
太陽電池封止材シート、および、太陽電池モジュール
【課題】太陽電池の製造工程におけるラミネート時のセルの割れと、封止材中の気泡の残存の不具合を同時に抑制できる、太陽電池用の封止材シートを提供する。
【解決手段】表面部分を構成する樹脂組成物がエチレン酢酸ビニル共重合体組成物からなり、前記表面部分に、高さ60〜300μmの独立した突起Aを40〜2300個/cm2有し、かつ、この独立した突起の高さTと底辺長さとの比が0.05〜0.80である、太陽電池封止材シート。
【解決手段】表面部分を構成する樹脂組成物がエチレン酢酸ビニル共重合体組成物からなり、前記表面部分に、高さ60〜300μmの独立した突起Aを40〜2300個/cm2有し、かつ、この独立した突起の高さTと底辺長さとの比が0.05〜0.80である、太陽電池封止材シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は太陽電池用の封止材シートに関する。特に、太陽電池の製造工程におけるラミネート時のセルの割れや、封止材中の気泡などの不具合が抑制できる、太陽電池用の封止材シート、および、同シートを用いた太陽電池モジュールに関する。
【背景技術】
【0002】
近年、資源の有効利用や環境汚染の防止等の面から、太陽光を直接電気エネルギーに変換する太陽電池が注目されている。太陽電池は、一般に、ガラス基板に代表される受光面保護材とバックシートと称される裏面保護材との間に挿入された封止材シートにより、太陽電池セルを封止(保護)した構成を採っている。
例えば太陽電池モジュールとして主流である結晶シリコン型太陽電池の場合、ガラス基板、エチレン酢酸ビニル共重合体(以降、エチレン酢酸ビニル共重合体をEVAと表すこともある)からなる封止材シート、太陽電池セル(シリコン発電素子)、EVAからなる封止材シート及びバックシートの順で積層され、真空ラミネータにより積層体を真空下で加熱することにより、封止材シートを加熱溶融して架橋硬化させることにより、気泡なく接着された太陽電池モジュールが製造される。
【0003】
このような太陽電池モジュールの製造工程において、真空ラミネータ内における温度の斑(ラミネータ端部等において局部的に温度が低下)が発生した場合に、EVA封止材の加温が不十分となり、前記封止材の太陽電池セルへの局部的な押し圧力によって、太陽電池セルが割れることがあり、これがモジュールの製造効率を低下させる一因となっている。
【0004】
また、EVAは密着しやすい材料であり、真空ラミネート時に局部的なセルとの密着が発生すると、封止材シートと太陽電池セルの間に残留した空気が気泡となるトラブルが、生じ、これが上記同様にモジュールの製造効率を低下させる一因となっている。前記のトラブルについては、次のような検討がなされている。例えば、封止材シートにエンボス加工を行うことで凹凸を形成、シートのクッション性を向上させることでセル割れを防止する検討や、残留したエアーをシートに形成された溝により脱気し、気泡トラブルを改善する技術である(例えば特許文献1、2参照)。しかしながらこれらの技術ではセルの割れや、封止材中の気泡などの不具合が一定のレベルで抑制できるものの、凹凸の高さが浅いことや、溝に直交する方向への脱気不足などから、本質的な抑制には至らず前記のトラブルを完全に防ぐことは困難であった。
【0005】
さらに近年では、上記のセルの割れや、封止材中の気泡などの不具合を抑制するために、封止材シートの表面に、高さが0.05〜0.5mmの独立した凸部を有する封止材シートが提案されている(例えば特許文献3参照)。しかしながら当該技術では、真空ラミネート時に、セル割れを引き起こすという問題があった。
【0006】
一方、太陽電池モジュールの製造工程において、封止材シートの加熱収縮率を低減させ、真空ラミネート時の封止材シートの収縮による、太陽電池セルの割れや、セルの位置ずれを解消する技術が開示されている(例えば特許文献4、5参照)。しかしながらこれらの技術では、加熱収縮率が十分に低減できていないため、太陽電池セルの割れや位置ずれを本質的に改善できない一方、特許文献5においては封止材の材料がポリエチレンと高融点であるため、封止材シートの加温に時間を要し、製造効率が低下するという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2000−183388号公報(請求項3)
【特許文献2】特開2006−134970号公報(請求項1、請求項2)
【特許文献3】特開2010−232311号公報(請求項1、第0036段落、図1)
【特許文献4】特開2010−100032号公報(第0076段落、表1)
【特許文献5】特開2007−245555号公報(第0045段落、第0095段落)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、太陽電池の製造工程におけるラミネート時のセルの割れと、封止材中の気泡の残存の不具合を同時に抑制できる、太陽電池用の封止材シートを提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明は以下の構成を有する。すなわち、
(1)表面部分を構成する樹脂組成物がエチレン酢酸ビニル共重合体組成物からなり、前記表面部分に、高さ60〜300μmの独立した突起を40〜2300個/cm2有し、かつ、この独立した突起の高さ(T)と底辺長さ(D)の比(T/D)が0.15〜0.80であることを特徴とする太陽電池封止材シート。
(2)前記太陽電池封止シートを80℃の温水表面に1分間放置した際に、この封止材シートのシート流れ方向の加熱収縮率が30%以下である、(1)の太陽電池封止材シート。
(3)前記独立した突起の形状が、半球状および/または四角錐状である、(1)または(2)の太陽電池封止材シート。
(4)前記太陽電池封止材シートの前記突起を有する面を、この封止材シートの厚み方向に100μm圧縮した際に、シートの反発応力が70kPa以下である、(1)〜(3)のいずれかの太陽電池封止材シート。
(5)前記太陽電池封止材シートの突起を有する面が、さらに、高さ1〜15μmの突起を有する、(1)〜(4)のいずれかの太陽電池封止材シート。
(5)受光面保護材と、裏面保護材と、この受光面保護材と裏面保護材との間に配置され、(1)〜(5)のいずれかの太陽電池封止材シートにより太陽電池セルが封止された層と、で構成された、太陽電池モジュール。
である。
【発明の効果】
【0010】
本発明によれば、太陽電池の製造工程におけるラミネート時のセルの割れと、封止材中の気泡の残存の不具合を同時に抑制できる、太陽電池用の封止材シートを提供できる。
【図面の簡単な説明】
【0011】
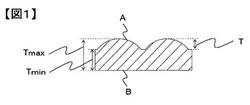
【図1】図1は、片面に突起が形成された太陽電池封止材シートの突起の高さを測定する方法を説明する図である。
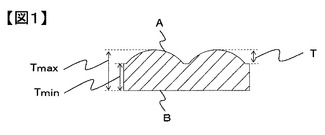
【図2】図2は、両面に突起が形成された太陽電池封止材シートの突起の高さを測定する方法を説明する図である。
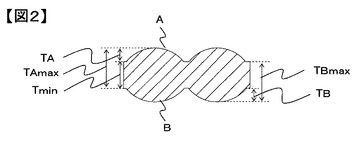
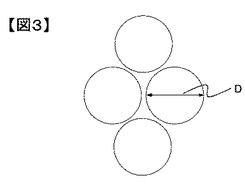
【図3】図3は、突起の底辺の長さDを示す図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を詳細に説明する。
【0013】
本発明の封止材シートを構成する樹脂組成物は、少なくとも突起が形成されている側の表面部分を構成する樹脂組成物が、以下に説明する樹脂組成物の組成等を満たすことが好ましい。もちろん、シートを構成する全ての樹脂組成物が、以下に説明する樹脂組成物の組成等を満たしていることがより好ましい。
【0014】
封止剤シートを構成する樹脂組成物は、太陽電池封止材として重要な透明性や、太陽電池セルとの接着性の観点から、エチレン酢酸ビニル共重合体組成物を採用する。前記の組成物は、透明性の観点から、エチレン酢酸ビニル共重合体(以下、EVAという。)を90質量%以上含有し、必要に応じて、他のポリオレフィン系樹脂や、有機過酸化物、架橋助剤、シラン系カップリング剤、光安定剤、紫外線吸収剤、酸化防止剤などを含んでいても良い。
【0015】
なお、EVAは、エチレンと酢酸ビニルから合成される共重合体であるが、本発明に用いるEVAとしては、酢酸ビニル(VA)含有率が20〜35質量%であることが好ましい。酢酸ビニル(VA)含有率が35質量%より大きい場合、水蒸気透過率が大きくなり、太陽電池の封止材として要求される耐透湿性が確保できない場合がある。また酢酸ビニル(VA)含有率が20質量%未満であると、樹脂が硬すぎるため、太陽電池の製造工程におけるラミネート時にセルの割れが発生する場合がある。
【0016】
封止材シートは、表面に高さ60〜300μmの独立した突起を有するものである。封止材シートの表面に独立した高さ60μm以上の突起を有することにより、太陽電池モジュールを製造する際の真空ラミネート時に、封止材シートと太陽電池セルとの間に残留した空気を多方向から効率的に除去し、気泡の発生を抑制できる。さらに、封止材シートの太陽電池セルへの押し圧力を分散させ、セル割れの発生を抑制することができる。封止材シート表面の形状が独立した突起ではなく、連続した溝形状であると、溝に直行する方向への脱気が不十分となり、残留した空気が気泡となる。また、突起の高さが300μm以下であると、真空ラミネート時の突起の頂部への荷重の集中が抑制され、太陽電池セルが割れることを防止できる。ここで、「独立した突起」とは、突起の底面に着目したときに、後述する底辺の長さDが70〜6000μmの範囲の突起である。
【0017】
また独立した突起は、封止材シートを平板で挟み、厚み方向に50kPaの圧力を付与して圧縮して突起が変形し、突起の頂部が平板と接する領域が拡大したときに、2つの隣接する突起に由来する2つの領域間に20〜800μmの間隙が確保されることが好ましい。
突起の高さ(T)が60μm未満であると、上記の気泡とセル割れの抑制の実効が得られ難い。
【0018】
独立した突起は、突起の高さ(T)と突起の底辺長さ(D)との比(T/D)が0.05〜0.80である。好ましくは0.15〜0.80である。T/D比が0.05未満であると、封止材シートのクッション性が不十分となる。T/D比が0.80を超えると、突起の頂部への集中荷重が起こり、セル割れが発生する。突起の高さTは次のようにして測定する。まず、片面に突起がある場合を説明する。封止材シートの突起のある側の面をA面、突起のない側の面をB面とする。図1に示すように、A面の突起の頂点からB面までの距離をTmax、A面の突起のない部分からB面までの距離をTminとする。このTmaxとTminとの差が突起の高さTである。次に両方に突起がある場合を説明する。封止材シートの一方の面をA面、もう一方の面をB面とする。図2に示すように、A面の突起の頂点からB面の突起のない部分までの距離をTAmax、B面の突起の頂点からA面の突起のない部分までの距離をTBmax、A面の突起のない部分からB面の突起のない部分までの距離をTminとする。このTAmaxとTminとの差がA面の突起の高さTA、TBmaxとTminとの差がB面の突起の高さTBである。突起の底辺の長さとは、図3に示す突起の外周直径Dである。なお、突起の底面の形状が三角形や六角形などの多角形、楕円形である場合は、突起の底辺の長さは、底面の形状を包含する最小真円の直径である。上記のTmax、Tmin、Dについては実体顕微鏡によるシートの観察により測定できる。
【0019】
望ましい突起の高さTは、上記のとおり60〜300μmである。突起の高さTが60μmである場合には、突起の底辺Dの長さは75〜1200μm、好ましくは75〜400μmである。突起の高さTが300μmである場合には、突起の底辺Dの長さは375〜6000μm、好ましくは375〜2000μmである。
【0020】
独立した突起の個数は、シート片側の面積1cm2あたりで40〜2300個の範囲内である。好ましくは40〜1100個である。独立した突起が40個/cm2未満であると、セル割れや気泡が生じる場合がある。2300個/cm2を超えると、上記のT/D比が増大し、突起頂部への集中荷重によりセル割れが生じる場合がある。
【0021】
封止材シートは、80℃の温水中に1分間放置した際のシート流れ方向の加熱収縮率が30%以下であることが好ましく、25%以下であることがより好ましい。ここで、「温水中に放置する」とは、封止材シートの比重が小さく、封止材シートが温水の表面に浮ぶ場合は、封止材シートを上から押さえて温水中に沈めたりせず、その浮かんだままの状態で放置することである。一方、封止材シートの比重が大きく、封止材シートが温水の中に沈む場合は、封止材シートを下から支えたりせず、その沈んだままの状態で放置することである。また、「シート流れ方向」とは、封止材シートの製造工程における、工程シートが流れていく方向である。太陽電池モジュールの製造における一般的な真空ラミネート工程では、封止材シートが十分に溶融するまでの間、シートを加圧することなく無荷重状態で真空引きを行い、封止材シートの溶融および脱気を行う。この際、封止材シートは80℃程度の高温で無荷重状態に曝されることから、封止材シートの収縮が発生し、結果的にセルの割れや位置ずれが発生する。本発明者らが、セルの割れや位置ずれに着眼し検討を行った結果、真空ラミネータ内を再現した無荷重状態で工程シートを1分間放置した際に、シート流れ方向の加熱収縮率が30%以下であれば、セルの割れがさらに抑制できることを見出した。この真空ラミネータ内を再現した状態というのが、80°の温水中に工程シートを放置する状態である。なお、シートの流れ方向と直交する方向の加熱収縮率は、流れ方向に比べ微少であることから特に限定されないが、5%以下であることが好ましい。
【0022】
独立した突起の形状は、半球状や、三角錐、四角錐、六角錐、円錐などの錐形状や、これらの頂部を扁平にした台形状が好ましい。また、これら突起形状が混在した状態でもよい。これらの中でも、半球状および/または四角錐状が好ましい。ここで「半球状および四角錐状」とは、半球状の突起と四角錐状の突起とが混在している表面形状を意味する。太陽電池セルへの押し圧時に、太陽電池セルへの集中荷重がかかりにくく、かつ均一に荷重が分散できる点で半球状が好ましい。また、反射光のムラが生じにくく、表面品位に優れる点で四角錐状も好ましい。そして、これら半球状と四角錐状の両方の特徴を出せるため、半球状と四角錐状とを混在させた形状も好ましい。半球状と四角錐状とを混在させる場合は、それぞれの割合は、どちらの特徴をより求めるかに応じて任意に決めればよい。特に好ましくは、全てが半球状の模様である。
【0023】
本発明の封止材シートは、独立した突起を有する面に、さらに高さ1〜15μmの微小な突起を有していることが好ましい。微小な突起を有していることにより、シートの滑り性が向上しハンドリングしやすくなる。また、微小な突起により光が散乱し、シートの白色性が向上するため、付着異物等の検査が容易となる。
【0024】
この様な微少な突起は、後述するアニール工程に次いで、エンボス加工を実施する本発明の好ましい製造方法によって達成することができる。エンボス加工を実施した後に、加熱によるアニール処理を実施する従来の方法においては、高さ数10μm以上の大きな突起は加熱処理後もシートに残存することはあるが、高さ数μm程度の微少な突起は熱処理に伴って消失してしまう。
【0025】
なお、微少な突起の高さは、次のようにして測定した数値である。シートの表面を、JIS B0601(2001)に準拠し、周知のレーザー顕微鏡、例えば株式会社キーエンス製レーザー顕微鏡VK−X100等を用いてシート表面を倍率400で撮影する。得られた画像の粗さ曲線において、カットオフ値0.080mmとしたときのRz値を微小な突起の高さとする。
【0026】
次に、本発明の封止材シートに用いられる原料について説明する。
【0027】
