
容器の切欠き成形用ダイセット

【課題】容器の胴部と交差する方向に延出するフランジ部を押し潰すことなくフランジ部から胴部にかけて延びる切欠きを成形することができるフランジ付き容器の切欠き成形用のダイセットを提供する。
【解決手段】容器の胴部からフランジの端部まで連続する切欠きを打ち抜く切欠き成形用のダイセットであって、フランジ支持部には、前記ダイ側胴部切刃部から連続してパンチの移動方向に沿って延びるダイ側フランジ切刃部が設けられ、前記パンチには、ダイ側胴部切刃部と共に胴部を切断するパンチ側胴部切刃部と、該パンチ側胴部切刃部と連続して前記ダイ側フランジ切刃部と共にフランジ部を切断するパンチ側フランジ切刃部とが設けられ、前記パンチ側フランジ切刃部は、フランジ延出方向に対し斜めに当接するように、パンチの後退側に傾斜していることを特徴とする。
【解決手段】容器の胴部からフランジの端部まで連続する切欠きを打ち抜く切欠き成形用のダイセットであって、フランジ支持部には、前記ダイ側胴部切刃部から連続してパンチの移動方向に沿って延びるダイ側フランジ切刃部が設けられ、前記パンチには、ダイ側胴部切刃部と共に胴部を切断するパンチ側胴部切刃部と、該パンチ側胴部切刃部と連続して前記ダイ側フランジ切刃部と共にフランジ部を切断するパンチ側フランジ切刃部とが設けられ、前記パンチ側フランジ切刃部は、フランジ延出方向に対し斜めに当接するように、パンチの後退側に傾斜していることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フランジ付きの容器に切欠きを成形するためのダイセットに関する。
【背景技術】
【0002】
従来から、特許文献1に記載のように、容器開口端に容器外方に延出するフランジを備えたフランジ付き容器について、フランジを含む胴部に切り欠きを設けたものが知られている。
この切り欠きの成形は、フランジごと胴部を打ち抜くことが効率的であるが、たとえば、特許文献2に記載のような、容器の側壁に対して対向するように進退するパンチを使用する装置では、パンチがフランジに対しほぼ延出方向に当たることになるため、フランジを押し潰してしまい、うまく切断することができない。
【0003】
一方、従来から、アングル(L形鋼)の型抜き切断用金型として、特許文献3に記載のように、アングルの両側から角部に向けて各々切り込むようなダイセットも知られているが、アングルの両側からの切り込みが最後に繋がるときに、僅かに切り込みがずれていると微小片(切粉)が発生するおそれがある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−89076号公報
【特許文献2】実開昭60−94328号公報
【特許文献3】特開平11−10245号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、フランジを押し潰すことなくフランジから胴部にかけて延びる切欠きを成形することができるフランジ付きの容器の切欠き成形用ダイセットを提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、容器を支持するダイと、ダイに対して相対的に進退移動可能なパンチとを有し、容器の胴部とフランジの端部まで連続する切欠きを打ち抜く切欠き成形用のダイセットであって、
前記ダイは、胴部支持部と、フランジ支持部とを有する構成で、前記胴部支持部にはダイ側胴部切刃部が設けられ、前記フランジ支持部には、前記ダイ側胴部切刃部から連続してパンチの移動方向に沿って延びるダイ側フランジ切刃部が設けられ、
前記パンチには、胴部を切断するパンチ側胴部切刃部と、フランジ部を切断するパンチ側フランジ切刃部とが設けられ、
前記パンチ側フランジ切刃部は、フランジ延出方向に対し斜めに当接するように、パンチの後退側に傾斜していることを特徴とする。
また、本発明の切欠き成形用ダイセットにおいては、
1.パンチ側胴部切刃部とパンチ側フランジ切刃部との間に、容器のフランジと胴部との接続部の湾曲形状に倣った湾曲部を設けること、が好ましい。
【発明の効果】
【0007】
パンチが容器の胴部に対して進入する際、まず、パンチの傾斜したパンチ側フランジ切刃部が容器のフランジの先端に当接し、フランジを延出方向に対し斜めに切り込んでいく
ため、フランジを延出方向に押す力が小さくなり、フランジをダイのフランジ支持部に向けて押さえながら切断していくので、フランジをパンチで押し潰しにくく切り込みやすくなる。
また、パンチの進入が続き、フランジの切断が終了すると、パンチ側胴部切断刃部が胴部に当接するので、切り込み開始位置がフランジと胴部に跨って複数になることがなく、切粉が発生しにくくなる。
