
太陽電池装置の製造方法
【課題】太陽電池装置を湾曲したとしても、引き出し電極と、上部電極および下部電極との間に間隙が形成される不良が発生せず、長時間に亘り、所望の光起電力を得ることのできる太陽電池装置の製造方法を提供すること。
【解決手段】湾曲状態の太陽電池素子で発生する光起電力を取り出すための接続基板が、太陽電池素子の引き出し電極に接続されてなる太陽電池装置を、可撓性基板の一方の面に、下部電極と光電変換層と上部電極とを順次形成し、表面で露出する下部電極と上部電極のそれぞれに、導電性粉体を含む樹脂バインダーからなる導電性ペーストを塗布して、引き出し電極を形成した後に、その引き出し電極を仮硬化する工程と、その後、可撓性基板をリング状に湾曲させ、この湾曲状態を保ったまま引き出し電極を本硬化する工程と、この引き出し電極に接続基板を接続する工程とを有する製造法にて形成する。
【解決手段】湾曲状態の太陽電池素子で発生する光起電力を取り出すための接続基板が、太陽電池素子の引き出し電極に接続されてなる太陽電池装置を、可撓性基板の一方の面に、下部電極と光電変換層と上部電極とを順次形成し、表面で露出する下部電極と上部電極のそれぞれに、導電性粉体を含む樹脂バインダーからなる導電性ペーストを塗布して、引き出し電極を形成した後に、その引き出し電極を仮硬化する工程と、その後、可撓性基板をリング状に湾曲させ、この湾曲状態を保ったまま引き出し電極を本硬化する工程と、この引き出し電極に接続基板を接続する工程とを有する製造法にて形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、短辺と長辺を有する帯状の可撓性基板の一方の面に、光電変換層を有する太陽電池素子に、接続基板が接続された太陽電池装置の製造方法に関する。
【背景技術】
【0002】
太陽電池の起電力を利用した太陽電池付き電子時計は、光エネルギーを電気エネルギーに変換して時計駆動に利用する太陽電池を有しており、一般のクオーツ時計に内蔵される電池の消耗により、駆動が突然停止してしまうという心配がない。また、光エネルギーがある限り発電を続けることが可能であるので、電池の交換が不要な時計である。そのため、廃棄電池が発生することがないので、この時計は環境負荷が小さいという有利な点を有している。
【0003】
通常使われている太陽電池付き電子時計の構造は、文字板の裏面に太陽電池を配置していた。この構造における文字板は、透明もしくは半透明である必要があるため、その文字板材料が限定されてしまう。しかも、十分な光を太陽電池に導く必要があるために、光透過を阻害するデザインを文字板表面に付加することができない。つまり、従来の太陽電池付き電子時計は、文字板のデザイン性に制約を受けるものであった。
【0004】
そこで、文字板のデザイン性を重視して、風防ガラスと文字板との間の隙間の文字板最外周部に、太陽電池を湾曲して設置した太陽電池付き電子時計が提案された(例えば、特許文献1参照)。この太陽電池は、帯状の透明樹脂製の可撓性基板の一方の面に光電変換層が形成された太陽電池素子に、この光電変換層で発生する光起電力を外部に取り出すための接続基板が取り付けられる。この太陽電池素子に接続基板が接続された素子のことを、以下の説明では、太陽電池装置として説明する。
【0005】
ここで、特許文献1に示されている太陽電池素子および太陽電池装置について説明する。図7は、太陽電池素子の構成を示す上部平面図と、引き出し電極部分のD−D’断面図であり、図8は、この太陽電池素子に接続基板を取り付けた太陽電池装置の構成を示す上部平面図と、E−E’断面図である。
【0006】
図7(a)(b)に示す太陽電池素子1は、透光性であって帯状の可撓性基板10のほぼ全面に渡って、光電変換領域2cが形成されている。この光電変換領域2cは、透明導電材料からなる下部電極11と、アモルファスシリコンからなる光電変換層12と、金属材料からなる上部電極13とが順次形成された構成となっている。そして、この光電変換領域2cからは、下部電極11および上部電極13から延出する電極端子部が、絶縁保護膜14から露出して形成されており、ここで露出する下部電極11と上部電極13には、樹脂バインダーに金属粒子を含む導電性ペースト材からなる引き出し電極20a、20bが接続されている。この様にして、太陽電池素子1は、光電変換層12で得られる光起電力を、この引き出し電極20a、20bでもって外部に取り出せるようになる。なお、この太陽電池素子1が完成した段階で、導電性ペーストからなる引き出し電極20a、20bは、完全に硬化した状態にある。
【0007】
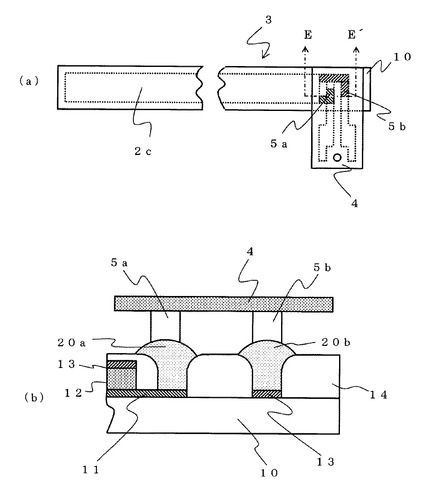
そして、図8に示すように、図7で示した太陽電池素子1に形成した引き出し電極20a、20bと、接続基板4に設けた、導電性ペーストからなる接続電極5a、5bとを、素子を平坦状態としたままで接続することで、目的の太陽電池装置3が完成する。
【0008】
そして、この太陽電池装置3を湾曲させた状態で、文字板に対して略鉛直させて、文字
板外周に配置することで、前述した文字板を透明もしくは半透明とする必要がない太陽電池付き電子時計となる。
【0009】
この様に構成すれば、デザイン性に優れた文字板、例えば文字板の材料に高反射性の金属材料を用いたり、視認側表面に多彩なインク層を設けた文字板を用いることができる。
【0010】
【特許文献1】国際公開第2004/066042号パンフレット(第12頁、第1図、第6図)
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、図8に示した太陽電池装置3を、上述したように湾曲させると、下記記載の問題が生ずる。図9は、太陽電池装置3を湾曲させたときに生じる問題点を説明するための図面であり、斜視図とF−F’断面図を示した。
【0012】
図8に示した平坦状の太陽電池素子1に接続基板4を接続した太陽電池装置3を、図9(a)(b)に示すように、光電変換層12を外側にして、素子の長辺方向に沿って湾曲させると、接続基板4は、太陽電池素子1とは追従して変形しないので、接続基板4と太陽電池素子1とを繋ぐ、引き出し電極20a、20b、および接続電極5a、5bに歪み応力が掛かる。
【0013】
すると、密着強度が弱い、樹脂材料を主成分とする導電性ペーストからなる引き出し電極20a、20bと、金属酸化物材料からなる下部電極11、および金属材料からなる上部電極13との接続界面で密着剥がれが起こり、ここに間隙30が形成されてしまう場合がある。
【0014】
