
容器およびその製造方法ならびに製造装置
【課題】強度の高い容器を提供する。
【解決手段】容器50の製造方法は、樹脂4を含浸する繊維5に第一の張力を加えて中空体3に巻きつける工程と、第一の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第一フィラメントワインディング層10aを形成する工程と、樹脂4を含浸する繊維5に第一の張力よりも大きい第二の張力を加えて第一フィラメントワインディング層10aに巻きつける工程と、第二の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第二フィラメントワインディング層10bを形成する工程とを備える。
【解決手段】容器50の製造方法は、樹脂4を含浸する繊維5に第一の張力を加えて中空体3に巻きつける工程と、第一の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第一フィラメントワインディング層10aを形成する工程と、樹脂4を含浸する繊維5に第一の張力よりも大きい第二の張力を加えて第一フィラメントワインディング層10aに巻きつける工程と、第二の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第二フィラメントワインディング層10bを形成する工程とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、容器およびその製造方法ならびに製造装置に関するものであり、より特定的には、樹脂含浸繊維を中空体に巻きつけて形成される容器とその製造方法ならびに製造装置に関するものである。
【背景技術】
【0002】
従来、フィラメントワインディング法に関しては、たとえば特開平9−30869号公報(特許文献1)、特開平7−67992号公報(特許文献2)および特開2000−108213号公報(特許文献3)に開示されている。
【特許文献1】特開平9−30869号公報
【特許文献2】特開平7−67992号公報
【特許文献3】特開2000−108213号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1では、樹脂含浸繊維をマンドレル(タンク)に巻きつける際に加熱による溶媒除去と繊維の巻きつけを複数回繰返す技術が開示されている。
【0004】
しかしながら、タンクに内圧が付加された場合に、内側の層への応力による大きな歪みが生じ、タンクの強度の低下が発生する。
【0005】
そこで、この発明は上述のような問題点を解決するためになされたものであり、強度の大きい容器およびその製造方法ならびに製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
この発明に従った容器の製造方法は、樹脂含浸繊維に第一の張力を加えて中空体に巻きつけて第一フィラメントワインディング層を形成する工程と、第一フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程と、樹脂含浸繊維に第一の張力よりも大きい第二の張力を加えて硬化後の第一フィラメントワインディング層に巻きつける工程と、第二フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程とを備える。
【0007】
このような工程を備えた容器の製造方法では、複数回に分けて硬化を行なうことにより、高い張力を維持したまま第一および第二フィラメントワインディング層を形成することができる。さらに、外周の第二のフィラメントワインディング層は、第一の張力よりも高い第二の張力で巻かれて形成するため、内側の第一フィラメントワインディング層に圧縮応力を付与できる。その結果中空体に高圧物質が入れられた場合であっても中空体がこの圧力を吸収することができ、容器を強化することができる。
【0008】
この発明に従った容器の製造装置は、上記の容器の製造方法を実施する容器の製造装置であって、中空体を回転可能に保持する保持部と、繊維に張力を加える張力調整部とを備え、保持部が中空体を回転させ、回転している中空体には、張力調整部により張力が調整された樹脂含浸繊維が巻かれる。
【0009】
このように構成された容器の製造装置では、容器を強化することができる。
この発明に従った容器は、中空体と、中空体の外周部に形成された樹脂含浸繊維の樹脂を硬化させて形成したフィラメントワインディング体とを備える。フィラメントワインディング体は、中空体上に積層された複数のフィラメントワインディング層を含む。中空体に近づくにつれてフィラメントワインディング層内の残留圧縮応力が大きくなる。
【0010】
このように構成された容器では、中空体に近づくにつれてフィラメントワインディング層内の残留圧縮応力が大きくなるため中空体内に高圧の気体または液体が入れられた場合であって、容器に引張り応力が加わった場合にもこの引張り応力を残留圧縮応力で小さくすることができる。その結果、強度が高い容器を得ることができる。
