
安定化されたドライプリフォーム及び方法
【課題】複雑な三次元構造形状を有する複合プライをレイアップするのが難しく工具補助が必要で時間とコストがかさむ。工具補助が不要で作業量が縮小出来るシステム、方法を提案する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概して複合材料、より具体的には、複合品を組み立てる際に使用されるプリフォーム形成システム及びその方法に関する。
【背景技術】
【0002】
複合品を形成する際には、特定の場所で且つ特定の繊維配向でツールに多重複合プライを位置付けることが必要である。この点で、各プライの繊維がスタックの残りのプライ及びツールに対して特定の角度で配向されるように、プライを位置付けることが通常は望ましい。平面形状などの比較的単純な形状を有する複合品を形成する時には、所望の繊維配向でツールに各プライを位置付けることは、難なく実行できる。
【0003】
しかしながら、複雑な三次元形状を有するツールに複合プライをレイアップする時には、繊維がツールの三次元形状に沿った所望の角度で維持されるように各プライをレイアップするのが難しいため、複合プライを位置付けることは、困難且つ労力を要する工程となりうる。さらに、複合品形成の複雑さに加え、プライスタックへの樹脂注入時及び熱及び圧力の印加時に、繊維は所望の配向で維持されなければならない。この点で、ツールに複合プライを並べ且つ位置付けることを容易にするために、工具補助が採用される。残念ながら、このような工具補助により、複合品形成に関する時間、コスト及び複雑さは増す。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここから分かるように、工具補助を必要とせずに、複合プライが所望の位置及び場所でツールに位置付けられるように、ツールへの複合プライの位置付けシステム及び方法に関する技術が必要とされる。さらにこの点から、各プライの繊維が所望の配向で維持されるように、複合プライを位置付けるために必要な作業量を縮小できる、複合プライのツールへの位置付けシステム及び方法に関する技術も必要とされる。
【課題を解決するための手段】
【0005】
上記の複合品形成に関するニーズは、実施形態において、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む、プリフォーム形成方法に関する本発明の開示により、対処され且つ緩和される。方法は、ダイ断面形状を有する形成ダイセットに層を通すステップをさらに含む。方法は、樹脂を加熱するステップを含む。方法は、層をダイ断面形状位形成し、且つ、ダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップを付加的に含む。
【0006】
さらなる実施形態では、構造繊維及びたとえばおよそ1体積パーセントから10体積パーセントまでの樹脂のようにおよそ10体積パーセントまでの樹脂を含む繊維状物質の少なくとも一の層を提供するステップを含む、複合品の形成方法が開示される。方法は、ダイ断面形状を有する形成ダイセットに層を通すステップ、及び加熱装置で樹脂を加熱するステップをさらに含む。方法は、層をダイ断面形状に形成するステップ、及びダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップを付加的に含む。また、方法は、付加的な繊維状物質とともにプリフォームを位置付けるステップ、プリフォーム及び付加的な繊維状物質にマトリックス材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップを含む。
【0007】
また、ダイ断面形状を有する形成ダイセットを備えるプリフォーム形成システムが開示される。形成ダイセットは、樹脂を含む粘着力の高められた繊維状物質の層を受けるように構成される。システムは、形成ダイセットを介して層を引き出すように構成されたプルメカニズム、及び樹脂が凝固する時に層がダイ断面形状を保持するプリフォームに形成されるような方法で樹脂を加熱するように構成された加熱装置とを備える。
【0008】
要するに、本発明の一態様によれば、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップ、ダイ断面形状を有する形成ダイセットに層を通すステップ、樹脂を加熱するステップ、層をダイ断面形状に形成するステップ、及びダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップを含む、プリフォームの形成方法が提供される。
【0009】
有利には、方法は、樹脂が熱可塑性樹脂であるとし、樹脂を凝固させるステップは、熱可塑性樹脂が凝固するように熱可塑性樹脂を冷却させるステップを含むことを特徴とする。
【0010】
有利には、方法は、粘着力の高められた繊維状物質の層が、およそ1体積パーセントから10体積パーセントの樹脂を含むことを特徴とする。
【0011】
有利には、方法は、粘着力の高められた繊維状物質の層が、およそ2体積パーセントから4体積パーセントの樹脂を含むことを特徴とする。
【0012】
有利には、方法は、形成ダイセットが固定ダイセットを含み、形成ダイセットに層を通すステップが、プルメカニズムを使用して、固定ダイセットを介して層を連続的に引き抜き成形するステップを含むことを特徴とする。
【0013】
有利には、方法は、形成ダイセットが可動ダイセットを含み、形成ダイセットに層を通すステップが、可動ダイセット間で層のセクションを順番に固定することにより、層をダイ断面形状に連続して形成するステップを含むことを特徴とする。
【0014】
有利には、方法は、樹脂を加熱するステップが、伝導加熱、輻射加熱、及び誘導加熱のうちの少なくとも一を含むことを特徴とする。
【0015】
有利には、方法は、層を加熱するステップが、少なくとも繊維状物質の層の材料ロールを加熱するステップ、又は通過する層に応じて形成ダイセット及び層を加熱するステップを含むことを特徴とする。
【0016】
有利には、方法は、粘着力の高められた繊維状物質の層を提供するステップが、冷凍保存された材料ロールから繊維状物質の層を提供するステップ、及び繊維状物質の層を加熱して層の粘着力を高めるステップを含むことを特徴とする。
【0017】
有利には、方法は、付加的に繊維状物質とともにプリフォームを位置付けるステップ、プリフォーム及び付加的な繊維状物質にマトリック材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップをさらに含むことを特徴とする。
【0018】
有利には、方法は、複合品が、およそ30パーセントから70パーセントまでの範囲の繊維体積分率を有することを特徴とする。
【0019】
有利には、方法は、ダイ断面形状が、形成ダイセットの長さにわたって変化することを特徴とする。
【0020】
有利には、方法は、ダイ断面形状が形成ダイセットの入口から出口まで先細ることを特徴とする。
【0021】
有利には、方法は、プリフォームにマトリックス材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップをさらに含むことを特徴とする。
【0022】
有利には、方法は、複合品が、少なくとも航空機又は宇宙探査機のコンポーネントを含むことを特徴とする。
【0023】
有利には、方法は、マトリックス材料の存在下では、樹脂が、マトリックス材料に少なくとも部分的に溶解する、マトリックス材料と反応する、及びマトリックス材料の硬化中にマトリックス材料のフェーズとは異なるフェーズに留まる、のうちの少なくとも一の特性を有する熱可塑性樹脂とすることを特徴とする。
【0024】
有利には、方法は、少なくとも二の層の繊維状物質を提供するステップ、層を層アセンブリにアセンブリングするステップ、及び形成ダイセットに層アセンブリを通すステップをさらに含むことを特徴とする。
【0025】
有利には、方法は、各層が、繊維、及び層の互いに異なる繊維の配向を有する少なくとも一の層の繊維を含むことを特徴とする。
【0026】
有利には、方法は、単独プライ材料ロールから少なくとも二の層を引き出すステップ、及びマルチプライ材料ロールから少なくとも二の層を引き出すステップをさらに含むことを特徴とする。
【0027】
有利には、方法は、樹脂が熱可塑性樹脂であるとし、少なくとも二のプリフォームをプリフォームスタックにスタッキングするステップ、熱可塑性樹脂の粘着性を弱める温度までプリフォームスタックを加熱するステップ、プリフォームスタックに圧縮力を印加するステップ、及び熱可塑性樹脂を凝固させ、凝固プリフォームアセンブリを形成するステップをさらに含むことを特徴とする。
【0028】
有利には、方法は、繊維状物質の層が、少なくとも布又はまとめられたトウの構成を有することを特徴とする。
【0029】
本発明の別の態様では、複合品の形成方法であって、構造繊維及びおよそ1体積パーセントから10体積パーセントの樹脂を含む繊維状物質の少なくとも一の層を提供するステップ、ダイ断面形状を有する形成ダイセットに層を通すステップ、樹脂を加熱装置で加熱するステップ、層をダイ断面形状に形成するステップ、ダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップ、付加的な繊維状物質でプリフォームを位置付けるステップ、プリフォーム及び付加的な繊維状物質にマトリックス材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップを有する方法が提供される。
【0030】
本発明のさらに別の態様では、プリフォームの形成システムであって、ダイ断面形状を有し且つ樹脂を含む粘着力の高められた繊維状物質の層を受けるように構成された形成ダイセット、形成ダイセットを介して層を引き出すように構成されたプルメカニズム、及び樹脂が凝固する時に層がダイ断面形状を保持するプリフォームに形成されるような方法で樹脂を加熱するように構成された加熱装置を備えるシステムが提供される。
【0031】
有利には、システムは、繊維状物質の層が、およそ1体積パーセントから10体積パーセントの樹脂を含むことを特徴とする。
【0032】
有利には、システムは、繊維状物質の層が、およそ2体積パーセントから4体積パーセントの樹脂を含むことを特徴とする。
【0033】
有利には、システムは、樹脂が、少なくとも熱可塑性樹脂又は熱硬化性樹脂を含むことを特徴とする。
【0034】
有利には、システムは、繊維状物質が、互いに異なる少なくとも二の層を含み、且つ層は、層アセンブリとして形成ダイセットに引き出されていることを特徴とする。
【0035】
有利には、システムは、形成ダイセットを介して層を引き抜き成形するように構成されたプルメカニズムをさらに備える。
【0036】
有利には、システムは、形成ダイセットが固定ダイセットを含むことを特徴とする。
【0037】
有利には、システムは、形成ダイセットが、層の一連のセクションを連続して固定するように構成された可動ダイセットを備えることを特徴とする。
【0038】
有利には、システムは、加熱装置が、伝導加熱、輻射加熱、及び誘導加熱のうちの少なくとも一を使用して樹脂を加熱するように構成されることを特徴とする。
【0039】
有利には、システムは、マトリックス材料に接触して配置される時に、樹脂が、マトリックス材料に少なくとも部分的に溶解する、マトリックス材料と反応する、及びマトリックス材料の硬化中にマトリックス材料のフェーズとは異なるフェーズに留まる、のうちの少なくとも一の特性を有する熱可塑性樹脂とすることを特徴とする。
【0040】
述べられる特徴、機能および利点は、本開示のさまざまな実施形態において独立して達成可能であり、または、以下の説明および図面を参照してさらなる詳細が理解可能であるさらに他の実施形態において組み合わることができる。
【0041】
本発明の開示のこれらの特徴及び他の特徴は、全体を通して類似の要素に類似の番号が与えられる図面を参照すれば、より明らかになるだろう。
【図面の簡単な説明】
【0042】
【図1】一又は複数の繊維状物質を所望の断面形状を有するプリフォームに連続的に形成するためのシステムの実施形態を示す透視図である。
【図2】形成ダイセットを介して層を引き抜き成形するための形成ダイセット及びプルメカニズムを示す、図1のシステムの側面図である。
【図3】形成ダイセットの上方形成ダイと下方形成ダイとの間に配置された繊維状物質の層を示す、図2のライン3に沿った形成ダイセットの実施形態の断面図である。
【図4】プルメカニズムの上方ローラーと下方ローラーとの間に配置された繊維状物質の層を示す、図2のライン4に沿ったプルメカニズムの実施形態の断面図である。
【図5】形成ダイセットの入口から出口への方向に沿った徐々に変化するダイ断面形状を有する形成ダイセットの別の実施形態におけるシステムの側面図である。
【図5A】入口での形成ダイセットの一般的な平面ダイ断面形状を示す、図5のライン5Aに沿った形成ダイセットの断面図である。
【図5B】形成ダイセットの比較的低い高さで形成された突起部及び溝を示す、図5のライン5Bに沿った形成ダイセットの断面図である。
【図5C】形成ダイセットの高さが増加した突起部及び溝を示す、図5のライン5Cに沿った形成ダイセットの断面図である。
【図5D】形成ダイセットの出口での最大限の高さで形成された突起部及び溝を示す、図5のライン5Dに沿った形成ダイセットの断面図である。
【図6】ダイ断面形状を層の長さの一連のセクションに連続して形成するための可動ダイセットを備えるシステムの実施形態の側面図である。
【図7】下方可動ダイと一定の間隔を置いて配置された上方可動ダイ及びそれらの間に配置された繊維状物質の層を示す、図6のライン7に沿った可動ダイセットの実施形態の断面図である。
【図8】上方可動ダイと下方可動ダイとの間への層の固定中に断面形状をとる繊維状物質の層を示す、図6の可動ダイセットの断面図である。
【図9】下方ダイからの上方ダイの分離及びハットセクションを有するプリフォームに形成された繊維状物質の層を示す、図6の可動ダイセットの断面図を示す。
【図10】形成ダイセットの下流に配置された冷却ダイセットを備えるシステムの実施形態の側面図である。
【図11】プリフォームで繊維状物質の後続の層を積層するための形成ダイセットの下流に配置された積層ダイセットを備えるシステムの実施形態の側面図である。
【図12】繊維状物質の後続の層及び上方積層ダイと下方積層ダイとの間で圧縮されたプリフォームを示す、図10のライン12に沿った積層ダイセットの断面図である。
【図13】上方積層ダイと下方積層ダイとの間のプリフォームのキャップ上に位置付けられた繊維状物質の後続の層を示す、図12のライン13に沿った積層ダイセットの拡大断面図である。
【図14】ダイ断面形状を層アセンブリに形成するための形成ダイセットを介する引き抜き成形のための層アセンブリにアセンブリングされた少なくとも三の層の繊維状物質を含むシステムの実施形態の透視図である。
【図15】プリフォーム下方ダイと一定の間隔を開けて配置されたプリフォーム上方ダイ、及び上方プリフォームダイと下方プリフォームダイとの間のプリフォームスタックに配置された複数のプリフォームを示す、プリフォームダイセットの図である。
【図16】上方プリフォームダイと下方プリフォームダイとの間への固定中の複数のプリフォームへの熱及び圧縮力の印加を示す、プリフォームダイセットの図である。
【図17】プリフォームダイセットを使用したプリフォームスタックから形成されたプリフォームアセンブリの図である。
【図18】後続のマトリックス材料の注入及びその硬化のためにプリフォーム上へ繊維状物質の付加的な層を適合し、ハットセクションストリンガーとして複合品を形成する様子を示す透視図である。
【図19】ハットセクションストリンガーを示す、図18のライン19に沿った複合品の断面図である。
【図20】ハットセクションストリンガーの一部及びハットセクションストリンガーを構成するプリフォーム及び複数の層の繊維状物質の断面図である。
【図21】ここで開示されるシステム及び方法を使用して複合品が形成される航空機の透視図である。
【図22】複合品を形成する方法に含まれる一又は複数の操作を示すフロー図である。
【図23】プリフォームアセンブリを形成する方法に含まれる一又は複数の操作を示すフロー図である。
【図24】ここで開示されるシステムの実施形態のブロック図である。
【図25】航空機の製造及び保守方法のフロー図である。
【図26】航空機のブロック図である。
【発明を実施するための形態】
【0043】
本開示の好適且つ種々の実施形態を示す図面を参照すると、図1には、繊維状物質18の一又は複数の層16を所望のプリフォーム断面形状202を有するプリフォーム200に連続的に形成するシステム10の実施形態が示される。繊維状物質18の各層16は、層16の全体積に対する低体積分率の樹脂24を含む。樹脂は、層16の少なくとも一部にあらかじめ適合される。樹脂コーティング層16は、一又は複数の材料ロール14から引き出され、樹脂24を軟化させるために加熱され、形成ダイセット50を使用して層16を所望の断面形状に形成する。樹脂24を冷却するなどして樹脂24を凝固する時に、層16の断面形状は保持される。この方法において、プリフォーム200は、プリフォーム200を使用して形成される完成複合品250(図19)の所望の断面形状を補完する、又は実質的にそれに近いプリフォーム断面形状202を有するにニアネット形状のプリフォーム200として形成される。プリフォーム200は、混合抽出処理され、及び/又は一又は複数の付加的プリフォーム200又は繊維状物質214(図18)の付加的な層と接合され、マトリックス材料222(図18)が注入され、且つ硬化され、複合品250(図19)を形成する。
【0044】
有利には、プリフォーム200(図1)を完成複合品250(図19)のニアネット形状に形成することにより、プリフォーム200を扱い且つ位置付けることが簡略化される。この点で、スタック(図示せず)の他の繊維状層(図示せず)に対して比較的複雑な三次元の繊維状層(図示せず)を位置付けることが、さらに正確に、且つ一般的に複合品を形成する多数の繊維状層(図示せず)を扱い及び/又は位置付けるために従来必要とされてきたような工具補助(図示せず)を必要とせずに、実行可能になる。本開示は、ハットストリンガー252(図19)の形成時に使用されるようなハットセクション204(図19)でプリフォーム200を形成する構造において述べられているが、システム10(図1)は、限定することなく、プリフォーム200を任意の形状に形成するために使用され、ハットセクション204でプリフォーム200を形成することに限定されないという点に留意すべきである。たとえば、システム10は、「Z」セクション、「L」セクション、「T」セクション、「I」セクション、「J」セクション、ブレードセクション、及び限定することなく、種々の他の断面形状のうちの任意の一のプリフォームを形成するように構成することができる。
【0045】
図1において、システム10は、形成ダイセット50、及び形成ダイセット50を介して繊維状物質18の一又は複数の連続する層16を引き抜き成形するためのプルメカニズム150を備える。上述のように、繊維状物質18の層16は、熱可塑性又は熱硬化性樹脂を含む比較的低体積分率の樹脂24を含む。樹脂24は、樹脂24が凝固する時にダイ断面形状56がプリフォーム200内に保持されるように、形成ダイセット50を使用して、層16がダイ断面形状56に形成されるのに十分な量が提供される。また、樹脂24は、隣接する層16との接着を促進し、且つ既定の層16内で隣接する繊維20間の接着を促進して、互いに対する及び/又はツール(図示せず)に対するプリフォーム200の扱い、位置付け及びアセンブリングを可能にするために、層16の粘着力を高めるのに十分な量が提供される。
【0046】
一の実施形態では、樹脂24(図1)は、室温では比較的粘着度が低い又は実質的に粘着せず、樹脂24が加熱されると粘着度が増すという性質がある。この方法において、繊維状物質18(図1)の一又は複数の層16(図1)は材料ロール14(図1)に蓄えられ、層16間の粘着力のため抵抗なくそこから分配される。さらなる実施形態では、樹脂24は、熱の除去で粘着力が高まり、樹脂24の粘着性は熱の除去と共に増加するという性質がある。たとえば、繊維状物質18の一又は複数の層16は冷却又は冷蔵保存され、樹脂24の温度を低下させ且つ粘着度を促進する一方で、樹脂24の粘着性が増加し、プリフォーム200(図1)にダイ断面形状56(図1)を保持させる樹脂24が凝固する。樹脂24は、層16の局地的領域(図示せず)にも適合される。この点で、樹脂24は、層16の選択された領域(図示せず)に適合され、層16の長さ全体及び/又は幅全体には必ずしも適合されない。たとえば、樹脂24は、層16がダイ断面形状56を保持するのに十分な層16の領域(図示せず)に適合される。たとえば、樹脂24の層16への適合は、層16が屈曲又は湾曲形状(図示せず)などの非平面形状(図示せず)に形成される局地的領域(図示せず)に限定されてもよい。一の実施形態では、樹脂24は、ダイ断面形状56の範囲(図示せず)に形成される層16の領域に適合される。
【0047】
層16(図1)に適合される樹脂24(図1)の体積分率は、一又は複数の層16が形成ダイセット50(図1)を通過後に、樹脂24が凝固した状態で、プリフォーム200がダイ断面形状56を保持するようなものである。プリフォーム200が一般的な多孔質性を保持し、複合品250の実質的に大部分にわたってマトリックス材料222(図19)の実質的に均一な注入及び分配を可能とするように、繊維状層16の樹脂24の体積分率は、好適には比較的低い。また、樹脂24の体積分率は、樹脂24の完成複合品250(図19)の強度特性及び剛性特性に対するいかなる効果も最小限とされるように、樹脂24体積分率は、好適には比較的低い。
【0048】
一の実施形態では、繊維状物質18(図1)の層16(図1)は、繊維状物質18の層16の総体積に対するおよそ1体積パーセントから10体積パーセントの樹脂24(図1)を含む。しかしながら、1パーセントより大きく又10パーセントより小さい体積分率が期待される。たとえば、一の実施形態では、繊維状物質18の層16は、およそ2体積パーセントから4体積パーセントの樹24を含むことができる。樹脂24は、繊維状物質18(図1)上への噴霧、ブラッシング又はローリング、あるいは他の手段などの任意の適する手段により、繊維状物質18にあらかじめ適合されてもよい。樹脂24の体積分率は、好適には、樹脂24が凝固した状態で、プリフォーム200が形成ダイセット50(図1)の断面形状を維持できるようなものである。次いで、マトリックス材料222(図18)の注入に先立って、プリフォーム200(図1)を他のプリフォーム(図示せず)又は繊維状物質214(図18)の付加的な層とともに位置付ける時に、プリフォーム200は、補助(図示せず)又は工具補助(図示せず)を扱う必要なく、操作され及び位置づけられる。
【0049】
繊維状物質18(図1)の各層16(図1)にあらかじめ適合される樹脂24(図1)に加え、繊維状物質18の各層16は、種々の構成及び/又は繊維配向(たとえば、0、30、45、60、75、90度、又は他の角度)のうちの任意の一に配列され、且つ種々の材料又は材料の組み合わせのうちの任意の一を使用して形成される構造繊維20(図1)を含む。たとえば、繊維状物質18は、樹脂24が適合される織布又は不織布を含む。繊維状物質18は、一方向配列、双方向配列、又は他のマルチ方向配列、或いは繊維配向の構造繊維20のまとめられたトウから形成することもできる。この点で、繊維状物質18の実施形態は、多軸布、編まれた布、たて編布、及び繊維状物質18の種々の他の構成のうちの任意の一を含むこともできるが、これらに限定されない。
