
安価な歯車燃料ポンプ
本発明は、内部ポンプ・チャンバ200、それへの入口40′、およびそこからの出口42′を備えたハウジング10′を有する歯車ポンプに向けられている。出口は入口から離間されている。1組の回転歯車330、332がチャンバ内に配置される。歯車は、回転中に噛み合う歯を含む。歯車は好ましくは粉末金属構造であり、回転軸を有するシャフト230、232に固定される。1組の一体ベアリング210、212がチャンバ内に配置され、各シャフト320の第1および第2端部の一方を軸受けする。一体ベアリングは、シャフトの第1および第2端部の正確な整列を与え、シャフトを平行に維持する。
【発明の詳細な説明】
【技術分野】
【0001】
本願は、2004年2月13日出願の米国暫定特許出願第60/554,582号から優先権を請求し、証明によってここに組み込まれる。
本発明は、一般に歯車ポンプに関する。さらに詳しくは、本発明は、改善されたベアリングおよび歯車組立体構造に関し、特に燃料ポンプとして用いられるものおよびそれを製造する方法に関する。
【背景技術】
【0002】
代表的な歯車燃料ポンプは、固定吐出量ポンピング装置である。それは、燃料タンクから燃料を受け、燃料を加圧し、燃料を、エンジン燃焼用燃料制御器を介して燃料ノズルへ高圧で送給する。歯車ポンプは、一般に平行交差円筒形穴によって形成された内部ポンプ・チャンバを有するアルミニウム・ハウジング等のハウジングを含む。通常は類似形状の第1および第2歯車が各穴に配置され、歯車がハウジング内側で穴の交差領域において互いに噛み合う。第1または駆動歯車はスプライン付き駆動シャフトを有し、シャフトが回転するときに第1歯車が第2歯車(一般に被駆動歯車と呼ばれる)を駆動する。歯車がハウジング内で回転するとき、流体がポンプの入口から出口に送られる。歯車は高圧かつ高負荷で高度に応力を受ける。スパーまたはヘリカル形状の歯車が用いられる。スパーギヤが最も一般的ではあるが。歯車は入口付近では噛み合わないように駆動され、流体を穴の周囲で歯車が噛み合う領域まで運ぶ。歯車の噛合がポンプ・チャンバから流体を押し出し、流体が出口からポンプ・ハウジングを出る。
【0003】
ポンプ運転中は押し出されるべき流体の圧力は入口よりも出口において高いので、その差圧が様々な構成部品の境界を横断して出口から入口への漏洩流を生じる。この漏洩流は、ポンプの効率を低下させる。いくつかの例の場合には、同一に作られた一方のポンプから別のポンプへ漏洩流に相当の変動を来すことがある。押し出される容積は噛合歯車によって吐出される容積の直接関数になるので、噛合歯車の深さの変動が流量に大きく影響を及ぼす。従って、ポンプ効率を改善するために歯車の正確な整列および噛合を与えることが重要である。
【0004】
通常は、4個の分離ベアリングが穴の中に配置され、歯車シャフトの一部分を軸受けまたは支持する。ベアリングは通常は、歯車が噛み合う領域に整列する周囲の一部分に沿って対面係合する平面を持ったほぼ円筒形外面形状をしている。ベアリングは、ポンプ・チャンバに嵌合するように採寸される。通常の場合には、ベアリングは、平面の中心と別の円筒形ベアリングの直径方向反対側との間の設計寸法に対して細心の注意を払って作られる。漏洩路を最少にするために、このようなベアリングはポンプの各穴内に緊密嵌合を形成するように作られ、また、希ではなく、公差の変動のために良好な嵌合が常に達成されるとは限らない。従って、組立過程中に、正確な嵌合が達成される期待を込めて1またはそれを超えるベアリングの平面から材料を削り取ることが慣例であった。実際に、ベアリングは、緊密嵌合を維持するように試みながら、公差変動を吸収するように削られるように設計される。
【0005】
しかし、切削過程において、ベアリングの軸方向中心線に関する平坦面の平行が失われることがあり、漏洩路を発生する。代って、面の平坦度が切削過程中に失われて、平面を横断する漏洩路を再び発生する。切削過程は、ベアリングの端に関する平坦面の直角度または直角精度を喪失することもある。それは、ハウジング端壁に対して適正に密封せず、運転中のシャフト撓みに応答してベアリングが適正に動くことを阻止するか、あるいはシャフトの誤整合を生じる。切削は、ベアリングによって軸受けされた歯車の噛合の変更深さを生じることもあり、これがポンプの流量を変える。
【0006】
他の同一ポンプにおける異なる流量を生じる別の基本的な因子は、従来各スプライン付き駆動シャフトおよび対応する歯車が一体の棒材被駆動歯車に作られ、その棒状部分(すなわち、駆動シャフト)および歯車が単独の一体ユニットとして形成されることである。それだから、駆動シャフトの両端部が分離して製造され、ベアリングとの嵌合を与える両端部に異なる直径を生じることがある。
【0007】
一般に譲渡された米国特許第6,042,352号は、改良された歯車燃料ポンプが開発された形式の歯車ポンプに向けられている。その他の既存の歯車ポンプ設計は、米国特許第4,682,938号、同第4,193,745号、同第4,097,206号、同第3,003,426号、同第2,981,200号、同第2,774,309号を含めて当該技術においては公知である。
【発明の開示】
【発明が解決しようとする課題】
【0008】
上述したことから照らして、当該技術における1またはそれを超える欠点に解決を与える改良された歯車ポンプの要請があることは明らかである。それらに対してこれまでに実現されていない多数の利点を与えながら、従来技術によって不十分に向けられていた各要請に解決を与える燃料ポンプ等の改良された歯車ポンプが、当該技術において顕著な前進を表すことは依然としてさらに明らかである。
【課題を解決するための手段】
【0009】
新規で改良された歯車燃料ポンプ組立体が提供される。
特に、本発明の一実施例によれば、歯車ポンプは内部ポンプ・チャンバと、チャンバにそれぞれ連通していて離間された入口および出口とを含むハウジングを備えている。1組の回転歯車がチャンバに配置され、各歯車は回転軸を有する各シャフトに固定される。歯車の歯は噛み合ってハウジングを介して押し出される流体を加圧する。1組の一体ベアリングがチャンバ内で歯車の両端に配置され、各シャフトの第1および第2端部の一方を軸受けする。一体ベアリングは、第1および第2シャフトの正確な整列を与え、シャフトを平行に維持する。
【0010】
好ましくは、歯車は粉末金属から形成され、一定直径シャフトに固定される。各歯車は、一緒に回転するようにシャフトの一方にキー止めされ、僅かな誤整列がある場合に、シャフトと歯車との間の寸法公差が歯車の適正噛合を与える。
【0011】
本発明の別の実施例によれば、歯車ポンプを組み立てる方法が提供される。その方法は、長手方向に沿ってほぼ一定の直径を有する第1および第2シャフトを設ける段階を含む。歯車は各シャフト上で前進され、各シャフトに固定される。一体ベアリングが次いでシャフトに装着される。ベアリングとおよび歯車を装着されたシャフトとが、歯車ポンプのハウジング内に装着される。
【0012】
本発明の一観点によれば、一体ベアリングおよび歯車が粉末金属から作られる。粉末金属技術を用いることによって、一体ベアリングおよび歯車は広範に亘る追加の機械加工を必要とせずに形成されうる。