【発明の効果】
【0011】
この発明に従えば、高強度の容器を得ることができる。
【発明を実施するための最良の形態】
【0012】
以下、この発明の実施の形態について、図面を参照して説明する。なお、以下の実施の形態では同一または相当する部分については同一の参照符号を付し、その説明については繰返さない。
【0013】
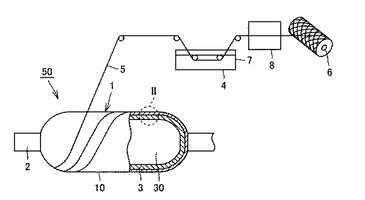
図1は、この発明の実施の形態に従った容器の製造方法を説明するための図である。図1を参照して、容器50は中空体3にフィラメントワインディング体10が巻かれて形成されている。フィラメントワインディング体10は樹脂強化繊維層であり、容器50を補強する役割を果たしている。フィラメントワインディング体10は繊維5を巻かれて構成される。繊維5は樹脂4を含んでいる。
【0014】
中空体3がシャフト2に取付けられており、中空体3はシャフト2とともに回転する。ボビン6に巻かれた繊維5は張力調整部8によりその張力が調整される。張力が調整された後の繊維5は樹脂槽7に浸されて樹脂が含浸する。樹脂4を含浸した繊維5が中空体3に巻かれる。所定量の繊維5が巻かれれば、中空体3に巻かれた繊維5の樹脂4を硬化させる。これにより、1つのフィラメントワインディング層を形成する。硬化が完了した後に、硬化したフィラメントワインディング層上に樹脂4を含浸した繊維5を巻き、所定量の繊維を巻いた後に繊維5に含まれる樹脂4を硬化させる。このように、繊維の巻回と樹脂の硬化とを繰返すことで複数のフィラメントワインディング層に覆われた容器50を製造することが可能である。
【0015】
内側のフィラメントワインディング層を製造するときの繊維5の張力よりも、外側のフィラメントワインディング層を巻きつけるときの張力を高くする。これにより内側のフィラメントワインディング層に対して圧縮応力を付与する。
【0016】
容器の製造装置は、中空体3を回転可能に保持する保持部としてのシャフト2と、繊維5に張力を加える張力調整部8とを備え、シャフト2が中空体3を回転させ、回転している中空体3には、張力調整部8により張力が調整された、樹脂4を含浸した繊維5が巻かれる。
【0017】
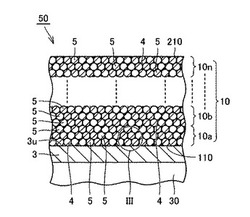
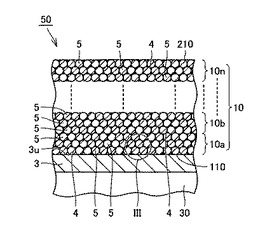
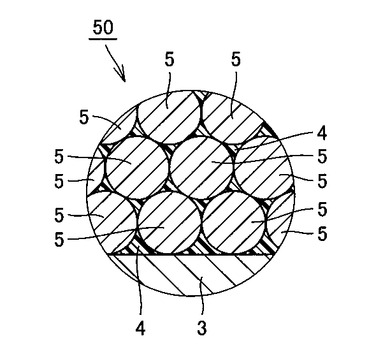
図2は、図1中のIIで示す部分を拡大した断面図である。図3は、図2中のIIIで示す部分を拡大した断面図である。図2および図3を参照して、内部空間30を取囲む容器3の外表面3uにフィラメントワインディング体10が巻かれて構成されている。フィラメントワインディング体10は内周側から第一フィラメントワインディング層10a、第二フィラメントワインディング層10bと続き、最外層の第nフィラメントワインディング層10nまでにより構成される。
【0018】
第一から第nフィラメントワインディング層10aから10nは、繊維5と、繊維5の周りに配置される樹脂4とを有する。容器3がフィラメントワインディング体10に取囲まれる形状とされている。第一フィラメントワインディング層10aを形成した後、すなわち、第一フィラメントワインディング層10aに含まれる樹脂4を硬化させた後に第二フィラメントワインディング層10bが巻かれる。内周側のフィラメントワインディング層を形成した後に外周側のフィラメントワインディング層が形成される。
【0019】
内部空間30には高圧の気体または液体または液体と気体の混合物が封入される。高圧の流体は容器3に対して大きな引張り応力を加える。この応力に耐えるようにするために容器3がフィラメントワインディング体10で補強されている。
【0020】
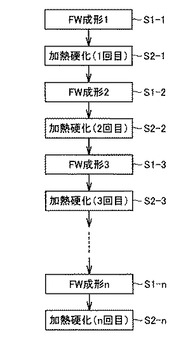
図4は、この実施の形態に従った容器の製造方法を説明するためのフローチャートである。図4を参照して、まず容器に樹脂含浸繊維を巻きつける(ステップ(以下Sという)1−1)。これにより第一フィラメントワインディング層(FW成形1)を形成する。
【0021】
次に、樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−1)。
【0022】
第一フィラメントワインディング層上に樹脂含浸繊維を巻きつける(S1−2)。これにより第二フィラメントワインディング層(FW成形2)を形成する。
【0023】
次に、樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−2)。
【0024】
第二フィラメントワインディング層上に樹脂含浸繊維を巻きつける(S1−3)。これにより、第三フィラメントワインディング層(FW成形3)を形成する。
【0025】
次に、樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−3)。
