
定着用加圧ロール
【課題】
本発明は、複写機等の定着部に使用される定着用ロール、就中、加圧ロールの耐久性、画像画質、及び、ウォーミングアップ速度の短縮等の改良に関するものである。
【解決手段】
発泡弾性層3の外層に、接着層を介さずにソリッド層4を、一体成形により定着用加圧ロール1を形成する。
この際、発泡弾性層3の熱伝導率を0.05W/m・K〜0.2W/m・K、かつ、ソリッド層4の熱伝導率が0.1W/m・K〜1.0W/m・Kであり、さらに、ソリッド層4の厚さを0.5mm〜5.0mmとすることで、該定着用加圧ロールとしての熱伝導率が0.1W/m・K〜0.5W/m・Kであることを特徴とする。
本発明は、複写機等の定着部に使用される定着用ロール、就中、加圧ロールの耐久性、画像画質、及び、ウォーミングアップ速度の短縮等の改良に関するものである。
【解決手段】
発泡弾性層3の外層に、接着層を介さずにソリッド層4を、一体成形により定着用加圧ロール1を形成する。
この際、発泡弾性層3の熱伝導率を0.05W/m・K〜0.2W/m・K、かつ、ソリッド層4の熱伝導率が0.1W/m・K〜1.0W/m・Kであり、さらに、ソリッド層4の厚さを0.5mm〜5.0mmとすることで、該定着用加圧ロールとしての熱伝導率が0.1W/m・K〜0.5W/m・Kであることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写機等の定着部に使用される定着用ロール、就中、加圧ロールの耐久性、画像画質、及び、ウォーミングアップ速度の短縮等の改良に関するものである。
【背景技術】
【0002】
従来から、定着用加圧ロールに関して、ニップ幅を広げるために柔軟性に優れる発泡弾性層を用いるが、発泡弾性層の表面は凹凸やうねりが大きく、研磨などの表面を平滑化する研削工程が必要である。さらに発泡弾性層の研削工程後には、離型性を付与するために、樹脂製チューブなどの離型層を被せることは一般的に知られており、その際、密着性を強化するために、離型層と発泡弾性層間に接着剤が施される。(特許文献1)
ところが、表面の凹凸やうねりは研削工程により、ある程度改善できるが、工数がかかるという問題がある。さらに、研削加工をしても、発泡弾性層の表面は発泡体による凹凸が多いため、複写機として長期使用された場合、離型層の剥がれ(浮き)が発生し問題となることがあった。
また、発泡弾性層は熱伝導率が低いため、複写機の立ち上がり時間を短縮できる一方、蓄熱性がないため、ロールの表面温度が低く、画像画質が劣るという問題があった。
製法に関しては、一体成形により発泡弾性層の表面にスキン層を有する定着用加圧ローラが知られている。(特許文献2)
ところが、上記公報の製法においては、シリコーンゴム中に、加硫温度より高い温度で昇華する気化性固体粉末を使用しており、加硫後にさらに高温加熱することで、固体粉末を気化させてスキン層を得るという製法のため、固体粉末の材料や高温加熱工程が必要な分、コストが高くなるという問題があった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−316329号公報
【特許文献2】特開昭63−183475号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、特別な材料の使用や加熱工程等を追加することなく、一体成形により発泡弾性層の外層にソリッド層が施された2層構造を得ることから、生産性やコスト性に優れ、かつ、表層がソリッド層であることから表面平滑性に優れ、離型層との密着性が改善された定着用加圧ロールを提供することにある。
また、発泡弾性層の発泡率とソリッド層の厚さを規定値にすることで、定着用加圧ロールとして最適な熱伝導性に制御され、立ち上がり時間の短縮、かつ、画像画質の改善という、相反する両特性を兼ね備えた定着用加圧ロールを提供することにある。