また、パンチ側胴部切刃部とパンチ側フランジ切刃部との間に湾曲部を設けておけば、フランジの切断中に、パンチが胴部とフランジとの接続部の湾曲部に当接して胴部より先に打ち抜きを始めるおそれがないので、より一層切粉が発生しにくくなる。
【図面の簡単な説明】
【0008】
【図1】図1は本発明の実施例1に係る容器の切欠き成形用ダイセットを示すもので、同図(A)は概略側面断面図、(B)はダイのパンチ対向側面をについて下部側面を一部省略した示す図、(C)はパンチを前端面側から見た図、同図(D)はパンチの斜視図、(E)は容器の切欠き、ダイ及びパンチの位置関係を示す部分断面図である。
【図2】図2(A)乃至(F)は図1のダイセットによる切欠き成形工程を示す説明図である。
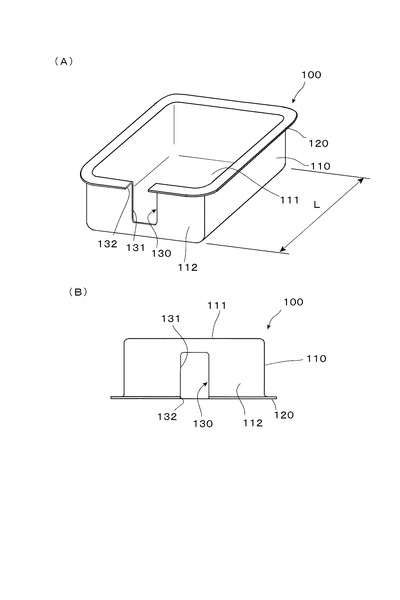
【図3】図3(A)は本発明のダイセットによって切欠きが形成されるフランジ付き容器の一例を示す斜視図、(B)は(A)の容器胴部の切欠き側の側面の正面図である。
【発明を実施するための形態】
【0009】
以下に本発明を図示の実施例に基づいて説明する。
図3は本発明の切欠き成形用ダイセットを用いて切欠きが成形されるフランジ付き容器の一例を示している。
このフランジ付き容器100は有底筒形の金属製容器で、底壁部111と、胴部110と、胴部110の開口端から外向きに張り出す所定幅のフランジ120とを備えている。
【0010】
胴部110は四角筒形状で、平らな4つの側壁部と、側壁部間の4つの円弧状のコーナー部を備えており、フランジ120は、胴部110の側壁部に沿って直線的に延びる直線部分とコーナー部に沿って延びる円弧部分とから構成される。
この例では、胴部110は底壁部111に対して直角に立ち上がり、底壁部111を水平に置いたとしたときに垂直に延びる垂直壁で、フランジ120は胴部110の開口端から直角に水平に張り出している。
【0011】
そして、胴部110の一つの側壁部112に切欠き130が設けられている。この切欠き130は矩形状で、フランジ120から胴部110の側壁部112まで所定長さだけ切り欠かれている。すなわち、胴部110の側壁部112が切り欠かれたU字形状の胴部切欠き部分131と、フランジ120が切り欠かれたフランジ切欠き部分132が連続的に形成されている。フランジ120は、フランジ切欠き部分132によって不連続に分断されている。
【0012】
次に、図1を参照して、上記フランジ付き容器の切欠きを成形するためのダイセットについて説明する。
このダイセット1は、容器100を支持するダイ20と、ダイ20に対して相対的に進退移動可能なパンチ10とを有し、ダイ20に支持された容器100に対して、パンチ10を相対的に前進移動させ、容器100の胴部110からフランジ120の端部まで連続する切欠きを打ち抜くものである。
この例では、基台50上にダイ20が固定され、パンチ10が、不図示の駆動機構によって水平方向で、かつ胴部110の切断対象部である側壁部112に対して直交する方向に駆動され、ダイ20に保持された側壁部112をパンチ10の形状に打ち抜いて、切欠
きを形成するようになっている。また、ダイ20に載置された容器100は、不図示の押さえプレートによってダイ20に対して動かないように押さえられる。
【0013】
ダイ20は、基台50上に固定される略直方体形状のブロック体で、底面から立ち上がる4つの側面のうちの一つの側面がパンチに対向し(以下、パンチ対向側面21)、このパンチ対向側面21がパンチ10の移動方向に対して直交方向に配置される。このダイ20のパンチ対向側面21には、その上下方向中途部に段部22が設けられ、段部22によって上部側面23と下部側面24とに区分されている。また、ダイ20の段部22と上部側面23との隅角部は、容器100のフランジ120と側壁部112との接続部の湾曲形状に倣って円弧状に湾曲している。
【0014】
容器100は、ダイ20の上部に、底壁部111を上にむけて裏返した状態で載置され、上部側面23が切断対象の側壁部112の内側面を支持し、打ち抜き時のパンチの圧力を、容器100を介して受ける。この上部側面23が本発明の胴部支持部を構成する。
段部22は容器100のフランジ120を支持する部分で、本発明のフランジ支持部であり、その幅はフランジ120の幅よりも長い。また、段部22にフランジ120が確実に接触するように、フランジ120が段部22に接触した位置で、底壁部111の内面とダイ20の上面が干渉しないように、段部22とダイ20の上面間の高さ寸法が設定される。
ダイ20は容器100の切断対象の側壁部112寄りの領域を保持するのみで、パンチ対向側面21と反対側の後側面26間のパンチ移動方向の長さは、ダイ20に載置された容器100のパンチ移動方向の長さよりも短く(l<L.図1,図3参照)、ダイ20の高さ寸法と同程度の長さに設定されている。
