
定着用ローラ
【課題】 サーミスタ、剥離爪、さらには定着用紙質などに影響されることなく、その離型層の耐磨耗性が格段に改善された定着用ローラを提供する。
【解決手段】 外表面が山―谷状に粗面化された芯金に離型層を設けるにあたり、一連の山部の先端を該離型層の外表面を超えて突出させる。
【解決手段】 外表面が山―谷状に粗面化された芯金に離型層を設けるにあたり、一連の山部の先端を該離型層の外表面を超えて突出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、定着用ローラに関する。さらに詳しくは、本発明は、加熱ローラとこれに接する加圧ローラとを含む定着ローラユニットにおいて、前者の加熱ローラとして特に有用な定着用ローラに関する。
【背景技術】
【0002】
定着ローラユニット、特にコピー機やプリンターの定着ローラユニットで採用される加熱ローラには、その表面離型層(以下、単に“離型層”と略記する)の耐磨耗性が厳しく要求される。これは、該加熱ローラに接して設けられたサーミスタや定着紙用の剥離爪により、該加熱ローラの離型層が損傷され易いからである。加えて、該ユニットに、特に粗悪な定着用紙が通紙されると、該加熱ローラの離型層の損傷はさらに加速される。また、加熱ローラによる定着時の問題としては、トナー画像の一部が加熱ローラに付着しながら随伴し、それが画像へ悪影響を及ぼす、いわゆるオフセット現象があり、これを防止することは不可欠となっている。
【0003】
上記の離型層の耐磨耗性を向上させる手段としては、該離型層中に耐磨耗剤を添加する方式がある(例えば、特許文献1参照。)。しかしながら、この方式では、耐磨耗剤を添加する分だけ、本来の離型層の比率が低下し、したがって、その離型性が悪化するため、定着時にトナーが該離型層から剥れにくくなる。また、上述したサーミスタや剥離爪により離型層が削られ、これにともなって、該耐磨耗剤も脱落してしまう。
【0004】
また、上記オフセット現象の防止手段としては、クリーナーローラを付設する方式が一般的に知られている。しかしながら、この方式では、取り付けコストが非常に高くなってしまい、併せて、その取り付けのために余分なスペースの確保を強いられる。
【0005】
【特許文献1】特開平7−277827
【発明の開示】
【発明が解決しようとする課題】
【0006】
したがって、本発明の課題は、上述したサーミスタ、剥離爪、さらには定着用紙質などに影響されることなく、その離型層の耐磨耗性が格段に改善された定着用ローラを提供することにある。
【課題を解決するための手段】
【0007】
本発明によれば、驚くべきことであるが、従来の概念に反して、外表面が山―谷状に粗面化された芯金に離型層を設けるにあたり、一連の山部の先端を該離型層の外表面を超えて突出させるとき、所望の耐磨耗性が得られることが究明された。
【発明の効果】
【0008】
本発明の定着用ローラを、定着ローラユニットの加熱ローラとして配した場合、以下のような顕著な効果が奏される。
a.サーミスタ、剥離爪、さらに定着用紙などは、先ず一連の山部先端に接触し、その後で離型層に接する。このため、該山部先端が前記部材との間に緩衝機能を発揮して、該離型層を削れにくくする。したがって、従来のように、離型層に耐磨耗剤を添加しなくても、該離型層の耐磨耗性は勿論その恒久性が確保される。
b.該山部先端は、離型層の構成材料(典型的には、フッ素樹脂)より遥に熱伝導度が高い。また、外表面が山―谷状に粗面化された芯金を使用しており、その先端が離型層の外表面を超えて突出した構造をとっている。このため、芯金から離型層へ効率よく熱を伝える事ができるので、コピー機やプリンターのウォームアップ時間を短くする事ができる。さらに、加圧ローラの弾性層にシリコーンゴム層、特に発泡層(スポンジ層)を使用すると、加圧ローラから熱が逃げることを抑制でき、相乗効果が期待できる。
c.さらに、該加圧ローラの表面を導電層で構成した場合には、セルフクリーニング効果をも得られる。すなわち、定着用紙に定着しきれないトナーが該山部先端の表面に残ったとしても、この残存トナーは、導電性(離型性の悪い)の加圧ローラ側に転写され、ついで、該加圧ローラから定着用紙の裏面に転写される。この際の、トナー転写量は微量ずつのため、印刷品位に実質的な支障は生じない。
【発明を実施するための最良の形態】
【0009】
以下、本発明の定着用ローラについて、図面を参照しながら説明する。
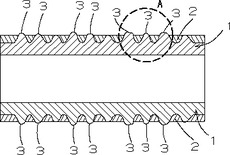
