
定着ローラーおよび該定着ローラーの製造方法およびテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブ
【課題】本発明の課題は、良好なトナー離型性と加熱効率を有する定着ローラーを提供することにある。
【解決手段】 芯金2の表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)の10μm以上25μm以下の膜厚の離型性樹脂膜(PFA膜)3を形成した定着ローラー1は、優れたトナー離型性と加熱効率を有する。
【解決手段】 芯金2の表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)の10μm以上25μm以下の膜厚の離型性樹脂膜(PFA膜)3を形成した定着ローラー1は、優れたトナー離型性と加熱効率を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真装置、プリンター等に使用される定着ローラーおよび該定着ローラーの製造方法、更に該定着ローラーに使用されるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料とするチューブに関するものである。
【背景技術】
【0002】
〔発明の背景〕
この種の定着ローラーは、トナーを加熱して紙等の基材に融着させるために使用される。そのためには該定着ローラー表面はトナーが融着しないようにトナー離型性を有することが要求される。
そのためにはローラーの芯金の表面に離型性樹脂膜を形成した構成が提供されている。上記したように定着ローラーはトナーを加熱して基材に融着させるために使用されるローラーであるから、ローラー表面を短時間で所定温度まで加熱するために、離型性樹脂膜はなるべく薄い方が好ましい。
一般に上記離型性樹脂膜を上記芯金表面に形成するには、上記離型性樹脂膜を材料とするチューブを上記芯金に被着し、加熱することによって該チューブを該芯金に融着する方法が採用されている。
【0003】
〔従来の技術〕
上記したように、該芯金表面に該離型性樹脂膜を形成するには、該離型性樹脂を材料とするチューブが使用される。該チューブは該離型性樹脂を押出成形することによって製造されるのが一般的である。
そこで最近では押出成形性の良い離型性樹脂として、例えばテトラフルオロエチレン−ポリエチレンフルオロビニルエーテルのようなテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)が選択されている(例えば特許文献1〜3参照)。
上記PFA膜を芯金表面に被覆するには、芯金にPFAチューブを被覆し、PFAの融点(310〜320℃)以上に加熱して該PFAを該芯金に融着せしめ、その後冷却する方法が採られている。
【0004】
【特許文献1】特開昭63−004285号公報
【特許文献1】特開平04−331133号公報
【特許文献1】特開2004−151446号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記したように、定着ローラーにおいて芯金表面に形成されるPFA膜は加熱効率の点からみて望ましいが、従来では該チューブを構成するPFAのASTM−D1238によるMFRが2.0g/10分膜厚が25μm以下になると、PFAチューブに折れしわが発生し易くなってハンドリング性が悪いこと、PFAチューブを芯金に融着する場合、該PFAチューブに裂け等の不具合が発生し易いこと等の問題点があった。
【課題を解決するための手段】
【0006】
本発明は上記従来の課題を解決するための手段として、芯金と、該芯金2表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜3を形成した定着ローラーを提供するものである。
上記定着ローラー1はテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブを該芯金2表面に被着し、加熱することによって該チューブを該芯金2表面にに融着せしめることによって該芯金2表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜3を形成する方法によって製造されることが望ましい。
【0007】
更に本発明ではテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブの材料であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブ、更にテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブを構成する該テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であることチューブが提供される。
【発明の効果】
【0008】
〔作用〕
芯金2表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であるようなPFA膜3を形成するようなチューブのMFRは、略PFA膜3のMFRと同様に2.5g/10分以上30.0g/10分以下であり、このような範囲のMFRを有するPFAチューブは、25μm以下の膜厚になっても折れしわが発生しにくゝ、また該PFAチューブは芯金2に融着する場合に裂け等の不具合が発生しにくい。
