
実装装置の平行度調整方法および平行度調整装置
【課題】 加圧力の低いチップ部品の実装であっても基板ステージとボンディングツールの平行度を高精度に短時間で調整できる、実装装置の平行度調整方法および平行度調整装置を提供すること。
【解決手段】 ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、ボンディングツールの高さ位置を検出する高さ検出手段を備え、ボンディングツールを所定圧で、基板ステージに押し付ける工程と、駆動手段が平行度調整部の傾斜を変化させる工程と、平行度調整部の傾斜を変化させている間の、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点の位置を求める工程と、ボンディングツールが最下点になった際の平行度調整部の傾斜位置を保持する工程とからなる実装装置の平行度調整方法および平行度調整装置を提供する。
【解決手段】 ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、ボンディングツールの高さ位置を検出する高さ検出手段を備え、ボンディングツールを所定圧で、基板ステージに押し付ける工程と、駆動手段が平行度調整部の傾斜を変化させる工程と、平行度調整部の傾斜を変化させている間の、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点の位置を求める工程と、ボンディングツールが最下点になった際の平行度調整部の傾斜位置を保持する工程とからなる実装装置の平行度調整方法および平行度調整装置を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
チップ部品を回路基板に実装する際の、チップ部品を保持するボンディングツールと、回路基板を保持する基板ステージとの平行度調整方法および平行度調整装置に関する。
【背景技術】
【0002】
円弧状の回動軸受けに基板ステージを設け、基板を吸着保持して、基板ステージの上部からボンディングツールに保持されたチップ部品を基板に実装する実装方法が知られている(例えば特許文献1の図5)。この実装方法においては、予め、ボンディングツールを基板ステージに所定圧で押し付け、回動軸受けを倣わせる工程が行われている。倣わせた後、基板ステージはその傾斜をエアー吸引やバネ力などにより保持した状態を保つ。回動軸受けを倣わせることにより、ボンディングツールと基板ステージの平行度が確保される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4098949号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、チップ部品を基板に実装する際に、チップ部品の加圧力を低圧にして(チップ部品に設けられたバンプへの荷重を微小にして)実装する実装方法が行われている。このような実装方法においてもチップ部品と基板の平行度は要求されている。しかし、加圧力が低く抑えられているため、円弧状の基板ステージを倣わせる際に、ボンディングツールを押し付けても、加圧力が低いため基板ステージが倣ってくれない問題がある。
【0005】
そのため、低加圧のチップ部品の実装には倣い機構による平行度調整が難しいという問題がある。
【0006】
また、円弧状の倣い機構を用いない回動機構であっても、平行度の調整には、ピックゲージなど変位を測定する器具などで測定しながら回動機構を調整するので、非常に時間がかかると言った問題がある。
【0007】
上記問題点に鑑み、本発明の課題は、加圧力の低いチップ部品の実装であっても基板ステージとボンディングツールの平行度を高精度に短時間で調整できる、実装装置の平行度調整方法および平行度調整装置を提供することとする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、請求項1に記載の発明は、
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置のボンディングツールと基板ステージの平行度を調整する平行度調整方法であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段を備え、
ボンディングツールを所定圧で、基板ステージに押し付ける工程と、
駆動手段が平行度調整部の傾斜を変化させる工程と、
平行度調整部の傾斜を変化させている間の、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点の位置を求める工程と、
ボンディングツールが最下点になった際の平行度調整部の傾斜位置を保持する工程とからなる実装装置の平行度調整方法である。
【0009】
請求項2に記載の発明は、請求項1に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整方法である。
【0010】
請求項3に記載の発明は、請求項2に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整方法である。