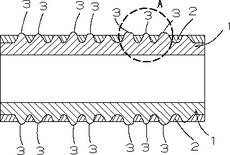
図1は、本発明の定着用ローラの一例を示す縦断面図である。
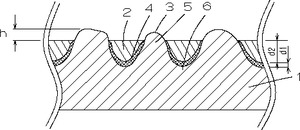
図2は、図1のA部の拡大模式図である。
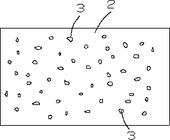
図3は、図1のA部の上面図である。
【0010】
図1において、(1)は外表面が山―谷状に粗面化された中空芯金、(2)は離型層、そして、(3)は離型層(2)の外表面から突出した該山部の先端である。この山部先端(3)の突出状態は、図1のA部を例にとり、その部分拡大図として図2に示されている。ここで、離型層(2)は中空芯金(1)の外表面(粗面)に接着剤層(4)を介して固着されている。さらに、(5)は上記の粗面の山部、(6)は同じく谷部である。これらの構成において、特徴的なことは、離型層(2)の外表面を超えて山部先端(3)が突出していることである。しかも、この山部先端(3)は、図3に示すように、ローラ外表面を構成する離型層(2)の全面に亘って点在しているので、上記のa〜cのような格別顕著な効果をもたらす。
【0011】
さらに、本発明について詳述する。
【0012】
中空芯金(1)はアルミニウムやSUSで構成され、その寸法は、コピー機やプリンターの仕様に応じて適宜設定される。肝心なことは、その外表面がサンドブラスト加工や切削加工により、山―谷状に粗面化されていることである。そのときの粗面の程度は、Raとして、1〜9であればよいが、特に3〜4.5であるのが好ましい。
【0013】
上記の粗面には、先ず接着剤層(4)が塗布される。接着剤層(4)としては、斯界で常用されているプライマー、好ましくは、フッ素樹脂を主成分とするプライマーが用いられる。その際の塗布厚(d1)は、3μm〜10μm程度であればよいが、好ましくは5±2μmである。この厚みは、山―谷の起伏に沿ってほぼ均一な層厚として形成される。
【0014】
この接着剤層(4)の外表面には、離型層(2)が形成される。この離型層(2)は通常、絶縁性のフッ素樹脂、すなわち離型性に優れたフッ素樹脂で構成される。フッ素樹脂としては、PFA、PTFE、さらにはFEPなどが挙げられ、これらは単体または混合物の形で供される。離型層(2)の形成にあたっては、これらフッ素樹脂の溶液をコーティングあるいはスプレイ方式にて塗膜とすればよい。その後、乾燥された塗膜表面、すなわち離型層(2)の表面は、研磨加工により平滑化されるが、その際、山部先端(3)が露出するまでに研磨を続行する。このようにして、離型層(2)の外表面を超えて突出した山部先端(3)が点在した状態が得られる。このときの離型層(2)の厚み(d2)は、10μm〜50μm程度にあればよいが、好ましくは20±5μmである。そして、これら(d1)と(d2)と和は、13μm〜60μm、特に25±10μmの範囲に調整されるのが好ましい。
【0015】
本発明において、離型層(2)の外表面を越えて突出した山部先端(3)は、前述したように、サーミスタ、剥離爪、さらに紙等は、先ず山部先端(3)に触れ、その後で離型層(2)に接することが肝要である。この意味で、山部先端(3)の突出高さ(h)は、5μm以下、特に1μm〜3μmの範囲にあるのが好ましい。さらに、前述した山部先端(3)の加圧ローラに対する熱伝導並びにトナー転写機能を確保するためには、山部先端(3)の各面積(S1)が0.5mm2以下、特に、0.001mm2〜0.15mm2の範囲にあり、また、山部先端(3)の総面積(S2)が、この(S2)を含む、離型層(2)の外表面積(S3)に対して、0.01%〜8%の範囲にあるのが好ましい。ここで、面積(S1)は、山部先端(3)の根元部の投影的面積、すなわち離型層(2)の外表面と同一面での面積とする。この面積(S1)の測定法は、以下の定義に従う。
【0016】
マイクロスコープ等で約100倍に拡大してロール側面を真上から観察し、1mm2当たりの山部先端の根元部面積平均値を算出する。これを中空芯金(1)の長手方向に対する垂直方向から見て上下左右4箇所でそれぞれ平均値を算出し、これらの値の平均値を面積(S1)とする。
【0017】