この様に、上記接続界面に間隙30が形成されると、光電変換層12で光起電力が得られても、引き出し電極20a、20bと上部電極13および下部電極11間の接続抵抗が上昇して、光起電力の出力が阻害される。これにより、時計の駆動部にこの光起電力を伝達することが不可能となり、太陽電池付き電子時計の運針が停止してしまうなどの問題が発生する。
【0015】
ここで、明るさ500ルクスの光を照射したときの、従来の太陽電池装置の特性評価を行ったので、その結果を図10に示す。図10の縦軸は電流、横軸には電圧を示している。なお、本図の符号40は、図8で示した平坦状態での太陽電池装置3のI−V特性を示し、符号50は図9で示したリング状に湾曲させた太陽電池装置3のI−V特性を示してある。
【0016】
図10からわかるように、平坦状態の太陽電池装置3のI−V特性40では、正常な出力特性が得られているものの、この太陽電池装置3をリング状に湾曲させただけで、I−V特性50となって著しく特性が劣化していることが確認できる。この現象の確認のため、I−V特性50を示した太陽電池装置3における、引き出し電極20a、20bと接続基板4の接続した箇所の断面を、SEM(走査線型電子顕微鏡)により観察した。その結果、従来の太陽電池装置3では、引き出し電極20a、20bと、上部電極13および下部電極11と間に、それぞれ間隙30が発生していることが確認された。
【0017】
そこで、本発明は上記課題を解決し、太陽電池装置を湾曲したとしても、接続不良が発生せず、長時間に亘り所望の光起電力を得ることのできる太陽電池装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0018】
上記課題を解決するため、本発明の太陽電池装置の製造方法は、下記記載の手段を使用する。
【0019】
本発明に係る太陽電池装置は、可撓性基板の一方の面に形成された太陽電池素子で発生する光起電力を取り出すための接続基板が、太陽電池素子の引き出し電極に接続されて湾曲状態を保って形成される。まず、本発明の製造方法では、可撓性基板の一方の面に、下部電極と光電変換層と上部電極とを順次形成し、表面で露出する下部電極と上部電極のそれぞれに、導電性粉体を含む樹脂バインダーからなる導電性ペーストを塗布して、引き出し電極を形成した後に、この引き出し電極を仮硬化して太陽電池素子を形成する。そして、この太陽電池素子における可撓性基板を、リング状に湾曲させた状態を保ったまま、引き出し電極を本硬化した後に、この引き出し電極に接続基板を接続することで、目的の太陽電池装置を得ることができる。
【0020】
また、上述した、導電性ペーストからなる引き出し電極を本硬化する工程と、引き出し電極と接続基板との接続する工程とを、同時に行うことが望ましい。
【0021】
また、上記接続基板は、引き出し電極との接合を行うための、導電性粉体を含む樹脂バインダーからなる導電性ペーストで形成された接続電極を有し、引き出し電極の導電性ペーストと、接続電極の導電性ペーストに含まれる樹脂バインダーに、同じ樹脂材料を用いるのが望ましい。
【0022】
また、上記接続基板は、引き出し電極との接合を行うための、電極パッドを有し、この引き出し電極を軟化させて、電極パッドとの接続を行っても良い。
【0023】
なお、上記樹脂バインダーは、熱硬化性樹脂を用いて行うのが最も好ましい。
【発明の効果】
【0024】
上記の製造方法を採用することで、仮硬化後の導電性ペーストは、比較的柔軟な状態であるために、引き出し電極と、上部電極および下部電極の接続界面で剥離が生じ、接続抵抗が急激に上昇することはない。これにより、太陽電池素子で発生した光起電力を、時計の駆動部に安定して供給することができ、太陽電池付き電子時計の運針が停止してしまうなどの問題は発生しない。
【0025】
なお、本発明の太陽電池装置の製造方法の技術は、太陽電池付き電子時計に限らず、携帯電話、各種表示装置、測定装置、カード、電卓など、太陽電池装置を搭載可能なすべての電子機器に適用できる技術である。
【発明を実施するための最良の形態】
【0026】
[第1の実施形態]
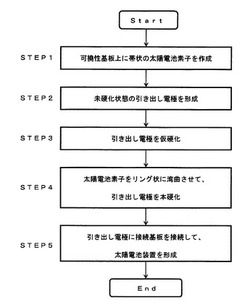
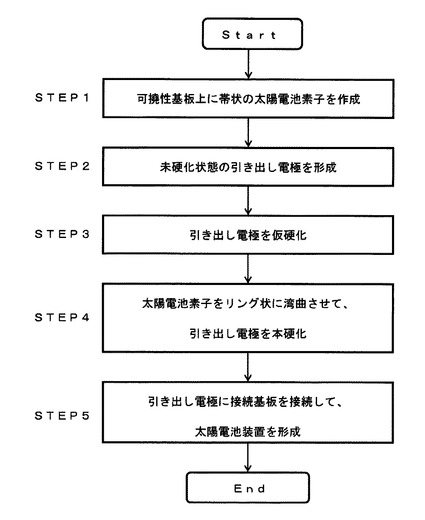
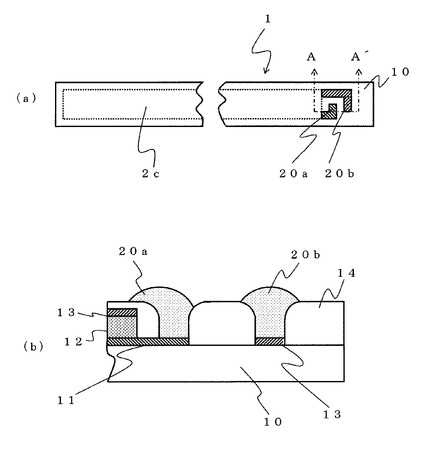
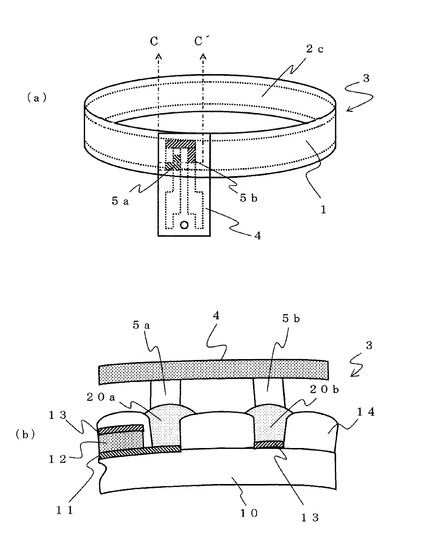
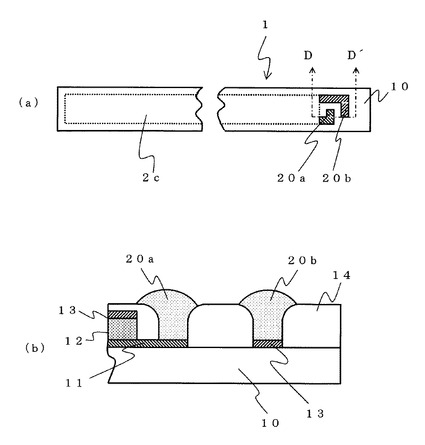
本発明の太陽電池装置の製造方法を、図1〜図4を参照しながら説明する。図1は本発明の太陽電池装置の製造方法の工程フローである。図2は図1に示したフロー中のステップ1〜3を説明する図であり、図3は図1に示したステップ4を説明するための図であり、図4はステップ5を説明するための図である。
【0027】
まず、図1、図2に示すように、ステップ1で、帯状の太陽電池素子1が、厚さ100μmの、PEN(ポリエチレンナフタレート)やPET(ポリエチレンテレフタレート)からなる透明樹脂製の可撓性基板10上に、素子のほぼ全面に光電変換領域2cを有して構成される。そして、この光電変換領域2cの端部であって、この光電変換領域2cではない箇所(図の右側の、光電変換層12が形成されていない領域)にて、絶縁保護膜14
の開口部を介して下部電極11と上部電極13とが露出形成されている。そして、この露出する下部電極11および上部電極13は、導電ペーストからなる引き出し電極20a、20bを介して、光電変換層12で得た光起電力を、外部に導出できる構成となっている。
【0028】
ここで、本ステップにおける太陽電池素子1の具体的な形成工程について説明する。図2に示すように、最初に、PENやPETなどの透明樹脂製の帯状の可撓性基板10上に、ITO(インジウム錫酸化物)、SnO2(酸化スズ)、ZnO2(酸化亜鉛)などの透明導電膜からなる下部電極11をスパッタリング法で形成する。
【0029】
次に、この下部電極11の表面に、アモルファスシリコン層からなる光電変換層12をプラズマCVD法により形成する。光電変換層12の接合構造は、pin接合構造、pn接合構造、ヘテロ接合構造、ショットキー型構造、多重接合構造等のいずれの構成でも構わない。
【0030】
次に、スパッタリング法によって、AlやTiからなる上部電極13を形成する。その後、詳細は略すが、フォトリソグラフィ法、ドライエッチング法により、光電変換領域2cの形状と、下部電極11を表面に露出させるパターンを形成する。
【0031】
最後に、アクリル系、エポキシ系あるいはウレタン系の光硬化性または熱硬化性の樹脂を用いて、スクリーン印刷法にて絶縁保護膜14を積層して形成する。このとき、この絶縁保護膜14には、上記パターン形成で露出した下部電極11と、上部電極13における引き出し電極形成部分に開口部を形成し、他の素子表面は、この絶縁保護膜14で覆う。