【課題を解決するための手段】
【0005】
本発明は、特別な材料の使用や加熱工程等を追加することなく、一体成形により発泡弾性層の外層にソリッド層が施された2層構造を得ることを特徴とする。
さらに、離型層との密着性を改善するために、ソリッド層の表面粗度はRa0.1μm〜0.5μm、うねりの大きさは0.1μm〜0.5μmであり、離型層を施した定着用加圧ロールにおいて、ソリッド層と離型層間の接着強度が10MPa以上であることを特徴とする。
さらに、立ち上がり時間の短縮、あるいは、画像画質の改善のため、発泡弾性層の熱伝導率が0.05W/m・K〜0.2W/m・K、かつ、ソリッド層の熱伝導率が0.1W/m・K〜1.0W/m・Kであり、さらに、ソリッド層の厚さが0.5mm〜5.0mmとすることで、定着用加圧ロールとしての熱伝導率を0.1W/m・K〜0.5W/m・Kに制御することを特徴とする。
【発明の効果】
【0006】
本発明の定着用加圧ロールは、上記の以下のような顕著な効果が奏される。
(1)特別な材料の使用や加熱工程等を追加することなく、一体成形により発泡弾性層と同時に、その外表面にソリッド層が施された2層構造(各層は同一材質)を得られることから、生産効率の向上やコスト削減が可能となる。
また、2層が同一材質且つ同時一体(一括)成形なので2層間の剥離強度が優れている。
(2)発泡弾性層の外表面がソリッド層のため表面平滑性に優れ、凹凸やうねりを軽減できるため、離型層を施した場合、離型層との接着性が強化され、耐久性が向上する結果、製品寿命が延びる。
(3)発泡弾性層の外表面がソリッド層のため表面平滑性に優れ、凹凸やうねりを軽減できるため、切削加工工程の省略や接着剤の使用量の削減が可能となり、生産効率の向上やコスト削減に貢献できる。
(4)一体成形により発泡弾性層の外表面にソリッド層が施された2層構造を得る際、発泡弾性層およびソリッド層の熱伝導率、かつ、ソリッド層の厚さを制御することで、定着用加圧ロールとして最適な熱伝導性に制御できるため、複写機の立ち上がり時間を短縮できると同時に、画像画質をも改善できる。
【発明を実施するための最良の形態】
【0007】
本発明について、添付図面を参照しながら説明する。
【図面の簡単な説明】
【0008】
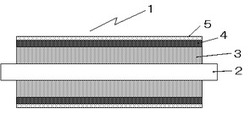
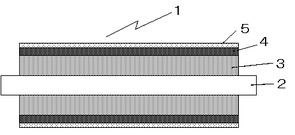
【図1】本発明に係る定着用加圧ロールに離型層を施した一例を示す長手方向(軸方向)の断面図である。
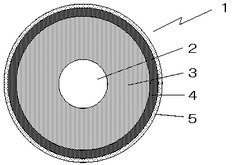
【図2】図1の径方向の断面図である。なお、図1及び図2において、1は定着用加圧ロール、2は芯金、3は発泡弾性層、4はソリッド層、5は離型層である。
【0009】
本発明の定着用加圧ロールは、特別な材料の使用や加熱工程等を追加することなく、一体成形により弾性発泡層3の外表面に一定厚のソリッド層4を設けた点にある。
ソリッド層4も同時に形成することで、凹凸やうねりが軽減され、表面粗度がRa0.1μm〜0.5μm、あるいは、うねりの大きさが0.1μm〜0.5μmの2層構造の定着用加圧ロール(中空円筒状)が得られる。こうすることにより、発泡弾性層3に直接、離型層を施す場合に比べ、ソリッド層4を有する定着用加圧ロールに離型層を施す方が、ソリッド層4と離型層5との接触面積が増えるため、接着強度が飛躍的に向上する。ソリッド層4と離型層5の接着強度は10MPa以上と強固であることが特徴である。
また、一体成形により2層構造が得られるため、各層は同一材料であり、かつ、各層の界面に接着剤を施す必要もない。弾性発泡層3とソリッド層4の層間の剥離強度は非常に強く、5MPa以上であった。