【発明の効果】
【0013】
本発明の主要な利点は、従来のベアリングに比べて整列の点で高い正確度を有する均質な一体ベアリングを与える能力にある。
本発明の別の利点は、慣用材料から成形された構成部品よりも長く持続する歯車ポンプ用粉末金属構成部品を与える能力にある。
【0014】
さらに別の利点は、一体ベアリングの使用と関連した精密配列にある。
さらなる利点は、従来のベアリング、歯車、シャフトに関連した広範な追加の製造工程を減少することによって、粉末金属構成部品に関連した相当な節約にある。
【0015】
本発明のさらに別の利点および観点は、以下の好適実施例の詳細な記載を読みかつ理解することから明らかになるであろう。
【発明を実施するための最良の形態】
【0016】
ここの記載および図面は単なる例示であり、様々な修正および変更が本発明の精神から逸脱せずに開示された構造において為されうることを理解されたい。同様な番号は、いくつかの図面を通じて同様な部品を参照している。
【0017】
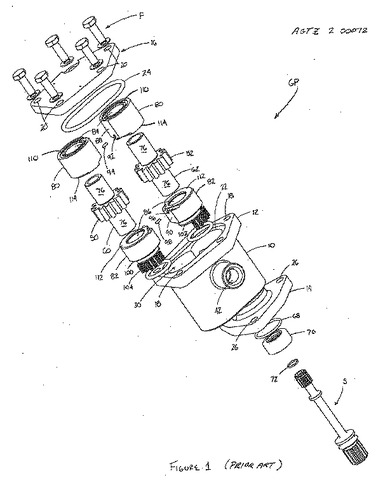
図1を参照すれば、従来の歯車ポンプ組立体GPは、一般にアルミニウムから作られていて、端フランジ12、14を有するハウジング10と、ハウジングを密封するための端プレートまたは蓋16とを通常は含む。端フランジ12は複数の穴18を含み、また、蓋16は蓋をハウジングに固定する慣用の締結具Fを受けるように採寸された対応する穴20を含む。図1および2に示すように、端フランジ12および蓋16は断面がほぼ多角形である。しかし、端フランジ12および蓋16は、歯車ポンプおよび/またはポンプが使用される環境に基づくその他の形状を有することもできることは当業者によって理解されるべきである。ハウジングは、シール24を受ける凹部22をさらに含む。端フランジ14もまた歯車ポンプGPを任意の回転エネルギ源(図示せず)に装着するための複数の装着穴26を含む。
【0018】
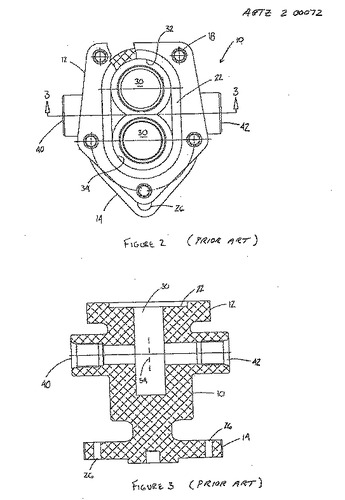
図2を参照すれば、ハウジング10は2つの平行交差円筒形穴32、34によって形成されるチャンバ30を含む。ハウジング10は、入口40と出口42とを有する。図1に示すように、図3における破線54で示す領域においてほぼ噛み合うように、歯車ポンプGPは穴32および34に配置された第1歯車50および第2歯車52をさらに含む。第1歯車50は中空駆動シャフトまたはジャーナル60と一体に成形され、他方、第2歯車52は中空駆動シャフトまたはジャーナル62と一体に成形される。通常は、シャフトおよび歯車は棒材から作られ、シャフトの所望の直径および歯車の詳細に機械加工される。理解されるように、棒材の相当量がこの慣用の製造操作において取り除かれる。さらに、従来技術において述べたように、その従来構造に関連した問題がある。
【0019】
被駆動シャフト62はスプライン付き内面(図示せず)を含む。スプライン付き内面は回転エネルギ源に接続された回転シャフトSのスプライン付き端部によって係合される。回転シャフトSは、ハウジング内の開口(図示せず)を貫通する。Oリング68およびシャフト・シール70は、歯車ポンプの外部漏洩を防止するように開口の周りに設けられる。シール72は駆動シャフトに常態で連結される。
【0020】
ハウジング10内で、両シャフト60、62は端部76を有し、端部76は各第1ベアリング80および第2ベアリング82に支持または軸受けされる。ベアリング80、82は別個に成形され、円筒形開口84、86によって画定されるシャフトの回転軸周りにほぼ円筒形状に成形される。各ベアリングは、歯車50、52が噛み合う点54に直接に隣接した部分に各平面88、90が設けられる。隣接ベアリング80の各平面88は、穴または凹部92を含む。平面88は、互いに対面し、穴に受けられたピン94によって互いに係合される。同様に、隣接ベアリング82の各平面90は、ピン98を受ける穴または凹部96を含む。平面88、90は、開口84、86の中心線に平行な平面によって画定されるように意図される。
【0021】
一般に、ベアリングはハウジング10の円筒形穴32、34内で長手方向に固定される。しかし、各ベアリング82の底面100は個々のスプリング104を受けるための複数の開口(図示せず)を有するフランジ102を含む。このようにして、加圧ベアリングは円筒形穴内でシャフト60、62の端部76に沿って長手方向に押し付けられまたは偏倚作用を受ける。
【0022】
燃料は、ベアリング82の低圧入口側からベアリング82の高圧排出側まで押し出される。ベアリング80、82間で長手方向に受けられた歯車50、52は、各平行軸の周りで回転し、一緒に噛み合う。流体は、歯車50、52の外側の周りの入口から出口まで当該技術において周知の仕方で出口に移動される。
【0023】
図1および2に示すように、ベアリング構造およびハウジング10の円筒形穴32、34は、8の字形形状を有する。従来のベアリング80、82の製造においては、制御された公差は、平面88、90からベアリングの周囲における直径方向反対点までの距離である。上述したように、平面88、90は、ベアリング80、82が歯車ポンプ・ハウジング10に嵌合されるように通常は切削される。このようにして、制御された公差は、切削過程中にある程度まで喪失される。従来の歯車ポンプに用いられるベアリングの平面は組立中に切削を必要とするので、ベアリングの中心線に対する平面の平行性の喪失、ベアリング80、82の各上面110、112および底面114、100に関する平面88、90の平坦度または直角度の喪失が起こる。その結果、歯車ポンプGPは漏れを生じ、または所望よりも効率を低下させる。
【0024】
上記に簡単に述べたように、歯車50、52は各シャフト60、62と一体に成形される。各シャフトおよび対応する歯車は、一体の棒材から製造され、その場合にシャフトの両端部76および歯車は単独ユニットとして成形される。このようにして、両端部の異なる直径を生じることもあるシャフトの両端部が別個に成形される。この寸法差を修正するために、大きな反対端部の直径が通常は他端部の直径に整合するように研磨される。しかし、この研磨過程は、一体歯車50、52に対するシャフト60、62の直角度または垂直度の喪失を生じることがある。これは歯車の噛合に影響を及ぼし、押し出される容積は噛合歯車によって吐出される容積の直接関数になるので、歯車ポンプの流量に影響を及ぼす。
【0025】
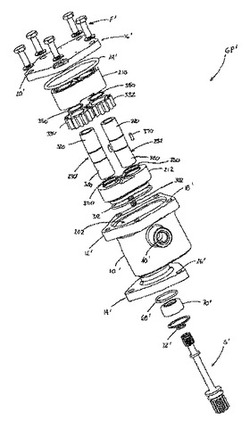
図4を参照すれば、本発明に基づく歯車ポンプが示されている。構造および機能の多くは実質的に同一であるので、単独のプライム符号(′)を付けた参照番号は同様な構成部品(例えば、ハウジング10は参照番号10′によって参照される)を参照し、新規な番号は新規な構成部品を表示する。同様に、変えられないままの構成部品の説明は不要となる。
【0026】
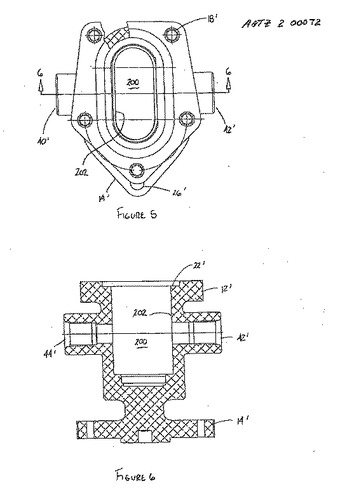