上記のEVAのメルトフローレイトは、190℃において12〜40g/10分の範囲内であることが好ましい。メルトフローレイトが、190℃において12g/10分以上のEVAを用いることにより、真空ラミネート時の加熱によって組成物の流動が促進され、局部的な荷重を分散しセル割れの抑制が図れると共に、効率的にシートとセル間の空気を除去できる。また、メルトフローレイトを40g/10分以下とすることによって真空ラミネート時の封止材シートのモジュール端部からの溶融流出を抑制することができる。また、異なるメルトフローレイトのEVAを混合して用いることも可能である。この場合、混合後のメルトフローレイトが12〜40g/10分となるように混合して用いればよい。
なお、本発明の封止材シートに用いるEVAのメルトフローレイトは、JIS K7210(1999)「プラスチック−熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」に準拠し、温度190℃、加重2.16kgの試験条件で測定される。
【0028】
本発明の封止材シートに用いるEVA組成物には、有機過酸化物を含むことが好ましい。前記の有機過酸化物は、100℃以上の温度で分解してラジカルを発生するものであれば、どのようなものでも使用することができる。有機過酸化物は、封止材シートを製造する時の温度、太陽電池モジュールを作成するときの加熱・貼り合わせ温度、及び架橋剤自身の貯蔵安定性などを考慮して選択すればよい。特に、半減期10時間の分解温度が70℃以上のものが好ましい。この様な有機過酸化物の例としては、1,1−ジ(t−ヘキシルパーオキシ)シクロヘキサン、n−ブチル4,4−ジ−(t−ブチルパーオキシ)バレレート、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジ−t−ブチルパーオキサイド、ジーt−ヘキシルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキシン−3、ジスクシン酸パーオキサイド、ジ(4−t−ブチルシクロヘキシル)パーオキシジカーボネート、1,1,3,3−テトラメチルブチルパーオキシー2−エチルヘキサノエート、t−ヘキシルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ヘキシルパーオキシイソプロピルモノカーボネート、ジ(4−t−ブチルシクロヘキシル)パーオキシジカーボネート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシラウレート、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシアセテート、t−ブチルパーオキシイソノナノエート、t−アミルパーオキシ−2−エチルヘキサノエート、t−アミルパーオキシノルマルオクトエート、t−アミルパ−オキシイソノナノエート、t−アミルパーオキシ−2−エチルヘキシルカーボネート、ジ−t−アミルパーオキサイド、1,1−ジ(t−ブチルパーオキシ)シクロヘキサン、エチル3,3−ジ(t−ブチルパーオキシ)ブチレート、1,1−ジ(t−アミルパーオキシ)シクロヘキサンなどを挙げることができる。これらの有機過酸化物は2種以上組み合わせて用いても良い。これらの有機過酸化物の含有量は、EVA樹脂100質量部に対して0.1〜5質量部、好ましくは0.1〜3質量部、特に好ましくは0.2〜2質量部の範囲であることが好ましい。有機過酸化物の含有量が0.1質量部未満であるとEVA樹脂を架橋させることが出来ない場合がある。5質量部を超えて含有してもその含有効果が低いことに加え、未分解の有機過酸化物が封止材シート中に残存し、経年劣化の原因となる可能性がある。
【0029】
本発明の封止材シートに用いるEVA組成物には、更に架橋助剤、シラン系カップリング剤、光安定剤、紫外線吸収剤、酸化防止剤などを含んでいても良い。
【0030】
架橋助剤は、分子内に複数個の不飽和結合を有する多官能性モノマーであり、有機過酸化物の分解によって発生した活性ラジカル化合物と反応し、EVAを均一に、効率よく架橋させるために用いられる。これらの架橋助剤の例としては、トリアリルイソシアヌレート、トリアリルシアヌレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、トリス[(メタ)アクリロイキシエチル]イソシアヌレート、ジメチロールプロパンテトラ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ペンタエリスリトールエトキシテトラ(メタ)アクリレート、ジペンタエリストールペンタ(メタ)アクリレート、ジペンタエリストールヘキサ(メタ)アクリレート、ジビニルベンゼンなどが挙げられる。これらの架橋助剤は、それぞれ単独で用いても良いし、2種類以上を併用しても良い。なお、本発明において、「(メタ)アクリレート」は「アクリレート又はメタクリレート」を意味する。
【0031】
これらの架橋助剤の中でも、トリアリルイソシアヌレート、トリメチロールプロパントリ(メタ)アクリレートが特に好ましい。これらの架橋助剤の含有量は、EVA100質量部に対して、0〜5質量部、好ましくは0.1〜3質量部、より好ましくは0.3〜3質量部の範囲である。5質量部を超えて含有しても、効果の向上はわずかであり、コストアップ要因となる。
【0032】
シラン系カップリング剤は、封止材シートと、太陽電池セル、バックシート、ガラスなどの各種部材との接着性を向上させるために使用する。シラン系カップリング剤の含有量は、エチレン酢酸ビニル共重合体樹脂100質量部に対して、0.05〜2質量部の範囲である。0.05質量部を下回ると含有効果が無く、2質量部を超えて含有しても接着性の向上効果は少ないため無意味である。シラン系カップリング剤としては特に限定されるものではないが、例えばメタクリロキシ基、アクリロキシ基、エポキシ基、メルカプト基、ウレイド基、イソシアネート基、アミノ基、水酸基、の中から選ばれた少なくとも1種の官能基を有するアルコキシシラン化合物が挙げられる。その具体例としては、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、γ−メタクリロキシプロピルトリメトキシシランなどのメタクリロキシ基含有アルコキシシラン化合物、γ−アクリロキシプロピルトリメトキシシランなどのアクリロキシ基含有アルコキシシラン化合物、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランなどのエポキシ基含有アルコキシシラン化合物、γ−メルカプトプロピルトリメトキシシラン、γ−メルカプトプロピルトリエトキシシランなどのメルカプト基含有アルコキシシラン化合物、γ−ウレイドプロピルトリエトキシシラン、γ−ウレイドプロピルトリメトキシシシラン、γ−(2−ウレイドエチル)アミノプロピルトリメトキシシランなどのウレイド基含有アルコキシシラン化合物、γ−イソシアナトプロピルトリエトキシシラン、γ−イソシアナトプロピルトリメトキシシラン、γ−イソシアナトプロピルメチルジメトキシシラン、γ−イソシアナトプロピルメチルジエトキシシラン、γ−イソシアナトプロピルエチルジメトキシシラン、γ−イソシアナトプロピルエチルジエトキシシラン、γ−イソシアナトプロピルトリクロロシランなどのイソシアナト基含有アルコキシシラン化合物、γ−(2−アミノエチル)アミノプロピルメチルジメトキシシラン、γ−(2−アミノエチル)アミノプロピルトリメトキシシラン、γ−アミノプロピルトリメトキシシランなどのアミノ基含有アルコキシシラン化合物、γ−ヒドロキシプロピルトリメトキシシラン、γ−ヒドロキシプロピルトリエトキシシランなどの水酸基含有アルコキシシラン化合物などが挙げられる。中でも、エチレン酢酸ビニル共重合体樹脂との相溶性の観点からメタクリロキシ基含有アルコキシシラン化合物が好ましく、γ−メタクリロキシプロピルトリメトキシシランがさらに好ましい。
【0033】
本発明の封止材シートに用いるEVA組成物には、更に紫外線吸収剤を含むことがより好ましい。紫外線吸収剤は、照射光中の有害な紫外線を吸収して、分子内で無害な熱エネルギーへと変換し、高分子中の光劣化開始の活性種が励起されるのを防止するものである。紫外線吸収剤としては、既知のものを用いることができる。例えば、ベンゾフェノン系、ベンゾトリアゾール系、トリアジン系、サリチル酸系、シアノアクリレート系などを使用することができる。これらの1種を用いてもよいし、2種以上を組み合わせ使用してもよい。
【0034】
ベンゾフェノン系紫外線吸収剤としては、例えば、2,2’−ジヒドロキシ−4,4’−ジ(ヒドロキシメチル)ベンゾフェノン、2,2’−ジヒドロキシ−4,4’−ジ(2−ヒドロキシエチル)ベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジメトキシ−5,5’−ジ(ヒドロキシメチル)ベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジメトキシ−5,5’−ジ(2−ヒドロキシエチル)ベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジ(ヒドロキシメチル)−5,5’−ジメトキシベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジ(2−ヒドロキシエチル)−5,5’−ジメトキシベンゾフェノン、2,2−ジヒドロキシ−4,4−ジメトキシベンゾフェノン等が挙げられる。
【0035】
ベンゾトリアゾール系紫外線吸収剤としては、例えば、2−〔2’−ヒドロキシ−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−メチル−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−メチル−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−メチル−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(2−ヒドロキシエチル)フェニル〕−5−クロロ−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−オクチル−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−オクチル−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−オクチル−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール等、あるいは2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(ヒドロキシメチル)フェノール〕、2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−メチレンビス〔6−(5−クロロ−2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−メチレンビス〔6−(5−ブロモ−2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(3−ヒドロキシプロピル)フェノール〕、2,2’−メチレンビス〔6−(5−クロロ−2H−ベンゾトリアゾリ−2−イル)−4−(3−ヒドロキシプロピル)フェノール〕、2,2’−メチレンビス〔6−(5−ブロモ−2H−ベンゾトリアゾリ−2−イル)−4−(3−ヒドロキシプロピル)フェノール〕、2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(4−ヒドロキシブチル)フェノール〕、2,2’−メチレンビス〔6−(5−クロロ−2H−ベンゾトリアゾリ−2−イル)−4−(4−ヒドロキシブチル)フェノール〕、2,2’−メチレンビス〔6−(5−ブロモ−2H−ベンゾトリアゾリ−2−イル)−4−(4−ヒドロキシブチル)フェノール〕、3,3−{2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−1−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕}プロパン、2,2−{2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−1−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕}ブタン、2,2’−オキシビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕スルフィド、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕スルホキシド、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕スルホン、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕アミン等が挙げられる。
【0036】
トリアジン系紫外線吸収剤としては、例えば、2−(2−ヒドロキシ−4−ヒドロキシメチルフェニル)−4,6−ジフェニル−s−トリアジン、2−(2−ヒドロキシ−4−ヒドロキシメチルフェニル)−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエトキシ)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエトキシ)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロピル)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロピル)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロポキシ)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロポキシ)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブチル)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブチル)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブトキシ)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブトキシ)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−(2−ヒドロキシ−4−ヒドロキシメチルフェニル)−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエトキシ)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロピル)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロポキシ)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−[4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル]−5−(オクチロキシ)フェノール、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−[(ヘキシル)オキシ]−フェノール等が挙げられる。
【0037】
サリチル酸系紫外線吸収剤としては、フェニルサリシレート、p−tert−ブチルフェニルサリシレート、p−オクチルフェニルサリシレート等が挙げられる。
【0038】
シアノアクリレート系紫外線吸収剤としては、2−エチルヘキシル−2−シアノ−3,3’−ジフェニルアクリレート、エチル−2−シアノ−3,3’−ジフェニルアクリレート等が挙げられる。
【0039】
これらの紫外線吸収剤の中でもベンゾフェノン系の紫外線吸収剤が紫外線吸収効果と、紫外線吸収剤そのものの着色の観点から最も好ましい。
【0040】
上記の紫外線吸収剤は、EVA100質量部に対して0.05〜3質量部、より好ましくは0.05〜2.0質量部の範囲で使用する。
【0041】
