−ブチルアミド)(テトラメチル−η5−シクロペンタジエニル)シラン]チタンジクロライドのヘキサン溶液を0.01mmol/hr、メチルアルミノキサンのトルエン溶液を15mmol/hr、スカベンジャーとしてトリイソブチルアルミニウムのヘキサン溶液を14mmol/hrの割合でそれぞれ供給するとともに、1−ブテンを5.5kg/hrの割合でそれぞれ供給したこと以外は、合成例4と同様にしてエチレン・α−オレフィン共重合体を得た。収量は1.5kg/hrであった。物性を表1に示す。
【0190】
(合成例13)
撹拌羽根を備えた内容積2Lのガラス製の連続重合器の一つの供給口に、共触媒としてエチルアルミニウムセスキクロリドのヘキサン溶液を40mmol/hr、主触媒としてジクロロエトキシバナジウムオキシドのヘキサン溶液を2.0mmol/hrの割合で供給し、触媒溶液と重合溶媒として用いる脱水精製したノルマルヘキサンの合計が2L/hrとなるように脱水精製したノルマルヘキサンを連続的に供給した。同時に重合器の別の供給口に、エチレンを180NL/hr、1−ブテンを85NL/hr、水素を30NL/hrの割合で連続供給し、重合温度30℃、常圧、滞留時間0.5時間の条件下で連続溶液重合を行った。重合器で生成したエチレン・α−オレフィン共重合体のノルマルヘキサン/トルエン混合溶液は、重合器の底部に設けられた排出口を介して連続的に排出させ、エチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液に、触媒失活剤であるメタノールが注入される供給口が付設されており、約0.2mL/minの速度でメタノールを注入してエチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液に合流させた。このエチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液2Lを、内容積5Lの攪拌羽を供えたガラス容器に取り、0.5Nの希塩酸を約5mL、純水2Lを添加し、攪拌した後、水相を分離した。その後、純水を2L添加し、同様に攪拌と水相分離を5回行いエチレン・α−オレフィン共重合体中の触媒残渣を脱灰した。脱灰処理後のエチレン・α−オレフィン共重合体のノルマルヘキサン混合溶液は、130℃の真空乾燥機にて、乾燥し、エチレン・α−オレフィン共重合体を得た。収量は250g/hrであった。物性を表1に示す。
【0191】
【表1】
【0192】
(3)太陽電池封止材(シート)の製造
(実施例1)
合成例1のエチレン・α−オレフィン共重合体100重量部に対し、エチレン性不飽和シラン化合物としてγ−メタクリロキシプロピルトリメトキシシランを0.5重量部、有機過酸化物として1分間半減期温度が166℃のt−ブチルパーオキシ−2−エチルヘキシルカーボネートを1.0重量部、架橋助剤としてトリアリルイソシアヌレートを1.2重量部、紫外線吸収剤として2−ヒドロキシ−4−ノルマル−オクチルオキシベンゾフェノンを0.4重量部、ラジカル捕捉剤としてビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケートを0.2重量部、および耐熱安定剤1としてトリス(2,4−ジ−tert−ブチルフェニル)ホスファイト0.1重量部、耐熱安定剤2としてオクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート0.1重量部を配合した。
【0193】
サーモ・プラスチック社製の単軸押出機(スクリュー径20mmφ、L/D=28)にコートハンガー式T型ダイス(リップ形状:270×0.8mm)を装着し、ダイス温度100℃の条件下、ロール温度30℃、巻き取り速度1.0m/minで、第1冷却ロールにエンボスロールを用いて成形を行い、厚み500μmのエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率は28%であった。得られたシートの各種評価結果を表2に示す。
【0194】
(実施例2〜9)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率は全て28%であった。得られたシートの各種評価結果を表2に示す。
【0195】
(比較例1)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得ようとした。しかしながら、押出機のトルクが高くなりすぎてしまい、トルクオーバーとなってシートを得ることができなかった。
【0196】
(比較例2)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得ようとした。しかしながら、シボロールおよびゴムロールへの粘着が強すぎてしまい、剥ぎ取ることができずにシートを得ることができなかった。
【0197】
(比較例3および4)