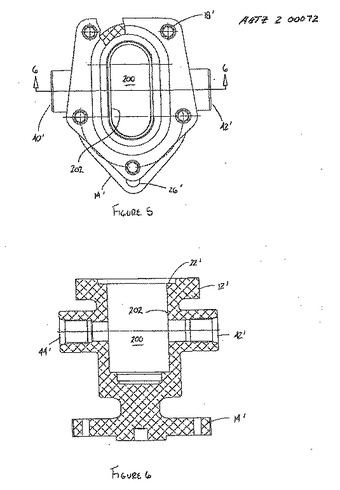
図4−6に示す歯車ポンプGP′は、単独の円筒形穴202を画定したチャンバ200を有するハウジング10′を含む。ハウジング10′は、1組のベアリング210、212を受ける。各ベアリングは粉末金属から成形された一体ベアリングである。すなわち、ベアリングは、結合ラインを有していないほぼ均質な構成部品である。それらは、従来の二体ベアリング組立体に比較したとき、連続している。各ベアリングは、好ましくは、ほぼ長円形断面をしている。各ベアリングの周囲はハウジング10′の類似の採寸穴202と嵌合することがわかるであろう。しかし、ベアリングおよび対応する穴が、ハウジング10′のチャンバ200内で各ベアリングを密着して受けるようにするその他の輪郭を有することもできることを、当業者は理解されたい。
【0027】
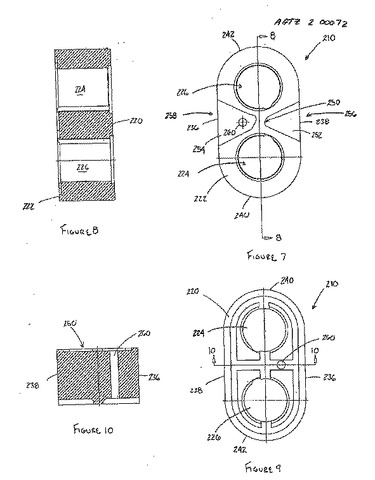
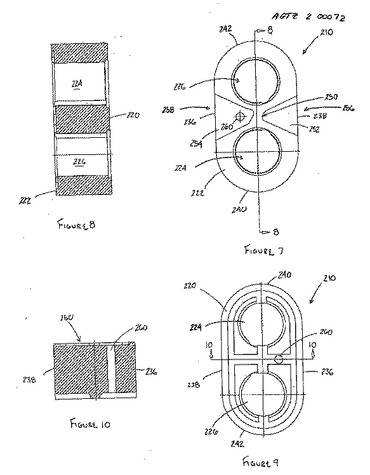
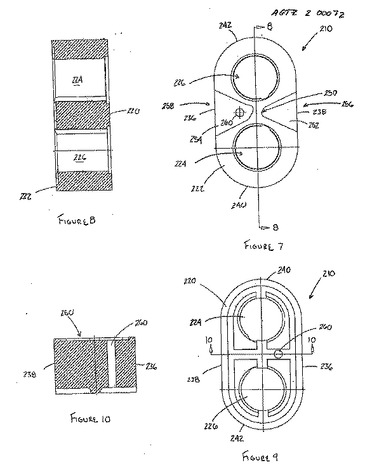
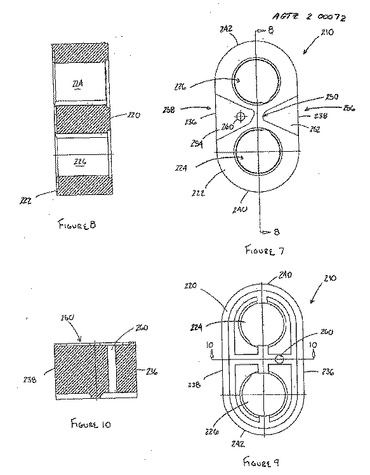
図8−10を参照すれば、ハウジング内でほぼ長手方向に固定される一体のベアリング210は、第1または上面220と、第2または底面222と、シャフトまたはジャーナル230、232の回転軸と同心の中心軸を有する1組の開口224、226とを含む。ベアリングはさらに第1および第2の延長面236、238を含む。第1の延長面は第2の延長面にほぼ平行であり、好適構造において両延長面はほぼ平面である。上述したように、両端240、242は円弧輪郭を有する。しかし、両端240、242は、本発明の範囲および意図から逸脱せずに他の形状を有することもできる。
【0028】
図7を続けて参照すれば、ベアリング210の底面222は、ダム250、入口面レリーフ252、放出面レリーフ254を含む。このようにして、ベアリングのダム250は、入口面レリーフと放出面レリーフとの間に配置される。ベアリングのダム壁は入口側256と出口側258との間に密封ダム領域を形成し、従って歯車ポンプGP′の入口側40′に低圧領域を作り、その出口側42′に高圧領域を作る。ベアリングは、ベアリング潤滑排出用の流出穴260をさらに有する。図10に示すように、流出穴260はその長手方向に沿ってほぼ一定の直径を有し、ダム領域250と垂直に交差する。
【0029】
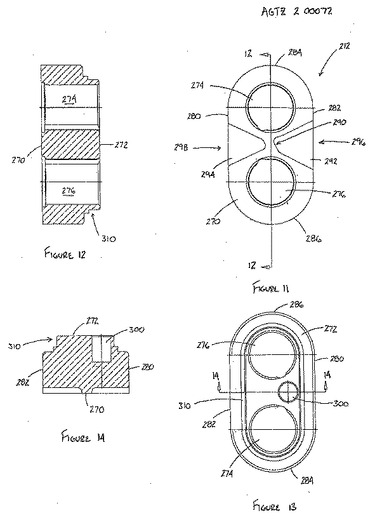
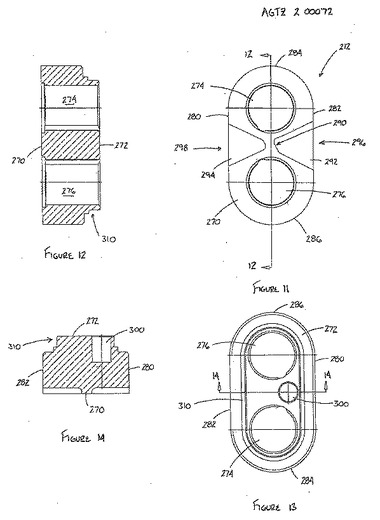
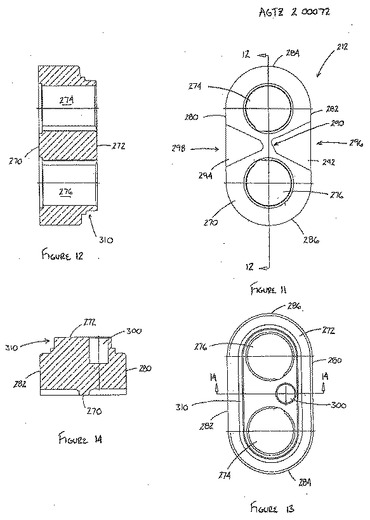
図11−14を参照すれば、一体ベアリング212は、第1または上面270と、第2または底面272と、ベアリング210の開口224、226の中心軸およびシャフト230、232の回転軸と同心の中心軸を有する1組の開口274、276とを含む。ベアリング210と同様に、ベアリング212はほぼ平行な第1延長面280および第2延長面282と、1組の円弧端284、286とをさらに含む。
【0030】
ベアリング210の底面222の特徴と同様に、ベアリング212の上面270は、ダム290と、入口面レリーフ292と、放出面レリーフ294とを含む。ベアリングのダム壁は入口側296と出口側298との間に密封ダムを形成し、従って歯車ポンプGP′の入口側40′に低圧領域を作り、出口側42′に高圧領域を作る。ベアリングは、付勢されたスプリング302の保持のための盲穴300をさらに含む。
【0031】
図14に示すように、ベアリング212の底面272はフランジ310を含む。シール312がフランジの周りに設けられる。
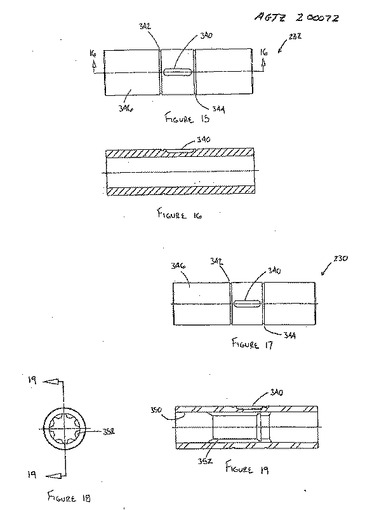
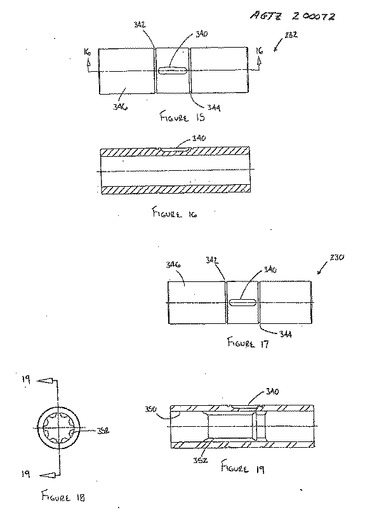
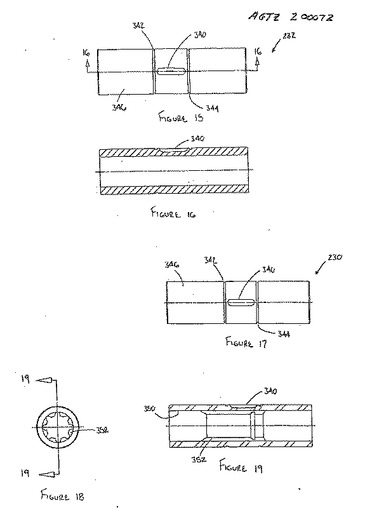
1組の歯車330、332は、ベアリング210、212間でシャフト230、232上に長手方向に受けられる(図4)。図15−19を参照すれば、各シャフト230、232は軸方向凹部340と、第1および第2の離間円周溝342、344とを含む(図4)。円周溝342、344は、保持リングまたはスナップ・リング350を受けるための各シャフトの外周346から半径方向内側に延びている。スナップ・リングは、シャフト230、232に歯車330、332を固定し、各シャフトに関して歯車の長手方向移動を阻止する。
【0032】
各シャフト230、232は、ほぼ中空であり、その長手方向に沿ってほぼ一定の直径を有する。図16に示すように、シャフト232も一定の内径を有する。図18、19に示すように、駆動シャフト230の内面350の一部352にはスプラインが切られている。スプライン付き部分は、回転エネルギ源に接続された回転シャフトS′のスプライン付き部分によって係合される。回転シャフトS′はハウジングの開口(図示せず)を貫通する。
【0033】
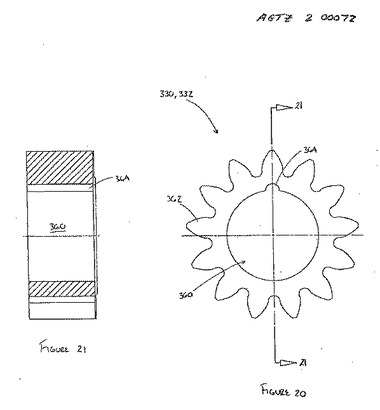
シャフト230、232は、慣用の金属製造によって成形される。他方、各歯車330、332(図20−21)は粉末金属から製造され、シャフト230、232の一方を受けるのに適した開口360を含む。シャフトの外径と歯車の開口360の直径との間の寸法公差は、歯車/シャフトが正確に整列されていない場合に、歯車が噛み合うときに歯車の歯362のいくらかの自動整列を与える。各歯車は、各シャフトにほぼ垂直に固定される。各歯車は軸方向溝364をさらに含む。シャフトの軸方向凹部340および歯車の軸方向溝364は、歯車をシャフトに固定またはキー止めするピン370を受けるように採寸される。
【0034】
一般に、歯車ポンプGP′を組み立てるために、第1スナップ・リング350が、シャフト230、232の第1および第2溝342、344の一方に固定される。スナップ・リングはシャフト上での歯車の軸方向移動を防止する。ピン370は軸方向凹部340に置かれる。歯車330、332は、軸方向溝がピンおよび軸方向凹部と整列されるように、各シャフト上を前進させられる。このようにして、軸方向凹部および溝は一緒にピン用ハウジングを形成し、ピンが各シャフト上での歯車の回転を防止する。第2スナップ・リング350が他の溝に固定され、それにより歯車を各シャフトに長手方向または軸方向に固定する。一体連続ベアリング212が、ハウジング10′のチャンバ202に装着される。組み立てられたシャフト(すなわち、そこに装着された歯車を有するシャフト)はベアリングに装着される。シャフト部分320は、ハウジングの開口274、276に軸受けされる。一体ベアリング210が次いで組み立てられたシャフトに装着され、シャフト部分320がハウジングの開口224、226に軸受けされる。このようにして、一体ベアリングはシャフトの精密整列を与えかつハウジング内でシャフトを平行に維持する。蓋16′が、慣用の締結具F′を介してハウジングに固定される。