【0032】
次に、ステップ2で、太陽電池素子1における、絶縁保護膜14の表面で露出する、上部電極13と下部電極11に、スクリーン印刷によって導電性ペーストを塗布して、引き出し電極20a、20bを形成する。この導電性ペーストは、導電性粉体材料として微粒子状のカーボンを含む、熱硬化性のフェノール樹脂やポリエステル樹脂からなる主樹脂バインダーであり、電気回路接続のためのペースト材料として、一般に使われるものである。ここで、導電性ペーストとしてカーボンペースト、銀ペーストなどを使用できるが、ここではカーボンペーストを採用した。なお、この状態では、引き出し電極20a、20bは、未硬化状態である。
【0033】
次に、ステップ3で、未硬化状態の導電性ペーストからなる引き出し電極20a、20bを仮硬化する。ここでの仮硬化とは、本硬化条件の温度以下で、導電性ペーストの溶剤成分を乾燥させた半硬化状態を意味しており、僅かな力で容易に変形できる柔軟な状態のことを指す。具体的には、採用したカーボンペーストの場合、図2の状態で100℃の大気雰囲気の加熱炉中に10分間放置することで、ここでの仮硬化を行った。
【0034】
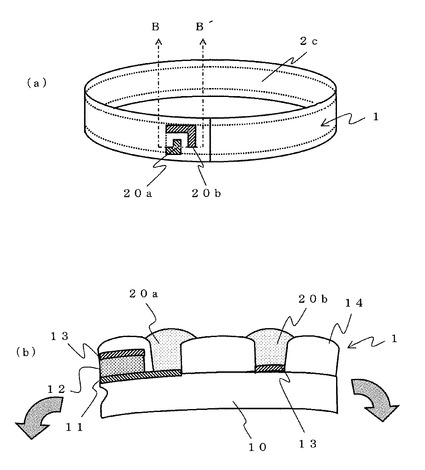
次に、ステップ4で、図3(a)に示すように、可撓性基板10上に形成した太陽電子素子1をリング状に湾曲させる。このとき、太陽電池素子1は、強引にリング状に湾曲しても、導電性ペーストからなる引き出し電極20a、20bは仮硬化状態(軟質状態)であるため、基板を曲げることにより引き出し電極20a、20bに掛かる歪み応力は、著しく緩和される。そのため、この引き出し電極20a、20bと、上部電極13および下部電極11間での剥離は発生しない。
【0035】
その後、この湾曲状態を保ったまま、この仮硬化状態の引き出し電極20a、20bの本硬化を行い、完全に硬化された引き出し電極20a、20bを得る。ここでの本硬化とは、熱硬化性の主樹脂バインダーが完全に硬化し、導電粉の流動が起こらず、容易に変形することが不可能な状態を指す。具体的には、採用したカーボンペーストの場合、140
℃の大気雰囲気の加熱炉中に60分間放置して、ここでの本硬化を行った。
【0036】
次に、ステップ5で、図4に示すように、湾曲状態で完全に硬化した引き出し電極20a、20bに、接続基板4に予め形成されている接続電極5a、5bを熱圧着することにより、他の電気回路に接続するための接続基板4を接合した。このとき、接続電極5a、5bは、銀ペーストあるいは異方性導電ペーストからなり、ここでは銀ペーストを150℃、1秒間、100g/cm2の圧力で熱圧着した。
【0037】
この様にして、本発明の製造方法で作製した、図4に示すリング状の太陽電池装置3は、装置を湾曲した状態としても、図10中のI−V特性40で示した平坦な状態での太陽電池装置3の特性と同じく、安定した挙動を取ることが確認できた。このI−V特性の安定化は、引き出し電極20a、20bと下部電極11と上部電極13間での急激な抵抗の上昇が起こっていないことを示している。なお、本発明の製造方法で作製した、太陽電池装置3の接続基板4を熱圧着した箇所の断面を、SEM(走査線型電子顕微鏡)により観察したが、引き出し電極20a、20bと、上部電極13および下部電極11間が剥離し、間隙が発生するなどの不良箇所は全く観察されなかった。
【0038】
以上の結果から、本発明の太陽電池装置の製造方法を採用すれば、リング状に湾曲させることによって、太陽電池素子1における引き出し電極20a、20bと、上部電極13と下部電極11との間に剥離による間隙が発生するなどの問題がなくなる。その結果、光電変換層12で発生した光起電力を、常に安定して、時計の駆動部に供給することが可能になるため、長時間に亘り、駆動可能な太陽電池付き電子時計となる。
【0039】
[第2の実施形態]
次に、本発明の太陽電池装置の他の製造方法について説明する。
第1の実施形態では、素子を湾曲させた上で、仮硬化状態の引き出し電極20a、20bを本硬化する工程と、太陽電池素子1に接続基板4を接合する工程を、別々の工程にて行う例を示したが、本実施形態では、これら工程(図1のステップ4とステップ5)を同時に行う。他の工程は、第1の実施形態と同じであるので、下記説明では、この相違点について主に説明をし、重複する説明は割愛する。
【0040】
まず、図2に示したステップ1〜3に沿って、熱硬化性樹脂の導電性ペーストで形成された、仮硬化した引き出し電極20a、20bを有する太陽電池素子1を形成する。
【0041】
次に、図3に示すように、太陽電池素子1を湾曲させ、図4に示すように、この湾曲状態を保ったまま、接続基板4に形成された、熱硬化性樹脂の導電性ペーストからなり、仮硬化状態の接続電極5a、5bと、同じく仮硬化状態の引き出し電極20a、20bとを重ねあわせる。
【0042】
次に、この太陽電池素子1を湾曲させた状態であって、ともに仮硬化状態の接続電極5a、5bと引き出し電極20a、20bとを、接続基板4の接続面とは反対側から熱圧着することにより、これら接続電極5a、5bと引き出し電極20a、20bとを、同時に本硬化させる。
【0043】
このとき仮硬化状態の、接続電極5a、5bと引き出し電極20a、20bは、樹脂バインダーとして熱硬化性樹脂を含む導電性ペーストなので、仮硬化した状態で更に熱が掛けられると、この仮硬化状態の導電性ペーストは一旦軟化した後に完全に硬化する。したがって、これら部材の接合段階で、両電極が仮硬化していたとしても、確実に電気的導通を持って接続することができる。
【0044】
この様な工程を経ることにより、引き出し電極20a、20bと、上部電極13と下部電極11間の剥離現象が防止できるだけでなく、図示しない接続基板4における金属配線と、導電ペーストからなる接続電極5a、5bとの接続の安定化も図ることができるので、第1の実施形態よりも、更に信頼性を向上させた装置とすることができる。
【0045】
なお、上記工程における、引き出し電極20a、20bを本硬化する工程と、太陽電池素子1に接続基板4を接合する工程を同時に行うにあたって、接続電極5a、5bの導電性ペーストの主成分である樹脂バインダーと、引き出し電極20a、20bの導電性ペースト主成分である樹脂バインダーに、共通の樹脂材料を用いるのが望ましい。この様に同じ樹脂バインダーを使用して接合工程を行うことで、同じ温度で確実に硬化反応が進めて、上記接合および本硬化を行うことができる。
【0046】
[第3の実施形態]
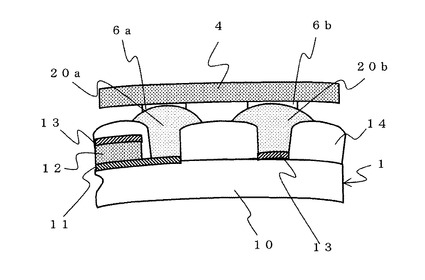