【0026】
さらに上述の巻回と加熱硬化を繰返す。
n回目の樹脂含浸繊維の巻きつけを行なう(S1−n)。これにより第nフィラメントワインディング層を形成する。
【0027】
次に樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−n)。
【0028】
このように、樹脂含浸繊維の巻回とその後の樹脂の加熱硬化を繰返して複数層のフィラメントワインディング層からなるフィラメントワインディング体を形成する。
【0029】
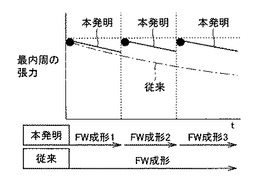
図5は、最内周の繊維の張力とフィラメントワインディング厚みとの関係を示すグラフである。本発明ではフィラメントワインディング層を複数回形成する。各々のフィラメントワインディング層を形成する際に樹脂を加熱硬化させた後次のフィラメントワインディング層を形成する。そのためたとえば第一フィラメントワインディング層を形成する場合に巻きつけが進めば最内周の繊維の張力は低下する。しかしながら張力が低下したとしても一旦樹脂を固めて次の巻きつけ(図5中のFW成形2)に入る。このとき張力を上げるため、最内周の張力が大きくなる。その結果、最内周の繊維の張力を大きく低下させることなく巻きつけを実施できる。
【0030】
これに対して、従来技術ではフィラメントワインディングの巻きつけを一度に行ない、すべての繊維を巻いた後に樹脂を硬化させる。このような従来の方法では巻かれるに従って最内周の繊維の張力が小さくなる。これにより最内周では張力が維持されず容器の強度が低くなる。
【0031】
すなわち、一度で巻きつける従来の方法では、外側の繊維からの圧力により、内側の繊維が緩んでしまう。この理由として、硬化前の繊維は自由度が高いことが挙げられる。これを解消するために外周において張力を低くすることも考えられるが、このような方法では全体の張力が低下し、容器を十分に補強できない。これに対し、本発明では1層ごとに硬化をさせるため、次の層を高い張力で巻いたとしても内周側が緩まない。
【0032】
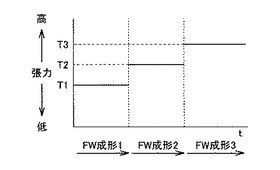
図6は、張力とフィラメントワインディング厚みとの関係を示すグラフである。図4のS1−1(FW成形1)では第一の張力T1で繊維を巻き、その後のS1−2では第一の張力よりも大きい第二の張力T2で繊維を巻く。さらにその後のS1−3では、第二の張力よりも大きい第三の張力T3で繊維を巻く。外側をより高い張力にすることにより、中空体に内圧がかかった際にも内圧へ十分な応力を付与することが可能となり、中空体を十分に補強することが可能となる。
【0033】
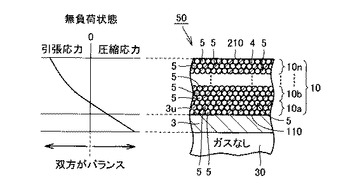
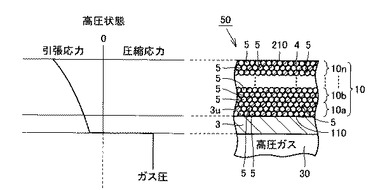
図7は、この発明に従った容器における応力分布を示す図である。図7を参照して、中空体3の外周にフィラメントワインディング体10が巻かれており、フィラメントワインディング体10の内周面110は中空体3の外周面としての外表面3uと接触しており、内周面110から外周面210まで繊維が巻かれている。フィラメントワインディング体10は第一から第nフィラメントワインディング層10aから10nで構成される。中空体3の内部空間30にガスなどの流体が充填されていない場合には、内周側へいくほど強い圧縮応力が付与されている。
【0034】
図8は、高圧ガスが封入された容器の応力分布を示す図である。図8を参照して、内部空間30に高圧ガスが封入された場合には、フィラメントワインディング層の最内側に過大な応力が発生する。そこで、最内側を無負荷状態で圧縮状態にしておくことで、内圧が加わってもフィラメントワインディング層に過大な応力が発生しない。
【0035】
本発明では、複数回に分けて加熱硬化を行なうことにより、高い張力を維持したまま樹脂強化繊維層としてのフィラメントワインディング層を形成することができる。なお、硬化させる前に外側の層を形成する場合には、外側の層の圧力により内側の繊維が押し潰されて緩むため、外側の層の張力を高めることができない。しかしながら、内側の層を硬化させた後に外側の層を形成すれば、内側の層の繊維が潰れることがないため高い張力で外側の層を巻くことができる。加えて、タンクを構成する中空体3に内圧がかかった際に、内側の層にかかる応力を低減する。具体的には、中空体3が膨張しようとする応力を、外側の層の張力により押えることができる。これにより、容器50の強度を大きくすることができる。
【0036】
加熱硬化後のフィラメントワインディング層を形成するときの張力を、その前の成形時より高くして成形することで板厚の外側から内側に向かって圧縮歪みを生じさせ、高強度な容器を得ることができる。
【0037】
