
完全に弾性の不織フィルムコンポジット
本発明は、弾性フィルム層を第1弾性不織物層及び随意の第2弾性不織物層の間に挟んで含んでなる弾性多層コンポジット、及びその製造法に関する。積層は、フィルムと不織物層間の接着剤接合、フィルムの1つまたはそれ以上の不織物層への直接押出し積層、或いはフィルムの1つまたはそれ以上の不織物層への複数の点での熱点結合による接合、のいずれかによる接合で安定化される。本発明は、ニュ−トラルな張力下にまたは実質的にニュ−トラルな張力下に少なくとも1つの弾性フィルム層を少なくとも1つの不織物層へ接合させることを含んでなる弾性多層コンポジットの製造法にも関する。本発明は、ディファレンシャルな張力または延伸下に少なくとも1つの弾性フィルム層を少なくとも1つの不織物層へ接合させる、但しフィルムまたは不織物または両方のいずれかが延伸されている、ことを含んでなる弾性多層コンポジットの製造法にも関する。更に本発明は、弾性不織物、フィルム、コンポジットまたはいずれかの組合わせを活性化、特に延伸活性化して、不織物の弾性を生じさせまたは手触りを高揚させ、弾性フィルムに孔を形成し、或いはコンポジットを柔軟にする方法に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に少なくとも1つの弾性不織(nonwoven)層及び少なくとも1つの弾性フィルム層から作られる多層コンポジット及びそのようなコンポジットの製造法に関する。
【背景技術】
【0002】
弾性コンポジット材料は、典型的には多成分または多層のいずれかからなる、但し層または成分の1つが弾性である、弾性材料を言及するものである。この3つの例は、「延伸接合された積層物」(特許文献1)、「ネック(neck)接合された積層物」(特許文献2)及び「暫増延伸された積層物」(特許文献3)である。不織物の主たる目的は、コンポジットにより心地好い触感を与えることである。これらのコンポジットにおいて、弾性材料は非弾性不織物に積層される。延伸接合された積層物の場合、弾性体は積層工程中に延伸される。延伸張力を緩めた時、積層物は収縮し、不織層を締付けまたは折り重ねる。ネック接合された積層物の場合には、非弾性不織層は予め延伸されていて、非常に低い耐伸長性しか有しない。
【0003】
しかしながら、この予め延伸された層は、十分な回復力をもたず、十分な弾性回復力を有するコンポジットを形成するためにはこれを弾性材料に積層しなければならない。暫増延伸された積層物は、弾性材料及び1つまたは2つの非弾性不織物間で形成される。続いてこの積層物を、暫増延伸装置で加工し、不織物のフィラメントを伸長させる。この伸長したフィラメントは、暫増延伸加工で課せられた延伸限界まで、延伸した時に弾性成分に追随する。これらの積層物のすべては、基本的な積層段階以外に付加的な加工段階を必要するという欠点をもつ。
【0004】
本発明者は、活性化を必要としない及び/または張力下での製造を必要としない完全に弾性のコンポジットの必要性を痛感した。
【0005】
本発明は上述した1つまたはそれ以上の短所及び欠点に対する解決策を提供する。
【特許文献1】米国特許第5226992号
【特許文献2】米国特許第5952252号
【特許文献3】米国特許第5861074号
【発明の開示】
【課題を解決するための手段】
【0006】
本発明は、完全に弾性の不織フィルムコンポジットを製造するために、互いに積層された弾性フィルム及び弾性不織成分からなる形成物を記述する。すべての部分のもつ弾性は、現在通用している形成物に優る次の改善をもたらそう。即ち不織物のいずれかの及びすべての予めの活性化段階の必要性の排除、不織物のコンポジットとしてのより布様の、平らな繊維性の、改善された耐摩耗性及び適合性の形成、及びコンポジットの改善された全弾性性能がもたらされる。
【0007】
ある大まかな観点において、本発明は弾性不織層に隣る弾性フィルムを含んでなる弾性多層コンポジットである。ここに隣るとは、複数の層が直接接触していてよい或いは非弾性不織層、接着剤、非弾性層、または他の材料層で隔離されていてもよいことを意味する。弾性フィルム層は、例えば積層によって弾性不織層に接合できる。有利にはコンポジットを製造するために用いられる方法は、不織物の活性化なしに実施できる。他の大まかな観点において、本発明は第1弾性不織物及び第2弾性不織物の層間にはさまれた内部弾性
フィルム層を含んでなる弾性多層コンポジットである。
【0008】
他の大まかな観点において、本発明は弾性フィルム層を弾性不織層に接合することを含んでなる弾性多層コンポジットの製造法である。この接合は、接着剤、押出し積層、または熱点接合(カレンダ−リング)で行うことができる。また接合はニュートラルな張力下に行うことができる。ここにニュートラルな張力とのニュートラルは、使用する張力の大きさがローラーからローラーへ材料を移動させるのに必要とされる以上でないということを意味する。張力とは、コンポジットを点接合するために使用しうる圧力とは対照的に、接合に先立って単一層(又は複数層)に適用される流れ方向(または流れ方向を横切る;(cross−machine)方向)の張力に関するものである。即ち、慣性及び摩擦を克服するためにある僅かな量の張力をかけるが、その張力の量は同業者が理解するように実質的にニュートラルである。
【0009】
他の大まかな観点において、本発明は弾性フィルム層を第1弾性不織層及び第2弾性不織層に接合することを含んでなる、但し弾性フィルム層が第1及び随時第2の弾性不織層間に挟まれている、弾性多層コンポジットの製造法である。本方法はニュートラルな張力下に或いは実質的にニュートラルな張力下に行うことができる。
【0010】
他の大まかな観点において、本発明はディファレンシャル(differential)延伸下に弾性フィルム層を第1弾性不織層及び随時第2弾性不織層に接合することを含んでなる、但し弾性フィルム層を第1及び第2の弾性不織層双方に接合する時は弾性フィルム層が第1及び随時第2の弾性不織層間に挟まれている、弾性多層コンポジットの製造法である。
【0011】
本発明のいずれかの具体例においては、フィルムまたは不織物(複数)のいずれの接合に先立って延伸してもよい。同様に、コンポジットは製造後に延伸活性化することができる。
【0012】
ここに使用するような弾性フィルム層はモノリシック(monolithic)層または多層フィルム、発泡体、網状体、スクリム(scrim)、または他の同様の構造体の形であってよい。ある具体例において、弾性フィルム層は通気性である。
【発明を実施するための最良の形態】
【0013】
本発明のコンポジットには更なる層を付加することができるが、コンポジットの基本的な構造はA−B構造として言及できる。ここに「A」は弾性不織層であり、「B」は弾性フィルムまたはウェッブ層である。他に、コンポジットはA−B−AまたはB−A−B構造或いは非Aまたは非B層(接着剤層を除く)を有する構造を含む他の多層構造を有することができる。ここに接着剤はA及びB層を一緒に積層するために使用しうることを理解すべきである。同様に3つより多い層を有する多層コンポジットは、A及びB以外の1つまたはそれ以上の層から作られるコンポジットを含めて、本発明の範囲に含まれる。
【0014】
弾性不織布は、その潜在的な通気性並びにより限定された弾性の布よりも体を動きやすくする能力をもつため、種々の広い用途、例えば包帯材料、作業着及び医者の衣服のような衣服、おしめ、サポート着、失禁商品、トレーニングパンツ、及び他の個人的な衛生品に使用することができる。
【0015】
フィルム不織コンポジットは以下の方法で製造できる。
1.フィルムの弾性不織物上への押出し積層、
2.2つの別々の弾性不織物間への押出し積層、
3.1つまたはそれ以上の弾性不織物への/間への接着剤積層。
【0016】
他にコンポジットは、特に水性分散液を用い、フィルム層を弾性不織層上に(直接またはライン外で)注型することにより製造できる。他の別法は、直接またはライン外で熱接合して、熱接合された積層物を製造する方法である。そのような技術は本明細書に引用により包含される米国特許第5683787号に記述されている。上記積層技術のすべてはフィルム及び不織物間においてニュートラルな張力下に行うことができる。
【0017】
得られるコンポジットは完全に弾性で、付加的活性化なしに直接製品に使用できよう。しかし弾性不織物は活性化もでき、即ち延伸活性化で積層前または後に高揚(enhance)できるが、この活性化は必要でない。即ち積層によるような接合前または後に、弾性不織物を予め活性化することは必ずしも必要ではない。
【0018】
本発明の他の観点においては、「前弾性(pre−elastic)」の不織物も使用される。この場合、前弾性不織物は弾性をもたらすために活性化し、次いでフィルムに積層することができ、或いは積層物を製造し、次いで活性化することができる。不織物は究極的に自己弾性(self−elastic)である。即ちそれはフィルムの存在と後続する活性化なしに弾性(即ち50%延伸後の回復率>65%)であるとして判別できる。この場合活性化は付加的段階であるが、それは不織物に優れた感覚を、またはコンポジット積層物に改良されたひだを導入することができる。ある具体例において、活性化が所望ならば、不織物をその引張り強度が低下するように、一般には引張り強度がフィルムのそれ以下(不織物が活性化前にフィルムのそれ以下の引張り強度を有するか有しないかまで)になるように活性化する。活性化は初期引張りまたは延伸工程で行うことができる。巾広いウェッブ製品と関連する伝統的な延伸装置は、通常の引張りロール及びテンタ−枠を含む。この活性化工程は暫増(incremental)延伸、テンタ−処理、ロール引張りなどを含む技術的に公知の引張りまたは延伸工程で達成できる。活性化工程は一般にストランドを不織ウェッブまたは布へ形成させた後に行われるが、それはその前に行ってもよい。活性化工程は一般に不織ウェッブまたは布を約1.1−10.0倍に延伸する。有利な具体例において、ウェッブまたは布はその初期の長さの約2.5倍まで延伸され、または引張られる。暫増延伸工程は、流れ方向及び流れ方向を横切る方向の両方においてウェッをブ暫増的に延伸することを含む。有利には暫増延伸はウェッブを少なくとも1対のインターディジット構造の組合わさった延伸ローラーに向かわせることによって達成できる。そのような具体例のある観点において、インターディジット構造の組合わさった延伸ローラーは、実質的に弾性のより低い長さ方向に伸びる非活性化域を介在させることで分離された狭い、間隔的に離れた長さ方向に伸びる延伸活性化された弾性域を布内に生じさせる。暫増延伸は暫増延伸されたウェッブを第2のインターディジット構造の組合わさった延伸ローラー対へ向かわせて、ウェッブ内の第2の非活性化ストランド部分を延伸活性化する。ある有利な具体例において、400%の暫増延伸が好適である。非機械的的暫増延伸は、流体(例えば空気または水)をウェッブの表面に吹き付けることと組み合わせて行うことができる。本発明による暫増延伸は、技術的に公知の方法で行うことができる。
【0019】