【0011】
請求項4に記載の発明は、
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置の平行度調整装置であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段と、
ボンディングツールを所定圧で、基板ステージに押し付けた状態で平行度調整部の傾斜を駆動手段で変化させ、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点位置となる平行度調整部の傾斜位置を保持する制御手段とを備えることを特徴とする実装装置の平行度調整装置である。
【0012】
請求項5に記載の発明は、請求項4に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整装置である。
【0013】
請求項6に記載の発明は、請求項5に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整装置である。
【発明の効果】
【0014】
請求項1および4に記載の発明によれば、基板ステージをボンディングツールで押し付けている。本発明の実装装置は、ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備えている。そのため、駆動手段が平行度調整部の傾斜を変化させるので、ボンディングツールの加圧力が低加圧でもよい。ボンディングツールの加圧力で、基板ステージを倣わせて、ボンディングツール面と基板ステージ面の平行度を調整しなくてよい。したがって、加圧力の低いチップ部品の実装であっても基板ステージとボンディングツールの平行度を短時間で高精度に調整できる。
【0015】
請求項2および5に記載の発明によれば、平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けから構成されているので、高精度にボンディングツール面と基板ステージ面の傾斜を変化させることができる。
【0016】
請求項3および6に記載の発明によれば、平行度調整部が、基板ステージ側に備えられているので、球面軸受けの保持機構が簡単となり、メンテナンス性の良い装置構成とすることができる。
【図面の簡単な説明】
【0017】
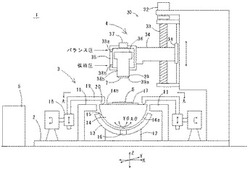
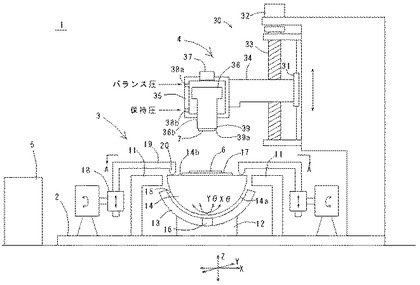
【図1】本発明の実施の形態で用いる実装装置の概略側面図である。
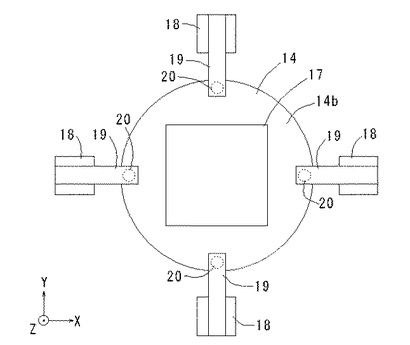
【図2】図1のA−A方向から見た概略平面図である。
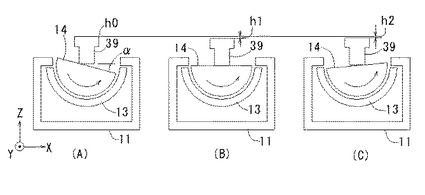
【図3】ボンディングツールと球面軸受けの関係を説明する概略側面図である。
【発明を実施するための形態】
【0018】
以下、図面を参照して本発明の実施の形態を説明する。図1は、本発明で用いる実装装置1の概略側面図である。図1において、実装装置1に向かって左右方向をX軸、手前方向をY軸、X軸とY軸で構成されるXY平面に直交する軸をZ軸とする。実装装置1は、大きく分けて、基台2と、基台2に設けられた球面軸受けを有する基板ステージ3と、基台2に設けられたボンディングツールを昇降させるツール昇降手段4と、実装装置1全体を制御する制御部5とから構成されている。球面軸受けは、本発明の平行度調整部に対応し、制御部5は、本発明の制御手段に対応する。なお、本発明の場合、基板ステージ面をXY平面とし、傾斜方向をXθ、Yθ方向とし、平行度調整部の傾斜の変化はXθ、Yθ方向への移動を意味する。
【0019】
基板ステージ3は、基台2に固定された枠体11と、枠体11の周りを取り囲む位置に配置された駆動手段18とから構成されている。枠体11の内部には、凹状半球面部材13が支持部12で支持されている。枠体11の上面側(Z方向上側)は開放されている。凹状半球面部材13の凹面13aに沿うように凸状半球面部材14が設けられている。凹状半球面部材13と、凸状半球面部材14は、エアーベアリング15を介して当接されている。凹状半球面部材13の下部には圧空吸引口16が設けられ、図示していない圧空ポンプおよび吸引ポンプが接続されている。
【0020】
凸状半球面部材14の平坦面14bには基板6を吸着保持する基板保持ステージ17が設けられている。平坦面14bには、爪20が当接されている。爪20は、L字形のアーム19の先端に位置している。アーム19は駆動手段18により上下方向に駆動されている。爪20は、アーム19を介して、駆動手段18のアーム19の移動量に基づき凸状半球面部材14をZ方向下側に押し込むことができる。特に限定しないが、駆動手段18は、エアーシリンダを用いた駆動手段や、ボールねじとサーボモータを用いた駆動手段や、ピエゾ素子を用いた駆動手段などを用いることができる。駆動手段18は、制御部5からの信号に基づきアーム19の位置を制御している。