【0035】
従って、本発明は、従来の構成部品を凌駕する明確な利点を持った粉末金属構成部品を有する歯車ポンプを提供する。ベアリング210、212を作るために粉末金属技術を用いる特異性に加えて、ベアリングの連続形状が従来の接続個別ベアリング80、82の回避によって整列に高度の正確性を与える。このようにして、ベアリング用開口の中心軸を正確に整列することができる。
【0036】
さらに、好適実施例における一体ベアリング210、212は直線設計、すなわち、ベアリングの上面および底面を横断する設計であり、他方、従来のベアリング80、82は接続されたとき、8の字形設計を持つ。直線設計を組み入れることによって、ハウジング10′のチャンバ200へのベアリング210、212のより正確かつ容易整列が、従来の8の字形設計に比べて達成されうる。
【0037】
一体ベアリング210、212は、制御が±百分の1ミリメータ程度である場合に、中心線対中心線位置決めにおける開口のより大きい制御を許す。しかし、8の字形設計の二部品形状は、その精度を得るためにレベルを合わせられた機械加工を一般に要求し、これは非常に時間を要する。さらに、別個のベアリング80、82が接続されるので、二部品ベアリングの分離が起こり、それによって機能的操作を許さない。他方、ベアリング210、212は統一設計を有するので、それらは歯車ポンプGP′の運転中に分離できない。
【0038】
本願の低費用粉末金属設計取組と比較した上述の従来設計取組を凌駕する利点が、一例として下記の表1および表2に示される。
【0039】
【表1】

【0040】
【表2】
【0041】
上記百分率(%)およびドル($)の数字は単なる見積であって、その値は手段に基づいて引用したものと異なることもあることを理解されたい。
従って、歯車ポンプGP′用構成部品を製造するために粉末金属を用いることは、歯車ポンプ製造および組立のためにより改善された製造費用構造を生じる。このことは、歯車、ベアリング、シャフトが燃料ポンプ構成部品の大部分を構成するので、正しい。
【0042】
代表的実施例が好適実施例を参照して記載された。明らかに、修正および変更が上述の詳細な説明を読みかつ理解したならば他人にも起こりうる。代表的実施例は、修正および変更が添付特許請求の範囲またはその均等物内に入る限り、それらのすべてを含むように構成されていることが意図されている。
【0043】
本発明は、特定の部品および部品の構造において物理的形体を取ってもよい。それらの好適実施例は、本明細書に詳細に記載され、本発明の一部を形成する添付図面に例示されている。
【図面の簡単な説明】
【0044】
【図1】従来の歯車ポンプ組立体の分解斜視図である。
【図2】図1に示す従来の歯車ポンプ組立体のカバープレートおよびハウジングの一部破断上面図である。
【図3】図2の3−3線に沿って概略的に見た断面図である。
【図4】本発明に基づく歯車ポンプ組立体の分解斜視図である。
【図5】図4に示す歯車ポンプ組立体のカバープレートおよびハウジングの一部破断上面図である。
【図6】図5の6−6線に沿って概略的に見た断面図である。
【図7】図4に示す歯車ポンプ組立体の一体第1ベアリングの底面図である。
【図8】第1ベアリングを示す図7の8−8線に沿って概略的に見た断面図である。
【図9】図4の歯車ポンプ組立体の第1ベアリングの上面図である。
【図10】図9の10−10線に沿って概略的に見た断面図である。
【図11】図4に示す歯車ポンプ組立体の一体第2ベアリングの上面図である。
【図12】第2ベアリングを示す図11の12−12線に沿って概略的に見た断面図である。
【図13】図4に示す歯車ポンプ組立体の第2ベアリングの底面図である。
【図14】図13の14−14線に沿って概略的に見た断面図である。
【図15】図4の歯車ポンプ組立体の第1シャフトの平面図である。
【図16】図15の16−16線に沿って概略的に見た断面図である。
【図17】図4に示す歯車ポンプ組立体の第2シャフトの平面図である。
【図18】図17の第2シャフトの側面図である。
【図19】図18の19−19線に沿って概略的に見た断面図である。
【図20】図4の歯車ポンプ組立体の上面図である。
【図21】図20の21−21線に沿って概略的に見た断面図である。
【技術分野】
【0001】
本願は、2004年2月13日出願の米国暫定特許出願第60/554,582号から優先権を請求し、証明によってここに組み込まれる。
本発明は、一般に歯車ポンプに関する。さらに詳しくは、本発明は、改善されたベアリングおよび歯車組立体構造に関し、特に燃料ポンプとして用いられるものおよびそれを製造する方法に関する。
【背景技術】
【0002】
代表的な歯車燃料ポンプは、固定吐出量ポンピング装置である。それは、燃料タンクから燃料を受け、燃料を加圧し、燃料を、エンジン燃焼用燃料制御器を介して燃料ノズルへ高圧で送給する。歯車ポンプは、一般に平行交差円筒形穴によって形成された内部ポンプ・チャンバを有するアルミニウム・ハウジング等のハウジングを含む。通常は類似形状の第1および第2歯車が各穴に配置され、歯車がハウジング内側で穴の交差領域において互いに噛み合う。第1または駆動歯車はスプライン付き駆動シャフトを有し、シャフトが回転するときに第1歯車が第2歯車(一般に被駆動歯車と呼ばれる)を駆動する。歯車がハウジング内で回転するとき、流体がポンプの入口から出口に送られる。歯車は高圧かつ高負荷で高度に応力を受ける。スパーまたはヘリカル形状の歯車が用いられる。スパーギヤが最も一般的ではあるが。歯車は入口付近では噛み合わないように駆動され、流体を穴の周囲で歯車が噛み合う領域まで運ぶ。歯車の噛合がポンプ・チャンバから流体を押し出し、流体が出口からポンプ・ハウジングを出る。
【0003】
ポンプ運転中は押し出されるべき流体の圧力は入口よりも出口において高いので、その差圧が様々な構成部品の境界を横断して出口から入口への漏洩流を生じる。この漏洩流は、ポンプの効率を低下させる。いくつかの例の場合には、同一に作られた一方のポンプから別のポンプへ漏洩流に相当の変動を来すことがある。押し出される容積は噛合歯車によって吐出される容積の直接関数になるので、噛合歯車の深さの変動が流量に大きく影響を及ぼす。従って、ポンプ効率を改善するために歯車の正確な整列および噛合を与えることが重要である。
【0004】
通常は、4個の分離ベアリングが穴の中に配置され、歯車シャフトの一部分を軸受けまたは支持する。ベアリングは通常は、歯車が噛み合う領域に整列する周囲の一部分に沿って対面係合する平面を持ったほぼ円筒形外面形状をしている。ベアリングは、ポンプ・チャンバに嵌合するように採寸される。通常の場合には、ベアリングは、平面の中心と別の円筒形ベアリングの直径方向反対側との間の設計寸法に対して細心の注意を払って作られる。漏洩路を最少にするために、このようなベアリングはポンプの各穴内に緊密嵌合を形成するように作られ、また、希ではなく、公差の変動のために良好な嵌合が常に達成されるとは限らない。従って、組立過程中に、正確な嵌合が達成される期待を込めて1またはそれを超えるベアリングの平面から材料を削り取ることが慣例であった。実際に、ベアリングは、緊密嵌合を維持するように試みながら、公差変動を吸収するように削られるように設計される。