本発明の封止材シートに用いるEVA組成物には、更に光安定剤を含むことが好ましい。光安定剤は、ポリマーに対して有害なラジカル種を捕捉し、新たなラジカルを発生しないようにするものである。光安定剤としては、ヒンダードアミン系光安定剤が好ましく用いられる。
【0042】
ヒンダードアミン系光安定剤としては、デカン二酸ビス(2,2,6,6−テトラメチル−1(オクチルオキシ)−4−ピペリジニル)エステル、1,1−ジメチルエチルヒドロパーオキサイド及びオクタンの反応生成物70質量%とポリプロピレン30質量%からなるもの、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)[[3,5−ビス(1,1−ジメチルエチル)−4−ヒドロキシフェニル]メチル]ブチルマロネート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート及びメチル−1,2,2,6,6−ペンタメチル−4−ピペリジルセバケート混合物、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、2,2,6,6−テトラメチル−4−ピペリジル−1,2,3,4−ブタンテトラカルボキシレートとトリデシル−1,2,3,4−ブタンテトラカルボキシレートの混合物、1,2,2,6,6−ペンタメチル−4−ピペリジル−1,2,3,4−ブタンテトラカルボキシレートとトリデシル−1,2,3,4−ブタンテトラカルボキシレートの混合物、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]、コハク酸ジメチルと4−ヒドロキシ−2,2,6,6−テトラメチル−1−ピペリジンエタノールの重合物、N,N’,N”,N”’−テトラキス−(4,6−ビス−(ブチル−(N−メチル−2,2,6,6−テトラメチルピペリジン−4−イル)アミノ)−トリアジン−2−イル)−4,7−ジアザデカン−1,10−ジアミンと上記コハク酸ジメチルと4−ヒドロキシ−2,2,6,6−テトラメチル−1−ピペリジンエタノールの重合物の混合物、ジブチルアミン・1,3,5−トリアジン・N,N’−ビス(2,2,6,6−テトラメチル−4−ピペリジル−1,6−ヘキサメチレンジアミンとN−(2,2,6,6−テトラメチル−4−ピペリジル)ブチルアミンの重縮合物などが挙げられる。上述したヒンダードアミン系光安定剤は、一種単独で用いられてもよく、二種以上を混合して用いてもよい。
【0043】
これらの中でも、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート及びメチル−1,2,2,6,6−ペンタメチル−4−ピペリジルセバケートの混合物、並びにメチル−4−ピペリジルセバケート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケートを用いるのが好ましい。また、融点が、60℃以上であるものを用いるのが好ましい。
【0044】
光安定剤の含有量は、EVA100質量部に対して、0.05〜3.0質量部、より好ましくは0.05〜1.0質量部とするのが好ましい。
【0045】
その他、本発明の効果を阻害しない範囲内で、既知の添加剤として、酸化防止剤、難燃剤、難燃助剤、可塑剤、滑剤、着色剤などを必要に応じて含有しても良い。
【0046】
本発明の封止材シートは、太陽電池のセル割れを抑制するための封止材シートのクッション性を評価する指標として、封止材シートの突起を有する面を厚み方向に100μm圧縮した際のシートの反発応力を採用する。太陽電池のセル割れ性をと封止材シートのクッション性の関係について鋭意検討した結果、セルの割れが抑制される反発応力は、70kPa以下であることが好ましいことを見出した。なお、上記の反発応力は、圧縮変位として5μm以下、圧縮加重として100Pa以下の分解能を有する圧縮試験装置を用い、扁平な加圧端子を0.02mm/sの加圧速度で、封止材シートの突起を有する面を厚み方向に100μm加圧した際の、シートの反発応力(kPa)を測定することにより得られる。
封止材シートの反発応力が70kPa以下であると、突起を有する面を太陽電池セルと接するように積層し、真空ラミネートを行うことで太陽電池セルの割れを抑制することができる。なお、封止材シートの突起を有する面とは反対側の面の形状は特に限定されないが、太陽電池モジュール製造時の封止材シートの粘着防止などの点から、高さ2〜10μm程度の微少な突起を有することが好ましい。
【0047】
封止材シートの厚みは50〜1500μmが好ましい。より好ましくは100〜1000μm、特に好ましくは200〜800μmである。50μm未満では太陽電池封止材シートのクッション性が乏しくなったり、作業性の観点で問題が生ずる場合がある。また1500μmを越えると生産性の低下や密着性の低下が問題となる場合がある。なお、封止材シートの厚みは、封止材シートの片面のみに突起が形成されている場合は、突起の頂点から、突起を有する面とは反対側の面までの距離である。封止材シートの両面に突起が形成されている場合は、一方の面の突起の頂点から、反対面の突起の頂点までの距離である。
【0048】
このように、封止材シートの表面に独立した突起を正確に形成したり、封止材シートの加熱収縮率を特定の範囲内に抑えるには、後述する製造方法で封止材シートを製造することが好ましい。
【0049】
以下、本発明の封止材シートを得るための好ましい製造方法について説明する。
【0050】
(シート製膜工程)
製膜工程は、原料樹脂と、添加剤を均一混合し、シート状に成形し、これを冷却して工程シートを得る工程である。
【0051】
シート製膜工程には、高温下で原料樹脂と添加剤を溶かし混練する押出機、混練された溶融樹脂をシート状に押し出すダイ、押し出された高温の工程シートを冷却固化して固体シートに成形するポリシングローラーが設けられている。
【0052】
押出機としては、単軸押出機よりも、2軸押出機を用いたほうが、生産性や樹脂と添加剤の混練性などの点から好ましい。
【0053】
押出機に投入する原料樹脂と添加剤は、予めミキサーやブレンダーなどで混合したものを投入しても良いし、それぞれを個別に投入しても良い。また、押出機の途中からサイドフィードしたり、液体においては注入ポンプなどで添加する方法などを用いても良い。
【0054】
樹脂と添加剤を混練する時の温度は、使用する樹脂の種類や粘度にもよるが、樹脂の融点より10℃以上高く、融点より50℃高い温度以下の範囲が一般的である。なお、本発明において融点とは、示差走査熱量測定(DSC)において、10℃/分で昇温したときの吸熱ピーク値温度のことである。太陽電池封止材シートとして一般的に用いられるEVAシートの場合は、架橋剤として有機過酸化物を含有していることが多いため、これを出来る限り分解させずに、混練することに留意する必要がある。そのため、樹脂温度としては、例えば融点が70℃程度のEVAの場合は、ダイ出口での樹脂温度としては、90〜130℃付近であることが好ましく、より好ましくは100〜120℃の範囲である。90℃以下では、混練性が不十分となり、添加剤の均一分散性が低下する可能性があり、シートの外観が悪くなる可能性があり、130℃を超えると、有機過酸化物が分解し、封止材シートの品質が安定せず、連続生産性も劣ってしまう可能性がある。
【0055】
なお、工程シートを製膜する方法は上記の押出機でも良いし、カレンダーローラーによる成形など、公知の方法を用いても良い。
【0056】
押出機などで原料樹脂と添加剤を溶かし混連された溶融樹脂は、ダイを用いてシート状に押し出される。この様なダイとしては、Tダイやサーキュラーダイなどを用いることが出来る。平板状のダイは、押し出したいシート幅に従い幅広の形状となるため、押出機に取り付けるとT型となることから、総称してTダイと呼ばれる。また、Tダイでは、ダイの幅方向で滞留時間や流速などが異なるために、偏肉などの問題や、幅方向での厚みムラ等が発生しやすい。これを解決するために円筒状のサーキュラーダイを用いることも可能である。サーキュラーダイは、樹脂を円筒状に押し出し、これを切開することでシート状に成形するための円筒状のダイであり、シートの幅方向での物性は比較的に均一になりやすい。
【0057】
また、Tダイを用いる場合は、複数の押出機を用いて異なる樹脂組成物を押し出し、フィードブロック方式やマルチダイ方式などの共押出方法により工程シートを積層構成とすることもできる。この様な積層構成とすることで、各層ごとに封止材シートとして必要な機能を分離することができることや、添加剤量を調節することでコストダウンさせることができる。
【0058】
ダイを用いて押し出された工程シートは、ポリシングローラーでシート状に成形する。ポリシングローラーは、溶融樹脂を一対のローラーで挟持加圧してシートの厚みと表面性の賦形を同時に行うための、複数のローラーにより構成された工程シート搬送装置のことである。構成される各ローラーは、溶融樹脂の冷却や賦形性に適した温度に調整される機構や、各ローラー間の間隙および加圧圧力を調整できる機構を備える。また、必要に応じて、チラー水などの温調水を流すことで工程シートの粘着を防止し、成形性を向上させることが好ましく、0〜30℃程度に温度調整することが好ましい。
【0059】
(アニール処理工程)
次にアニール処理工程について説明する。
【0060】
アニール処理工程の目的は、製膜工程で成形された工程シートが有する残留歪みを除去し、シートの加熱収縮を低減させることである。アニール処理工程では、炉の中に設置された、ヒータで加熱しながら、複数の搬送ローラーの上に工程シートを通すなどの方法が挙げられる。
【0061】
シートを加熱するためのヒータは、工程シートを加熱できるものであれば特に限定されず、セラミックスヒータ、ステンレスヒータ、シーズーヒータなど、公知のものを用いることが出来る。
【0062】
工程シートを搬送するための搬送ローラーは、加熱された工程シートを搬送するため、離型性に優れていることが必要である。そのため、エンボス加工や、金属や金属酸化物などの化合物を溶射することにより表面に凹凸を設けた金属ローラーに、ポリテトラフルオロエチレン、パーフルオロエチレンプロペンコポリマー、パーフルオロアルコキシアルカン等のフッ素樹脂をコーティングしたものを用いたり、離形性のコーティング処理をした紙やフィルムなどを金属ローラーの表面に巻き付けたものを用いても良い。これらの離形性の付与方法は、特に限定する必要は無く、従来公知の方法を用いることが出来る。これらのローラーの離型性の程度としては、JIS Z0237(2009)に規定の方法によって、ニチバン株式会社製セロハンテープに対する剥離強度が5N/mm以下の材質であることが好ましい。また、炉内の搬送ローラーは、シートの収縮に併せて、その速度を個別に制御することが加熱収縮を効率よく除去するためには好ましい。
【0063】
アニール処理工程でのシートの表面温度は、シートの少なくとも一方の表面の最高温度を、この表面部分を構成する樹脂組成物の融点以上の温度になるまで加熱することが好ましい。この加熱した側の表面に、次の工程であるエンボス加工工程において、エンボス加工が施される。ここで、「この表面部分を構成する樹脂組成物」とは、工程シートが単層シートの場合、この工程シートを構成する樹脂組成物のことであり、工程シートが複数の層が積層した積層シートの場合、加熱した側の表面の層を構成する樹脂組成物のことである。最高温度が樹脂組成物の融点未満の温度にしかならないようなアニール処理を実施しても、加熱収縮率を低減する効果が不十分であったり、長時間の処理が必要となる。また、表面の最高温度は、(加熱した側の表面部分を構成する樹脂組成物の融点+5℃)〜(加熱した側の表面部分を構成する樹脂組成物の融点+35℃)の温度範囲内が好ましい。アニール処理中の温度が高くなり過ぎると、工程シートが搬送ローラーに粘着したり、平面性が低下したり、それらを原因として、次の工程(c)においてシワが発生する場合がある。例えば、融点71℃のEVA樹脂を用いた工程シートの場合は、アニール処理工程での最高到達温度は、76〜106℃の範囲であることが好ましい。75℃を下回るとアニール処理の効果が十分得られず、不必要にアニール炉を長くする必要が生じ、105℃を超えると、工程シートが搬送ローラーに粘着しやすくなり、平面性が低下しシワの原因となる。
【0064】
工程シートの加熱時間、すなわちアニール炉内に工程シートを滞留させる時間は、22〜55秒の範囲とすることが好ましい。アニール炉内に滞留する時間は、ポリシングローラーによって冷却された工程シートを、工程シートの表面温度がアニール処理に効果的な温度75〜105℃の範囲に到達するための加熱時間と、前記温度に到達後に加熱収縮を低減するためのアニール処理時間との合計である。加熱時間が22秒を下回ると、加熱収縮の除去が不十分となり、55秒を超えて加熱しても、効果は飽和しており、炉長がいたずらに長くなるだけである。加熱時間の下限は22秒以上が好ましく、25秒以上がより好ましい。加熱時間の上限は、加熱収縮の除去が十分にできている限りにおいて短い方がよく、45秒以下が好ましく、40秒以下がより好ましい。
【0065】
(エンボス加工工程)
次にエンボス加工工程について説明する。
【0066】
エンボス加工工程は、工程シートを加熱し、高温状態の工程シートにエンボス加工を施し、工程シート表面に高さ60〜300μmの独立した突起を付与する工程である。工程シートに突起を付与するためのエンボスローラーと、対向のローラー、及び冷却ローラーを有していることが好ましい。なお、工程シートを加熱する方式は限定されないが、好ましくは上記のアニール工程の熱を利用する目的で、アニール処理後のシートを高温状態でエンボス加工工程に導入することが好ましい。
【0067】
エンボスローラーは、工程シートの表面に高さ60〜300μmの独立した突起を設けるために、凹型の彫刻模様を施したものを用いる。前記の凹型の彫刻模様は、半球状や、三角錐や四角錐、六角錐、円錐などの錐形や、これらの頂部を扁平にした台形状が採用できる。また、これらの形状が混在した模様でもよい。これらの中でも、半球状および/または四角錐状が好ましい。ここで「半球状および四角錐状」とは、半球状と四角錐状とが混在している模様の彫刻を意味する。封止材シートの太陽電池セルへの押し圧時に、集中加重がかかりにくく、かつ均一に加重が分散できる半球状であることが好ましい。また、封止材シートの反射光のムラが生じにくく、表面品位に優れる点で四角錐状が好ましい。そして、これら半球状と四角錐状の両方の特徴を出せるため、半球状と四角錐状とを混在させた模様も好ましい。半球状と四角錐状とを混在させる場合は、それぞれの割合は、どちらの特徴をより求めるかに応じて任意に決めればよい。特に好ましくは、全てが半球状の模様である。
【0068】
また、これら彫刻模様の深さは、工程シートの表面に高さ60〜300μmの突起を設けるために、60〜350μmの範囲であることが好ましい。なお、エンボスローラーの彫刻模様の深さとは、エンボスローラーの中心からエンボスローラーの表面(彫刻が施されていない部分)までの距離と、エンボスローラーの中心から彫刻模様の凹部(谷の部分)の最も深い部分までの距離との差のことを示す。この彫刻模様の深さは、JIS B0601(2001)に準拠し、表面粗さ測定機を用いて測定される、最大高さPz(μm)により示される。
エンボスローラーの表面には、さらに深さ1〜20μmの微小な窪みが施されていることが好ましい。微小な窪みが施されたエンボスローラーでエンボス加工することにより、シートの表面に微小な突起が形成される。その結果、シートの滑り性が向上しハンドリングしやすくなる他、微小な突起により光が散乱し、シートの白色性が向上するため、付着異物等の検査が容易となる。このような微小な窪みは、エンボスローラー表面に彫刻模様を施した後に、公知のブラスト処理などを実施することにより容易に形成することができる。微少な窪みの深さは、ブラスト加工時の粒子サイズや、圧力条件により調整ができる。
【0069】
エンボスローラーと対向するローラーは、エンボス模様の転写性を向上させるために、金属ロールにゴムを巻き付けたものなどを用いる。ゴムの種類についてはシリコンゴム、ニトリルゴム、クロロプレンゴムなど、特に限定されるものではないが、JIS K 6253(2006)に準拠したタイプA硬度が65〜85°の範囲であることが好ましい。65°を下回っても、85°を超えても、エンボス模様の転写性が低下する。これらのゴムの中でも、高温で粘着しやすいシートと離型性が良いことが必要であるため、シリコンゴムが最も好ましい。