そして芯金2表面に25μm以下のPFA膜3を形成した定着ローラー1は加熱効率が良好で、短時間でトナーを基材に融着することが出来る温度まで加熱される。
【0009】
〔効果〕
本発明では、トナー離型性が良好でかつ加熱効率の良い定着ローラーが提供される。
【発明を実施するための最良の形態】
【0010】
本発明を以下に詳細に説明する。
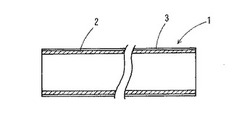
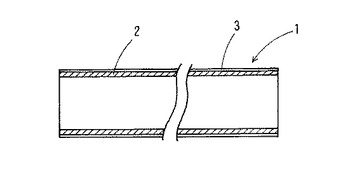
図1に示す定着ローラー1は、アルミニウム、鉄、ステンレススチール等の金属からなる中空の芯金2と、該芯金2表面に形成されるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)膜3とからなる。こゝにPFAはテトラフルオロエチレンと、式:CF2 =CF−O−Rf(式中Rfは炭素数1〜10のフルオロアルキル基を表す)で表されるフルオロアルキルビニルエーテルの1種または2種以上との共重合体であり、該PFAの代表的なものとしてはテトラフルオロエチレン−ポリエチレンフルオロビニルエーテルがある。本発明において使用可能な市販のPFAペレットとしては、例えば三井デュポンフロロケミカル社製440HP−J(MFR14.08g/10分)、450HP−J(MFR2.0g/10分)、451HP−J(MFR2.0g/10分)、350HP−J(MFR2.0g/10分)(以上商品名)、旭化成社製9−66P(MFR2.0g/10分)(商品名)等が例示される。上記芯金2の外径は通常20mm以上40mm以下、厚み0.1mm以上3.0mm以下、上記PFA膜3の厚みは通常10μm以上50μm以下、望ましくは10μm以上30μm以下である。
【0011】
上記定着ローラー1を製造するには、上記芯金2に上記PFA膜3からなるチューブを被着し、この状態でオーブン中に入れて上記PFA膜の融点(300〜310℃)以上の温度で通常15分〜25分の焼付け処理を行う。
【0012】
上記PFAチューブのASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下、望ましくは3.0g/10分以上25g/10分以下に設定し、また膜厚は10μm以上25μm以下、望ましくは10μm以上20μm以下に設定する。こゝにASTM−D1238によるMFRはPFAを372℃で加熱溶融し、溶融物に5kgの荷重をかけて内径21mm×外径8.9mm×高さ8.0mmのオリフィスから10分間流出せしめた場合の樹脂量(g)として表す。単位はg/10分である。
【0013】
上記PFAチューブのMFRが2.5g/10分に満たない場合は、樹脂が硬すぎて芯金に被着する際に25μm以下の膜厚では裂けが発生し易くなり、またMFRが30.0g/10分を越える場合は、樹脂が軟質すぎてしわが発生し易くハンドリング性が悪化する。
更にPFAチューブの膜厚が10μmに満たない場合には、チューブが軟質すぎてしわが発生し易くハンドリング性が悪化し、PFAチューブの膜厚が25μmを越えると加熱効率が悪化し所定の温度に加熱するまでの時間が長くなる。
【0014】
上記PFAチューブは通常PFAペレットを使用して押出成形によって成形されるが、成形温度はPFAの融点(300〜310℃)以上、通常350〜400℃程度に設定される。成形温度は使用するPFAペレットのMFRを考慮して試行作業を行なって決定すべきである。本発明において望ましいPFAペレットは、PFAチューブのMFRと略等しいMFR、即ち2.5g/10分以上30.0g/10分以下のMFRを有するものである。このようなPFAペレットを使用すると成形温度は350℃前後に設定出来、このような成形温度ではPFAペレットのMFRと、得られるPFAチューブのMFRと略んど同等になる。しかし例えば成形温度を400℃にすると、MFR2.0g/10分(<2.5g/10分)のPFAペレットであっても、MFRが3.6g/10分のチューブが得られる。 PFAペレットのMFRとPFAチューブのMFRの成形温度による変化を表1に示す。
【0015】
【表1】

【0016】
以下に本発明の実施例を挙げる。
【実施例1】
【0017】
外径φ25.8mm、肉厚0.5mmの鉄製のパイプ状芯金を使用した。PFA(三井デュポンフロロケミカル社製フッ素樹脂440HP−J)のペレット(MFR2.0g/10分)を材料として用いて400℃の成形温度で押出成形することによって、肉厚20μmのチューブを製造した。該チューブのMFRは3.6g/10分であった。上記チューブを該芯金に被着し、オーブンで380℃/20分の焼付け処理を行った後、オーブンから取出して室温に放置して冷却を行ない定着ローラーを作製した。
このようにして得られた定着ローラーのPFA膜のMFRおよび膜厚は、上記チューブのMFRおよび膜厚と殆ど同一であり、PFA膜には裂け等の欠陥は全くみられなかった。
【実施例2】
【0018】