【0015】
そして、ダイ20には、パンチ対向側面21から後側面26に向けて、容器100の切欠き120に対応してパンチ10の移動方向に貫通する貫通穴30が設けられている。この貫通穴30は、パンチ対向側面21について見ると、上部側面から段部22及び下部側面24にかけて開口する形状となっている。貫通穴30の開口形状は、段部22において、平行の溝形状となる。
この貫通穴30のパンチ対向側面21の開口端縁が、パンチ10と共に切欠き120を切断するための切刃となっている。
【0016】
ダイ20の切刃は、貫通穴30のパンチ対向側面21の開口端縁の形状に倣って設けられるもので、上部側面23に形成された逆U字形状のダイ側胴部切刃部31から、段部22に開口する貫通穴30の平行の穴縁にパンチ10の移動方向に延びるダイ側フランジ切刃部32と、を備えている。下部側面24に開口する貫通穴30のダイ側の段部下方領域は、パンチ10の下端部を逃がす領域である。
ダイ側胴部切刃部31は、上下方向に延びる一対の縦刃部分31aと、縦刃部分31aの上端を結ぶ横刃部分31bとを備えている。
ダイ側フランジ切刃部32は、パンチ10の移動方向に延び、付け根部において縦刃部分31aに連続的につながっている。
このダイ側フランジ切刃部32とダイ側胴部切刃部31の縦刃部分31aとの接続部には、容器100のフランジ120と胴部110との隅角部の湾曲形状に応じてダイ側切刃湾曲部33が設けられている。
【0017】
パンチ10は、パンチ10を駆動する駆動部のホルダ40に取り付けるための基部11と、基部11から突出するパンチ本体12とを備えたT字形状のブロック体によって構成されている。パンチ本体12は、概略直方体形状のブロック体で、ダイ20に対向する前端面12Aと、上側面12Bと、一対の左右側面12C、12Dと、下側面12Eとを備えている。
上側面12Bと左右側面12C,12Dは、パンチ10の移動方向に平行な面で、上側面12Bは水平に延び、左右側面12C,12Dは垂直に延びている。
【0018】
一方、下側面12Eは、ダイ20と対向する前端面12Aの下側縁からパンチ10の移動方向後退側に向けて徐々に下方に向けて傾斜する傾斜面13を備えている。この例では、傾斜面13は、下側面12Eの途中位置までで、傾斜面13の後端位置は、水平に延びる下側面12Eの後部につながっている。
下側面12Eに傾斜面13があるので、左右側面12C,12Dは、長方形の下辺に傾斜辺でカットした五角形で、上辺がパンチ10の移動方向である水平方向に、前辺がパンチ10の移動方向に対して直交する垂直辺に、下辺が前辺の下端から傾斜面13に沿って傾斜する傾斜辺を備えた構成となっている。
【0019】
パンチ10の切刃は、前端面12Aと上側面12Bとの角部から、前端面12Aと左右側面12C.12Dとの角部にかけて延びる逆U字形状のパンチ側胴部切刃部15と、下側面側の傾斜面13と左右側面12C、12Dとの角部に位置するパンチ側フランジ切刃部16とを有している。
パンチ側胴部切刃部15は、パンチ10の移動方向に直交する一つの垂直面上に位置し、ダイ20側の逆U字形状のダイ側胴部切刃部31との間で、胴部110の側壁部112を一度に切断する。
【0020】
一方、パンチ側フランジ切刃部16は、ダイ20の段部22に設けられた水平に延びるダイ側フランジ切刃部32と交差するように、パンチ10の移動方向に後退側に向けて下方に傾斜しており、パンチ10の前進移動によって、ダイ20上のフランジ120を、フランジ120の先端側から付け根に向けて順次切断するようになっている。
【0021】
また、パンチ側フランジ切刃部16とパンチ側胴部切刃部15との接続部には、容器100のフランジ120と胴部110との接続部の湾曲形状に応じてパンチ側切刃湾曲部17が設けられている。
【0022】
次に、図2を参照して、本発明のダイセット1を用いた切欠き成形工程について説明する。図2では、ダイ20のパンチ対向側面21の下部側面24については、段部22近傍部分のみを示している。
容器100を、その底壁部111を上に向けて裏返した状態でダイ20の上面に被せ、パンチ対向側面21の上部側面23に、容器100の切断対象となる側壁部112の内側面を当接させ、フランジ120を段部22上に載置し、特に図示しないが、押さえプレートで容器100を上方から押さえてダイに固定する(図2(A)参照)。
【0023】