【0070】
エンボス加工工程では、エンボスローラーに供給する工程シートの加熱した表面の温度を、(この表面を構成する樹脂組成物の融点−10℃)〜(この表面を構成する樹脂組成物の融点+20℃)の温度範囲内とすることが好ましい。(樹脂組成物の融点−10℃)未満であると、エンボス形状の転写性が低下する。(樹脂組成物の融点+20℃)を超えると、アニール工程での工程シートの温度が高くなりすぎており、アニール工程でシワなどが発生しやすくなる。例えば、表面側の層が、融点が71℃のEVA樹脂で構成されている場合は、エンボス加工時の表面温度は61〜91℃の範囲内とする
さらに、エンボスローラーへの押し付け圧力は、線圧150〜500N/cmの範囲であることが好ましく、より好ましくは、200〜450N/cmの範囲である。線圧が150N/cmを下回ると、エンボス模様の転写性が低下し、500N/cmを超えても設備が大型となり、対向ゴムローラーの寿命が低下する。なお、本発明で言う線圧とは、ローラーの押し付け荷重を、ローラーの面長で除したもののことである。
【0071】
さらに、エンボス加工において、エンボス模様の転写性を向上させるために、エンボスローラーにシートを抱かせるようにすることは好ましい態様の一つである。エンボスローラーへの抱き付け角は30〜270°の範囲であることが好ましい。深く、はっきりとした形状のエンボスを付与するためには、抱き付け角度を30°以上にするのが好ましい。なお、抱き付け角は、簡易的にはエンボスローラーにシートが接している部分の円弧の長さと、エンボスローラーの円周との比率から計算することが出来る。例えば、抱き付け角が90°である場合は、エンボスローラーの円周の1/4の長さに相当する部分にシートが接触していることを意味する。
【0072】
このエンボスローラーの表面温度は、(エンボス形状を転写する側の表面部分を構成する樹脂組成物の融点−20℃)以下とすることが好ましい。エンボスローラーの温度が高いと、シートの離型性が悪くなり、ローラーに巻きついたり、エンボスローラーから工程シートを剥がす際に新たに歪みを作ってしまうこととなる。
【0073】
エンボスローラーから離型した工程シートは、冷却ロールにより、工程シートを冷却し、表面温度を室温付近まで速やかに低下させる。
【0074】
このようにして加工された封止材シートは、欠点検査やシート寸法を所望の幅に調整した後、巻き取り機などによってロール状に巻き取ったり、場合によっては所望長さのカットシートに裁断され、太陽電池モジュールの製造に用いられる。 また、本発明の太陽電池モジュールは、受光面保護材と、裏面保護材と、この受光面保護材と裏面保護材との間に配置され、封止材シートにより太陽電池セルが封止された層と、で構成されている。本発明の封止材シートは、上記構成の材料を積層一体化するときの太陽電池セルへの押し圧力を分散させることから太陽電池セルと太陽電池封止材との間の成形時の残留応力が小さく、また、封止材中の気泡の残存もないことから、長期にわたる耐久性が優れた太陽電池モジュールとなる。
【実施例】
【0075】
本実施例で用いた測定法を下記に示す。特に断らない限り、測定n数は5とし、平均値を採用した。
【0076】
(1)エンボスローラーの模様深さ
JIS B0601(2001)に準拠し、ミツトヨ社製 小形表面粗さ測定器 SJ401を用い、基準長さ20mm、荷重0.75mN、測定速度0.3mm/sの測定条件で、円錐60°、先端曲率半径2μmのダイヤモンド触針を用いて測定された、Pz値(μm)を、エンボスローラーの模様深さ(μm)とした。
【0077】
(2)封止材シートを構成する樹脂組成物のメルトフローレイト
樹脂組成物を、JIS K7210(1999)「プラスチック−熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」に準拠し、温度190℃、加重2.16kgの試験条件で測定した。
【0078】
(3)突起高さ(T)
製造時のシートの走行方向(以下、MD方向と略する)とは直角の方向(幅方向)に、突起の頂部を通過するよう封止材シートを切断した。切断した封止材シートの厚み方向断面を実体顕微鏡でシートの全幅に渡って観察した。
封止材シートの片面に突起がある場合、封止材シートの突起のある側の面をA面、突起のない側の面をB面とする。図1に示すように、A面の突起の頂点からB面までの距離をTmax、A面の突起のない部分からB面までの距離をTminとする。そして、突起の高さTを式(i)で計算した。
・T(μm)=Tmax−Tmin ・・・(i)
封止材シートの両面に突起がある場合、封止材シートの一方の面をA面、もう一方の面をB面とする。図2に示すように、A面の突起の頂点からB面の突起のない部分までの距離をTAmax、B面の突起の頂点からA面の突起のない部分までの距離をTBmax、A面の突起のない部分からB面の突起のない部分までの距離をTminとする。そして、A面の突起の高さTAを式(ii)で、B面の突起の高さTBを式(iii)で計算した。
・TA(μm)=TAmax−Tmin ・・・(ii)
・TB(μm)=TBmax−Tmin ・・・(iii)。
【0079】
(4)突起の底辺長さ(D)
シートの突起を有する面を実体顕微鏡で観察し、底辺長さ(D)を測定する。突起の底面の形状が三角形や六角形などの多角形や、楕円形である場合は、前記の形状を包含する最小真円の直径を測定した。
【0080】
(5)セル割れ性
EVAシートから一辺が180mmの平面正方形状の試験片を2枚切り出した。他方、多結晶太陽電池セル(3バスバー、サイズ156mm角、厚み200μm)に、インターコネクタ(厚み280μm、幅2mm)を半田付けし、インターコネクタ付きの太陽電池セルを作成した。更に、ガラス板(サイズ180mm角、厚み3mm)と、ポリエステル製太陽電池バックシート(サイズ180mm角、厚み240μm)を用意した。前記のガラス板の上に、封止材シート、太陽電池セル、封止材シート、バックシートの順で積層し、温度145℃、真空引き30秒、プレス1分、圧力保持10分の条件で真空ラミネートを行い太陽電池モジュールを製作した。なお、前記の積層においては封止材シートの突起が施された面が太陽電池セルに接するように積層した。得られた太陽電池モジュールを太陽電池EL画像検査装置によって、発光画像を撮影し、セル割れ部の総クラックの長さ(mm)を測定、上記の試験を3回繰り返しクラック長さの平均値を求めた。
【0081】
(6)気泡個数
上記(5)で製作した太陽電池モジュール中の気泡個数を目視により数えた。試験回数3回の気泡個数の平均値を求めた。
【0082】
(7)加熱収縮率
封止材シートから一辺が120mmの平面正方形状の試験片を切り出した。この試験片上に、製造時のTD方向中央部に、100mmの間隔をあけて二本の平行なTD方向の直線(5cm)を引いた。そして、各直線を6等分する位置(それぞれ5カ所)に印を付した。
次に、試験片を80℃に加熱した温水中に60秒間放置した。封止材シートの比重が小さく、封止材シートが温水の表面に浮ぶ場合は、その浮かんだままの状態で放置した。封止材シートの比重が大きく、封止材シートが温水の中に沈む場合は、その沈んだままの状態で放置した。60秒経過してから、試験片を温水から取り出し、20℃の常温水中に10秒間浸漬させ冷却した後、シート表面の水分を取り除いた。
試験片上に引いた一方の直線に付した5カ所の各印から、もう一方の直線に付した対向する各印までの間隔A(mm)をノギスで測定し、下記式に基づいて加熱収縮率を算出し、5カ所の平均値を求めた。
・加熱収縮率(%)=(100−A)/100×100。
【0083】
(8)反発応力
封止材シートから一辺が120mmの平面正方形状の試験片を切り出した。次いで、カトーテック社製 圧縮試験機 KES FB−3を用い、試験片の突起を有する面から、直径16mmの扁平加圧端子により、速度20μm/秒でEVAシートを加圧し、厚み方向に100μm加圧した際のシートの反発応力(kPa)を測定した。上記の試験を3回繰り返し反発応力の平均値を求めた。
【0084】
(実施例1)
EVA(酢酸ビニル含有量:28質量%、メルトフローレイト:15g/10分(190℃)、融点:71℃)100質量部、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート(1時間半減期温度:119℃)0.7質量部、トリアリルイソシアヌレート0.3質量部、γ−メタクリロキシプロピルトリメトキシシラン0.2質量部、2−ヒドロキシ−4−メトキシベンゾフェノン0.3質量部、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート0.1質量部からなる樹脂組成物を80℃に設定した2軸押出機に供給して溶融混練した。混練した樹脂組成物を、2軸押出機に接続され105℃に保持されたTダイからEVAシートを押出した。なおTダイのリップ幅は1300mm、リップ間隙は0.8mmであった。
【0085】
このEVAシートを20℃に保持されたポリシングロールによって冷却固化した。なお、EVAシートがTダイから吐出された時点のシート温度は107℃であった。またこのときのシート幅は1150mm、シートの厚みは450μm、シート搬送速度は10m/分であった。
次に、アニール処理、エンボス加工を連続して実施した。
【0086】
アニール処理は、表面温度を350℃に設定したセラミックヒータを設置し、直径150mmで表面に“テフロン(登録商標)”コーティングした金属ローラーを、ローラーの中心間距離が250mmとなるような間隔で設置した、SUS製の筐体に断熱材を巻きつけたアニール炉内を通すことで行った。また、炉の入り口下部と出口下部より、風速1m/secで、熱風を吹き込んだ。
【0087】
エンボス加工は、アニール炉から取り出したシートを、模様深さが180μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーと、硬度75°のシリコンゴムを厚み10mm巻きつけた対向ローラーとの間を通すことで実施した。
なお、上記製造条件の詳細は以下の通りである。
アニール炉入り口でのシート表面温度:23℃
熱風温度:93℃
アニール炉内でのシート表面の最高温度:90℃
アニール炉出口でのシート表面温度:90℃
アニール炉内のシート滞留時間:28秒
アニール炉15出口でのシート速度:9.6m/min
エンボスローラー入り口でのシート表面温度:78℃
エンボスローラー温度:15℃
エンボスローラーの線圧:350N/cm
エンボスローラーへの抱き付け角:120°
得られた封止材シートの加熱収縮率と、反発応力、モジュール製造時のセル割れ性、気泡個数を評価した。結果を表1に示す。表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0088】
(実施例2)
エンボスローラーを、模様深さが120μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0089】
(実施例3)
エンボスローラーを、模様深さが300μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0090】
(実施例4)
エンボスローラーを、模様深さが300μm、直径330μmで半球形状の凹型の彫刻模様を980個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0091】
(実施例5)
エンボスローラーを、模様深さが180μm、外周直径460μmで四角錐形状の凹型の彫刻模様を840個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、モジュール製造時のセル割れは若干発生するものの、シート加熱収縮率が小さく、気泡の少ない封止材シートであった。
【0092】
(実施例6)
アニール処理を実施せず、赤外線ヒータによりシート表面温度を90℃に加熱し、エンボス加工を実施した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シートの加熱収縮率が大きく、モジュール製造時のセル割れは若干発生するものの、気泡の少ない封止材シートであった。
【0093】
(実施例7)
EVA樹脂をメルトフローレイト10g/10分のEVA樹脂に変更した以外は、実施例1と同様の方法で封止材シートを作成した。得られた封止材シートは表1に示すとおり、モジュール製造時のセル割れは若干発生するものの、シート加熱収縮率が小さく、気泡の少ない封止材シートであった。
【0094】
(実施例8)
エンボスローラーを、模様深さが180μm、外周直径2000μmで四角錐形状の凹型の彫刻模様を45個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れは若干発生するものの、気泡の少ない封止材シートであった。
【0095】
(比較例1)
エンボス加工を実施しない他は、実施例1と同様の方法でアニール処理まで実施した封止材シートを作成し評価に供した。
得られた封止材シートは表1に示すとおり、シートの加熱収縮率は小さいが、モジュール製造時のセル割れ、気泡が大量に発生する封止材シートであった。
【0096】
(比較例2)
エンボスローラーを、模様深さが180μmで、ロールの回転方向に連続した半円形状の溝(溝幅460μm)の彫刻模様を有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れは少ないが、気泡の多い封止材シートであった。
【0097】
(比較例3)
エンボスローラーを、模様深さが50μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率は小さいが、モジュール製造時のセル割れ、気泡の多い封止材シートであった。
【0098】
(比較例4)
エンボスローラーを、模様深さが180μm、直径150μmで半球形状の凹型の彫刻模様を4500個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率は小さく、気泡は少ないが、モジュール製造時のセル割れの多い封止材シートであった。
【0099】
(比較例5)
エンボスローラーを、模様深さが180μm、直径3800μmで半球形状の凹型の彫刻模様を7個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
【0100】
【表1】

【0101】
得られた封止材シートは表1に示すとおり、シート加熱収縮率は小さいが、モジュール製造時のセル割れ、及び気泡の多い封止材シートであった。
【産業上の利用可能性】
【0102】
本発明の封止材シートは、太陽電池の製造工程におけるラミネート時のセルの割れや、封止材中の気泡などの不具合が抑制できるため、太陽電池用の封止材シートとして好適に用いられる。
【技術分野】
【0001】
本発明は太陽電池用の封止材シートに関する。特に、太陽電池の製造工程におけるラミネート時のセルの割れや、封止材中の気泡などの不具合が抑制できる、太陽電池用の封止材シート、および、同シートを用いた太陽電池モジュールに関する。
【背景技術】
【0002】
近年、資源の有効利用や環境汚染の防止等の面から、太陽光を直接電気エネルギーに変換する太陽電池が注目されている。太陽電池は、一般に、ガラス基板に代表される受光面保護材とバックシートと称される裏面保護材との間に挿入された封止材シートにより、太陽電池セルを封止(保護)した構成を採っている。
例えば太陽電池モジュールとして主流である結晶シリコン型太陽電池の場合、ガラス基板、エチレン酢酸ビニル共重合体(以降、エチレン酢酸ビニル共重合体をEVAと表すこともある)からなる封止材シート、太陽電池セル(シリコン発電素子)、EVAからなる封止材シート及びバックシートの順で積層され、真空ラミネータにより積層体を真空下で加熱することにより、封止材シートを加熱溶融して架橋硬化させることにより、気泡なく接着された太陽電池モジュールが製造される。
【0003】