外径φ25.3mm、肉厚0.2mmの鉄製のパイプ状芯金を使用した。PFA(三井デュポンフロロケミカル製フッ素樹脂451HP−J)のペレット(MFR10.0g/10分)を材料として用いて350℃の成形温度で押出成形することによって、肉厚20μmのチューブを製造した。該チューブのMFRは11.2g/10分であった。上記チューブを該芯金に被着し、オーブンで380℃/20分の焼付け処理を行った後、オーブンから取出して室温に放置して冷却を行ない定着ローラーを作製した。 このようにして得られた定着ローラーのPFA膜のMFRおよび膜厚は、上記チューブのMFRおよび膜厚と殆ど同一であり、PFA膜には裂け等の欠陥は全くみられなかった。
【0019】
〔比較例〕 実施例1と同様なパイプ状芯金を使用した。実施例1に使用したPFAペレットを用いて350℃の成形温度で押出成形することによって肉厚20μmのチューブを製造した。該チューブのMFRは2.3g/10分(<2.5g/10分)であった。上記チューブを芯金に被着したところ裂けが発生した。
【産業上の利用可能性】
【0020】
本発明の定着ローラーは、芯金表面に形成されているPFA膜によって良好なトナー離型性を有し、かつ該PFA膜は25μm以下の薄いものであるから、加熱効率も良好である。
【図面の簡単な説明】
【0021】
【図1】定着ローラーの一部省略側断面図。
【符号の説明】
【0022】
1 定着ローラー
2 芯金
3 PFA膜
【技術分野】
【0001】
本発明は、電子写真装置、プリンター等に使用される定着ローラーおよび該定着ローラーの製造方法、更に該定着ローラーに使用されるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料とするチューブに関するものである。
【背景技術】
【0002】
〔発明の背景〕
この種の定着ローラーは、トナーを加熱して紙等の基材に融着させるために使用される。そのためには該定着ローラー表面はトナーが融着しないようにトナー離型性を有することが要求される。
そのためにはローラーの芯金の表面に離型性樹脂膜を形成した構成が提供されている。上記したように定着ローラーはトナーを加熱して基材に融着させるために使用されるローラーであるから、ローラー表面を短時間で所定温度まで加熱するために、離型性樹脂膜はなるべく薄い方が好ましい。
一般に上記離型性樹脂膜を上記芯金表面に形成するには、上記離型性樹脂膜を材料とするチューブを上記芯金に被着し、加熱することによって該チューブを該芯金に融着する方法が採用されている。
【0003】
〔従来の技術〕
上記したように、該芯金表面に該離型性樹脂膜を形成するには、該離型性樹脂を材料とするチューブが使用される。該チューブは該離型性樹脂を押出成形することによって製造されるのが一般的である。
そこで最近では押出成形性の良い離型性樹脂として、例えばテトラフルオロエチレン−ポリエチレンフルオロビニルエーテルのようなテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)が選択されている(例えば特許文献1〜3参照)。
上記PFA膜を芯金表面に被覆するには、芯金にPFAチューブを被覆し、PFAの融点(310〜320℃)以上に加熱して該PFAを該芯金に融着せしめ、その後冷却する方法が採られている。
【0004】
【特許文献1】特開昭63−004285号公報
【特許文献1】特開平04−331133号公報
【特許文献1】特開2004−151446号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記したように、定着ローラーにおいて芯金表面に形成されるPFA膜は加熱効率の点からみて望ましいが、従来では該チューブを構成するPFAのASTM−D1238によるMFRが2.0g/10分膜厚が25μm以下になると、PFAチューブに折れしわが発生し易くなってハンドリング性が悪いこと、PFAチューブを芯金に融着する場合、該PFAチューブに裂け等の不具合が発生し易いこと等の問題点があった。
【課題を解決するための手段】
【0006】
本発明は上記従来の課題を解決するための手段として、芯金と、該芯金2表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜3を形成した定着ローラーを提供するものである。
上記定着ローラー1はテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブを該芯金2表面に被着し、加熱することによって該チューブを該芯金2表面にに融着せしめることによって該芯金2表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜3を形成する方法によって製造されることが望ましい。
【0007】
更に本発明ではテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブの材料であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブ、更にテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブを構成する該テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であることチューブが提供される。
【発明の効果】
【0008】
〔作用〕