この実施の形態に従えば、図5で示すようにそれぞれのフィラメントワインディング層の形成過程において繊維の緩みは生じるものの加熱硬化後にはこの緩みがリセットされるため緩みが増加していくことがない。また、繊維張力を積層板厚に対して可変して成形することで板厚内側の繊維張力の低下を最小限にすることができ、板厚全体において緩みのない状態を確保することができる。
【0038】
さらに、加熱硬化を数回に分けることで硬化時の熱歪みが低下し、強度が向上する。
また、加熱硬化した後に次のフィラメントワインディング層を形成するため、2回目のフィラメントワインディング層の形成により中空体への内圧付加を小さくすることが可能となっている。
【0039】
さらに、図7および図8で示すように加熱硬化後のフィラメントワインディング層形成時の繊維の張力を前の工程よりも高くして形成している。使用時にガスが充填され中空体3に内圧が付加されと内側に大きな引張り応力が生じる。本発明では加熱硬化後のフィラメントワインディング層の成形時の張力を段階的に大きくすることで内側に予め圧縮応力を加えることができる。そのため容器50の強度を向上させることができる。
【0040】
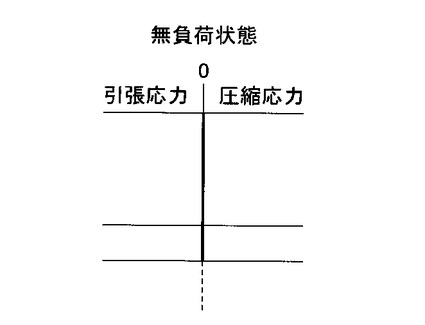
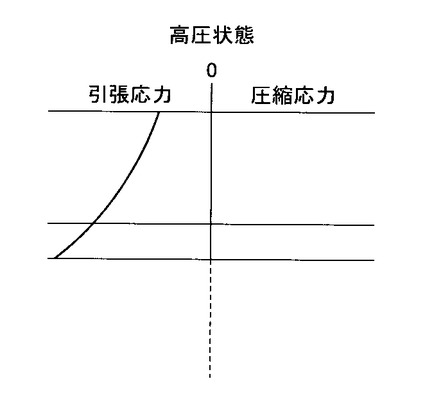
図9は、比較例に従った容器における応力分布を示す図である。図10は、高圧ガスが封入された比較例に従った容器の応力分布を示す図である。図9を参照して、比較例に従った容器では、無負荷状態において、最内側に圧縮応力が付与されてない。図10を参照して、高圧のガスが容器内に封入された場合には、最内側に大きな引張り応力が付与される。
【0041】
以上、この発明の実施の形態について説明したが、ここで示した実施の形態はさまざまなに変形することが可能である。まず、この実施の形態ではフィラメントワインディング体10を構成するフィラメントワインディング層をn層構成したが、これに限られるものではなく、少なくとも2つのフィラメントワインディング層が設けられていればよい。
【0042】
また、各々のフィラメントワインディング層の厚みは適宜変更することが可能である。
さらに、図6で示したように、各々のフィラメントワインディング層を形成するときの巻きつけの張力は一定としたが、一定とする必要はなく、それぞれのフィラメントワインディング層を形成する際の張力は一定でなく変化していてもよい。
【0043】
すなわち、この発明に従った容器の製造方法は、樹脂4を含浸した繊維5に第一の張力を加えて中空体3に巻きつけて第一フィラメントワインディング層10aを形成する工程と、第一の張力T1で巻きつけられた樹脂含浸繊維の樹脂4を硬化させる工程と、樹脂4を含浸した繊維5に第一の張力T1よりも大きい第二の張力T2を加えて第一フィラメントワインディング層10aに巻きつけて第二フィラメントワインディング層10bを形成する工程と、第二の張力T2で巻きつけた樹脂含浸繊維の樹脂4を硬化させる工程とを備える。
【0044】
容器50は、中空体3と、中空体3の外周部に形成された樹脂4を含浸する繊維5の樹脂4を硬化させて形成したフィラメントワインディング体10とを備える。フィラメントワインディング体10は、中空体3上に積層された複数のフィラメントワインディング層を含み、中空体3に近づくにつれてフィラメントワインディング層内の残留圧縮応力が大きくなる。
【0045】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0046】
【図1】この発明の実施の形態に従った容器の製造方法を説明するための図である。
【図2】図1中のIIで示す部分を拡大した断面図である。
【図3】図2中のIIIで示す部分を拡大した断面図である。
【図4】この実施の形態に従った容器の製造方法を説明するためのフローチャートである。
【図5】最内周の繊維の張力とフィラメントワインディング厚みとの関係を示すグラフである。
【図6】張力とフィラメントワインディング厚みとの関係を示すグラフである。
【図7】この発明に従った容器における応力分布を示す図である。
【図8】高圧ガスが封入された容器の応力分布を示す図である。
【図9】比較例に従った容器における応力分布を示す図である。
【図10】高圧ガスが封入された比較例に従った容器の応力分布を示す図である。
【符号の説明】
【0047】
2 シャフト、4 樹脂、5 繊維、6 ボビン、7 樹脂槽、10 フィラメントワインディング体、10a 第一フィラメントワインディング層、10b 第二フィラメントワインディング層、10n 第nフィラメントワインディング層、30 内部空間、50 容器。
【技術分野】
【0001】
この発明は、容器およびその製造方法ならびに製造装置に関するものであり、より特定的には、樹脂含浸繊維を中空体に巻きつけて形成される容器とその製造方法ならびに製造装置に関するものである。
【背景技術】
【0002】
従来、フィラメントワインディング法に関しては、たとえば特開平9−30869号公報(特許文献1)、特開平7−67992号公報(特許文献2)および特開2000−108213号公報(特許文献3)に開示されている。