発泡弾性層3は、発泡度が十分に大きいため断熱性に優れ、複写機の立ち上がり(ウォーミングアップ)時間は軽減されるが、発泡弾性層は表面性が悪いため、表面粗度が低く、さらに、うねりが大きいという問題があった。そこで、発泡弾性層3の外表面に一定厚のソリッド層4を形成することで、表面性の問題が解決され、画像画質を改善することができる。
一方、ソリッド層4の厚さは、薄すぎると画像画質の改善効果が得られず、また、厚過ぎると硬度が上がりニップ幅が狭くなるとともに、立ち上がり時間の短縮に悪影響を与えることから、厚みは0.5mm〜5.0mmの範囲にすることが特徴である。ここでソリッド層4の厚さとは、発泡弾性層3とソリッド層4の界面から外側の厚さの平均値を示す。ちなみに、発泡弾性層の熱伝導率は0.05W/m・K〜0.2W/m・K、かつ、ソリッド層の熱伝導率は0.1W/m・K〜1.0W/m・Kである。
以上のような、発泡弾性層3とソリッド層4を形成することで、定着用加圧ロールとして最適の熱伝導率0.1W/m・K〜0.5W/m・Kとすることができる。すなわち、本発明は蓄熱性と熱伝導性という相反する特性を、定着用加圧ロールとして最適かつ絶妙のバランスで兼ね備えている。
【0010】
次に、本発明の定着用加圧ロールの製造方法について述べる。
まずシリコーンゴムに加硫剤および発泡剤を添加した原材料を準備する。このとき、加硫剤および発泡剤の配合比率は要求されるローラの硬度に応じて適宜選択すればよい。本発明では、ソリッド層4を形成するための特別な材料、例えば気化性固体粉末、あるいは、各層の界面への接着剤等は不要である。
まず始めに、原材料であるシリコーンゴムを、例えば押出機にてチューブ状に成形する。
次に、チューブ状成形体を加熱炉に入れて、所定の温度条件にて加熱して加硫・発泡させながら発泡弾性層3とソリッド層4の2層を同時に得る。この際、加熱炉としては熱風循環機、ビーズ加硫炉が用いられる。
最後に、上記の中空円筒状のソリッド層4を有する発泡弾性層3を芯金2上に、接着剤などを介して被覆・固着させることにより、芯金2とソリッド層4を有する発泡弾性層3が一体化された定着用加圧ロールが形成される。さらに、この後ローラ表面を研磨する研磨工程を追加しても良いが、本発明の定着用加圧ロールは表面平滑性に優れているため省略可能である。
本発明において、芯金の材料としては鉄、SUS,アルミニウムが適している。芯金自体のサイズは、軸方向の長さが205mm〜400mm、外径が6mm〜30mm程度のものが用いられる。この芯金の外周に、予めサンドブラスト等の粗面化処理を行っておくと、後工程で芯金上に被覆するシリコーンゴム発泡体との接着強度が向上する。また、接着剤については特に制約はなく、通常のシリコーンゴム系の接着剤が代表的に採用され、併せて接着剤の厚さについても特に制約はなく、ローラの要求特性に応じて適宜選択すればよい。
【0011】
定着用加圧ロールに離型性を施すために、ソリッド層4を有する発泡弾性層3の上に、適宜、接着剤を施した後、樹脂製チューブなどの離型層5を被せる。樹脂製チューブの材質は特に指定しないが、離型性が優れるPFA等のふっ素樹脂が望ましい。
【0012】
以下は、図1及び図2に示した定着用加圧ロールの製造例である。
「実施例」
未加硫のシリコーンゴム(信越化学工業(株)製、商品名「KE951U」)100部に加硫剤(信越化学工業(株)製、商品名「C−23」)2部、加硫剤(信越化学工業(株)製、商品名「C−3」)3.5部、発泡剤(東レダウコーニング・シリコーン(株)、商品名「MR−34」)を6部添加したシリコーンゴム材料を押出し成形機にて押出し成形する。
その後、最適条件にて加熱・加硫して、外表面に厚さ3mmのソリッド層4が形成された発泡弾性層3を作成する。