本発明の定着用ローラは、これを加熱ローラとした定着ローラユニットにおいて、特にその有用性を如何なく発揮する。この場合、該加熱ローラに接する加圧ローラとして、その表層部が該加熱ローラの離型層(2)より導電性の高いような加圧ローラを採用することにより、定着ローラユニットとしてのセルフクリーニング効果が得られる。つまり、定着用紙に定着しきれないトナーが該山部先端群の表面に残ったとしても、この残存トナーは、導電性の加圧ローラ側に転写され、さらに、該加圧ローラから紙の裏面に転写される。
【0018】
この場合、該加熱ローラの離型層(2)は、既に述べたように、絶縁性のフッ素樹脂(PFA、PTFE、さらにはFEPなど)で構成する。そして、加圧ローラの表層部は、PFA、PTFE、さらにはFEPに導電剤などを添加してなる導電性フッ素樹脂で構成する。このときの表層部の導電性については、表面抵抗にして1010Ω以下、特に103〜106Ωに調整されているのが好ましい。該加圧ローラ自体は、周知のように、芯金の外周に発泡又は非発泡の弾性層が設けられる。したがって、該表層部は、これら弾性層の外周に、例えば、前述の導電性フッ素樹脂のチューブを被覆することによって容易に得ることができる。
【実施例】
【0019】
[実施例]
以下は、図1〜図3に示した態様についての実施例である。
【0020】
芯金(1)として、アルミニウム製の中空管(長さ:248mm、外径:25mm、肉厚:1.1mm)を用い、その外表面をサンドブラスト加工(条件:砂#80、処理時間150秒、吐出圧0.5±0.1MPa)を施して、Raが4の山―谷状粗面とした。この粗面に、フッ素樹脂を主成分とするプライマー(「EK−1908GY」ダイキン工業株式会社製)を塗布して、接着剤層(4)を形成した。そのときの塗布厚(d1)は、6.0μmとした。さらに、この接着剤層(4)の外表面に、無垢(絶縁性)のPFA樹脂の40〜50wt%水溶液をコーティングして塗膜を得た。ついで、乾燥後の塗膜表面をセンタレス研磨加工(回転数:1000rpm、送り速度:20mm/s)に付し、山部先端(3)の突出高さ(h)が1.8μmに到達した時点で該研磨加工を終了した。このようにして、離型層(2)の外表面を超えて突出した山部先端(3)が点在した状態(図3)が得られた。
【0021】
このときの離型層(2)の厚み(d2)は、20μmであった。また、山部先端(3)の面積(S1)は最大で0.12mm2であり、且つこれら山部先端(3)の総面積(S2)は、離型層(2)の外表面積(S3)に対して、3.5%を占めていた。
【0022】
上記実施例に記載の定着ローラを加熱ローラとし、これと加圧ローラとからなる定着ローラユニットを、市販プリンターに搭載して、通紙試験を実施した。このときの加圧ローラは、鉄に無電解ニッケルメッキ処理を施した中実管(長さ:238mm、外径:13mm)の外周にシリコーンゴム発泡層(厚み:6mm、硬度:45±5)を設け、さらにその外表面に、導電剤(カーボン)を添加して表面抵抗を1.53×105Ωに調整したPFAチューブ(肉厚:30μm)を被覆したものである。
【0023】
[比較例1]
上記の実施例において、アルミニウム製の中空管(長さ:248mm、外径:25mm、肉厚:1.1mm)の外表面をサンドブラスト加工(条件:砂#150、処理時間120秒、吐出圧0.2±0.05MPa)を施して、Raが2の山―谷状粗面としてなる芯金(1)を使用したこと以外は同様の操作を繰り返して、定着ローラを作成した。このとき、山部先端(3)は離型層表面から突出していなかった。この定着ローラを加熱ローラとし、これと上記実施例と同様の加圧ローラとからなる定着ローラユニットにて通紙試験を実施した。
【0024】
[比較例2]
上記の実施例において、加圧ローラの最外層に無垢(絶縁性)のPFAチューブを使用したこと以外は同様の操作を繰り返して定着ローラユニットを作成し、同様に通紙試験を実施した。
【0025】
通紙試験に使用した紙は粗悪紙(名称:COPY POWER、重量:80g/m2、インド製)とし、評価項目としては、加熱ローラの耐磨耗性(対剥離爪部、サーミスタ部)、熱伝導性(ウォームアップ時間)、セルフクリーニング能(オフセット発生状況)とした。この結果を表1〜4に示す。
【0026】
【表1】

【0027】
【表2】
【0028】
【表3】
【0029】
【表4】
【0030】
ここで、表3に記載のオフセット軽微とは、印刷した際に白紙部分に不要なトナーがかすかに付着している状態、オフセット重度とは、印刷した際に、白紙部分に不要なトナーが黒色ではっきりと付着している状態を示す。
【0031】