【特許文献1】特開平9−30869号公報
【特許文献2】特開平7−67992号公報
【特許文献3】特開2000−108213号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1では、樹脂含浸繊維をマンドレル(タンク)に巻きつける際に加熱による溶媒除去と繊維の巻きつけを複数回繰返す技術が開示されている。
【0004】
しかしながら、タンクに内圧が付加された場合に、内側の層への応力による大きな歪みが生じ、タンクの強度の低下が発生する。
【0005】
そこで、この発明は上述のような問題点を解決するためになされたものであり、強度の大きい容器およびその製造方法ならびに製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
この発明に従った容器の製造方法は、樹脂含浸繊維に第一の張力を加えて中空体に巻きつけて第一フィラメントワインディング層を形成する工程と、第一フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程と、樹脂含浸繊維に第一の張力よりも大きい第二の張力を加えて硬化後の第一フィラメントワインディング層に巻きつける工程と、第二フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程とを備える。
【0007】
このような工程を備えた容器の製造方法では、複数回に分けて硬化を行なうことにより、高い張力を維持したまま第一および第二フィラメントワインディング層を形成することができる。さらに、外周の第二のフィラメントワインディング層は、第一の張力よりも高い第二の張力で巻かれて形成するため、内側の第一フィラメントワインディング層に圧縮応力を付与できる。その結果中空体に高圧物質が入れられた場合であっても中空体がこの圧力を吸収することができ、容器を強化することができる。
【0008】
この発明に従った容器の製造装置は、上記の容器の製造方法を実施する容器の製造装置であって、中空体を回転可能に保持する保持部と、繊維に張力を加える張力調整部とを備え、保持部が中空体を回転させ、回転している中空体には、張力調整部により張力が調整された樹脂含浸繊維が巻かれる。
【0009】
このように構成された容器の製造装置では、容器を強化することができる。
この発明に従った容器は、中空体と、中空体の外周部に形成された樹脂含浸繊維の樹脂を硬化させて形成したフィラメントワインディング体とを備える。フィラメントワインディング体は、中空体上に積層された複数のフィラメントワインディング層を含む。中空体に近づくにつれてフィラメントワインディング層内の残留圧縮応力が大きくなる。
【0010】
このように構成された容器では、中空体に近づくにつれてフィラメントワインディング層内の残留圧縮応力が大きくなるため中空体内に高圧の気体または液体が入れられた場合であって、容器に引張り応力が加わった場合にもこの引張り応力を残留圧縮応力で小さくすることができる。その結果、強度が高い容器を得ることができる。
【発明の効果】
【0011】
この発明に従えば、高強度の容器を得ることができる。
【発明を実施するための最良の形態】
【0012】
以下、この発明の実施の形態について、図面を参照して説明する。なお、以下の実施の形態では同一または相当する部分については同一の参照符号を付し、その説明については繰返さない。
【0013】
図1は、この発明の実施の形態に従った容器の製造方法を説明するための図である。図1を参照して、容器50は中空体3にフィラメントワインディング体10が巻かれて形成されている。フィラメントワインディング体10は樹脂強化繊維層であり、容器50を補強する役割を果たしている。フィラメントワインディング体10は繊維5を巻かれて構成される。繊維5は樹脂4を含んでいる。
【0014】
中空体3がシャフト2に取付けられており、中空体3はシャフト2とともに回転する。ボビン6に巻かれた繊維5は張力調整部8によりその張力が調整される。張力が調整された後の繊維5は樹脂槽7に浸されて樹脂が含浸する。樹脂4を含浸した繊維5が中空体3に巻かれる。所定量の繊維5が巻かれれば、中空体3に巻かれた繊維5の樹脂4を硬化させる。これにより、1つのフィラメントワインディング層を形成する。硬化が完了した後に、硬化したフィラメントワインディング層上に樹脂4を含浸した繊維5を巻き、所定量の繊維を巻いた後に繊維5に含まれる樹脂4を硬化させる。このように、繊維の巻回と樹脂の硬化とを繰返すことで複数のフィラメントワインディング層に覆われた容器50を製造することが可能である。
【0015】
内側のフィラメントワインディング層を製造するときの繊維5の張力よりも、外側のフィラメントワインディング層を巻きつけるときの張力を高くする。これにより内側のフィラメントワインディング層に対して圧縮応力を付与する。
【0016】