このソリッド層4が形成された発泡弾性層3を、接着剤(モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製、商品名「TSE322」が塗布された外径10mm、長さ300mmのアルミニウム芯金2上に被覆する。
最後に、一般的なシリコーン系接着剤を塗布した後、離型層5としてPFAチューブを被せ、離型層5を有する定着用加圧ロール1を得た。
【0013】
実施例の定着用加圧ロールにおいて、外表面のソリッド層4の厚さに対する、定着用加圧ロールとしての熱伝導率の値を表1に示す。また、画像画質、立ち上がり時間、硬度、及び、画像定着性の評価結果についても示す。
【表1】

【0014】
表1の評価結果について、以下に述べる。
ソリッド層の厚さは薄いほど、定着用加圧ロール表層の熱伝導性は低くなるため、断熱性が高まり、複写機の立ち上がり時間は早くなる一方、比較例3に示すように、ソリッド層が厚いとロール表層の蓄熱性が高くなるため、立ち上がり時間は遅くなる。
反対に、ソリッド層が厚いほど、熱伝導性が高いため、画像画質は良くなる傾向にあるが、薄いほどその効果は薄れ、比較例1に示すように、0.1mmでは画像画質の乱れが生じやすく、従来例1に示すようにソリッド層がないと画像画質が劣る結果となる。
また、ソリッド層の厚さは、硬度、すなわちニップ幅の大きさにも影響し、厚いほど画像定着性が優れている。
以上より、実施例1及び2に示すように、ソリッド層の厚さが0.5mm〜5.0mmでは、画像画質、立ち上がり時間、及び、画像定着性の相反する両特性に優れていることが分かる。
【0015】
さらに、ソリッド層の有無に対する、表面粗度Ra、うねりの大きさ、及び、離型層との接着強度の関係について表2に示す。
【表2】
※測定機の測定値上限以上のため
【0016】
表2の評価結果について、以下に述べる。
実施例3〜5のソリッド層が有る場合は、表面平滑性に優れており、表面粗度Raは0.1μm〜0.5μmである。定着用加圧ロールの幅全体における、うねりの大きさについても、表面粗度とほぼ同じ0.1μm〜0.5μmである。
表面粗度、及び、うねりの大きさは、定着用加圧ロールに離型層を施した場合の、離型層との接着強度に影響を及ぼし、実施例3〜5に示すように、ソリッド層を有する場合の離型層との接着強度は10MPa以上と、従来例2〜4のソリッド層が無い場合に比べて優れている。
【0017】
なお、各特性の測定方法については、以下の通りである。
熱伝導率は細線加熱法(ホットワイヤ法)、硬度アスカーCはJIS K 6253E、表面粗度、及び、うねりの大きさはJIS B 0601に記載の測定方法による。
接着強度に関しては、社内製の剥離試験機を用いる。具体的には、離型層に幅10mmのスリットを入れ、引張速度5mm/sにてスリット部分を引っ張って剥離し、剥離強度の最大値をプッシュブルゲージにて測定する。
【産業上の利用可能性】
【0018】
本発明は、複写機等の定着部に使用される定着用加圧ロール全般に利用することができる。
その他、プリンタあるいは印刷機のロールとしても利用することができる。
【符号の説明】
【0019】
1 定着用加圧ロール
2 芯金
3 発泡弾性層
4 ソリッド層
5 離型層
【技術分野】
【0001】
本発明は、複写機等の定着部に使用される定着用ロール、就中、加圧ロールの耐久性、画像画質、及び、ウォーミングアップ速度の短縮等の改良に関するものである。
【背景技術】
【0002】
従来から、定着用加圧ロールに関して、ニップ幅を広げるために柔軟性に優れる発泡弾性層を用いるが、発泡弾性層の表面は凹凸やうねりが大きく、研磨などの表面を平滑化する研削工程が必要である。さらに発泡弾性層の研削工程後には、離型性を付与するために、樹脂製チューブなどの離型層を被せることは一般的に知られており、その際、密着性を強化するために、離型層と発泡弾性層間に接着剤が施される。(特許文献1)