次いで、不図示の駆動機構によってパンチ10をダイ20に向かって前進移動させる。パンチ10が容器100の胴部110に対して進入する際、まず、パンチ10の傾斜したパンチ側フランジ切刃部16が、容器100のフランジ120の先端に当接し、ダイ側フランジ切刃部32との間で、フランジ120を先端側から付け根に向かって、パンチ10の移動方向に切り込んでいく(図2(B)参照)。パンチ10は、フランジ120の延出方向、すなわち、胴部110の切断対象となる側壁部112に直角方向に移動するが、パンチ側フランジ切刃部16は、フランジ120に対して斜めに切り込むので、パンチ10からフランジ120に作用する切り込み力は、フランジ120をダイ20側に押し込む水平方向の分力は小さく、フランジ120に対して直交方向の垂直方向の分力が大きくなり、フランジ120をダイ20のフランジ支持部に向けて押さえながら切断していくので、フランジ120をパンチ10で押し潰しにくく切り込みやすくなる。
【0024】
そのままパンチ10の進入が続き、フランジ120への切り込みがフランジ120の付
け根位置まで到達すると、パンチ側胴部切刃部15が側壁部112の外側面に当接し(図2(C)参照)、さらに、パンチ10が進入すると、パンチ側胴部切刃部15とダイ側胴部切刃部31によって、側壁部112が逆U字形状に一度に切断される(図2(D)参照)。
側壁部112の切断が開始される直前では、まだ、パンチ側フランジ切刃部16は胴部110とフランジ120の隅角部は完全には切断されていない。しかし、少なくとも、側壁部112の切断開始時点で、隅角部の切断が開始されており、隅角部まで切り込まれた時点で、側壁部112の切り込みが開始されるので、フランジ120側と胴部の側壁部112が連続したライン上で切断されることになり、フランジ120側と胴部110側の2箇所から別々に切断が開始する場合の切断ラインのずれによる切粉が発生しにくい(図2(E)参照)。
【0025】
隅角部まで打ち抜きが完了すると、切断片200が落下し、パンチ10によってダイ20の貫通穴30の後側面26側の開口部から外部へ落下する(図2(F)参照)。仮に、切断片200が貫通穴30に残っても、次の打ち抜き工程で貫通穴30から押し出される。
打ち抜きが終了すると、パンチ10を後退させ、切欠き130の成形が終了する(図2(G)参照)。
【0026】
なお、上記実施例では、パンチ10の下側面の傾斜面13を直線的な構成としたが、直線的な傾斜面ではなく、下方に凸となる曲線状としてもよいし、上方に向かって凸となる曲線状としてもよいし、直線的でも、段階的に傾斜角度が変えた角形状としてもよく、要するに、パンチ10の移動方向後退側に向かって、徐々に下方に傾斜するような傾斜構成となっていればよい。
【0027】
また、上記実施例では、垂直面の胴部の側壁部112に対して、パンチ側胴部切刃部15を垂直とし、逆U字形状のパンチ側胴部切刃部15全体を当接させて一度に打ち抜く構成としているが、パンチ側胴部切刃部16を上方に向かって徐々にパンチの後退方向に傾斜させておいてもよい。このようにすれば、胴部がフランジ側の端部から順次切断されることになる。
また、上記実施例では、胴部110の側壁部112は底壁部111に対して直角に延びている場合を例示しているが、胴部110の側壁部112が外側に開く方向に傾斜していてもよい。その場合は、パンチ10の前端面12Aが垂直で、パンチ側胴部切刃部が垂直面上にであっても、側壁部112はフランジ側から底壁部111側に順次切断されることになる。もちろん、側壁部112の傾斜に応じてダイ20の上部側面23を垂直面に対して適宜傾斜させてもよい。
さらに、パンチ本体12の前端面12A(パンチ側胴部切刃部)の形状、および、ダイ側胴部切刃部31(縦刃部分31a,横刃部分31b)は容器胴部の切り欠き形状に応じてU字以外の形状(例えば角のある矩形状や、正方形状、V字、円弧状など)に適宜変更してもよい。さらにまた、パンチ本体12の下側面12Eを略して傾斜面13のみにしてもよい。
【0028】
なお、上記実施例では、容器100の胴部110に切欠き130が一箇所に設けた例を示したが、複数個所に設けられている場合は、ダイとパンチを複数組設ければよい。
また、上記実施例では、胴部が四角筒形状の容器について説明したが、四角形状に限定されるものではなく、三角形、五角形以上の多角形状に対して適用であるし、また、切断対象部は直線的に延びる平面構成である必要はなく、円弧状でもよい。また、胴部に角部のない楕円形状の容器や、円形の容器についても適用可能である。
【0029】
また上記実施例では胴部と底壁部とが一体となった2ピースの構成例を示したが、胴部
と上蓋および底蓋を別体とした3ピース構成に適用してもよいことはもちろんである。
【符号の説明】
【0030】
1 ダイセット
10 パンチ
11 基部
12 パンチ本体
12A 前端面、12B 上側面、
12C、12D 左、右側面