【0050】
構造繊維20(図1)が形成される材料は、アラミド、ポリオレフィン、金属、ガラス、カーボン、ホウ素、陶器、鉱物、及び種々の他の材料または材料の組み合わせのうちの任意の一を含むことができる。たとえば、構造繊維20は、ポリアミド、ポリイミド、ポリアミドイミド、ポリエステル、ポリブタジエン、ポリウレタン、ポリプロピレン、ポリエーテルイミド、ポリスルホン、ポリエーテルサルホン、ポリフェニルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアリールアミド、ポリケトン、ポリフタルアミド、ポリフェニレンエーテル、ポリブチレン・テレフタル酸塩、ポリエチレン・テレフタル酸塩、ポリエステル−ポリアリーレート、ポリアラミド、ポリベンゾキサゾール、ビスコース、及び他の材料のうちの任意の一から形成することができる。
【0051】
樹脂24(図1)は、構造繊維20(図1)と混合され、よく調製され、又は、そうでなければ調合される。また、樹脂24は、種々の材料組成のうちの任意の一で提供される。たとえば、樹脂24は、アクリル、フルオロカーボン、ポリアミド類、ポリエチレン、ポリエステル類、ポリプロピレン、ポリカーボネート、ポリウレタン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン、ポリエーテルイミド、及び他の材料組成のうちの少なくとも一で提供される。樹脂24は、融点又はマトリックス材料222(図18)が完成複合品250(図19)で硬化する温度よりも高く、高温で完成複合品250の強度に好ましい効果を与えるガラス転移温度を有する材料組成で提供される。
【0052】
図1及び図2を参照すると、繊維状物質18の層16は、回転方向14aに沿って回転するスプール12に取り付けられた材料ロール14から分配される。層16は、以下で述べられるように、所望の樹脂及び材料組成、厚さ、繊維配向及び配列を有する繊維状物質18の単独の層16を含む一又は複数のシングルプライ材料ロール14bから分配される。また、層16は、同じ厚さ及び/又は繊維配向を有する同じ樹脂及び繊維材料組成の複数の層16を含む一又は複数のマルチプライ材料ロール14cから分配され、あるいは、マルチプライ材料ロール14cの層16は、異なる樹脂及び繊維材料組成、厚さ、及び/又は繊維配向で提供される。層16は、繊維状物質18の層16の規定レベルの張力を維持するための張力ローラー26によって支持される。ガイドローラー28は、形成ダイセット50へ供給するための所望の配向で繊維状物質18の層16を維持するために、提供される。たとえば、図2に示すように、ガイドローラー28は、繊維状物質18の層16を、形成ダイセット50の上方形成ダイ52と下方形成ダイ54との間の間隙58の配向と一直線上に維持できる。
【0053】
図2及び図3を参照すると、形成ダイセット50は、上方形成ダイ52及び下方形成ダイ54を備える。層16が間隙58に入ることを可能にし、且つ入口76での層16の集積を避けるために、上方形成ダイ52と下方形成ダイ54との間の間隙58は、少なくとも形成ダイセット50への入口76では繊維状物質18の層16の厚さよりも大きい。上方形成ダイ52と下方形成ダイ54との間の間隙58は、形成ダイセット50の長さに沿って徐々に先細る。上方形成ダイ52及び下方形成ダイ54は、繊維状物質18をプリフォーム200に形成するための所望の断面形状に形成される。示される実施形態では、断面形状は、ハットセクション204を含む。上方形成ダイ52及び下方形成ダイ54は、それぞれ、プリフォーム200のフランジ206を形成するための平面64を含む。下方形成ダイ54は突起部62(図3)を含み、上方形成ダイ52は突起部62を受けるための溝60(図3)を含む。
【0054】
一の実施形態では、間隙58(図3)は、繊維状物質18(図3)の層16(図3)が形成ダイセット50(図3)を介して引き抜き成形される際に、規定量の形成圧力66(図3)が繊維状物質18の層16に印加されるようなものである。たとえば、150psiより小さい形成圧力66が印加されうるが、およそ150psiまで又はそれよりも大きい形成圧力66が繊維状物質18の層16に印加されるように、間隙58の大きさが決められる。また、形成圧力66は、以下で述べるように、多重層16が共に固定される程度に樹脂24(図3)が構造繊維20(図2)間に流れるようにするものとしてもよい。樹脂24は、冷却状態で起こるように凝固し、凝固した樹脂24は、プリフォーム200をダイ断面形状56に維持する。
【0055】
図2を参照すると、形成ダイセット50は、入口76及び出口78を有する。一の実施形態では、形成ダイセット50は、一般的に一定である(図2)ダイ断面形状56を有し、或いは、断面形状は、以下で述べるように、入口76から出口78までの形成ダイセット50の長さに沿って変化する(図5)。実質的に一定のダイ断面形状56は、入口76から出口78まで実質的に一定の間隙58を備える。しかしながら、間隙58は、入口76から出口78までの形成ダイセット50の長さに沿って変化するとしてもよい。たとえば、入口76での繊維状物質18の集積を避けるために、間隙58は、入口76では層16の厚さより大きくし、且つ出口78に向かって狭くして、以下で述べるように、層16上に所望量の形成圧力66を提供することができる。
【0056】
図5から図5Dまでを簡単に参照すると、図5には、一の実施形態での形成ダイセット50の側面図が示されており、ここで、ダイ断面形状56は、形成ダイセット50の入口76での一般的な平面形状から、形成ダイセット50の出口78での完全なダイ断面形状56へと徐々に推移する。図5Aは、入口76での形成ダイセット50の実質的に平面のダイ断面形状56を示す。入口76での平面ダイ断面形状56での間隙58の大きさ(たとえば、高さ)は、入口76での繊維状物質18の集積を避けるために、形成ダイセット50への入口76での間隙58へ入る繊維状物質18の厚さよりも大きくすることができる。図5Bは、入口76(図5A)での間隙58の平面形状から、出口78(図5D)での完全なダイ断面形状56までの、ダイ断面形状56の徐々に推移する部分として、比較的低い高さで形成ダイセット50に形成された突起部62及び溝60を示す。図5Bにおいて、比較的低いダイ断面形状56にわたる間隙58の大きさ(たとえば、高さ)は、入口76(図5A)での間隙58と同じか、或いは、入口76での間隙58よりもわずかに小さい。
【0057】
図5Cは、形成ダイセット50における増加する高さで形成される突起部62及び溝60を示す。繊維状物質18が形成ダイセット50を介して移動する際に形成圧力66(図5C)が繊維状物質18に徐々に印加され、繊維状物質18をダイ断面形状56へ徐々に形成するように、間隙58の大きさは、選択的に、入口76(図5A)での間隙58の大きさに対する高さを縮小することができる。図5Cにおいて、形成圧力66は、最初に繊維状物質18に印加されるように示されているが、形成ダイセット50の入口76(図5A)から出口78(図5D)までの形成ダイセット50の長さに沿って、形成圧力66が任意の場所で繊維状物質18に印加されるように、形成ダイセット50を構成してもよい。図5Dは、形成ダイセット50の出口78でダイ断面形状56の完全な高さで形成された突起部62及び溝60を示す。図5Dにおける上方形成ダイ52と下方形成ダイ54との間の間隙58の大きさは、形成圧力66が繊維状物質18上に維持されて、繊維状物質18がダイ断面形状56の完成形状に形成されるようなものとすることができる。上述のように、熱(図示せず)が、形成ダイセット50の長さに沿って、任意の場所で繊維状物質18に印加される。
【0058】
図2及び図5を参照すると、上述のように、繊維状物質18が形成ダイセット50を介して移動する際に、繊維状物質18の層16上の形成圧力66(図3、図5C及び図5D)が徐々に増加するように、上方形成ダイ52と下方形成ダイ54との間の間隙58は、入口76(図2、図5及び図5A)では、出口78での間隙58の大きさよりも大きくすることができる。この方法において、形成ダイセット50を介して繊維状物質18の層16を引き抜き成形するために、減量された牽引力が必要とされる。さらに、繊維状物質18を徐々にダイ断面形状56に適合させる形成ダイセット50を通過する際に、繊維状物質18の層16が上方形成ダイ52及び下方形成ダイ54と接触するので、完成ダイ断面形状56(図5D)への段階的な推移により、樹脂24が徐々に加熱される。
【0059】
限定されない実施形態において、プリフォーム200(図9)は、限定されることなく、種々の構成のうちの任意の一に形成可能であるが、プリフォーム200は、ハットセクション204(図9)のプリフォーム断面形状202(図9)に形成される。ハットセクション204は、一組のフランジ206(図9)及びフランジ206(図9)からキャップ210(図9)まで延びる一組のウェブ208を含む。プリフォーム200は、付加的なプリフォーム(図示せず)、付加的な乾燥繊維状物質214(図18)、プリプレグ(図示せず)、及び/又は取り外し可能な或いは固定のツーリング(たとえば、マンドレル216)(図18)で強化又は積層され、種々の構造繊維20(図2)及び種々の樹脂24(図2)を含む種々の繊維状物質18を含む連続的ビルドアッププリフォーム200(図2)を作成する。プリプレグ(図示せず)は、プリプレグ(図示せず)の総体積のおよそ30パーセントから70パーセントまでの範囲の体積分率でマトリックス材料(図示せず)にあらかじめ含浸された繊維状物質(図示せず)を含む。
【0060】
プリフォーム200(図18)の形状を維持するための繊維状物質18(図1)で使用される比較的低い体積分率(たとえば、1パーセントから10パーセント)の樹脂24(図1)と区別されるように、プリプレグ(図示せず)で使用されるマトリックス材料(図示せず)及びプリフォーム200(図18)に注入するために使用されるマトリックス材料222(図18)は、隣接する繊維間の剪断荷重の移動を促進する。付加的な繊維状物質214(図18)でプリフォーム200(図18)をアセンブリングした後に、アセンブリにマトリックス材料222(図18)が注入され且つ硬化されて、複合品250(図19)を形成する。この点で、ここで開示されるシステム10(図1)及び方法は、任意の数の付加的なプリフォーム200又は付加的な繊維状物質214(図18)などの一又は複数の複合コンポーネントを含む選択的アセンブリのための任意の断面形状を有するプリフォーム200(図18)の製造を促進する。プリフォーム200(図18)及び/又は付加的な繊維状物質214は、マトリックス材料222(図18)を注入され、硬化され、任意の大きさ、形状及び構成の完成複合品250を形成する。
【0061】
図3を参照すると、システム10は、繊維状物質18の層16が形成ダイセット50を通過する際に樹脂24を加熱するための加熱装置110を備える。示される実施形態では、加熱装置110は、上方形成ダイ52及び/又は下方形成ダイ54に組み込まれる、或いはそうでなければ取り付けられる一又は複数の加熱コイル112を備える。加熱装置110は、繊維状物質18の構造繊維20(図1)間などの樹脂24の流れを促進する粘着レベルまで樹脂24を加熱するように構成される。一の実施形態では、加熱装置110は、繊維状物質18の層16が形成ダイセット50を通過して樹脂24を少なくとも部分的に軟化させる間に、樹脂24の少なくとも融解温度又はガラス転移温度近くまで、樹脂24を加熱するように構成される。
【0062】
図3では、一の実施形態において、加熱コイル112は、繊維状物質18の層16にわたって熱114が実質的に均一に分配されるように配置される。上方形成ダイ52及び/又は下方形成ダイ54との接触により、繊維状物質18の層16が伝導的に加熱されるように、加熱コイル112は、上方形成ダイ52及び下方形成ダイ54を加熱するように構成される。加熱コイル112は上方形成ダイ52及び下方形成ダイ54の長さにそって延長するように示されているが、加熱コイル112は、種々の代替的配置のうちの任意の一で上方形成ダイ52及び/又は下方形成ダイ54に配置され又は取り付けられてもよい。さらなる実施形態では、加熱装置110は、樹脂24の輻射加熱により樹脂24を加熱するように構成される。たとえば、示されてはいないが、繊維状物質18における構造繊維20(図1)の加熱よりも激しく繊維状物質18における樹脂24を加熱するための周波数帯域を含む輻射を使用することにより、加熱装置110は樹脂24を加熱するように構成される。
【0063】
さらなる実施形態では、上方形成ダイ52及び/又は下方形成ダイ54(図3)は、融点に近い強磁性物質(図示せず)のキュリー温度、ガラス転移温度、又は繊維状物質18(図3)の層16(図3)における樹脂24(図3)の他の所望の温度に基づき選択される強磁性物質からなる。このような配置では、上方形成ダイ52及び/又は下方形成ダイ54の強磁性物質は、上方形成ダイ52及び/又は下方形成ダイ54に隣接して取り付けられる一又は複数の誘導コイル(図示せず)を介して流れる電流(図示せず)により生成される磁場(図示せず)により誘導的に加熱される。上方形成ダイ52及び/又は下方形成ダイ54は、強磁性物質のキュリー温度に近似である平衡温度まで、誘導的に加熱される。繊維状物質18の層16は、上方形成ダイ52及び/又は下方形成ダイ54との熱的接触のため、誘導的に加熱される。上方形成ダイ52及び/又は下方形成ダイ54の温度がキュリー温度に近づくにつれ、強磁性物質の磁気特性は衰退し始め、その結果、上方形成ダイ52及び/又は下方形成ダイ54の誘導加熱の縮小、及び上方形成ダイ52及び/又は下方形成ダイ54と接触する繊維状物質18の層16の伝導加熱の縮小が起こりうる。誘導コイルの誘導電流の流れが熱可塑性樹脂24の融解温度又はガラス転移温度などの所望の温度で繊維状物質18の層16の温度を安定させるのに十分なレベルまで自動的に減少するように、平衡温度にある上方形成ダイ62及び/又は下方形成ダイ54の部分は非磁性となる。
【0064】
しかしながら、加熱装置110(図3)は、種々の構成で提供することができ、伝導加熱、輻射加熱、又は誘導加熱を使用する樹脂24(図3)の加熱に限定されない。さらに、加熱装置110は、形成ダイセット50(図3)に組み込まれるものとして示されているが、形成ダイセット50と別個のコンポーネントとして提供することができ、入口76(図2)付近の形成ダイセット50の上流及び/又は出口78(図2)付近の形成ダイセット50の下流などの任意の場所に取り付けることができる。あるいは、材料ロール14で層16(図1)の樹脂24(図1)の温度を上昇させるために、一又は複数の材料ロール14(図1)が加熱されてもよい。さらに別の実施形態では、材料ロール14の繊維状物質18(図1)が低下した温度で提供され、そこで、層16が実質的に粘着度のない又は減少した粘着度を有するように、一又は複数の材料ロール14(図1)が冷蔵保存(図示せず)されてもよい。樹脂24の温度を上昇させ、層16の粘着力を高め、同時に上述の方法で既定の層16内の隣接する層16との接着及び/又は隣接する繊維20(図1)間の接着を促進するために、材料ロール14は加熱されてもよい。このような実施形態では、形成ダイセット50(図1)は選択的に加熱されてもよく、または加熱されなくてもよい。
【0065】
図2を参照すると、形成ダイセット50は、繊維状物質18の樹脂24の温度を低下させるための冷却装置130を選択的に備えることができる。一の実施形態では、冷却装置130は、形成ダイセット50の上方形成ダイ52及び/又は下方形成ダイ54に組み込まれ、又はそうでなければ取り付けられる。また、冷却装置130は、図10に示され且つ以下に述べられるように、加熱装置110の下流に配置されてもよい。図2において、冷却装置130は、繊維状物質18の層から熱(図示せず)を奪い、プリフォーム200がダイ断面形状56を保持するような方法で樹脂24を冷却及び凝固させるための手段を提供する。一の実施形態では、形成ダイセット50がダイ断面形状56を有する一方で、冷却装置130は、樹脂24の温度をガラス転移温度よりも下降させる手段を提供する。樹脂24が冷却される間に、層16の形成圧力66(図3)は、プリフォーム200をダイ断面形状56に形成する。一の実施形態では、冷却装置130は、上方形成ダイ52及び/又は下方形成ダイ54を介して、任意の適する液体(たとえば、水)などの冷却媒体(図示せず)を循環させるための一又は複数のコンジット(図示せず)を備える。冷却媒体は、樹脂24を冷却する上方形成ダイ52及び/又は下方形成ダイ54の一部から熱(図示せず)を奪うことができる。
【0066】
図1、図2及び図4を参照すると、システム10(図1)は、形成ダイセット50(図1)の下流に位置し、且つ形成ダイセット50を介して繊維状物質18(図1)の層16を引き出す又は引き抜き成形するように構成されたプルメカニズム150(図4)を備える。示される実施形態において、プルメカニズム150は、繊維状物質18(図2)の層16(図2)の反対側に取り付けられ、且つ各々の回転軸周囲で各々の回転方向154a及び156a(図2)に沿って回転可能である上方ローラー154及び下方ローラー156(図2)などの一又は複数のプルローラー152(図2)を備える。上方ローラー154は円周溝160(図4)を有し、且つ、下方ローラー156はダイ断面形状56を補足するよう成形された円周突起部162(図4)を有する。プルローラー152は、繊維状物質18を固定し、繊維状物質18の層16を形成ダイセット50から引き抜き成形する。一の実施形態では、プルローラー152は、ダイ断面形状56を補足する又は実質的にそれと等しい断面形状を有する。
【0067】
プルメカニズム150(図1)は、ローラー間のプリフォーム断面形状202(図13)の異なるセクションを固定するための、繊維状物質18(図1)の層16(図1)の反対側に取り付けられる複数の概して円柱形状のローラー(図示せず)を備える。実質的に均一に分配された牽引力が繊維状物質18の層16の幅に印加されるように、ローラーが繊維状物質18の層16の幅にわたって分配され、且つ位置付けられる。実質的に均一に分配された牽引力が印加されるようにプルメカニズム150を構成することにより、構造繊維20(図1)の相対配向は、不均一な牽引力が層16の幅にわたって印加される場合に構造繊維20に生じる歪みに比べて、歪んでいない又は影響を受けない状態である。たとえば、織物などのある種の繊維状物質18の構造繊維20の配向は、プリフォーム200(図1)において、材料ロール14の繊維配向と実質的に同じ繊維配向で維持できる。図4は単独の上方ローラー152及び単独の下方ローラー154を示しているが、任意の数のローラーが層16の幅に沿って任意の場所に提供されてもよい。さらに、図2は単独のプルメカニズム150を示しているが、任意の数のプルメカニズム150がプリフォーム200の長さに沿って任意の場所に提供されてもよい。
【0068】
図2を参照すると、上方形成ダイ52及び下方形成ダイ54は、一般的に場所に取り付けられるように構成され、又は、一般的に互いに対して且つ形成ダイセット50を通過する繊維状物質18の層16に対して固定される。たとえば、図2は、一般的に互いに対する場所に取り付けられる上方固定ダイ72及び下方固定ダイ74から成る形成ダイセット50及び70を示している。この点で、繊維状物質18の層16が形成ダイセット50を介して引き出されている時には、上方固定ダイ72及び/又は下方固定ダイ74は、非可動式であるという意味で、互いに対して取り付けられ又は固定される。しかしながら、異なる厚さ及び/又は量の繊維状物質18の層16を収容するために、及び/又は上方固定ダイ72及び下方固定ダイ74により繊維状物質18の層16に適合された形成圧力66(図3)の大きさを調整するために、それらの間の間隙58が調整されるように、上方固定ダイ72及び下方固定ダイ74のどちらか一方が、それらの他方に対して調整可能である。
【0069】
図6から図9を参照すると、層16(図6)のセクションを順番に形成するための可動ダイセット90(図6)として構成される形成ダイセット50(図6)の別の実施形態が示される。可動ダイセット90は、図6に示されるように、移動方向98(たとえば、図6の垂直方向)に沿って移動可能である上方可動ダイ92及び下方可動ダイ94(図6)を備える。上方可動ダイ92及び下方可動ダイ94の移動は、繊維状物質18の長さのセクションの連続的固定を促進し、ダイ断面形状56を繊維状物質18の層16に加える。また、可動ダイセット90は、異なる厚さ及び/又は量の繊維状物質18の層16を収容する。
【0070】
図7では、繊維状物質18の一又は複数の層16が形成ダイセット50を介して順番に前進するように、上方可動ダイ92及び下方可動ダイ94が分離される。たとえば、層16のセクション96(図6)が上方可動ダイ92と下方可動ダイ94との間の間隙58内に位置付けられるまで、層16は、プルメカニズム150(図6)を起動することにより前進する。プルメカニズム150が停止され、加熱装置110の手段により、熱114が上方可動ダイ92及び/又は下方可動ダイ94に選択的に印加される。
【0071】
図8では、上方可動ダイ92及び下方可動ダイ94は、互いの方向に向かって動かされ、それらの間に繊維状物質18の層16を固定する。上方可動ダイ92及び下方可動ダイ94と接触した結果、又は上述の輻射加熱手段及び/又は誘導加熱手段により、層16は伝導的に加熱される。樹脂24の温度がおよそ融点又はガラス転移温度まで上昇する間に、形成圧力66が層16に印加される。温度及び/又は形成圧力66は、所定時間内は維持される。熱114の印加は継続されず、選択的冷却装置130(図1)が起動され、樹脂24の温度が融点より低くなるように上方可動ダイ92及び下方可動ダイ94から熱が奪われる。
【0072】
図9において、樹脂24(図8)が冷却及び/又は凝固した状態で、樹脂24は硬化し、上方可動ダイ92及び下方可動ダイ94は分離される。凝固する際に、樹脂24は、図示されるように、繊維状物質18(図8)をダイ断面形状56に固定する。プルメカニズム150(図6)は、再起動され、層16(図6)の別のセクション96(図6)を上方可動ダイ92と下方可動ダイ94との間の間隙58(図6)に引き出す。所望の長さのプリフォーム200がダイ断面形状56を有するように形成されるまで、この工程は繰り返される。
【0073】
図10を参照すると、形成ダイセット50の下流に配置された冷却装置130を備えるシステム10の実施形態が示される。一の実施形態では、冷却装置130は、ダイ断面形状56(図9)に実質的に類似の断面形状を有する上方冷却ダイ134及び下方冷却ダイ136を含む冷却ダイセット132を備える。一の実施形態では、冷却ダイ132は、プリフォーム200が形成ダイセット50の出口78を通過した後に、繊維状物質18の層16から熱を奪うための加熱シンクとして働くように構成される。冷却ダイセット132は、層16の冷却ダイセット132の表面との接触のため層16から熱を伝導するための比較的大きな熱質量を提供することにより、繊維状物質18の層16を受動的に冷却するように構成される。
【0074】
別の方法として、冷却装置130(図10)は、上述のように、形成ダイセット50(図10)の一部を介して冷却媒体の循環に類似する方法で、冷却装置130を介して循環する冷却媒体(図示せず)を使用して、繊維状物質18(図10)の層16(図10)を積極的に冷却するように構成される。冷却装置130は、繊維状物質18(図10)の層16で樹脂24(図10)の温度を下降させ、冷却装置130が層16を断面形状に維持している間に、樹脂24をガラス転移温度より低くなるまで冷却し硬化させるように構成される。冷却装置130は、選択的に、樹脂24の温度が既定のレベルに下降するまで、層16の形成圧力66(図8)を維持するように構成することができる。