このような太陽電池モジュールの製造工程において、真空ラミネータ内における温度の斑(ラミネータ端部等において局部的に温度が低下)が発生した場合に、EVA封止材の加温が不十分となり、前記封止材の太陽電池セルへの局部的な押し圧力によって、太陽電池セルが割れることがあり、これがモジュールの製造効率を低下させる一因となっている。
【0004】
また、EVAは密着しやすい材料であり、真空ラミネート時に局部的なセルとの密着が発生すると、封止材シートと太陽電池セルの間に残留した空気が気泡となるトラブルが、生じ、これが上記同様にモジュールの製造効率を低下させる一因となっている。前記のトラブルについては、次のような検討がなされている。例えば、封止材シートにエンボス加工を行うことで凹凸を形成、シートのクッション性を向上させることでセル割れを防止する検討や、残留したエアーをシートに形成された溝により脱気し、気泡トラブルを改善する技術である(例えば特許文献1、2参照)。しかしながらこれらの技術ではセルの割れや、封止材中の気泡などの不具合が一定のレベルで抑制できるものの、凹凸の高さが浅いことや、溝に直交する方向への脱気不足などから、本質的な抑制には至らず前記のトラブルを完全に防ぐことは困難であった。
【0005】
さらに近年では、上記のセルの割れや、封止材中の気泡などの不具合を抑制するために、封止材シートの表面に、高さが0.05〜0.5mmの独立した凸部を有する封止材シートが提案されている(例えば特許文献3参照)。しかしながら当該技術では、真空ラミネート時に、セル割れを引き起こすという問題があった。
【0006】
一方、太陽電池モジュールの製造工程において、封止材シートの加熱収縮率を低減させ、真空ラミネート時の封止材シートの収縮による、太陽電池セルの割れや、セルの位置ずれを解消する技術が開示されている(例えば特許文献4、5参照)。しかしながらこれらの技術では、加熱収縮率が十分に低減できていないため、太陽電池セルの割れや位置ずれを本質的に改善できない一方、特許文献5においては封止材の材料がポリエチレンと高融点であるため、封止材シートの加温に時間を要し、製造効率が低下するという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2000−183388号公報(請求項3)
【特許文献2】特開2006−134970号公報(請求項1、請求項2)
【特許文献3】特開2010−232311号公報(請求項1、第0036段落、図1)
【特許文献4】特開2010−100032号公報(第0076段落、表1)
【特許文献5】特開2007−245555号公報(第0045段落、第0095段落)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、太陽電池の製造工程におけるラミネート時のセルの割れと、封止材中の気泡の残存の不具合を同時に抑制できる、太陽電池用の封止材シートを提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明は以下の構成を有する。すなわち、
(1)表面部分を構成する樹脂組成物がエチレン酢酸ビニル共重合体組成物からなり、前記表面部分に、高さ60〜300μmの独立した突起を40〜2300個/cm2有し、かつ、この独立した突起の高さ(T)と底辺長さ(D)の比(T/D)が0.15〜0.80であることを特徴とする太陽電池封止材シート。
(2)前記太陽電池封止シートを80℃の温水表面に1分間放置した際に、この封止材シートのシート流れ方向の加熱収縮率が30%以下である、(1)の太陽電池封止材シート。
(3)前記独立した突起の形状が、半球状および/または四角錐状である、(1)または(2)の太陽電池封止材シート。
(4)前記太陽電池封止材シートの前記突起を有する面を、この封止材シートの厚み方向に100μm圧縮した際に、シートの反発応力が70kPa以下である、(1)〜(3)のいずれかの太陽電池封止材シート。
(5)前記太陽電池封止材シートの突起を有する面が、さらに、高さ1〜15μmの突起を有する、(1)〜(4)のいずれかの太陽電池封止材シート。
(5)受光面保護材と、裏面保護材と、この受光面保護材と裏面保護材との間に配置され、(1)〜(5)のいずれかの太陽電池封止材シートにより太陽電池セルが封止された層と、で構成された、太陽電池モジュール。
である。
【発明の効果】
【0010】
本発明によれば、太陽電池の製造工程におけるラミネート時のセルの割れと、封止材中の気泡の残存の不具合を同時に抑制できる、太陽電池用の封止材シートを提供できる。
【図面の簡単な説明】
【0011】
【図1】図1は、片面に突起が形成された太陽電池封止材シートの突起の高さを測定する方法を説明する図である。
【図2】図2は、両面に突起が形成された太陽電池封止材シートの突起の高さを測定する方法を説明する図である。
【図3】図3は、突起の底辺の長さDを示す図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を詳細に説明する。
【0013】
本発明の封止材シートを構成する樹脂組成物は、少なくとも突起が形成されている側の表面部分を構成する樹脂組成物が、以下に説明する樹脂組成物の組成等を満たすことが好ましい。もちろん、シートを構成する全ての樹脂組成物が、以下に説明する樹脂組成物の組成等を満たしていることがより好ましい。
【0014】
封止剤シートを構成する樹脂組成物は、太陽電池封止材として重要な透明性や、太陽電池セルとの接着性の観点から、エチレン酢酸ビニル共重合体組成物を採用する。前記の組成物は、透明性の観点から、エチレン酢酸ビニル共重合体(以下、EVAという。)を90質量%以上含有し、必要に応じて、他のポリオレフィン系樹脂や、有機過酸化物、架橋助剤、シラン系カップリング剤、光安定剤、紫外線吸収剤、酸化防止剤などを含んでいても良い。
【0015】
なお、EVAは、エチレンと酢酸ビニルから合成される共重合体であるが、本発明に用いるEVAとしては、酢酸ビニル(VA)含有率が20〜35質量%であることが好ましい。酢酸ビニル(VA)含有率が35質量%より大きい場合、水蒸気透過率が大きくなり、太陽電池の封止材として要求される耐透湿性が確保できない場合がある。また酢酸ビニル(VA)含有率が20質量%未満であると、樹脂が硬すぎるため、太陽電池の製造工程におけるラミネート時にセルの割れが発生する場合がある。
【0016】
封止材シートは、表面に高さ60〜300μmの独立した突起を有するものである。封止材シートの表面に独立した高さ60μm以上の突起を有することにより、太陽電池モジュールを製造する際の真空ラミネート時に、封止材シートと太陽電池セルとの間に残留した空気を多方向から効率的に除去し、気泡の発生を抑制できる。さらに、封止材シートの太陽電池セルへの押し圧力を分散させ、セル割れの発生を抑制することができる。封止材シート表面の形状が独立した突起ではなく、連続した溝形状であると、溝に直行する方向への脱気が不十分となり、残留した空気が気泡となる。また、突起の高さが300μm以下であると、真空ラミネート時の突起の頂部への荷重の集中が抑制され、太陽電池セルが割れることを防止できる。ここで、「独立した突起」とは、突起の底面に着目したときに、後述する底辺の長さDが70〜6000μmの範囲の突起である。
【0017】
また独立した突起は、封止材シートを平板で挟み、厚み方向に50kPaの圧力を付与して圧縮して突起が変形し、突起の頂部が平板と接する領域が拡大したときに、2つの隣接する突起に由来する2つの領域間に20〜800μmの間隙が確保されることが好ましい。
突起の高さ(T)が60μm未満であると、上記の気泡とセル割れの抑制の実効が得られ難い。
【0018】
独立した突起は、突起の高さ(T)と突起の底辺長さ(D)との比(T/D)が0.05〜0.80である。好ましくは0.15〜0.80である。T/D比が0.05未満であると、封止材シートのクッション性が不十分となる。T/D比が0.80を超えると、突起の頂部への集中荷重が起こり、セル割れが発生する。突起の高さTは次のようにして測定する。まず、片面に突起がある場合を説明する。封止材シートの突起のある側の面をA面、突起のない側の面をB面とする。図1に示すように、A面の突起の頂点からB面までの距離をTmax、A面の突起のない部分からB面までの距離をTminとする。このTmaxとTminとの差が突起の高さTである。次に両方に突起がある場合を説明する。封止材シートの一方の面をA面、もう一方の面をB面とする。図2に示すように、A面の突起の頂点からB面の突起のない部分までの距離をTAmax、B面の突起の頂点からA面の突起のない部分までの距離をTBmax、A面の突起のない部分からB面の突起のない部分までの距離をTminとする。このTAmaxとTminとの差がA面の突起の高さTA、TBmaxとTminとの差がB面の突起の高さTBである。突起の底辺の長さとは、図3に示す突起の外周直径Dである。なお、突起の底面の形状が三角形や六角形などの多角形、楕円形である場合は、突起の底辺の長さは、底面の形状を包含する最小真円の直径である。上記のTmax、Tmin、Dについては実体顕微鏡によるシートの観察により測定できる。
【0019】
望ましい突起の高さTは、上記のとおり60〜300μmである。突起の高さTが60μmである場合には、突起の底辺Dの長さは75〜1200μm、好ましくは75〜400μmである。突起の高さTが300μmである場合には、突起の底辺Dの長さは375〜6000μm、好ましくは375〜2000μmである。
【0020】
独立した突起の個数は、シート片側の面積1cm2あたりで40〜2300個の範囲内である。好ましくは40〜1100個である。独立した突起が40個/cm2未満であると、セル割れや気泡が生じる場合がある。2300個/cm2を超えると、上記のT/D比が増大し、突起頂部への集中荷重によりセル割れが生じる場合がある。
【0021】
封止材シートは、80℃の温水中に1分間放置した際のシート流れ方向の加熱収縮率が30%以下であることが好ましく、25%以下であることがより好ましい。ここで、「温水中に放置する」とは、封止材シートの比重が小さく、封止材シートが温水の表面に浮ぶ場合は、封止材シートを上から押さえて温水中に沈めたりせず、その浮かんだままの状態で放置することである。一方、封止材シートの比重が大きく、封止材シートが温水の中に沈む場合は、封止材シートを下から支えたりせず、その沈んだままの状態で放置することである。また、「シート流れ方向」とは、封止材シートの製造工程における、工程シートが流れていく方向である。太陽電池モジュールの製造における一般的な真空ラミネート工程では、封止材シートが十分に溶融するまでの間、シートを加圧することなく無荷重状態で真空引きを行い、封止材シートの溶融および脱気を行う。この際、封止材シートは80℃程度の高温で無荷重状態に曝されることから、封止材シートの収縮が発生し、結果的にセルの割れや位置ずれが発生する。本発明者らが、セルの割れや位置ずれに着眼し検討を行った結果、真空ラミネータ内を再現した無荷重状態で工程シートを1分間放置した際に、シート流れ方向の加熱収縮率が30%以下であれば、セルの割れがさらに抑制できることを見出した。この真空ラミネータ内を再現した状態というのが、80°の温水中に工程シートを放置する状態である。なお、シートの流れ方向と直交する方向の加熱収縮率は、流れ方向に比べ微少であることから特に限定されないが、5%以下であることが好ましい。
【0022】
独立した突起の形状は、半球状や、三角錐、四角錐、六角錐、円錐などの錐形状や、これらの頂部を扁平にした台形状が好ましい。また、これら突起形状が混在した状態でもよい。これらの中でも、半球状および/または四角錐状が好ましい。ここで「半球状および四角錐状」とは、半球状の突起と四角錐状の突起とが混在している表面形状を意味する。太陽電池セルへの押し圧時に、太陽電池セルへの集中荷重がかかりにくく、かつ均一に荷重が分散できる点で半球状が好ましい。また、反射光のムラが生じにくく、表面品位に優れる点で四角錐状も好ましい。そして、これら半球状と四角錐状の両方の特徴を出せるため、半球状と四角錐状とを混在させた形状も好ましい。半球状と四角錐状とを混在させる場合は、それぞれの割合は、どちらの特徴をより求めるかに応じて任意に決めればよい。特に好ましくは、全てが半球状の模様である。
【0023】
本発明の封止材シートは、独立した突起を有する面に、さらに高さ1〜15μmの微小な突起を有していることが好ましい。微小な突起を有していることにより、シートの滑り性が向上しハンドリングしやすくなる。また、微小な突起により光が散乱し、シートの白色性が向上するため、付着異物等の検査が容易となる。
【0024】
この様な微少な突起は、後述するアニール工程に次いで、エンボス加工を実施する本発明の好ましい製造方法によって達成することができる。エンボス加工を実施した後に、加熱によるアニール処理を実施する従来の方法においては、高さ数10μm以上の大きな突起は加熱処理後もシートに残存することはあるが、高さ数μm程度の微少な突起は熱処理に伴って消失してしまう。
【0025】
なお、微少な突起の高さは、次のようにして測定した数値である。シートの表面を、JIS B0601(2001)に準拠し、周知のレーザー顕微鏡、例えば株式会社キーエンス製レーザー顕微鏡VK−X100等を用いてシート表面を倍率400で撮影する。得られた画像の粗さ曲線において、カットオフ値0.080mmとしたときのRz値を微小な突起の高さとする。
【0026】
次に、本発明の封止材シートに用いられる原料について説明する。
【0027】
上記のEVAのメルトフローレイトは、190℃において12〜40g/10分の範囲内であることが好ましい。メルトフローレイトが、190℃において12g/10分以上のEVAを用いることにより、真空ラミネート時の加熱によって組成物の流動が促進され、局部的な荷重を分散しセル割れの抑制が図れると共に、効率的にシートとセル間の空気を除去できる。また、メルトフローレイトを40g/10分以下とすることによって真空ラミネート時の封止材シートのモジュール端部からの溶融流出を抑制することができる。また、異なるメルトフローレイトのEVAを混合して用いることも可能である。この場合、混合後のメルトフローレイトが12〜40g/10分となるように混合して用いればよい。
なお、本発明の封止材シートに用いるEVAのメルトフローレイトは、JIS K7210(1999)「プラスチック−熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」に準拠し、温度190℃、加重2.16kgの試験条件で測定される。
【0028】
本発明の封止材シートに用いるEVA組成物には、有機過酸化物を含むことが好ましい。前記の有機過酸化物は、100℃以上の温度で分解してラジカルを発生するものであれば、どのようなものでも使用することができる。有機過酸化物は、封止材シートを製造する時の温度、太陽電池モジュールを作成するときの加熱・貼り合わせ温度、及び架橋剤自身の貯蔵安定性などを考慮して選択すればよい。特に、半減期10時間の分解温度が70℃以上のものが好ましい。この様な有機過酸化物の例としては、1,1−ジ(t−ヘキシルパーオキシ)シクロヘキサン、n−ブチル4,4−ジ−(t−ブチルパーオキシ)バレレート、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン、ジ−t−ブチルパーオキサイド、ジーt−ヘキシルパーオキサイド、2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキシン−3、ジスクシン酸パーオキサイド、ジ(4−t−ブチルシクロヘキシル)パーオキシジカーボネート、1,1,3,3−テトラメチルブチルパーオキシー2−エチルヘキサノエート、t−ヘキシルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ヘキシルパーオキシイソプロピルモノカーボネート、ジ(4−t−ブチルシクロヘキシル)パーオキシジカーボネート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシラウレート、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシアセテート、t−ブチルパーオキシイソノナノエート、t−アミルパーオキシ−2−エチルヘキサノエート、t−アミルパーオキシノルマルオクトエート、t−アミルパ−オキシイソノナノエート、t−アミルパーオキシ−2−エチルヘキシルカーボネート、ジ−t−アミルパーオキサイド、1,1−ジ(t−ブチルパーオキシ)シクロヘキサン、エチル3,3−ジ(t−ブチルパーオキシ)ブチレート、1,1−ジ(t−アミルパーオキシ)シクロヘキサンなどを挙げることができる。これらの有機過酸化物は2種以上組み合わせて用いても良い。これらの有機過酸化物の含有量は、EVA樹脂100質量部に対して0.1〜5質量部、好ましくは0.1〜3質量部、特に好ましくは0.2〜2質量部の範囲であることが好ましい。有機過酸化物の含有量が0.1質量部未満であるとEVA樹脂を架橋させることが出来ない場合がある。5質量部を超えて含有してもその含有効果が低いことに加え、未分解の有機過酸化物が封止材シート中に残存し、経年劣化の原因となる可能性がある。