表2に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率はいずれも28%であった。得られたシートの各種評価結果を表2に示す。
【0198】
【表2】
【0199】
(実施例10〜16)
表3に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率は全て28%であった。得られたシートの各種評価結果を表3に示す。
【0200】
(比較例5)
表3に示す配合としたこと以外は、前述の実施例1と同様にしてエンボスシート(太陽電池封止材シート)を得た。得られたシートの空隙率はいずれも28%であった。得られたシートの各種評価結果を表3に示す。
【0201】
【表3】
【0202】
(実施例17)
実施例11記載の封止材を用いて、単結晶セルを用い18セル直列接続した小モジュールを作製し、評価した。ガラスには、24×21cmにカットした旭硝子ファブリテック製の白板フロートガラス3.2mm厚みのエンボス付き熱処理ガラスを用いた。結晶系セル(Shinsung製の単結晶セル)は受光面側のバスバー銀電極を中央にして5×3cmにカットしたものを用いた。このセルを銅箔に共晶ハンダを表面コートされた銅リボン電極を用いて18セル直列接続した。バックシートとして、シリカ蒸着PETを含むPET系バックシートを用い、バックシートの一部にセルからの取り出し部位にカッタ−ナイフで約2cm切り込みを入れ18セル直列接続したセルのプラス端子とマイナス端子を取り出し、真空ラミネーター(NPC製:LM−110x160−S)を用いて熱盤温度150℃、真空時間3分、加圧時間15分にてラミネートした。その後、ガラスからはみ出した封止材、バックシートをカットし、ガラスエッジには端面封止材を付与して、アルミフレームを取り付けた後、バックシートから取り出した端子部分の切れ込み部位はRTVシリコーンを付与して硬化させた。
【0203】
このミニモジュールのプラス端子とマイナス端子を短絡し、電源の高圧側ケーブルを接続した。また電源の低圧側のケーブルはアルミフレームに接続し、アルミルレームは接地した。このモジュールを85℃、85%rhの恒温恒湿槽内にセットし、温度上昇を待った後、−600Vを印加したまま保持した。
【0204】
高圧電源には、松定プレシジョン製HARb−3R10−LFを用い、恒温恒湿槽にはエタック製FS−214C2を用いた。
【0205】
24時間および240時間電圧を印加後、このモジュールをAM(エアマス)1.5クラスAの光強度分布を有するキセノン光源を用いIV特性を評価した。IV評価には日清紡メカトロニクス製のPVS−116i−Sを用いた。また、試験後のIV特性の最大出力電力Pmaxが初期値と比べて5%以上低下した場合にNGと判断した。
測定結果、いずれの場合も高圧試験後のPmaxの変化量は0.5以下の低下のにとどまり、良好な結果であった。
【0206】
(実施例18)
実施例12記載の太陽電池封止材を用いた以外は実施例17と同様に試験した結果、Pmaxの低下はいずれの場合も0.5%以下であり良好な結果であった。
【0207】
(実施例19)
実施例15記載の封止材を用いた以外は実施例17と同様に試験を行った。24時間電圧を印加した後のPmaxの低下は0.5%以下で良好な結果であった。
【0208】
(比較例6)
(変性ポリビニルアセタール樹脂の合成)
エチレン含有量15モル%、けん化度98モル%、平均重合度1700のポリビニルアルコール(クラレ社製、PVA−117)100gを蒸留水に溶解し、濃度10重量%のポリビニルアルコール水溶液を得た。この水溶液を40℃にした状態でアンカー型攪拌翼を用いて攪拌しながら35重量%塩酸を32g添加後、ブチルアルデヒド60gを滴下した。水溶液中にポリビニルアセタール樹脂が析出したことを確認した後、さらに35重量%塩酸を64g添加しながら50℃まで昇温して4時間攪拌して反応を完結させ、変性ポリビニルアセタール樹脂の分散液を得た。得られた分散液を冷却し、30重量%水酸化ナトリウム水溶液により分散液のpHを7.5まで中和し、ろ過後、対ポリマー20倍量の蒸留水で水洗/乾燥して平均重合度1700、アセタール化度65モル%の変性ポリビニルアセタール樹脂を得た。
【0209】
(シートの作製)
変性ポリビニルアセタール樹脂100質量部、トリエチレングリコール−ジ−2−エチルヘキサネート30質量部を100℃で5分間、30rpmの条件で、ラボプラストミル(東洋精機社製)で混練し、変性ポリビニルアセタール樹脂組成物を得た。得られた組成物を真空ラミネーターを用いて、厚み0.5mmの25×25センチの開口部をもつSUS製の金属枠を用いて枠の内部のシートをセットし熱盤温度100℃で真空時間3分加圧時間10分にて平坦なシートを作製した。
このシート体積固有抵抗は100℃では測定限界よりも低い抵抗値であり、108Ωcm以下の体積抵抗であった。また、このシートを用いて実施例16と同様にラミネーターの熱盤温度のみ125℃に設定し、モジュールを作製し、同様に高圧印加試験を実施した。