【0021】
駆動手段18とアーム19と爪20とから構成されている押し付け手段は、少なくとも3組設けられる。本実施の形態では4組の場合について図示する。図2に図1のA−A方向で参照した場合の凸状半球面部材14と、駆動手段18とアーム19と爪20(図2では点線で示す)とから構成されている4組の押し付け手段の位置関係を示す。図2に示すように、凸状半球面部材14の外周の4箇所を爪20が押し付けることができる。これにより、凸状半球面部材14の平坦面14bを任意の傾きにすることができる。
【0022】
エアーベアリング15は、圧空ポンプから圧空吸引口16を介してガスや空気が供給されることで、該気体を潤滑剤とするエアーベアリング15が形成されるようになっている。これにより、凸状半球面部材14が、凹状半球面部材13に対して任意の方向に回動自在となっている。本発明では、回動を凸面14aもしくは凹面13aに沿って移動する場合に用いる。移動の際の軸中心は凸状半球面部材14の平坦面14bの中央部となる。
【0023】
図1にもどり、ツール昇降手段4は、Z軸送り機構30と、Z軸送り機構30にブラケット34を介して取り付けられたエアーシリンダ35とから構成されている。Z軸送り機構30は、昇降用サーボモータ32がボールねじ33を駆動することによりブラケット34をZ方向上下に移動させる機構となっている。ブラケット34は、Z軸送り機構30に設けられたスライダ31に沿ってZ方向上下に移動する。
【0024】
ブラケット34にはエアーシリンダ35が取り付けられており、エアーシリンダ35の内部ではピストン36がZ方向上下に移動可能になっている。エアーシリンダ35の上部にはピストン36の上面36aの位置を検出する位置検出器37が備えられている。位置検出器37は、本発明の高さ検出手段に対応する。エアーシリンダ35の上部にはバランス用エアーを供給する供給孔38aが設けられ、下側には保持用エアーを供給する供給孔38bが設けられている。図示していない圧空源よりピストン36の位置を制御するためのバランス用エアーおよび保持用エアーが供給され、所定の加圧力がピストン36に付与されている。ピストン36のピストンロッド36bにはチップ部品7が吸着保持される。ピストンロッド36bの先端部でチップ部品7が吸着保持される部分を、以下、ボンディングツール39と呼ぶ。ボンディングツール39のチップ部品7の吸着面を39aと表記する。
【0025】
ツール昇降手段4は、制御部5の信号に基づきボンディングツール39に吸着保持されたチップ部品7が、基板保持ステージ17に吸着保持された基板6に接触するまで、Z軸送り機構30を動作させる。その後、ピストン36に付与されている所定圧でボンディングツール39に吸着保持されたチップ部品7を基板保持ステージ17に吸着保持された基板6に押し付けるようになっている。
【0026】
チップ部品7を基板6に実装する際に、予め、ボンディングツール39のチップ吸着面39aと凸状半球面部材14の平坦面14bの平行度調整が行われる。一般的な平行度調整は、次のような手順で行われている。まず、エアーベアリング15に圧空吸引口16よりエアーを供給し、凸状半球面部材14を浮上させる。次に、エアーシリンダ35のピストン36を所定圧で維持することにより、ボンディングツール39の吸着面39aが凸状半球面部材14の平坦面14bを押し付ける。そうすると、押し付けられた力に応じて、凸状半球面部材14がXθ、Yθ方向に移動する。吸着面39aと平坦面14bが密着した状態となると、ボンディングツール39と凸状半球面部材14の平行度が確保される。この状態で、圧空吸引口16から供給しているエアーを圧空から吸引に切り換え、凸状半球面部材14を凹状半球面部材13に密着させ姿勢を保持させる。以後、密着状態でチップ部品7の基板6へのボンディングを開始する。
【0027】
このような平行度の調整方法は、ボンディングツール39の吸着面39aの押し付け力が、凸状半球面部材14を移動させることができる加圧力の場合には有効となる。しかし、チップ部品7の低加圧ボンディングでは、吸着面39aの押し付け力が十分な加圧力にならないため凸状半球面部材14を移動(倣わせる)させることができない。そのため、本発明では、凸状半球面部材14の平坦面14bに接触する爪20を用いて、平坦面14bとボンディングツール39の吸着面39aの平行度調整を行う。以下、図3を用いて平行度調整方法を説明する。
【0028】
図3は、凸状半球面部材14とボンディングツール39との位置関係を説明する概略側面図である。図3(a)は、ボンディングツール39の吸着面39aの一部が凸状半球面部材14の平坦面14bに接触した状態を示している。この状態では、図3(a)に示すように、吸着面39aと平坦面14bとの間に角度αが発生し、平行度が保たれていない。また、ボンディングツール39に付与されている加圧力では凸状半球面部材14は移動しない。このとき、ボンディングツール39の位置を位置検出器37で検出し、高さ位置h0と制御部5に記憶する。
【0029】