【0075】
図11を参照すると、形成ダイセット50の下流に配置された積層メカニズム170を備えるシステム10の実施形態が示される。積層メカニズム170は、繊維状物質の付加的な又は後に続く層180をプリフォーム200と統合して連続的なビルドアッププリフォーム200を作成するように構成される。繊維状物質の後に続く層180は、プリフォーム200が初めに作成された繊維状物質と同種又は異種のものとすることができる。この点で、図11は、形成ダイセット50を介して引き抜き成形するための第一の繊維状物質40bの第一の層40aを含む第一の材料ロール40を示す。第二の材料ロール42は、スプール12から引き出され、且つ張力ローラー26及び/又はガイドローラー28を通る第二の繊維状物質42bの第二の層42aを含む。第二の層42aは第一の層40aと接合され、且つ積層メカニズム170に共に積層される。
【0076】
一の実施形態では、積層メカニズム170(図11)は、図1から図9で示された上述の形成ダイセット50に類似して構成される積層ダイセット172(図11)を備える。積層ダイセット172は、形成ダイセット50(図11)のダイ断面形状56(図11)に実質的に類似である積層ダイ断面形状178(図11)を有する上方積層ダイ174及び下方積層ダイ176(図11)を有する。積層ダイセット172は、第一の層40a及び第二の層42aがプルメカニズム150(図11)により積層ダイセット172を介して引き抜き成形される間に、第二の層42a(図11)の極厚を収容し、且つ積層圧力182(図12)を第一の層40a及び第二の層42a(図11)に印加するように構成される。第二の層42aは任意の幅で提供することができ、第一の層40aと同じ幅を有することに限定されない。また、第二の層42aは、プリフォーム200(図11)の任意の部分に適合することができる。
【0077】
図12及び図13を参照すると、上方積層ダイ174と下方積層ダイ176(図11)との間の第一の層40aに積層又は統合されている第二の層42aを示す積層メカニズム170の断面図が示される。図13に示されるように、第二の層42aは、プリフォーム200のキャップ210の幅にわたって延びる幅に提供される。上方積層ダイ174及び下方積層ダイ176は、キャップ210の第二の層42a(図11)の付加的な厚さを収容するように構成される。積層圧力182及び/又は熱184は、第一の層40a及び第二の層42aに印加され、第一の層40a及び第二の層42a(図11)を統合及び/又は接合し、連続的プリフォーム200を形成する。ここで理解されるように、繊維状物質180の任意の数の付加的な層、プリプレグ(図示せず)、又は付加的なプリフォーム(図示せず)は、図12及び図13で示されるプリフォーム200の任意の部分に適合することができる。
【0078】
図14を参照すると、ダイ断面形状56を層アセンブリ46に加えるための、共にアセンブリングされ且つ形成ダイセット50に引き出された繊維状物質18の複数の層16を備えるシステム10の実施形態が示される。繊維状物質18の層16は、構造繊維20及び樹脂24の実質的に類似の材料組成を含む実質的に類似の材料で形成される。しかしながら、層16の繊維状物質18は、異なるものでもよい。たとえば、図14において、第一の繊維状物質40bの一又は複数の第一の層40aを分配するための第一の材料ロール40、第二の繊維状物質42bの一又は複数の第二の層42aを分配するための第二の材料ロール42、及び第三の繊維状物質44bの一又は複数の第三の層44aを分配するための第三の材料ロール44が示される。第一の層40a、第二の層42a及び第三の層44aは、同種又は同じ繊維材料組成を有する構造繊維20を含むことができる。別の方法では、第一の層40a、第二の層42a及び第三の層44aは、異なる繊維材料組成を有する異なる構造繊維20を含む。
【0079】
さらに、第一の層40a、第二の層42a及び第三の層44aの構造繊維20は、同じ繊維配向、又は異なる繊維角度22(図1)などの異なる繊維配向を有することができる。たとえば、層40aの縦軸(図示せず)に対して、第一の層40aは+45度の第一の繊維角度40cで配向された繊維を含み、第二の層42aは0度の第二の繊維角度42cで配向された繊維を含み、第三の層44aは−45度の第三の繊維角度44cで配向された繊維を含む。さらに、第一の層40a、第二の層42a及び第三の層44aは、異種(すなわち、異なる材料組成)の樹脂24又は同種の樹脂24を含むことができる。また、層40a、層42a及び層44aは、同じ厚さ、或いは異なる厚さで提供することができる。一又は複数の材料ロール40、42及び44は、各々が繊維状物質(図示せず)の単独層を含むシングルプライロール(図示せず)を含んでいてもよい。別の方法では、一又は複数の材料ロール40、42及び44は、上述したように、同じ又は異なる樹脂組成、繊維組成、厚さ、及び/又は繊維配向を有する繊維状物質の多重層を含むマルチプライロール(図示せず)として提供されてもよい。
【0080】
図14では、繊維状物質18の二以上の層16がアセンブリングされ、層アセンブリ46を形成する。層アセンブリ46は、上述の方法で、張力ローラー26及びガイドローラー28上を通過する。層アセンブリ46は、図14で示される上方ローラー154及び下方ローラー156などのプルメカニズム150により形成ダイセット50を介して引き抜き成形され、或いは、異種のプルメカニズム(図示せず)が使用される。層アセンブリ46が形成ダイセット50のダイ断面形状56(図8)に適合されるように、熱(図示せず)及び圧力(図示せず)が層アセンブリ46に印加され、樹脂24を軟化させ及び/又は少なくとも部分的に溶解する。層アセンブリ46及び樹脂24は、凝固して、ダイ断面形状56を有する固定されたプリフォーム200を形成する。繊維状物質(図示せず)の一又は複数のあとに続く層又はプリプレグ(図示せず)は、上述の方法でプリフォーム200に統合又は積層され、所望の断面形状を有する連続的なビルドアッププリフォーム200を作成する。プリフォーム200は、プリフォーム200の形成に続いて、ある長さに切断され整えられる。
【0081】
一の実施形態では、プリフォーム200を所望の断面形状202に形成した後に、付加的な繊維状物質214(図18)でプリフォーム200をアセンブリングするのに先立って、且つ、プリフォーム200にマトリックス材料(図18)を注入するのに先立って、プリフォーム200は、二次的な形成工程で、熱形成され(図示せず)又はホットドレープ形成され(図示せず)、付加的な形状に形成される。プリフォーム200を熱形成することは、プリフォーム200が熱形成ツール(図示せず)の形状をとるように、加熱されたプリフォーム200を熱形成ツールに適合しながら、プリフォーム200を加熱して樹脂24(図1)を軟化させることを含む。プリフォーム200をツールに対して維持しながら、プレフォーム200は軟化する。プリフォーム200があらかじめ形成されたダイ断面形状56(図1)に加えて熱形成された形状を保持するように、プリフォーム200の樹脂24は、冷却及び硬化される。この方法では、他の繊維状物質214(図18)とのアセンブリに先立って、且つアセンブリへのマトリックス材料222(図18)の注入に先立って、所望の断面形状を有するプリフォーム200は、種々の付加的な形状のうちの任意の一に形成される。
【0082】
たとえば、図14に示されるハットセクション204プリフォーム200は、ハットセクション204プリフォーム200の長さに沿って僅かな湾曲形状(図示せず)に熱形成される。湾曲形状は、プリフォーム200を使用して形成される複合品の完成形状(図示せず)に補完的であるものとする。プリフォーム200の熱形成が湾曲をプリフォームの長さに対して熱形成することに限定されない、という点に留意すべきである。たとえば、プリフォーム200は、プリフォーム200の長さに沿ってねじれ形状(図示せず)に、又は、種々の他の形状のうちの任意の一に熱形成されてもよい。有利には、比較的少量の樹脂24(図1)(たとえば、およそ10パーセントまで)は、プリフォーム200を所望の断面形状及び複合品のレイアップを簡略化可能な熱形成された形状に維持することができる。先ほど示したように、ここで述べられる方法で形成された形状安定化されたプリフォーム200は、ツール上でのプライスタックをアセンブリングする工程中に作業を最小限にすることにより、明らかに、複合品のレイアップに関わる複雑さを縮小し、且つ時間を短縮することができる。この方法において、ここで開示されるプリフォーム200は、真空バギング、オートクレービング、及びマトリックス材料の注入及び硬化に関する他の工程に先立って及びそれらの工程中に、大部分のレイアップ時間がファブリック又はトウの繊維を所望の配向に位置付け且つ維持することに関連している、複合品の従来のプライバイプライ(ply−by−ply)レイアップに一般的に関連する作業量を明らかに軽減することができる。
【0083】
図15を参照すると、上方プリフォームダイ232及び下方プリフォームダイ234を備え、且つ上方プリフォームダイ232と下方プリフォーム234との間に位置付けられたプリフォーム200のスタック240を示すプリフォームダイセット230が示される。プリフォームダイセット230は、プリフォームスタック240の伝導加熱、輻射加熱及び/又は誘導加熱を実行するための、上述の任意の構成の加熱装置(図示せず)を備える。プリフォームダイセット230は、上述の形成ダイセット50(図1)に類似して構成される。プリフォーム200が互いに組み込まれるように、プリフォーム200は、断面形状に対して互いに実質的に類似して形成される。上述のように、プリフォーム200は類似の又は異なる樹脂24及び/又は繊維状物質18の組成、厚さ、及び/または繊維配向で形成することができる。
【0084】
プリフォームダイセット230の上方プリフォームダイ232及び/または下方プリフォームダイ234は、移動方向236に沿って互いに対して移動可能(たとえば、垂直に)であり、上方プリフォームダイ232と下方プリフォームダイ234との間のプリフォームスタック240の長さ(図示せず)のセクションを順番に固定する。別の方法では、プリフォームダイセット230は固定式であり、図1及び図2で示された形成ダイセット50の固定構成のための、上述の引き抜き成形に類似する上方プリフォームダイ232と下方プリフォームダイ234との間の間隙(図示せず)を介してプリフォームスタック240を引き抜き成形するように構成される。
【0085】
図16において、上方プリフォームダイ232及び下方プリフォームダイ234は、移動方向236(図15)に沿って互いの方向に向かって移動され、プリフォームスタック240を固定する。熱(図示せず)は、一または複数の加熱装置110を使用してプリフォームスタック240に印加され、樹脂24の粘着性を弱める温度までプリフォームスタック240を加熱する。樹脂24は、樹脂24の融点付近またはそれを超える温度まで加熱され、樹脂を軟化させ及び/又はその粘着性を弱める。弱まった粘着性の樹脂24により、隣接したプリフォーム200で樹脂24の混合が促進される。圧縮力238は、付加的にプリフォームスタック240に印加され、以下で詳細が述べられるように、プリフォーム200の強化を促進する。
【0086】
図17では、プリフォームスタック240(図16)に熱及び/又は圧縮力238(図16)が印加される結果として、プリフォームアセンブリ242が形成される。樹脂24(図16)が凝固した状態で、プリフォームアセンブリ242はプリフォームダイセット230の断面形状をとる。以下で述べられるように、プリフォームアセンブリ242は、付加的な繊維状物質214(図18)などの一又は複数の複合コンポーネント(図示せず)と組み合わせられ、マトリックス材料222(図18)を注入される。以下で述べられるように、複合コンポーネント250(図19)が形成されるように、マトリックス材料222は硬化される。
【0087】
図18を参照すると、付加的な繊維状物質214と位置付けられ又はアセンブリングされたプリフォーム200が示される。繊維状物質214の付加的な層218は、他の形状が固定されたプリフォーム又は実質的に乾燥したプリフォーム(図示せず)、プリプレグ(図示せず)、及び他の種々の繊維状物質214のうちの任意の一を含むことができる。図18に示されるように、ハットセクション204プリフォーム200は、プリフォーム200に備え付けられるマンドレル216を使用して、ハットストリンガー252にアセンブリングされる。マンドレル216は、真空バギング及び/又はオートクレービング中に且つマトリックス材料222の注入中に、プリフォーム200の形状を支持する。マンドレル216は、取り外し可能なブラダー(図示せず)又は溶解性フォーム(図示せず)などの一時的なマンドレルを含む。別の方法では、マンドレル216は、永続的フォームマンドレルなどの永続的マンドレル(図示せず)、又はハットストリンガー252或いは他の閉断面形状内に永続的に保持されるように構成された他のツーリングを含むことができる。
【0088】
図19では、付加的な複合コンポーネント(図示せず)がプリフォーム200とアセンブリングされる。たとえば、一組のヌードル272(図18から図20)又は他のラジウスフィラーが備え付けられ、以下で述べられるように、フランジ254(図19)、ウェブ256(図19)、及び一又は複数のプリフォーム200を使用して形成されるハットストリンガー252(図19)のベースラミネート264(図19)との間の空間を満たす。ヌードル272は、又はマンドレル216とハットセクション204プリフォーム200との間の範囲を満たすための、一方向のトウ、織布、繊維強化接着剤、他の材料で形成される。材料の付加的な層218は、プリフォーム200上に適合され、マンドレル216及びヌードル272を密閉する。たとえば、織布又は不織布、まとめられたトウ、プリプレグ、又は他の基板或いは材料などの繊維状物質214の後に続く層218が、マンドレル216及びプリフォーム200上の一又は複数の層218に適合される。
【0089】
プリフォーム200(図18)及び付加的な繊維状物質214(図18)には、次いで、マトリックス材料222(図18)が注入され、マトリックス材料222が硬化して、単独の統一された完成複合品250(図19)が形成される。マトリックス材料222の注入は、任意の適する液体成形工程によるものであり、選択的に熱及び/又は圧力の印加を含み、マトリックスの浸透及び強化を促進し、複合品250を形成する。たとえば、プリフォーム200及び付加的な繊維状物質214は、マトリックス材料222が圧力下でプリフォーム200又は密閉成形内の他のコンポーネントに注入される樹脂トランスファー成形(RTM)により注入される。プリフォーム200及び付加的な繊維状物質214は、マトリックス材料222(図19)をプリフォーム200及び付加的な繊維状物質214に注入するために、真空生成圧力を使用する真空補助樹脂トランスファー成形(∨ARTM)を使用して注入してもよい。樹脂フィルム注入(RFI)は、マトリックス材料(図示せず)のフィルムがプリフォーム200の下又は最上部に位置付けられる状態で、実施することもできる。マトリックス材料フィルムの粘着性を弱めてプリフォーム200にその浸透を促進するために、熱を印加してもよい。付加的な注入工程は、プリフォーム200の構造繊維20(図11)にマトリックス材料222を注入及び含浸するために採用することもできる。
【0090】
一の実施形態では、マトリックス材料222(図18)は、プリフォーム200(図19)の樹脂24(図18)と化学的に適合する組成を有する熱硬化性樹脂又は熱可塑性マトリックス材料を含む。一の実施形態では、マトリックス材料222は、エポキシ、ビスマレイミド、フェノール樹脂、ポリエステル類、ポリイミド、ポリウレタン、ポリベンゾキサゾール、シアン酸塩エステル類、ポリエーテルアミド、及び他のマトリックス材料222のうちの任意の一を含むことができる。また、マトリックス材料222は、繊維状物質18(図11)の層16(図11)と共に含まれる樹脂24と同じ或いは異なる熱可塑性樹脂24を選択的に含むことができる。
【0091】
繊維状物質18(図18)の層16(図1)に提供される樹脂24(図18)は、好適にはマトリックス材料222(図18)と化学的に適合し、且つマトリックス材料222が存在する際には、一又は複数の適合特性を有する。たとえば、繊維状物質18の層16に提供される樹脂24は、熱硬化性マトリックス材料を含むマトリックス材料222に少なくとも部分的に溶解する。別の方法では、繊維状物質18の層16に提供される樹脂24は、マトリックス材料222に完全に溶解する。またさらに、繊維状物質18の層16に提供される樹脂24は、マトリックス材料222と化学的に反応する。さらなる実施形態では、繊維状物質18の層16に提供される樹脂24は、樹脂24がマトリックス材料222と接触するようになると、マトリックス材料222のフェーズと異なるフェーズに留まる。好適には、繊維状物質18の層16に提供される樹脂24は、マトリックス材料222が樹脂24と整合する場所で注入及び硬化された複合品250(図19)のミクロクラックを避ける又は阻止する。
【0092】
図19及び図20を参照すると、一又は複数のハットセクション204プリフォーム200を含むハットストリンガー252が示される。図20では、一又は複数のハットセクション204プリフォーム200が組み合わされ、ハットストリンガー252の主要なラミネート260を形成する。主要なラミネート260は、複数の主要なプライ262を含み、それらの一又は複数は、上述のように、形状安定化されたプリフォーム200として形成される。ハットストリンガー252は、複数のベースプライ266(図20)を含むベースラミネート264も含み、それらの一又は複数は、形状安定化された(たとえば、平面)プリフォーム200としても形成される。別の方法では、ベースラミネート264は、図18で示されるように、材料ロール14(図18)から繊維状物質18を適合することにより形成される。
【0093】
図19では、ハットストリンガー252は、ラッププライ270(図20)を含み、マンドレル216(図20)により選択的に支持される閉断面を形成するラップラミネート268も含む。ラップラミネート268のラッププライ270は、ハットストリンガー252の主要なラミネート260のハットセクション204プリフォーム200の形成と類似する方法で、一又は複数のプリフォーム200として形成される。ラッププライ270がマンドレル216に適合される断面形状に形成されるように、熱(図示せず)を印加した状態で粘着力を高める組成のラッププライプリフォーム(図示せず)に樹脂24を提供することにより、ラッププライ270は粘着力が高められる。しかしながら、樹脂24は、熱を除去すれば粘着力が高まるという性質も有しているので、上述のように、温度の低下とともに粘着レベルが増加する間に樹脂24が凝固し、プリフォーム200(図1)がダイ断面形状56(図1)を保持できる。上述のように、マンドレル216は、真空バギング、オートクレービング及び/又はマトリックス材料222の注入中に、ハットストリンガー252の閉断面形状を支持する。図20では、ベースラミネート264と接合されたフランジ254及びウェブ256の範囲によるフランジ254とウェブ256との交点の間の空間を満たすために、一又は複数のヌードル272又はラジウスフィラーが、ハットストリンガー252(図19)に含まれる。
【0094】
図21を参照すると、ここで開示されるような一又は複数の形状安定化されたプリフォーム200を使用して形成される物品を組み込む航空機300の透視図が示される。航空機300は、一対の翼304、及び、垂直安定板312及び水平安定板310を備え、且つ操縦面306と推進装置314を更に備える尾部308を有する機体302を含む。航空機300は、本開示のプリフォーム200を組み込む種々の乗物のうちの一般的な代表例の一である。この点でプリフォーム200は、任意の構造システム、構造サブシステム、構造アセンブリ、ストラクチャ、または任意の飛行体及び/又は宇宙ビークルを含む乗物に組み込むことができる。たとえば、航空機300の構造において、プリフォーム200は、翼パネル、翼外板、翼桁、翼小骨、補助翼、操縦面306、サポートストラクチャ、及び他のコンポーネントなどの翼304内などの、航空機の内部コンポーネント及び/又は外部コンポーネントに組み込まれる。プリフォーム200は、機体外板、機体バルクヘッド、フレーム、ハットストリンガー252(図19)などのストリンガーなどのコンポーネント、及び他のコンポーネントのような、機体302のコンポーネントに組み込まれてもよい。
【0095】
図22を参照すると、複合品250を形成する方法400に含まれる一又は複数の操作のフローチャートが示される。方法は、複合品250(図19)に組み込まれるような形状安定化された固定プリフォーム200を形成するためのステップを含む。
【0096】
図22の方法400のステップ402は、構造繊維20(図1)を含む繊維状物質18(図1)の少なくとも一の層16(図1)を提供することを含む。一の実施形態では、繊維状物質18の層16は、上述のように、ダイ断面形状56(図1)にプリフォーム200を形成する、及び/又はプリフォーム200の多重層16の粘着力を高めるのに十分な量の熱可塑性樹脂又は熱硬化性樹脂24(図1)を含む。一の実施形態では、繊維状物質18の層16は層16の総体積に対するおよそ10体積パーセントまでの樹脂24(図1)を含む。一の実施形態では、繊維状物質18の層16は、およそ10体積パーセント又はそれより少ない樹脂を含む。樹脂24は、熱可塑性樹脂、或いは熱硬化性樹脂を含むことができる。一の実施形態では、繊維状物質18の層16は、比較的少量の樹脂24を含む。たとえば、繊維状物質18の層16(図1)は、層16の総体積に対して、およそ2体積パーセントから4体積パーセントの樹脂24を含む。繊維状物質18及び樹脂24は、上述のように、種々の異なる材料組成、厚さ、繊維配向のうちの任意の一で提供される。
【0097】
樹脂24(図1)は、限定はしないが、ローラー(図示せず)、ブラシ(図示せず)、スプレー(図示せず)、又は種々の他の樹脂適合方法のうちの任意の一を使用するなど、任意の適する手段により、繊維状物質18(図1)にあらかじめ適合される。樹脂24は、粘着性を弱めるために、適合するのに先立って、加熱されてもよい。一の実施形態では、樹脂24は、社内で及び/又はベンダーにより、繊維状物質18の層16にあらかじめ適合されてもよい。層16は、上述のように、所望の樹脂及び繊維材料組成、厚さ、及び/又は繊維配向で、シングルプライ材料ロール14b(図1)又はマルチプライ材料ロール14c(図1)で提供されてもよい。
【0098】
樹脂24(図1)が層16(図1)の長さ及び/又は幅で必ずしも均等に分配(図示せず)されないように、樹脂24は、層16の長さ及び/又は幅に沿って選択された領域(図示せず)に適合されてもよい。たとえば、樹脂24は、樹脂24の加熱及び凝固後にプリフォーム200(図1)がダイ断面形状56(図1)を維持可能な層16の領域(図示せず)に適合されてもよい。この点で、樹脂24を冷却すると樹脂24の粘着性が増し、粘着性の高められた層16の樹脂24が凝固するので、プリフォーム200がダイ断面形状56を維持できる。この方法において、マトリックス材料222の注入中にプリフォーム200全体にマトリックス材料222(図18)を実質的に均一に分配できるよう繊維状物質18が一般的に多孔質であるように、層16に適合される樹脂24の体積分率は最小限とすることができる。