他の利点は、弾性不織材料が弾性フィルムに効果的に密接に結合させることであり、集めまたは束ねられて暈だかにするのではない。長い期間にわたって、また多延伸で、本弾性コンポジットの全合体物は、弾性フィルム及び非弾性不織物から作ったコンポジットよりもかなり優れていよう。これはより良い全体的な耐摩耗性、持続的不織物合体性、及び全体的な一般的外観に具現化する。
【0020】
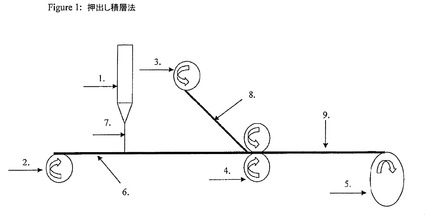
図1及び2は、2つのコンポジットの製造法を示す。図では3層の工程を示してあるが、この本発明のコンポジット及び工程は2つ以上のまたは2つに等しいすべての層数を網羅することを理解すべきである。図1は、内側の弾性フィルム層が2つの外側の弾性不織層に積層されているコンポジットを製造するための押出し積層を示す。図1において、第1の弾性不織層6は巻き解きロール2から巻き解かれる。この第1の弾性不織層6は、溶融弾性ポリマ−7(これは冷却時に弾性フィルム溶融押出し機1を用いて付着される内側の弾性フィルム層を形成する)と共に前進する。次いで第2のロール3から第2の弾性不織層8が巻き解かれて、弾性ポリマ−と接触し、加圧ニップ4によって一緒に積層される3層体を形成する。ついで得られるコンポジット9を積層物再巻き取りロール5に巻き取る。この好適な工程は、ニュートラルな張力であるようにして行われる。
【0021】
ディファレンシャル張力なしに積層物を加工することはより簡便であるようだが、本発明は少なくとも1つの弾性フィルムと少なくとも1つの弾性不織物をディファレンシャル張力下に接合することも包含することを理解すべきである。この方法においては、フィルムまたは不織物のいずれか或いは両方が延伸できる。この方法では、積層物は、静置状態において(同等の張力をかけてない積層物に比べて)より暈だかとなるであろうが、非線形の弾性伸長力も示すであろう。即ちこの力は、予め張力をかけた状態の伸張が達成される時であって、この時点では更なる伸長がすべての層の合計である力の下にある時点に至るまで、予め張力をかけた部分によって支配されるであろう。
【0022】
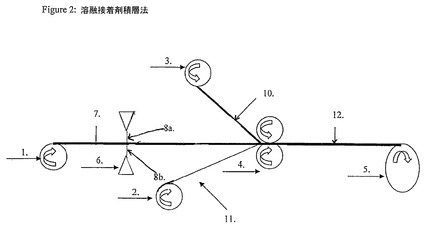
図2においては、溶融接着剤積層法が示される。弾性フィルム7をフィルムロール1から巻き解き、積層物再巻き取りロールへ前進させる。接着剤相8a、8bは溶融接着剤噴霧器6によって弾性フィルムの各面に適用される。接着剤はホットメルト接着剤であってよい。代表的な限定を意味しない、商業的に入手できるホットメルト接着剤の例は、エイト・フィンドリ−(Ato Findley)H9282F、エイト・フィンドリ−H2120F、及びHPフラ−(Fuller)HL−1470を含む。接着剤の噴霧された弾性フィルム9は、ロール2及び3から巻き解かれた第1及び第2の弾性不織層10及び11をフィルム9の各対応面と接触させる加圧ニップ4へ前進する。層10及び11はニップ4からの圧力でフィルム9に積層され、得られるニップ4からでるコンポジット12を積層物ロール5で巻き取る。この工程中フィルムはニュ−トラル張力下にある(フィルム及びコンポジットは延伸されずまたはその他活性化はされない)。
【0023】
温度、生産速度、フィルムの選択、接着剤の選択、弾性不織物の選択などは、容易に選択でき及びまたは決定できる。
【0024】
弾性フィルムは単層(mono−layer)または多層フィルムであってよい。更に無孔性及び微孔性のフィルムは、本発明で使用するのに適当であると思われる。即ち弾性フィルムは、モノリシック層または多層フィルム、網状体、スクリム、または発泡体であってよい。弾性フィルムはバリア層をなしてもよく、良好なひだを示してもよい。弾性フィルムは約15g/m2−100g/m2、ある具体例では約20g/m2−60g/m2の坪量を有することができる。弾性フィルムの製造に使用される熱可塑性ポリマ−は、これに限定されるものではないが、ホモポリマ−、コポリマ−、タ−ポリマ−、及びこれらのブレンドを含むポリオレフィンを含む。そのような弾性ポリマ−の代表的な例は、エチレン、プロピレン、ブチレン、ペンテン、ヘキセン、ヘプテン、及びオクテンのポリマ−並びにそのコポリマ−、タ−ポリマ−、及びブレンドを含む。弾性フィルムは、エチレン酢酸ビニル(EVA)、エチレンアクリル酸エチル(EEA)、エチレンアクリル酸(EAA)、エチレンアクリル酸メチル(EMA)、エチレンアクリル酸ブチル、ポリウレタン、ポリ(エ−テル−エステル)、ポリ(アミド−エ−テル)ブロックコポリマ−、スチレンブロックコポリマ−、例えばSBSまたはSIS或いはこの水素化及び完全水素化同族体、及び1つまたはそれ以上のポリオレフィンとの組合わせを含むこれらの組合わせ物を用いて製造することもできる。
【0025】
フィルムは水蒸気透過性を向上させるために添加剤またはブレンド成分を有していても
よい。多孔性ならば、その平均細孔寸法は延伸中に増大してもしなくてもよい。弾性フィルムは単層または多層フィルムを含んでなってもよい。更に無孔性及び微孔性フィルムは本発明で使用するのに適当であると思われる。ある具体例において、フィルムは工業的に理解される術語であるが、通気性である。通気性はフィルムを作る材料の選択により、多孔性により、フィルム中に孔を形成させることにより、などで付与することができる。他に通気性は、本発明のコンポジットの製造中における例えば延伸活性化でも付与しうる。フィルムは水分透過性または水分不透過性材料から作ることができる。いくつかのフィルムはフィルムの製造工程中にミクロ孔を発現させる充填剤をフィルムに添加することにより通気性にすることができる。ミクロ孔を発現させる充填剤とは、ポリマ−に添加でき且つポリマーから作られる押し出されたフィルムを化学的に妨害しないでまたはこれに悪影響しないでフィルム中に均一に分散できる粒子及び他の形態の材料を含むことを意味する。一般にミクロ孔を発現させる充填剤は粒形であり、普通約0.5−約8ミクロンの範囲の平均粒子寸法を有するいくらか球形のものであろう。フィルムはフィルム層の全重量に基づいて少なくとも約30%のミクロ孔を発現させる充填剤を含むであろう。本発明では、フィルムの製造工程、得られるフィルムの通気性、または繊維質の弾性不織ウェッブへの接合性を妨害しないならば、有機及び無機の両方のミクロ孔を発現させる充填剤が使用できる。ミクロ孔を発現させる充填剤の例は、炭酸カルシウム、種々の粘土、シリカ、アルミナ、硫酸バリウム、炭酸ナトリウム、タルク、硫酸マグネシウム、二酸化チタン、ゼオライト、硫酸アルミニウム、セルロース型粉末、けいそう土、炭酸マグネシウム、炭酸バリウム、カオリン、雲母、カ−ボン、酸化カルシウム、酸化マグネシウム、水酸化アルミニウム、ガラス粒子、パルプ粉末、木粉、セルロース誘導体、ポリマ−粒子、キチン、及びキチン誘導体を含む。ミクロ孔を発現させる充填剤粒子は、随時脂肪酸、例えばステアリン酸、またはより長鎖の脂肪酸、例えばベヘン酸で被覆されていてもよい。これは(バルク中における)粒子の自由な流動性を助け、またそのポリマ−マトリックスへの分散を容易にする。シリカ含有充填剤は、アンチブロッキング(antiblocking)性を付与するのに有効な量で存在してもよい。粒子の充填されたフィルムを生成させた後、これを延伸しまたは押しつぶしてフィルムを通過する通路を生じさせる。一般に本発明のための「通気性」を保証するために、得られる積層物はASTM E96−80に記述されている試験法で測定して、典型的には20℃下において少なくとも約250g/m2/24時間の水蒸気透過速度(WVTR)を有するべきである。ある具体例において、WVTRは少なくとも約500g/20℃/m2/24時間である。本明細書で使用するような「フィルム」とは、薄い製品を意味し、種々の幅、長さ、及び厚さの細片、テープ、及びリボンを含む。フィルムは典型的には平面で、約50ミルまで、より典型的には約10ミルまでの厚さを有する。
【0026】
不織物は通常且つ最も経済的には熱可塑性材料を溶融紡糸することにより作られる。そのような不織物は「紡糸接合(spunbond)」または「溶融ブロー(melt blown)」した材料といわれ、このポリマ−材料の製造法もこの分野で良く知られている。紡糸接合法は経済的には溶融ブロ−法よりも有利であるが、一般にそれがより難しい方法であることが知られている。物理的性質の望ましい組合わせ、特に柔らかさ、強度及び耐久性の組合わせを有する純粋な弾性体からの紡糸接合された材料を製造する場合、しばしば重大な問題に遭遇する。本発明で使用される不織物は、典型的には且つ有利にはコンジュゲート繊維及び典型的には2成分繊維である。ある具体例において、不織物は鞘/芯構造を有する2成分繊維から作られる。他の具体例において、2成分繊維は、先端が処理された(tipped)マルチロ−バル構造である。本発明に適当な代表的2成分の弾性不織物及びその製造法は、全体が本明細書に引用により包含されるオ−スチンのWO第00/08243号に示されている。
【0027】
弾性不織布は、その通気性並びにその、より限定された弾性を有する繊維よりも体の動きを自由にする能力をもつために、種々の環境で、例えば包帯材料、作業着及び医者の衣
服のような衣服、おしめ、サポート着、失禁商品、トレーニングパンツ、及び他の個人的衛生製品に使用できる。本発明と特に関係あるものは、おしめの裏材シート、保護衣服、医者の衣服、及びドレ−プを形成する製品である。
【0028】
本明細書で使用するような「ストランド」とは、「繊維」及び「フィラメント」の両方に一般的な術語として使用される。この関連において、「フィラメント」は材料の連続ストランドに関するものであり、一方「繊維」は限定された長さを有する切断したまたは不連続なストランドを意味する。即ち、以下の議論は「ストランド」または「繊維」または「フィラメント」を使用するが、その議論はすべての3つの術語に等しく当てはまるものである。
【0029】
特に、弾性不織物に対して以下にまさに記述しようとしているものは、「化学的に」弾性繊維として定義できるものである。本発明の実施において使用される弾性不織物は、同業者の理解するように2次元弾性である。同業者にとって、これらの繊維の、より弾性の低い1次元弾性の、さもなければ本質的に非弾性の不織物の熱延伸によって製造される 「物理的」または「機械的」弾性不織物との区別は、容易に明白であろう。
【0030】
弾性不織物を製造するために使用される2成分ストランドは、典型的には第1成分と第2成分とからなる。この第1成分は、延伸に供した時、その弾性限界内(即ち緩めた時に元に戻る)で変形または延伸するポリマ−に関する「弾性」ポリマ−である。多くの繊維形成の熱可塑性弾性体は、技術的に公知であり、ポリウレタン、ブロックコポリエステル、ブロックコポリアミド、スチレンブロックポリマ−、及びポリオレフィンコポリマ−を含むポリオレフィン弾性体を含む。第1(内側)成分として商業的に入手しうる弾性体の代表的な例は、以前はクレイトン(Kraton)社の販売するクレイトンポリマ−、デュポン・ダウエラストマ−製エンゲ−ジ(ENGAGE)、ダウケミカル社製バ−シフィ−(VERSIFY)弾性体、またはエクソン−モ−ビル社製ビスタマックス(VISTAMAXX)ポリオレフィン弾性体、及びデクスコ(DEXCO)の販売するベクタ−(VECTOR)ポリマ−を含む。他の弾性体熱可塑性ポリマ−は、ポリウレタン弾性体材料(「TPU])、例えばダウケミカルの販売するペレタン(PELLETHANE),BASFの販売するエラストラン(ELASTOLLAN),B.F.グッドリッチ社の販売するエスタン(ESTANE)、ポリエステル弾性体、例えばE.I.デュポン社の販売するハイトレル(HYTREL)、ポリエ−テルエステル弾性体材料、例えばアクゾ−・プラスチックス(Akzo Plastics)の販売するア−ニテル(ARNITEL),及びポリエ−テルアミド材料、例えばエルフ・アトケム(Elf Atochem)社の販売するペラクス(PERAX)を含む。ヘテロ相ブロックコポリマ−、例えばモンテル(Montel)から商品名カタロイ(CATALLOY)で販売されているものも本発明で有利に使用される。米国特許第5594080号に記述されるポリプロピレンポリマ−及びコポリマ−も本発明に適当である。