12E 下側面
13 傾斜面
15 パンチ側胴部切刃部
16 パンチ側フランジ切刃部
17 パンチ側切刃湾曲部
20 ダイ
21 パンチ対向側面
22 段部(フランジ支持部)
23 上部側面(胴部支持部)
24 下部側面
26 後側面
30 貫通穴
31 ダイ側胴部切刃部
31a 縦刃部分、31b 横刃部分
32 ダイ側フランジ切刃部
33 ダイ側切刃湾曲部
40 ホルダ
50 基台
100 容器
110 胴部
111 底壁部
112 側壁部
120 フランジ
130 切欠き
131 胴部切欠部分、132 フランジ切欠部分
200 切断片
【技術分野】
【0001】
本発明は、フランジ付きの容器に切欠きを成形するためのダイセットに関する。
【背景技術】
【0002】
従来から、特許文献1に記載のように、容器開口端に容器外方に延出するフランジを備えたフランジ付き容器について、フランジを含む胴部に切り欠きを設けたものが知られている。
この切り欠きの成形は、フランジごと胴部を打ち抜くことが効率的であるが、たとえば、特許文献2に記載のような、容器の側壁に対して対向するように進退するパンチを使用する装置では、パンチがフランジに対しほぼ延出方向に当たることになるため、フランジを押し潰してしまい、うまく切断することができない。
【0003】
一方、従来から、アングル(L形鋼)の型抜き切断用金型として、特許文献3に記載のように、アングルの両側から角部に向けて各々切り込むようなダイセットも知られているが、アングルの両側からの切り込みが最後に繋がるときに、僅かに切り込みがずれていると微小片(切粉)が発生するおそれがある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−89076号公報
【特許文献2】実開昭60−94328号公報
【特許文献3】特開平11−10245号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、フランジを押し潰すことなくフランジから胴部にかけて延びる切欠きを成形することができるフランジ付きの容器の切欠き成形用ダイセットを提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、容器を支持するダイと、ダイに対して相対的に進退移動可能なパンチとを有し、容器の胴部とフランジの端部まで連続する切欠きを打ち抜く切欠き成形用のダイセットであって、
前記ダイは、胴部支持部と、フランジ支持部とを有する構成で、前記胴部支持部にはダイ側胴部切刃部が設けられ、前記フランジ支持部には、前記ダイ側胴部切刃部から連続してパンチの移動方向に沿って延びるダイ側フランジ切刃部が設けられ、
前記パンチには、胴部を切断するパンチ側胴部切刃部と、フランジ部を切断するパンチ側フランジ切刃部とが設けられ、
前記パンチ側フランジ切刃部は、フランジ延出方向に対し斜めに当接するように、パンチの後退側に傾斜していることを特徴とする。
また、本発明の切欠き成形用ダイセットにおいては、
1.パンチ側胴部切刃部とパンチ側フランジ切刃部との間に、容器のフランジと胴部との接続部の湾曲形状に倣った湾曲部を設けること、が好ましい。
【発明の効果】
【0007】
パンチが容器の胴部に対して進入する際、まず、パンチの傾斜したパンチ側フランジ切刃部が容器のフランジの先端に当接し、フランジを延出方向に対し斜めに切り込んでいく
ため、フランジを延出方向に押す力が小さくなり、フランジをダイのフランジ支持部に向けて押さえながら切断していくので、フランジをパンチで押し潰しにくく切り込みやすくなる。
また、パンチの進入が続き、フランジの切断が終了すると、パンチ側胴部切断刃部が胴部に当接するので、切り込み開始位置がフランジと胴部に跨って複数になることがなく、切粉が発生しにくくなる。
また、パンチ側胴部切刃部とパンチ側フランジ切刃部との間に湾曲部を設けておけば、フランジの切断中に、パンチが胴部とフランジとの接続部の湾曲部に当接して胴部より先に打ち抜きを始めるおそれがないので、より一層切粉が発生しにくくなる。
【図面の簡単な説明】
【0008】
【図1】図1は本発明の実施例1に係る容器の切欠き成形用ダイセットを示すもので、同図(A)は概略側面断面図、(B)はダイのパンチ対向側面をについて下部側面を一部省略した示す図、(C)はパンチを前端面側から見た図、同図(D)はパンチの斜視図、(E)は容器の切欠き、ダイ及びパンチの位置関係を示す部分断面図である。
【図2】図2(A)乃至(F)は図1のダイセットによる切欠き成形工程を示す説明図である。
【図3】図3(A)は本発明のダイセットによって切欠きが形成されるフランジ付き容器の一例を示す斜視図、(B)は(A)の容器胴部の切欠き側の側面の正面図である。