次に、本発明の太陽電池装置の更に他の製造方法について説明する。図5は、本発明のステップ5の他の例を説明するための図である。なお、本図面では、接続基板4と太陽電池素子1との接続箇所の断面のみを示している。
【0047】
第3の実施形態の製造方法は、第3の実施形態のように、接続基板4に接続電極5a、5bを設けず、接続基板4に設けた電極パッドに、直に引き出し電極20a、20bを接合しようとするものである。他の工程は、第2の実施形態と同じであるので、下記説明では、この相違点について主に説明をし、重複する説明は割愛する。
【0048】
まず、図1に示したステップ1〜3に沿って、熱硬化性樹脂の導電性ペーストで形成された、仮硬化した引き出し電極20a、20bを有する太陽電池素子1を形成し、図3に示した、太陽電池素子1を湾曲させる所までは、先の実施形態と同じである。
【0049】
次に、この湾曲状態を保ったまま、太陽電池素子1と接続基板4とを接続するが、本実施形態では、図5に示すように、太陽電池素子1の引き出し電極20a、20bと、接続基板4の電極パッド6a、6bとを重ねあわせる。
【0050】
次に、この太陽電池素子1を湾曲させた状態であって、仮硬化状態の引き出し電極20a、20bと電極パッド6a、6bとを介して、接続基板4の接続面とは反対側から熱圧着する。このとき仮硬化状態の導電性ペーストからなる引き出し電極20a、20bは、第3の実施形態と同様に、一旦軟化した後に完全に硬化する。この様にして、引き出し電極20a、20bの本硬化と、太陽電池素子1と接続基板4との接合を同時に行うことができ、両部材が確実に電気的導通を取る接続を実現する。
【0051】
上記工程を経ることにより、引き出し電極20a、20bと、上部電極13と下部電極11間の剥離現象が防止できるだけでなく、引き出し電極20a、20bと、接続基板4における電極パッド6a、6bとの接続の安定化も図ることができる。また、本実施形態の製造方法によれば、第1、第2の実施形態のように、接続電極5a、5bを設ける必要がないので、第1の実施形態よりも、更に信頼性を向上させた装置とすることができる。
【0052】
[第4の実施形態]
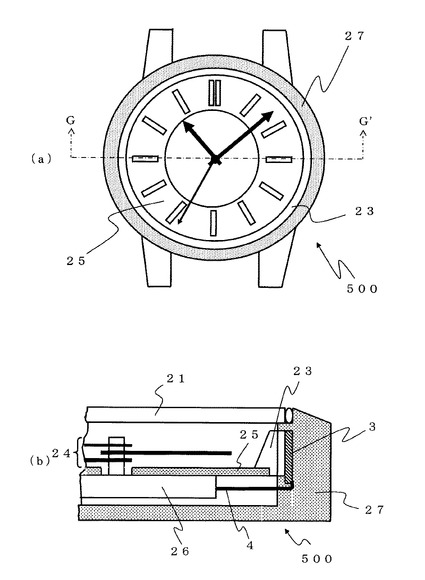
次に、本発明の製造方法で形成した太陽電池装置を搭載した太陽電池付き電子時計について図6を用いて説明する。図6(a)は、この太陽電池付き電子時計の正面図を示し、図6(b)は、(a)図におけるG−G’断面図を示している。
【0053】
図6(a)に示す様に、太陽電池付き電子時計500を構成する文字板25は円形状であり、文字板25の最外周部に見切りリング23を設置している。
【0054】
また、図6(b)に示すように、この太陽電池付き電子時計500は、時計ケース27に取り付けられた風防ガラス21と、その風防ガラス21と文字板25との隙間であり、この文字板25の最外周に透光性の見切りリング23を配置し、更にその見切りリング23の外周部に太陽電池装置3を配置している。そして、この太陽電池装置3は、引き出し電極に接続された接続基板4を介して、時計ケース27に収納されたムーブメント26の二次電池(図示せず)に接続されている。
【0055】
これにより、風防ガラス21を透過して文字板25と風防ガラス21間で反射を繰り返した光、または風防ガラス21を透過した直接光がこの透光性の見切りリング23に入射し、この見切りリング23を透過した光を、前述した太陽電池装置3に入射させることができる。そして、これらの入射光により光電交換した光起電力が、文字板5下に配設したムーブメント26における二次電池に蓄電される。
【0056】
また、文字板25には、ほぼ中心部に指針軸を通すだけの貫通孔が設けられており、上記二次電池により得られる電圧を昇圧するための昇圧回路と、指針24を駆動するための駆動回路を有するムーブメント26により、指針24を回転駆動させる。
【0057】
なお、太陽電池装置3は、文字板25の外周の時計ケース27の凹みに、この文字板25に対して略鉛直して配置される。
【0058】
この様に、第1および第2の実施形態で示した、導電性ペーストと電極間での、素子を湾曲させたときに掛かる歪み応力が緩和された太陽電池装置3を、太陽電池付き電子時計に適用すれば、太陽電池素子1で発生した光起電力を、時計の駆動部に常に安定して供給することが可能となり、時計の運針が停止してしまうなどの問題は発生しない。
【図面の簡単な説明】
【0059】
【図1】本発明の太陽電池装置の製造方法の工程フローを説明するための図である。
【図2】本発明に係る太陽電池素子の製造方法を説明するための図面である。
【図3】図2の続きの工程を示す図面である。
【図4】本発明の製造方法で形成された太陽電池装置を示す図面である。
【図5】本発明の他の製造方法で形成された太陽電池装置を示す図面である。
【図6】本発明の製造方法で形成された太陽電池装置を搭載した太陽電池付き電子時計の構成例を示す図面である。
【図7】従来の太陽電池素子の構成、および製造方法を説明するための図面である。
【図8】従来の太陽電池装置の構成、および製造方法を説明するための図面である。
【図9】従来の太陽電池装置の問題点を説明するための図面である。
【図10】従来の太陽電池装置の特性を示したグラフである。
【符号の説明】
【0060】
1 太陽電池素子
2c 光電変換層領域
3 太陽電池装置
4 接続基板
5a、5b 接続電極
6a、6b 電極パッド
10 可撓性基板
11 下部電極
12 光電変換層
13 上部電極
14 絶縁保護膜
20a、20b 引き出し電極
21 風防ガラス
23 見切りリング
24 指針
25 文字板
26 ムーブメント
27 時計ケース
500 太陽電池付き電子時計
【技術分野】
【0001】
本発明は、短辺と長辺を有する帯状の可撓性基板の一方の面に、光電変換層を有する太陽電池素子に、接続基板が接続された太陽電池装置の製造方法に関する。
【背景技術】
【0002】
太陽電池の起電力を利用した太陽電池付き電子時計は、光エネルギーを電気エネルギーに変換して時計駆動に利用する太陽電池を有しており、一般のクオーツ時計に内蔵される電池の消耗により、駆動が突然停止してしまうという心配がない。また、光エネルギーがある限り発電を続けることが可能であるので、電池の交換が不要な時計である。そのため、廃棄電池が発生することがないので、この時計は環境負荷が小さいという有利な点を有している。
【0003】
通常使われている太陽電池付き電子時計の構造は、文字板の裏面に太陽電池を配置していた。この構造における文字板は、透明もしくは半透明である必要があるため、その文字板材料が限定されてしまう。しかも、十分な光を太陽電池に導く必要があるために、光透過を阻害するデザインを文字板表面に付加することができない。つまり、従来の太陽電池付き電子時計は、文字板のデザイン性に制約を受けるものであった。