【0031】
第2成分もポリマ−、好ましくは伸長しうるポリマ−である。いずれかの熱可塑性で繊維形成ポリマ−は、用途に依存して第2成分として可能であろう。価格、硬さ、溶融強度、紡糸速度、安定性などが考慮されよう。第2成分は、第1成分を形成するために使用されるポリマ−またはポリマ−組成物と比べて、より劣った弾性を示すポリマ−またはポリマ−組成物から作ることができる。非弾性の繊維形成熱可塑性ポリマ−の例は、ポリオレフィン、例えばポリエチレン(LLDPEを含む)、ポリプロピレン、及びポリブテン、ポリエステル、ポリアミド、ポリスチレン及びこれらのブレンドを含む。第2成分のポリマ−は、2成分ストランドが延伸されるにつれて弾性限界内で弾性回復でき且つ伸長しうる。しかしながら、この第2成分は、第1成分ポリマ−よりも貧弱な弾性回復を与えるように選択される。第2成分は、弾性限界を越えて延伸でき且つ引張り応力の適用によって永久的に伸長しうるポリマ−であってもよい。例えば表面に第2成分を有する伸長された2成分フィラメントが収縮する場合、第2成分は典型的には圧縮された形態をとり、粗い外観のフィラメントの表面を与える。
【0032】
最良の弾性を有するためには、弾性の第1成分にフィラメント断面の最大部分を占有させるようにすることが有利である。ある具体例において、ストランドを接合されたウェッブ環境で使用する時、この接合されたウェッブは流れ方向及び流れ方向を横切る方向の両方において独立に測定して、50%伸長及び1回の引張り後に少なくとも約65%の回復を示す。二乗平均平方根の、平均の回復しうる伸長は、(流れ方向の回復%)2+(流れ方向を横切る方向の回復%)2の平方根である。
【0033】
ある観点において、第2成分が実質的に非弾性で、全体として弾性でないストランドになる場合、ある具体例では第2成分はストランドが第2成分の長さを不可逆的に変えるのに十分な量でストランドを延伸する時弾性になるような量で存在する。
【0034】
第1及び第2成分として使用するのに適当な材料は所望する機能に基づいて選択される。好ましくは、本発明の成分で使用されるポリマ−は、約5−約1000のメルトフロ−を有する。一般にメルトブロ−法は、紡糸接合法よりも高いメルトフロ−のポリマ−を使用するであろう。
【0035】
これらの2成分ストランドは、加工程添加剤を使用してまたは使用しないで製造できる。本発明の実施において、2つまたはそれ以上のポリマ−のブレンドは第1成分または第2成分或いはその両方に対して使用できる。
【0036】
第1成分(本発明の弾性成分)及び第2成分は、繊維の特定の形態及び所望の使用目的に依存して、いずれかの量で多成分ストランド内に存在しうる。有利な具体例において、第1の成分は繊維の大多数、即ちストランドの重量に基づいて(「bos」)約50重量%以上を形成する。例えば第1成分は有利には約80−99重量%bosの範囲の量で、例えば約85−95重量%bosの量で多成分ストランド中に存在しうる。そのような有利な具体例において、非弾性成分は約50重量%bos未満の量で、例えば約1−約20重量%bosの量で存在するであろう。そのような有利な具体例の有利な観点において、第2の成分は、第2成分として使用される実際のポリマ−に依存して、約5−15重量%bosの範囲の量で存在しうる。他の具体例において、第2成分は約5−10%の量で存在する。ある有利な具体例において、鞘/芯構造は、芯対鞘の重量比が約85:15以上、例えば95:5である。
【0037】
繊維の形は広範に変えられる。例えば、典型的な繊維は円断面形を有するが、時に異なる形、例えばトライロ−バル(trilobal)形、または平らな(即ち「リボン」様)形を有する。また繊維は、例え円断面形であっても、特に延伸及び弛緩(自己バルク化または自己襞よりでらせんまたはスプリング形を形成)の場合非円断面の3次元形をとってもよい。
【0038】
坪量は、普通g/m2またはオンス/ヤ−ド2単位の不織布の密度に関するものである。不織布に対して許容しうる坪量は、製品における用途によって決定される。一般に1つは与えられた製品によって課せられる性質に適合する最低の坪量(最低価格)を選択する。弾性不織物に対して、1つの問題はある伸長時の収縮力であり、またはある伸長での弛緩後に布にどのくらいの力がかかるかである。坪量を規定する他の問題は、比較的不透明な布を有することが普通望ましい場合の被覆であり、または透明の場合布中の見掛けの孔が小さい寸法及び均一な分布であるべきことである。使い捨て製品に対する不織物工業における最も普通の坪量は、1/2−4.5オンス/ヤ−ド2(17−150g/m2またはgsm)の範囲である。いくつかの用途、例えば耐久性または準耐久性の製品は高い坪量でさえ許容しうる。低い坪量の材料は有利には多梁(beam)構造で製造することができることを理解すべきである。即ち個々の層の各々が17gsm未満の坪量を有する場合SMS(紡糸接合/メルトブロ−/紡糸接合)複合物布を製造することが有利であるが、好適な最終坪量は少なくとも17gsmであることが期待されよう。
【0039】
第1及び第2のポリマ−成分は、随時限定なしに顔料、酸化防止剤、安定剤、表面活性剤、ワックス、流動促進剤、固溶媒、粒状体、及び組成物の加工性を高めるために添加される材料を含む。
【0040】
本発明に適用されるような弾性材料または弾性様不織物は、典型的には流れ方向及び横切る方向のウェッブの及び一回の引張りの50%伸長後の回復伸長に基づいて、約65%またはそれ以上の二乗平均平方根の平均回復伸長を有するいずれかの材料に属する。材料が延伸及び直後の弛緩後に元の寸法に戻らない程度はその永久変形%である。ASTM試験法によれば、変形及び回復は100%に算入されよう。変形は伸長後の残存弛緩長さを伸長の長さ(伸長)で割った値として定義される。例えば200%伸長(元の1インチゲージからの更なる2インチの伸長)に引張り、弛緩した1インチゲージ(長さ)試料は、a)試料が今や3インチ長であり且つ100%変形((3インチ最終−1インチ初期)/2インチ伸長)を有するであろうように元に戻らない、或いはb)元の1インチゲージに完全に戻り0%変形((1インチ最終−1インチ初期)/2インチ伸長)を示す、或いはc)これらの中間のどこかである。変形を測定するためにしばしば使用される及び実際的な方法は、伸長から弛緩した後復元力または負荷がゼロの達する時残存緊張(回復)を試料で観察することである。この方法及び上述の方法は、試料を100%伸長した時同一の結果を生じるに過ぎないであろう。例えば上記の場合のように、試料が200%伸長後に全然回復しなかった場合には、弛緩後のゼロ負荷における残存緊張は200%であろう。明らかにこの場合、変形及び回復は、100%に算入されないであろう。これに対して、非弾性不織物は、これらの基準に適合しない。
【0041】
本発明の新規な弾性繊維は、他の繊維、例えばPET、ナイロン、ポリオレフィンおよび木綿と共用して弾性繊維とすることができる。1つの例はマルチフィラメント、延伸活性化して非弾性成分を永久的に伸長したヤ−ンを作るために束ねた多成分トウである。この方法は個々の成分のいずれとも異なる驚くほど柔らかいまたは手触りの弾性ヤ−ンを与える。
【0042】
繊維の直径はいろいろな方法で測定且つ報告することができる。一般に繊維の直径は、デニ−ル/フィラメントで線密度として、またはより簡単にはミクロンで幅として測定される。デニ−ルは繊維の長さ9000メートル当たりの繊維のグラム数として定義される織物の術語である。モノフィラメントは一般に15以上、普通30以上のデニ−ル/フィラメントを有する押し出された単一のストランドに関するものである。小さいデニ−ルの繊維は一般に約15以下のデニ−ルを有する繊維に関するものである。ミクロ繊維は一般に約100ミクロンより大きくない直径を有する繊維に関するものである。存在するSBCに対して、典型的な固体密度を0.92g/cm3とすると、直径約100ミクロンの純モノフィラメント繊維は65のデニ−ルを有するであろう。ブレンドまたは多成分繊維の場合、その固体密度を測定しまたは計算してデニ−ルを直径のミクロンに変換しなければならない。本明細書に記述される本発明の弾性繊維に対して、直径は広く変えることができる。繊維のデニ−ルは最終製品の性能に合うように調整することができる。期待される繊維の直径値は、溶融ブロ−の場合約5−約20ミクロン/フィラメント、紡糸接合の場合約10−約50ミクロン/フィラメント、及び連続巻き取りフィラメントの場合約20−約200ミクロン/フィラメントであろう。いずれかの直径のストランドは、典型的には450ミクロン未満であるけれども、本材料として可能である。衣料の用途の場合、典型的な名目上のデニ−ルは37超、他の具体例では55以上或いは65以上であろう。
これらのデニ−ルはマルチフィラメント(トウ)並びにモノフィラメントからのものであってもよい。典型的には耐性の衣料は、40以上のデニ−ルの繊維または繊維トウが使用される。使い捨て不織物の用途に対しては、繊維の直径は75ミクロン未満(below)、50ミクロン未満(below)、または35ミクロン未満(below)であってよい。典型的には不織物の場合、繊維が細ければ細いほど、与えられた坪量(布の面積当たりの繊維重量、例えばg/m2)に対して布全体にわたる分布または被覆は良好になる。
【0043】
弾性繊維の場合、典型的には非弾性材料を用いる場合と同一の直径が達成できない事例である。これは非常に低いTg成分を含む柔らかい材料としての弾性体の性質のためである。それゆえに紡糸中、弾性体は延伸張力を弛緩するや否や(繊維直径の増大に帰結する)「元に戻る」傾向がある。細い繊維(直径<40ミクロン)は良好な弾性を有して容易に達成でき、また小さい繊維(直径<10ミクロン)はより高パ−セントで非弾性成分を有する低弾性ブレンドまたは多成分繊維を用いて、例えばより高パ−セントの非弾性体を含む2成分繊維を生成させ、次いでこの繊維を分割して弾性体及び非弾性体のフィブリルとすることにより達成できる。
【0044】
不織物組成物または製品は、典型的にはランダムに配置されているが、織り布または編み布の場合のように同定できるようには配置されてない個々の繊維または糸の構造を有するウェッブまたは布である。本発明の弾性繊維は、本発明の不織弾性布並びに弾性不織布を非弾性材料と組み合わせて含んでなるコンポジット構造を製造するために使用できる。本発明の不織弾性布は、本明細書に記述される弾性体材料及び非弾性体ポリマ−、例えばポリオレフィンを用いて製造される2成分繊維を含み得る。