【0005】
しかし、切削過程において、ベアリングの軸方向中心線に関する平坦面の平行が失われることがあり、漏洩路を発生する。代って、面の平坦度が切削過程中に失われて、平面を横断する漏洩路を再び発生する。切削過程は、ベアリングの端に関する平坦面の直角度または直角精度を喪失することもある。それは、ハウジング端壁に対して適正に密封せず、運転中のシャフト撓みに応答してベアリングが適正に動くことを阻止するか、あるいはシャフトの誤整合を生じる。切削は、ベアリングによって軸受けされた歯車の噛合の変更深さを生じることもあり、これがポンプの流量を変える。
【0006】
他の同一ポンプにおける異なる流量を生じる別の基本的な因子は、従来各スプライン付き駆動シャフトおよび対応する歯車が一体の棒材被駆動歯車に作られ、その棒状部分(すなわち、駆動シャフト)および歯車が単独の一体ユニットとして形成されることである。それだから、駆動シャフトの両端部が分離して製造され、ベアリングとの嵌合を与える両端部に異なる直径を生じることがある。
【0007】
一般に譲渡された米国特許第6,042,352号は、改良された歯車燃料ポンプが開発された形式の歯車ポンプに向けられている。その他の既存の歯車ポンプ設計は、米国特許第4,682,938号、同第4,193,745号、同第4,097,206号、同第3,003,426号、同第2,981,200号、同第2,774,309号を含めて当該技術においては公知である。
【発明の開示】
【発明が解決しようとする課題】
【0008】
上述したことから照らして、当該技術における1またはそれを超える欠点に解決を与える改良された歯車ポンプの要請があることは明らかである。それらに対してこれまでに実現されていない多数の利点を与えながら、従来技術によって不十分に向けられていた各要請に解決を与える燃料ポンプ等の改良された歯車ポンプが、当該技術において顕著な前進を表すことは依然としてさらに明らかである。
【課題を解決するための手段】
【0009】
新規で改良された歯車燃料ポンプ組立体が提供される。
特に、本発明の一実施例によれば、歯車ポンプは内部ポンプ・チャンバと、チャンバにそれぞれ連通していて離間された入口および出口とを含むハウジングを備えている。1組の回転歯車がチャンバに配置され、各歯車は回転軸を有する各シャフトに固定される。歯車の歯は噛み合ってハウジングを介して押し出される流体を加圧する。1組の一体ベアリングがチャンバ内で歯車の両端に配置され、各シャフトの第1および第2端部の一方を軸受けする。一体ベアリングは、第1および第2シャフトの正確な整列を与え、シャフトを平行に維持する。
【0010】
好ましくは、歯車は粉末金属から形成され、一定直径シャフトに固定される。各歯車は、一緒に回転するようにシャフトの一方にキー止めされ、僅かな誤整列がある場合に、シャフトと歯車との間の寸法公差が歯車の適正噛合を与える。
【0011】
本発明の別の実施例によれば、歯車ポンプを組み立てる方法が提供される。その方法は、長手方向に沿ってほぼ一定の直径を有する第1および第2シャフトを設ける段階を含む。歯車は各シャフト上で前進され、各シャフトに固定される。一体ベアリングが次いでシャフトに装着される。ベアリングとおよび歯車を装着されたシャフトとが、歯車ポンプのハウジング内に装着される。
【0012】
本発明の一観点によれば、一体ベアリングおよび歯車が粉末金属から作られる。粉末金属技術を用いることによって、一体ベアリングおよび歯車は広範に亘る追加の機械加工を必要とせずに形成されうる。
【発明の効果】
【0013】
本発明の主要な利点は、従来のベアリングに比べて整列の点で高い正確度を有する均質な一体ベアリングを与える能力にある。
本発明の別の利点は、慣用材料から成形された構成部品よりも長く持続する歯車ポンプ用粉末金属構成部品を与える能力にある。
【0014】
さらに別の利点は、一体ベアリングの使用と関連した精密配列にある。
さらなる利点は、従来のベアリング、歯車、シャフトに関連した広範な追加の製造工程を減少することによって、粉末金属構成部品に関連した相当な節約にある。
【0015】
本発明のさらに別の利点および観点は、以下の好適実施例の詳細な記載を読みかつ理解することから明らかになるであろう。
【発明を実施するための最良の形態】
【0016】
ここの記載および図面は単なる例示であり、様々な修正および変更が本発明の精神から逸脱せずに開示された構造において為されうることを理解されたい。同様な番号は、いくつかの図面を通じて同様な部品を参照している。
【0017】
図1を参照すれば、従来の歯車ポンプ組立体GPは、一般にアルミニウムから作られていて、端フランジ12、14を有するハウジング10と、ハウジングを密封するための端プレートまたは蓋16とを通常は含む。端フランジ12は複数の穴18を含み、また、蓋16は蓋をハウジングに固定する慣用の締結具Fを受けるように採寸された対応する穴20を含む。図1および2に示すように、端フランジ12および蓋16は断面がほぼ多角形である。しかし、端フランジ12および蓋16は、歯車ポンプおよび/またはポンプが使用される環境に基づくその他の形状を有することもできることは当業者によって理解されるべきである。ハウジングは、シール24を受ける凹部22をさらに含む。端フランジ14もまた歯車ポンプGPを任意の回転エネルギ源(図示せず)に装着するための複数の装着穴26を含む。
【0018】
図2を参照すれば、ハウジング10は2つの平行交差円筒形穴32、34によって形成されるチャンバ30を含む。ハウジング10は、入口40と出口42とを有する。図1に示すように、図3における破線54で示す領域においてほぼ噛み合うように、歯車ポンプGPは穴32および34に配置された第1歯車50および第2歯車52をさらに含む。第1歯車50は中空駆動シャフトまたはジャーナル60と一体に成形され、他方、第2歯車52は中空駆動シャフトまたはジャーナル62と一体に成形される。通常は、シャフトおよび歯車は棒材から作られ、シャフトの所望の直径および歯車の詳細に機械加工される。理解されるように、棒材の相当量がこの慣用の製造操作において取り除かれる。さらに、従来技術において述べたように、その従来構造に関連した問題がある。
【0019】
被駆動シャフト62はスプライン付き内面(図示せず)を含む。スプライン付き内面は回転エネルギ源に接続された回転シャフトSのスプライン付き端部によって係合される。回転シャフトSは、ハウジング内の開口(図示せず)を貫通する。Oリング68およびシャフト・シール70は、歯車ポンプの外部漏洩を防止するように開口の周りに設けられる。シール72は駆動シャフトに常態で連結される。
【0020】