【0004】
そこで、文字板のデザイン性を重視して、風防ガラスと文字板との間の隙間の文字板最外周部に、太陽電池を湾曲して設置した太陽電池付き電子時計が提案された(例えば、特許文献1参照)。この太陽電池は、帯状の透明樹脂製の可撓性基板の一方の面に光電変換層が形成された太陽電池素子に、この光電変換層で発生する光起電力を外部に取り出すための接続基板が取り付けられる。この太陽電池素子に接続基板が接続された素子のことを、以下の説明では、太陽電池装置として説明する。
【0005】
ここで、特許文献1に示されている太陽電池素子および太陽電池装置について説明する。図7は、太陽電池素子の構成を示す上部平面図と、引き出し電極部分のD−D’断面図であり、図8は、この太陽電池素子に接続基板を取り付けた太陽電池装置の構成を示す上部平面図と、E−E’断面図である。
【0006】
図7(a)(b)に示す太陽電池素子1は、透光性であって帯状の可撓性基板10のほぼ全面に渡って、光電変換領域2cが形成されている。この光電変換領域2cは、透明導電材料からなる下部電極11と、アモルファスシリコンからなる光電変換層12と、金属材料からなる上部電極13とが順次形成された構成となっている。そして、この光電変換領域2cからは、下部電極11および上部電極13から延出する電極端子部が、絶縁保護膜14から露出して形成されており、ここで露出する下部電極11と上部電極13には、樹脂バインダーに金属粒子を含む導電性ペースト材からなる引き出し電極20a、20bが接続されている。この様にして、太陽電池素子1は、光電変換層12で得られる光起電力を、この引き出し電極20a、20bでもって外部に取り出せるようになる。なお、この太陽電池素子1が完成した段階で、導電性ペーストからなる引き出し電極20a、20bは、完全に硬化した状態にある。
【0007】
そして、図8に示すように、図7で示した太陽電池素子1に形成した引き出し電極20a、20bと、接続基板4に設けた、導電性ペーストからなる接続電極5a、5bとを、素子を平坦状態としたままで接続することで、目的の太陽電池装置3が完成する。
【0008】
そして、この太陽電池装置3を湾曲させた状態で、文字板に対して略鉛直させて、文字
板外周に配置することで、前述した文字板を透明もしくは半透明とする必要がない太陽電池付き電子時計となる。
【0009】
この様に構成すれば、デザイン性に優れた文字板、例えば文字板の材料に高反射性の金属材料を用いたり、視認側表面に多彩なインク層を設けた文字板を用いることができる。
【0010】
【特許文献1】国際公開第2004/066042号パンフレット(第12頁、第1図、第6図)
【発明の開示】
【発明が解決しようとする課題】
【0011】
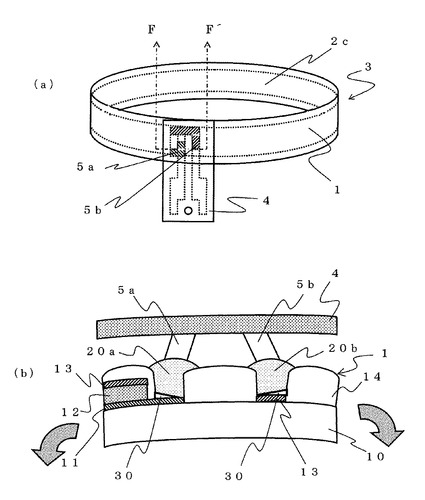
しかしながら、図8に示した太陽電池装置3を、上述したように湾曲させると、下記記載の問題が生ずる。図9は、太陽電池装置3を湾曲させたときに生じる問題点を説明するための図面であり、斜視図とF−F’断面図を示した。
【0012】
図8に示した平坦状の太陽電池素子1に接続基板4を接続した太陽電池装置3を、図9(a)(b)に示すように、光電変換層12を外側にして、素子の長辺方向に沿って湾曲させると、接続基板4は、太陽電池素子1とは追従して変形しないので、接続基板4と太陽電池素子1とを繋ぐ、引き出し電極20a、20b、および接続電極5a、5bに歪み応力が掛かる。
【0013】
すると、密着強度が弱い、樹脂材料を主成分とする導電性ペーストからなる引き出し電極20a、20bと、金属酸化物材料からなる下部電極11、および金属材料からなる上部電極13との接続界面で密着剥がれが起こり、ここに間隙30が形成されてしまう場合がある。
【0014】
この様に、上記接続界面に間隙30が形成されると、光電変換層12で光起電力が得られても、引き出し電極20a、20bと上部電極13および下部電極11間の接続抵抗が上昇して、光起電力の出力が阻害される。これにより、時計の駆動部にこの光起電力を伝達することが不可能となり、太陽電池付き電子時計の運針が停止してしまうなどの問題が発生する。
【0015】
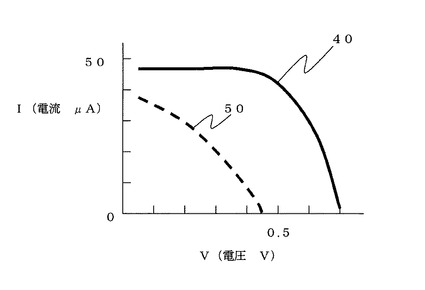
ここで、明るさ500ルクスの光を照射したときの、従来の太陽電池装置の特性評価を行ったので、その結果を図10に示す。図10の縦軸は電流、横軸には電圧を示している。なお、本図の符号40は、図8で示した平坦状態での太陽電池装置3のI−V特性を示し、符号50は図9で示したリング状に湾曲させた太陽電池装置3のI−V特性を示してある。
【0016】
図10からわかるように、平坦状態の太陽電池装置3のI−V特性40では、正常な出力特性が得られているものの、この太陽電池装置3をリング状に湾曲させただけで、I−V特性50となって著しく特性が劣化していることが確認できる。この現象の確認のため、I−V特性50を示した太陽電池装置3における、引き出し電極20a、20bと接続基板4の接続した箇所の断面を、SEM(走査線型電子顕微鏡)により観察した。その結果、従来の太陽電池装置3では、引き出し電極20a、20bと、上部電極13および下部電極11と間に、それぞれ間隙30が発生していることが確認された。
【0017】
そこで、本発明は上記課題を解決し、太陽電池装置を湾曲したとしても、接続不良が発生せず、長時間に亘り所望の光起電力を得ることのできる太陽電池装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0018】
上記課題を解決するため、本発明の太陽電池装置の製造方法は、下記記載の手段を使用する。
【0019】
本発明に係る太陽電池装置は、可撓性基板の一方の面に形成された太陽電池素子で発生する光起電力を取り出すための接続基板が、太陽電池素子の引き出し電極に接続されて湾曲状態を保って形成される。まず、本発明の製造方法では、可撓性基板の一方の面に、下部電極と光電変換層と上部電極とを順次形成し、表面で露出する下部電極と上部電極のそれぞれに、導電性粉体を含む樹脂バインダーからなる導電性ペーストを塗布して、引き出し電極を形成した後に、この引き出し電極を仮硬化して太陽電池素子を形成する。そして、この太陽電池素子における可撓性基板を、リング状に湾曲させた状態を保ったまま、引き出し電極を本硬化した後に、この引き出し電極に接続基板を接続することで、目的の太陽電池装置を得ることができる。
【0020】
また、上述した、導電性ペーストからなる引き出し電極を本硬化する工程と、引き出し電極と接続基板との接続する工程とを、同時に行うことが望ましい。