【0099】
図1及び図14に示されるように、繊維状物質18(図1)の一又は複数の層16(図1)が一又は複数の材料ロール14から分配されるという意味において、繊維状物質18の層16は、一般的に連続的である。たとえば、上述のように、繊維状物質18の一又は複数の層16は、一又は複数のシングルプライ材料ロール14b(図1)及び/又は一又は複数のマルチプライ材料ロール14c(図1)から引き出される。また、繊維状物質18の一又は複数の層16は、折られた又は折られていないシート(図示せず)を含む別の形態、或いは他の形態で提供することができる。
【0100】
図22の方法400のステップ404は、図1、図2、図3、図5Aから図5D、図6から図11、及び図14に示されるように、ダイ断面形状56(図2)を有する形成ダイセット50(図2)に層16(図2)を通すことを含む。たとえば、繊維状物質18(図2)の層16(図2)は、プルメカニズム150(図2)を使用して、一又は複数の形成ダイセット50(図2)を介して引き抜き成形され、又は引き出される。プルメカニズム150は、層16の反対側に取り付けられ、層16を固定し、形成ダイセット50を介して層16を引き出す一又は複数のローラー152(図2)を備える。しかしながら、形成ダイセット50を介して層16を引き出すための他の手段が実施されてもよい。
【0101】
図22の方法400のステップ406は、加熱装置110(図8)の使用などによる、繊維状物質18(図8)の層16(図8)で樹脂24(図8)を加熱することを含む。樹脂24は、層16が形成ダイセット50を介して引き抜き成形される時に、層16の加熱された形成ダイセット50(図8)の表面との接触による伝導加熱で加熱される。しかしながら、形成ダイセット50の上流の任意の場所に備え付けられる加熱装置110を使用して、層16をあらかじめ加熱することなどにより、樹脂24は加熱することができる。たとえば、加熱ガン(図示せず)が層16上に熱風(図示せず)を向け、樹脂24の温度を上昇させ、樹脂24を軟化させる及び/又はその粘着性を弱めることができる。また、構造繊維20(図1)により吸収されるものよりも多い、樹脂24により吸収される輻射の波長を放出するヒーターを使用する輻射加熱によることを含む他の手段により、樹脂24を加熱することもできる。樹脂24は、強磁性物質(図示せず)で形成された上方及び/又は下方形成ダイ(図示せず)との熱的な接触により加熱することもでき、その場合、上述したように、強磁性物質は、上方及び/又は下方形成ダイに隣接して取り付けられる誘導コイル(図示せず)に印加される電流(図示せず)により生成される磁場(図示せず)に応じて、キュリー温度まで誘導加熱される。
【0102】
図22の方法400のステップ408は、繊維状物質18(図8)の層16(図8)をダイ断面形状56(図9)に形成することを含む。樹脂24の加熱中に、或いは熱114(図8)が印加されて樹脂24が軟化した後に、繊維状物質18は、ダイ断面形状56に形成される。図3に示されるように、層16が形成ダイセット50を介して引き抜き成形される時に、形成圧力66が層16に印加される。一又は複数の上述の加熱装置110(図8)及び方法による樹脂24の加熱のため、樹脂24は軟化し、構造繊維20(図1)でダイ断面形状56に成形可能となる。
【0103】
図22の方法400のステップ410は、樹脂24(図8)を軟化可能にすることを含む。層16(図8)がダイ断面形状56(図9)をとる間に、樹脂24の凝固が起こる。たとえば、方法は、先に述べられたように、層16が冷却装置130(図10)を通過し、樹脂24を凝固させることを含む。この方法では、プリフォーム200(図9)は、ダイ断面形状56に維持される。
【0104】
図22の方法400のステップ412は、付加的な繊維状物質214(図18)などの複合コンポーネント(図示せず)とともに、一又は複数のプリフォーム200(図18)を位置付けることを含む。たとえば、図18は、ハットセクション204プリフォーム200に備え付けられたマンドレル216、及びマンドレル216上及びハットセクション204プリフォーム200上に適合されている繊維状物質214のあとに続く層180を示す。各プリフォーム200は、個々のプリフォーム200、及び/又は、詳細は以下で述べられるが、熱114(図16)及び/又は圧力238(図16)下で統合されるプリフォームスタック240(図15)で形成されたプリフォームアセンブリ242(図17)を含む。付加的な繊維状物質214(図18)が、プリフォーム200と位置付けられる。プリフォーム200(図18)のアセンブリは、デバルキング及び/又は統合のために真空バギング及び/又はオートクレービングされる。
【0105】
図22の方法400のステップ414は、一又は複数のプリフォーム200(図18)及び/又は繊維状物質214(図18)に熱硬化性又は熱可塑性マトリックス材料222(図18)を注入することを含む。この点で、プリフォーム200とともに配置される複合コンポーネント(たとえば、繊維状物質214(図18))に注入せずに、一又は複数のプリフォーム200(図18)に注入されるように、ステップ414は実行される。別の方法では、プリフォーム200及び付加的な繊維状物質214などの複合コンポーネントにマトリックス材料222が注入されるように、ステップ414は実行される。注入は、任意の適する液体成形工程又はアセンブリにマトリックス材料222を注入するための任意の他の工程を使用して、実行してもよい。たとえば、樹脂トランスファー成形(RTM)、真空アシステッド樹脂トランスファー成形(∨ARTM)、樹脂フィルム注入(RFI)、バルク樹脂注入(BRI)、及びプリフォーム200及び付加的な繊維状物質214にマトリックス材料222を注入するための任意の他の方法を使用して、プリフォーム200及び付加的な繊維状物質214にマトリックス材料222が注入される。
【0106】
図22の方法400のステップ416は、マトリックス材料222(図18)を硬化して複合品250(図19)を形成することを含む。この点で、マトリックス材料222の硬化は、熱(図示せず)及び/又は圧力(図示せず)のマトリックス材料222への印加、及びプリフォーム200の構造繊維20(図1)にわたるマトリックス材料222の実質的に均一な注入の促進を含む。一の実施形態では、プリフォーム200及び関連する繊維状物質214(図18)は、真空バギング及びオートクレービングされ、アセンブリの硬化中に所望の圧力及び温度プロファイルを提供する。より大きい又はより小さい繊維体積分率が完成複合品250に提供されるが、完成複合品250がおよそ30パーセントから70パーセントまでの範囲内の繊維体積分率を有するように、マトリックス材料222は、プリフォーム200及び繊維状物質214に注入される。
【0107】
図23を参照すると、上述したように、多重プリフォーム200(図15)をプリフォームアセンブリ242に形成する方法の実施形態を示すフローチャートが示される。一又は複数のプリフォームアセンブリ242は、個々のプリフォーム200、一又は複数の複合コンポーネント(図示せず)、及び/又は付加的な繊維状物質214(図18)と結合され、マトリックス材料222(図18)が注入され、複合品250(図19)を形成する。
【0108】
図23に示されるステップ452は、少なくとも二のプリフォーム200(図15)を図15に示されるプリフォームスタック240(図15)にスタッキングすることを含む。プリフォーム200がスタッキングされた構成内に組み込まれる或いは連携するように、プリフォーム200は、プリフォーム200の断面形状に関して互いに実質的に類似する。プリフォーム200は、同じ又は異なる厚さ及びプライ配向で同じ種類の樹脂24(図15)及び繊維状物質18(図1)から形成される、或いは、異なる厚さ及び異なる繊維配向で異なる種類の樹脂24及び繊維状物質18から形成される。たとえば、プリフォームスタック240のプリフォーム200は、異なる材料組成の繊維及び/又は樹脂24を含む異なる繊維状物質18から形成される。さらに、プリフォームスタック240のプリフォーム200は、先に述べたように、プリフォームスタック240の所望のスタッキングシーケンスを達成するために、異なる繊維配向の繊維20(図1)を含む繊維状物質18から形成されてもよい。
【0109】
図15で示されるように、二以上のプリフォーム200は、ダイ断面形状56を有するプリフォームダイセット230の上方プリフォームダイ232と下方プリフォームダイ234との間のプリフォームスタック240に配置される。プリフォームダイセット230は、上述の形成ダイセット50(図1)に類似して構成される。たとえば、プリフォームダイセット230(図15)は、上述のように、任意の構成の加熱装置110(図15)を備えることができる。プリフォームダイセット230の上方プリフォームダイ232及び/又は下方プリフォームダイ234は、互いに対して可動式(たとえば、垂直方向に)であり、上方プリフォームダイ232と下方プリフォームダイ234との間のプリフォームスタック240の長さの部分を順番に固定する。別の方法では、プリフォームダイセット230は固定式で、プリフォームスタック240は、個々のプリフォーム200(図1)を形成するための上述のものと類似の上方プリフォームダイ232と下方プリフォームダイ234との間の間隙(図示せず)を介して引き抜き成形される。
【0110】
図23に示すステップ454は、熱可塑性樹脂などの樹脂24(図16)の粘着性を弱める温度までプリフォームスタック240(図16)に熱114(図16)を印加することを含む。この点で、樹脂24を加熱するステップは、樹脂24の融点又はガラス転移温度付近又はそれを超える温度まで樹脂24を加熱し、樹脂24を軟化させて樹脂24の粘着性を弱めることを含む。軟化する樹脂24は、プリフォームスタック240の隣接するプリフォーム200(図15)間で樹脂24の混合を促進する。プリフォームスタック240の加熱は、加熱コイル、輻射加熱、誘導加熱、又はプリフォーム200の形成に関して上述された加熱方法などの種々の加熱方法のうちの任意の一を使用する任意の伝導加熱を使用して実行される。
【0111】
図23で示されるステップ456は、圧縮力238(図16)を図16に示されるようなプリフォームスタック240(図16)に印加して、プリフォーム200(図16)の強化を促進する及び/又は隣接するプリフォーム200の樹脂24の混合を促進することを含む。移動方向236(図15)に沿った上方プリフォームダイ232及び下方プリフォームダイ234(図16)の互いの方向への移動を制御することにより、圧縮力238が所定量だけプリフォームスタック240に印加される。別の方法では、プリフォームスタック240(図16)がプリフォームダイセット230を介して引き抜き成形される上方プリフォームダイ232及び下方プリフォームダイ234(図16)の固定構成(図示せず)について、所望の大きさの圧縮力238がプリフォームスタック240に印加されるように、上方プリフォームダイ232と下方プリフォームダイ234との間の間隙(図示せず)が形成される。圧縮力238は、隣接するプリフォーム200の樹脂24の少なくとも一部分が互いに混合し、且つ結合するようなものである。
【0112】
図23に示されるステップ458は、樹脂24(図16)を凝固させ、プリフォームスタック240(図16)からプリフォームアセンブリ242(図17)を形成することを含む。図17に示されるように、プリフォームアセンブリ242は、樹脂24(図16)が凝固した状態でプリフォームダイセット230(図16)の断面形状をとる。たとえば、熱可塑性樹脂24が熱可塑性樹脂24の粘着性が弱まる融点より高く加熱される時に、プリフォームスタック240(図16)で隣接して配置されるプリフォーム200の熱可塑性樹脂24は、互いに混合される。熱可塑性樹脂24が凝固した状態で、隣接したプリフォーム200(図16)の熱可塑性樹脂24は、結合してプリフォームアセンブリ242(図17)を形成する。
【0113】
プリフォームアセンブリ242(図17)は、図22のステップ412で述べられたように、一又は複数の複合コンポーネント(図示せず)と選択的に結合され、ステップ414で述べられたように、マトリックス材料(図示せず)が注入される。別の方法では、複合コンポーネントに上述のステップ414で述べられたものと類似のマトリックス材料を注入せずに、プリフォームアセンブリ242にマトリックス材料(図示せず)が注入される。マトリックス材料は、図22のステップ416で述べられた同様の方法で硬化され、図19に示されたハットストリンガーなどの複合コンポーネントを形成する。
【0114】
図24を参照すると、ここで開示されるシステム10の実施形態のブロック図が示される。システム10は、形成ダイセット50を介して繊維20及び樹脂24を含む繊維状物質18の層16を引き抜き成形するための上方ダイ72及び下方ダイ74を含む固定形成ダイセット70を含む形成ダイセット50を備える。形成ダイセット50は、層16がダイ断面形状56に形成されるように、樹脂24を加熱するための加熱装置110を備える。別の方法では、形成ダイセット50は、互いに対して可動式の上方ダイ92及び下方ダイ94を含み、層16の長さのセクションをダイ断面形状56に形成する可動形成ダイセット90としてもよい。プリフォーム200がダイ断面形状56を保持するように、樹脂24は凝固する。プリフォーム200のスタック240は、プリフォームアセンブリ242に形成される。一又は複数のプリフォーム200及び/又は一又は複数のプリフォームアセンブリ242は、マトリックス材料222を注入するための付加的な繊維状物質214と結合され、マトリックス材料222が硬化した状態で複合品10を形成する。
【0115】
図24において、プリフォーム200を形成する上述の実施形態では、樹脂24の体積分率は、好適には、樹脂24が凝固した状態で、プリフォーム200は、完成複合品250の形状に近いダイ断面形状56に維持される。マトリックス材料222を注入して完成複合品250を形成するのに先立って、他の繊維状物質214(たとえば、他のプリフォーム200又は他の繊維状物質)とともにプリフォーム200を配置する際に、プリフォーム200の形状を完成複合品250のおおよその形状に維持することにより、工具補助(図示せず)を必要とせずに繊維状物質18の操作を促進することができる。先に示したように、繊維状物質18の層16は、およそ10体積パーセントまでの樹脂24を含むことができる。一の実施形態では、より大きい又はより小さい体積分率の樹脂24が使用されるが、繊維状物質18の層16は、およそ1体積パーセントから10体積パーセントの樹脂24を含むことができる。たとえば、繊維状物質18の層16は、およそ2体積パーセントから4体積パーセントの樹脂24を含むことができる。樹脂24の体積分率を最小限にすることにより、プリフォーム200は一般的に多孔質を維持し、マトリックス材料222の注入中に実質的に大部分のプリフォーム200にわたってマトリックス材料222を実質的に均一に分配することが可能になる。さらに、樹脂24の体積分率を最小限にすることにより、硬化した複合品250の強度特性及び剛性特性に対する樹脂24の効果は最小化される。
【0116】
図25及び図26に示すように、本発明の実施形態は、図25に示す航空機の製造及び保守方法500、及び図26に示す航空機502の構造において説明することができる。製造前の段階では、例示的な方法500は、航空機502の仕様及び設計504と、材料調達506とを含みうる。製造段階では、航空機502のコンポーネント及びサブアセンブリの製造508と、システムインテグレーション510とが行われる。したがって、航空機502は運航514に供するために、認可及び納品512が行われる。顧客により運航される間に、航空機502は定期的な整備及び保守516(改造、再構成、改修なども含みうる)を受ける。
【0117】
方法500の各プロセスは、システムインテグレーター、第三者、及び/又はオペレーター(例えば顧客)によって実施又は実行されうる。本明細書の目的のために、システムインテグレーターは、限定しないが、任意の数の航空機製造者、及び主要システムの下請業者を含むことができ、第三者は、限定しないが、任意の数のベンダー、下請業者、及び供給業者を含むことができ、オペレーターは、航空会社、リース会社、軍事団体、サービス機関などでありうる。
【0118】
図26示されるように、代表的方法500によって製造された航空機502は、複数のシステム520及び内装522を有する機体518を含むことができる。高レベルのシステム520の例には、推進システム524、電気システム526、油圧システム528、及び環境システム530のうちの一又は複数が含まれる。任意の数の他のシステムが含まれてもよい。航空宇宙産業の例を示したが、本発明の原理は、自動車産業などの他の産業にも適用しうる。
【0119】
本明細書で実施された装置と方法は、製造及び保守方法500の一又は複数の任意の段階で採用することができる。例えば、製造プロセス508に対応するコンポーネント又はサブアセンブリは、航空機502の運航中に製造されるコンポーネント又はサブアセンブリと同様の方法で作製又は製造しうる。また、一又は複数の装置の実施形態、方法の実施形態、或いはそれらの組み合わせは、例えば、航空機502の組立てを実質的に効率化するか、又は航空機502のコストを削減することにより、製造段階508及び510の間に利用することができる。同様に、一又は複数の装置の実施形態、方法の実施形態、或いはそれらの組み合わせを、航空機502の運航中に、例えば、限定しないが、整備及び保守516に利用することができる。
【0120】
上述の説明及び関連する図面に示した説明の利点を有する当業者には、本開示の多数の変形例および他の実施形態が想起されるだろう。本明細書に記載した実施形態は、例示を意図するものであって、限定的或いは包括的であることを意図していない。ここでは特定の用語が使用されているが、それらは、包括的且つ説明的な意味のみで使用されているのであって、限定を目的として使用されているのではない。
【技術分野】
【0001】
本発明は、概して複合材料、より具体的には、複合品を組み立てる際に使用されるプリフォーム形成システム及びその方法に関する。
【背景技術】
【0002】
複合品を形成する際には、特定の場所で且つ特定の繊維配向でツールに多重複合プライを位置付けることが必要である。この点で、各プライの繊維がスタックの残りのプライ及びツールに対して特定の角度で配向されるように、プライを位置付けることが通常は望ましい。平面形状などの比較的単純な形状を有する複合品を形成する時には、所望の繊維配向でツールに各プライを位置付けることは、難なく実行できる。
【0003】
しかしながら、複雑な三次元形状を有するツールに複合プライをレイアップする時には、繊維がツールの三次元形状に沿った所望の角度で維持されるように各プライをレイアップするのが難しいため、複合プライを位置付けることは、困難且つ労力を要する工程となりうる。さらに、複合品形成の複雑さに加え、プライスタックへの樹脂注入時及び熱及び圧力の印加時に、繊維は所望の配向で維持されなければならない。この点で、ツールに複合プライを並べ且つ位置付けることを容易にするために、工具補助が採用される。残念ながら、このような工具補助により、複合品形成に関する時間、コスト及び複雑さは増す。
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここから分かるように、工具補助を必要とせずに、複合プライが所望の位置及び場所でツールに位置付けられるように、ツールへの複合プライの位置付けシステム及び方法に関する技術が必要とされる。さらにこの点から、各プライの繊維が所望の配向で維持されるように、複合プライを位置付けるために必要な作業量を縮小できる、複合プライのツールへの位置付けシステム及び方法に関する技術も必要とされる。
【課題を解決するための手段】
【0005】
上記の複合品形成に関するニーズは、実施形態において、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む、プリフォーム形成方法に関する本発明の開示により、対処され且つ緩和される。方法は、ダイ断面形状を有する形成ダイセットに層を通すステップをさらに含む。方法は、樹脂を加熱するステップを含む。方法は、層をダイ断面形状位形成し、且つ、ダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップを付加的に含む。
【0006】
さらなる実施形態では、構造繊維及びたとえばおよそ1体積パーセントから10体積パーセントまでの樹脂のようにおよそ10体積パーセントまでの樹脂を含む繊維状物質の少なくとも一の層を提供するステップを含む、複合品の形成方法が開示される。方法は、ダイ断面形状を有する形成ダイセットに層を通すステップ、及び加熱装置で樹脂を加熱するステップをさらに含む。方法は、層をダイ断面形状に形成するステップ、及びダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップを付加的に含む。また、方法は、付加的な繊維状物質とともにプリフォームを位置付けるステップ、プリフォーム及び付加的な繊維状物質にマトリックス材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップを含む。
【0007】
また、ダイ断面形状を有する形成ダイセットを備えるプリフォーム形成システムが開示される。形成ダイセットは、樹脂を含む粘着力の高められた繊維状物質の層を受けるように構成される。システムは、形成ダイセットを介して層を引き出すように構成されたプルメカニズム、及び樹脂が凝固する時に層がダイ断面形状を保持するプリフォームに形成されるような方法で樹脂を加熱するように構成された加熱装置とを備える。
【0008】
要するに、本発明の一態様によれば、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップ、ダイ断面形状を有する形成ダイセットに層を通すステップ、樹脂を加熱するステップ、層をダイ断面形状に形成するステップ、及びダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップを含む、プリフォームの形成方法が提供される。
【0009】
有利には、方法は、樹脂が熱可塑性樹脂であるとし、樹脂を凝固させるステップは、熱可塑性樹脂が凝固するように熱可塑性樹脂を冷却させるステップを含むことを特徴とする。
【0010】
有利には、方法は、粘着力の高められた繊維状物質の層が、およそ1体積パーセントから10体積パーセントの樹脂を含むことを特徴とする。
【0011】
有利には、方法は、粘着力の高められた繊維状物質の層が、およそ2体積パーセントから4体積パーセントの樹脂を含むことを特徴とする。
【0012】
有利には、方法は、形成ダイセットが固定ダイセットを含み、形成ダイセットに層を通すステップが、プルメカニズムを使用して、固定ダイセットを介して層を連続的に引き抜き成形するステップを含むことを特徴とする。
【0013】
有利には、方法は、形成ダイセットが可動ダイセットを含み、形成ダイセットに層を通すステップが、可動ダイセット間で層のセクションを順番に固定することにより、層をダイ断面形状に連続して形成するステップを含むことを特徴とする。
【0014】
有利には、方法は、樹脂を加熱するステップが、伝導加熱、輻射加熱、及び誘導加熱のうちの少なくとも一を含むことを特徴とする。
【0015】