ところが、表面の凹凸やうねりは研削工程により、ある程度改善できるが、工数がかかるという問題がある。さらに、研削加工をしても、発泡弾性層の表面は発泡体による凹凸が多いため、複写機として長期使用された場合、離型層の剥がれ(浮き)が発生し問題となることがあった。
また、発泡弾性層は熱伝導率が低いため、複写機の立ち上がり時間を短縮できる一方、蓄熱性がないため、ロールの表面温度が低く、画像画質が劣るという問題があった。
製法に関しては、一体成形により発泡弾性層の表面にスキン層を有する定着用加圧ローラが知られている。(特許文献2)
ところが、上記公報の製法においては、シリコーンゴム中に、加硫温度より高い温度で昇華する気化性固体粉末を使用しており、加硫後にさらに高温加熱することで、固体粉末を気化させてスキン層を得るという製法のため、固体粉末の材料や高温加熱工程が必要な分、コストが高くなるという問題があった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−316329号公報
【特許文献2】特開昭63−183475号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、特別な材料の使用や加熱工程等を追加することなく、一体成形により発泡弾性層の外層にソリッド層が施された2層構造を得ることから、生産性やコスト性に優れ、かつ、表層がソリッド層であることから表面平滑性に優れ、離型層との密着性が改善された定着用加圧ロールを提供することにある。
また、発泡弾性層の発泡率とソリッド層の厚さを規定値にすることで、定着用加圧ロールとして最適な熱伝導性に制御され、立ち上がり時間の短縮、かつ、画像画質の改善という、相反する両特性を兼ね備えた定着用加圧ロールを提供することにある。
【課題を解決するための手段】
【0005】
本発明は、特別な材料の使用や加熱工程等を追加することなく、一体成形により発泡弾性層の外層にソリッド層が施された2層構造を得ることを特徴とする。
さらに、離型層との密着性を改善するために、ソリッド層の表面粗度はRa0.1μm〜0.5μm、うねりの大きさは0.1μm〜0.5μmであり、離型層を施した定着用加圧ロールにおいて、ソリッド層と離型層間の接着強度が10MPa以上であることを特徴とする。
さらに、立ち上がり時間の短縮、あるいは、画像画質の改善のため、発泡弾性層の熱伝導率が0.05W/m・K〜0.2W/m・K、かつ、ソリッド層の熱伝導率が0.1W/m・K〜1.0W/m・Kであり、さらに、ソリッド層の厚さが0.5mm〜5.0mmとすることで、定着用加圧ロールとしての熱伝導率を0.1W/m・K〜0.5W/m・Kに制御することを特徴とする。
【発明の効果】
【0006】
本発明の定着用加圧ロールは、上記の以下のような顕著な効果が奏される。
(1)特別な材料の使用や加熱工程等を追加することなく、一体成形により発泡弾性層と同時に、その外表面にソリッド層が施された2層構造(各層は同一材質)を得られることから、生産効率の向上やコスト削減が可能となる。
また、2層が同一材質且つ同時一体(一括)成形なので2層間の剥離強度が優れている。
(2)発泡弾性層の外表面がソリッド層のため表面平滑性に優れ、凹凸やうねりを軽減できるため、離型層を施した場合、離型層との接着性が強化され、耐久性が向上する結果、製品寿命が延びる。
(3)発泡弾性層の外表面がソリッド層のため表面平滑性に優れ、凹凸やうねりを軽減できるため、切削加工工程の省略や接着剤の使用量の削減が可能となり、生産効率の向上やコスト削減に貢献できる。