【0021】
また、上記接続基板は、引き出し電極との接合を行うための、導電性粉体を含む樹脂バインダーからなる導電性ペーストで形成された接続電極を有し、引き出し電極の導電性ペーストと、接続電極の導電性ペーストに含まれる樹脂バインダーに、同じ樹脂材料を用いるのが望ましい。
【0022】
また、上記接続基板は、引き出し電極との接合を行うための、電極パッドを有し、この引き出し電極を軟化させて、電極パッドとの接続を行っても良い。
【0023】
なお、上記樹脂バインダーは、熱硬化性樹脂を用いて行うのが最も好ましい。
【発明の効果】
【0024】
上記の製造方法を採用することで、仮硬化後の導電性ペーストは、比較的柔軟な状態であるために、引き出し電極と、上部電極および下部電極の接続界面で剥離が生じ、接続抵抗が急激に上昇することはない。これにより、太陽電池素子で発生した光起電力を、時計の駆動部に安定して供給することができ、太陽電池付き電子時計の運針が停止してしまうなどの問題は発生しない。
【0025】
なお、本発明の太陽電池装置の製造方法の技術は、太陽電池付き電子時計に限らず、携帯電話、各種表示装置、測定装置、カード、電卓など、太陽電池装置を搭載可能なすべての電子機器に適用できる技術である。
【発明を実施するための最良の形態】
【0026】
[第1の実施形態]
本発明の太陽電池装置の製造方法を、図1〜図4を参照しながら説明する。図1は本発明の太陽電池装置の製造方法の工程フローである。図2は図1に示したフロー中のステップ1〜3を説明する図であり、図3は図1に示したステップ4を説明するための図であり、図4はステップ5を説明するための図である。
【0027】
まず、図1、図2に示すように、ステップ1で、帯状の太陽電池素子1が、厚さ100μmの、PEN(ポリエチレンナフタレート)やPET(ポリエチレンテレフタレート)からなる透明樹脂製の可撓性基板10上に、素子のほぼ全面に光電変換領域2cを有して構成される。そして、この光電変換領域2cの端部であって、この光電変換領域2cではない箇所(図の右側の、光電変換層12が形成されていない領域)にて、絶縁保護膜14
の開口部を介して下部電極11と上部電極13とが露出形成されている。そして、この露出する下部電極11および上部電極13は、導電ペーストからなる引き出し電極20a、20bを介して、光電変換層12で得た光起電力を、外部に導出できる構成となっている。
【0028】
ここで、本ステップにおける太陽電池素子1の具体的な形成工程について説明する。図2に示すように、最初に、PENやPETなどの透明樹脂製の帯状の可撓性基板10上に、ITO(インジウム錫酸化物)、SnO2(酸化スズ)、ZnO2(酸化亜鉛)などの透明導電膜からなる下部電極11をスパッタリング法で形成する。
【0029】
次に、この下部電極11の表面に、アモルファスシリコン層からなる光電変換層12をプラズマCVD法により形成する。光電変換層12の接合構造は、pin接合構造、pn接合構造、ヘテロ接合構造、ショットキー型構造、多重接合構造等のいずれの構成でも構わない。
【0030】
次に、スパッタリング法によって、AlやTiからなる上部電極13を形成する。その後、詳細は略すが、フォトリソグラフィ法、ドライエッチング法により、光電変換領域2cの形状と、下部電極11を表面に露出させるパターンを形成する。
【0031】
最後に、アクリル系、エポキシ系あるいはウレタン系の光硬化性または熱硬化性の樹脂を用いて、スクリーン印刷法にて絶縁保護膜14を積層して形成する。このとき、この絶縁保護膜14には、上記パターン形成で露出した下部電極11と、上部電極13における引き出し電極形成部分に開口部を形成し、他の素子表面は、この絶縁保護膜14で覆う。
【0032】
次に、ステップ2で、太陽電池素子1における、絶縁保護膜14の表面で露出する、上部電極13と下部電極11に、スクリーン印刷によって導電性ペーストを塗布して、引き出し電極20a、20bを形成する。この導電性ペーストは、導電性粉体材料として微粒子状のカーボンを含む、熱硬化性のフェノール樹脂やポリエステル樹脂からなる主樹脂バインダーであり、電気回路接続のためのペースト材料として、一般に使われるものである。ここで、導電性ペーストとしてカーボンペースト、銀ペーストなどを使用できるが、ここではカーボンペーストを採用した。なお、この状態では、引き出し電極20a、20bは、未硬化状態である。
【0033】
次に、ステップ3で、未硬化状態の導電性ペーストからなる引き出し電極20a、20bを仮硬化する。ここでの仮硬化とは、本硬化条件の温度以下で、導電性ペーストの溶剤成分を乾燥させた半硬化状態を意味しており、僅かな力で容易に変形できる柔軟な状態のことを指す。具体的には、採用したカーボンペーストの場合、図2の状態で100℃の大気雰囲気の加熱炉中に10分間放置することで、ここでの仮硬化を行った。
【0034】
次に、ステップ4で、図3(a)に示すように、可撓性基板10上に形成した太陽電子素子1をリング状に湾曲させる。このとき、太陽電池素子1は、強引にリング状に湾曲しても、導電性ペーストからなる引き出し電極20a、20bは仮硬化状態(軟質状態)であるため、基板を曲げることにより引き出し電極20a、20bに掛かる歪み応力は、著しく緩和される。そのため、この引き出し電極20a、20bと、上部電極13および下部電極11間での剥離は発生しない。
【0035】
その後、この湾曲状態を保ったまま、この仮硬化状態の引き出し電極20a、20bの本硬化を行い、完全に硬化された引き出し電極20a、20bを得る。ここでの本硬化とは、熱硬化性の主樹脂バインダーが完全に硬化し、導電粉の流動が起こらず、容易に変形することが不可能な状態を指す。具体的には、採用したカーボンペーストの場合、140
℃の大気雰囲気の加熱炉中に60分間放置して、ここでの本硬化を行った。
【0036】
次に、ステップ5で、図4に示すように、湾曲状態で完全に硬化した引き出し電極20a、20bに、接続基板4に予め形成されている接続電極5a、5bを熱圧着することにより、他の電気回路に接続するための接続基板4を接合した。このとき、接続電極5a、5bは、銀ペーストあるいは異方性導電ペーストからなり、ここでは銀ペーストを150℃、1秒間、100g/cm2の圧力で熱圧着した。
【0037】
この様にして、本発明の製造方法で作製した、図4に示すリング状の太陽電池装置3は、装置を湾曲した状態としても、図10中のI−V特性40で示した平坦な状態での太陽電池装置3の特性と同じく、安定した挙動を取ることが確認できた。このI−V特性の安定化は、引き出し電極20a、20bと下部電極11と上部電極13間での急激な抵抗の上昇が起こっていないことを示している。なお、本発明の製造方法で作製した、太陽電池装置3の接続基板4を熱圧着した箇所の断面を、SEM(走査線型電子顕微鏡)により観察したが、引き出し電極20a、20bと、上部電極13および下部電極11間が剥離し、間隙が発生するなどの不良箇所は全く観察されなかった。