【0045】
本発明の多成分ストランドの主たる成分は上述したが、そのようなポリマ−成分は多成分ストランドに悪影響しない他の材料を含んでもよい。例えば第1及び第2ポリマ−成分はこれがすべてではないが、顔料、酸化防止剤、安定剤、表面活性剤、ワックス、流動促進剤、固溶媒、粒剤及び組成物の加工性を高めるのに添加される材料を含むことができる。
【0046】
不織ウェッブは技術的に認められている技術で製造できる。紡糸接合として公知のある種の方法は、紡糸接合ウェッブを製造するための最も普通な方法である。種々の紡糸接合法の例は、キニ−(Kinney)の米国特許第338992号、ドルシュナ−(Doeschner)の米国特許第3692613号、マツキの米国特許第3802817号、アッペル(Appel)の米国特許第4405297号、バルク(Balk)の米国特許第4812112号及びブリニョ−ラ(Brignola)らの米国特許第5665300号に記述されている。
【0047】
この種のすべての紡糸接合法は、それが2成分フィラメントを製造しうる口金及び押し出し系を有しているならば、本発明の弾性布を製造するために使用できる。しかしながら、ある好適な方法は形成表面の下に位置する真空からの延伸張力を付与することを含んだ。この方法は形成表面に対するストランド速度を連続的に増加させ、弾性ストランドのスナップバック(snap back)に対する機会をほとんど与えない。
【0048】
溶融ブローとして公知の他の種類の方法は、本発明の不織布を製造するためにも使用できる。このウェッブ形成法は、NRLレポ−ト第4364号、V.A.ウェンツ(Wendt)、E.L.ブ−ヌ(Boone)及びC.D.フルハ−ティ−(Fluharty)による「極細有機繊維の製造」、及びブンチン(Buntin)らの米国特許第3849241号に記述されている。
【0049】
米国特許第5290626号に記述されているような2成分フィラメントの押出しを備えているいずれかの溶融ブロ−法も本発明の実施に使用できる。
【0050】
今やある好適な実施例に関して本発明を記述しよう。しかしながら、これらの実施例は本質的に単なる例示であり、本発明の範囲をいずれにも限定するものではないことを認識すべきである。
【実施例1】
【0051】
この材料は、一般に図2に記述される方法に従う接着剤積層で製造される弾性不織物/弾性フィルム/弾性不織物コンポジットである。2つの弾性不織物層は一般に先に概述した2成分紡糸接合法で製造した。内側の第1成分は熱可塑性ポリウレタン(TPU)またはスチレン/イソプレン/スチレンブロックコポリマ−(SIS)であり、また第2の外側の成分はポリプロピレンである。繊維の形態は種々のパ−セントの鞘/芯である。弾性フィルムは厚さが50及び90ミクロンのSBSに基づくフィルムである。対照材料は工業的に標準な非弾性不織物/弾性フィルム積層物で、機械的に活性化したものである。表1において、「NW」は不織物、「BW」は坪量、「CD」は流れ方向を横切る方向を示す。
【0052】
【表1】

【0053】
表1の結果は、完全に弾性の不織物が現在通用している製品に比べて、以下のような改善をもたらす:不織物の予備活性化のいずれか及びすべての必要性の排除、コンポジットとしての不織物の改善された耐摩耗性及び適合性、並びにかなり減じられたフィルムの厚さにおけるコンポジットの匹敵しうる総合的弾性。
【実施例2】
【0054】
コンポジットは、一般に図1に記述される方法に従う押出し積層で製造した弾性不織物
/弾性フィルム/弾性不織物コンポジットである。2つの弾性不織物層は一般に先に概述した2成分紡糸接合法で製造した。紡糸接合した不織物は「紡糸したまま」のものであり、更に延伸活性化しなかった。紡糸接合不織物を作る2成分繊維の内側の第1成分は熱可塑性ポリウレタン(TPU)であり、また第2の外側成分はポリエチレンである。繊維の形態は95/5芯/鞘比の芯/鞘構造である。弾性フィルムはアフィニティ−(FFINITY)ポリオレフィンプラストマ−のブレンドであり、その厚さは表2及び3に示すように各実施例で変化させた。これらの実施例のフィルムは更に加工または活性化しなかった。表において比較される他の本発明の材料は接着剤で接合した弾性不織物/弾性有孔フィルム積層物、例えば実施例1及び表1に列挙したものである。すべての本発明の実施例において、コンポジットは表に示される性質を決定する前に更に加工または活性化しなかった。表1において、「NW」は不織物、「BW」は坪量、「CD」は流れ方向を横切る方向を示す。
【0055】
【表2】
【0056】
【表3】
【0057】
表2及び3の結果は、本発明の押出し法で製造した完全に弾性の不織物が、実施例1に記述した本発明の接着剤積層物と同程度の弾性積層物として有効であることを示す。押出し積層の1つの利点は、非常に減じられたフィルム重量でも、伝統的な接着剤積層物に類
似の性質を達成できることである。実施例2の完全に弾性の接着剤積層物に関して、完全に弾性の接着剤積層物は現在の製品に優る次の改善をもたらす:不織物の予備活性化のいずれか及びすべての必要性の排除、コンポジットとしての不織物の改善された耐摩耗性及び適合性、並びにかなり減じられたフィルムの厚さにおけるコンポジットの匹敵しうる総合的弾性。
【0058】
本発明の更なる改変及び他の具体化は、本記述に関して同業者にとって明らかであろう。従って、この記述は単に例示として解釈でき、同業者に本発明を行う方法を教示する目的のためである。本明細書に示される及び記述される本発明の形態は例示の具体例として理解すべきである。均等の成分または材料はここに例示した及び記述したものに代替でき、本発明のある特徴は他の特徴の活用とは独立に利用でき、すべては本発明の記述の利点を有することに関して同業者にとって明白であろう。
【図面の簡単な説明】
【0059】
【図1】本発明の実施で使用しうる押出し積層法を示す。
【図2】本発明の実施で使用しうる溶融接着剤積層法を示す。
【技術分野】
【0001】
本発明は、一般に少なくとも1つの弾性不織(nonwoven)層及び少なくとも1つの弾性フィルム層から作られる多層コンポジット及びそのようなコンポジットの製造法に関する。
【背景技術】
【0002】
弾性コンポジット材料は、典型的には多成分または多層のいずれかからなる、但し層または成分の1つが弾性である、弾性材料を言及するものである。この3つの例は、「延伸接合された積層物」(特許文献1)、「ネック(neck)接合された積層物」(特許文献2)及び「暫増延伸された積層物」(特許文献3)である。不織物の主たる目的は、コンポジットにより心地好い触感を与えることである。これらのコンポジットにおいて、弾性材料は非弾性不織物に積層される。延伸接合された積層物の場合、弾性体は積層工程中に延伸される。延伸張力を緩めた時、積層物は収縮し、不織層を締付けまたは折り重ねる。ネック接合された積層物の場合には、非弾性不織層は予め延伸されていて、非常に低い耐伸長性しか有しない。
【0003】
しかしながら、この予め延伸された層は、十分な回復力をもたず、十分な弾性回復力を有するコンポジットを形成するためにはこれを弾性材料に積層しなければならない。暫増延伸された積層物は、弾性材料及び1つまたは2つの非弾性不織物間で形成される。続いてこの積層物を、暫増延伸装置で加工し、不織物のフィラメントを伸長させる。この伸長したフィラメントは、暫増延伸加工で課せられた延伸限界まで、延伸した時に弾性成分に追随する。これらの積層物のすべては、基本的な積層段階以外に付加的な加工段階を必要するという欠点をもつ。
【0004】
本発明者は、活性化を必要としない及び/または張力下での製造を必要としない完全に弾性のコンポジットの必要性を痛感した。
【0005】
本発明は上述した1つまたはそれ以上の短所及び欠点に対する解決策を提供する。
【特許文献1】米国特許第5226992号
【特許文献2】米国特許第5952252号
【特許文献3】米国特許第5861074号
【発明の開示】
【課題を解決するための手段】
【0006】
本発明は、完全に弾性の不織フィルムコンポジットを製造するために、互いに積層された弾性フィルム及び弾性不織成分からなる形成物を記述する。すべての部分のもつ弾性は、現在通用している形成物に優る次の改善をもたらそう。即ち不織物のいずれかの及びすべての予めの活性化段階の必要性の排除、不織物のコンポジットとしてのより布様の、平らな繊維性の、改善された耐摩耗性及び適合性の形成、及びコンポジットの改善された全弾性性能がもたらされる。
【0007】
ある大まかな観点において、本発明は弾性不織層に隣る弾性フィルムを含んでなる弾性多層コンポジットである。ここに隣るとは、複数の層が直接接触していてよい或いは非弾性不織層、接着剤、非弾性層、または他の材料層で隔離されていてもよいことを意味する。弾性フィルム層は、例えば積層によって弾性不織層に接合できる。有利にはコンポジットを製造するために用いられる方法は、不織物の活性化なしに実施できる。他の大まかな観点において、本発明は第1弾性不織物及び第2弾性不織物の層間にはさまれた内部弾性
フィルム層を含んでなる弾性多層コンポジットである。
【0008】
他の大まかな観点において、本発明は弾性フィルム層を弾性不織層に接合することを含んでなる弾性多層コンポジットの製造法である。この接合は、接着剤、押出し積層、または熱点接合(カレンダ−リング)で行うことができる。また接合はニュートラルな張力下に行うことができる。ここにニュートラルな張力とのニュートラルは、使用する張力の大きさがローラーからローラーへ材料を移動させるのに必要とされる以上でないということを意味する。張力とは、コンポジットを点接合するために使用しうる圧力とは対照的に、接合に先立って単一層(又は複数層)に適用される流れ方向(または流れ方向を横切る;(cross−machine)方向)の張力に関するものである。即ち、慣性及び摩擦を克服するためにある僅かな量の張力をかけるが、その張力の量は同業者が理解するように実質的にニュートラルである。
【0009】
他の大まかな観点において、本発明は弾性フィルム層を第1弾性不織層及び第2弾性不織層に接合することを含んでなる、但し弾性フィルム層が第1及び随時第2の弾性不織層間に挟まれている、弾性多層コンポジットの製造法である。本方法はニュートラルな張力下に或いは実質的にニュートラルな張力下に行うことができる。
【0010】
他の大まかな観点において、本発明はディファレンシャル(differential)延伸下に弾性フィルム層を第1弾性不織層及び随時第2弾性不織層に接合することを含んでなる、但し弾性フィルム層を第1及び第2の弾性不織層双方に接合する時は弾性フィルム層が第1及び随時第2の弾性不織層間に挟まれている、弾性多層コンポジットの製造法である。
【0011】
本発明のいずれかの具体例においては、フィルムまたは不織物(複数)のいずれの接合に先立って延伸してもよい。同様に、コンポジットは製造後に延伸活性化することができる。
【0012】
ここに使用するような弾性フィルム層はモノリシック(monolithic)層または多層フィルム、発泡体、網状体、スクリム(scrim)、または他の同様の構造体の形であってよい。ある具体例において、弾性フィルム層は通気性である。
【発明を実施するための最良の形態】
【0013】