【発明を実施するための形態】
【0009】
以下に本発明を図示の実施例に基づいて説明する。
図3は本発明の切欠き成形用ダイセットを用いて切欠きが成形されるフランジ付き容器の一例を示している。
このフランジ付き容器100は有底筒形の金属製容器で、底壁部111と、胴部110と、胴部110の開口端から外向きに張り出す所定幅のフランジ120とを備えている。
【0010】
胴部110は四角筒形状で、平らな4つの側壁部と、側壁部間の4つの円弧状のコーナー部を備えており、フランジ120は、胴部110の側壁部に沿って直線的に延びる直線部分とコーナー部に沿って延びる円弧部分とから構成される。
この例では、胴部110は底壁部111に対して直角に立ち上がり、底壁部111を水平に置いたとしたときに垂直に延びる垂直壁で、フランジ120は胴部110の開口端から直角に水平に張り出している。
【0011】
そして、胴部110の一つの側壁部112に切欠き130が設けられている。この切欠き130は矩形状で、フランジ120から胴部110の側壁部112まで所定長さだけ切り欠かれている。すなわち、胴部110の側壁部112が切り欠かれたU字形状の胴部切欠き部分131と、フランジ120が切り欠かれたフランジ切欠き部分132が連続的に形成されている。フランジ120は、フランジ切欠き部分132によって不連続に分断されている。
【0012】
次に、図1を参照して、上記フランジ付き容器の切欠きを成形するためのダイセットについて説明する。
このダイセット1は、容器100を支持するダイ20と、ダイ20に対して相対的に進退移動可能なパンチ10とを有し、ダイ20に支持された容器100に対して、パンチ10を相対的に前進移動させ、容器100の胴部110からフランジ120の端部まで連続する切欠きを打ち抜くものである。
この例では、基台50上にダイ20が固定され、パンチ10が、不図示の駆動機構によって水平方向で、かつ胴部110の切断対象部である側壁部112に対して直交する方向に駆動され、ダイ20に保持された側壁部112をパンチ10の形状に打ち抜いて、切欠
きを形成するようになっている。また、ダイ20に載置された容器100は、不図示の押さえプレートによってダイ20に対して動かないように押さえられる。
【0013】
ダイ20は、基台50上に固定される略直方体形状のブロック体で、底面から立ち上がる4つの側面のうちの一つの側面がパンチに対向し(以下、パンチ対向側面21)、このパンチ対向側面21がパンチ10の移動方向に対して直交方向に配置される。このダイ20のパンチ対向側面21には、その上下方向中途部に段部22が設けられ、段部22によって上部側面23と下部側面24とに区分されている。また、ダイ20の段部22と上部側面23との隅角部は、容器100のフランジ120と側壁部112との接続部の湾曲形状に倣って円弧状に湾曲している。
【0014】
容器100は、ダイ20の上部に、底壁部111を上にむけて裏返した状態で載置され、上部側面23が切断対象の側壁部112の内側面を支持し、打ち抜き時のパンチの圧力を、容器100を介して受ける。この上部側面23が本発明の胴部支持部を構成する。
段部22は容器100のフランジ120を支持する部分で、本発明のフランジ支持部であり、その幅はフランジ120の幅よりも長い。また、段部22にフランジ120が確実に接触するように、フランジ120が段部22に接触した位置で、底壁部111の内面とダイ20の上面が干渉しないように、段部22とダイ20の上面間の高さ寸法が設定される。
ダイ20は容器100の切断対象の側壁部112寄りの領域を保持するのみで、パンチ対向側面21と反対側の後側面26間のパンチ移動方向の長さは、ダイ20に載置された容器100のパンチ移動方向の長さよりも短く(l<L.図1,図3参照)、ダイ20の高さ寸法と同程度の長さに設定されている。
【0015】
そして、ダイ20には、パンチ対向側面21から後側面26に向けて、容器100の切欠き120に対応してパンチ10の移動方向に貫通する貫通穴30が設けられている。この貫通穴30は、パンチ対向側面21について見ると、上部側面から段部22及び下部側面24にかけて開口する形状となっている。貫通穴30の開口形状は、段部22において、平行の溝形状となる。
この貫通穴30のパンチ対向側面21の開口端縁が、パンチ10と共に切欠き120を切断するための切刃となっている。
【0016】
ダイ20の切刃は、貫通穴30のパンチ対向側面21の開口端縁の形状に倣って設けられるもので、上部側面23に形成された逆U字形状のダイ側胴部切刃部31から、段部22に開口する貫通穴30の平行の穴縁にパンチ10の移動方向に延びるダイ側フランジ切刃部32と、を備えている。下部側面24に開口する貫通穴30のダイ側の段部下方領域は、パンチ10の下端部を逃がす領域である。