次に、制御部5の指令に基づき、駆動手段18を駆動し爪20をZ方向下側に押し付ける。制御部5は、本実施の形態の場合、4個の駆動手段18に対して平端部14bが所定の角度になるように押し付けおよび開放(押し付け力をフリーとしてZ方向上側への移動を可能とする)を制御する。この間、ボンディングツール39に所定圧がピストン36に付与されるているので、平坦面14bの角度の変化に追従してボンディングツール39のZ方向の位置(Z軸高さ位置)は変化する。
【0030】
図3(b)は、爪20を用いて凸状半球面部材14の姿勢をY軸回りに可変させ、ボンディングツール39の吸着面39aが平坦面14bと密着した状態を示している。このとき、ピストン36の位置はZ方向最下点(一番低い位置)となる。たとえば、この位置検出器37で検出した位置をh1として制御部5に記憶する。
【0031】
図3(c)は、図3(b)の状態から、さらに爪20を用いて凸状半球面部材14の姿勢をY軸回りに可変させた状態を示している。この状態では、ピストン36のZ方向高さ位置は、図3(b)に比べて上昇した位置となる。位置検出器37で検出した位置をh2として制御部5に記憶する。
【0032】
平坦部14bの角度の変化に応じて制御部5に記憶したボンディングツール39の高さデータから、Z軸方向最下点となる位置を求める。図3の例ではh1がZ軸方向最下点となる。X軸回りについても、同様に、ボンディングツール39のZ軸方向最下点となる位置を求めることができる。このように、爪20で凸状半球面部材14の姿勢を可変させながら、ボンディングツール39に連結されたピストン36の上面36aの位置を位置検出器37で測定することにより、吸着面39aと平坦面14bが密着し平行度が確保された際の、平坦部14bの状態を知ることができる。ボンディングツール39の高さ位置をZ軸方向最下点になるように、爪20を用いて凸状半球面部材14を移動させた後、圧空吸引口16から供給しているエアーを圧空から吸引に切り換え、凸状半球面部材14を凹状半球面部材13に密着させ姿勢を保持させる。以後、ボンディングツール39と凸状半球面部材14が高精度に平行度調整された状態で実装が行われるようになる。
【0033】
なお、本実施の形態では、凹状半球面部材13と凸状半球面部材15から構成されている球面軸受けを平行度調整部として用いたが、Xθ、Yθ方向に傾斜可能なゴニオステージや、それぞれの方向(X,Y方向)の軸受けを十字に構成して傾斜可能とした回転軸受けで構成しても良い。また、基板ステージの周辺を複数の支持部材で支持し各支持部材のストロークを可変させることにより基板ステージ面の傾斜を可変させる機構で平行度調整部を構成しても良い。
【0034】
また、基板ステージ面とボンディングツール面の平行度が相対的に調整可能であれば、平行度調整機能を少なくともどちらか一方に構成させていればよい。
【符号の説明】
【0035】
1 実装装置
2 基台
3 基板ステージ
4 ツール昇降手段
5 制御部
6 基板
7 チップ部品
11 枠体
12 支持部
13 凹状半球面部材
14 凸状半球面部材
15 エアーベアリング
16 圧空吸引口
17 基板保持ステージ
18 駆動手段
19 アーム
20 爪
30 Z軸送り機構
31 スライダ
32 サーボモータ
33 ボールねじ
34 ブラケット
35 エアーシリンダ
36 ピストン
37 位置検出器
39 ボンディングツール
13a 凹面
14a 凸面
14b 平坦面
14b 平端部
36a 上面
36b ピストンロッド
38a 供給孔
38b 供給孔
39a 吸着面
【技術分野】
【0001】
チップ部品を回路基板に実装する際の、チップ部品を保持するボンディングツールと、回路基板を保持する基板ステージとの平行度調整方法および平行度調整装置に関する。
【背景技術】
【0002】
円弧状の回動軸受けに基板ステージを設け、基板を吸着保持して、基板ステージの上部からボンディングツールに保持されたチップ部品を基板に実装する実装方法が知られている(例えば特許文献1の図5)。この実装方法においては、予め、ボンディングツールを基板ステージに所定圧で押し付け、回動軸受けを倣わせる工程が行われている。倣わせた後、基板ステージはその傾斜をエアー吸引やバネ力などにより保持した状態を保つ。回動軸受けを倣わせることにより、ボンディングツールと基板ステージの平行度が確保される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4098949号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、チップ部品を基板に実装する際に、チップ部品の加圧力を低圧にして(チップ部品に設けられたバンプへの荷重を微小にして)実装する実装方法が行われている。このような実装方法においてもチップ部品と基板の平行度は要求されている。しかし、加圧力が低く抑えられているため、円弧状の基板ステージを倣わせる際に、ボンディングツールを押し付けても、加圧力が低いため基板ステージが倣ってくれない問題がある。