表1〜4から以下のことが明らかになる。表1及び表2において、実施例と比較例1とを比べると、比較例1の方が通紙枚数の増加に伴って加熱ローラの削れ量が多くなっている。このことから、芯金山部先端(3)が、剥離爪、サーミスタとの間に緩衝機能を発揮して離型層(2)を削れにくくしており、耐磨耗性が向上していることが言える。また、表3において、実施例と比較例1とを比べると、実施例のウォームアップ時間が短くなっている。このことから、芯金山部先端(3)が離型層の外表面を超えて突出した構造をとっているため、芯金(1)から離型層(2)へより効率よく熱が伝わっており、熱伝導性が向上していることが言える。更に、表4において、実施例と比較例2とを比べると、実施例では通紙枚数約95000枚までは、「オフセット無し」であるのに対し、比較例2では通紙枚数約40000枚から、「オフセット発生が重度」となっている。このことから、実施例の加圧ローラの表面を導電層で構成したことによって、セルフクリーニング効果をも得られていることが分かる。
【産業上の利用可能性】
【0032】
本発明の定着用ローラは、フィルムのような薄膜体の搬送ローラとしても利用される。
【図面の簡単な説明】
【0033】
【図1】本発明の定着用ローラの一例を示す縦断面図。
【図2】図1のA部の拡大模式図。
【図3】図1のA部の上面図。
【符号の説明】
【0034】
1 中空芯金
2 離型層
3 山部先端
4 接着剤層
5 山部
6 谷部
d1 接着剤層の厚さ
d2 離型層の厚さ
h 山部先端の突出高さ
【技術分野】
【0001】
本発明は、定着用ローラに関する。さらに詳しくは、本発明は、加熱ローラとこれに接する加圧ローラとを含む定着ローラユニットにおいて、前者の加熱ローラとして特に有用な定着用ローラに関する。
【背景技術】
【0002】
定着ローラユニット、特にコピー機やプリンターの定着ローラユニットで採用される加熱ローラには、その表面離型層(以下、単に“離型層”と略記する)の耐磨耗性が厳しく要求される。これは、該加熱ローラに接して設けられたサーミスタや定着紙用の剥離爪により、該加熱ローラの離型層が損傷され易いからである。加えて、該ユニットに、特に粗悪な定着用紙が通紙されると、該加熱ローラの離型層の損傷はさらに加速される。また、加熱ローラによる定着時の問題としては、トナー画像の一部が加熱ローラに付着しながら随伴し、それが画像へ悪影響を及ぼす、いわゆるオフセット現象があり、これを防止することは不可欠となっている。
【0003】
上記の離型層の耐磨耗性を向上させる手段としては、該離型層中に耐磨耗剤を添加する方式がある(例えば、特許文献1参照。)。しかしながら、この方式では、耐磨耗剤を添加する分だけ、本来の離型層の比率が低下し、したがって、その離型性が悪化するため、定着時にトナーが該離型層から剥れにくくなる。また、上述したサーミスタや剥離爪により離型層が削られ、これにともなって、該耐磨耗剤も脱落してしまう。
【0004】
また、上記オフセット現象の防止手段としては、クリーナーローラを付設する方式が一般的に知られている。しかしながら、この方式では、取り付けコストが非常に高くなってしまい、併せて、その取り付けのために余分なスペースの確保を強いられる。
【0005】
【特許文献1】特開平7−277827
【発明の開示】
【発明が解決しようとする課題】
【0006】
したがって、本発明の課題は、上述したサーミスタ、剥離爪、さらには定着用紙質などに影響されることなく、その離型層の耐磨耗性が格段に改善された定着用ローラを提供することにある。
【課題を解決するための手段】
【0007】
本発明によれば、驚くべきことであるが、従来の概念に反して、外表面が山―谷状に粗面化された芯金に離型層を設けるにあたり、一連の山部の先端を該離型層の外表面を超えて突出させるとき、所望の耐磨耗性が得られることが究明された。
【発明の効果】
【0008】
本発明の定着用ローラを、定着ローラユニットの加熱ローラとして配した場合、以下のような顕著な効果が奏される。
a.サーミスタ、剥離爪、さらに定着用紙などは、先ず一連の山部先端に接触し、その後で離型層に接する。このため、該山部先端が前記部材との間に緩衝機能を発揮して、該離型層を削れにくくする。したがって、従来のように、離型層に耐磨耗剤を添加しなくても、該離型層の耐磨耗性は勿論その恒久性が確保される。