芯金2表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であるようなPFA膜3を形成するようなチューブのMFRは、略PFA膜3のMFRと同様に2.5g/10分以上30.0g/10分以下であり、このような範囲のMFRを有するPFAチューブは、25μm以下の膜厚になっても折れしわが発生しにくゝ、また該PFAチューブは芯金2に融着する場合に裂け等の不具合が発生しにくい。
そして芯金2表面に25μm以下のPFA膜3を形成した定着ローラー1は加熱効率が良好で、短時間でトナーを基材に融着することが出来る温度まで加熱される。
【0009】
〔効果〕
本発明では、トナー離型性が良好でかつ加熱効率の良い定着ローラーが提供される。
【発明を実施するための最良の形態】
【0010】
本発明を以下に詳細に説明する。
図1に示す定着ローラー1は、アルミニウム、鉄、ステンレススチール等の金属からなる中空の芯金2と、該芯金2表面に形成されるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)膜3とからなる。こゝにPFAはテトラフルオロエチレンと、式:CF2 =CF−O−Rf(式中Rfは炭素数1〜10のフルオロアルキル基を表す)で表されるフルオロアルキルビニルエーテルの1種または2種以上との共重合体であり、該PFAの代表的なものとしてはテトラフルオロエチレン−ポリエチレンフルオロビニルエーテルがある。本発明において使用可能な市販のPFAペレットとしては、例えば三井デュポンフロロケミカル社製440HP−J(MFR14.08g/10分)、450HP−J(MFR2.0g/10分)、451HP−J(MFR2.0g/10分)、350HP−J(MFR2.0g/10分)(以上商品名)、旭化成社製9−66P(MFR2.0g/10分)(商品名)等が例示される。上記芯金2の外径は通常20mm以上40mm以下、厚み0.1mm以上3.0mm以下、上記PFA膜3の厚みは通常10μm以上50μm以下、望ましくは10μm以上30μm以下である。
【0011】
上記定着ローラー1を製造するには、上記芯金2に上記PFA膜3からなるチューブを被着し、この状態でオーブン中に入れて上記PFA膜の融点(300〜310℃)以上の温度で通常15分〜25分の焼付け処理を行う。
【0012】
上記PFAチューブのASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下、望ましくは3.0g/10分以上25g/10分以下に設定し、また膜厚は10μm以上25μm以下、望ましくは10μm以上20μm以下に設定する。こゝにASTM−D1238によるMFRはPFAを372℃で加熱溶融し、溶融物に5kgの荷重をかけて内径21mm×外径8.9mm×高さ8.0mmのオリフィスから10分間流出せしめた場合の樹脂量(g)として表す。単位はg/10分である。
【0013】
上記PFAチューブのMFRが2.5g/10分に満たない場合は、樹脂が硬すぎて芯金に被着する際に25μm以下の膜厚では裂けが発生し易くなり、またMFRが30.0g/10分を越える場合は、樹脂が軟質すぎてしわが発生し易くハンドリング性が悪化する。
更にPFAチューブの膜厚が10μmに満たない場合には、チューブが軟質すぎてしわが発生し易くハンドリング性が悪化し、PFAチューブの膜厚が25μmを越えると加熱効率が悪化し所定の温度に加熱するまでの時間が長くなる。
【0014】
上記PFAチューブは通常PFAペレットを使用して押出成形によって成形されるが、成形温度はPFAの融点(300〜310℃)以上、通常350〜400℃程度に設定される。成形温度は使用するPFAペレットのMFRを考慮して試行作業を行なって決定すべきである。本発明において望ましいPFAペレットは、PFAチューブのMFRと略等しいMFR、即ち2.5g/10分以上30.0g/10分以下のMFRを有するものである。このようなPFAペレットを使用すると成形温度は350℃前後に設定出来、このような成形温度ではPFAペレットのMFRと、得られるPFAチューブのMFRと略んど同等になる。しかし例えば成形温度を400℃にすると、MFR2.0g/10分(<2.5g/10分)のPFAペレットであっても、MFRが3.6g/10分のチューブが得られる。 PFAペレットのMFRとPFAチューブのMFRの成形温度による変化を表1に示す。
【0015】
【表1】
【0016】
以下に本発明の実施例を挙げる。
【実施例1】
【0017】
外径φ25.8mm、肉厚0.5mmの鉄製のパイプ状芯金を使用した。PFA(三井デュポンフロロケミカル社製フッ素樹脂440HP−J)のペレット(MFR2.0g/10分)を材料として用いて400℃の成形温度で押出成形することによって、肉厚20μmのチューブを製造した。該チューブのMFRは3.6g/10分であった。上記チューブを該芯金に被着し、オーブンで380℃/20分の焼付け処理を行った後、オーブンから取出して室温に放置して冷却を行ない定着ローラーを作製した。
このようにして得られた定着ローラーのPFA膜のMFRおよび膜厚は、上記チューブのMFRおよび膜厚と殆ど同一であり、PFA膜には裂け等の欠陥は全くみられなかった。
【実施例2】
【0018】