容器の製造装置は、中空体3を回転可能に保持する保持部としてのシャフト2と、繊維5に張力を加える張力調整部8とを備え、シャフト2が中空体3を回転させ、回転している中空体3には、張力調整部8により張力が調整された、樹脂4を含浸した繊維5が巻かれる。
【0017】
図2は、図1中のIIで示す部分を拡大した断面図である。図3は、図2中のIIIで示す部分を拡大した断面図である。図2および図3を参照して、内部空間30を取囲む容器3の外表面3uにフィラメントワインディング体10が巻かれて構成されている。フィラメントワインディング体10は内周側から第一フィラメントワインディング層10a、第二フィラメントワインディング層10bと続き、最外層の第nフィラメントワインディング層10nまでにより構成される。
【0018】
第一から第nフィラメントワインディング層10aから10nは、繊維5と、繊維5の周りに配置される樹脂4とを有する。容器3がフィラメントワインディング体10に取囲まれる形状とされている。第一フィラメントワインディング層10aを形成した後、すなわち、第一フィラメントワインディング層10aに含まれる樹脂4を硬化させた後に第二フィラメントワインディング層10bが巻かれる。内周側のフィラメントワインディング層を形成した後に外周側のフィラメントワインディング層が形成される。
【0019】
内部空間30には高圧の気体または液体または液体と気体の混合物が封入される。高圧の流体は容器3に対して大きな引張り応力を加える。この応力に耐えるようにするために容器3がフィラメントワインディング体10で補強されている。
【0020】
図4は、この実施の形態に従った容器の製造方法を説明するためのフローチャートである。図4を参照して、まず容器に樹脂含浸繊維を巻きつける(ステップ(以下Sという)1−1)。これにより第一フィラメントワインディング層(FW成形1)を形成する。
【0021】
次に、樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−1)。
【0022】
第一フィラメントワインディング層上に樹脂含浸繊維を巻きつける(S1−2)。これにより第二フィラメントワインディング層(FW成形2)を形成する。
【0023】
次に、樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−2)。
【0024】
第二フィラメントワインディング層上に樹脂含浸繊維を巻きつける(S1−3)。これにより、第三フィラメントワインディング層(FW成形3)を形成する。
【0025】
次に、樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−3)。
【0026】
さらに上述の巻回と加熱硬化を繰返す。
n回目の樹脂含浸繊維の巻きつけを行なう(S1−n)。これにより第nフィラメントワインディング層を形成する。
【0027】
次に樹脂含浸繊維を高温条件に晒すことにより、樹脂含浸繊維の樹脂を加熱硬化する(S2−n)。
【0028】
このように、樹脂含浸繊維の巻回とその後の樹脂の加熱硬化を繰返して複数層のフィラメントワインディング層からなるフィラメントワインディング体を形成する。
【0029】
図5は、最内周の繊維の張力とフィラメントワインディング厚みとの関係を示すグラフである。本発明ではフィラメントワインディング層を複数回形成する。各々のフィラメントワインディング層を形成する際に樹脂を加熱硬化させた後次のフィラメントワインディング層を形成する。そのためたとえば第一フィラメントワインディング層を形成する場合に巻きつけが進めば最内周の繊維の張力は低下する。しかしながら張力が低下したとしても一旦樹脂を固めて次の巻きつけ(図5中のFW成形2)に入る。このとき張力を上げるため、最内周の張力が大きくなる。その結果、最内周の繊維の張力を大きく低下させることなく巻きつけを実施できる。
【0030】
これに対して、従来技術ではフィラメントワインディングの巻きつけを一度に行ない、すべての繊維を巻いた後に樹脂を硬化させる。このような従来の方法では巻かれるに従って最内周の繊維の張力が小さくなる。これにより最内周では張力が維持されず容器の強度が低くなる。
【0031】
すなわち、一度で巻きつける従来の方法では、外側の繊維からの圧力により、内側の繊維が緩んでしまう。この理由として、硬化前の繊維は自由度が高いことが挙げられる。これを解消するために外周において張力を低くすることも考えられるが、このような方法では全体の張力が低下し、容器を十分に補強できない。これに対し、本発明では1層ごとに硬化をさせるため、次の層を高い張力で巻いたとしても内周側が緩まない。
【0032】
図6は、張力とフィラメントワインディング厚みとの関係を示すグラフである。図4のS1−1(FW成形1)では第一の張力T1で繊維を巻き、その後のS1−2では第一の張力よりも大きい第二の張力T2で繊維を巻く。さらにその後のS1−3では、第二の張力よりも大きい第三の張力T3で繊維を巻く。外側をより高い張力にすることにより、中空体に内圧がかかった際にも内圧へ十分な応力を付与することが可能となり、中空体を十分に補強することが可能となる。