b.該山部先端は、離型層の構成材料(典型的には、フッ素樹脂)より遥に熱伝導度が高い。また、外表面が山―谷状に粗面化された芯金を使用しており、その先端が離型層の外表面を超えて突出した構造をとっている。このため、芯金から離型層へ効率よく熱を伝える事ができるので、コピー機やプリンターのウォームアップ時間を短くする事ができる。さらに、加圧ローラの弾性層にシリコーンゴム層、特に発泡層(スポンジ層)を使用すると、加圧ローラから熱が逃げることを抑制でき、相乗効果が期待できる。
c.さらに、該加圧ローラの表面を導電層で構成した場合には、セルフクリーニング効果をも得られる。すなわち、定着用紙に定着しきれないトナーが該山部先端の表面に残ったとしても、この残存トナーは、導電性(離型性の悪い)の加圧ローラ側に転写され、ついで、該加圧ローラから定着用紙の裏面に転写される。この際の、トナー転写量は微量ずつのため、印刷品位に実質的な支障は生じない。
【発明を実施するための最良の形態】
【0009】
以下、本発明の定着用ローラについて、図面を参照しながら説明する。
図1は、本発明の定着用ローラの一例を示す縦断面図である。
図2は、図1のA部の拡大模式図である。
図3は、図1のA部の上面図である。
【0010】
図1において、(1)は外表面が山―谷状に粗面化された中空芯金、(2)は離型層、そして、(3)は離型層(2)の外表面から突出した該山部の先端である。この山部先端(3)の突出状態は、図1のA部を例にとり、その部分拡大図として図2に示されている。ここで、離型層(2)は中空芯金(1)の外表面(粗面)に接着剤層(4)を介して固着されている。さらに、(5)は上記の粗面の山部、(6)は同じく谷部である。これらの構成において、特徴的なことは、離型層(2)の外表面を超えて山部先端(3)が突出していることである。しかも、この山部先端(3)は、図3に示すように、ローラ外表面を構成する離型層(2)の全面に亘って点在しているので、上記のa〜cのような格別顕著な効果をもたらす。
【0011】
さらに、本発明について詳述する。
【0012】
中空芯金(1)はアルミニウムやSUSで構成され、その寸法は、コピー機やプリンターの仕様に応じて適宜設定される。肝心なことは、その外表面がサンドブラスト加工や切削加工により、山―谷状に粗面化されていることである。そのときの粗面の程度は、Raとして、1〜9であればよいが、特に3〜4.5であるのが好ましい。
【0013】
上記の粗面には、先ず接着剤層(4)が塗布される。接着剤層(4)としては、斯界で常用されているプライマー、好ましくは、フッ素樹脂を主成分とするプライマーが用いられる。その際の塗布厚(d1)は、3μm〜10μm程度であればよいが、好ましくは5±2μmである。この厚みは、山―谷の起伏に沿ってほぼ均一な層厚として形成される。
【0014】
この接着剤層(4)の外表面には、離型層(2)が形成される。この離型層(2)は通常、絶縁性のフッ素樹脂、すなわち離型性に優れたフッ素樹脂で構成される。フッ素樹脂としては、PFA、PTFE、さらにはFEPなどが挙げられ、これらは単体または混合物の形で供される。離型層(2)の形成にあたっては、これらフッ素樹脂の溶液をコーティングあるいはスプレイ方式にて塗膜とすればよい。その後、乾燥された塗膜表面、すなわち離型層(2)の表面は、研磨加工により平滑化されるが、その際、山部先端(3)が露出するまでに研磨を続行する。このようにして、離型層(2)の外表面を超えて突出した山部先端(3)が点在した状態が得られる。このときの離型層(2)の厚み(d2)は、10μm〜50μm程度にあればよいが、好ましくは20±5μmである。そして、これら(d1)と(d2)と和は、13μm〜60μm、特に25±10μmの範囲に調整されるのが好ましい。
【0015】
本発明において、離型層(2)の外表面を越えて突出した山部先端(3)は、前述したように、サーミスタ、剥離爪、さらに紙等は、先ず山部先端(3)に触れ、その後で離型層(2)に接することが肝要である。この意味で、山部先端(3)の突出高さ(h)は、5μm以下、特に1μm〜3μmの範囲にあるのが好ましい。さらに、前述した山部先端(3)の加圧ローラに対する熱伝導並びにトナー転写機能を確保するためには、山部先端(3)の各面積(S1)が0.5mm2以下、特に、0.001mm2〜0.15mm2の範囲にあり、また、山部先端(3)の総面積(S2)が、この(S2)を含む、離型層(2)の外表面積(S3)に対して、0.01%〜8%の範囲にあるのが好ましい。ここで、面積(S1)は、山部先端(3)の根元部の投影的面積、すなわち離型層(2)の外表面と同一面での面積とする。この面積(S1)の測定法は、以下の定義に従う。