ダイ側胴部切刃部31は、上下方向に延びる一対の縦刃部分31aと、縦刃部分31aの上端を結ぶ横刃部分31bとを備えている。
ダイ側フランジ切刃部32は、パンチ10の移動方向に延び、付け根部において縦刃部分31aに連続的につながっている。
このダイ側フランジ切刃部32とダイ側胴部切刃部31の縦刃部分31aとの接続部には、容器100のフランジ120と胴部110との隅角部の湾曲形状に応じてダイ側切刃湾曲部33が設けられている。
【0017】
パンチ10は、パンチ10を駆動する駆動部のホルダ40に取り付けるための基部11と、基部11から突出するパンチ本体12とを備えたT字形状のブロック体によって構成されている。パンチ本体12は、概略直方体形状のブロック体で、ダイ20に対向する前端面12Aと、上側面12Bと、一対の左右側面12C、12Dと、下側面12Eとを備えている。
上側面12Bと左右側面12C,12Dは、パンチ10の移動方向に平行な面で、上側面12Bは水平に延び、左右側面12C,12Dは垂直に延びている。
【0018】
一方、下側面12Eは、ダイ20と対向する前端面12Aの下側縁からパンチ10の移動方向後退側に向けて徐々に下方に向けて傾斜する傾斜面13を備えている。この例では、傾斜面13は、下側面12Eの途中位置までで、傾斜面13の後端位置は、水平に延びる下側面12Eの後部につながっている。
下側面12Eに傾斜面13があるので、左右側面12C,12Dは、長方形の下辺に傾斜辺でカットした五角形で、上辺がパンチ10の移動方向である水平方向に、前辺がパンチ10の移動方向に対して直交する垂直辺に、下辺が前辺の下端から傾斜面13に沿って傾斜する傾斜辺を備えた構成となっている。
【0019】
パンチ10の切刃は、前端面12Aと上側面12Bとの角部から、前端面12Aと左右側面12C.12Dとの角部にかけて延びる逆U字形状のパンチ側胴部切刃部15と、下側面側の傾斜面13と左右側面12C、12Dとの角部に位置するパンチ側フランジ切刃部16とを有している。
パンチ側胴部切刃部15は、パンチ10の移動方向に直交する一つの垂直面上に位置し、ダイ20側の逆U字形状のダイ側胴部切刃部31との間で、胴部110の側壁部112を一度に切断する。
【0020】
一方、パンチ側フランジ切刃部16は、ダイ20の段部22に設けられた水平に延びるダイ側フランジ切刃部32と交差するように、パンチ10の移動方向に後退側に向けて下方に傾斜しており、パンチ10の前進移動によって、ダイ20上のフランジ120を、フランジ120の先端側から付け根に向けて順次切断するようになっている。
【0021】
また、パンチ側フランジ切刃部16とパンチ側胴部切刃部15との接続部には、容器100のフランジ120と胴部110との接続部の湾曲形状に応じてパンチ側切刃湾曲部17が設けられている。
【0022】
次に、図2を参照して、本発明のダイセット1を用いた切欠き成形工程について説明する。図2では、ダイ20のパンチ対向側面21の下部側面24については、段部22近傍部分のみを示している。
容器100を、その底壁部111を上に向けて裏返した状態でダイ20の上面に被せ、パンチ対向側面21の上部側面23に、容器100の切断対象となる側壁部112の内側面を当接させ、フランジ120を段部22上に載置し、特に図示しないが、押さえプレートで容器100を上方から押さえてダイに固定する(図2(A)参照)。
【0023】
次いで、不図示の駆動機構によってパンチ10をダイ20に向かって前進移動させる。パンチ10が容器100の胴部110に対して進入する際、まず、パンチ10の傾斜したパンチ側フランジ切刃部16が、容器100のフランジ120の先端に当接し、ダイ側フランジ切刃部32との間で、フランジ120を先端側から付け根に向かって、パンチ10の移動方向に切り込んでいく(図2(B)参照)。パンチ10は、フランジ120の延出方向、すなわち、胴部110の切断対象となる側壁部112に直角方向に移動するが、パンチ側フランジ切刃部16は、フランジ120に対して斜めに切り込むので、パンチ10からフランジ120に作用する切り込み力は、フランジ120をダイ20側に押し込む水平方向の分力は小さく、フランジ120に対して直交方向の垂直方向の分力が大きくなり、フランジ120をダイ20のフランジ支持部に向けて押さえながら切断していくので、フランジ120をパンチ10で押し潰しにくく切り込みやすくなる。
【0024】
そのままパンチ10の進入が続き、フランジ120への切り込みがフランジ120の付