ハウジング10内で、両シャフト60、62は端部76を有し、端部76は各第1ベアリング80および第2ベアリング82に支持または軸受けされる。ベアリング80、82は別個に成形され、円筒形開口84、86によって画定されるシャフトの回転軸周りにほぼ円筒形状に成形される。各ベアリングは、歯車50、52が噛み合う点54に直接に隣接した部分に各平面88、90が設けられる。隣接ベアリング80の各平面88は、穴または凹部92を含む。平面88は、互いに対面し、穴に受けられたピン94によって互いに係合される。同様に、隣接ベアリング82の各平面90は、ピン98を受ける穴または凹部96を含む。平面88、90は、開口84、86の中心線に平行な平面によって画定されるように意図される。
【0021】
一般に、ベアリングはハウジング10の円筒形穴32、34内で長手方向に固定される。しかし、各ベアリング82の底面100は個々のスプリング104を受けるための複数の開口(図示せず)を有するフランジ102を含む。このようにして、加圧ベアリングは円筒形穴内でシャフト60、62の端部76に沿って長手方向に押し付けられまたは偏倚作用を受ける。
【0022】
燃料は、ベアリング82の低圧入口側からベアリング82の高圧排出側まで押し出される。ベアリング80、82間で長手方向に受けられた歯車50、52は、各平行軸の周りで回転し、一緒に噛み合う。流体は、歯車50、52の外側の周りの入口から出口まで当該技術において周知の仕方で出口に移動される。
【0023】
図1および2に示すように、ベアリング構造およびハウジング10の円筒形穴32、34は、8の字形形状を有する。従来のベアリング80、82の製造においては、制御された公差は、平面88、90からベアリングの周囲における直径方向反対点までの距離である。上述したように、平面88、90は、ベアリング80、82が歯車ポンプ・ハウジング10に嵌合されるように通常は切削される。このようにして、制御された公差は、切削過程中にある程度まで喪失される。従来の歯車ポンプに用いられるベアリングの平面は組立中に切削を必要とするので、ベアリングの中心線に対する平面の平行性の喪失、ベアリング80、82の各上面110、112および底面114、100に関する平面88、90の平坦度または直角度の喪失が起こる。その結果、歯車ポンプGPは漏れを生じ、または所望よりも効率を低下させる。
【0024】
上記に簡単に述べたように、歯車50、52は各シャフト60、62と一体に成形される。各シャフトおよび対応する歯車は、一体の棒材から製造され、その場合にシャフトの両端部76および歯車は単独ユニットとして成形される。このようにして、両端部の異なる直径を生じることもあるシャフトの両端部が別個に成形される。この寸法差を修正するために、大きな反対端部の直径が通常は他端部の直径に整合するように研磨される。しかし、この研磨過程は、一体歯車50、52に対するシャフト60、62の直角度または垂直度の喪失を生じることがある。これは歯車の噛合に影響を及ぼし、押し出される容積は噛合歯車によって吐出される容積の直接関数になるので、歯車ポンプの流量に影響を及ぼす。
【0025】
図4を参照すれば、本発明に基づく歯車ポンプが示されている。構造および機能の多くは実質的に同一であるので、単独のプライム符号(′)を付けた参照番号は同様な構成部品(例えば、ハウジング10は参照番号10′によって参照される)を参照し、新規な番号は新規な構成部品を表示する。同様に、変えられないままの構成部品の説明は不要となる。
【0026】
図4−6に示す歯車ポンプGP′は、単独の円筒形穴202を画定したチャンバ200を有するハウジング10′を含む。ハウジング10′は、1組のベアリング210、212を受ける。各ベアリングは粉末金属から成形された一体ベアリングである。すなわち、ベアリングは、結合ラインを有していないほぼ均質な構成部品である。それらは、従来の二体ベアリング組立体に比較したとき、連続している。各ベアリングは、好ましくは、ほぼ長円形断面をしている。各ベアリングの周囲はハウジング10′の類似の採寸穴202と嵌合することがわかるであろう。しかし、ベアリングおよび対応する穴が、ハウジング10′のチャンバ200内で各ベアリングを密着して受けるようにするその他の輪郭を有することもできることを、当業者は理解されたい。
【0027】
図8−10を参照すれば、ハウジング内でほぼ長手方向に固定される一体のベアリング210は、第1または上面220と、第2または底面222と、シャフトまたはジャーナル230、232の回転軸と同心の中心軸を有する1組の開口224、226とを含む。ベアリングはさらに第1および第2の延長面236、238を含む。第1の延長面は第2の延長面にほぼ平行であり、好適構造において両延長面はほぼ平面である。上述したように、両端240、242は円弧輪郭を有する。しかし、両端240、242は、本発明の範囲および意図から逸脱せずに他の形状を有することもできる。
【0028】
図7を続けて参照すれば、ベアリング210の底面222は、ダム250、入口面レリーフ252、放出面レリーフ254を含む。このようにして、ベアリングのダム250は、入口面レリーフと放出面レリーフとの間に配置される。ベアリングのダム壁は入口側256と出口側258との間に密封ダム領域を形成し、従って歯車ポンプGP′の入口側40′に低圧領域を作り、その出口側42′に高圧領域を作る。ベアリングは、ベアリング潤滑排出用の流出穴260をさらに有する。図10に示すように、流出穴260はその長手方向に沿ってほぼ一定の直径を有し、ダム領域250と垂直に交差する。
【0029】
図11−14を参照すれば、一体ベアリング212は、第1または上面270と、第2または底面272と、ベアリング210の開口224、226の中心軸およびシャフト230、232の回転軸と同心の中心軸を有する1組の開口274、276とを含む。ベアリング210と同様に、ベアリング212はほぼ平行な第1延長面280および第2延長面282と、1組の円弧端284、286とをさらに含む。
【0030】
ベアリング210の底面222の特徴と同様に、ベアリング212の上面270は、ダム290と、入口面レリーフ292と、放出面レリーフ294とを含む。ベアリングのダム壁は入口側296と出口側298との間に密封ダムを形成し、従って歯車ポンプGP′の入口側40′に低圧領域を作り、出口側42′に高圧領域を作る。ベアリングは、付勢されたスプリング302の保持のための盲穴300をさらに含む。
【0031】
図14に示すように、ベアリング212の底面272はフランジ310を含む。シール312がフランジの周りに設けられる。
1組の歯車330、332は、ベアリング210、212間でシャフト230、232上に長手方向に受けられる(図4)。図15−19を参照すれば、各シャフト230、232は軸方向凹部340と、第1および第2の離間円周溝342、344とを含む(図4)。円周溝342、344は、保持リングまたはスナップ・リング350を受けるための各シャフトの外周346から半径方向内側に延びている。スナップ・リングは、シャフト230、232に歯車330、332を固定し、各シャフトに関して歯車の長手方向移動を阻止する。
【0032】