【0005】
そのため、低加圧のチップ部品の実装には倣い機構による平行度調整が難しいという問題がある。
【0006】
また、円弧状の倣い機構を用いない回動機構であっても、平行度の調整には、ピックゲージなど変位を測定する器具などで測定しながら回動機構を調整するので、非常に時間がかかると言った問題がある。
【0007】
上記問題点に鑑み、本発明の課題は、加圧力の低いチップ部品の実装であっても基板ステージとボンディングツールの平行度を高精度に短時間で調整できる、実装装置の平行度調整方法および平行度調整装置を提供することとする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、請求項1に記載の発明は、
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置のボンディングツールと基板ステージの平行度を調整する平行度調整方法であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段を備え、
ボンディングツールを所定圧で、基板ステージに押し付ける工程と、
駆動手段が平行度調整部の傾斜を変化させる工程と、
平行度調整部の傾斜を変化させている間の、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点の位置を求める工程と、
ボンディングツールが最下点になった際の平行度調整部の傾斜位置を保持する工程とからなる実装装置の平行度調整方法である。
【0009】
請求項2に記載の発明は、請求項1に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整方法である。
【0010】
請求項3に記載の発明は、請求項2に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整方法である。
【0011】
請求項4に記載の発明は、
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置の平行度調整装置であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段と、
ボンディングツールを所定圧で、基板ステージに押し付けた状態で平行度調整部の傾斜を駆動手段で変化させ、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点位置となる平行度調整部の傾斜位置を保持する制御手段とを備えることを特徴とする実装装置の平行度調整装置である。
【0012】
請求項5に記載の発明は、請求項4に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整装置である。
【0013】
請求項6に記載の発明は、請求項5に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整装置である。
【発明の効果】
【0014】
請求項1および4に記載の発明によれば、基板ステージをボンディングツールで押し付けている。本発明の実装装置は、ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備えている。そのため、駆動手段が平行度調整部の傾斜を変化させるので、ボンディングツールの加圧力が低加圧でもよい。ボンディングツールの加圧力で、基板ステージを倣わせて、ボンディングツール面と基板ステージ面の平行度を調整しなくてよい。したがって、加圧力の低いチップ部品の実装であっても基板ステージとボンディングツールの平行度を短時間で高精度に調整できる。
【0015】
請求項2および5に記載の発明によれば、平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けから構成されているので、高精度にボンディングツール面と基板ステージ面の傾斜を変化させることができる。
【0016】
請求項3および6に記載の発明によれば、平行度調整部が、基板ステージ側に備えられているので、球面軸受けの保持機構が簡単となり、メンテナンス性の良い装置構成とすることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施の形態で用いる実装装置の概略側面図である。
【図2】図1のA−A方向から見た概略平面図である。
【図3】ボンディングツールと球面軸受けの関係を説明する概略側面図である。
【発明を実施するための形態】
【0018】
以下、図面を参照して本発明の実施の形態を説明する。図1は、本発明で用いる実装装置1の概略側面図である。図1において、実装装置1に向かって左右方向をX軸、手前方向をY軸、X軸とY軸で構成されるXY平面に直交する軸をZ軸とする。実装装置1は、大きく分けて、基台2と、基台2に設けられた球面軸受けを有する基板ステージ3と、基台2に設けられたボンディングツールを昇降させるツール昇降手段4と、実装装置1全体を制御する制御部5とから構成されている。球面軸受けは、本発明の平行度調整部に対応し、制御部5は、本発明の制御手段に対応する。なお、本発明の場合、基板ステージ面をXY平面とし、傾斜方向をXθ、Yθ方向とし、平行度調整部の傾斜の変化はXθ、Yθ方向への移動を意味する。