本発明のコンポジットには更なる層を付加することができるが、コンポジットの基本的な構造はA−B構造として言及できる。ここに「A」は弾性不織層であり、「B」は弾性フィルムまたはウェッブ層である。他に、コンポジットはA−B−AまたはB−A−B構造或いは非Aまたは非B層(接着剤層を除く)を有する構造を含む他の多層構造を有することができる。ここに接着剤はA及びB層を一緒に積層するために使用しうることを理解すべきである。同様に3つより多い層を有する多層コンポジットは、A及びB以外の1つまたはそれ以上の層から作られるコンポジットを含めて、本発明の範囲に含まれる。
【0014】
弾性不織布は、その潜在的な通気性並びにより限定された弾性の布よりも体を動きやすくする能力をもつため、種々の広い用途、例えば包帯材料、作業着及び医者の衣服のような衣服、おしめ、サポート着、失禁商品、トレーニングパンツ、及び他の個人的な衛生品に使用することができる。
【0015】
フィルム不織コンポジットは以下の方法で製造できる。
1.フィルムの弾性不織物上への押出し積層、
2.2つの別々の弾性不織物間への押出し積層、
3.1つまたはそれ以上の弾性不織物への/間への接着剤積層。
【0016】
他にコンポジットは、特に水性分散液を用い、フィルム層を弾性不織層上に(直接またはライン外で)注型することにより製造できる。他の別法は、直接またはライン外で熱接合して、熱接合された積層物を製造する方法である。そのような技術は本明細書に引用により包含される米国特許第5683787号に記述されている。上記積層技術のすべてはフィルム及び不織物間においてニュートラルな張力下に行うことができる。
【0017】
得られるコンポジットは完全に弾性で、付加的活性化なしに直接製品に使用できよう。しかし弾性不織物は活性化もでき、即ち延伸活性化で積層前または後に高揚(enhance)できるが、この活性化は必要でない。即ち積層によるような接合前または後に、弾性不織物を予め活性化することは必ずしも必要ではない。
【0018】
本発明の他の観点においては、「前弾性(pre−elastic)」の不織物も使用される。この場合、前弾性不織物は弾性をもたらすために活性化し、次いでフィルムに積層することができ、或いは積層物を製造し、次いで活性化することができる。不織物は究極的に自己弾性(self−elastic)である。即ちそれはフィルムの存在と後続する活性化なしに弾性(即ち50%延伸後の回復率>65%)であるとして判別できる。この場合活性化は付加的段階であるが、それは不織物に優れた感覚を、またはコンポジット積層物に改良されたひだを導入することができる。ある具体例において、活性化が所望ならば、不織物をその引張り強度が低下するように、一般には引張り強度がフィルムのそれ以下(不織物が活性化前にフィルムのそれ以下の引張り強度を有するか有しないかまで)になるように活性化する。活性化は初期引張りまたは延伸工程で行うことができる。巾広いウェッブ製品と関連する伝統的な延伸装置は、通常の引張りロール及びテンタ−枠を含む。この活性化工程は暫増(incremental)延伸、テンタ−処理、ロール引張りなどを含む技術的に公知の引張りまたは延伸工程で達成できる。活性化工程は一般にストランドを不織ウェッブまたは布へ形成させた後に行われるが、それはその前に行ってもよい。活性化工程は一般に不織ウェッブまたは布を約1.1−10.0倍に延伸する。有利な具体例において、ウェッブまたは布はその初期の長さの約2.5倍まで延伸され、または引張られる。暫増延伸工程は、流れ方向及び流れ方向を横切る方向の両方においてウェッをブ暫増的に延伸することを含む。有利には暫増延伸はウェッブを少なくとも1対のインターディジット構造の組合わさった延伸ローラーに向かわせることによって達成できる。そのような具体例のある観点において、インターディジット構造の組合わさった延伸ローラーは、実質的に弾性のより低い長さ方向に伸びる非活性化域を介在させることで分離された狭い、間隔的に離れた長さ方向に伸びる延伸活性化された弾性域を布内に生じさせる。暫増延伸は暫増延伸されたウェッブを第2のインターディジット構造の組合わさった延伸ローラー対へ向かわせて、ウェッブ内の第2の非活性化ストランド部分を延伸活性化する。ある有利な具体例において、400%の暫増延伸が好適である。非機械的的暫増延伸は、流体(例えば空気または水)をウェッブの表面に吹き付けることと組み合わせて行うことができる。本発明による暫増延伸は、技術的に公知の方法で行うことができる。
【0019】
他の利点は、弾性不織材料が弾性フィルムに効果的に密接に結合させることであり、集めまたは束ねられて暈だかにするのではない。長い期間にわたって、また多延伸で、本弾性コンポジットの全合体物は、弾性フィルム及び非弾性不織物から作ったコンポジットよりもかなり優れていよう。これはより良い全体的な耐摩耗性、持続的不織物合体性、及び全体的な一般的外観に具現化する。
【0020】
図1及び2は、2つのコンポジットの製造法を示す。図では3層の工程を示してあるが、この本発明のコンポジット及び工程は2つ以上のまたは2つに等しいすべての層数を網羅することを理解すべきである。図1は、内側の弾性フィルム層が2つの外側の弾性不織層に積層されているコンポジットを製造するための押出し積層を示す。図1において、第1の弾性不織層6は巻き解きロール2から巻き解かれる。この第1の弾性不織層6は、溶融弾性ポリマ−7(これは冷却時に弾性フィルム溶融押出し機1を用いて付着される内側の弾性フィルム層を形成する)と共に前進する。次いで第2のロール3から第2の弾性不織層8が巻き解かれて、弾性ポリマ−と接触し、加圧ニップ4によって一緒に積層される3層体を形成する。ついで得られるコンポジット9を積層物再巻き取りロール5に巻き取る。この好適な工程は、ニュートラルな張力であるようにして行われる。
【0021】
ディファレンシャル張力なしに積層物を加工することはより簡便であるようだが、本発明は少なくとも1つの弾性フィルムと少なくとも1つの弾性不織物をディファレンシャル張力下に接合することも包含することを理解すべきである。この方法においては、フィルムまたは不織物のいずれか或いは両方が延伸できる。この方法では、積層物は、静置状態において(同等の張力をかけてない積層物に比べて)より暈だかとなるであろうが、非線形の弾性伸長力も示すであろう。即ちこの力は、予め張力をかけた状態の伸張が達成される時であって、この時点では更なる伸長がすべての層の合計である力の下にある時点に至るまで、予め張力をかけた部分によって支配されるであろう。
【0022】
図2においては、溶融接着剤積層法が示される。弾性フィルム7をフィルムロール1から巻き解き、積層物再巻き取りロールへ前進させる。接着剤相8a、8bは溶融接着剤噴霧器6によって弾性フィルムの各面に適用される。接着剤はホットメルト接着剤であってよい。代表的な限定を意味しない、商業的に入手できるホットメルト接着剤の例は、エイト・フィンドリ−(Ato Findley)H9282F、エイト・フィンドリ−H2120F、及びHPフラ−(Fuller)HL−1470を含む。接着剤の噴霧された弾性フィルム9は、ロール2及び3から巻き解かれた第1及び第2の弾性不織層10及び11をフィルム9の各対応面と接触させる加圧ニップ4へ前進する。層10及び11はニップ4からの圧力でフィルム9に積層され、得られるニップ4からでるコンポジット12を積層物ロール5で巻き取る。この工程中フィルムはニュ−トラル張力下にある(フィルム及びコンポジットは延伸されずまたはその他活性化はされない)。
【0023】
温度、生産速度、フィルムの選択、接着剤の選択、弾性不織物の選択などは、容易に選択でき及びまたは決定できる。
【0024】
弾性フィルムは単層(mono−layer)または多層フィルムであってよい。更に無孔性及び微孔性のフィルムは、本発明で使用するのに適当であると思われる。即ち弾性フィルムは、モノリシック層または多層フィルム、網状体、スクリム、または発泡体であってよい。弾性フィルムはバリア層をなしてもよく、良好なひだを示してもよい。弾性フィルムは約15g/m2−100g/m2、ある具体例では約20g/m2−60g/m2の坪量を有することができる。弾性フィルムの製造に使用される熱可塑性ポリマ−は、これに限定されるものではないが、ホモポリマ−、コポリマ−、タ−ポリマ−、及びこれらのブレンドを含むポリオレフィンを含む。そのような弾性ポリマ−の代表的な例は、エチレン、プロピレン、ブチレン、ペンテン、ヘキセン、ヘプテン、及びオクテンのポリマ−並びにそのコポリマ−、タ−ポリマ−、及びブレンドを含む。弾性フィルムは、エチレン酢酸ビニル(EVA)、エチレンアクリル酸エチル(EEA)、エチレンアクリル酸(EAA)、エチレンアクリル酸メチル(EMA)、エチレンアクリル酸ブチル、ポリウレタン、ポリ(エ−テル−エステル)、ポリ(アミド−エ−テル)ブロックコポリマ−、スチレンブロックコポリマ−、例えばSBSまたはSIS或いはこの水素化及び完全水素化同族体、及び1つまたはそれ以上のポリオレフィンとの組合わせを含むこれらの組合わせ物を用いて製造することもできる。
【0025】
フィルムは水蒸気透過性を向上させるために添加剤またはブレンド成分を有していても
よい。多孔性ならば、その平均細孔寸法は延伸中に増大してもしなくてもよい。弾性フィルムは単層または多層フィルムを含んでなってもよい。更に無孔性及び微孔性フィルムは本発明で使用するのに適当であると思われる。ある具体例において、フィルムは工業的に理解される術語であるが、通気性である。通気性はフィルムを作る材料の選択により、多孔性により、フィルム中に孔を形成させることにより、などで付与することができる。他に通気性は、本発明のコンポジットの製造中における例えば延伸活性化でも付与しうる。フィルムは水分透過性または水分不透過性材料から作ることができる。いくつかのフィルムはフィルムの製造工程中にミクロ孔を発現させる充填剤をフィルムに添加することにより通気性にすることができる。ミクロ孔を発現させる充填剤とは、ポリマ−に添加でき且つポリマーから作られる押し出されたフィルムを化学的に妨害しないでまたはこれに悪影響しないでフィルム中に均一に分散できる粒子及び他の形態の材料を含むことを意味する。一般にミクロ孔を発現させる充填剤は粒形であり、普通約0.5−約8ミクロンの範囲の平均粒子寸法を有するいくらか球形のものであろう。フィルムはフィルム層の全重量に基づいて少なくとも約30%のミクロ孔を発現させる充填剤を含むであろう。本発明では、フィルムの製造工程、得られるフィルムの通気性、または繊維質の弾性不織ウェッブへの接合性を妨害しないならば、有機及び無機の両方のミクロ孔を発現させる充填剤が使用できる。ミクロ孔を発現させる充填剤の例は、炭酸カルシウム、種々の粘土、シリカ、アルミナ、硫酸バリウム、炭酸ナトリウム、タルク、硫酸マグネシウム、二酸化チタン、ゼオライト、硫酸アルミニウム、セルロース型粉末、けいそう土、炭酸マグネシウム、炭酸バリウム、カオリン、雲母、カ−ボン、酸化カルシウム、酸化マグネシウム、水酸化アルミニウム、ガラス粒子、パルプ粉末、木粉、セルロース誘導体、ポリマ−粒子、キチン、及びキチン誘導体を含む。ミクロ孔を発現させる充填剤粒子は、随時脂肪酸、例えばステアリン酸、またはより長鎖の脂肪酸、例えばベヘン酸で被覆されていてもよい。これは(バルク中における)粒子の自由な流動性を助け、またそのポリマ−マトリックスへの分散を容易にする。シリカ含有充填剤は、アンチブロッキング(antiblocking)性を付与するのに有効な量で存在してもよい。粒子の充填されたフィルムを生成させた後、これを延伸しまたは押しつぶしてフィルムを通過する通路を生じさせる。一般に本発明のための「通気性」を保証するために、得られる積層物はASTM E96−80に記述されている試験法で測定して、典型的には20℃下において少なくとも約250g/m2/24時間の水蒸気透過速度(WVTR)を有するべきである。ある具体例において、WVTRは少なくとも約500g/20℃/m2/24時間である。本明細書で使用するような「フィルム」とは、薄い製品を意味し、種々の幅、長さ、及び厚さの細片、テープ、及びリボンを含む。フィルムは典型的には平面で、約50ミルまで、より典型的には約10ミルまでの厚さを有する。