各シャフト230、232は、ほぼ中空であり、その長手方向に沿ってほぼ一定の直径を有する。図16に示すように、シャフト232も一定の内径を有する。図18、19に示すように、駆動シャフト230の内面350の一部352にはスプラインが切られている。スプライン付き部分は、回転エネルギ源に接続された回転シャフトS′のスプライン付き部分によって係合される。回転シャフトS′はハウジングの開口(図示せず)を貫通する。
【0033】
シャフト230、232は、慣用の金属製造によって成形される。他方、各歯車330、332(図20−21)は粉末金属から製造され、シャフト230、232の一方を受けるのに適した開口360を含む。シャフトの外径と歯車の開口360の直径との間の寸法公差は、歯車/シャフトが正確に整列されていない場合に、歯車が噛み合うときに歯車の歯362のいくらかの自動整列を与える。各歯車は、各シャフトにほぼ垂直に固定される。各歯車は軸方向溝364をさらに含む。シャフトの軸方向凹部340および歯車の軸方向溝364は、歯車をシャフトに固定またはキー止めするピン370を受けるように採寸される。
【0034】
一般に、歯車ポンプGP′を組み立てるために、第1スナップ・リング350が、シャフト230、232の第1および第2溝342、344の一方に固定される。スナップ・リングはシャフト上での歯車の軸方向移動を防止する。ピン370は軸方向凹部340に置かれる。歯車330、332は、軸方向溝がピンおよび軸方向凹部と整列されるように、各シャフト上を前進させられる。このようにして、軸方向凹部および溝は一緒にピン用ハウジングを形成し、ピンが各シャフト上での歯車の回転を防止する。第2スナップ・リング350が他の溝に固定され、それにより歯車を各シャフトに長手方向または軸方向に固定する。一体連続ベアリング212が、ハウジング10′のチャンバ202に装着される。組み立てられたシャフト(すなわち、そこに装着された歯車を有するシャフト)はベアリングに装着される。シャフト部分320は、ハウジングの開口274、276に軸受けされる。一体ベアリング210が次いで組み立てられたシャフトに装着され、シャフト部分320がハウジングの開口224、226に軸受けされる。このようにして、一体ベアリングはシャフトの精密整列を与えかつハウジング内でシャフトを平行に維持する。蓋16′が、慣用の締結具F′を介してハウジングに固定される。
【0035】
従って、本発明は、従来の構成部品を凌駕する明確な利点を持った粉末金属構成部品を有する歯車ポンプを提供する。ベアリング210、212を作るために粉末金属技術を用いる特異性に加えて、ベアリングの連続形状が従来の接続個別ベアリング80、82の回避によって整列に高度の正確性を与える。このようにして、ベアリング用開口の中心軸を正確に整列することができる。
【0036】
さらに、好適実施例における一体ベアリング210、212は直線設計、すなわち、ベアリングの上面および底面を横断する設計であり、他方、従来のベアリング80、82は接続されたとき、8の字形設計を持つ。直線設計を組み入れることによって、ハウジング10′のチャンバ200へのベアリング210、212のより正確かつ容易整列が、従来の8の字形設計に比べて達成されうる。
【0037】
一体ベアリング210、212は、制御が±百分の1ミリメータ程度である場合に、中心線対中心線位置決めにおける開口のより大きい制御を許す。しかし、8の字形設計の二部品形状は、その精度を得るためにレベルを合わせられた機械加工を一般に要求し、これは非常に時間を要する。さらに、別個のベアリング80、82が接続されるので、二部品ベアリングの分離が起こり、それによって機能的操作を許さない。他方、ベアリング210、212は統一設計を有するので、それらは歯車ポンプGP′の運転中に分離できない。
【0038】
本願の低費用粉末金属設計取組と比較した上述の従来設計取組を凌駕する利点が、一例として下記の表1および表2に示される。
【0039】
【表1】
【0040】
【表2】
【0041】
上記百分率(%)およびドル($)の数字は単なる見積であって、その値は手段に基づいて引用したものと異なることもあることを理解されたい。
従って、歯車ポンプGP′用構成部品を製造するために粉末金属を用いることは、歯車ポンプ製造および組立のためにより改善された製造費用構造を生じる。このことは、歯車、ベアリング、シャフトが燃料ポンプ構成部品の大部分を構成するので、正しい。
【0042】
代表的実施例が好適実施例を参照して記載された。明らかに、修正および変更が上述の詳細な説明を読みかつ理解したならば他人にも起こりうる。代表的実施例は、修正および変更が添付特許請求の範囲またはその均等物内に入る限り、それらのすべてを含むように構成されていることが意図されている。
【0043】
本発明は、特定の部品および部品の構造において物理的形体を取ってもよい。それらの好適実施例は、本明細書に詳細に記載され、本発明の一部を形成する添付図面に例示されている。
【図面の簡単な説明】
【0044】
【図1】従来の歯車ポンプ組立体の分解斜視図である。
【図2】図1に示す従来の歯車ポンプ組立体のカバープレートおよびハウジングの一部破断上面図である。
【図3】図2の3−3線に沿って概略的に見た断面図である。
【図4】本発明に基づく歯車ポンプ組立体の分解斜視図である。
【図5】図4に示す歯車ポンプ組立体のカバープレートおよびハウジングの一部破断上面図である。
【図6】図5の6−6線に沿って概略的に見た断面図である。
【図7】図4に示す歯車ポンプ組立体の一体第1ベアリングの底面図である。
【図8】第1ベアリングを示す図7の8−8線に沿って概略的に見た断面図である。
【図9】図4の歯車ポンプ組立体の第1ベアリングの上面図である。
【図10】図9の10−10線に沿って概略的に見た断面図である。
【図11】図4に示す歯車ポンプ組立体の一体第2ベアリングの上面図である。
【図12】第2ベアリングを示す図11の12−12線に沿って概略的に見た断面図である。
【図13】図4に示す歯車ポンプ組立体の第2ベアリングの底面図である。
【図14】図13の14−14線に沿って概略的に見た断面図である。
【図15】図4の歯車ポンプ組立体の第1シャフトの平面図である。
【図16】図15の16−16線に沿って概略的に見た断面図である。
【図17】図4に示す歯車ポンプ組立体の第2シャフトの平面図である。
【図18】図17の第2シャフトの側面図である。
【図19】図18の19−19線に沿って概略的に見た断面図である。
【図20】図4の歯車ポンプ組立体の上面図である。
【図21】図20の21−21線に沿って概略的に見た断面図である。
【特許請求の範囲】
【請求項1】
内部ポンプ・チャンバを含むハウジングと、
前記チャンバへの入口と、
前記入口から離間されかつ前記チャンバからの出口と、
前記チャンバ内にある1組の回転歯車であって、歯車が回転中に噛み合う歯を含み、各歯車が回転軸を有するシャフトに固定される1組の歯車と、ならびに
前記チャンバ内に配置され、各シャフトの第1および第2端部の一方を軸受けする1組の一体ベアリングであって、前記シャフトの第1および第2端部の正確な整列を与えかつ該シャフトを平行に維持する1組の一体ベアリングと、
を備えた歯車ポンプ。
【請求項2】