【0019】
基板ステージ3は、基台2に固定された枠体11と、枠体11の周りを取り囲む位置に配置された駆動手段18とから構成されている。枠体11の内部には、凹状半球面部材13が支持部12で支持されている。枠体11の上面側(Z方向上側)は開放されている。凹状半球面部材13の凹面13aに沿うように凸状半球面部材14が設けられている。凹状半球面部材13と、凸状半球面部材14は、エアーベアリング15を介して当接されている。凹状半球面部材13の下部には圧空吸引口16が設けられ、図示していない圧空ポンプおよび吸引ポンプが接続されている。
【0020】
凸状半球面部材14の平坦面14bには基板6を吸着保持する基板保持ステージ17が設けられている。平坦面14bには、爪20が当接されている。爪20は、L字形のアーム19の先端に位置している。アーム19は駆動手段18により上下方向に駆動されている。爪20は、アーム19を介して、駆動手段18のアーム19の移動量に基づき凸状半球面部材14をZ方向下側に押し込むことができる。特に限定しないが、駆動手段18は、エアーシリンダを用いた駆動手段や、ボールねじとサーボモータを用いた駆動手段や、ピエゾ素子を用いた駆動手段などを用いることができる。駆動手段18は、制御部5からの信号に基づきアーム19の位置を制御している。
【0021】
駆動手段18とアーム19と爪20とから構成されている押し付け手段は、少なくとも3組設けられる。本実施の形態では4組の場合について図示する。図2に図1のA−A方向で参照した場合の凸状半球面部材14と、駆動手段18とアーム19と爪20(図2では点線で示す)とから構成されている4組の押し付け手段の位置関係を示す。図2に示すように、凸状半球面部材14の外周の4箇所を爪20が押し付けることができる。これにより、凸状半球面部材14の平坦面14bを任意の傾きにすることができる。
【0022】
エアーベアリング15は、圧空ポンプから圧空吸引口16を介してガスや空気が供給されることで、該気体を潤滑剤とするエアーベアリング15が形成されるようになっている。これにより、凸状半球面部材14が、凹状半球面部材13に対して任意の方向に回動自在となっている。本発明では、回動を凸面14aもしくは凹面13aに沿って移動する場合に用いる。移動の際の軸中心は凸状半球面部材14の平坦面14bの中央部となる。
【0023】
図1にもどり、ツール昇降手段4は、Z軸送り機構30と、Z軸送り機構30にブラケット34を介して取り付けられたエアーシリンダ35とから構成されている。Z軸送り機構30は、昇降用サーボモータ32がボールねじ33を駆動することによりブラケット34をZ方向上下に移動させる機構となっている。ブラケット34は、Z軸送り機構30に設けられたスライダ31に沿ってZ方向上下に移動する。
【0024】
ブラケット34にはエアーシリンダ35が取り付けられており、エアーシリンダ35の内部ではピストン36がZ方向上下に移動可能になっている。エアーシリンダ35の上部にはピストン36の上面36aの位置を検出する位置検出器37が備えられている。位置検出器37は、本発明の高さ検出手段に対応する。エアーシリンダ35の上部にはバランス用エアーを供給する供給孔38aが設けられ、下側には保持用エアーを供給する供給孔38bが設けられている。図示していない圧空源よりピストン36の位置を制御するためのバランス用エアーおよび保持用エアーが供給され、所定の加圧力がピストン36に付与されている。ピストン36のピストンロッド36bにはチップ部品7が吸着保持される。ピストンロッド36bの先端部でチップ部品7が吸着保持される部分を、以下、ボンディングツール39と呼ぶ。ボンディングツール39のチップ部品7の吸着面を39aと表記する。
【0025】
ツール昇降手段4は、制御部5の信号に基づきボンディングツール39に吸着保持されたチップ部品7が、基板保持ステージ17に吸着保持された基板6に接触するまで、Z軸送り機構30を動作させる。その後、ピストン36に付与されている所定圧でボンディングツール39に吸着保持されたチップ部品7を基板保持ステージ17に吸着保持された基板6に押し付けるようになっている。
【0026】
チップ部品7を基板6に実装する際に、予め、ボンディングツール39のチップ吸着面39aと凸状半球面部材14の平坦面14bの平行度調整が行われる。一般的な平行度調整は、次のような手順で行われている。まず、エアーベアリング15に圧空吸引口16よりエアーを供給し、凸状半球面部材14を浮上させる。次に、エアーシリンダ35のピストン36を所定圧で維持することにより、ボンディングツール39の吸着面39aが凸状半球面部材14の平坦面14bを押し付ける。そうすると、押し付けられた力に応じて、凸状半球面部材14がXθ、Yθ方向に移動する。吸着面39aと平坦面14bが密着した状態となると、ボンディングツール39と凸状半球面部材14の平行度が確保される。この状態で、圧空吸引口16から供給しているエアーを圧空から吸引に切り換え、凸状半球面部材14を凹状半球面部材13に密着させ姿勢を保持させる。以後、密着状態でチップ部品7の基板6へのボンディングを開始する。