【0026】
不織物は通常且つ最も経済的には熱可塑性材料を溶融紡糸することにより作られる。そのような不織物は「紡糸接合(spunbond)」または「溶融ブロー(melt blown)」した材料といわれ、このポリマ−材料の製造法もこの分野で良く知られている。紡糸接合法は経済的には溶融ブロ−法よりも有利であるが、一般にそれがより難しい方法であることが知られている。物理的性質の望ましい組合わせ、特に柔らかさ、強度及び耐久性の組合わせを有する純粋な弾性体からの紡糸接合された材料を製造する場合、しばしば重大な問題に遭遇する。本発明で使用される不織物は、典型的には且つ有利にはコンジュゲート繊維及び典型的には2成分繊維である。ある具体例において、不織物は鞘/芯構造を有する2成分繊維から作られる。他の具体例において、2成分繊維は、先端が処理された(tipped)マルチロ−バル構造である。本発明に適当な代表的2成分の弾性不織物及びその製造法は、全体が本明細書に引用により包含されるオ−スチンのWO第00/08243号に示されている。
【0027】
弾性不織布は、その通気性並びにその、より限定された弾性を有する繊維よりも体の動きを自由にする能力をもつために、種々の環境で、例えば包帯材料、作業着及び医者の衣
服のような衣服、おしめ、サポート着、失禁商品、トレーニングパンツ、及び他の個人的衛生製品に使用できる。本発明と特に関係あるものは、おしめの裏材シート、保護衣服、医者の衣服、及びドレ−プを形成する製品である。
【0028】
本明細書で使用するような「ストランド」とは、「繊維」及び「フィラメント」の両方に一般的な術語として使用される。この関連において、「フィラメント」は材料の連続ストランドに関するものであり、一方「繊維」は限定された長さを有する切断したまたは不連続なストランドを意味する。即ち、以下の議論は「ストランド」または「繊維」または「フィラメント」を使用するが、その議論はすべての3つの術語に等しく当てはまるものである。
【0029】
特に、弾性不織物に対して以下にまさに記述しようとしているものは、「化学的に」弾性繊維として定義できるものである。本発明の実施において使用される弾性不織物は、同業者の理解するように2次元弾性である。同業者にとって、これらの繊維の、より弾性の低い1次元弾性の、さもなければ本質的に非弾性の不織物の熱延伸によって製造される 「物理的」または「機械的」弾性不織物との区別は、容易に明白であろう。
【0030】
弾性不織物を製造するために使用される2成分ストランドは、典型的には第1成分と第2成分とからなる。この第1成分は、延伸に供した時、その弾性限界内(即ち緩めた時に元に戻る)で変形または延伸するポリマ−に関する「弾性」ポリマ−である。多くの繊維形成の熱可塑性弾性体は、技術的に公知であり、ポリウレタン、ブロックコポリエステル、ブロックコポリアミド、スチレンブロックポリマ−、及びポリオレフィンコポリマ−を含むポリオレフィン弾性体を含む。第1(内側)成分として商業的に入手しうる弾性体の代表的な例は、以前はクレイトン(Kraton)社の販売するクレイトンポリマ−、デュポン・ダウエラストマ−製エンゲ−ジ(ENGAGE)、ダウケミカル社製バ−シフィ−(VERSIFY)弾性体、またはエクソン−モ−ビル社製ビスタマックス(VISTAMAXX)ポリオレフィン弾性体、及びデクスコ(DEXCO)の販売するベクタ−(VECTOR)ポリマ−を含む。他の弾性体熱可塑性ポリマ−は、ポリウレタン弾性体材料(「TPU])、例えばダウケミカルの販売するペレタン(PELLETHANE),BASFの販売するエラストラン(ELASTOLLAN),B.F.グッドリッチ社の販売するエスタン(ESTANE)、ポリエステル弾性体、例えばE.I.デュポン社の販売するハイトレル(HYTREL)、ポリエ−テルエステル弾性体材料、例えばアクゾ−・プラスチックス(Akzo Plastics)の販売するア−ニテル(ARNITEL),及びポリエ−テルアミド材料、例えばエルフ・アトケム(Elf Atochem)社の販売するペラクス(PERAX)を含む。ヘテロ相ブロックコポリマ−、例えばモンテル(Montel)から商品名カタロイ(CATALLOY)で販売されているものも本発明で有利に使用される。米国特許第5594080号に記述されるポリプロピレンポリマ−及びコポリマ−も本発明に適当である。
【0031】
第2成分もポリマ−、好ましくは伸長しうるポリマ−である。いずれかの熱可塑性で繊維形成ポリマ−は、用途に依存して第2成分として可能であろう。価格、硬さ、溶融強度、紡糸速度、安定性などが考慮されよう。第2成分は、第1成分を形成するために使用されるポリマ−またはポリマ−組成物と比べて、より劣った弾性を示すポリマ−またはポリマ−組成物から作ることができる。非弾性の繊維形成熱可塑性ポリマ−の例は、ポリオレフィン、例えばポリエチレン(LLDPEを含む)、ポリプロピレン、及びポリブテン、ポリエステル、ポリアミド、ポリスチレン及びこれらのブレンドを含む。第2成分のポリマ−は、2成分ストランドが延伸されるにつれて弾性限界内で弾性回復でき且つ伸長しうる。しかしながら、この第2成分は、第1成分ポリマ−よりも貧弱な弾性回復を与えるように選択される。第2成分は、弾性限界を越えて延伸でき且つ引張り応力の適用によって永久的に伸長しうるポリマ−であってもよい。例えば表面に第2成分を有する伸長された2成分フィラメントが収縮する場合、第2成分は典型的には圧縮された形態をとり、粗い外観のフィラメントの表面を与える。
【0032】
最良の弾性を有するためには、弾性の第1成分にフィラメント断面の最大部分を占有させるようにすることが有利である。ある具体例において、ストランドを接合されたウェッブ環境で使用する時、この接合されたウェッブは流れ方向及び流れ方向を横切る方向の両方において独立に測定して、50%伸長及び1回の引張り後に少なくとも約65%の回復を示す。二乗平均平方根の、平均の回復しうる伸長は、(流れ方向の回復%)2+(流れ方向を横切る方向の回復%)2の平方根である。
【0033】
ある観点において、第2成分が実質的に非弾性で、全体として弾性でないストランドになる場合、ある具体例では第2成分はストランドが第2成分の長さを不可逆的に変えるのに十分な量でストランドを延伸する時弾性になるような量で存在する。
【0034】
第1及び第2成分として使用するのに適当な材料は所望する機能に基づいて選択される。好ましくは、本発明の成分で使用されるポリマ−は、約5−約1000のメルトフロ−を有する。一般にメルトブロ−法は、紡糸接合法よりも高いメルトフロ−のポリマ−を使用するであろう。
【0035】
これらの2成分ストランドは、加工程添加剤を使用してまたは使用しないで製造できる。本発明の実施において、2つまたはそれ以上のポリマ−のブレンドは第1成分または第2成分或いはその両方に対して使用できる。
【0036】
第1成分(本発明の弾性成分)及び第2成分は、繊維の特定の形態及び所望の使用目的に依存して、いずれかの量で多成分ストランド内に存在しうる。有利な具体例において、第1の成分は繊維の大多数、即ちストランドの重量に基づいて(「bos」)約50重量%以上を形成する。例えば第1成分は有利には約80−99重量%bosの範囲の量で、例えば約85−95重量%bosの量で多成分ストランド中に存在しうる。そのような有利な具体例において、非弾性成分は約50重量%bos未満の量で、例えば約1−約20重量%bosの量で存在するであろう。そのような有利な具体例の有利な観点において、第2の成分は、第2成分として使用される実際のポリマ−に依存して、約5−15重量%bosの範囲の量で存在しうる。他の具体例において、第2成分は約5−10%の量で存在する。ある有利な具体例において、鞘/芯構造は、芯対鞘の重量比が約85:15以上、例えば95:5である。
【0037】
繊維の形は広範に変えられる。例えば、典型的な繊維は円断面形を有するが、時に異なる形、例えばトライロ−バル(trilobal)形、または平らな(即ち「リボン」様)形を有する。また繊維は、例え円断面形であっても、特に延伸及び弛緩(自己バルク化または自己襞よりでらせんまたはスプリング形を形成)の場合非円断面の3次元形をとってもよい。
【0038】
坪量は、普通g/m2またはオンス/ヤ−ド2単位の不織布の密度に関するものである。不織布に対して許容しうる坪量は、製品における用途によって決定される。一般に1つは与えられた製品によって課せられる性質に適合する最低の坪量(最低価格)を選択する。弾性不織物に対して、1つの問題はある伸長時の収縮力であり、またはある伸長での弛緩後に布にどのくらいの力がかかるかである。坪量を規定する他の問題は、比較的不透明な布を有することが普通望ましい場合の被覆であり、または透明の場合布中の見掛けの孔が小さい寸法及び均一な分布であるべきことである。使い捨て製品に対する不織物工業における最も普通の坪量は、1/2−4.5オンス/ヤ−ド2(17−150g/m2またはgsm)の範囲である。いくつかの用途、例えば耐久性または準耐久性の製品は高い坪量でさえ許容しうる。低い坪量の材料は有利には多梁(beam)構造で製造することができることを理解すべきである。即ち個々の層の各々が17gsm未満の坪量を有する場合SMS(紡糸接合/メルトブロ−/紡糸接合)複合物布を製造することが有利であるが、好適な最終坪量は少なくとも17gsmであることが期待されよう。
【0039】
第1及び第2のポリマ−成分は、随時限定なしに顔料、酸化防止剤、安定剤、表面活性剤、ワックス、流動促進剤、固溶媒、粒状体、及び組成物の加工性を高めるために添加される材料を含む。
【0040】