【0029】
本発明の封止材シートに用いるEVA組成物には、更に架橋助剤、シラン系カップリング剤、光安定剤、紫外線吸収剤、酸化防止剤などを含んでいても良い。
【0030】
架橋助剤は、分子内に複数個の不飽和結合を有する多官能性モノマーであり、有機過酸化物の分解によって発生した活性ラジカル化合物と反応し、EVAを均一に、効率よく架橋させるために用いられる。これらの架橋助剤の例としては、トリアリルイソシアヌレート、トリアリルシアヌレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、トリス[(メタ)アクリロイキシエチル]イソシアヌレート、ジメチロールプロパンテトラ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ペンタエリスリトールエトキシテトラ(メタ)アクリレート、ジペンタエリストールペンタ(メタ)アクリレート、ジペンタエリストールヘキサ(メタ)アクリレート、ジビニルベンゼンなどが挙げられる。これらの架橋助剤は、それぞれ単独で用いても良いし、2種類以上を併用しても良い。なお、本発明において、「(メタ)アクリレート」は「アクリレート又はメタクリレート」を意味する。
【0031】
これらの架橋助剤の中でも、トリアリルイソシアヌレート、トリメチロールプロパントリ(メタ)アクリレートが特に好ましい。これらの架橋助剤の含有量は、EVA100質量部に対して、0〜5質量部、好ましくは0.1〜3質量部、より好ましくは0.3〜3質量部の範囲である。5質量部を超えて含有しても、効果の向上はわずかであり、コストアップ要因となる。
【0032】
シラン系カップリング剤は、封止材シートと、太陽電池セル、バックシート、ガラスなどの各種部材との接着性を向上させるために使用する。シラン系カップリング剤の含有量は、エチレン酢酸ビニル共重合体樹脂100質量部に対して、0.05〜2質量部の範囲である。0.05質量部を下回ると含有効果が無く、2質量部を超えて含有しても接着性の向上効果は少ないため無意味である。シラン系カップリング剤としては特に限定されるものではないが、例えばメタクリロキシ基、アクリロキシ基、エポキシ基、メルカプト基、ウレイド基、イソシアネート基、アミノ基、水酸基、の中から選ばれた少なくとも1種の官能基を有するアルコキシシラン化合物が挙げられる。その具体例としては、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、γ−メタクリロキシプロピルトリメトキシシランなどのメタクリロキシ基含有アルコキシシラン化合物、γ−アクリロキシプロピルトリメトキシシランなどのアクリロキシ基含有アルコキシシラン化合物、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランなどのエポキシ基含有アルコキシシラン化合物、γ−メルカプトプロピルトリメトキシシラン、γ−メルカプトプロピルトリエトキシシランなどのメルカプト基含有アルコキシシラン化合物、γ−ウレイドプロピルトリエトキシシラン、γ−ウレイドプロピルトリメトキシシシラン、γ−(2−ウレイドエチル)アミノプロピルトリメトキシシランなどのウレイド基含有アルコキシシラン化合物、γ−イソシアナトプロピルトリエトキシシラン、γ−イソシアナトプロピルトリメトキシシラン、γ−イソシアナトプロピルメチルジメトキシシラン、γ−イソシアナトプロピルメチルジエトキシシラン、γ−イソシアナトプロピルエチルジメトキシシラン、γ−イソシアナトプロピルエチルジエトキシシラン、γ−イソシアナトプロピルトリクロロシランなどのイソシアナト基含有アルコキシシラン化合物、γ−(2−アミノエチル)アミノプロピルメチルジメトキシシラン、γ−(2−アミノエチル)アミノプロピルトリメトキシシラン、γ−アミノプロピルトリメトキシシランなどのアミノ基含有アルコキシシラン化合物、γ−ヒドロキシプロピルトリメトキシシラン、γ−ヒドロキシプロピルトリエトキシシランなどの水酸基含有アルコキシシラン化合物などが挙げられる。中でも、エチレン酢酸ビニル共重合体樹脂との相溶性の観点からメタクリロキシ基含有アルコキシシラン化合物が好ましく、γ−メタクリロキシプロピルトリメトキシシランがさらに好ましい。
【0033】
本発明の封止材シートに用いるEVA組成物には、更に紫外線吸収剤を含むことがより好ましい。紫外線吸収剤は、照射光中の有害な紫外線を吸収して、分子内で無害な熱エネルギーへと変換し、高分子中の光劣化開始の活性種が励起されるのを防止するものである。紫外線吸収剤としては、既知のものを用いることができる。例えば、ベンゾフェノン系、ベンゾトリアゾール系、トリアジン系、サリチル酸系、シアノアクリレート系などを使用することができる。これらの1種を用いてもよいし、2種以上を組み合わせ使用してもよい。
【0034】
ベンゾフェノン系紫外線吸収剤としては、例えば、2,2’−ジヒドロキシ−4,4’−ジ(ヒドロキシメチル)ベンゾフェノン、2,2’−ジヒドロキシ−4,4’−ジ(2−ヒドロキシエチル)ベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジメトキシ−5,5’−ジ(ヒドロキシメチル)ベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジメトキシ−5,5’−ジ(2−ヒドロキシエチル)ベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジ(ヒドロキシメチル)−5,5’−ジメトキシベンゾフェノン、2,2’−ジヒドロキシ−3,3’−ジ(2−ヒドロキシエチル)−5,5’−ジメトキシベンゾフェノン、2,2−ジヒドロキシ−4,4−ジメトキシベンゾフェノン等が挙げられる。
【0035】
ベンゾトリアゾール系紫外線吸収剤としては、例えば、2−〔2’−ヒドロキシ−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−メチル−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−メチル−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−メチル−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(2−ヒドロキシエチル)フェニル〕−5−クロロ−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−ブチル−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−オクチル−5’−(ヒドロキシメチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−オクチル−5’−(2−ヒドロキシエチル)フェニル〕−2H−ベンゾトリアゾール、2−〔2’−ヒドロキシ−3’−t−オクチル−5’−(3−ヒドロキシプロピル)フェニル〕−2H−ベンゾトリアゾール等、あるいは2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(ヒドロキシメチル)フェノール〕、2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−メチレンビス〔6−(5−クロロ−2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−メチレンビス〔6−(5−ブロモ−2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(3−ヒドロキシプロピル)フェノール〕、2,2’−メチレンビス〔6−(5−クロロ−2H−ベンゾトリアゾリ−2−イル)−4−(3−ヒドロキシプロピル)フェノール〕、2,2’−メチレンビス〔6−(5−ブロモ−2H−ベンゾトリアゾリ−2−イル)−4−(3−ヒドロキシプロピル)フェノール〕、2,2’−メチレンビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(4−ヒドロキシブチル)フェノール〕、2,2’−メチレンビス〔6−(5−クロロ−2H−ベンゾトリアゾリ−2−イル)−4−(4−ヒドロキシブチル)フェノール〕、2,2’−メチレンビス〔6−(5−ブロモ−2H−ベンゾトリアゾリ−2−イル)−4−(4−ヒドロキシブチル)フェノール〕、3,3−{2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−1−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕}プロパン、2,2−{2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−1−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕}ブタン、2,2’−オキシビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕スルフィド、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕スルホキシド、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕スルホン、2,2’−ビス〔6−(2H−ベンゾトリアゾリ−2−イル)−4−(2−ヒドロキシエチル)フェノール〕アミン等が挙げられる。
【0036】
トリアジン系紫外線吸収剤としては、例えば、2−(2−ヒドロキシ−4−ヒドロキシメチルフェニル)−4,6−ジフェニル−s−トリアジン、2−(2−ヒドロキシ−4−ヒドロキシメチルフェニル)−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエトキシ)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエトキシ)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロピル)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロピル)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロポキシ)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロポキシ)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブチル)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブチル)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブトキシ)フェニル〕−4,6−ジフェニル−s−トリアジン、2−〔2−ヒドロキシ−4−(4−ヒドロキシブトキシ)フェニル〕−4,6−ビス(2,4−ジメチルフェニル)−s−トリアジン、2−(2−ヒドロキシ−4−ヒドロキシメチルフェニル)−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエチル)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(2−ヒドロキシエトキシ)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロピル)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−〔2−ヒドロキシ−4−(3−ヒドロキシプロポキシ)フェニル〕−4,6−ビス(2−ヒドロキシ−4−メチルフェニル)−s−トリアジン、2−[4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル]−5−(オクチロキシ)フェノール、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−[(ヘキシル)オキシ]−フェノール等が挙げられる。
【0037】
サリチル酸系紫外線吸収剤としては、フェニルサリシレート、p−tert−ブチルフェニルサリシレート、p−オクチルフェニルサリシレート等が挙げられる。
【0038】
シアノアクリレート系紫外線吸収剤としては、2−エチルヘキシル−2−シアノ−3,3’−ジフェニルアクリレート、エチル−2−シアノ−3,3’−ジフェニルアクリレート等が挙げられる。
【0039】
これらの紫外線吸収剤の中でもベンゾフェノン系の紫外線吸収剤が紫外線吸収効果と、紫外線吸収剤そのものの着色の観点から最も好ましい。
【0040】
上記の紫外線吸収剤は、EVA100質量部に対して0.05〜3質量部、より好ましくは0.05〜2.0質量部の範囲で使用する。
【0041】
本発明の封止材シートに用いるEVA組成物には、更に光安定剤を含むことが好ましい。光安定剤は、ポリマーに対して有害なラジカル種を捕捉し、新たなラジカルを発生しないようにするものである。光安定剤としては、ヒンダードアミン系光安定剤が好ましく用いられる。
【0042】
ヒンダードアミン系光安定剤としては、デカン二酸ビス(2,2,6,6−テトラメチル−1(オクチルオキシ)−4−ピペリジニル)エステル、1,1−ジメチルエチルヒドロパーオキサイド及びオクタンの反応生成物70質量%とポリプロピレン30質量%からなるもの、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)[[3,5−ビス(1,1−ジメチルエチル)−4−ヒドロキシフェニル]メチル]ブチルマロネート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート及びメチル−1,2,2,6,6−ペンタメチル−4−ピペリジルセバケート混合物、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、2,2,6,6−テトラメチル−4−ピペリジル−1,2,3,4−ブタンテトラカルボキシレートとトリデシル−1,2,3,4−ブタンテトラカルボキシレートの混合物、1,2,2,6,6−ペンタメチル−4−ピペリジル−1,2,3,4−ブタンテトラカルボキシレートとトリデシル−1,2,3,4−ブタンテトラカルボキシレートの混合物、ポリ[{6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル}{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}ヘキサメチレン{(2,2,6,6−テトラメチル−4−ピペリジル)イミノ}]、コハク酸ジメチルと4−ヒドロキシ−2,2,6,6−テトラメチル−1−ピペリジンエタノールの重合物、N,N’,N”,N”’−テトラキス−(4,6−ビス−(ブチル−(N−メチル−2,2,6,6−テトラメチルピペリジン−4−イル)アミノ)−トリアジン−2−イル)−4,7−ジアザデカン−1,10−ジアミンと上記コハク酸ジメチルと4−ヒドロキシ−2,2,6,6−テトラメチル−1−ピペリジンエタノールの重合物の混合物、ジブチルアミン・1,3,5−トリアジン・N,N’−ビス(2,2,6,6−テトラメチル−4−ピペリジル−1,6−ヘキサメチレンジアミンとN−(2,2,6,6−テトラメチル−4−ピペリジル)ブチルアミンの重縮合物などが挙げられる。上述したヒンダードアミン系光安定剤は、一種単独で用いられてもよく、二種以上を混合して用いてもよい。