【0033】
図7は、この発明に従った容器における応力分布を示す図である。図7を参照して、中空体3の外周にフィラメントワインディング体10が巻かれており、フィラメントワインディング体10の内周面110は中空体3の外周面としての外表面3uと接触しており、内周面110から外周面210まで繊維が巻かれている。フィラメントワインディング体10は第一から第nフィラメントワインディング層10aから10nで構成される。中空体3の内部空間30にガスなどの流体が充填されていない場合には、内周側へいくほど強い圧縮応力が付与されている。
【0034】
図8は、高圧ガスが封入された容器の応力分布を示す図である。図8を参照して、内部空間30に高圧ガスが封入された場合には、フィラメントワインディング層の最内側に過大な応力が発生する。そこで、最内側を無負荷状態で圧縮状態にしておくことで、内圧が加わってもフィラメントワインディング層に過大な応力が発生しない。
【0035】
本発明では、複数回に分けて加熱硬化を行なうことにより、高い張力を維持したまま樹脂強化繊維層としてのフィラメントワインディング層を形成することができる。なお、硬化させる前に外側の層を形成する場合には、外側の層の圧力により内側の繊維が押し潰されて緩むため、外側の層の張力を高めることができない。しかしながら、内側の層を硬化させた後に外側の層を形成すれば、内側の層の繊維が潰れることがないため高い張力で外側の層を巻くことができる。加えて、タンクを構成する中空体3に内圧がかかった際に、内側の層にかかる応力を低減する。具体的には、中空体3が膨張しようとする応力を、外側の層の張力により押えることができる。これにより、容器50の強度を大きくすることができる。
【0036】
加熱硬化後のフィラメントワインディング層を形成するときの張力を、その前の成形時より高くして成形することで板厚の外側から内側に向かって圧縮歪みを生じさせ、高強度な容器を得ることができる。
【0037】
この実施の形態に従えば、図5で示すようにそれぞれのフィラメントワインディング層の形成過程において繊維の緩みは生じるものの加熱硬化後にはこの緩みがリセットされるため緩みが増加していくことがない。また、繊維張力を積層板厚に対して可変して成形することで板厚内側の繊維張力の低下を最小限にすることができ、板厚全体において緩みのない状態を確保することができる。
【0038】
さらに、加熱硬化を数回に分けることで硬化時の熱歪みが低下し、強度が向上する。
また、加熱硬化した後に次のフィラメントワインディング層を形成するため、2回目のフィラメントワインディング層の形成により中空体への内圧付加を小さくすることが可能となっている。
【0039】
さらに、図7および図8で示すように加熱硬化後のフィラメントワインディング層形成時の繊維の張力を前の工程よりも高くして形成している。使用時にガスが充填され中空体3に内圧が付加されと内側に大きな引張り応力が生じる。本発明では加熱硬化後のフィラメントワインディング層の成形時の張力を段階的に大きくすることで内側に予め圧縮応力を加えることができる。そのため容器50の強度を向上させることができる。
【0040】
図9は、比較例に従った容器における応力分布を示す図である。図10は、高圧ガスが封入された比較例に従った容器の応力分布を示す図である。図9を参照して、比較例に従った容器では、無負荷状態において、最内側に圧縮応力が付与されてない。図10を参照して、高圧のガスが容器内に封入された場合には、最内側に大きな引張り応力が付与される。
【0041】
以上、この発明の実施の形態について説明したが、ここで示した実施の形態はさまざまなに変形することが可能である。まず、この実施の形態ではフィラメントワインディング体10を構成するフィラメントワインディング層をn層構成したが、これに限られるものではなく、少なくとも2つのフィラメントワインディング層が設けられていればよい。
【0042】
また、各々のフィラメントワインディング層の厚みは適宜変更することが可能である。
さらに、図6で示したように、各々のフィラメントワインディング層を形成するときの巻きつけの張力は一定としたが、一定とする必要はなく、それぞれのフィラメントワインディング層を形成する際の張力は一定でなく変化していてもよい。
【0043】
すなわち、この発明に従った容器の製造方法は、樹脂4を含浸した繊維5に第一の張力を加えて中空体3に巻きつけて第一フィラメントワインディング層10aを形成する工程と、第一の張力T1で巻きつけられた樹脂含浸繊維の樹脂4を硬化させる工程と、樹脂4を含浸した繊維5に第一の張力T1よりも大きい第二の張力T2を加えて第一フィラメントワインディング層10aに巻きつけて第二フィラメントワインディング層10bを形成する工程と、第二の張力T2で巻きつけた樹脂含浸繊維の樹脂4を硬化させる工程とを備える。
【0044】