有利には、方法は、層を加熱するステップが、少なくとも繊維状物質の層の材料ロールを加熱するステップ、又は通過する層に応じて形成ダイセット及び層を加熱するステップを含むことを特徴とする。
【0016】
有利には、方法は、粘着力の高められた繊維状物質の層を提供するステップが、冷凍保存された材料ロールから繊維状物質の層を提供するステップ、及び繊維状物質の層を加熱して層の粘着力を高めるステップを含むことを特徴とする。
【0017】
有利には、方法は、付加的に繊維状物質とともにプリフォームを位置付けるステップ、プリフォーム及び付加的な繊維状物質にマトリック材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップをさらに含むことを特徴とする。
【0018】
有利には、方法は、複合品が、およそ30パーセントから70パーセントまでの範囲の繊維体積分率を有することを特徴とする。
【0019】
有利には、方法は、ダイ断面形状が、形成ダイセットの長さにわたって変化することを特徴とする。
【0020】
有利には、方法は、ダイ断面形状が形成ダイセットの入口から出口まで先細ることを特徴とする。
【0021】
有利には、方法は、プリフォームにマトリックス材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップをさらに含むことを特徴とする。
【0022】
有利には、方法は、複合品が、少なくとも航空機又は宇宙探査機のコンポーネントを含むことを特徴とする。
【0023】
有利には、方法は、マトリックス材料の存在下では、樹脂が、マトリックス材料に少なくとも部分的に溶解する、マトリックス材料と反応する、及びマトリックス材料の硬化中にマトリックス材料のフェーズとは異なるフェーズに留まる、のうちの少なくとも一の特性を有する熱可塑性樹脂とすることを特徴とする。
【0024】
有利には、方法は、少なくとも二の層の繊維状物質を提供するステップ、層を層アセンブリにアセンブリングするステップ、及び形成ダイセットに層アセンブリを通すステップをさらに含むことを特徴とする。
【0025】
有利には、方法は、各層が、繊維、及び層の互いに異なる繊維の配向を有する少なくとも一の層の繊維を含むことを特徴とする。
【0026】
有利には、方法は、単独プライ材料ロールから少なくとも二の層を引き出すステップ、及びマルチプライ材料ロールから少なくとも二の層を引き出すステップをさらに含むことを特徴とする。
【0027】
有利には、方法は、樹脂が熱可塑性樹脂であるとし、少なくとも二のプリフォームをプリフォームスタックにスタッキングするステップ、熱可塑性樹脂の粘着性を弱める温度までプリフォームスタックを加熱するステップ、プリフォームスタックに圧縮力を印加するステップ、及び熱可塑性樹脂を凝固させ、凝固プリフォームアセンブリを形成するステップをさらに含むことを特徴とする。
【0028】
有利には、方法は、繊維状物質の層が、少なくとも布又はまとめられたトウの構成を有することを特徴とする。
【0029】
本発明の別の態様では、複合品の形成方法であって、構造繊維及びおよそ1体積パーセントから10体積パーセントの樹脂を含む繊維状物質の少なくとも一の層を提供するステップ、ダイ断面形状を有する形成ダイセットに層を通すステップ、樹脂を加熱装置で加熱するステップ、層をダイ断面形状に形成するステップ、ダイ断面形状を有するプリフォームが形成されるような方法で樹脂を凝固させるステップ、付加的な繊維状物質でプリフォームを位置付けるステップ、プリフォーム及び付加的な繊維状物質にマトリックス材料を注入するステップ、及びマトリックス材料を硬化して複合品を形成するステップを有する方法が提供される。
【0030】
本発明のさらに別の態様では、プリフォームの形成システムであって、ダイ断面形状を有し且つ樹脂を含む粘着力の高められた繊維状物質の層を受けるように構成された形成ダイセット、形成ダイセットを介して層を引き出すように構成されたプルメカニズム、及び樹脂が凝固する時に層がダイ断面形状を保持するプリフォームに形成されるような方法で樹脂を加熱するように構成された加熱装置を備えるシステムが提供される。
【0031】
有利には、システムは、繊維状物質の層が、およそ1体積パーセントから10体積パーセントの樹脂を含むことを特徴とする。
【0032】
有利には、システムは、繊維状物質の層が、およそ2体積パーセントから4体積パーセントの樹脂を含むことを特徴とする。
【0033】
有利には、システムは、樹脂が、少なくとも熱可塑性樹脂又は熱硬化性樹脂を含むことを特徴とする。
【0034】
有利には、システムは、繊維状物質が、互いに異なる少なくとも二の層を含み、且つ層は、層アセンブリとして形成ダイセットに引き出されていることを特徴とする。
【0035】
有利には、システムは、形成ダイセットを介して層を引き抜き成形するように構成されたプルメカニズムをさらに備える。
【0036】
有利には、システムは、形成ダイセットが固定ダイセットを含むことを特徴とする。
【0037】
有利には、システムは、形成ダイセットが、層の一連のセクションを連続して固定するように構成された可動ダイセットを備えることを特徴とする。
【0038】
有利には、システムは、加熱装置が、伝導加熱、輻射加熱、及び誘導加熱のうちの少なくとも一を使用して樹脂を加熱するように構成されることを特徴とする。
【0039】
有利には、システムは、マトリックス材料に接触して配置される時に、樹脂が、マトリックス材料に少なくとも部分的に溶解する、マトリックス材料と反応する、及びマトリックス材料の硬化中にマトリックス材料のフェーズとは異なるフェーズに留まる、のうちの少なくとも一の特性を有する熱可塑性樹脂とすることを特徴とする。
【0040】
述べられる特徴、機能および利点は、本開示のさまざまな実施形態において独立して達成可能であり、または、以下の説明および図面を参照してさらなる詳細が理解可能であるさらに他の実施形態において組み合わることができる。
【0041】
本発明の開示のこれらの特徴及び他の特徴は、全体を通して類似の要素に類似の番号が与えられる図面を参照すれば、より明らかになるだろう。
【図面の簡単な説明】
【0042】
【図1】一又は複数の繊維状物質を所望の断面形状を有するプリフォームに連続的に形成するためのシステムの実施形態を示す透視図である。
【図2】形成ダイセットを介して層を引き抜き成形するための形成ダイセット及びプルメカニズムを示す、図1のシステムの側面図である。
【図3】形成ダイセットの上方形成ダイと下方形成ダイとの間に配置された繊維状物質の層を示す、図2のライン3に沿った形成ダイセットの実施形態の断面図である。
【図4】プルメカニズムの上方ローラーと下方ローラーとの間に配置された繊維状物質の層を示す、図2のライン4に沿ったプルメカニズムの実施形態の断面図である。
【図5】形成ダイセットの入口から出口への方向に沿った徐々に変化するダイ断面形状を有する形成ダイセットの別の実施形態におけるシステムの側面図である。
【図5A】入口での形成ダイセットの一般的な平面ダイ断面形状を示す、図5のライン5Aに沿った形成ダイセットの断面図である。
【図5B】形成ダイセットの比較的低い高さで形成された突起部及び溝を示す、図5のライン5Bに沿った形成ダイセットの断面図である。
【図5C】形成ダイセットの高さが増加した突起部及び溝を示す、図5のライン5Cに沿った形成ダイセットの断面図である。
【図5D】形成ダイセットの出口での最大限の高さで形成された突起部及び溝を示す、図5のライン5Dに沿った形成ダイセットの断面図である。
【図6】ダイ断面形状を層の長さの一連のセクションに連続して形成するための可動ダイセットを備えるシステムの実施形態の側面図である。
【図7】下方可動ダイと一定の間隔を置いて配置された上方可動ダイ及びそれらの間に配置された繊維状物質の層を示す、図6のライン7に沿った可動ダイセットの実施形態の断面図である。
【図8】上方可動ダイと下方可動ダイとの間への層の固定中に断面形状をとる繊維状物質の層を示す、図6の可動ダイセットの断面図である。
【図9】下方ダイからの上方ダイの分離及びハットセクションを有するプリフォームに形成された繊維状物質の層を示す、図6の可動ダイセットの断面図を示す。
【図10】形成ダイセットの下流に配置された冷却ダイセットを備えるシステムの実施形態の側面図である。
【図11】プリフォームで繊維状物質の後続の層を積層するための形成ダイセットの下流に配置された積層ダイセットを備えるシステムの実施形態の側面図である。
【図12】繊維状物質の後続の層及び上方積層ダイと下方積層ダイとの間で圧縮されたプリフォームを示す、図10のライン12に沿った積層ダイセットの断面図である。
【図13】上方積層ダイと下方積層ダイとの間のプリフォームのキャップ上に位置付けられた繊維状物質の後続の層を示す、図12のライン13に沿った積層ダイセットの拡大断面図である。
【図14】ダイ断面形状を層アセンブリに形成するための形成ダイセットを介する引き抜き成形のための層アセンブリにアセンブリングされた少なくとも三の層の繊維状物質を含むシステムの実施形態の透視図である。
【図15】プリフォーム下方ダイと一定の間隔を開けて配置されたプリフォーム上方ダイ、及び上方プリフォームダイと下方プリフォームダイとの間のプリフォームスタックに配置された複数のプリフォームを示す、プリフォームダイセットの図である。
【図16】上方プリフォームダイと下方プリフォームダイとの間への固定中の複数のプリフォームへの熱及び圧縮力の印加を示す、プリフォームダイセットの図である。
【図17】プリフォームダイセットを使用したプリフォームスタックから形成されたプリフォームアセンブリの図である。
【図18】後続のマトリックス材料の注入及びその硬化のためにプリフォーム上へ繊維状物質の付加的な層を適合し、ハットセクションストリンガーとして複合品を形成する様子を示す透視図である。
【図19】ハットセクションストリンガーを示す、図18のライン19に沿った複合品の断面図である。
【図20】ハットセクションストリンガーの一部及びハットセクションストリンガーを構成するプリフォーム及び複数の層の繊維状物質の断面図である。
【図21】ここで開示されるシステム及び方法を使用して複合品が形成される航空機の透視図である。
【図22】複合品を形成する方法に含まれる一又は複数の操作を示すフロー図である。
【図23】プリフォームアセンブリを形成する方法に含まれる一又は複数の操作を示すフロー図である。
【図24】ここで開示されるシステムの実施形態のブロック図である。
【図25】航空機の製造及び保守方法のフロー図である。
【図26】航空機のブロック図である。
【発明を実施するための形態】
【0043】
本開示の好適且つ種々の実施形態を示す図面を参照すると、図1には、繊維状物質18の一又は複数の層16を所望のプリフォーム断面形状202を有するプリフォーム200に連続的に形成するシステム10の実施形態が示される。繊維状物質18の各層16は、層16の全体積に対する低体積分率の樹脂24を含む。樹脂は、層16の少なくとも一部にあらかじめ適合される。樹脂コーティング層16は、一又は複数の材料ロール14から引き出され、樹脂24を軟化させるために加熱され、形成ダイセット50を使用して層16を所望の断面形状に形成する。樹脂24を冷却するなどして樹脂24を凝固する時に、層16の断面形状は保持される。この方法において、プリフォーム200は、プリフォーム200を使用して形成される完成複合品250(図19)の所望の断面形状を補完する、又は実質的にそれに近いプリフォーム断面形状202を有するにニアネット形状のプリフォーム200として形成される。プリフォーム200は、混合抽出処理され、及び/又は一又は複数の付加的プリフォーム200又は繊維状物質214(図18)の付加的な層と接合され、マトリックス材料222(図18)が注入され、且つ硬化され、複合品250(図19)を形成する。
【0044】
有利には、プリフォーム200(図1)を完成複合品250(図19)のニアネット形状に形成することにより、プリフォーム200を扱い且つ位置付けることが簡略化される。この点で、スタック(図示せず)の他の繊維状層(図示せず)に対して比較的複雑な三次元の繊維状層(図示せず)を位置付けることが、さらに正確に、且つ一般的に複合品を形成する多数の繊維状層(図示せず)を扱い及び/又は位置付けるために従来必要とされてきたような工具補助(図示せず)を必要とせずに、実行可能になる。本開示は、ハットストリンガー252(図19)の形成時に使用されるようなハットセクション204(図19)でプリフォーム200を形成する構造において述べられているが、システム10(図1)は、限定することなく、プリフォーム200を任意の形状に形成するために使用され、ハットセクション204でプリフォーム200を形成することに限定されないという点に留意すべきである。たとえば、システム10は、「Z」セクション、「L」セクション、「T」セクション、「I」セクション、「J」セクション、ブレードセクション、及び限定することなく、種々の他の断面形状のうちの任意の一のプリフォームを形成するように構成することができる。
【0045】
図1において、システム10は、形成ダイセット50、及び形成ダイセット50を介して繊維状物質18の一又は複数の連続する層16を引き抜き成形するためのプルメカニズム150を備える。上述のように、繊維状物質18の層16は、熱可塑性又は熱硬化性樹脂を含む比較的低体積分率の樹脂24を含む。樹脂24は、樹脂24が凝固する時にダイ断面形状56がプリフォーム200内に保持されるように、形成ダイセット50を使用して、層16がダイ断面形状56に形成されるのに十分な量が提供される。また、樹脂24は、隣接する層16との接着を促進し、且つ既定の層16内で隣接する繊維20間の接着を促進して、互いに対する及び/又はツール(図示せず)に対するプリフォーム200の扱い、位置付け及びアセンブリングを可能にするために、層16の粘着力を高めるのに十分な量が提供される。
【0046】
一の実施形態では、樹脂24(図1)は、室温では比較的粘着度が低い又は実質的に粘着せず、樹脂24が加熱されると粘着度が増すという性質がある。この方法において、繊維状物質18(図1)の一又は複数の層16(図1)は材料ロール14(図1)に蓄えられ、層16間の粘着力のため抵抗なくそこから分配される。さらなる実施形態では、樹脂24は、熱の除去で粘着力が高まり、樹脂24の粘着性は熱の除去と共に増加するという性質がある。たとえば、繊維状物質18の一又は複数の層16は冷却又は冷蔵保存され、樹脂24の温度を低下させ且つ粘着度を促進する一方で、樹脂24の粘着性が増加し、プリフォーム200(図1)にダイ断面形状56(図1)を保持させる樹脂24が凝固する。樹脂24は、層16の局地的領域(図示せず)にも適合される。この点で、樹脂24は、層16の選択された領域(図示せず)に適合され、層16の長さ全体及び/又は幅全体には必ずしも適合されない。たとえば、樹脂24は、層16がダイ断面形状56を保持するのに十分な層16の領域(図示せず)に適合される。たとえば、樹脂24の層16への適合は、層16が屈曲又は湾曲形状(図示せず)などの非平面形状(図示せず)に形成される局地的領域(図示せず)に限定されてもよい。一の実施形態では、樹脂24は、ダイ断面形状56の範囲(図示せず)に形成される層16の領域に適合される。
【0047】
層16(図1)に適合される樹脂24(図1)の体積分率は、一又は複数の層16が形成ダイセット50(図1)を通過後に、樹脂24が凝固した状態で、プリフォーム200がダイ断面形状56を保持するようなものである。プリフォーム200が一般的な多孔質性を保持し、複合品250の実質的に大部分にわたってマトリックス材料222(図19)の実質的に均一な注入及び分配を可能とするように、繊維状層16の樹脂24の体積分率は、好適には比較的低い。また、樹脂24の体積分率は、樹脂24の完成複合品250(図19)の強度特性及び剛性特性に対するいかなる効果も最小限とされるように、樹脂24体積分率は、好適には比較的低い。
【0048】
一の実施形態では、繊維状物質18(図1)の層16(図1)は、繊維状物質18の層16の総体積に対するおよそ1体積パーセントから10体積パーセントの樹脂24(図1)を含む。しかしながら、1パーセントより大きく又10パーセントより小さい体積分率が期待される。たとえば、一の実施形態では、繊維状物質18の層16は、およそ2体積パーセントから4体積パーセントの樹24を含むことができる。樹脂24は、繊維状物質18(図1)上への噴霧、ブラッシング又はローリング、あるいは他の手段などの任意の適する手段により、繊維状物質18にあらかじめ適合されてもよい。樹脂24の体積分率は、好適には、樹脂24が凝固した状態で、プリフォーム200が形成ダイセット50(図1)の断面形状を維持できるようなものである。次いで、マトリックス材料222(図18)の注入に先立って、プリフォーム200(図1)を他のプリフォーム(図示せず)又は繊維状物質214(図18)の付加的な層とともに位置付ける時に、プリフォーム200は、補助(図示せず)又は工具補助(図示せず)を扱う必要なく、操作され及び位置づけられる。
【0049】
繊維状物質18(図1)の各層16(図1)にあらかじめ適合される樹脂24(図1)に加え、繊維状物質18の各層16は、種々の構成及び/又は繊維配向(たとえば、0、30、45、60、75、90度、又は他の角度)のうちの任意の一に配列され、且つ種々の材料又は材料の組み合わせのうちの任意の一を使用して形成される構造繊維20(図1)を含む。たとえば、繊維状物質18は、樹脂24が適合される織布又は不織布を含む。繊維状物質18は、一方向配列、双方向配列、又は他のマルチ方向配列、或いは繊維配向の構造繊維20のまとめられたトウから形成することもできる。この点で、繊維状物質18の実施形態は、多軸布、編まれた布、たて編布、及び繊維状物質18の種々の他の構成のうちの任意の一を含むこともできるが、これらに限定されない。
【0050】
構造繊維20(図1)が形成される材料は、アラミド、ポリオレフィン、金属、ガラス、カーボン、ホウ素、陶器、鉱物、及び種々の他の材料または材料の組み合わせのうちの任意の一を含むことができる。たとえば、構造繊維20は、ポリアミド、ポリイミド、ポリアミドイミド、ポリエステル、ポリブタジエン、ポリウレタン、ポリプロピレン、ポリエーテルイミド、ポリスルホン、ポリエーテルサルホン、ポリフェニルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアリールアミド、ポリケトン、ポリフタルアミド、ポリフェニレンエーテル、ポリブチレン・テレフタル酸塩、ポリエチレン・テレフタル酸塩、ポリエステル−ポリアリーレート、ポリアラミド、ポリベンゾキサゾール、ビスコース、及び他の材料のうちの任意の一から形成することができる。
【0051】
樹脂24(図1)は、構造繊維20(図1)と混合され、よく調製され、又は、そうでなければ調合される。また、樹脂24は、種々の材料組成のうちの任意の一で提供される。たとえば、樹脂24は、アクリル、フルオロカーボン、ポリアミド類、ポリエチレン、ポリエステル類、ポリプロピレン、ポリカーボネート、ポリウレタン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン、ポリエーテルイミド、及び他の材料組成のうちの少なくとも一で提供される。樹脂24は、融点又はマトリックス材料222(図18)が完成複合品250(図19)で硬化する温度よりも高く、高温で完成複合品250の強度に好ましい効果を与えるガラス転移温度を有する材料組成で提供される。
【0052】
図1及び図2を参照すると、繊維状物質18の層16は、回転方向14aに沿って回転するスプール12に取り付けられた材料ロール14から分配される。層16は、以下で述べられるように、所望の樹脂及び材料組成、厚さ、繊維配向及び配列を有する繊維状物質18の単独の層16を含む一又は複数のシングルプライ材料ロール14bから分配される。また、層16は、同じ厚さ及び/又は繊維配向を有する同じ樹脂及び繊維材料組成の複数の層16を含む一又は複数のマルチプライ材料ロール14cから分配され、あるいは、マルチプライ材料ロール14cの層16は、異なる樹脂及び繊維材料組成、厚さ、及び/又は繊維配向で提供される。層16は、繊維状物質18の層16の規定レベルの張力を維持するための張力ローラー26によって支持される。ガイドローラー28は、形成ダイセット50へ供給するための所望の配向で繊維状物質18の層16を維持するために、提供される。たとえば、図2に示すように、ガイドローラー28は、繊維状物質18の層16を、形成ダイセット50の上方形成ダイ52と下方形成ダイ54との間の間隙58の配向と一直線上に維持できる。
【0053】
図2及び図3を参照すると、形成ダイセット50は、上方形成ダイ52及び下方形成ダイ54を備える。層16が間隙58に入ることを可能にし、且つ入口76での層16の集積を避けるために、上方形成ダイ52と下方形成ダイ54との間の間隙58は、少なくとも形成ダイセット50への入口76では繊維状物質18の層16の厚さよりも大きい。上方形成ダイ52と下方形成ダイ54との間の間隙58は、形成ダイセット50の長さに沿って徐々に先細る。上方形成ダイ52及び下方形成ダイ54は、繊維状物質18をプリフォーム200に形成するための所望の断面形状に形成される。示される実施形態では、断面形状は、ハットセクション204を含む。上方形成ダイ52及び下方形成ダイ54は、それぞれ、プリフォーム200のフランジ206を形成するための平面64を含む。下方形成ダイ54は突起部62(図3)を含み、上方形成ダイ52は突起部62を受けるための溝60(図3)を含む。
【0054】
一の実施形態では、間隙58(図3)は、繊維状物質18(図3)の層16(図3)が形成ダイセット50(図3)を介して引き抜き成形される際に、規定量の形成圧力66(図3)が繊維状物質18の層16に印加されるようなものである。たとえば、150psiより小さい形成圧力66が印加されうるが、およそ150psiまで又はそれよりも大きい形成圧力66が繊維状物質18の層16に印加されるように、間隙58の大きさが決められる。また、形成圧力66は、以下で述べるように、多重層16が共に固定される程度に樹脂24(図3)が構造繊維20(図2)間に流れるようにするものとしてもよい。樹脂24は、冷却状態で起こるように凝固し、凝固した樹脂24は、プリフォーム200をダイ断面形状56に維持する。
【0055】
図2を参照すると、形成ダイセット50は、入口76及び出口78を有する。一の実施形態では、形成ダイセット50は、一般的に一定である(図2)ダイ断面形状56を有し、或いは、断面形状は、以下で述べるように、入口76から出口78までの形成ダイセット50の長さに沿って変化する(図5)。実質的に一定のダイ断面形状56は、入口76から出口78まで実質的に一定の間隙58を備える。しかしながら、間隙58は、入口76から出口78までの形成ダイセット50の長さに沿って変化するとしてもよい。たとえば、入口76での繊維状物質18の集積を避けるために、間隙58は、入口76では層16の厚さより大きくし、且つ出口78に向かって狭くして、以下で述べるように、層16上に所望量の形成圧力66を提供することができる。
【0056】