【0043】
これらの中でも、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート及びメチル−1,2,2,6,6−ペンタメチル−4−ピペリジルセバケートの混合物、並びにメチル−4−ピペリジルセバケート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケートを用いるのが好ましい。また、融点が、60℃以上であるものを用いるのが好ましい。
【0044】
光安定剤の含有量は、EVA100質量部に対して、0.05〜3.0質量部、より好ましくは0.05〜1.0質量部とするのが好ましい。
【0045】
その他、本発明の効果を阻害しない範囲内で、既知の添加剤として、酸化防止剤、難燃剤、難燃助剤、可塑剤、滑剤、着色剤などを必要に応じて含有しても良い。
【0046】
本発明の封止材シートは、太陽電池のセル割れを抑制するための封止材シートのクッション性を評価する指標として、封止材シートの突起を有する面を厚み方向に100μm圧縮した際のシートの反発応力を採用する。太陽電池のセル割れ性をと封止材シートのクッション性の関係について鋭意検討した結果、セルの割れが抑制される反発応力は、70kPa以下であることが好ましいことを見出した。なお、上記の反発応力は、圧縮変位として5μm以下、圧縮加重として100Pa以下の分解能を有する圧縮試験装置を用い、扁平な加圧端子を0.02mm/sの加圧速度で、封止材シートの突起を有する面を厚み方向に100μm加圧した際の、シートの反発応力(kPa)を測定することにより得られる。
封止材シートの反発応力が70kPa以下であると、突起を有する面を太陽電池セルと接するように積層し、真空ラミネートを行うことで太陽電池セルの割れを抑制することができる。なお、封止材シートの突起を有する面とは反対側の面の形状は特に限定されないが、太陽電池モジュール製造時の封止材シートの粘着防止などの点から、高さ2〜10μm程度の微少な突起を有することが好ましい。
【0047】
封止材シートの厚みは50〜1500μmが好ましい。より好ましくは100〜1000μm、特に好ましくは200〜800μmである。50μm未満では太陽電池封止材シートのクッション性が乏しくなったり、作業性の観点で問題が生ずる場合がある。また1500μmを越えると生産性の低下や密着性の低下が問題となる場合がある。なお、封止材シートの厚みは、封止材シートの片面のみに突起が形成されている場合は、突起の頂点から、突起を有する面とは反対側の面までの距離である。封止材シートの両面に突起が形成されている場合は、一方の面の突起の頂点から、反対面の突起の頂点までの距離である。
【0048】
このように、封止材シートの表面に独立した突起を正確に形成したり、封止材シートの加熱収縮率を特定の範囲内に抑えるには、後述する製造方法で封止材シートを製造することが好ましい。
【0049】
以下、本発明の封止材シートを得るための好ましい製造方法について説明する。
【0050】
(シート製膜工程)
製膜工程は、原料樹脂と、添加剤を均一混合し、シート状に成形し、これを冷却して工程シートを得る工程である。
【0051】
シート製膜工程には、高温下で原料樹脂と添加剤を溶かし混練する押出機、混練された溶融樹脂をシート状に押し出すダイ、押し出された高温の工程シートを冷却固化して固体シートに成形するポリシングローラーが設けられている。
【0052】
押出機としては、単軸押出機よりも、2軸押出機を用いたほうが、生産性や樹脂と添加剤の混練性などの点から好ましい。
【0053】
押出機に投入する原料樹脂と添加剤は、予めミキサーやブレンダーなどで混合したものを投入しても良いし、それぞれを個別に投入しても良い。また、押出機の途中からサイドフィードしたり、液体においては注入ポンプなどで添加する方法などを用いても良い。
【0054】
樹脂と添加剤を混練する時の温度は、使用する樹脂の種類や粘度にもよるが、樹脂の融点より10℃以上高く、融点より50℃高い温度以下の範囲が一般的である。なお、本発明において融点とは、示差走査熱量測定(DSC)において、10℃/分で昇温したときの吸熱ピーク値温度のことである。太陽電池封止材シートとして一般的に用いられるEVAシートの場合は、架橋剤として有機過酸化物を含有していることが多いため、これを出来る限り分解させずに、混練することに留意する必要がある。そのため、樹脂温度としては、例えば融点が70℃程度のEVAの場合は、ダイ出口での樹脂温度としては、90〜130℃付近であることが好ましく、より好ましくは100〜120℃の範囲である。90℃以下では、混練性が不十分となり、添加剤の均一分散性が低下する可能性があり、シートの外観が悪くなる可能性があり、130℃を超えると、有機過酸化物が分解し、封止材シートの品質が安定せず、連続生産性も劣ってしまう可能性がある。
【0055】
なお、工程シートを製膜する方法は上記の押出機でも良いし、カレンダーローラーによる成形など、公知の方法を用いても良い。
【0056】
押出機などで原料樹脂と添加剤を溶かし混連された溶融樹脂は、ダイを用いてシート状に押し出される。この様なダイとしては、Tダイやサーキュラーダイなどを用いることが出来る。平板状のダイは、押し出したいシート幅に従い幅広の形状となるため、押出機に取り付けるとT型となることから、総称してTダイと呼ばれる。また、Tダイでは、ダイの幅方向で滞留時間や流速などが異なるために、偏肉などの問題や、幅方向での厚みムラ等が発生しやすい。これを解決するために円筒状のサーキュラーダイを用いることも可能である。サーキュラーダイは、樹脂を円筒状に押し出し、これを切開することでシート状に成形するための円筒状のダイであり、シートの幅方向での物性は比較的に均一になりやすい。
【0057】
また、Tダイを用いる場合は、複数の押出機を用いて異なる樹脂組成物を押し出し、フィードブロック方式やマルチダイ方式などの共押出方法により工程シートを積層構成とすることもできる。この様な積層構成とすることで、各層ごとに封止材シートとして必要な機能を分離することができることや、添加剤量を調節することでコストダウンさせることができる。
【0058】
ダイを用いて押し出された工程シートは、ポリシングローラーでシート状に成形する。ポリシングローラーは、溶融樹脂を一対のローラーで挟持加圧してシートの厚みと表面性の賦形を同時に行うための、複数のローラーにより構成された工程シート搬送装置のことである。構成される各ローラーは、溶融樹脂の冷却や賦形性に適した温度に調整される機構や、各ローラー間の間隙および加圧圧力を調整できる機構を備える。また、必要に応じて、チラー水などの温調水を流すことで工程シートの粘着を防止し、成形性を向上させることが好ましく、0〜30℃程度に温度調整することが好ましい。
【0059】
(アニール処理工程)
次にアニール処理工程について説明する。
【0060】
アニール処理工程の目的は、製膜工程で成形された工程シートが有する残留歪みを除去し、シートの加熱収縮を低減させることである。アニール処理工程では、炉の中に設置された、ヒータで加熱しながら、複数の搬送ローラーの上に工程シートを通すなどの方法が挙げられる。
【0061】
シートを加熱するためのヒータは、工程シートを加熱できるものであれば特に限定されず、セラミックスヒータ、ステンレスヒータ、シーズーヒータなど、公知のものを用いることが出来る。
【0062】
工程シートを搬送するための搬送ローラーは、加熱された工程シートを搬送するため、離型性に優れていることが必要である。そのため、エンボス加工や、金属や金属酸化物などの化合物を溶射することにより表面に凹凸を設けた金属ローラーに、ポリテトラフルオロエチレン、パーフルオロエチレンプロペンコポリマー、パーフルオロアルコキシアルカン等のフッ素樹脂をコーティングしたものを用いたり、離形性のコーティング処理をした紙やフィルムなどを金属ローラーの表面に巻き付けたものを用いても良い。これらの離形性の付与方法は、特に限定する必要は無く、従来公知の方法を用いることが出来る。これらのローラーの離型性の程度としては、JIS Z0237(2009)に規定の方法によって、ニチバン株式会社製セロハンテープに対する剥離強度が5N/mm以下の材質であることが好ましい。また、炉内の搬送ローラーは、シートの収縮に併せて、その速度を個別に制御することが加熱収縮を効率よく除去するためには好ましい。
【0063】
アニール処理工程でのシートの表面温度は、シートの少なくとも一方の表面の最高温度を、この表面部分を構成する樹脂組成物の融点以上の温度になるまで加熱することが好ましい。この加熱した側の表面に、次の工程であるエンボス加工工程において、エンボス加工が施される。ここで、「この表面部分を構成する樹脂組成物」とは、工程シートが単層シートの場合、この工程シートを構成する樹脂組成物のことであり、工程シートが複数の層が積層した積層シートの場合、加熱した側の表面の層を構成する樹脂組成物のことである。最高温度が樹脂組成物の融点未満の温度にしかならないようなアニール処理を実施しても、加熱収縮率を低減する効果が不十分であったり、長時間の処理が必要となる。また、表面の最高温度は、(加熱した側の表面部分を構成する樹脂組成物の融点+5℃)〜(加熱した側の表面部分を構成する樹脂組成物の融点+35℃)の温度範囲内が好ましい。アニール処理中の温度が高くなり過ぎると、工程シートが搬送ローラーに粘着したり、平面性が低下したり、それらを原因として、次の工程(c)においてシワが発生する場合がある。例えば、融点71℃のEVA樹脂を用いた工程シートの場合は、アニール処理工程での最高到達温度は、76〜106℃の範囲であることが好ましい。75℃を下回るとアニール処理の効果が十分得られず、不必要にアニール炉を長くする必要が生じ、105℃を超えると、工程シートが搬送ローラーに粘着しやすくなり、平面性が低下しシワの原因となる。
【0064】
工程シートの加熱時間、すなわちアニール炉内に工程シートを滞留させる時間は、22〜55秒の範囲とすることが好ましい。アニール炉内に滞留する時間は、ポリシングローラーによって冷却された工程シートを、工程シートの表面温度がアニール処理に効果的な温度75〜105℃の範囲に到達するための加熱時間と、前記温度に到達後に加熱収縮を低減するためのアニール処理時間との合計である。加熱時間が22秒を下回ると、加熱収縮の除去が不十分となり、55秒を超えて加熱しても、効果は飽和しており、炉長がいたずらに長くなるだけである。加熱時間の下限は22秒以上が好ましく、25秒以上がより好ましい。加熱時間の上限は、加熱収縮の除去が十分にできている限りにおいて短い方がよく、45秒以下が好ましく、40秒以下がより好ましい。
【0065】
(エンボス加工工程)
次にエンボス加工工程について説明する。
【0066】
エンボス加工工程は、工程シートを加熱し、高温状態の工程シートにエンボス加工を施し、工程シート表面に高さ60〜300μmの独立した突起を付与する工程である。工程シートに突起を付与するためのエンボスローラーと、対向のローラー、及び冷却ローラーを有していることが好ましい。なお、工程シートを加熱する方式は限定されないが、好ましくは上記のアニール工程の熱を利用する目的で、アニール処理後のシートを高温状態でエンボス加工工程に導入することが好ましい。
【0067】
エンボスローラーは、工程シートの表面に高さ60〜300μmの独立した突起を設けるために、凹型の彫刻模様を施したものを用いる。前記の凹型の彫刻模様は、半球状や、三角錐や四角錐、六角錐、円錐などの錐形や、これらの頂部を扁平にした台形状が採用できる。また、これらの形状が混在した模様でもよい。これらの中でも、半球状および/または四角錐状が好ましい。ここで「半球状および四角錐状」とは、半球状と四角錐状とが混在している模様の彫刻を意味する。封止材シートの太陽電池セルへの押し圧時に、集中加重がかかりにくく、かつ均一に加重が分散できる半球状であることが好ましい。また、封止材シートの反射光のムラが生じにくく、表面品位に優れる点で四角錐状が好ましい。そして、これら半球状と四角錐状の両方の特徴を出せるため、半球状と四角錐状とを混在させた模様も好ましい。半球状と四角錐状とを混在させる場合は、それぞれの割合は、どちらの特徴をより求めるかに応じて任意に決めればよい。特に好ましくは、全てが半球状の模様である。
【0068】
また、これら彫刻模様の深さは、工程シートの表面に高さ60〜300μmの突起を設けるために、60〜350μmの範囲であることが好ましい。なお、エンボスローラーの彫刻模様の深さとは、エンボスローラーの中心からエンボスローラーの表面(彫刻が施されていない部分)までの距離と、エンボスローラーの中心から彫刻模様の凹部(谷の部分)の最も深い部分までの距離との差のことを示す。この彫刻模様の深さは、JIS B0601(2001)に準拠し、表面粗さ測定機を用いて測定される、最大高さPz(μm)により示される。
エンボスローラーの表面には、さらに深さ1〜20μmの微小な窪みが施されていることが好ましい。微小な窪みが施されたエンボスローラーでエンボス加工することにより、シートの表面に微小な突起が形成される。その結果、シートの滑り性が向上しハンドリングしやすくなる他、微小な突起により光が散乱し、シートの白色性が向上するため、付着異物等の検査が容易となる。このような微小な窪みは、エンボスローラー表面に彫刻模様を施した後に、公知のブラスト処理などを実施することにより容易に形成することができる。微少な窪みの深さは、ブラスト加工時の粒子サイズや、圧力条件により調整ができる。
【0069】
エンボスローラーと対向するローラーは、エンボス模様の転写性を向上させるために、金属ロールにゴムを巻き付けたものなどを用いる。ゴムの種類についてはシリコンゴム、ニトリルゴム、クロロプレンゴムなど、特に限定されるものではないが、JIS K 6253(2006)に準拠したタイプA硬度が65〜85°の範囲であることが好ましい。65°を下回っても、85°を超えても、エンボス模様の転写性が低下する。これらのゴムの中でも、高温で粘着しやすいシートと離型性が良いことが必要であるため、シリコンゴムが最も好ましい。
【0070】
エンボス加工工程では、エンボスローラーに供給する工程シートの加熱した表面の温度を、(この表面を構成する樹脂組成物の融点−10℃)〜(この表面を構成する樹脂組成物の融点+20℃)の温度範囲内とすることが好ましい。(樹脂組成物の融点−10℃)未満であると、エンボス形状の転写性が低下する。(樹脂組成物の融点+20℃)を超えると、アニール工程での工程シートの温度が高くなりすぎており、アニール工程でシワなどが発生しやすくなる。例えば、表面側の層が、融点が71℃のEVA樹脂で構成されている場合は、エンボス加工時の表面温度は61〜91℃の範囲内とする
さらに、エンボスローラーへの押し付け圧力は、線圧150〜500N/cmの範囲であることが好ましく、より好ましくは、200〜450N/cmの範囲である。線圧が150N/cmを下回ると、エンボス模様の転写性が低下し、500N/cmを超えても設備が大型となり、対向ゴムローラーの寿命が低下する。なお、本発明で言う線圧とは、ローラーの押し付け荷重を、ローラーの面長で除したもののことである。
【0071】
さらに、エンボス加工において、エンボス模様の転写性を向上させるために、エンボスローラーにシートを抱かせるようにすることは好ましい態様の一つである。エンボスローラーへの抱き付け角は30〜270°の範囲であることが好ましい。深く、はっきりとした形状のエンボスを付与するためには、抱き付け角度を30°以上にするのが好ましい。なお、抱き付け角は、簡易的にはエンボスローラーにシートが接している部分の円弧の長さと、エンボスローラーの円周との比率から計算することが出来る。例えば、抱き付け角が90°である場合は、エンボスローラーの円周の1/4の長さに相当する部分にシートが接触していることを意味する。
【0072】
このエンボスローラーの表面温度は、(エンボス形状を転写する側の表面部分を構成する樹脂組成物の融点−20℃)以下とすることが好ましい。エンボスローラーの温度が高いと、シートの離型性が悪くなり、ローラーに巻きついたり、エンボスローラーから工程シートを剥がす際に新たに歪みを作ってしまうこととなる。