前記一体ベアリングは粉末金属から製造される、請求項1に記載の歯車ポンプ。
【請求項3】
各一体ベアリングはほぼ長円形断面を有する、請求項1に記載の歯車ポンプ。
【請求項4】
各一体ベアリングは、上面と、底面と、前記シャフトの回転軸と同心の中心軸を有する1組の開口と、第1および第2延長面とを含み、前記第1面の両端が1組の円弧端によって前記第2面の対応する両端に結合される、請求項1に記載の歯車ポンプ。
【請求項5】
前記第1延長面は前記第2延長面に平行である、請求項4に記載の歯車ポンプ。
【請求項6】
前記第1および第2延長面はほぼ平坦である、請求項4に記載の歯車ポンプ。
【請求項7】
各歯車が粉末金属から製造される、請求項1に記載の歯車ポンプ。
【請求項8】
各歯車は、前記シャフトを受け、それにより前記歯車が噛み合ったときに歯車の歯の自動整列を許す開口を含む、請求項7に記載の歯車ポンプ。
【請求項9】
各シャフトが軸方向凹部を含み、各歯車が各シャフト上での歯車の回転を阻止するピンを受けるように採寸された軸方向溝を含む、請求項1に記載の歯車ポンプ。
【請求項10】
各シャフトが、関連するスナップリングを受けるように各シャフトの周囲で半径方向に延びる第1および第2溝を含む、請求項1に記載の歯車ポンプ。
【請求項11】
各歯車は各シャフトに垂直に固定されている、請求項1に記載の歯車ポンプ。
【請求項12】
長手方向に沿ってほぼ一定の直径を有する第1および第2シャフトを設ける段階と、
各シャフト上で歯車を前進させる段階と、
前記歯車を各シャフトに固定する段階と、
ベアリングを前記シャフトに装着する段階と、ならびに
前記ベアリングとおよび前記歯車を装着されたシャフトとを歯車ポンプのハウジング内に装着する段階と、
を備えた歯車ポンプの組立方法。
【請求項13】
各シャフトに関して前記歯車の回転を阻止する段階をさらに備えた、請求項12に記載の方法。
【請求項14】
前記シャフトの各端に一体連続ベアリングを設ける段階をさらに備えた、請求項12に記載の方法。
【請求項15】
各シャフトを前記一体ベアリング内に軸受けする段階をさらに備え、該一体ベアリングが前記シャフトの正確な整列を与える、請求項14に記載の方法。
【請求項16】
各歯車を粉末金属から成形する段階をさらに備え、それにより各歯車が全体に亘ってほぼ均等な組成を有する、請求項12に記載の方法。
【請求項17】
前記ベアリングを粉末金属から成形する段階をさらに備え、それにより少なくとも1つのベアリングが均質になる、請求項12に記載の方法。
【請求項1】
内部ポンプ・チャンバを含むハウジングと、
前記チャンバへの入口と、
前記入口から離間されかつ前記チャンバからの出口と、
前記チャンバ内にある1組の回転歯車であって、歯車が回転中に噛み合う歯を含み、各歯車が回転軸を有するシャフトに固定される1組の歯車と、ならびに
前記チャンバ内に配置され、各シャフトの第1および第2端部の一方を軸受けする1組の一体ベアリングであって、前記シャフトの第1および第2端部の正確な整列を与えかつ該シャフトを平行に維持する1組の一体ベアリングと、
を備えた歯車ポンプ。
【請求項2】
前記一体ベアリングは粉末金属から製造される、請求項1に記載の歯車ポンプ。
【請求項3】
各一体ベアリングはほぼ長円形断面を有する、請求項1に記載の歯車ポンプ。
【請求項4】
各一体ベアリングは、上面と、底面と、前記シャフトの回転軸と同心の中心軸を有する1組の開口と、第1および第2延長面とを含み、前記第1面の両端が1組の円弧端によって前記第2面の対応する両端に結合される、請求項1に記載の歯車ポンプ。
【請求項5】
前記第1延長面は前記第2延長面に平行である、請求項4に記載の歯車ポンプ。
【請求項6】
前記第1および第2延長面はほぼ平坦である、請求項4に記載の歯車ポンプ。
【請求項7】
各歯車が粉末金属から製造される、請求項1に記載の歯車ポンプ。
【請求項8】
各歯車は、前記シャフトを受け、それにより前記歯車が噛み合ったときに歯車の歯の自動整列を許す開口を含む、請求項7に記載の歯車ポンプ。
【請求項9】
各シャフトが軸方向凹部を含み、各歯車が各シャフト上での歯車の回転を阻止するピンを受けるように採寸された軸方向溝を含む、請求項1に記載の歯車ポンプ。
【請求項10】
各シャフトが、関連するスナップリングを受けるように各シャフトの周囲で半径方向に延びる第1および第2溝を含む、請求項1に記載の歯車ポンプ。
【請求項11】
各歯車は各シャフトに垂直に固定されている、請求項1に記載の歯車ポンプ。
【請求項12】
長手方向に沿ってほぼ一定の直径を有する第1および第2シャフトを設ける段階と、
各シャフト上で歯車を前進させる段階と、
前記歯車を各シャフトに固定する段階と、
ベアリングを前記シャフトに装着する段階と、ならびに
前記ベアリングとおよび前記歯車を装着されたシャフトとを歯車ポンプのハウジング内に装着する段階と、
を備えた歯車ポンプの組立方法。
【請求項13】
各シャフトに関して前記歯車の回転を阻止する段階をさらに備えた、請求項12に記載の方法。
【請求項14】
前記シャフトの各端に一体連続ベアリングを設ける段階をさらに備えた、請求項12に記載の方法。
【請求項15】
各シャフトを前記一体ベアリング内に軸受けする段階をさらに備え、該一体ベアリングが前記シャフトの正確な整列を与える、請求項14に記載の方法。
【請求項16】
各歯車を粉末金属から成形する段階をさらに備え、それにより各歯車が全体に亘ってほぼ均等な組成を有する、請求項12に記載の方法。
【請求項17】
前記ベアリングを粉末金属から成形する段階をさらに備え、それにより少なくとも1つのベアリングが均質になる、請求項12に記載の方法。
【図1】

【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】

【図14】
【図15】
【図16】

【図17】

【図18】
【図19】
【図20】
【図21】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公表番号】特表2007−522384(P2007−522384A)
【公表日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−553275(P2006−553275)
【出願日】平成17年2月14日(2005.2.14)
【国際出願番号】PCT/US2005/004412
【国際公開番号】WO2005/079302
【国際公開日】平成17年9月1日(2005.9.1)
【出願人】(503366221)アーゴ−テック・コーポレーション (5)
【Fターム(参考)】
【公表日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成17年2月14日(2005.2.14)
【国際出願番号】PCT/US2005/004412
【国際公開番号】WO2005/079302
【国際公開日】平成17年9月1日(2005.9.1)
【出願人】(503366221)アーゴ−テック・コーポレーション (5)
【Fターム(参考)】
[ Back to top ]