本発明に適用されるような弾性材料または弾性様不織物は、典型的には流れ方向及び横切る方向のウェッブの及び一回の引張りの50%伸長後の回復伸長に基づいて、約65%またはそれ以上の二乗平均平方根の平均回復伸長を有するいずれかの材料に属する。材料が延伸及び直後の弛緩後に元の寸法に戻らない程度はその永久変形%である。ASTM試験法によれば、変形及び回復は100%に算入されよう。変形は伸長後の残存弛緩長さを伸長の長さ(伸長)で割った値として定義される。例えば200%伸長(元の1インチゲージからの更なる2インチの伸長)に引張り、弛緩した1インチゲージ(長さ)試料は、a)試料が今や3インチ長であり且つ100%変形((3インチ最終−1インチ初期)/2インチ伸長)を有するであろうように元に戻らない、或いはb)元の1インチゲージに完全に戻り0%変形((1インチ最終−1インチ初期)/2インチ伸長)を示す、或いはc)これらの中間のどこかである。変形を測定するためにしばしば使用される及び実際的な方法は、伸長から弛緩した後復元力または負荷がゼロの達する時残存緊張(回復)を試料で観察することである。この方法及び上述の方法は、試料を100%伸長した時同一の結果を生じるに過ぎないであろう。例えば上記の場合のように、試料が200%伸長後に全然回復しなかった場合には、弛緩後のゼロ負荷における残存緊張は200%であろう。明らかにこの場合、変形及び回復は、100%に算入されないであろう。これに対して、非弾性不織物は、これらの基準に適合しない。
【0041】
本発明の新規な弾性繊維は、他の繊維、例えばPET、ナイロン、ポリオレフィンおよび木綿と共用して弾性繊維とすることができる。1つの例はマルチフィラメント、延伸活性化して非弾性成分を永久的に伸長したヤ−ンを作るために束ねた多成分トウである。この方法は個々の成分のいずれとも異なる驚くほど柔らかいまたは手触りの弾性ヤ−ンを与える。
【0042】
繊維の直径はいろいろな方法で測定且つ報告することができる。一般に繊維の直径は、デニ−ル/フィラメントで線密度として、またはより簡単にはミクロンで幅として測定される。デニ−ルは繊維の長さ9000メートル当たりの繊維のグラム数として定義される織物の術語である。モノフィラメントは一般に15以上、普通30以上のデニ−ル/フィラメントを有する押し出された単一のストランドに関するものである。小さいデニ−ルの繊維は一般に約15以下のデニ−ルを有する繊維に関するものである。ミクロ繊維は一般に約100ミクロンより大きくない直径を有する繊維に関するものである。存在するSBCに対して、典型的な固体密度を0.92g/cm3とすると、直径約100ミクロンの純モノフィラメント繊維は65のデニ−ルを有するであろう。ブレンドまたは多成分繊維の場合、その固体密度を測定しまたは計算してデニ−ルを直径のミクロンに変換しなければならない。本明細書に記述される本発明の弾性繊維に対して、直径は広く変えることができる。繊維のデニ−ルは最終製品の性能に合うように調整することができる。期待される繊維の直径値は、溶融ブロ−の場合約5−約20ミクロン/フィラメント、紡糸接合の場合約10−約50ミクロン/フィラメント、及び連続巻き取りフィラメントの場合約20−約200ミクロン/フィラメントであろう。いずれかの直径のストランドは、典型的には450ミクロン未満であるけれども、本材料として可能である。衣料の用途の場合、典型的な名目上のデニ−ルは37超、他の具体例では55以上或いは65以上であろう。
これらのデニ−ルはマルチフィラメント(トウ)並びにモノフィラメントからのものであってもよい。典型的には耐性の衣料は、40以上のデニ−ルの繊維または繊維トウが使用される。使い捨て不織物の用途に対しては、繊維の直径は75ミクロン未満(below)、50ミクロン未満(below)、または35ミクロン未満(below)であってよい。典型的には不織物の場合、繊維が細ければ細いほど、与えられた坪量(布の面積当たりの繊維重量、例えばg/m2)に対して布全体にわたる分布または被覆は良好になる。
【0043】
弾性繊維の場合、典型的には非弾性材料を用いる場合と同一の直径が達成できない事例である。これは非常に低いTg成分を含む柔らかい材料としての弾性体の性質のためである。それゆえに紡糸中、弾性体は延伸張力を弛緩するや否や(繊維直径の増大に帰結する)「元に戻る」傾向がある。細い繊維(直径<40ミクロン)は良好な弾性を有して容易に達成でき、また小さい繊維(直径<10ミクロン)はより高パ−セントで非弾性成分を有する低弾性ブレンドまたは多成分繊維を用いて、例えばより高パ−セントの非弾性体を含む2成分繊維を生成させ、次いでこの繊維を分割して弾性体及び非弾性体のフィブリルとすることにより達成できる。
【0044】
不織物組成物または製品は、典型的にはランダムに配置されているが、織り布または編み布の場合のように同定できるようには配置されてない個々の繊維または糸の構造を有するウェッブまたは布である。本発明の弾性繊維は、本発明の不織弾性布並びに弾性不織布を非弾性材料と組み合わせて含んでなるコンポジット構造を製造するために使用できる。本発明の不織弾性布は、本明細書に記述される弾性体材料及び非弾性体ポリマ−、例えばポリオレフィンを用いて製造される2成分繊維を含み得る。
【0045】
本発明の多成分ストランドの主たる成分は上述したが、そのようなポリマ−成分は多成分ストランドに悪影響しない他の材料を含んでもよい。例えば第1及び第2ポリマ−成分はこれがすべてではないが、顔料、酸化防止剤、安定剤、表面活性剤、ワックス、流動促進剤、固溶媒、粒剤及び組成物の加工性を高めるのに添加される材料を含むことができる。
【0046】
不織ウェッブは技術的に認められている技術で製造できる。紡糸接合として公知のある種の方法は、紡糸接合ウェッブを製造するための最も普通な方法である。種々の紡糸接合法の例は、キニ−(Kinney)の米国特許第338992号、ドルシュナ−(Doeschner)の米国特許第3692613号、マツキの米国特許第3802817号、アッペル(Appel)の米国特許第4405297号、バルク(Balk)の米国特許第4812112号及びブリニョ−ラ(Brignola)らの米国特許第5665300号に記述されている。
【0047】
この種のすべての紡糸接合法は、それが2成分フィラメントを製造しうる口金及び押し出し系を有しているならば、本発明の弾性布を製造するために使用できる。しかしながら、ある好適な方法は形成表面の下に位置する真空からの延伸張力を付与することを含んだ。この方法は形成表面に対するストランド速度を連続的に増加させ、弾性ストランドのスナップバック(snap back)に対する機会をほとんど与えない。
【0048】
溶融ブローとして公知の他の種類の方法は、本発明の不織布を製造するためにも使用できる。このウェッブ形成法は、NRLレポ−ト第4364号、V.A.ウェンツ(Wendt)、E.L.ブ−ヌ(Boone)及びC.D.フルハ−ティ−(Fluharty)による「極細有機繊維の製造」、及びブンチン(Buntin)らの米国特許第3849241号に記述されている。
【0049】
米国特許第5290626号に記述されているような2成分フィラメントの押出しを備えているいずれかの溶融ブロ−法も本発明の実施に使用できる。
【0050】
今やある好適な実施例に関して本発明を記述しよう。しかしながら、これらの実施例は本質的に単なる例示であり、本発明の範囲をいずれにも限定するものではないことを認識すべきである。
【実施例1】
【0051】
この材料は、一般に図2に記述される方法に従う接着剤積層で製造される弾性不織物/弾性フィルム/弾性不織物コンポジットである。2つの弾性不織物層は一般に先に概述した2成分紡糸接合法で製造した。内側の第1成分は熱可塑性ポリウレタン(TPU)またはスチレン/イソプレン/スチレンブロックコポリマ−(SIS)であり、また第2の外側の成分はポリプロピレンである。繊維の形態は種々のパ−セントの鞘/芯である。弾性フィルムは厚さが50及び90ミクロンのSBSに基づくフィルムである。対照材料は工業的に標準な非弾性不織物/弾性フィルム積層物で、機械的に活性化したものである。表1において、「NW」は不織物、「BW」は坪量、「CD」は流れ方向を横切る方向を示す。
【0052】
【表1】
【0053】
表1の結果は、完全に弾性の不織物が現在通用している製品に比べて、以下のような改善をもたらす:不織物の予備活性化のいずれか及びすべての必要性の排除、コンポジットとしての不織物の改善された耐摩耗性及び適合性、並びにかなり減じられたフィルムの厚さにおけるコンポジットの匹敵しうる総合的弾性。
【実施例2】
【0054】
コンポジットは、一般に図1に記述される方法に従う押出し積層で製造した弾性不織物
/弾性フィルム/弾性不織物コンポジットである。2つの弾性不織物層は一般に先に概述した2成分紡糸接合法で製造した。紡糸接合した不織物は「紡糸したまま」のものであり、更に延伸活性化しなかった。紡糸接合不織物を作る2成分繊維の内側の第1成分は熱可塑性ポリウレタン(TPU)であり、また第2の外側成分はポリエチレンである。繊維の形態は95/5芯/鞘比の芯/鞘構造である。弾性フィルムはアフィニティ−(FFINITY)ポリオレフィンプラストマ−のブレンドであり、その厚さは表2及び3に示すように各実施例で変化させた。これらの実施例のフィルムは更に加工または活性化しなかった。表において比較される他の本発明の材料は接着剤で接合した弾性不織物/弾性有孔フィルム積層物、例えば実施例1及び表1に列挙したものである。すべての本発明の実施例において、コンポジットは表に示される性質を決定する前に更に加工または活性化しなかった。表1において、「NW」は不織物、「BW」は坪量、「CD」は流れ方向を横切る方向を示す。
【0055】
【表2】
【0056】
【表3】
【0057】
表2及び3の結果は、本発明の押出し法で製造した完全に弾性の不織物が、実施例1に記述した本発明の接着剤積層物と同程度の弾性積層物として有効であることを示す。押出し積層の1つの利点は、非常に減じられたフィルム重量でも、伝統的な接着剤積層物に類
似の性質を達成できることである。実施例2の完全に弾性の接着剤積層物に関して、完全に弾性の接着剤積層物は現在の製品に優る次の改善をもたらす:不織物の予備活性化のいずれか及びすべての必要性の排除、コンポジットとしての不織物の改善された耐摩耗性及び適合性、並びにかなり減じられたフィルムの厚さにおけるコンポジットの匹敵しうる総合的弾性。
【0058】
本発明の更なる改変及び他の具体化は、本記述に関して同業者にとって明らかであろう。従って、この記述は単に例示として解釈でき、同業者に本発明を行う方法を教示する目的のためである。本明細書に示される及び記述される本発明の形態は例示の具体例として理解すべきである。均等の成分または材料はここに例示した及び記述したものに代替でき、本発明のある特徴は他の特徴の活用とは独立に利用でき、すべては本発明の記述の利点を有することに関して同業者にとって明白であろう。
【図面の簡単な説明】
【0059】
【図1】本発明の実施で使用しうる押出し積層法を示す。
【図2】本発明の実施で使用しうる溶融接着剤積層法を示す。
【特許請求の範囲】
【請求項1】
弾性不織層に隣る弾性フィルムを含んでなる弾性多層コンポジット。
【請求項2】
上記フィルムが上記弾性不織層と第2の弾性不織層との間に挟まれている3層コンポジットである、請求項1の弾性多層コンポジット。
【請求項3】
上記コンポジットが接着剤、押出し積層、または熱点接合で接合されている、請求項1−2のいずれかの弾性多層コンポジット。
【請求項4】
上記弾性フィルムがモノリシックまたは多層フィルム、網状体、スクリム、または発泡体である、請求項1−3のいずれかの弾性多層コンポジット。
【請求項5】
上記弾性フィルムが通気性であり、または活性化により通気性にできる、請求項1−4のいずれかの弾性多層コンポジット。
【請求項6】
上記フィルムが少なくとも約300g/20℃/m2/日の水蒸気透過速度を有する、請求項1−5のいずれかの弾性多層コンポジット。