【0073】
エンボスローラーから離型した工程シートは、冷却ロールにより、工程シートを冷却し、表面温度を室温付近まで速やかに低下させる。
【0074】
このようにして加工された封止材シートは、欠点検査やシート寸法を所望の幅に調整した後、巻き取り機などによってロール状に巻き取ったり、場合によっては所望長さのカットシートに裁断され、太陽電池モジュールの製造に用いられる。 また、本発明の太陽電池モジュールは、受光面保護材と、裏面保護材と、この受光面保護材と裏面保護材との間に配置され、封止材シートにより太陽電池セルが封止された層と、で構成されている。本発明の封止材シートは、上記構成の材料を積層一体化するときの太陽電池セルへの押し圧力を分散させることから太陽電池セルと太陽電池封止材との間の成形時の残留応力が小さく、また、封止材中の気泡の残存もないことから、長期にわたる耐久性が優れた太陽電池モジュールとなる。
【実施例】
【0075】
本実施例で用いた測定法を下記に示す。特に断らない限り、測定n数は5とし、平均値を採用した。
【0076】
(1)エンボスローラーの模様深さ
JIS B0601(2001)に準拠し、ミツトヨ社製 小形表面粗さ測定器 SJ401を用い、基準長さ20mm、荷重0.75mN、測定速度0.3mm/sの測定条件で、円錐60°、先端曲率半径2μmのダイヤモンド触針を用いて測定された、Pz値(μm)を、エンボスローラーの模様深さ(μm)とした。
【0077】
(2)封止材シートを構成する樹脂組成物のメルトフローレイト
樹脂組成物を、JIS K7210(1999)「プラスチック−熱可塑性プラスチックのメルトマスフローレイト(MFR)及びメルトボリュームフローレイト(MVR)の試験方法」に準拠し、温度190℃、加重2.16kgの試験条件で測定した。
【0078】
(3)突起高さ(T)
製造時のシートの走行方向(以下、MD方向と略する)とは直角の方向(幅方向)に、突起の頂部を通過するよう封止材シートを切断した。切断した封止材シートの厚み方向断面を実体顕微鏡でシートの全幅に渡って観察した。
封止材シートの片面に突起がある場合、封止材シートの突起のある側の面をA面、突起のない側の面をB面とする。図1に示すように、A面の突起の頂点からB面までの距離をTmax、A面の突起のない部分からB面までの距離をTminとする。そして、突起の高さTを式(i)で計算した。
・T(μm)=Tmax−Tmin ・・・(i)
封止材シートの両面に突起がある場合、封止材シートの一方の面をA面、もう一方の面をB面とする。図2に示すように、A面の突起の頂点からB面の突起のない部分までの距離をTAmax、B面の突起の頂点からA面の突起のない部分までの距離をTBmax、A面の突起のない部分からB面の突起のない部分までの距離をTminとする。そして、A面の突起の高さTAを式(ii)で、B面の突起の高さTBを式(iii)で計算した。
・TA(μm)=TAmax−Tmin ・・・(ii)
・TB(μm)=TBmax−Tmin ・・・(iii)。
【0079】
(4)突起の底辺長さ(D)
シートの突起を有する面を実体顕微鏡で観察し、底辺長さ(D)を測定する。突起の底面の形状が三角形や六角形などの多角形や、楕円形である場合は、前記の形状を包含する最小真円の直径を測定した。
【0080】
(5)セル割れ性
EVAシートから一辺が180mmの平面正方形状の試験片を2枚切り出した。他方、多結晶太陽電池セル(3バスバー、サイズ156mm角、厚み200μm)に、インターコネクタ(厚み280μm、幅2mm)を半田付けし、インターコネクタ付きの太陽電池セルを作成した。更に、ガラス板(サイズ180mm角、厚み3mm)と、ポリエステル製太陽電池バックシート(サイズ180mm角、厚み240μm)を用意した。前記のガラス板の上に、封止材シート、太陽電池セル、封止材シート、バックシートの順で積層し、温度145℃、真空引き30秒、プレス1分、圧力保持10分の条件で真空ラミネートを行い太陽電池モジュールを製作した。なお、前記の積層においては封止材シートの突起が施された面が太陽電池セルに接するように積層した。得られた太陽電池モジュールを太陽電池EL画像検査装置によって、発光画像を撮影し、セル割れ部の総クラックの長さ(mm)を測定、上記の試験を3回繰り返しクラック長さの平均値を求めた。
【0081】
(6)気泡個数
上記(5)で製作した太陽電池モジュール中の気泡個数を目視により数えた。試験回数3回の気泡個数の平均値を求めた。
【0082】
(7)加熱収縮率
封止材シートから一辺が120mmの平面正方形状の試験片を切り出した。この試験片上に、製造時のTD方向中央部に、100mmの間隔をあけて二本の平行なTD方向の直線(5cm)を引いた。そして、各直線を6等分する位置(それぞれ5カ所)に印を付した。
次に、試験片を80℃に加熱した温水中に60秒間放置した。封止材シートの比重が小さく、封止材シートが温水の表面に浮ぶ場合は、その浮かんだままの状態で放置した。封止材シートの比重が大きく、封止材シートが温水の中に沈む場合は、その沈んだままの状態で放置した。60秒経過してから、試験片を温水から取り出し、20℃の常温水中に10秒間浸漬させ冷却した後、シート表面の水分を取り除いた。
試験片上に引いた一方の直線に付した5カ所の各印から、もう一方の直線に付した対向する各印までの間隔A(mm)をノギスで測定し、下記式に基づいて加熱収縮率を算出し、5カ所の平均値を求めた。
・加熱収縮率(%)=(100−A)/100×100。
【0083】
(8)反発応力
封止材シートから一辺が120mmの平面正方形状の試験片を切り出した。次いで、カトーテック社製 圧縮試験機 KES FB−3を用い、試験片の突起を有する面から、直径16mmの扁平加圧端子により、速度20μm/秒でEVAシートを加圧し、厚み方向に100μm加圧した際のシートの反発応力(kPa)を測定した。上記の試験を3回繰り返し反発応力の平均値を求めた。
【0084】
(実施例1)
EVA(酢酸ビニル含有量:28質量%、メルトフローレイト:15g/10分(190℃)、融点:71℃)100質量部、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート(1時間半減期温度:119℃)0.7質量部、トリアリルイソシアヌレート0.3質量部、γ−メタクリロキシプロピルトリメトキシシラン0.2質量部、2−ヒドロキシ−4−メトキシベンゾフェノン0.3質量部、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート0.1質量部からなる樹脂組成物を80℃に設定した2軸押出機に供給して溶融混練した。混練した樹脂組成物を、2軸押出機に接続され105℃に保持されたTダイからEVAシートを押出した。なおTダイのリップ幅は1300mm、リップ間隙は0.8mmであった。
【0085】
このEVAシートを20℃に保持されたポリシングロールによって冷却固化した。なお、EVAシートがTダイから吐出された時点のシート温度は107℃であった。またこのときのシート幅は1150mm、シートの厚みは450μm、シート搬送速度は10m/分であった。
次に、アニール処理、エンボス加工を連続して実施した。
【0086】
アニール処理は、表面温度を350℃に設定したセラミックヒータを設置し、直径150mmで表面に“テフロン(登録商標)”コーティングした金属ローラーを、ローラーの中心間距離が250mmとなるような間隔で設置した、SUS製の筐体に断熱材を巻きつけたアニール炉内を通すことで行った。また、炉の入り口下部と出口下部より、風速1m/secで、熱風を吹き込んだ。
【0087】
エンボス加工は、アニール炉から取り出したシートを、模様深さが180μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーと、硬度75°のシリコンゴムを厚み10mm巻きつけた対向ローラーとの間を通すことで実施した。
なお、上記製造条件の詳細は以下の通りである。
アニール炉入り口でのシート表面温度:23℃
熱風温度:93℃
アニール炉内でのシート表面の最高温度:90℃
アニール炉出口でのシート表面温度:90℃
アニール炉内のシート滞留時間:28秒
アニール炉15出口でのシート速度:9.6m/min
エンボスローラー入り口でのシート表面温度:78℃
エンボスローラー温度:15℃
エンボスローラーの線圧:350N/cm
エンボスローラーへの抱き付け角:120°
得られた封止材シートの加熱収縮率と、反発応力、モジュール製造時のセル割れ性、気泡個数を評価した。結果を表1に示す。表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0088】
(実施例2)
エンボスローラーを、模様深さが120μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0089】
(実施例3)
エンボスローラーを、模様深さが300μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0090】
(実施例4)
エンボスローラーを、模様深さが300μm、直径330μmで半球形状の凹型の彫刻模様を980個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れ、気泡の少ない封止材シートであった。
【0091】
(実施例5)
エンボスローラーを、模様深さが180μm、外周直径460μmで四角錐形状の凹型の彫刻模様を840個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、モジュール製造時のセル割れは若干発生するものの、シート加熱収縮率が小さく、気泡の少ない封止材シートであった。
【0092】
(実施例6)
アニール処理を実施せず、赤外線ヒータによりシート表面温度を90℃に加熱し、エンボス加工を実施した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シートの加熱収縮率が大きく、モジュール製造時のセル割れは若干発生するものの、気泡の少ない封止材シートであった。
【0093】
(実施例7)
EVA樹脂をメルトフローレイト10g/10分のEVA樹脂に変更した以外は、実施例1と同様の方法で封止材シートを作成した。得られた封止材シートは表1に示すとおり、モジュール製造時のセル割れは若干発生するものの、シート加熱収縮率が小さく、気泡の少ない封止材シートであった。
【0094】
(実施例8)
エンボスローラーを、模様深さが180μm、外周直径2000μmで四角錐形状の凹型の彫刻模様を45個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れは若干発生するものの、気泡の少ない封止材シートであった。
【0095】
(比較例1)
エンボス加工を実施しない他は、実施例1と同様の方法でアニール処理まで実施した封止材シートを作成し評価に供した。
得られた封止材シートは表1に示すとおり、シートの加熱収縮率は小さいが、モジュール製造時のセル割れ、気泡が大量に発生する封止材シートであった。
【0096】
(比較例2)
エンボスローラーを、模様深さが180μmで、ロールの回転方向に連続した半円形状の溝(溝幅460μm)の彫刻模様を有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率が小さく、モジュール製造時のセル割れは少ないが、気泡の多い封止材シートであった。
【0097】
(比較例3)
エンボスローラーを、模様深さが50μm、直径460μmで半球形状の凹型の彫刻模様を450個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率は小さいが、モジュール製造時のセル割れ、気泡の多い封止材シートであった。
【0098】
(比較例4)
エンボスローラーを、模様深さが180μm、直径150μmで半球形状の凹型の彫刻模様を4500個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
得られた封止材シートは表1に示すとおり、シート加熱収縮率は小さく、気泡は少ないが、モジュール製造時のセル割れの多い封止材シートであった。
【0099】
(比較例5)
エンボスローラーを、模様深さが180μm、直径3800μmで半球形状の凹型の彫刻模様を7個/cm2有するエンボスローラーに変更した以外は、実施例1と同様の方法で封止材シートを作成した。
【0100】
【表1】
【0101】
得られた封止材シートは表1に示すとおり、シート加熱収縮率は小さいが、モジュール製造時のセル割れ、及び気泡の多い封止材シートであった。
【産業上の利用可能性】
【0102】
本発明の封止材シートは、太陽電池の製造工程におけるラミネート時のセルの割れや、封止材中の気泡などの不具合が抑制できるため、太陽電池用の封止材シートとして好適に用いられる。
【特許請求の範囲】
【請求項1】
表面部分を構成する樹脂組成物がエチレン酢酸ビニル共重合体組成物からなり、前記表面部分に、高さ60〜300μmの独立した突起を40〜2300個/cm2有し、かつ、この独立した突起の高さ(T)と底辺長さ(D)との比(T/D)が0.05〜0.80であることを特徴とする太陽電池封止材シート。
【請求項2】
前記太陽電池封止シートを80℃の温水中に1分間放置した際に、この封止材シートのシート流れ方向の加熱収縮率が30%以下である、請求項1に記載の太陽電池封止材シート。
【請求項3】
前記独立した突起の形状が、半球状および/または四角錐状である、請求項1または2に記載の太陽電池封止材封止材シート。
【請求項4】
前記太陽電池封止材シートの前記突起を有する面を、この封止材シートの厚み方向に100μm圧縮した際に、シートの反発応力が70kPa以下である、請求項1〜3のいずれかに記載の太陽電池封止材シート。
【請求項5】
前記太陽電池封止材シートの突起を有する面が、さらに、高さ1〜15μmの突起を有する、請求項1〜4のいずれかの太陽電池封止材シート。
【請求項6】
受光面保護材と、裏面保護材と、この受光面保護材と裏面保護材との間に配置され、請求項1〜5のいずれかに記載の太陽電池封止材シートにより太陽電池セルが封止された層と、で構成された、太陽電池モジュール。
【請求項1】
表面部分を構成する樹脂組成物がエチレン酢酸ビニル共重合体組成物からなり、前記表面部分に、高さ60〜300μmの独立した突起を40〜2300個/cm2有し、かつ、この独立した突起の高さ(T)と底辺長さ(D)との比(T/D)が0.05〜0.80であることを特徴とする太陽電池封止材シート。
【請求項2】
前記太陽電池封止シートを80℃の温水中に1分間放置した際に、この封止材シートのシート流れ方向の加熱収縮率が30%以下である、請求項1に記載の太陽電池封止材シート。
【請求項3】
前記独立した突起の形状が、半球状および/または四角錐状である、請求項1または2に記載の太陽電池封止材封止材シート。
【請求項4】
前記太陽電池封止材シートの前記突起を有する面を、この封止材シートの厚み方向に100μm圧縮した際に、シートの反発応力が70kPa以下である、請求項1〜3のいずれかに記載の太陽電池封止材シート。
【請求項5】
前記太陽電池封止材シートの突起を有する面が、さらに、高さ1〜15μmの突起を有する、請求項1〜4のいずれかの太陽電池封止材シート。
【請求項6】
受光面保護材と、裏面保護材と、この受光面保護材と裏面保護材との間に配置され、請求項1〜5のいずれかに記載の太陽電池封止材シートにより太陽電池セルが封止された層と、で構成された、太陽電池モジュール。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−214788(P2012−214788A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−79377(P2012−79377)
【出願日】平成24年3月30日(2012.3.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年3月30日(2012.3.30)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]