24時間電圧を印加した後のPmaxの低下量は6%であり、特性劣化が起こった。
【0210】
さらに、本発明は以下の態様も取り得る。
【0211】
[a1]以下の要件A1)〜A4)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
A1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
A2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
A3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
A4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【0212】
[a2]前記エチレン・α−オレフィン共重合体の、A5)13C−NMRスペクトルおよび下記式(1)から求められるB値が0.9〜1.5であり、A6)13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)が1.5以下である[a1]に記載の太陽電池封止材。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]はエチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]はエチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【0213】
[a3]前記エチレン・α−オレフィン共重合体の、A7)ゲル浸透クロマトグラフィー(GPC)に基づく分子量分布Mw/Mnが1.2〜3.5の範囲にある[a1]または[a2]に記載の太陽電池封止材。
【0214】
[a4]前記エチレン・α−オレフィン共重合体の、A8)固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合が2ppm以下である[a1]〜[a3]のいずれかに記載の太陽電池封止材。
【0215】
[a5]前記エチレン・α−オレフィン共重合体の、A9)酢酸メチルへの抽出量が5.0重量%以下である[a1]〜[a4]のいずれかに記載の太陽電池封止材。
【0216】
[a6]前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、が含まれるエチレン系樹脂組成物からなる[a1]〜[a5]のいずれかに記載の太陽電池封止材。
【0217】
[a7]前記エチレン系樹脂組成物には、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種が0.05〜5重量部さらに含まれる[a6]に記載の太陽電池封止材。
【0218】
[a8]前記エチレン系樹脂組成物には、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤が0.05〜5重量部さらに含まれる[a7]に記載の太陽電池封止材。
【0219】
[a9]前記架橋剤の1分間半減期温度が100〜180℃の範囲にある[a6]〜[a8]のいずれかに記載の太陽電池封止材。
【0220】
[a10]シート状である[a6]〜[a9]のいずれかに記載の太陽電池封止材。
【0221】
[a11][a10]に記載の太陽電池封止材の製造方法であって、前記エチレン系樹脂組成物を、溶融押出成形にて膜状に成形することを含む太陽電池封止材の製造方法。
【0222】
[a12]表面側透明保護部材と、裏面側保護部材と、太陽電池素子と、[a10]に記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、を備えた太陽電池モジュール。
【0223】
さらに、本発明は以下の態様も取り得る。
【0224】
[b1]以下の要件B1)〜B3)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
B1)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
B2)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
B3)エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【0225】
[b2]前記エチレン・α−オレフィン共重合体の、B4)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%であり、B5)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である[b1]に記載の太陽電池封止材。
【0226】