容器50は、中空体3と、中空体3の外周部に形成された樹脂4を含浸する繊維5の樹脂4を硬化させて形成したフィラメントワインディング体10とを備える。フィラメントワインディング体10は、中空体3上に積層された複数のフィラメントワインディング層を含み、中空体3に近づくにつれてフィラメントワインディング層内の残留圧縮応力が大きくなる。
【0045】
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【図面の簡単な説明】
【0046】
【図1】この発明の実施の形態に従った容器の製造方法を説明するための図である。
【図2】図1中のIIで示す部分を拡大した断面図である。
【図3】図2中のIIIで示す部分を拡大した断面図である。
【図4】この実施の形態に従った容器の製造方法を説明するためのフローチャートである。
【図5】最内周の繊維の張力とフィラメントワインディング厚みとの関係を示すグラフである。
【図6】張力とフィラメントワインディング厚みとの関係を示すグラフである。
【図7】この発明に従った容器における応力分布を示す図である。
【図8】高圧ガスが封入された容器の応力分布を示す図である。
【図9】比較例に従った容器における応力分布を示す図である。
【図10】高圧ガスが封入された比較例に従った容器の応力分布を示す図である。
【符号の説明】
【0047】
2 シャフト、4 樹脂、5 繊維、6 ボビン、7 樹脂槽、10 フィラメントワインディング体、10a 第一フィラメントワインディング層、10b 第二フィラメントワインディング層、10n 第nフィラメントワインディング層、30 内部空間、50 容器。
【特許請求の範囲】
【請求項1】
樹脂含浸繊維に第一の張力を加えて中空体に巻きつけて第一フィラメントワインディング層を形成する工程と、
前記第一フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程と、
樹脂含浸繊維に第一の張力よりも大きい第二の張力を加えて硬化後の第一フィラメントワインディング層に巻きつけて第二フィラメントワインディング層を形成する工程と、
前記第二フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程とを備えた、容器の製造方法。
【請求項2】
請求項1に記載の容器の製造方法を実施する容器の製造装置であって、
中空体を回転可能に保持する保持部と、
繊維に張力を加える張力調整部とを備え、
前記保持部が中空体を回転させ、回転している中空体には、前記張力調整部により張力が調整された前記樹脂含浸繊維が巻かれる、容器の製造装置。
【請求項3】
中空体と、
前記中空体の外周部に形成された、樹脂含浸繊維の樹脂を硬化させて形成したフィラメントワインディング体とを備え、
前記フィラメントワインディング体は、
前記中空体上に積層された複数のフィラメントワインディング層を含み、
前記中空体に近づくにつれて前記フィラメントワインディング層内の残留圧縮応力が大きくなる、容器。
【請求項1】
樹脂含浸繊維に第一の張力を加えて中空体に巻きつけて第一フィラメントワインディング層を形成する工程と、
前記第一フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程と、
樹脂含浸繊維に第一の張力よりも大きい第二の張力を加えて硬化後の第一フィラメントワインディング層に巻きつけて第二フィラメントワインディング層を形成する工程と、
前記第二フィラメントワインディング層の樹脂含浸繊維の樹脂を硬化させる工程とを備えた、容器の製造方法。
【請求項2】
請求項1に記載の容器の製造方法を実施する容器の製造装置であって、
中空体を回転可能に保持する保持部と、
繊維に張力を加える張力調整部とを備え、
前記保持部が中空体を回転させ、回転している中空体には、前記張力調整部により張力が調整された前記樹脂含浸繊維が巻かれる、容器の製造装置。
【請求項3】
中空体と、
前記中空体の外周部に形成された、樹脂含浸繊維の樹脂を硬化させて形成したフィラメントワインディング体とを備え、
前記フィラメントワインディング体は、
前記中空体上に積層された複数のフィラメントワインディング層を含み、
前記中空体に近づくにつれて前記フィラメントワインディング層内の残留圧縮応力が大きくなる、容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−320193(P2007−320193A)
【公開日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願番号】特願2006−153728(P2006−153728)
【出願日】平成18年6月1日(2006.6.1)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願日】平成18年6月1日(2006.6.1)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]