【0027】
このような平行度の調整方法は、ボンディングツール39の吸着面39aの押し付け力が、凸状半球面部材14を移動させることができる加圧力の場合には有効となる。しかし、チップ部品7の低加圧ボンディングでは、吸着面39aの押し付け力が十分な加圧力にならないため凸状半球面部材14を移動(倣わせる)させることができない。そのため、本発明では、凸状半球面部材14の平坦面14bに接触する爪20を用いて、平坦面14bとボンディングツール39の吸着面39aの平行度調整を行う。以下、図3を用いて平行度調整方法を説明する。
【0028】
図3は、凸状半球面部材14とボンディングツール39との位置関係を説明する概略側面図である。図3(a)は、ボンディングツール39の吸着面39aの一部が凸状半球面部材14の平坦面14bに接触した状態を示している。この状態では、図3(a)に示すように、吸着面39aと平坦面14bとの間に角度αが発生し、平行度が保たれていない。また、ボンディングツール39に付与されている加圧力では凸状半球面部材14は移動しない。このとき、ボンディングツール39の位置を位置検出器37で検出し、高さ位置h0と制御部5に記憶する。
【0029】
次に、制御部5の指令に基づき、駆動手段18を駆動し爪20をZ方向下側に押し付ける。制御部5は、本実施の形態の場合、4個の駆動手段18に対して平端部14bが所定の角度になるように押し付けおよび開放(押し付け力をフリーとしてZ方向上側への移動を可能とする)を制御する。この間、ボンディングツール39に所定圧がピストン36に付与されるているので、平坦面14bの角度の変化に追従してボンディングツール39のZ方向の位置(Z軸高さ位置)は変化する。
【0030】
図3(b)は、爪20を用いて凸状半球面部材14の姿勢をY軸回りに可変させ、ボンディングツール39の吸着面39aが平坦面14bと密着した状態を示している。このとき、ピストン36の位置はZ方向最下点(一番低い位置)となる。たとえば、この位置検出器37で検出した位置をh1として制御部5に記憶する。
【0031】
図3(c)は、図3(b)の状態から、さらに爪20を用いて凸状半球面部材14の姿勢をY軸回りに可変させた状態を示している。この状態では、ピストン36のZ方向高さ位置は、図3(b)に比べて上昇した位置となる。位置検出器37で検出した位置をh2として制御部5に記憶する。
【0032】
平坦部14bの角度の変化に応じて制御部5に記憶したボンディングツール39の高さデータから、Z軸方向最下点となる位置を求める。図3の例ではh1がZ軸方向最下点となる。X軸回りについても、同様に、ボンディングツール39のZ軸方向最下点となる位置を求めることができる。このように、爪20で凸状半球面部材14の姿勢を可変させながら、ボンディングツール39に連結されたピストン36の上面36aの位置を位置検出器37で測定することにより、吸着面39aと平坦面14bが密着し平行度が確保された際の、平坦部14bの状態を知ることができる。ボンディングツール39の高さ位置をZ軸方向最下点になるように、爪20を用いて凸状半球面部材14を移動させた後、圧空吸引口16から供給しているエアーを圧空から吸引に切り換え、凸状半球面部材14を凹状半球面部材13に密着させ姿勢を保持させる。以後、ボンディングツール39と凸状半球面部材14が高精度に平行度調整された状態で実装が行われるようになる。
【0033】
なお、本実施の形態では、凹状半球面部材13と凸状半球面部材15から構成されている球面軸受けを平行度調整部として用いたが、Xθ、Yθ方向に傾斜可能なゴニオステージや、それぞれの方向(X,Y方向)の軸受けを十字に構成して傾斜可能とした回転軸受けで構成しても良い。また、基板ステージの周辺を複数の支持部材で支持し各支持部材のストロークを可変させることにより基板ステージ面の傾斜を可変させる機構で平行度調整部を構成しても良い。
【0034】
また、基板ステージ面とボンディングツール面の平行度が相対的に調整可能であれば、平行度調整機能を少なくともどちらか一方に構成させていればよい。
【符号の説明】
【0035】
1 実装装置
2 基台
3 基板ステージ
4 ツール昇降手段
5 制御部
6 基板
7 チップ部品
11 枠体
12 支持部
13 凹状半球面部材
14 凸状半球面部材
15 エアーベアリング
16 圧空吸引口
17 基板保持ステージ
18 駆動手段
19 アーム
20 爪
30 Z軸送り機構
31 スライダ
32 サーボモータ
33 ボールねじ
34 ブラケット
35 エアーシリンダ
36 ピストン
37 位置検出器
39 ボンディングツール
13a 凹面
14a 凸面
14b 平坦面
14b 平端部
36a 上面
36b ピストンロッド