(4)一体成形により発泡弾性層の外表面にソリッド層が施された2層構造を得る際、発泡弾性層およびソリッド層の熱伝導率、かつ、ソリッド層の厚さを制御することで、定着用加圧ロールとして最適な熱伝導性に制御できるため、複写機の立ち上がり時間を短縮できると同時に、画像画質をも改善できる。
【発明を実施するための最良の形態】
【0007】
本発明について、添付図面を参照しながら説明する。
【図面の簡単な説明】
【0008】
【図1】本発明に係る定着用加圧ロールに離型層を施した一例を示す長手方向(軸方向)の断面図である。
【図2】図1の径方向の断面図である。なお、図1及び図2において、1は定着用加圧ロール、2は芯金、3は発泡弾性層、4はソリッド層、5は離型層である。
【0009】
本発明の定着用加圧ロールは、特別な材料の使用や加熱工程等を追加することなく、一体成形により弾性発泡層3の外表面に一定厚のソリッド層4を設けた点にある。
ソリッド層4も同時に形成することで、凹凸やうねりが軽減され、表面粗度がRa0.1μm〜0.5μm、あるいは、うねりの大きさが0.1μm〜0.5μmの2層構造の定着用加圧ロール(中空円筒状)が得られる。こうすることにより、発泡弾性層3に直接、離型層を施す場合に比べ、ソリッド層4を有する定着用加圧ロールに離型層を施す方が、ソリッド層4と離型層5との接触面積が増えるため、接着強度が飛躍的に向上する。ソリッド層4と離型層5の接着強度は10MPa以上と強固であることが特徴である。
また、一体成形により2層構造が得られるため、各層は同一材料であり、かつ、各層の界面に接着剤を施す必要もない。弾性発泡層3とソリッド層4の層間の剥離強度は非常に強く、5MPa以上であった。
発泡弾性層3は、発泡度が十分に大きいため断熱性に優れ、複写機の立ち上がり(ウォーミングアップ)時間は軽減されるが、発泡弾性層は表面性が悪いため、表面粗度が低く、さらに、うねりが大きいという問題があった。そこで、発泡弾性層3の外表面に一定厚のソリッド層4を形成することで、表面性の問題が解決され、画像画質を改善することができる。
一方、ソリッド層4の厚さは、薄すぎると画像画質の改善効果が得られず、また、厚過ぎると硬度が上がりニップ幅が狭くなるとともに、立ち上がり時間の短縮に悪影響を与えることから、厚みは0.5mm〜5.0mmの範囲にすることが特徴である。ここでソリッド層4の厚さとは、発泡弾性層3とソリッド層4の界面から外側の厚さの平均値を示す。ちなみに、発泡弾性層の熱伝導率は0.05W/m・K〜0.2W/m・K、かつ、ソリッド層の熱伝導率は0.1W/m・K〜1.0W/m・Kである。
以上のような、発泡弾性層3とソリッド層4を形成することで、定着用加圧ロールとして最適の熱伝導率0.1W/m・K〜0.5W/m・Kとすることができる。すなわち、本発明は蓄熱性と熱伝導性という相反する特性を、定着用加圧ロールとして最適かつ絶妙のバランスで兼ね備えている。
【0010】
次に、本発明の定着用加圧ロールの製造方法について述べる。
まずシリコーンゴムに加硫剤および発泡剤を添加した原材料を準備する。このとき、加硫剤および発泡剤の配合比率は要求されるローラの硬度に応じて適宜選択すればよい。本発明では、ソリッド層4を形成するための特別な材料、例えば気化性固体粉末、あるいは、各層の界面への接着剤等は不要である。
まず始めに、原材料であるシリコーンゴムを、例えば押出機にてチューブ状に成形する。
次に、チューブ状成形体を加熱炉に入れて、所定の温度条件にて加熱して加硫・発泡させながら発泡弾性層3とソリッド層4の2層を同時に得る。この際、加熱炉としては熱風循環機、ビーズ加硫炉が用いられる。