【0038】
以上の結果から、本発明の太陽電池装置の製造方法を採用すれば、リング状に湾曲させることによって、太陽電池素子1における引き出し電極20a、20bと、上部電極13と下部電極11との間に剥離による間隙が発生するなどの問題がなくなる。その結果、光電変換層12で発生した光起電力を、常に安定して、時計の駆動部に供給することが可能になるため、長時間に亘り、駆動可能な太陽電池付き電子時計となる。
【0039】
[第2の実施形態]
次に、本発明の太陽電池装置の他の製造方法について説明する。
第1の実施形態では、素子を湾曲させた上で、仮硬化状態の引き出し電極20a、20bを本硬化する工程と、太陽電池素子1に接続基板4を接合する工程を、別々の工程にて行う例を示したが、本実施形態では、これら工程(図1のステップ4とステップ5)を同時に行う。他の工程は、第1の実施形態と同じであるので、下記説明では、この相違点について主に説明をし、重複する説明は割愛する。
【0040】
まず、図2に示したステップ1〜3に沿って、熱硬化性樹脂の導電性ペーストで形成された、仮硬化した引き出し電極20a、20bを有する太陽電池素子1を形成する。
【0041】
次に、図3に示すように、太陽電池素子1を湾曲させ、図4に示すように、この湾曲状態を保ったまま、接続基板4に形成された、熱硬化性樹脂の導電性ペーストからなり、仮硬化状態の接続電極5a、5bと、同じく仮硬化状態の引き出し電極20a、20bとを重ねあわせる。
【0042】
次に、この太陽電池素子1を湾曲させた状態であって、ともに仮硬化状態の接続電極5a、5bと引き出し電極20a、20bとを、接続基板4の接続面とは反対側から熱圧着することにより、これら接続電極5a、5bと引き出し電極20a、20bとを、同時に本硬化させる。
【0043】
このとき仮硬化状態の、接続電極5a、5bと引き出し電極20a、20bは、樹脂バインダーとして熱硬化性樹脂を含む導電性ペーストなので、仮硬化した状態で更に熱が掛けられると、この仮硬化状態の導電性ペーストは一旦軟化した後に完全に硬化する。したがって、これら部材の接合段階で、両電極が仮硬化していたとしても、確実に電気的導通を持って接続することができる。
【0044】
この様な工程を経ることにより、引き出し電極20a、20bと、上部電極13と下部電極11間の剥離現象が防止できるだけでなく、図示しない接続基板4における金属配線と、導電ペーストからなる接続電極5a、5bとの接続の安定化も図ることができるので、第1の実施形態よりも、更に信頼性を向上させた装置とすることができる。
【0045】
なお、上記工程における、引き出し電極20a、20bを本硬化する工程と、太陽電池素子1に接続基板4を接合する工程を同時に行うにあたって、接続電極5a、5bの導電性ペーストの主成分である樹脂バインダーと、引き出し電極20a、20bの導電性ペースト主成分である樹脂バインダーに、共通の樹脂材料を用いるのが望ましい。この様に同じ樹脂バインダーを使用して接合工程を行うことで、同じ温度で確実に硬化反応が進めて、上記接合および本硬化を行うことができる。
【0046】
[第3の実施形態]
次に、本発明の太陽電池装置の更に他の製造方法について説明する。図5は、本発明のステップ5の他の例を説明するための図である。なお、本図面では、接続基板4と太陽電池素子1との接続箇所の断面のみを示している。
【0047】
第3の実施形態の製造方法は、第3の実施形態のように、接続基板4に接続電極5a、5bを設けず、接続基板4に設けた電極パッドに、直に引き出し電極20a、20bを接合しようとするものである。他の工程は、第2の実施形態と同じであるので、下記説明では、この相違点について主に説明をし、重複する説明は割愛する。
【0048】
まず、図1に示したステップ1〜3に沿って、熱硬化性樹脂の導電性ペーストで形成された、仮硬化した引き出し電極20a、20bを有する太陽電池素子1を形成し、図3に示した、太陽電池素子1を湾曲させる所までは、先の実施形態と同じである。
【0049】
次に、この湾曲状態を保ったまま、太陽電池素子1と接続基板4とを接続するが、本実施形態では、図5に示すように、太陽電池素子1の引き出し電極20a、20bと、接続基板4の電極パッド6a、6bとを重ねあわせる。
【0050】
次に、この太陽電池素子1を湾曲させた状態であって、仮硬化状態の引き出し電極20a、20bと電極パッド6a、6bとを介して、接続基板4の接続面とは反対側から熱圧着する。このとき仮硬化状態の導電性ペーストからなる引き出し電極20a、20bは、第3の実施形態と同様に、一旦軟化した後に完全に硬化する。この様にして、引き出し電極20a、20bの本硬化と、太陽電池素子1と接続基板4との接合を同時に行うことができ、両部材が確実に電気的導通を取る接続を実現する。
【0051】
上記工程を経ることにより、引き出し電極20a、20bと、上部電極13と下部電極11間の剥離現象が防止できるだけでなく、引き出し電極20a、20bと、接続基板4における電極パッド6a、6bとの接続の安定化も図ることができる。また、本実施形態の製造方法によれば、第1、第2の実施形態のように、接続電極5a、5bを設ける必要がないので、第1の実施形態よりも、更に信頼性を向上させた装置とすることができる。
【0052】
[第4の実施形態]
次に、本発明の製造方法で形成した太陽電池装置を搭載した太陽電池付き電子時計について図6を用いて説明する。図6(a)は、この太陽電池付き電子時計の正面図を示し、図6(b)は、(a)図におけるG−G’断面図を示している。
【0053】
図6(a)に示す様に、太陽電池付き電子時計500を構成する文字板25は円形状であり、文字板25の最外周部に見切りリング23を設置している。
【0054】
また、図6(b)に示すように、この太陽電池付き電子時計500は、時計ケース27に取り付けられた風防ガラス21と、その風防ガラス21と文字板25との隙間であり、この文字板25の最外周に透光性の見切りリング23を配置し、更にその見切りリング23の外周部に太陽電池装置3を配置している。そして、この太陽電池装置3は、引き出し電極に接続された接続基板4を介して、時計ケース27に収納されたムーブメント26の二次電池(図示せず)に接続されている。
【0055】