図5から図5Dまでを簡単に参照すると、図5には、一の実施形態での形成ダイセット50の側面図が示されており、ここで、ダイ断面形状56は、形成ダイセット50の入口76での一般的な平面形状から、形成ダイセット50の出口78での完全なダイ断面形状56へと徐々に推移する。図5Aは、入口76での形成ダイセット50の実質的に平面のダイ断面形状56を示す。入口76での平面ダイ断面形状56での間隙58の大きさ(たとえば、高さ)は、入口76での繊維状物質18の集積を避けるために、形成ダイセット50への入口76での間隙58へ入る繊維状物質18の厚さよりも大きくすることができる。図5Bは、入口76(図5A)での間隙58の平面形状から、出口78(図5D)での完全なダイ断面形状56までの、ダイ断面形状56の徐々に推移する部分として、比較的低い高さで形成ダイセット50に形成された突起部62及び溝60を示す。図5Bにおいて、比較的低いダイ断面形状56にわたる間隙58の大きさ(たとえば、高さ)は、入口76(図5A)での間隙58と同じか、或いは、入口76での間隙58よりもわずかに小さい。
【0057】
図5Cは、形成ダイセット50における増加する高さで形成される突起部62及び溝60を示す。繊維状物質18が形成ダイセット50を介して移動する際に形成圧力66(図5C)が繊維状物質18に徐々に印加され、繊維状物質18をダイ断面形状56へ徐々に形成するように、間隙58の大きさは、選択的に、入口76(図5A)での間隙58の大きさに対する高さを縮小することができる。図5Cにおいて、形成圧力66は、最初に繊維状物質18に印加されるように示されているが、形成ダイセット50の入口76(図5A)から出口78(図5D)までの形成ダイセット50の長さに沿って、形成圧力66が任意の場所で繊維状物質18に印加されるように、形成ダイセット50を構成してもよい。図5Dは、形成ダイセット50の出口78でダイ断面形状56の完全な高さで形成された突起部62及び溝60を示す。図5Dにおける上方形成ダイ52と下方形成ダイ54との間の間隙58の大きさは、形成圧力66が繊維状物質18上に維持されて、繊維状物質18がダイ断面形状56の完成形状に形成されるようなものとすることができる。上述のように、熱(図示せず)が、形成ダイセット50の長さに沿って、任意の場所で繊維状物質18に印加される。
【0058】
図2及び図5を参照すると、上述のように、繊維状物質18が形成ダイセット50を介して移動する際に、繊維状物質18の層16上の形成圧力66(図3、図5C及び図5D)が徐々に増加するように、上方形成ダイ52と下方形成ダイ54との間の間隙58は、入口76(図2、図5及び図5A)では、出口78での間隙58の大きさよりも大きくすることができる。この方法において、形成ダイセット50を介して繊維状物質18の層16を引き抜き成形するために、減量された牽引力が必要とされる。さらに、繊維状物質18を徐々にダイ断面形状56に適合させる形成ダイセット50を通過する際に、繊維状物質18の層16が上方形成ダイ52及び下方形成ダイ54と接触するので、完成ダイ断面形状56(図5D)への段階的な推移により、樹脂24が徐々に加熱される。
【0059】
限定されない実施形態において、プリフォーム200(図9)は、限定されることなく、種々の構成のうちの任意の一に形成可能であるが、プリフォーム200は、ハットセクション204(図9)のプリフォーム断面形状202(図9)に形成される。ハットセクション204は、一組のフランジ206(図9)及びフランジ206(図9)からキャップ210(図9)まで延びる一組のウェブ208を含む。プリフォーム200は、付加的なプリフォーム(図示せず)、付加的な乾燥繊維状物質214(図18)、プリプレグ(図示せず)、及び/又は取り外し可能な或いは固定のツーリング(たとえば、マンドレル216)(図18)で強化又は積層され、種々の構造繊維20(図2)及び種々の樹脂24(図2)を含む種々の繊維状物質18を含む連続的ビルドアッププリフォーム200(図2)を作成する。プリプレグ(図示せず)は、プリプレグ(図示せず)の総体積のおよそ30パーセントから70パーセントまでの範囲の体積分率でマトリックス材料(図示せず)にあらかじめ含浸された繊維状物質(図示せず)を含む。
【0060】
プリフォーム200(図18)の形状を維持するための繊維状物質18(図1)で使用される比較的低い体積分率(たとえば、1パーセントから10パーセント)の樹脂24(図1)と区別されるように、プリプレグ(図示せず)で使用されるマトリックス材料(図示せず)及びプリフォーム200(図18)に注入するために使用されるマトリックス材料222(図18)は、隣接する繊維間の剪断荷重の移動を促進する。付加的な繊維状物質214(図18)でプリフォーム200(図18)をアセンブリングした後に、アセンブリにマトリックス材料222(図18)が注入され且つ硬化されて、複合品250(図19)を形成する。この点で、ここで開示されるシステム10(図1)及び方法は、任意の数の付加的なプリフォーム200又は付加的な繊維状物質214(図18)などの一又は複数の複合コンポーネントを含む選択的アセンブリのための任意の断面形状を有するプリフォーム200(図18)の製造を促進する。プリフォーム200(図18)及び/又は付加的な繊維状物質214は、マトリックス材料222(図18)を注入され、硬化され、任意の大きさ、形状及び構成の完成複合品250を形成する。
【0061】
図3を参照すると、システム10は、繊維状物質18の層16が形成ダイセット50を通過する際に樹脂24を加熱するための加熱装置110を備える。示される実施形態では、加熱装置110は、上方形成ダイ52及び/又は下方形成ダイ54に組み込まれる、或いはそうでなければ取り付けられる一又は複数の加熱コイル112を備える。加熱装置110は、繊維状物質18の構造繊維20(図1)間などの樹脂24の流れを促進する粘着レベルまで樹脂24を加熱するように構成される。一の実施形態では、加熱装置110は、繊維状物質18の層16が形成ダイセット50を通過して樹脂24を少なくとも部分的に軟化させる間に、樹脂24の少なくとも融解温度又はガラス転移温度近くまで、樹脂24を加熱するように構成される。
【0062】
図3では、一の実施形態において、加熱コイル112は、繊維状物質18の層16にわたって熱114が実質的に均一に分配されるように配置される。上方形成ダイ52及び/又は下方形成ダイ54との接触により、繊維状物質18の層16が伝導的に加熱されるように、加熱コイル112は、上方形成ダイ52及び下方形成ダイ54を加熱するように構成される。加熱コイル112は上方形成ダイ52及び下方形成ダイ54の長さにそって延長するように示されているが、加熱コイル112は、種々の代替的配置のうちの任意の一で上方形成ダイ52及び/又は下方形成ダイ54に配置され又は取り付けられてもよい。さらなる実施形態では、加熱装置110は、樹脂24の輻射加熱により樹脂24を加熱するように構成される。たとえば、示されてはいないが、繊維状物質18における構造繊維20(図1)の加熱よりも激しく繊維状物質18における樹脂24を加熱するための周波数帯域を含む輻射を使用することにより、加熱装置110は樹脂24を加熱するように構成される。
【0063】
さらなる実施形態では、上方形成ダイ52及び/又は下方形成ダイ54(図3)は、融点に近い強磁性物質(図示せず)のキュリー温度、ガラス転移温度、又は繊維状物質18(図3)の層16(図3)における樹脂24(図3)の他の所望の温度に基づき選択される強磁性物質からなる。このような配置では、上方形成ダイ52及び/又は下方形成ダイ54の強磁性物質は、上方形成ダイ52及び/又は下方形成ダイ54に隣接して取り付けられる一又は複数の誘導コイル(図示せず)を介して流れる電流(図示せず)により生成される磁場(図示せず)により誘導的に加熱される。上方形成ダイ52及び/又は下方形成ダイ54は、強磁性物質のキュリー温度に近似である平衡温度まで、誘導的に加熱される。繊維状物質18の層16は、上方形成ダイ52及び/又は下方形成ダイ54との熱的接触のため、誘導的に加熱される。上方形成ダイ52及び/又は下方形成ダイ54の温度がキュリー温度に近づくにつれ、強磁性物質の磁気特性は衰退し始め、その結果、上方形成ダイ52及び/又は下方形成ダイ54の誘導加熱の縮小、及び上方形成ダイ52及び/又は下方形成ダイ54と接触する繊維状物質18の層16の伝導加熱の縮小が起こりうる。誘導コイルの誘導電流の流れが熱可塑性樹脂24の融解温度又はガラス転移温度などの所望の温度で繊維状物質18の層16の温度を安定させるのに十分なレベルまで自動的に減少するように、平衡温度にある上方形成ダイ62及び/又は下方形成ダイ54の部分は非磁性となる。
【0064】
しかしながら、加熱装置110(図3)は、種々の構成で提供することができ、伝導加熱、輻射加熱、又は誘導加熱を使用する樹脂24(図3)の加熱に限定されない。さらに、加熱装置110は、形成ダイセット50(図3)に組み込まれるものとして示されているが、形成ダイセット50と別個のコンポーネントとして提供することができ、入口76(図2)付近の形成ダイセット50の上流及び/又は出口78(図2)付近の形成ダイセット50の下流などの任意の場所に取り付けることができる。あるいは、材料ロール14で層16(図1)の樹脂24(図1)の温度を上昇させるために、一又は複数の材料ロール14(図1)が加熱されてもよい。さらに別の実施形態では、材料ロール14の繊維状物質18(図1)が低下した温度で提供され、そこで、層16が実質的に粘着度のない又は減少した粘着度を有するように、一又は複数の材料ロール14(図1)が冷蔵保存(図示せず)されてもよい。樹脂24の温度を上昇させ、層16の粘着力を高め、同時に上述の方法で既定の層16内の隣接する層16との接着及び/又は隣接する繊維20(図1)間の接着を促進するために、材料ロール14は加熱されてもよい。このような実施形態では、形成ダイセット50(図1)は選択的に加熱されてもよく、または加熱されなくてもよい。
【0065】
図2を参照すると、形成ダイセット50は、繊維状物質18の樹脂24の温度を低下させるための冷却装置130を選択的に備えることができる。一の実施形態では、冷却装置130は、形成ダイセット50の上方形成ダイ52及び/又は下方形成ダイ54に組み込まれ、又はそうでなければ取り付けられる。また、冷却装置130は、図10に示され且つ以下に述べられるように、加熱装置110の下流に配置されてもよい。図2において、冷却装置130は、繊維状物質18の層から熱(図示せず)を奪い、プリフォーム200がダイ断面形状56を保持するような方法で樹脂24を冷却及び凝固させるための手段を提供する。一の実施形態では、形成ダイセット50がダイ断面形状56を有する一方で、冷却装置130は、樹脂24の温度をガラス転移温度よりも下降させる手段を提供する。樹脂24が冷却される間に、層16の形成圧力66(図3)は、プリフォーム200をダイ断面形状56に形成する。一の実施形態では、冷却装置130は、上方形成ダイ52及び/又は下方形成ダイ54を介して、任意の適する液体(たとえば、水)などの冷却媒体(図示せず)を循環させるための一又は複数のコンジット(図示せず)を備える。冷却媒体は、樹脂24を冷却する上方形成ダイ52及び/又は下方形成ダイ54の一部から熱(図示せず)を奪うことができる。
【0066】
図1、図2及び図4を参照すると、システム10(図1)は、形成ダイセット50(図1)の下流に位置し、且つ形成ダイセット50を介して繊維状物質18(図1)の層16を引き出す又は引き抜き成形するように構成されたプルメカニズム150(図4)を備える。示される実施形態において、プルメカニズム150は、繊維状物質18(図2)の層16(図2)の反対側に取り付けられ、且つ各々の回転軸周囲で各々の回転方向154a及び156a(図2)に沿って回転可能である上方ローラー154及び下方ローラー156(図2)などの一又は複数のプルローラー152(図2)を備える。上方ローラー154は円周溝160(図4)を有し、且つ、下方ローラー156はダイ断面形状56を補足するよう成形された円周突起部162(図4)を有する。プルローラー152は、繊維状物質18を固定し、繊維状物質18の層16を形成ダイセット50から引き抜き成形する。一の実施形態では、プルローラー152は、ダイ断面形状56を補足する又は実質的にそれと等しい断面形状を有する。
【0067】
プルメカニズム150(図1)は、ローラー間のプリフォーム断面形状202(図13)の異なるセクションを固定するための、繊維状物質18(図1)の層16(図1)の反対側に取り付けられる複数の概して円柱形状のローラー(図示せず)を備える。実質的に均一に分配された牽引力が繊維状物質18の層16の幅に印加されるように、ローラーが繊維状物質18の層16の幅にわたって分配され、且つ位置付けられる。実質的に均一に分配された牽引力が印加されるようにプルメカニズム150を構成することにより、構造繊維20(図1)の相対配向は、不均一な牽引力が層16の幅にわたって印加される場合に構造繊維20に生じる歪みに比べて、歪んでいない又は影響を受けない状態である。たとえば、織物などのある種の繊維状物質18の構造繊維20の配向は、プリフォーム200(図1)において、材料ロール14の繊維配向と実質的に同じ繊維配向で維持できる。図4は単独の上方ローラー152及び単独の下方ローラー154を示しているが、任意の数のローラーが層16の幅に沿って任意の場所に提供されてもよい。さらに、図2は単独のプルメカニズム150を示しているが、任意の数のプルメカニズム150がプリフォーム200の長さに沿って任意の場所に提供されてもよい。
【0068】
図2を参照すると、上方形成ダイ52及び下方形成ダイ54は、一般的に場所に取り付けられるように構成され、又は、一般的に互いに対して且つ形成ダイセット50を通過する繊維状物質18の層16に対して固定される。たとえば、図2は、一般的に互いに対する場所に取り付けられる上方固定ダイ72及び下方固定ダイ74から成る形成ダイセット50及び70を示している。この点で、繊維状物質18の層16が形成ダイセット50を介して引き出されている時には、上方固定ダイ72及び/又は下方固定ダイ74は、非可動式であるという意味で、互いに対して取り付けられ又は固定される。しかしながら、異なる厚さ及び/又は量の繊維状物質18の層16を収容するために、及び/又は上方固定ダイ72及び下方固定ダイ74により繊維状物質18の層16に適合された形成圧力66(図3)の大きさを調整するために、それらの間の間隙58が調整されるように、上方固定ダイ72及び下方固定ダイ74のどちらか一方が、それらの他方に対して調整可能である。
【0069】
図6から図9を参照すると、層16(図6)のセクションを順番に形成するための可動ダイセット90(図6)として構成される形成ダイセット50(図6)の別の実施形態が示される。可動ダイセット90は、図6に示されるように、移動方向98(たとえば、図6の垂直方向)に沿って移動可能である上方可動ダイ92及び下方可動ダイ94(図6)を備える。上方可動ダイ92及び下方可動ダイ94の移動は、繊維状物質18の長さのセクションの連続的固定を促進し、ダイ断面形状56を繊維状物質18の層16に加える。また、可動ダイセット90は、異なる厚さ及び/又は量の繊維状物質18の層16を収容する。
【0070】
図7では、繊維状物質18の一又は複数の層16が形成ダイセット50を介して順番に前進するように、上方可動ダイ92及び下方可動ダイ94が分離される。たとえば、層16のセクション96(図6)が上方可動ダイ92と下方可動ダイ94との間の間隙58内に位置付けられるまで、層16は、プルメカニズム150(図6)を起動することにより前進する。プルメカニズム150が停止され、加熱装置110の手段により、熱114が上方可動ダイ92及び/又は下方可動ダイ94に選択的に印加される。
【0071】
図8では、上方可動ダイ92及び下方可動ダイ94は、互いの方向に向かって動かされ、それらの間に繊維状物質18の層16を固定する。上方可動ダイ92及び下方可動ダイ94と接触した結果、又は上述の輻射加熱手段及び/又は誘導加熱手段により、層16は伝導的に加熱される。樹脂24の温度がおよそ融点又はガラス転移温度まで上昇する間に、形成圧力66が層16に印加される。温度及び/又は形成圧力66は、所定時間内は維持される。熱114の印加は継続されず、選択的冷却装置130(図1)が起動され、樹脂24の温度が融点より低くなるように上方可動ダイ92及び下方可動ダイ94から熱が奪われる。
【0072】
図9において、樹脂24(図8)が冷却及び/又は凝固した状態で、樹脂24は硬化し、上方可動ダイ92及び下方可動ダイ94は分離される。凝固する際に、樹脂24は、図示されるように、繊維状物質18(図8)をダイ断面形状56に固定する。プルメカニズム150(図6)は、再起動され、層16(図6)の別のセクション96(図6)を上方可動ダイ92と下方可動ダイ94との間の間隙58(図6)に引き出す。所望の長さのプリフォーム200がダイ断面形状56を有するように形成されるまで、この工程は繰り返される。
【0073】
図10を参照すると、形成ダイセット50の下流に配置された冷却装置130を備えるシステム10の実施形態が示される。一の実施形態では、冷却装置130は、ダイ断面形状56(図9)に実質的に類似の断面形状を有する上方冷却ダイ134及び下方冷却ダイ136を含む冷却ダイセット132を備える。一の実施形態では、冷却ダイ132は、プリフォーム200が形成ダイセット50の出口78を通過した後に、繊維状物質18の層16から熱を奪うための加熱シンクとして働くように構成される。冷却ダイセット132は、層16の冷却ダイセット132の表面との接触のため層16から熱を伝導するための比較的大きな熱質量を提供することにより、繊維状物質18の層16を受動的に冷却するように構成される。
【0074】
別の方法として、冷却装置130(図10)は、上述のように、形成ダイセット50(図10)の一部を介して冷却媒体の循環に類似する方法で、冷却装置130を介して循環する冷却媒体(図示せず)を使用して、繊維状物質18(図10)の層16(図10)を積極的に冷却するように構成される。冷却装置130は、繊維状物質18(図10)の層16で樹脂24(図10)の温度を下降させ、冷却装置130が層16を断面形状に維持している間に、樹脂24をガラス転移温度より低くなるまで冷却し硬化させるように構成される。冷却装置130は、選択的に、樹脂24の温度が既定のレベルに下降するまで、層16の形成圧力66(図8)を維持するように構成することができる。
【0075】
図11を参照すると、形成ダイセット50の下流に配置された積層メカニズム170を備えるシステム10の実施形態が示される。積層メカニズム170は、繊維状物質の付加的な又は後に続く層180をプリフォーム200と統合して連続的なビルドアッププリフォーム200を作成するように構成される。繊維状物質の後に続く層180は、プリフォーム200が初めに作成された繊維状物質と同種又は異種のものとすることができる。この点で、図11は、形成ダイセット50を介して引き抜き成形するための第一の繊維状物質40bの第一の層40aを含む第一の材料ロール40を示す。第二の材料ロール42は、スプール12から引き出され、且つ張力ローラー26及び/又はガイドローラー28を通る第二の繊維状物質42bの第二の層42aを含む。第二の層42aは第一の層40aと接合され、且つ積層メカニズム170に共に積層される。
【0076】
一の実施形態では、積層メカニズム170(図11)は、図1から図9で示された上述の形成ダイセット50に類似して構成される積層ダイセット172(図11)を備える。積層ダイセット172は、形成ダイセット50(図11)のダイ断面形状56(図11)に実質的に類似である積層ダイ断面形状178(図11)を有する上方積層ダイ174及び下方積層ダイ176(図11)を有する。積層ダイセット172は、第一の層40a及び第二の層42aがプルメカニズム150(図11)により積層ダイセット172を介して引き抜き成形される間に、第二の層42a(図11)の極厚を収容し、且つ積層圧力182(図12)を第一の層40a及び第二の層42a(図11)に印加するように構成される。第二の層42aは任意の幅で提供することができ、第一の層40aと同じ幅を有することに限定されない。また、第二の層42aは、プリフォーム200(図11)の任意の部分に適合することができる。
【0077】
図12及び図13を参照すると、上方積層ダイ174と下方積層ダイ176(図11)との間の第一の層40aに積層又は統合されている第二の層42aを示す積層メカニズム170の断面図が示される。図13に示されるように、第二の層42aは、プリフォーム200のキャップ210の幅にわたって延びる幅に提供される。上方積層ダイ174及び下方積層ダイ176は、キャップ210の第二の層42a(図11)の付加的な厚さを収容するように構成される。積層圧力182及び/又は熱184は、第一の層40a及び第二の層42aに印加され、第一の層40a及び第二の層42a(図11)を統合及び/又は接合し、連続的プリフォーム200を形成する。ここで理解されるように、繊維状物質180の任意の数の付加的な層、プリプレグ(図示せず)、又は付加的なプリフォーム(図示せず)は、図12及び図13で示されるプリフォーム200の任意の部分に適合することができる。
【0078】
図14を参照すると、ダイ断面形状56を層アセンブリ46に加えるための、共にアセンブリングされ且つ形成ダイセット50に引き出された繊維状物質18の複数の層16を備えるシステム10の実施形態が示される。繊維状物質18の層16は、構造繊維20及び樹脂24の実質的に類似の材料組成を含む実質的に類似の材料で形成される。しかしながら、層16の繊維状物質18は、異なるものでもよい。たとえば、図14において、第一の繊維状物質40bの一又は複数の第一の層40aを分配するための第一の材料ロール40、第二の繊維状物質42bの一又は複数の第二の層42aを分配するための第二の材料ロール42、及び第三の繊維状物質44bの一又は複数の第三の層44aを分配するための第三の材料ロール44が示される。第一の層40a、第二の層42a及び第三の層44aは、同種又は同じ繊維材料組成を有する構造繊維20を含むことができる。別の方法では、第一の層40a、第二の層42a及び第三の層44aは、異なる繊維材料組成を有する異なる構造繊維20を含む。
【0079】
さらに、第一の層40a、第二の層42a及び第三の層44aの構造繊維20は、同じ繊維配向、又は異なる繊維角度22(図1)などの異なる繊維配向を有することができる。たとえば、層40aの縦軸(図示せず)に対して、第一の層40aは+45度の第一の繊維角度40cで配向された繊維を含み、第二の層42aは0度の第二の繊維角度42cで配向された繊維を含み、第三の層44aは−45度の第三の繊維角度44cで配向された繊維を含む。さらに、第一の層40a、第二の層42a及び第三の層44aは、異種(すなわち、異なる材料組成)の樹脂24又は同種の樹脂24を含むことができる。また、層40a、層42a及び層44aは、同じ厚さ、或いは異なる厚さで提供することができる。一又は複数の材料ロール40、42及び44は、各々が繊維状物質(図示せず)の単独層を含むシングルプライロール(図示せず)を含んでいてもよい。別の方法では、一又は複数の材料ロール40、42及び44は、上述したように、同じ又は異なる樹脂組成、繊維組成、厚さ、及び/又は繊維配向を有する繊維状物質の多重層を含むマルチプライロール(図示せず)として提供されてもよい。
【0080】
図14では、繊維状物質18の二以上の層16がアセンブリングされ、層アセンブリ46を形成する。層アセンブリ46は、上述の方法で、張力ローラー26及びガイドローラー28上を通過する。層アセンブリ46は、図14で示される上方ローラー154及び下方ローラー156などのプルメカニズム150により形成ダイセット50を介して引き抜き成形され、或いは、異種のプルメカニズム(図示せず)が使用される。層アセンブリ46が形成ダイセット50のダイ断面形状56(図8)に適合されるように、熱(図示せず)及び圧力(図示せず)が層アセンブリ46に印加され、樹脂24を軟化させ及び/又は少なくとも部分的に溶解する。層アセンブリ46及び樹脂24は、凝固して、ダイ断面形状56を有する固定されたプリフォーム200を形成する。繊維状物質(図示せず)の一又は複数のあとに続く層又はプリプレグ(図示せず)は、上述の方法でプリフォーム200に統合又は積層され、所望の断面形状を有する連続的なビルドアッププリフォーム200を作成する。プリフォーム200は、プリフォーム200の形成に続いて、ある長さに切断され整えられる。