最後に、上記の中空円筒状のソリッド層4を有する発泡弾性層3を芯金2上に、接着剤などを介して被覆・固着させることにより、芯金2とソリッド層4を有する発泡弾性層3が一体化された定着用加圧ロールが形成される。さらに、この後ローラ表面を研磨する研磨工程を追加しても良いが、本発明の定着用加圧ロールは表面平滑性に優れているため省略可能である。
本発明において、芯金の材料としては鉄、SUS,アルミニウムが適している。芯金自体のサイズは、軸方向の長さが205mm〜400mm、外径が6mm〜30mm程度のものが用いられる。この芯金の外周に、予めサンドブラスト等の粗面化処理を行っておくと、後工程で芯金上に被覆するシリコーンゴム発泡体との接着強度が向上する。また、接着剤については特に制約はなく、通常のシリコーンゴム系の接着剤が代表的に採用され、併せて接着剤の厚さについても特に制約はなく、ローラの要求特性に応じて適宜選択すればよい。
【0011】
定着用加圧ロールに離型性を施すために、ソリッド層4を有する発泡弾性層3の上に、適宜、接着剤を施した後、樹脂製チューブなどの離型層5を被せる。樹脂製チューブの材質は特に指定しないが、離型性が優れるPFA等のふっ素樹脂が望ましい。
【0012】
以下は、図1及び図2に示した定着用加圧ロールの製造例である。
「実施例」
未加硫のシリコーンゴム(信越化学工業(株)製、商品名「KE951U」)100部に加硫剤(信越化学工業(株)製、商品名「C−23」)2部、加硫剤(信越化学工業(株)製、商品名「C−3」)3.5部、発泡剤(東レダウコーニング・シリコーン(株)、商品名「MR−34」)を6部添加したシリコーンゴム材料を押出し成形機にて押出し成形する。
その後、最適条件にて加熱・加硫して、外表面に厚さ3mmのソリッド層4が形成された発泡弾性層3を作成する。
このソリッド層4が形成された発泡弾性層3を、接着剤(モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製、商品名「TSE322」が塗布された外径10mm、長さ300mmのアルミニウム芯金2上に被覆する。
最後に、一般的なシリコーン系接着剤を塗布した後、離型層5としてPFAチューブを被せ、離型層5を有する定着用加圧ロール1を得た。
【0013】
実施例の定着用加圧ロールにおいて、外表面のソリッド層4の厚さに対する、定着用加圧ロールとしての熱伝導率の値を表1に示す。また、画像画質、立ち上がり時間、硬度、及び、画像定着性の評価結果についても示す。
【表1】
【0014】
表1の評価結果について、以下に述べる。
ソリッド層の厚さは薄いほど、定着用加圧ロール表層の熱伝導性は低くなるため、断熱性が高まり、複写機の立ち上がり時間は早くなる一方、比較例3に示すように、ソリッド層が厚いとロール表層の蓄熱性が高くなるため、立ち上がり時間は遅くなる。
反対に、ソリッド層が厚いほど、熱伝導性が高いため、画像画質は良くなる傾向にあるが、薄いほどその効果は薄れ、比較例1に示すように、0.1mmでは画像画質の乱れが生じやすく、従来例1に示すようにソリッド層がないと画像画質が劣る結果となる。
また、ソリッド層の厚さは、硬度、すなわちニップ幅の大きさにも影響し、厚いほど画像定着性が優れている。
以上より、実施例1及び2に示すように、ソリッド層の厚さが0.5mm〜5.0mmでは、画像画質、立ち上がり時間、及び、画像定着性の相反する両特性に優れていることが分かる。
【0015】
さらに、ソリッド層の有無に対する、表面粗度Ra、うねりの大きさ、及び、離型層との接着強度の関係について表2に示す。
【表2】
※測定機の測定値上限以上のため
【0016】
表2の評価結果について、以下に述べる。
実施例3〜5のソリッド層が有る場合は、表面平滑性に優れており、表面粗度Raは0.1μm〜0.5μmである。定着用加圧ロールの幅全体における、うねりの大きさについても、表面粗度とほぼ同じ0.1μm〜0.5μmである。