【0016】
マイクロスコープ等で約100倍に拡大してロール側面を真上から観察し、1mm2当たりの山部先端の根元部面積平均値を算出する。これを中空芯金(1)の長手方向に対する垂直方向から見て上下左右4箇所でそれぞれ平均値を算出し、これらの値の平均値を面積(S1)とする。
【0017】
本発明の定着用ローラは、これを加熱ローラとした定着ローラユニットにおいて、特にその有用性を如何なく発揮する。この場合、該加熱ローラに接する加圧ローラとして、その表層部が該加熱ローラの離型層(2)より導電性の高いような加圧ローラを採用することにより、定着ローラユニットとしてのセルフクリーニング効果が得られる。つまり、定着用紙に定着しきれないトナーが該山部先端群の表面に残ったとしても、この残存トナーは、導電性の加圧ローラ側に転写され、さらに、該加圧ローラから紙の裏面に転写される。
【0018】
この場合、該加熱ローラの離型層(2)は、既に述べたように、絶縁性のフッ素樹脂(PFA、PTFE、さらにはFEPなど)で構成する。そして、加圧ローラの表層部は、PFA、PTFE、さらにはFEPに導電剤などを添加してなる導電性フッ素樹脂で構成する。このときの表層部の導電性については、表面抵抗にして1010Ω以下、特に103〜106Ωに調整されているのが好ましい。該加圧ローラ自体は、周知のように、芯金の外周に発泡又は非発泡の弾性層が設けられる。したがって、該表層部は、これら弾性層の外周に、例えば、前述の導電性フッ素樹脂のチューブを被覆することによって容易に得ることができる。
【実施例】
【0019】
[実施例]
以下は、図1〜図3に示した態様についての実施例である。
【0020】
芯金(1)として、アルミニウム製の中空管(長さ:248mm、外径:25mm、肉厚:1.1mm)を用い、その外表面をサンドブラスト加工(条件:砂#80、処理時間150秒、吐出圧0.5±0.1MPa)を施して、Raが4の山―谷状粗面とした。この粗面に、フッ素樹脂を主成分とするプライマー(「EK−1908GY」ダイキン工業株式会社製)を塗布して、接着剤層(4)を形成した。そのときの塗布厚(d1)は、6.0μmとした。さらに、この接着剤層(4)の外表面に、無垢(絶縁性)のPFA樹脂の40〜50wt%水溶液をコーティングして塗膜を得た。ついで、乾燥後の塗膜表面をセンタレス研磨加工(回転数:1000rpm、送り速度:20mm/s)に付し、山部先端(3)の突出高さ(h)が1.8μmに到達した時点で該研磨加工を終了した。このようにして、離型層(2)の外表面を超えて突出した山部先端(3)が点在した状態(図3)が得られた。
【0021】
このときの離型層(2)の厚み(d2)は、20μmであった。また、山部先端(3)の面積(S1)は最大で0.12mm2であり、且つこれら山部先端(3)の総面積(S2)は、離型層(2)の外表面積(S3)に対して、3.5%を占めていた。
【0022】
上記実施例に記載の定着ローラを加熱ローラとし、これと加圧ローラとからなる定着ローラユニットを、市販プリンターに搭載して、通紙試験を実施した。このときの加圧ローラは、鉄に無電解ニッケルメッキ処理を施した中実管(長さ:238mm、外径:13mm)の外周にシリコーンゴム発泡層(厚み:6mm、硬度:45±5)を設け、さらにその外表面に、導電剤(カーボン)を添加して表面抵抗を1.53×105Ωに調整したPFAチューブ(肉厚:30μm)を被覆したものである。
【0023】
[比較例1]
上記の実施例において、アルミニウム製の中空管(長さ:248mm、外径:25mm、肉厚:1.1mm)の外表面をサンドブラスト加工(条件:砂#150、処理時間120秒、吐出圧0.2±0.05MPa)を施して、Raが2の山―谷状粗面としてなる芯金(1)を使用したこと以外は同様の操作を繰り返して、定着ローラを作成した。このとき、山部先端(3)は離型層表面から突出していなかった。この定着ローラを加熱ローラとし、これと上記実施例と同様の加圧ローラとからなる定着ローラユニットにて通紙試験を実施した。
【0024】
[比較例2]
上記の実施例において、加圧ローラの最外層に無垢(絶縁性)のPFAチューブを使用したこと以外は同様の操作を繰り返して定着ローラユニットを作成し、同様に通紙試験を実施した。
【0025】
通紙試験に使用した紙は粗悪紙(名称:COPY POWER、重量:80g/m2、インド製)とし、評価項目としては、加熱ローラの耐磨耗性(対剥離爪部、サーミスタ部)、熱伝導性(ウォームアップ時間)、セルフクリーニング能(オフセット発生状況)とした。この結果を表1〜4に示す。