外径φ25.3mm、肉厚0.2mmの鉄製のパイプ状芯金を使用した。PFA(三井デュポンフロロケミカル製フッ素樹脂451HP−J)のペレット(MFR10.0g/10分)を材料として用いて350℃の成形温度で押出成形することによって、肉厚20μmのチューブを製造した。該チューブのMFRは11.2g/10分であった。上記チューブを該芯金に被着し、オーブンで380℃/20分の焼付け処理を行った後、オーブンから取出して室温に放置して冷却を行ない定着ローラーを作製した。 このようにして得られた定着ローラーのPFA膜のMFRおよび膜厚は、上記チューブのMFRおよび膜厚と殆ど同一であり、PFA膜には裂け等の欠陥は全くみられなかった。
【0019】
〔比較例〕 実施例1と同様なパイプ状芯金を使用した。実施例1に使用したPFAペレットを用いて350℃の成形温度で押出成形することによって肉厚20μmのチューブを製造した。該チューブのMFRは2.3g/10分(<2.5g/10分)であった。上記チューブを芯金に被着したところ裂けが発生した。
【産業上の利用可能性】
【0020】
本発明の定着ローラーは、芯金表面に形成されているPFA膜によって良好なトナー離型性を有し、かつ該PFA膜は25μm以下の薄いものであるから、加熱効率も良好である。
【図面の簡単な説明】
【0021】
【図1】定着ローラーの一部省略側断面図。
【符号の説明】
【0022】
1 定着ローラー
2 芯金
3 PFA膜
【特許請求の範囲】
【請求項1】
芯金と、該芯金表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜を形成したことを特徴とする定着ローラー。
【請求項2】
テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブを該芯金表面に被着し、加熱することによって該チューブを該芯金表面に融着せしめることによって該芯金表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜を形成することを特徴とする定着ローラーの製造方法。
【請求項3】
テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブの材料であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であることを特徴とするテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブ。
【請求項4】
テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブを構成する該テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であることを特徴とするチューブ。
【請求項1】
芯金と、該芯金表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜を形成したことを特徴とする定着ローラー。
【請求項2】
テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブを該芯金表面に被着し、加熱することによって該チューブを該芯金表面に融着せしめることによって該芯金表面にASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下のテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体膜を形成することを特徴とする定着ローラーの製造方法。
【請求項3】
テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブの材料であるテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であることを特徴とするテトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブ。
【請求項4】
テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体を材料としたチューブであって、該チューブを構成する該テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体のASTM−D1238によるMFRが2.5g/10分以上30.0g/10分以下であり、かつ膜厚が10μm以上25μm以下であることを特徴とするチューブ。
【図1】

【公開番号】特開2007−272076(P2007−272076A)
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願番号】特願2006−99732(P2006−99732)
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000251288)鈴鹿富士ゼロックス株式会社 (156)
【Fターム(参考)】
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000251288)鈴鹿富士ゼロックス株式会社 (156)
【Fターム(参考)】
[ Back to top ]