38a 供給孔
38b 供給孔
39a 吸着面
【特許請求の範囲】
【請求項1】
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置のボンディングツールと基板ステージの平行度を調整する平行度調整方法であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段を備え、
ボンディングツールを所定圧で、基板ステージに押し付ける工程と、
駆動手段が平行度調整部の傾斜を変化させる工程と、
平行度調整部の傾斜を変化させている間の、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点の位置を求める工程と、
ボンディングツールが最下点になった際の平行度調整部の傾斜位置を保持する工程とからなる実装装置の平行度調整方法。
【請求項2】
請求項1に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整方法。
【請求項3】
請求項2に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整方法。
【請求項4】
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置の平行度調整装置であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段と、
ボンディングツールを所定圧で、基板ステージに押し付けた状態で平行度調整部の傾斜を駆動手段で変化させ、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点位置となる平行度調整部の傾斜位置を保持する制御手段とを備えることを特徴とする実装装置の平行度調整装置。
【請求項5】
請求項4に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整装置。
【請求項6】
請求項5に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整装置。
【請求項1】
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置のボンディングツールと基板ステージの平行度を調整する平行度調整方法であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段を備え、
ボンディングツールを所定圧で、基板ステージに押し付ける工程と、
駆動手段が平行度調整部の傾斜を変化させる工程と、
平行度調整部の傾斜を変化させている間の、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点の位置を求める工程と、
ボンディングツールが最下点になった際の平行度調整部の傾斜位置を保持する工程とからなる実装装置の平行度調整方法。
【請求項2】
請求項1に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整方法。
【請求項3】
請求項2に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整方法。
【請求項4】
基板ステージに吸着保持された基板に、基板ステージの上方に位置したボンディングツールを用いてボンディングツールに吸着保持されたチップ部品を実装する実装装置の平行度調整装置であって、
ボンディングツール面もしくは基板ステージ面の傾斜を変化させる平行度調整部と、平行度調整部を駆動する駆動手段とを備え、
ボンディングツールの高さ位置を検出する高さ検出手段と、
ボンディングツールを所定圧で、基板ステージに押し付けた状態で平行度調整部の傾斜を駆動手段で変化させ、ボンディングツールの高さ検知手段の情報から、ボンディングツールの最下点位置となる平行度調整部の傾斜位置を保持する制御手段とを備えることを特徴とする実装装置の平行度調整装置。
【請求項5】
請求項4に記載の発明において、
平行度調整部が、凸状半球面部材と凹状半球面部材とを組み合わせた球面軸受けからなる、実装装置の平行度調整装置。
【請求項6】
請求項5に記載の発明において、
平行度調整部が、基板ステージ側に備えられている、実装装置の平行度調整装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−84740(P2012−84740A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−230772(P2010−230772)
【出願日】平成22年10月13日(2010.10.13)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月13日(2010.10.13)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
[ Back to top ]