【0026】
【表1】
【0027】
【表2】
【0028】
【表3】
【0029】
【表4】
【0030】
ここで、表3に記載のオフセット軽微とは、印刷した際に白紙部分に不要なトナーがかすかに付着している状態、オフセット重度とは、印刷した際に、白紙部分に不要なトナーが黒色ではっきりと付着している状態を示す。
【0031】
表1〜4から以下のことが明らかになる。表1及び表2において、実施例と比較例1とを比べると、比較例1の方が通紙枚数の増加に伴って加熱ローラの削れ量が多くなっている。このことから、芯金山部先端(3)が、剥離爪、サーミスタとの間に緩衝機能を発揮して離型層(2)を削れにくくしており、耐磨耗性が向上していることが言える。また、表3において、実施例と比較例1とを比べると、実施例のウォームアップ時間が短くなっている。このことから、芯金山部先端(3)が離型層の外表面を超えて突出した構造をとっているため、芯金(1)から離型層(2)へより効率よく熱が伝わっており、熱伝導性が向上していることが言える。更に、表4において、実施例と比較例2とを比べると、実施例では通紙枚数約95000枚までは、「オフセット無し」であるのに対し、比較例2では通紙枚数約40000枚から、「オフセット発生が重度」となっている。このことから、実施例の加圧ローラの表面を導電層で構成したことによって、セルフクリーニング効果をも得られていることが分かる。
【産業上の利用可能性】
【0032】
本発明の定着用ローラは、フィルムのような薄膜体の搬送ローラとしても利用される。
【図面の簡単な説明】
【0033】
【図1】本発明の定着用ローラの一例を示す縦断面図。
【図2】図1のA部の拡大模式図。
【図3】図1のA部の上面図。
【符号の説明】
【0034】
1 中空芯金
2 離型層
3 山部先端
4 接着剤層
5 山部
6 谷部
d1 接着剤層の厚さ
d2 離型層の厚さ
h 山部先端の突出高さ
【特許請求の範囲】
【請求項1】
外表面が山―谷状に粗面化された芯金、該外表面に塗布された接着剤層、および該接着剤層に固着された離型層を含む定着用ローラにおいて、該離型層の外表面に、その外表面を超えて突出した山部先端が点在していることを特徴とする耐磨耗性の改善された定着用ローラ。
【請求項2】
該山部先端の突出高さ(h)が、5μm以下である請求項1に記載の耐磨耗性の改善された定着用ローラ。
【請求項3】
該山部先端の突出高さ(h)が、1μm〜3μmの範囲にある請求項2に記載の耐磨耗性の改善された定着用ローラ。
【請求項4】
該山部先端の突出部の投影的面積(S1)が、0.5mm2以下である請求項1〜3のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項5】
該投影的面積(S1)が、0.001mm2〜0.15mm2の範囲にある請求項4記載の耐磨耗性の改善された定着用ローラ。
【請求項6】
該山部先端の投影的総面積(S2)が、該離型層の外表面積(S3)に対して、0.01%〜8%の範囲にある請求項5に記載の耐磨耗性の改善された定着用ローラ。
【請求項7】
該接着剤層の厚みが、5±2μmの範囲にある請求項1〜6のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項8】
該離型層の厚みが、20±5μmの範囲にある請求項1〜7のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項9】
該接着剤層の厚みと離型層の厚みとの和が、30±10μmの範囲にある請求項1〜8のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項10】
該芯金の外表面がサンドブラストにより、山―谷状に粗面化されている請求項1〜9のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項11】
加熱ローラと、これに接触する加圧ローラとからなる定着ローラユニットにおいて、該加熱ローラが、請求項1〜10のいずれかに記載の定着用ローラであり他方、該加圧ローラが、該加熱ローラの離型層よりも導電性の高い表層部を有することを特徴とする定着ローラユニット。
【請求項12】
該加熱ローラの離型層が絶縁性フッ素樹脂で構成されている請求項11に記載の定着ローラユニット。
【請求項13】