【請求項7】
上記第1及び/または第2の不織層が2成分繊維から作られ、2成分繊維が内側の第1成分及び外側の第2成分を含み、第1成分が熱可塑性弾性体であり、第1成分が繊維を少なくとも50%含んでなり、そして第2成分がポリエチレン、ポリプロピレン、またはポリエチレン及びポリプロピレンのブレンドである、請求項1−6のいずれかの弾性多層コンポジット。
【請求項8】
第1及び/または第2不織層が鞘/芯、マルチロ−バル、または先端を処理したマルチロ−バル構造を有する2成分繊維を含む、請求項1−7のいずれかの弾性多層コンポジット。
【請求項9】
上記第1及び/または第2不織層が活性化されてない2成分繊維を含む、請求項1−8のいずれかの弾性多層コンポジット。
【請求項10】
上記第1及び/または第2不織層が延伸活性化された2成分繊維を含む、請求項1−9のいずれかの弾性多層コンポジット。
【請求項11】
上記第1及び/または第2不織層が紡糸接合された、溶融ブローされた、梳毛機で処理された、または空気で配置された(airlaid)不織物のいずれか1つである、請求項1−10のいずれかの弾性多層コンポジット。
【請求項12】
上記コンポジットが延伸活性化されている、請求項1−11のいずれかの弾性多層コンポジット。
【請求項13】
フィルムが通気性である、請求項1−12のいずれかの弾性多層コンポジット。
【請求項14】
上記フィルムが延伸活性化されて、積層に先立つフィルムとしてまたはコンポジットにおいて通気性または水蒸気透過性を付与される、請求項1−13のいずれかの弾性多層コンポジット。
【請求項15】
ニュ−トラルな張力下に弾性フィルム層を第1の不織層に接合することを含んでなる弾性多層コンポジットの製造法。
【請求項16】
第2弾性不織層を上記弾性層に接合し、かつ上記弾性フィルム層を上記第1及び第2不織層間に挟む、請求項15の方法。
【請求項17】
接着剤が上記弾性フィルム層及び上記第1弾性不織層間に存在する、請求項15の方法。
【請求項18】
接着剤が上記弾性フィルム層及び上記第1弾性不織層間に存在し、また接着剤が上記弾性フィルム層及び上記第2弾性不織層間に存在する、請求項16の方法。
【請求項19】
上記弾性フィルム層を上記第1弾性不織層に押出し積層する、請求項15の方法。
【請求項20】
上記弾性フィルム層を上記第1弾性不織層に押出し積層し、かつ弾性フィルム層及び上記第2弾性不織層を接合させるために接着剤または更なる積層法を用いる、請求項16の方法。
【請求項21】
上記弾性フィルム層を、熱点接合により複数の点で上記弾性不織層に固定する、請求項15の方法。
【請求項22】
上記弾性フィルム層を、熱点接合により複数の点で上記第1及び上記第2の弾性不織層に固定する、請求項16の方法。
【請求項23】
上記第1及び/または第2不織層が2成分繊維で形成され、2成分繊維が内側の第1成分及び外側の第2成分を含み、第1成分が熱可塑性弾性体であり、第1成分が繊維を少なくとも50%含んでなり、そして第2成分がポリエチレン、ポリプロピレン、またはポリエチレン及びポリプロピレンのブレンドである、請求項15−22のいずれかの方法。
【請求項24】
いずれかの不織層が鞘/芯、マルチロ−バル、または先端を処理したマルチロ−バル構造を有する2成分繊維を含む、請求項15−23のいずれかの方法。
【請求項25】
いずれかの不織層が活性化されてない2成分繊維を含む、請求項15−24のいずれかの方法。
【請求項26】
いずれかの不織層が延伸活性化された2成分繊維を含む、請求項15−25のいずれかの方法。
【請求項27】
コンポジットが延伸活性化されている、請求項15−26のいずれかの方法。
【請求項28】
溶融接着剤積層法で接合される、請求項15−16のいずれかの方法。
【請求項29】
いずれかの不織層が弾性フィルムの引張り強度より小さい引張り強度を有する、請求項15−28のいずれかの方法。
【請求項30】
請求項1−14のいずれかのコンポジットを含んでなるまたは請求項15−29のいずれかの方法で製造される製品。
【請求項31】
製品が包帯材料、作業着、医者の衣服、おしめ、サポート着、失禁商品、またはトレーニングパンツである、請求項30の製品。
【請求項32】
コンポジットが請求項10−20または30−40のいずれかで作られる、請求項41
または42の製品。
【請求項33】
請求項15−29のいずれかの方法で作られるコンポジット。
【請求項34】
請求項15−29のいずれかの方法で作られる、請求項1−14のいずれかのコンポジット。
【請求項1】
弾性不織層に隣る弾性フィルムを含んでなる弾性多層コンポジット。
【請求項2】
上記フィルムが上記弾性不織層と第2の弾性不織層との間に挟まれている3層コンポジットである、請求項1の弾性多層コンポジット。
【請求項3】
上記コンポジットが接着剤、押出し積層、または熱点接合で接合されている、請求項1−2のいずれかの弾性多層コンポジット。
【請求項4】
上記弾性フィルムがモノリシックまたは多層フィルム、網状体、スクリム、または発泡体である、請求項1−3のいずれかの弾性多層コンポジット。
【請求項5】
上記弾性フィルムが通気性であり、または活性化により通気性にできる、請求項1−4のいずれかの弾性多層コンポジット。
【請求項6】
上記フィルムが少なくとも約300g/20℃/m2/日の水蒸気透過速度を有する、請求項1−5のいずれかの弾性多層コンポジット。
【請求項7】
上記第1及び/または第2の不織層が2成分繊維から作られ、2成分繊維が内側の第1成分及び外側の第2成分を含み、第1成分が熱可塑性弾性体であり、第1成分が繊維を少なくとも50%含んでなり、そして第2成分がポリエチレン、ポリプロピレン、またはポリエチレン及びポリプロピレンのブレンドである、請求項1−6のいずれかの弾性多層コンポジット。
【請求項8】
第1及び/または第2不織層が鞘/芯、マルチロ−バル、または先端を処理したマルチロ−バル構造を有する2成分繊維を含む、請求項1−7のいずれかの弾性多層コンポジット。
【請求項9】
上記第1及び/または第2不織層が活性化されてない2成分繊維を含む、請求項1−8のいずれかの弾性多層コンポジット。
【請求項10】
上記第1及び/または第2不織層が延伸活性化された2成分繊維を含む、請求項1−9のいずれかの弾性多層コンポジット。
【請求項11】
上記第1及び/または第2不織層が紡糸接合された、溶融ブローされた、梳毛機で処理された、または空気で配置された(airlaid)不織物のいずれか1つである、請求項1−10のいずれかの弾性多層コンポジット。
【請求項12】
上記コンポジットが延伸活性化されている、請求項1−11のいずれかの弾性多層コンポジット。
【請求項13】
フィルムが通気性である、請求項1−12のいずれかの弾性多層コンポジット。
【請求項14】
上記フィルムが延伸活性化されて、積層に先立つフィルムとしてまたはコンポジットにおいて通気性または水蒸気透過性を付与される、請求項1−13のいずれかの弾性多層コンポジット。
【請求項15】
ニュ−トラルな張力下に弾性フィルム層を第1の不織層に接合することを含んでなる弾性多層コンポジットの製造法。
【請求項16】
第2弾性不織層を上記弾性層に接合し、かつ上記弾性フィルム層を上記第1及び第2不織層間に挟む、請求項15の方法。
【請求項17】
接着剤が上記弾性フィルム層及び上記第1弾性不織層間に存在する、請求項15の方法。
【請求項18】
接着剤が上記弾性フィルム層及び上記第1弾性不織層間に存在し、また接着剤が上記弾性フィルム層及び上記第2弾性不織層間に存在する、請求項16の方法。
【請求項19】
上記弾性フィルム層を上記第1弾性不織層に押出し積層する、請求項15の方法。
【請求項20】
上記弾性フィルム層を上記第1弾性不織層に押出し積層し、かつ弾性フィルム層及び上記第2弾性不織層を接合させるために接着剤または更なる積層法を用いる、請求項16の方法。
【請求項21】
上記弾性フィルム層を、熱点接合により複数の点で上記弾性不織層に固定する、請求項15の方法。
【請求項22】
上記弾性フィルム層を、熱点接合により複数の点で上記第1及び上記第2の弾性不織層に固定する、請求項16の方法。
【請求項23】
上記第1及び/または第2不織層が2成分繊維で形成され、2成分繊維が内側の第1成分及び外側の第2成分を含み、第1成分が熱可塑性弾性体であり、第1成分が繊維を少なくとも50%含んでなり、そして第2成分がポリエチレン、ポリプロピレン、またはポリエチレン及びポリプロピレンのブレンドである、請求項15−22のいずれかの方法。
【請求項24】
いずれかの不織層が鞘/芯、マルチロ−バル、または先端を処理したマルチロ−バル構造を有する2成分繊維を含む、請求項15−23のいずれかの方法。
【請求項25】
いずれかの不織層が活性化されてない2成分繊維を含む、請求項15−24のいずれかの方法。
【請求項26】
いずれかの不織層が延伸活性化された2成分繊維を含む、請求項15−25のいずれかの方法。
【請求項27】
コンポジットが延伸活性化されている、請求項15−26のいずれかの方法。
【請求項28】
溶融接着剤積層法で接合される、請求項15−16のいずれかの方法。
【請求項29】
いずれかの不織層が弾性フィルムの引張り強度より小さい引張り強度を有する、請求項15−28のいずれかの方法。
【請求項30】
請求項1−14のいずれかのコンポジットを含んでなるまたは請求項15−29のいずれかの方法で製造される製品。
【請求項31】
製品が包帯材料、作業着、医者の衣服、おしめ、サポート着、失禁商品、またはトレーニングパンツである、請求項30の製品。
【請求項32】
コンポジットが請求項10−20または30−40のいずれかで作られる、請求項41
または42の製品。
【請求項33】
請求項15−29のいずれかの方法で作られるコンポジット。
【請求項34】
請求項15−29のいずれかの方法で作られる、請求項1−14のいずれかのコンポジット。
【図1】

【図2】
【図2】
【公表番号】特表2007−503330(P2007−503330A)
【公表日】平成19年2月22日(2007.2.22)
【国際特許分類】
【出願番号】特願2006−524102(P2006−524102)
【出願日】平成16年8月23日(2004.8.23)
【国際出願番号】PCT/US2004/027252
【国際公開番号】WO2005/019515
【国際公開日】平成17年3月3日(2005.3.3)
【出願人】(505141565)アドバンスド・デザイン・コンセプト・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング (5)
【Fターム(参考)】
【公表日】平成19年2月22日(2007.2.22)
【国際特許分類】
【出願日】平成16年8月23日(2004.8.23)
【国際出願番号】PCT/US2004/027252
【国際公開番号】WO2005/019515
【国際公開日】平成17年3月3日(2005.3.3)
【出願人】(505141565)アドバンスド・デザイン・コンセプト・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング (5)
【Fターム(参考)】
[ Back to top ]