これにより、風防ガラス21を透過して文字板25と風防ガラス21間で反射を繰り返した光、または風防ガラス21を透過した直接光がこの透光性の見切りリング23に入射し、この見切りリング23を透過した光を、前述した太陽電池装置3に入射させることができる。そして、これらの入射光により光電交換した光起電力が、文字板5下に配設したムーブメント26における二次電池に蓄電される。
【0056】
また、文字板25には、ほぼ中心部に指針軸を通すだけの貫通孔が設けられており、上記二次電池により得られる電圧を昇圧するための昇圧回路と、指針24を駆動するための駆動回路を有するムーブメント26により、指針24を回転駆動させる。
【0057】
なお、太陽電池装置3は、文字板25の外周の時計ケース27の凹みに、この文字板25に対して略鉛直して配置される。
【0058】
この様に、第1および第2の実施形態で示した、導電性ペーストと電極間での、素子を湾曲させたときに掛かる歪み応力が緩和された太陽電池装置3を、太陽電池付き電子時計に適用すれば、太陽電池素子1で発生した光起電力を、時計の駆動部に常に安定して供給することが可能となり、時計の運針が停止してしまうなどの問題は発生しない。
【図面の簡単な説明】
【0059】
【図1】本発明の太陽電池装置の製造方法の工程フローを説明するための図である。
【図2】本発明に係る太陽電池素子の製造方法を説明するための図面である。
【図3】図2の続きの工程を示す図面である。
【図4】本発明の製造方法で形成された太陽電池装置を示す図面である。
【図5】本発明の他の製造方法で形成された太陽電池装置を示す図面である。
【図6】本発明の製造方法で形成された太陽電池装置を搭載した太陽電池付き電子時計の構成例を示す図面である。
【図7】従来の太陽電池素子の構成、および製造方法を説明するための図面である。
【図8】従来の太陽電池装置の構成、および製造方法を説明するための図面である。
【図9】従来の太陽電池装置の問題点を説明するための図面である。
【図10】従来の太陽電池装置の特性を示したグラフである。
【符号の説明】
【0060】
1 太陽電池素子
2c 光電変換層領域
3 太陽電池装置
4 接続基板
5a、5b 接続電極
6a、6b 電極パッド
10 可撓性基板
11 下部電極
12 光電変換層
13 上部電極
14 絶縁保護膜
20a、20b 引き出し電極
21 風防ガラス
23 見切りリング
24 指針
25 文字板
26 ムーブメント
27 時計ケース
500 太陽電池付き電子時計
【特許請求の範囲】
【請求項1】
可撓性基板の一方の面に形成された太陽電池素子で発生する光起電力を取り出すための接続基板が、当該太陽電池素子の引き出し電極に接続されて湾曲状態を保って形成される太陽電池装置の製造方法において、
前記可撓性基板の一方の面に、下部電極と光電変換層と上部電極とを順次形成し、
表面で露出する前記下部電極と前記上部電極のそれぞれに、導電性粉体を含む樹脂バインダーからなる導電性ペーストを塗布して、引き出し電極を形成した後に、当該引き出し電極を仮硬化して前記太陽電池素子を形成し、
前記太陽電池素子における前記可撓性基板をリング状に湾曲させ、この湾曲状態を保ったまま、前記引き出し電極を本硬化した後に、前記引き出し電極に前記接続基板を接続する
ことを特徴とする太陽電池装置の製造方法。
【請求項2】
前記引き出し電極を本硬化する工程と、前記引き出し電極と前記接続基板との接続とを、同時に行う
ことを特徴とする請求項1に記載の太陽電池装置の製造方法。
【請求項3】
前記接続基板は、前記引き出し電極との接合を行うための、導電性粉体を含む樹脂バインダーからなる導電性ペーストで形成された接続電極を有し、
前記引き出し電極の前記導電性ペーストと、前記接続電極の前記導電性ペーストに含まれる樹脂バインダーは、同じ樹脂材料である
ことを特徴とする請求項2に記載の太陽電池装置の製造方法。
【請求項4】
前記接続基板は、前記引き出し電極との接合を行うための、電極パッドを有し、
前記引き出し電極を軟化させて、前記電極パッドとの接続を行う
ことを特徴とする請求項2に記載の太陽電池装置の製造方法。
【請求項5】
前記樹脂バインダーは、熱硬化性樹脂である
ことを特徴とする請求項1から4のいずれか一項に記載の太陽電池装置の製造方法。
【請求項1】
可撓性基板の一方の面に形成された太陽電池素子で発生する光起電力を取り出すための接続基板が、当該太陽電池素子の引き出し電極に接続されて湾曲状態を保って形成される太陽電池装置の製造方法において、
前記可撓性基板の一方の面に、下部電極と光電変換層と上部電極とを順次形成し、
表面で露出する前記下部電極と前記上部電極のそれぞれに、導電性粉体を含む樹脂バインダーからなる導電性ペーストを塗布して、引き出し電極を形成した後に、当該引き出し電極を仮硬化して前記太陽電池素子を形成し、
前記太陽電池素子における前記可撓性基板をリング状に湾曲させ、この湾曲状態を保ったまま、前記引き出し電極を本硬化した後に、前記引き出し電極に前記接続基板を接続する
ことを特徴とする太陽電池装置の製造方法。
【請求項2】
前記引き出し電極を本硬化する工程と、前記引き出し電極と前記接続基板との接続とを、同時に行う
ことを特徴とする請求項1に記載の太陽電池装置の製造方法。
【請求項3】
前記接続基板は、前記引き出し電極との接合を行うための、導電性粉体を含む樹脂バインダーからなる導電性ペーストで形成された接続電極を有し、
前記引き出し電極の前記導電性ペーストと、前記接続電極の前記導電性ペーストに含まれる樹脂バインダーは、同じ樹脂材料である
ことを特徴とする請求項2に記載の太陽電池装置の製造方法。
【請求項4】
前記接続基板は、前記引き出し電極との接合を行うための、電極パッドを有し、
前記引き出し電極を軟化させて、前記電極パッドとの接続を行う
ことを特徴とする請求項2に記載の太陽電池装置の製造方法。
【請求項5】
前記樹脂バインダーは、熱硬化性樹脂である
ことを特徴とする請求項1から4のいずれか一項に記載の太陽電池装置の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−218490(P2009−218490A)
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願番号】特願2008−62858(P2008−62858)
【出願日】平成20年3月12日(2008.3.12)
【出願人】(000001960)シチズンホールディングス株式会社 (1,939)
【Fターム(参考)】
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願日】平成20年3月12日(2008.3.12)
【出願人】(000001960)シチズンホールディングス株式会社 (1,939)
【Fターム(参考)】
[ Back to top ]