該加圧ローラが、芯金と該芯金の外周に配された弾性層と該弾性層の外周に配された導電性フッ素樹脂からなる表層部とで構成されている請求項11または12に記載の定着ローラユニット。
【請求項14】
該加圧ローラの表層部が、1010Ω以下の表面抵抗を有する請求項11〜13に記載の定着ローラユニット。
【請求項15】
該加圧ローラの表層部が、103〜105Ωの表面抵抗を有する請求項14に記載の定着ローラユニット。
【請求項16】
該加圧ローラの弾性層がシリコーンゴムからなる請求項11〜15に記載の定着ローラユニット。
【請求項17】
該加圧ローラの弾性層がシリコーンゴムからなる発泡体である請求項16に記載の定着ローラユニット。
【請求項1】
外表面が山―谷状に粗面化された芯金、該外表面に塗布された接着剤層、および該接着剤層に固着された離型層を含む定着用ローラにおいて、該離型層の外表面に、その外表面を超えて突出した山部先端が点在していることを特徴とする耐磨耗性の改善された定着用ローラ。
【請求項2】
該山部先端の突出高さ(h)が、5μm以下である請求項1に記載の耐磨耗性の改善された定着用ローラ。
【請求項3】
該山部先端の突出高さ(h)が、1μm〜3μmの範囲にある請求項2に記載の耐磨耗性の改善された定着用ローラ。
【請求項4】
該山部先端の突出部の投影的面積(S1)が、0.5mm2以下である請求項1〜3のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項5】
該投影的面積(S1)が、0.001mm2〜0.15mm2の範囲にある請求項4記載の耐磨耗性の改善された定着用ローラ。
【請求項6】
該山部先端の投影的総面積(S2)が、該離型層の外表面積(S3)に対して、0.01%〜8%の範囲にある請求項5に記載の耐磨耗性の改善された定着用ローラ。
【請求項7】
該接着剤層の厚みが、5±2μmの範囲にある請求項1〜6のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項8】
該離型層の厚みが、20±5μmの範囲にある請求項1〜7のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項9】
該接着剤層の厚みと離型層の厚みとの和が、30±10μmの範囲にある請求項1〜8のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項10】
該芯金の外表面がサンドブラストにより、山―谷状に粗面化されている請求項1〜9のいずれかに記載の耐磨耗性の改善された定着用ローラ。
【請求項11】
加熱ローラと、これに接触する加圧ローラとからなる定着ローラユニットにおいて、該加熱ローラが、請求項1〜10のいずれかに記載の定着用ローラであり他方、該加圧ローラが、該加熱ローラの離型層よりも導電性の高い表層部を有することを特徴とする定着ローラユニット。
【請求項12】
該加熱ローラの離型層が絶縁性フッ素樹脂で構成されている請求項11に記載の定着ローラユニット。
【請求項13】
該加圧ローラが、芯金と該芯金の外周に配された弾性層と該弾性層の外周に配された導電性フッ素樹脂からなる表層部とで構成されている請求項11または12に記載の定着ローラユニット。
【請求項14】
該加圧ローラの表層部が、1010Ω以下の表面抵抗を有する請求項11〜13に記載の定着ローラユニット。
【請求項15】
該加圧ローラの表層部が、103〜105Ωの表面抵抗を有する請求項14に記載の定着ローラユニット。
【請求項16】
該加圧ローラの弾性層がシリコーンゴムからなる請求項11〜15に記載の定着ローラユニット。
【請求項17】
該加圧ローラの弾性層がシリコーンゴムからなる発泡体である請求項16に記載の定着ローラユニット。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−199130(P2007−199130A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−14532(P2006−14532)
【出願日】平成18年1月24日(2006.1.24)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成18年1月24日(2006.1.24)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
[ Back to top ]