[b3]前記エチレン・α−オレフィン共重合体の、ゲル浸透クロマトグラフィーで測定した重量平均分子量(Mw)と数平均分子量(Mn)との比で表される分子量分布Mw/Mnが1.2〜3.5である[b1]または[b2]に記載の太陽電池封止材。
【0227】
[b4]前記エチレン・α−オレフィン共重合体が、メタロセン化合物と、有機アルミニウムオキシ化合物および有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物と、からなるオレフィン重合用触媒の存在下で重合された、[b1]〜[b3]のいずれかに記載の太陽電池封止材。
【0228】
[b5]前記太陽電池封止材には、前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、がさらに含まれる[b1]〜[b4]のいずれかに記載の太陽電池封止材。
【0229】
[b6]前記太陽電池封止材には、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種が0.005〜5重量部さらに含まれる[b5]に記載の太陽電池封止材。
【0230】
[b7]前記太陽電池封止材には、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤が0.05〜5重量部さらに含まれる[b6]に記載の太陽電池封止材。
【0231】
[b8]前記架橋剤の1分間半減期温度が100〜180℃の範囲にある[b5]〜[b7]のいずれかに記載の太陽電池封止材。
【0232】
[b9]シート状である[b1]〜[b8]のいずれか一つに記載の太陽電池封止材。
【0233】
[b10][b9]に記載の太陽電池封止材の製造方法であって、前記エチレン・α−オレフィン共重合体を含むエチレン系樹脂組成物を、溶融押出成形にてシート状に成形することを含む太陽電池封止材の製造方法。
【0234】
[b11]表面側透明保護部材と、裏面側保護部材と、太陽電池素子と、[b9]に記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、を備えた太陽電池モジュール。
【0235】
この出願は、2010年10月8日に出願された日本特許出願特願2010−228757および2011年4月25日に出願された日本特許出願特願2011−097592を基礎とする優先権を主張し、その開示のすべてをここに取り込む。
【符号の説明】
【0236】
20 太陽電池モジュール
22 太陽電池セル
22A (太陽電池セルの)受光面
22B (太陽電池セルの)裏面
24 表面保護部材
26 裏面保護部材
28 封止層
29 インターコネクタ
32 集電線
34A タブ付用母線
34B タブ付用母線
36 導電層
【特許請求の範囲】
【請求項1】
以下の要件a1)〜a4)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
a1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
a2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
a3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
a4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【請求項2】
当該太陽電池封止材が以下の要件a5)をさらに満たす請求項1に記載の太陽電池封止材。
a5)JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmである。
【請求項3】
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす請求項1に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【請求項4】
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす請求項2に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【請求項5】
ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定される前記エチレン・α−オレフィン共重合体のMFRが、10〜27g/10分である、請求項1に記載の太陽電池封止材。
【請求項6】
前記エチレン・α−オレフィン共重合体100重量部に対し、1分間半減期温度が100〜170℃の範囲にある有機過酸化物を0.005〜5重量部さらに含む請求項1に記載の太陽電池封止材。
【請求項7】
前記エチレン・α−オレフィン共重合体が、メタロセン化合物と、有機アルミニウムオキシ化合物および有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物と、からなるオレフィン重合用触媒の存在下で重合された、請求項1に記載の太陽電池封止材。