表面粗度、及び、うねりの大きさは、定着用加圧ロールに離型層を施した場合の、離型層との接着強度に影響を及ぼし、実施例3〜5に示すように、ソリッド層を有する場合の離型層との接着強度は10MPa以上と、従来例2〜4のソリッド層が無い場合に比べて優れている。
【0017】
なお、各特性の測定方法については、以下の通りである。
熱伝導率は細線加熱法(ホットワイヤ法)、硬度アスカーCはJIS K 6253E、表面粗度、及び、うねりの大きさはJIS B 0601に記載の測定方法による。
接着強度に関しては、社内製の剥離試験機を用いる。具体的には、離型層に幅10mmのスリットを入れ、引張速度5mm/sにてスリット部分を引っ張って剥離し、剥離強度の最大値をプッシュブルゲージにて測定する。
【産業上の利用可能性】
【0018】
本発明は、複写機等の定着部に使用される定着用加圧ロール全般に利用することができる。
その他、プリンタあるいは印刷機のロールとしても利用することができる。
【符号の説明】
【0019】
1 定着用加圧ロール
2 芯金
3 発泡弾性層
4 ソリッド層
5 離型層
【特許請求の範囲】
【請求項1】
発泡弾性層の外層に、ソリッド層が接着層を介さず、一体成形により形成された、2層構造の定着用加圧ロールにおいて、該発泡弾性層の熱伝導率が0.05W/m・K〜0.2W/m・K、かつ、該ソリッド層の熱伝導率が0.1W/m・K〜1.0W/m・Kであり、さらに、該ソリッド層の厚さが0.5mm〜5.0mmであることを特徴とする定着用加圧ロール。
【請求項2】
発泡弾性層の外層に、ソリッド層が接着層を介さず、一体成形により形成された、2層構造の定着用加圧ロールにおいて、該定着用加圧ロールとしての熱伝導率が0.1W/m・K〜0.5W/m・Kであることを特徴とする定着用加圧ロール。
【請求項3】
該ソリッド層の表面粗度がRa0.1μm〜0.5μm、あるいは、うねりの大きさが0.1μm〜0.5μmであることを特徴とする、請求項1または2に記載の定着用加圧ロール。
【請求項4】
該定着用加圧ロールに離型層を施した定着用加圧ロールにおいて、該ソリッド層と該離型層間の接着強度が10MPa以上であることを特徴とする、請求項1〜3のいずれかに記載の定着用加圧ロール。
【請求項1】
発泡弾性層の外層に、ソリッド層が接着層を介さず、一体成形により形成された、2層構造の定着用加圧ロールにおいて、該発泡弾性層の熱伝導率が0.05W/m・K〜0.2W/m・K、かつ、該ソリッド層の熱伝導率が0.1W/m・K〜1.0W/m・Kであり、さらに、該ソリッド層の厚さが0.5mm〜5.0mmであることを特徴とする定着用加圧ロール。
【請求項2】
発泡弾性層の外層に、ソリッド層が接着層を介さず、一体成形により形成された、2層構造の定着用加圧ロールにおいて、該定着用加圧ロールとしての熱伝導率が0.1W/m・K〜0.5W/m・Kであることを特徴とする定着用加圧ロール。
【請求項3】
該ソリッド層の表面粗度がRa0.1μm〜0.5μm、あるいは、うねりの大きさが0.1μm〜0.5μmであることを特徴とする、請求項1または2に記載の定着用加圧ロール。
【請求項4】
該定着用加圧ロールに離型層を施した定着用加圧ロールにおいて、該ソリッド層と該離型層間の接着強度が10MPa以上であることを特徴とする、請求項1〜3のいずれかに記載の定着用加圧ロール。
【図1】

【図2】
【図2】
【公開番号】特開2013−113965(P2013−113965A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−258735(P2011−258735)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
[ Back to top ]