【0081】
一の実施形態では、プリフォーム200を所望の断面形状202に形成した後に、付加的な繊維状物質214(図18)でプリフォーム200をアセンブリングするのに先立って、且つ、プリフォーム200にマトリックス材料(図18)を注入するのに先立って、プリフォーム200は、二次的な形成工程で、熱形成され(図示せず)又はホットドレープ形成され(図示せず)、付加的な形状に形成される。プリフォーム200を熱形成することは、プリフォーム200が熱形成ツール(図示せず)の形状をとるように、加熱されたプリフォーム200を熱形成ツールに適合しながら、プリフォーム200を加熱して樹脂24(図1)を軟化させることを含む。プリフォーム200をツールに対して維持しながら、プレフォーム200は軟化する。プリフォーム200があらかじめ形成されたダイ断面形状56(図1)に加えて熱形成された形状を保持するように、プリフォーム200の樹脂24は、冷却及び硬化される。この方法では、他の繊維状物質214(図18)とのアセンブリに先立って、且つアセンブリへのマトリックス材料222(図18)の注入に先立って、所望の断面形状を有するプリフォーム200は、種々の付加的な形状のうちの任意の一に形成される。
【0082】
たとえば、図14に示されるハットセクション204プリフォーム200は、ハットセクション204プリフォーム200の長さに沿って僅かな湾曲形状(図示せず)に熱形成される。湾曲形状は、プリフォーム200を使用して形成される複合品の完成形状(図示せず)に補完的であるものとする。プリフォーム200の熱形成が湾曲をプリフォームの長さに対して熱形成することに限定されない、という点に留意すべきである。たとえば、プリフォーム200は、プリフォーム200の長さに沿ってねじれ形状(図示せず)に、又は、種々の他の形状のうちの任意の一に熱形成されてもよい。有利には、比較的少量の樹脂24(図1)(たとえば、およそ10パーセントまで)は、プリフォーム200を所望の断面形状及び複合品のレイアップを簡略化可能な熱形成された形状に維持することができる。先ほど示したように、ここで述べられる方法で形成された形状安定化されたプリフォーム200は、ツール上でのプライスタックをアセンブリングする工程中に作業を最小限にすることにより、明らかに、複合品のレイアップに関わる複雑さを縮小し、且つ時間を短縮することができる。この方法において、ここで開示されるプリフォーム200は、真空バギング、オートクレービング、及びマトリックス材料の注入及び硬化に関する他の工程に先立って及びそれらの工程中に、大部分のレイアップ時間がファブリック又はトウの繊維を所望の配向に位置付け且つ維持することに関連している、複合品の従来のプライバイプライ(ply−by−ply)レイアップに一般的に関連する作業量を明らかに軽減することができる。
【0083】
図15を参照すると、上方プリフォームダイ232及び下方プリフォームダイ234を備え、且つ上方プリフォームダイ232と下方プリフォーム234との間に位置付けられたプリフォーム200のスタック240を示すプリフォームダイセット230が示される。プリフォームダイセット230は、プリフォームスタック240の伝導加熱、輻射加熱及び/又は誘導加熱を実行するための、上述の任意の構成の加熱装置(図示せず)を備える。プリフォームダイセット230は、上述の形成ダイセット50(図1)に類似して構成される。プリフォーム200が互いに組み込まれるように、プリフォーム200は、断面形状に対して互いに実質的に類似して形成される。上述のように、プリフォーム200は類似の又は異なる樹脂24及び/又は繊維状物質18の組成、厚さ、及び/または繊維配向で形成することができる。
【0084】
プリフォームダイセット230の上方プリフォームダイ232及び/または下方プリフォームダイ234は、移動方向236に沿って互いに対して移動可能(たとえば、垂直に)であり、上方プリフォームダイ232と下方プリフォームダイ234との間のプリフォームスタック240の長さ(図示せず)のセクションを順番に固定する。別の方法では、プリフォームダイセット230は固定式であり、図1及び図2で示された形成ダイセット50の固定構成のための、上述の引き抜き成形に類似する上方プリフォームダイ232と下方プリフォームダイ234との間の間隙(図示せず)を介してプリフォームスタック240を引き抜き成形するように構成される。
【0085】
図16において、上方プリフォームダイ232及び下方プリフォームダイ234は、移動方向236(図15)に沿って互いの方向に向かって移動され、プリフォームスタック240を固定する。熱(図示せず)は、一または複数の加熱装置110を使用してプリフォームスタック240に印加され、樹脂24の粘着性を弱める温度までプリフォームスタック240を加熱する。樹脂24は、樹脂24の融点付近またはそれを超える温度まで加熱され、樹脂を軟化させ及び/又はその粘着性を弱める。弱まった粘着性の樹脂24により、隣接したプリフォーム200で樹脂24の混合が促進される。圧縮力238は、付加的にプリフォームスタック240に印加され、以下で詳細が述べられるように、プリフォーム200の強化を促進する。
【0086】
図17では、プリフォームスタック240(図16)に熱及び/又は圧縮力238(図16)が印加される結果として、プリフォームアセンブリ242が形成される。樹脂24(図16)が凝固した状態で、プリフォームアセンブリ242はプリフォームダイセット230の断面形状をとる。以下で述べられるように、プリフォームアセンブリ242は、付加的な繊維状物質214(図18)などの一又は複数の複合コンポーネント(図示せず)と組み合わせられ、マトリックス材料222(図18)を注入される。以下で述べられるように、複合コンポーネント250(図19)が形成されるように、マトリックス材料222は硬化される。
【0087】
図18を参照すると、付加的な繊維状物質214と位置付けられ又はアセンブリングされたプリフォーム200が示される。繊維状物質214の付加的な層218は、他の形状が固定されたプリフォーム又は実質的に乾燥したプリフォーム(図示せず)、プリプレグ(図示せず)、及び他の種々の繊維状物質214のうちの任意の一を含むことができる。図18に示されるように、ハットセクション204プリフォーム200は、プリフォーム200に備え付けられるマンドレル216を使用して、ハットストリンガー252にアセンブリングされる。マンドレル216は、真空バギング及び/又はオートクレービング中に且つマトリックス材料222の注入中に、プリフォーム200の形状を支持する。マンドレル216は、取り外し可能なブラダー(図示せず)又は溶解性フォーム(図示せず)などの一時的なマンドレルを含む。別の方法では、マンドレル216は、永続的フォームマンドレルなどの永続的マンドレル(図示せず)、又はハットストリンガー252或いは他の閉断面形状内に永続的に保持されるように構成された他のツーリングを含むことができる。
【0088】
図19では、付加的な複合コンポーネント(図示せず)がプリフォーム200とアセンブリングされる。たとえば、一組のヌードル272(図18から図20)又は他のラジウスフィラーが備え付けられ、以下で述べられるように、フランジ254(図19)、ウェブ256(図19)、及び一又は複数のプリフォーム200を使用して形成されるハットストリンガー252(図19)のベースラミネート264(図19)との間の空間を満たす。ヌードル272は、又はマンドレル216とハットセクション204プリフォーム200との間の範囲を満たすための、一方向のトウ、織布、繊維強化接着剤、他の材料で形成される。材料の付加的な層218は、プリフォーム200上に適合され、マンドレル216及びヌードル272を密閉する。たとえば、織布又は不織布、まとめられたトウ、プリプレグ、又は他の基板或いは材料などの繊維状物質214の後に続く層218が、マンドレル216及びプリフォーム200上の一又は複数の層218に適合される。
【0089】
プリフォーム200(図18)及び付加的な繊維状物質214(図18)には、次いで、マトリックス材料222(図18)が注入され、マトリックス材料222が硬化して、単独の統一された完成複合品250(図19)が形成される。マトリックス材料222の注入は、任意の適する液体成形工程によるものであり、選択的に熱及び/又は圧力の印加を含み、マトリックスの浸透及び強化を促進し、複合品250を形成する。たとえば、プリフォーム200及び付加的な繊維状物質214は、マトリックス材料222が圧力下でプリフォーム200又は密閉成形内の他のコンポーネントに注入される樹脂トランスファー成形(RTM)により注入される。プリフォーム200及び付加的な繊維状物質214は、マトリックス材料222(図19)をプリフォーム200及び付加的な繊維状物質214に注入するために、真空生成圧力を使用する真空補助樹脂トランスファー成形(∨ARTM)を使用して注入してもよい。樹脂フィルム注入(RFI)は、マトリックス材料(図示せず)のフィルムがプリフォーム200の下又は最上部に位置付けられる状態で、実施することもできる。マトリックス材料フィルムの粘着性を弱めてプリフォーム200にその浸透を促進するために、熱を印加してもよい。付加的な注入工程は、プリフォーム200の構造繊維20(図11)にマトリックス材料222を注入及び含浸するために採用することもできる。
【0090】
一の実施形態では、マトリックス材料222(図18)は、プリフォーム200(図19)の樹脂24(図18)と化学的に適合する組成を有する熱硬化性樹脂又は熱可塑性マトリックス材料を含む。一の実施形態では、マトリックス材料222は、エポキシ、ビスマレイミド、フェノール樹脂、ポリエステル類、ポリイミド、ポリウレタン、ポリベンゾキサゾール、シアン酸塩エステル類、ポリエーテルアミド、及び他のマトリックス材料222のうちの任意の一を含むことができる。また、マトリックス材料222は、繊維状物質18(図11)の層16(図11)と共に含まれる樹脂24と同じ或いは異なる熱可塑性樹脂24を選択的に含むことができる。
【0091】
繊維状物質18(図18)の層16(図1)に提供される樹脂24(図18)は、好適にはマトリックス材料222(図18)と化学的に適合し、且つマトリックス材料222が存在する際には、一又は複数の適合特性を有する。たとえば、繊維状物質18の層16に提供される樹脂24は、熱硬化性マトリックス材料を含むマトリックス材料222に少なくとも部分的に溶解する。別の方法では、繊維状物質18の層16に提供される樹脂24は、マトリックス材料222に完全に溶解する。またさらに、繊維状物質18の層16に提供される樹脂24は、マトリックス材料222と化学的に反応する。さらなる実施形態では、繊維状物質18の層16に提供される樹脂24は、樹脂24がマトリックス材料222と接触するようになると、マトリックス材料222のフェーズと異なるフェーズに留まる。好適には、繊維状物質18の層16に提供される樹脂24は、マトリックス材料222が樹脂24と整合する場所で注入及び硬化された複合品250(図19)のミクロクラックを避ける又は阻止する。
【0092】
図19及び図20を参照すると、一又は複数のハットセクション204プリフォーム200を含むハットストリンガー252が示される。図20では、一又は複数のハットセクション204プリフォーム200が組み合わされ、ハットストリンガー252の主要なラミネート260を形成する。主要なラミネート260は、複数の主要なプライ262を含み、それらの一又は複数は、上述のように、形状安定化されたプリフォーム200として形成される。ハットストリンガー252は、複数のベースプライ266(図20)を含むベースラミネート264も含み、それらの一又は複数は、形状安定化された(たとえば、平面)プリフォーム200としても形成される。別の方法では、ベースラミネート264は、図18で示されるように、材料ロール14(図18)から繊維状物質18を適合することにより形成される。
【0093】
図19では、ハットストリンガー252は、ラッププライ270(図20)を含み、マンドレル216(図20)により選択的に支持される閉断面を形成するラップラミネート268も含む。ラップラミネート268のラッププライ270は、ハットストリンガー252の主要なラミネート260のハットセクション204プリフォーム200の形成と類似する方法で、一又は複数のプリフォーム200として形成される。ラッププライ270がマンドレル216に適合される断面形状に形成されるように、熱(図示せず)を印加した状態で粘着力を高める組成のラッププライプリフォーム(図示せず)に樹脂24を提供することにより、ラッププライ270は粘着力が高められる。しかしながら、樹脂24は、熱を除去すれば粘着力が高まるという性質も有しているので、上述のように、温度の低下とともに粘着レベルが増加する間に樹脂24が凝固し、プリフォーム200(図1)がダイ断面形状56(図1)を保持できる。上述のように、マンドレル216は、真空バギング、オートクレービング及び/又はマトリックス材料222の注入中に、ハットストリンガー252の閉断面形状を支持する。図20では、ベースラミネート264と接合されたフランジ254及びウェブ256の範囲によるフランジ254とウェブ256との交点の間の空間を満たすために、一又は複数のヌードル272又はラジウスフィラーが、ハットストリンガー252(図19)に含まれる。
【0094】
図21を参照すると、ここで開示されるような一又は複数の形状安定化されたプリフォーム200を使用して形成される物品を組み込む航空機300の透視図が示される。航空機300は、一対の翼304、及び、垂直安定板312及び水平安定板310を備え、且つ操縦面306と推進装置314を更に備える尾部308を有する機体302を含む。航空機300は、本開示のプリフォーム200を組み込む種々の乗物のうちの一般的な代表例の一である。この点でプリフォーム200は、任意の構造システム、構造サブシステム、構造アセンブリ、ストラクチャ、または任意の飛行体及び/又は宇宙ビークルを含む乗物に組み込むことができる。たとえば、航空機300の構造において、プリフォーム200は、翼パネル、翼外板、翼桁、翼小骨、補助翼、操縦面306、サポートストラクチャ、及び他のコンポーネントなどの翼304内などの、航空機の内部コンポーネント及び/又は外部コンポーネントに組み込まれる。プリフォーム200は、機体外板、機体バルクヘッド、フレーム、ハットストリンガー252(図19)などのストリンガーなどのコンポーネント、及び他のコンポーネントのような、機体302のコンポーネントに組み込まれてもよい。
【0095】
図22を参照すると、複合品250を形成する方法400に含まれる一又は複数の操作のフローチャートが示される。方法は、複合品250(図19)に組み込まれるような形状安定化された固定プリフォーム200を形成するためのステップを含む。
【0096】
図22の方法400のステップ402は、構造繊維20(図1)を含む繊維状物質18(図1)の少なくとも一の層16(図1)を提供することを含む。一の実施形態では、繊維状物質18の層16は、上述のように、ダイ断面形状56(図1)にプリフォーム200を形成する、及び/又はプリフォーム200の多重層16の粘着力を高めるのに十分な量の熱可塑性樹脂又は熱硬化性樹脂24(図1)を含む。一の実施形態では、繊維状物質18の層16は層16の総体積に対するおよそ10体積パーセントまでの樹脂24(図1)を含む。一の実施形態では、繊維状物質18の層16は、およそ10体積パーセント又はそれより少ない樹脂を含む。樹脂24は、熱可塑性樹脂、或いは熱硬化性樹脂を含むことができる。一の実施形態では、繊維状物質18の層16は、比較的少量の樹脂24を含む。たとえば、繊維状物質18の層16(図1)は、層16の総体積に対して、およそ2体積パーセントから4体積パーセントの樹脂24を含む。繊維状物質18及び樹脂24は、上述のように、種々の異なる材料組成、厚さ、繊維配向のうちの任意の一で提供される。
【0097】
樹脂24(図1)は、限定はしないが、ローラー(図示せず)、ブラシ(図示せず)、スプレー(図示せず)、又は種々の他の樹脂適合方法のうちの任意の一を使用するなど、任意の適する手段により、繊維状物質18(図1)にあらかじめ適合される。樹脂24は、粘着性を弱めるために、適合するのに先立って、加熱されてもよい。一の実施形態では、樹脂24は、社内で及び/又はベンダーにより、繊維状物質18の層16にあらかじめ適合されてもよい。層16は、上述のように、所望の樹脂及び繊維材料組成、厚さ、及び/又は繊維配向で、シングルプライ材料ロール14b(図1)又はマルチプライ材料ロール14c(図1)で提供されてもよい。
【0098】
樹脂24(図1)が層16(図1)の長さ及び/又は幅で必ずしも均等に分配(図示せず)されないように、樹脂24は、層16の長さ及び/又は幅に沿って選択された領域(図示せず)に適合されてもよい。たとえば、樹脂24は、樹脂24の加熱及び凝固後にプリフォーム200(図1)がダイ断面形状56(図1)を維持可能な層16の領域(図示せず)に適合されてもよい。この点で、樹脂24を冷却すると樹脂24の粘着性が増し、粘着性の高められた層16の樹脂24が凝固するので、プリフォーム200がダイ断面形状56を維持できる。この方法において、マトリックス材料222の注入中にプリフォーム200全体にマトリックス材料222(図18)を実質的に均一に分配できるよう繊維状物質18が一般的に多孔質であるように、層16に適合される樹脂24の体積分率は最小限とすることができる。
【0099】
図1及び図14に示されるように、繊維状物質18(図1)の一又は複数の層16(図1)が一又は複数の材料ロール14から分配されるという意味において、繊維状物質18の層16は、一般的に連続的である。たとえば、上述のように、繊維状物質18の一又は複数の層16は、一又は複数のシングルプライ材料ロール14b(図1)及び/又は一又は複数のマルチプライ材料ロール14c(図1)から引き出される。また、繊維状物質18の一又は複数の層16は、折られた又は折られていないシート(図示せず)を含む別の形態、或いは他の形態で提供することができる。
【0100】
図22の方法400のステップ404は、図1、図2、図3、図5Aから図5D、図6から図11、及び図14に示されるように、ダイ断面形状56(図2)を有する形成ダイセット50(図2)に層16(図2)を通すことを含む。たとえば、繊維状物質18(図2)の層16(図2)は、プルメカニズム150(図2)を使用して、一又は複数の形成ダイセット50(図2)を介して引き抜き成形され、又は引き出される。プルメカニズム150は、層16の反対側に取り付けられ、層16を固定し、形成ダイセット50を介して層16を引き出す一又は複数のローラー152(図2)を備える。しかしながら、形成ダイセット50を介して層16を引き出すための他の手段が実施されてもよい。
【0101】
図22の方法400のステップ406は、加熱装置110(図8)の使用などによる、繊維状物質18(図8)の層16(図8)で樹脂24(図8)を加熱することを含む。樹脂24は、層16が形成ダイセット50を介して引き抜き成形される時に、層16の加熱された形成ダイセット50(図8)の表面との接触による伝導加熱で加熱される。しかしながら、形成ダイセット50の上流の任意の場所に備え付けられる加熱装置110を使用して、層16をあらかじめ加熱することなどにより、樹脂24は加熱することができる。たとえば、加熱ガン(図示せず)が層16上に熱風(図示せず)を向け、樹脂24の温度を上昇させ、樹脂24を軟化させる及び/又はその粘着性を弱めることができる。また、構造繊維20(図1)により吸収されるものよりも多い、樹脂24により吸収される輻射の波長を放出するヒーターを使用する輻射加熱によることを含む他の手段により、樹脂24を加熱することもできる。樹脂24は、強磁性物質(図示せず)で形成された上方及び/又は下方形成ダイ(図示せず)との熱的な接触により加熱することもでき、その場合、上述したように、強磁性物質は、上方及び/又は下方形成ダイに隣接して取り付けられる誘導コイル(図示せず)に印加される電流(図示せず)により生成される磁場(図示せず)に応じて、キュリー温度まで誘導加熱される。
【0102】
図22の方法400のステップ408は、繊維状物質18(図8)の層16(図8)をダイ断面形状56(図9)に形成することを含む。樹脂24の加熱中に、或いは熱114(図8)が印加されて樹脂24が軟化した後に、繊維状物質18は、ダイ断面形状56に形成される。図3に示されるように、層16が形成ダイセット50を介して引き抜き成形される時に、形成圧力66が層16に印加される。一又は複数の上述の加熱装置110(図8)及び方法による樹脂24の加熱のため、樹脂24は軟化し、構造繊維20(図1)でダイ断面形状56に成形可能となる。
【0103】
図22の方法400のステップ410は、樹脂24(図8)を軟化可能にすることを含む。層16(図8)がダイ断面形状56(図9)をとる間に、樹脂24の凝固が起こる。たとえば、方法は、先に述べられたように、層16が冷却装置130(図10)を通過し、樹脂24を凝固させることを含む。この方法では、プリフォーム200(図9)は、ダイ断面形状56に維持される。
【0104】
図22の方法400のステップ412は、付加的な繊維状物質214(図18)などの複合コンポーネント(図示せず)とともに、一又は複数のプリフォーム200(図18)を位置付けることを含む。たとえば、図18は、ハットセクション204プリフォーム200に備え付けられたマンドレル216、及びマンドレル216上及びハットセクション204プリフォーム200上に適合されている繊維状物質214のあとに続く層180を示す。各プリフォーム200は、個々のプリフォーム200、及び/又は、詳細は以下で述べられるが、熱114(図16)及び/又は圧力238(図16)下で統合されるプリフォームスタック240(図15)で形成されたプリフォームアセンブリ242(図17)を含む。付加的な繊維状物質214(図18)が、プリフォーム200と位置付けられる。プリフォーム200(図18)のアセンブリは、デバルキング及び/又は統合のために真空バギング及び/又はオートクレービングされる。
【0105】
図22の方法400のステップ414は、一又は複数のプリフォーム200(図18)及び/又は繊維状物質214(図18)に熱硬化性又は熱可塑性マトリックス材料222(図18)を注入することを含む。この点で、プリフォーム200とともに配置される複合コンポーネント(たとえば、繊維状物質214(図18))に注入せずに、一又は複数のプリフォーム200(図18)に注入されるように、ステップ414は実行される。別の方法では、プリフォーム200及び付加的な繊維状物質214などの複合コンポーネントにマトリックス材料222が注入されるように、ステップ414は実行される。注入は、任意の適する液体成形工程又はアセンブリにマトリックス材料222を注入するための任意の他の工程を使用して、実行してもよい。たとえば、樹脂トランスファー成形(RTM)、真空アシステッド樹脂トランスファー成形(∨ARTM)、樹脂フィルム注入(RFI)、バルク樹脂注入(BRI)、及びプリフォーム200及び付加的な繊維状物質214にマトリックス材料222を注入するための任意の他の方法を使用して、プリフォーム200及び付加的な繊維状物質214にマトリックス材料222が注入される。