【請求項8】
前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、を含むエチレン系樹脂組成物からなる請求項1に記載の太陽電池封止材。
【請求項9】
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種を0.005〜5重量部さらに含む請求項8に記載の太陽電池封止材。
【請求項10】
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤を0.05〜5重量部さらに含む請求項8に記載の太陽電池封止材。
【請求項11】
前記エチレン・α−オレフィン共重合体と、添加剤とを溶融混錬後、シート状に押出成型して得られた、請求項1に記載の太陽電池封止材。
【請求項12】
前記エチレン・α−オレフィン共重合体の、
a7)13C−NMRスペクトルおよび下記式(1)から求められるB値が0.9〜1.5であり、
a8)13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)が1.5以下である請求項1に記載の太陽電池封止材。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]は前記エチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]は前記エチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【請求項13】
前記エチレン・α−オレフィン共重合体の、
a9)ゲル浸透クロマトグラフィー(GPC)に基づく分子量分布Mw/Mnが1.2〜3.5の範囲にある請求項1に記載の太陽電池封止材。
【請求項14】
前記エチレン・α−オレフィン共重合体の、
a10)固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合が2ppm以下である請求項1に記載の太陽電池封止材。
【請求項15】
前記エチレン・α−オレフィン共重合体の、
a11)酢酸メチルへの抽出量が5.0重量%以下である請求項1に記載の太陽電池封止材。
【請求項16】
シート状である請求項1に記載の太陽電池封止材。
【請求項17】
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
請求項1に記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【請求項18】
JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1×1018Ω・cmである、樹脂組成物からなる太陽電池封止材。
【請求項19】
シート状である請求項18に記載の太陽電池封止材。
【請求項20】
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
請求項18に記載の太陽電池封止材により形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【請求項1】
以下の要件a1)〜a4)を満たすエチレン・α−オレフィン共重合体を含む太陽電池封止材。
a1)エチレンに由来する構成単位の含有割合が80〜90mol%であるとともに、炭素数3〜20のα−オレフィンに由来する構成単位の含有割合が10〜20mol%である。
a2)ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定されるMFRが10〜50g/10分である。
a3)ASTM D1505に準拠して測定される密度が0.865〜0.884g/cm3である。
a4)ASTM D2240に準拠して測定されるショアA硬度が60〜85である。
【請求項2】
当該太陽電池封止材が以下の要件a5)をさらに満たす請求項1に記載の太陽電池封止材。
a5)JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1.0×1018Ω・cmである。
【請求項3】
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす請求項1に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【請求項4】
前記エチレン・α−オレフィン共重合体が以下の要件a6)をさらに満たす請求項2に記載の太陽電池封止材。
a6)前記エチレン・α−オレフィン共重合体中のアルミニウム元素の含有量が10〜500ppmである。
【請求項5】
ASTM D1238に準拠し、190℃、2.16kg荷重の条件で測定される前記エチレン・α−オレフィン共重合体のMFRが、10〜27g/10分である、請求項1に記載の太陽電池封止材。
【請求項6】
前記エチレン・α−オレフィン共重合体100重量部に対し、1分間半減期温度が100〜170℃の範囲にある有機過酸化物を0.005〜5重量部さらに含む請求項1に記載の太陽電池封止材。
【請求項7】
前記エチレン・α−オレフィン共重合体が、メタロセン化合物と、有機アルミニウムオキシ化合物および有機アルミニウム化合物からなる群より選択される少なくとも一種の化合物と、からなるオレフィン重合用触媒の存在下で重合された、請求項1に記載の太陽電池封止材。
【請求項8】
前記エチレン・α−オレフィン共重合体100重量部に対し、シランカップリング剤0.1〜5重量部と、架橋剤0.1〜3重量部と、を含むエチレン系樹脂組成物からなる請求項1に記載の太陽電池封止材。
【請求項9】
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、紫外線吸収剤、耐熱安定剤、およびヒンダートアミン型光安定化剤からなる群より選択される少なくとも一種を0.005〜5重量部さらに含む請求項8に記載の太陽電池封止材。
【請求項10】
前記エチレン系樹脂組成物は、前記エチレン・α−オレフィン共重合体100重量部に対し、架橋助剤を0.05〜5重量部さらに含む請求項8に記載の太陽電池封止材。
【請求項11】
前記エチレン・α−オレフィン共重合体と、添加剤とを溶融混錬後、シート状に押出成型して得られた、請求項1に記載の太陽電池封止材。
【請求項12】
前記エチレン・α−オレフィン共重合体の、
a7)13C−NMRスペクトルおよび下記式(1)から求められるB値が0.9〜1.5であり、
a8)13C−NMRスペクトルにおける、Tααに対するTαβの強度比(Tαβ/Tαα)が1.5以下である請求項1に記載の太陽電池封止材。
B値=[POE]/(2×[PO]×[PE]) ・・・(1)
(式(1)中、[PE]は前記エチレン・α−オレフィン共重合体に含まれるエチレンに由来する構成単位の割合(モル分率)を示し、[PO]は前記エチレン・α−オレフィン共重合体に含まれる炭素数3〜20のα−オレフィンに由来する構成単位の割合(モル分率)を示し、[POE]は全dyad連鎖に含まれるα−オレフィン・エチレン連鎖の割合(モル分率)を示す)
【請求項13】
前記エチレン・α−オレフィン共重合体の、
a9)ゲル浸透クロマトグラフィー(GPC)に基づく分子量分布Mw/Mnが1.2〜3.5の範囲にある請求項1に記載の太陽電池封止材。
【請求項14】
前記エチレン・α−オレフィン共重合体の、
a10)固相抽出処理後の抽出液からイオンクロマトグラフィーにより検出される塩素イオンの含有割合が2ppm以下である請求項1に記載の太陽電池封止材。
【請求項15】
前記エチレン・α−オレフィン共重合体の、
a11)酢酸メチルへの抽出量が5.0重量%以下である請求項1に記載の太陽電池封止材。
【請求項16】
シート状である請求項1に記載の太陽電池封止材。
【請求項17】
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
請求項1に記載の太陽電池封止材を架橋させて形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【請求項18】
JIS K6911に準拠し、温度100℃、印加電圧500Vで測定される体積固有抵抗が1.0×1013〜1×1018Ω・cmである、樹脂組成物からなる太陽電池封止材。
【請求項19】
シート状である請求項18に記載の太陽電池封止材。
【請求項20】
表面側透明保護部材と、
裏面側保護部材と、
太陽電池素子と、
請求項18に記載の太陽電池封止材により形成される、前記太陽電池素子を前記表面側透明保護部材と前記裏面側保護部材との間に封止する封止層と、
を備えた太陽電池モジュール。
【図1】

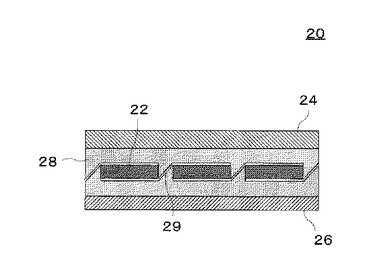
【図2】
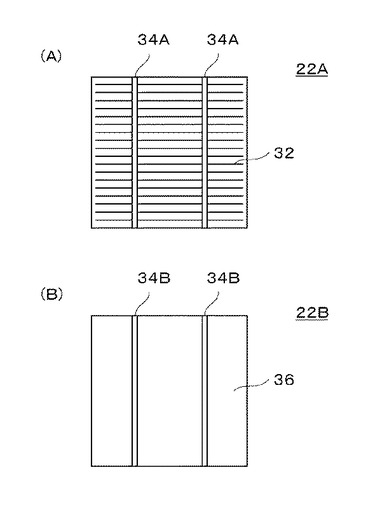
【図2】
【公開番号】特開2012−238857(P2012−238857A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2012−104809(P2012−104809)
【出願日】平成24年5月1日(2012.5.1)
【分割の表示】特願2012−517965(P2012−517965)の分割
【原出願日】平成23年10月7日(2011.10.7)
【出願人】(000005887)三井化学株式会社 (2,318)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成24年5月1日(2012.5.1)
【分割の表示】特願2012−517965(P2012−517965)の分割
【原出願日】平成23年10月7日(2011.10.7)
【出願人】(000005887)三井化学株式会社 (2,318)
【Fターム(参考)】
[ Back to top ]