【0106】
図22の方法400のステップ416は、マトリックス材料222(図18)を硬化して複合品250(図19)を形成することを含む。この点で、マトリックス材料222の硬化は、熱(図示せず)及び/又は圧力(図示せず)のマトリックス材料222への印加、及びプリフォーム200の構造繊維20(図1)にわたるマトリックス材料222の実質的に均一な注入の促進を含む。一の実施形態では、プリフォーム200及び関連する繊維状物質214(図18)は、真空バギング及びオートクレービングされ、アセンブリの硬化中に所望の圧力及び温度プロファイルを提供する。より大きい又はより小さい繊維体積分率が完成複合品250に提供されるが、完成複合品250がおよそ30パーセントから70パーセントまでの範囲内の繊維体積分率を有するように、マトリックス材料222は、プリフォーム200及び繊維状物質214に注入される。
【0107】
図23を参照すると、上述したように、多重プリフォーム200(図15)をプリフォームアセンブリ242に形成する方法の実施形態を示すフローチャートが示される。一又は複数のプリフォームアセンブリ242は、個々のプリフォーム200、一又は複数の複合コンポーネント(図示せず)、及び/又は付加的な繊維状物質214(図18)と結合され、マトリックス材料222(図18)が注入され、複合品250(図19)を形成する。
【0108】
図23に示されるステップ452は、少なくとも二のプリフォーム200(図15)を図15に示されるプリフォームスタック240(図15)にスタッキングすることを含む。プリフォーム200がスタッキングされた構成内に組み込まれる或いは連携するように、プリフォーム200は、プリフォーム200の断面形状に関して互いに実質的に類似する。プリフォーム200は、同じ又は異なる厚さ及びプライ配向で同じ種類の樹脂24(図15)及び繊維状物質18(図1)から形成される、或いは、異なる厚さ及び異なる繊維配向で異なる種類の樹脂24及び繊維状物質18から形成される。たとえば、プリフォームスタック240のプリフォーム200は、異なる材料組成の繊維及び/又は樹脂24を含む異なる繊維状物質18から形成される。さらに、プリフォームスタック240のプリフォーム200は、先に述べたように、プリフォームスタック240の所望のスタッキングシーケンスを達成するために、異なる繊維配向の繊維20(図1)を含む繊維状物質18から形成されてもよい。
【0109】
図15で示されるように、二以上のプリフォーム200は、ダイ断面形状56を有するプリフォームダイセット230の上方プリフォームダイ232と下方プリフォームダイ234との間のプリフォームスタック240に配置される。プリフォームダイセット230は、上述の形成ダイセット50(図1)に類似して構成される。たとえば、プリフォームダイセット230(図15)は、上述のように、任意の構成の加熱装置110(図15)を備えることができる。プリフォームダイセット230の上方プリフォームダイ232及び/又は下方プリフォームダイ234は、互いに対して可動式(たとえば、垂直方向に)であり、上方プリフォームダイ232と下方プリフォームダイ234との間のプリフォームスタック240の長さの部分を順番に固定する。別の方法では、プリフォームダイセット230は固定式で、プリフォームスタック240は、個々のプリフォーム200(図1)を形成するための上述のものと類似の上方プリフォームダイ232と下方プリフォームダイ234との間の間隙(図示せず)を介して引き抜き成形される。
【0110】
図23に示すステップ454は、熱可塑性樹脂などの樹脂24(図16)の粘着性を弱める温度までプリフォームスタック240(図16)に熱114(図16)を印加することを含む。この点で、樹脂24を加熱するステップは、樹脂24の融点又はガラス転移温度付近又はそれを超える温度まで樹脂24を加熱し、樹脂24を軟化させて樹脂24の粘着性を弱めることを含む。軟化する樹脂24は、プリフォームスタック240の隣接するプリフォーム200(図15)間で樹脂24の混合を促進する。プリフォームスタック240の加熱は、加熱コイル、輻射加熱、誘導加熱、又はプリフォーム200の形成に関して上述された加熱方法などの種々の加熱方法のうちの任意の一を使用する任意の伝導加熱を使用して実行される。
【0111】
図23で示されるステップ456は、圧縮力238(図16)を図16に示されるようなプリフォームスタック240(図16)に印加して、プリフォーム200(図16)の強化を促進する及び/又は隣接するプリフォーム200の樹脂24の混合を促進することを含む。移動方向236(図15)に沿った上方プリフォームダイ232及び下方プリフォームダイ234(図16)の互いの方向への移動を制御することにより、圧縮力238が所定量だけプリフォームスタック240に印加される。別の方法では、プリフォームスタック240(図16)がプリフォームダイセット230を介して引き抜き成形される上方プリフォームダイ232及び下方プリフォームダイ234(図16)の固定構成(図示せず)について、所望の大きさの圧縮力238がプリフォームスタック240に印加されるように、上方プリフォームダイ232と下方プリフォームダイ234との間の間隙(図示せず)が形成される。圧縮力238は、隣接するプリフォーム200の樹脂24の少なくとも一部分が互いに混合し、且つ結合するようなものである。
【0112】
図23に示されるステップ458は、樹脂24(図16)を凝固させ、プリフォームスタック240(図16)からプリフォームアセンブリ242(図17)を形成することを含む。図17に示されるように、プリフォームアセンブリ242は、樹脂24(図16)が凝固した状態でプリフォームダイセット230(図16)の断面形状をとる。たとえば、熱可塑性樹脂24が熱可塑性樹脂24の粘着性が弱まる融点より高く加熱される時に、プリフォームスタック240(図16)で隣接して配置されるプリフォーム200の熱可塑性樹脂24は、互いに混合される。熱可塑性樹脂24が凝固した状態で、隣接したプリフォーム200(図16)の熱可塑性樹脂24は、結合してプリフォームアセンブリ242(図17)を形成する。
【0113】
プリフォームアセンブリ242(図17)は、図22のステップ412で述べられたように、一又は複数の複合コンポーネント(図示せず)と選択的に結合され、ステップ414で述べられたように、マトリックス材料(図示せず)が注入される。別の方法では、複合コンポーネントに上述のステップ414で述べられたものと類似のマトリックス材料を注入せずに、プリフォームアセンブリ242にマトリックス材料(図示せず)が注入される。マトリックス材料は、図22のステップ416で述べられた同様の方法で硬化され、図19に示されたハットストリンガーなどの複合コンポーネントを形成する。
【0114】
図24を参照すると、ここで開示されるシステム10の実施形態のブロック図が示される。システム10は、形成ダイセット50を介して繊維20及び樹脂24を含む繊維状物質18の層16を引き抜き成形するための上方ダイ72及び下方ダイ74を含む固定形成ダイセット70を含む形成ダイセット50を備える。形成ダイセット50は、層16がダイ断面形状56に形成されるように、樹脂24を加熱するための加熱装置110を備える。別の方法では、形成ダイセット50は、互いに対して可動式の上方ダイ92及び下方ダイ94を含み、層16の長さのセクションをダイ断面形状56に形成する可動形成ダイセット90としてもよい。プリフォーム200がダイ断面形状56を保持するように、樹脂24は凝固する。プリフォーム200のスタック240は、プリフォームアセンブリ242に形成される。一又は複数のプリフォーム200及び/又は一又は複数のプリフォームアセンブリ242は、マトリックス材料222を注入するための付加的な繊維状物質214と結合され、マトリックス材料222が硬化した状態で複合品10を形成する。
【0115】
図24において、プリフォーム200を形成する上述の実施形態では、樹脂24の体積分率は、好適には、樹脂24が凝固した状態で、プリフォーム200は、完成複合品250の形状に近いダイ断面形状56に維持される。マトリックス材料222を注入して完成複合品250を形成するのに先立って、他の繊維状物質214(たとえば、他のプリフォーム200又は他の繊維状物質)とともにプリフォーム200を配置する際に、プリフォーム200の形状を完成複合品250のおおよその形状に維持することにより、工具補助(図示せず)を必要とせずに繊維状物質18の操作を促進することができる。先に示したように、繊維状物質18の層16は、およそ10体積パーセントまでの樹脂24を含むことができる。一の実施形態では、より大きい又はより小さい体積分率の樹脂24が使用されるが、繊維状物質18の層16は、およそ1体積パーセントから10体積パーセントの樹脂24を含むことができる。たとえば、繊維状物質18の層16は、およそ2体積パーセントから4体積パーセントの樹脂24を含むことができる。樹脂24の体積分率を最小限にすることにより、プリフォーム200は一般的に多孔質を維持し、マトリックス材料222の注入中に実質的に大部分のプリフォーム200にわたってマトリックス材料222を実質的に均一に分配することが可能になる。さらに、樹脂24の体積分率を最小限にすることにより、硬化した複合品250の強度特性及び剛性特性に対する樹脂24の効果は最小化される。
【0116】
図25及び図26に示すように、本発明の実施形態は、図25に示す航空機の製造及び保守方法500、及び図26に示す航空機502の構造において説明することができる。製造前の段階では、例示的な方法500は、航空機502の仕様及び設計504と、材料調達506とを含みうる。製造段階では、航空機502のコンポーネント及びサブアセンブリの製造508と、システムインテグレーション510とが行われる。したがって、航空機502は運航514に供するために、認可及び納品512が行われる。顧客により運航される間に、航空機502は定期的な整備及び保守516(改造、再構成、改修なども含みうる)を受ける。
【0117】
方法500の各プロセスは、システムインテグレーター、第三者、及び/又はオペレーター(例えば顧客)によって実施又は実行されうる。本明細書の目的のために、システムインテグレーターは、限定しないが、任意の数の航空機製造者、及び主要システムの下請業者を含むことができ、第三者は、限定しないが、任意の数のベンダー、下請業者、及び供給業者を含むことができ、オペレーターは、航空会社、リース会社、軍事団体、サービス機関などでありうる。
【0118】
図26示されるように、代表的方法500によって製造された航空機502は、複数のシステム520及び内装522を有する機体518を含むことができる。高レベルのシステム520の例には、推進システム524、電気システム526、油圧システム528、及び環境システム530のうちの一又は複数が含まれる。任意の数の他のシステムが含まれてもよい。航空宇宙産業の例を示したが、本発明の原理は、自動車産業などの他の産業にも適用しうる。
【0119】
本明細書で実施された装置と方法は、製造及び保守方法500の一又は複数の任意の段階で採用することができる。例えば、製造プロセス508に対応するコンポーネント又はサブアセンブリは、航空機502の運航中に製造されるコンポーネント又はサブアセンブリと同様の方法で作製又は製造しうる。また、一又は複数の装置の実施形態、方法の実施形態、或いはそれらの組み合わせは、例えば、航空機502の組立てを実質的に効率化するか、又は航空機502のコストを削減することにより、製造段階508及び510の間に利用することができる。同様に、一又は複数の装置の実施形態、方法の実施形態、或いはそれらの組み合わせを、航空機502の運航中に、例えば、限定しないが、整備及び保守516に利用することができる。
【0120】
上述の説明及び関連する図面に示した説明の利点を有する当業者には、本開示の多数の変形例および他の実施形態が想起されるだろう。本明細書に記載した実施形態は、例示を意図するものであって、限定的或いは包括的であることを意図していない。ここでは特定の用語が使用されているが、それらは、包括的且つ説明的な意味のみで使用されているのであって、限定を目的として使用されているのではない。
【特許請求の範囲】
【請求項1】
プリフォームを形成する方法であって、
構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップ、
ダイ断面形状を有する形成ダイセットに層を通すステップ、
樹脂を加熱するステップ、
層をダイ断面形状に形成するステップ、及び
ダイ断面形状を有するプリフォームが形成されるような方法で、樹脂を凝固させるステップを含む方法。
【請求項2】
樹脂は熱可塑性樹脂とし、樹脂を凝固させるステップは、
熱可塑性樹脂が凝固するように熱可塑性樹脂を冷却させるステップを含む、請求項1に記載の方法。
【請求項3】
粘着力の高められた繊維状物質の層は、およそ1体積パーセントから10体積パーセントの樹脂を含む、請求項1または2に記載の方法。
【請求項4】
粘着力の高められた繊維状物質の層は、およそ2体積パーセントから4体積パーセントの樹脂を含む、請求項1乃至3のいずれか一項に記載の方法。
【請求項5】
形成ダイセットは固定ダイセットを含み、形成ダイセットに層を通すステップは、
プルメカニズムを使用して、固定ダイセットを介して層を連続的に引き抜き成形するステップを含む、請求項1乃至4のいずれか一項に記載の方法。
【請求項6】
形成ダイセットは可動ダイセットを含み、形成ダイセットに層を通すステップは、
可動ダイセット間に層のセクションを順番に固定することにより、層をダイ断面形状に連続して形成するステップを含む、請求項1乃至5のいずれか一項に記載の方法。
【請求項7】
ダイ断面形状は、形成ダイセットの長さにわたって変化する、請求項1乃至6のいずれか一項に記載の方法。
【請求項8】
複合品は、少なくとも航空機又は宇宙探査機のコンポーネントを含む、請求項1乃至7のいずれか一項に記載の方法。
【請求項9】
樹脂は、マトリックス材料の存在下では、
マトリックス材料に少なくとも部分的に溶解する、
マトリックス材料と反応する、及び
マトリックス材料の硬化中にマトリックス材料のフェーズとは異なるフェーズに留まる、
のうちの少なくとも一の特性を有する熱可塑性樹脂とする、請求項1乃至8のいずれか一項に記載の方法。
【請求項10】
樹脂は熱可塑性樹脂とし、
少なくとも二のプリフォームをプリフォームスタックにスタッキングするステップ、
熱可塑性樹脂の粘着性を弱める温度までプリフォームスタックを加熱するステップ、
プリフォームスタックに圧縮力を印加するステップ、及び
熱可塑性樹脂を凝固させ、凝固プリフォームアセンブリを形成するステップをさらに含む、請求項1乃至9のいずれか一項に記載の方法。
【請求項11】
プリフォームを形成するシステムであって、
ダイ断面形状を有し、且つ樹脂を含む粘着力の高められた繊維状物質の層を受けるように構成された形成ダイセット、
形成ダイセットを介して層を引き出すように構成されたプルメカニズム、及び
樹脂が凝固する時に層が断面形状を保持するプリフォームに形成されるような方法で、樹脂を加熱するように構成された加熱装置を備えるシステム。
【請求項12】
繊維状物質の層は、およそ2体積パーセントから4体積パーセントの樹脂を含む、請求項11に記載のシステム。
【請求項13】
繊維状物質は、互いに異なる繊維状物質の少なくとも二の層を含み、且つ
層は、層アセンブリとして形成ダイセットに引き出されている、請求項11又は12に記載のシステム。
【請求項14】
形成ダイセットを介して層を引き抜き成形するように構成されたプルメカニズムをさらに備える、請求項11乃至13のいずれか一項に記載のシステム。
【請求項15】
形成ダイセットは、層の一連のセクションを連続して固定するように構成された可動ダイセットを含む、請求項11乃至14のいずれか一項に記載のシステム。
【請求項1】
プリフォームを形成する方法であって、
構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップ、
ダイ断面形状を有する形成ダイセットに層を通すステップ、
樹脂を加熱するステップ、
層をダイ断面形状に形成するステップ、及び
ダイ断面形状を有するプリフォームが形成されるような方法で、樹脂を凝固させるステップを含む方法。
【請求項2】
樹脂は熱可塑性樹脂とし、樹脂を凝固させるステップは、
熱可塑性樹脂が凝固するように熱可塑性樹脂を冷却させるステップを含む、請求項1に記載の方法。
【請求項3】
粘着力の高められた繊維状物質の層は、およそ1体積パーセントから10体積パーセントの樹脂を含む、請求項1または2に記載の方法。
【請求項4】
粘着力の高められた繊維状物質の層は、およそ2体積パーセントから4体積パーセントの樹脂を含む、請求項1乃至3のいずれか一項に記載の方法。
【請求項5】
形成ダイセットは固定ダイセットを含み、形成ダイセットに層を通すステップは、
プルメカニズムを使用して、固定ダイセットを介して層を連続的に引き抜き成形するステップを含む、請求項1乃至4のいずれか一項に記載の方法。
【請求項6】
形成ダイセットは可動ダイセットを含み、形成ダイセットに層を通すステップは、
可動ダイセット間に層のセクションを順番に固定することにより、層をダイ断面形状に連続して形成するステップを含む、請求項1乃至5のいずれか一項に記載の方法。
【請求項7】
ダイ断面形状は、形成ダイセットの長さにわたって変化する、請求項1乃至6のいずれか一項に記載の方法。
【請求項8】
複合品は、少なくとも航空機又は宇宙探査機のコンポーネントを含む、請求項1乃至7のいずれか一項に記載の方法。
【請求項9】
樹脂は、マトリックス材料の存在下では、
マトリックス材料に少なくとも部分的に溶解する、
マトリックス材料と反応する、及び
マトリックス材料の硬化中にマトリックス材料のフェーズとは異なるフェーズに留まる、
のうちの少なくとも一の特性を有する熱可塑性樹脂とする、請求項1乃至8のいずれか一項に記載の方法。
【請求項10】
樹脂は熱可塑性樹脂とし、
少なくとも二のプリフォームをプリフォームスタックにスタッキングするステップ、
熱可塑性樹脂の粘着性を弱める温度までプリフォームスタックを加熱するステップ、
プリフォームスタックに圧縮力を印加するステップ、及び
熱可塑性樹脂を凝固させ、凝固プリフォームアセンブリを形成するステップをさらに含む、請求項1乃至9のいずれか一項に記載の方法。
【請求項11】
プリフォームを形成するシステムであって、
ダイ断面形状を有し、且つ樹脂を含む粘着力の高められた繊維状物質の層を受けるように構成された形成ダイセット、
形成ダイセットを介して層を引き出すように構成されたプルメカニズム、及び
樹脂が凝固する時に層が断面形状を保持するプリフォームに形成されるような方法で、樹脂を加熱するように構成された加熱装置を備えるシステム。
【請求項12】
繊維状物質の層は、およそ2体積パーセントから4体積パーセントの樹脂を含む、請求項11に記載のシステム。
【請求項13】
繊維状物質は、互いに異なる繊維状物質の少なくとも二の層を含み、且つ
層は、層アセンブリとして形成ダイセットに引き出されている、請求項11又は12に記載のシステム。
【請求項14】
形成ダイセットを介して層を引き抜き成形するように構成されたプルメカニズムをさらに備える、請求項11乃至13のいずれか一項に記載のシステム。
【請求項15】
形成ダイセットは、層の一連のセクションを連続して固定するように構成された可動ダイセットを含む、請求項11乃至14のいずれか一項に記載のシステム。
【図1】


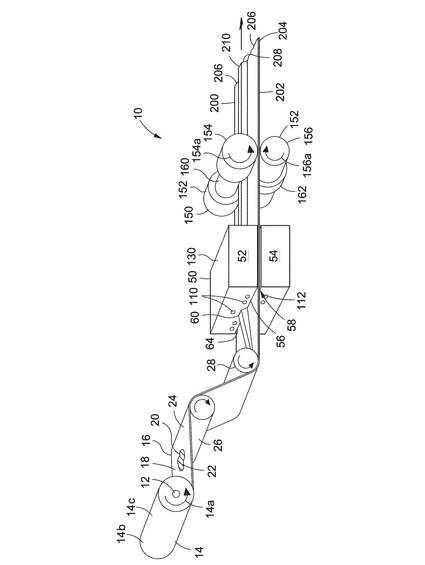
【図2】
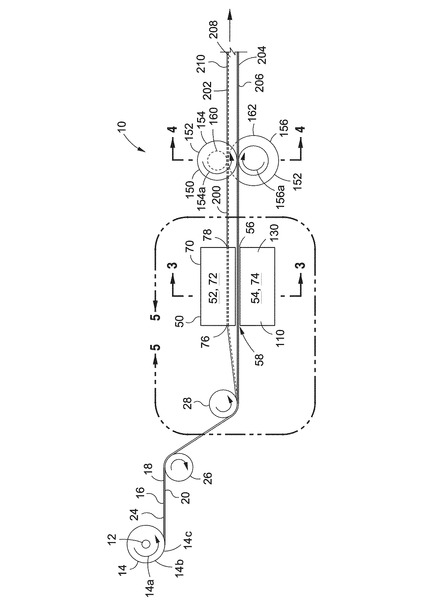
【図3】
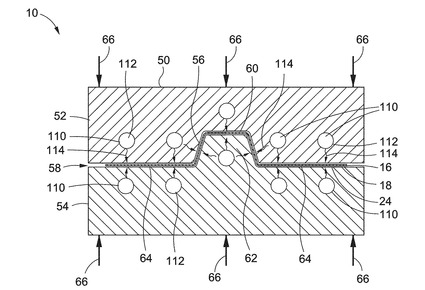
【図4】
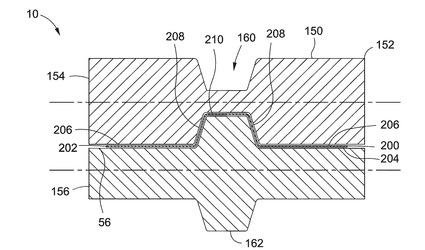
【図5】
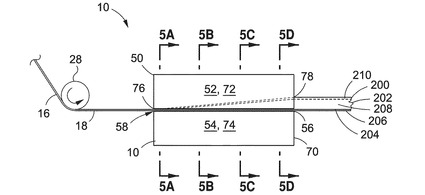
【図5A】
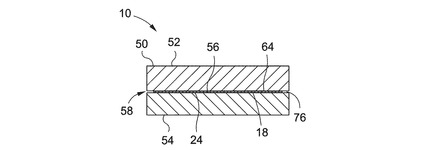
【図5B】
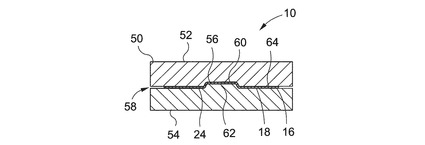
【図5C】
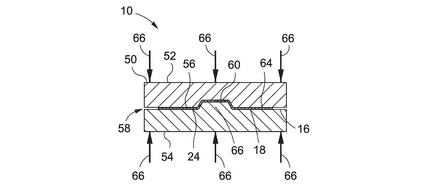
【図5D】
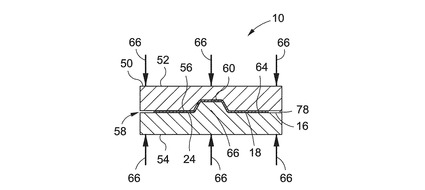
【図6】
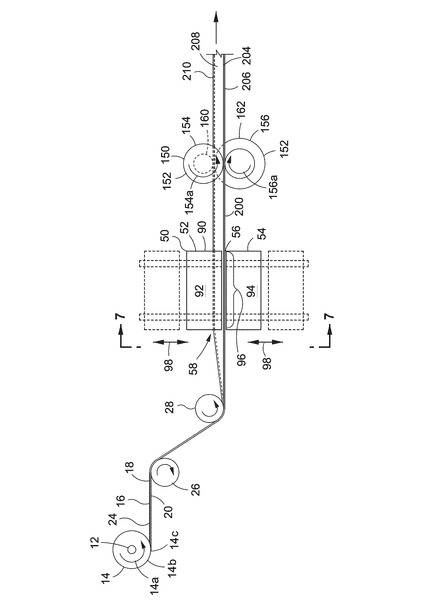
【図7】
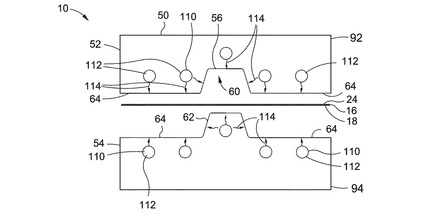
【図8】
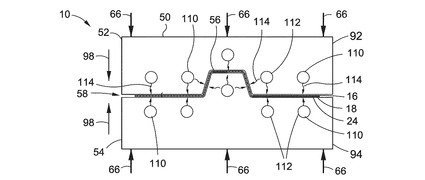
【図9】
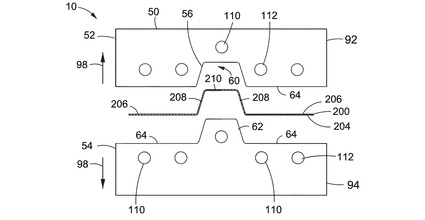
【図10】
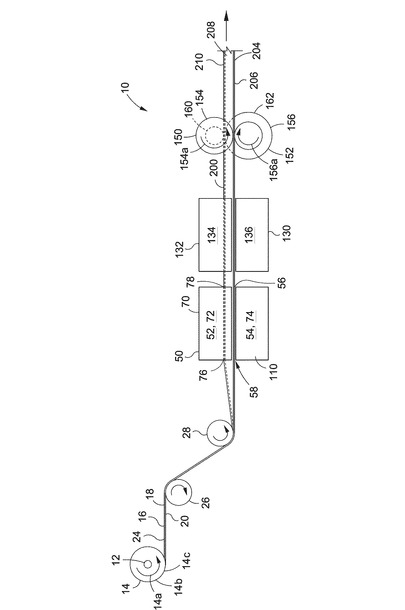
【図11】
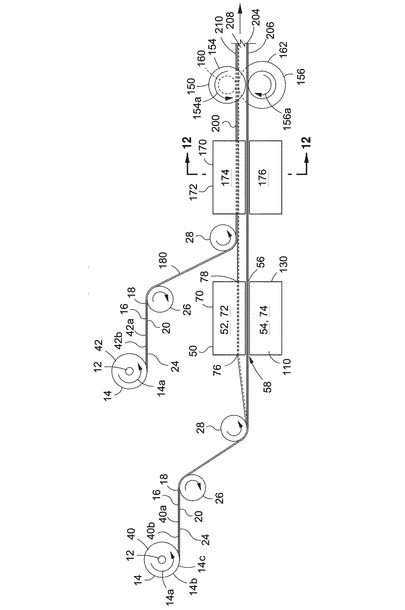
【図12】
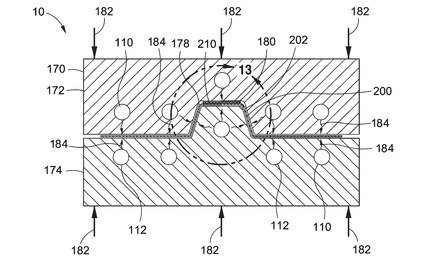
【図13】
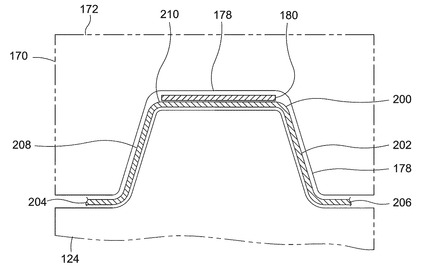
【図14】
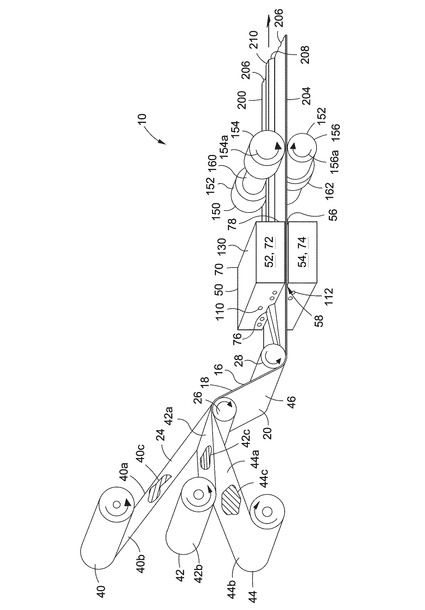
【図15】
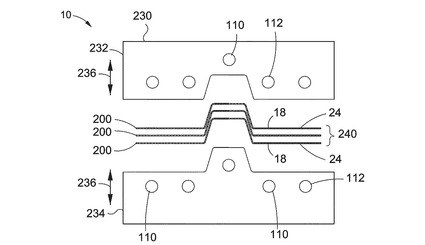
【図16】
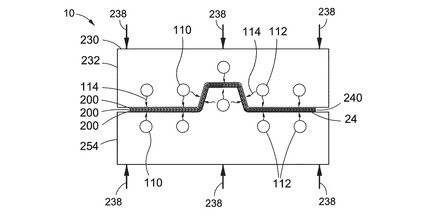
【図17】

【図18】
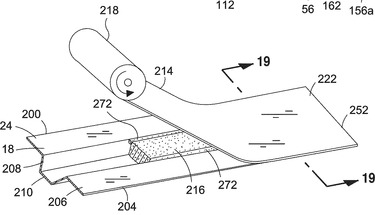
【図19】
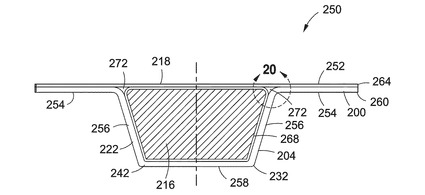
【図20】
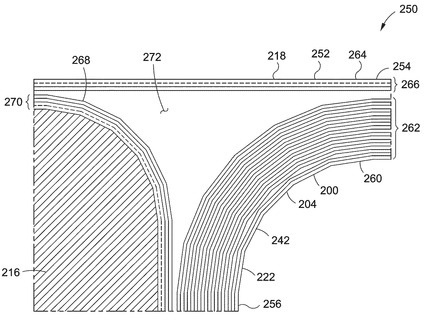
【図21】
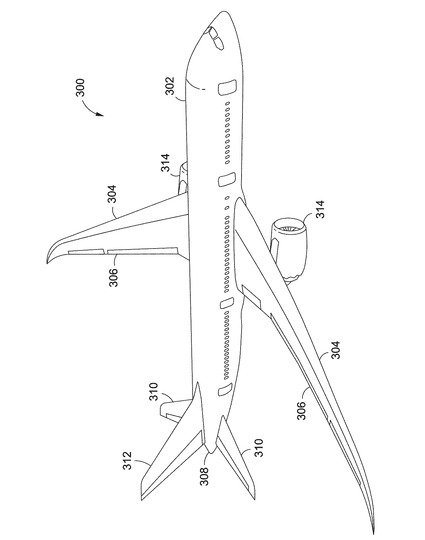
【図22】
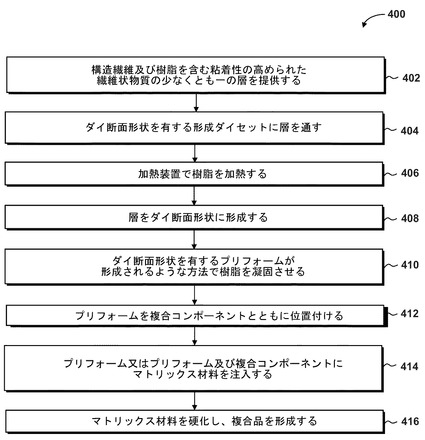
【図23】
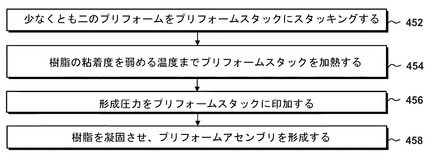
【図24】
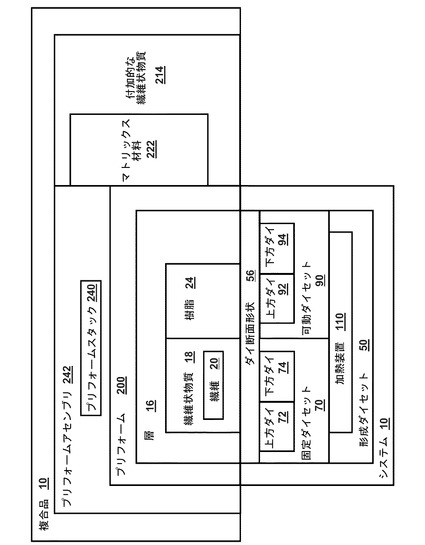
【図25】
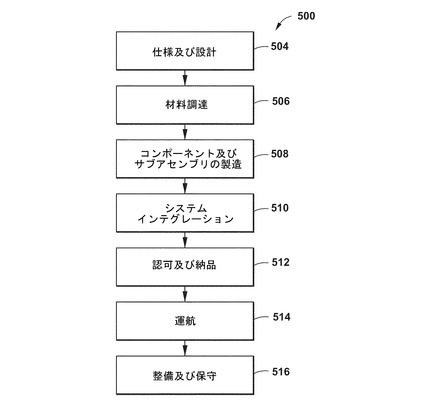
【図26】
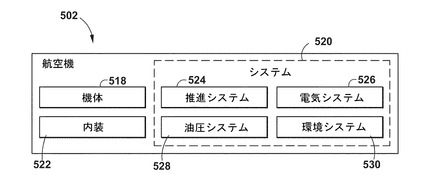
【図2】
【図3】
【図4】
【図5】
【図5A】
【図5B】
【図5C】
【図5D】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【公開番号】特開2013−111982(P2013−111982A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−260480(P2012−260480)
【出願日】平成24年11月29日(2012.11.29)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2012−260480(P2012−260480)
【出願日】平成24年11月29日(2012.11.29)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
[ Back to top ]