け根位置まで到達すると、パンチ側胴部切刃部15が側壁部112の外側面に当接し(図2(C)参照)、さらに、パンチ10が進入すると、パンチ側胴部切刃部15とダイ側胴部切刃部31によって、側壁部112が逆U字形状に一度に切断される(図2(D)参照)。
側壁部112の切断が開始される直前では、まだ、パンチ側フランジ切刃部16は胴部110とフランジ120の隅角部は完全には切断されていない。しかし、少なくとも、側壁部112の切断開始時点で、隅角部の切断が開始されており、隅角部まで切り込まれた時点で、側壁部112の切り込みが開始されるので、フランジ120側と胴部の側壁部112が連続したライン上で切断されることになり、フランジ120側と胴部110側の2箇所から別々に切断が開始する場合の切断ラインのずれによる切粉が発生しにくい(図2(E)参照)。
【0025】
隅角部まで打ち抜きが完了すると、切断片200が落下し、パンチ10によってダイ20の貫通穴30の後側面26側の開口部から外部へ落下する(図2(F)参照)。仮に、切断片200が貫通穴30に残っても、次の打ち抜き工程で貫通穴30から押し出される。
打ち抜きが終了すると、パンチ10を後退させ、切欠き130の成形が終了する(図2(G)参照)。
【0026】
なお、上記実施例では、パンチ10の下側面の傾斜面13を直線的な構成としたが、直線的な傾斜面ではなく、下方に凸となる曲線状としてもよいし、上方に向かって凸となる曲線状としてもよいし、直線的でも、段階的に傾斜角度が変えた角形状としてもよく、要するに、パンチ10の移動方向後退側に向かって、徐々に下方に傾斜するような傾斜構成となっていればよい。
【0027】
また、上記実施例では、垂直面の胴部の側壁部112に対して、パンチ側胴部切刃部15を垂直とし、逆U字形状のパンチ側胴部切刃部15全体を当接させて一度に打ち抜く構成としているが、パンチ側胴部切刃部16を上方に向かって徐々にパンチの後退方向に傾斜させておいてもよい。このようにすれば、胴部がフランジ側の端部から順次切断されることになる。
また、上記実施例では、胴部110の側壁部112は底壁部111に対して直角に延びている場合を例示しているが、胴部110の側壁部112が外側に開く方向に傾斜していてもよい。その場合は、パンチ10の前端面12Aが垂直で、パンチ側胴部切刃部が垂直面上にであっても、側壁部112はフランジ側から底壁部111側に順次切断されることになる。もちろん、側壁部112の傾斜に応じてダイ20の上部側面23を垂直面に対して適宜傾斜させてもよい。
さらに、パンチ本体12の前端面12A(パンチ側胴部切刃部)の形状、および、ダイ側胴部切刃部31(縦刃部分31a,横刃部分31b)は容器胴部の切り欠き形状に応じてU字以外の形状(例えば角のある矩形状や、正方形状、V字、円弧状など)に適宜変更してもよい。さらにまた、パンチ本体12の下側面12Eを略して傾斜面13のみにしてもよい。
【0028】
なお、上記実施例では、容器100の胴部110に切欠き130が一箇所に設けた例を示したが、複数個所に設けられている場合は、ダイとパンチを複数組設ければよい。
また、上記実施例では、胴部が四角筒形状の容器について説明したが、四角形状に限定されるものではなく、三角形、五角形以上の多角形状に対して適用であるし、また、切断対象部は直線的に延びる平面構成である必要はなく、円弧状でもよい。また、胴部に角部のない楕円形状の容器や、円形の容器についても適用可能である。
【0029】
また上記実施例では胴部と底壁部とが一体となった2ピースの構成例を示したが、胴部
と上蓋および底蓋を別体とした3ピース構成に適用してもよいことはもちろんである。
【符号の説明】
【0030】
1 ダイセット
10 パンチ
11 基部
12 パンチ本体
12A 前端面、12B 上側面、
12C、12D 左、右側面
12E 下側面
13 傾斜面
15 パンチ側胴部切刃部
16 パンチ側フランジ切刃部
17 パンチ側切刃湾曲部
20 ダイ
21 パンチ対向側面
22 段部(フランジ支持部)
23 上部側面(胴部支持部)
24 下部側面
26 後側面
30 貫通穴
31 ダイ側胴部切刃部
31a 縦刃部分、31b 横刃部分
32 ダイ側フランジ切刃部
33 ダイ側切刃湾曲部
40 ホルダ
50 基台
100 容器
110 胴部
111 底壁部
112 側壁部
120 フランジ
130 切欠き
131 胴部切欠部分、132 フランジ切欠部分
200 切断片
【特許請求の範囲】
【請求項1】
容器を支持するダイと、ダイに対して相対的に進退移動可能なパンチとを有し、容器の胴部とフランジの端部まで連続する切欠きを打ち抜く切欠き成形用のダイセットであって、
前記ダイは、胴部支持部と、フランジ支持部とを有する構成で、前記胴部支持部にはダイ側胴部切刃部が設けられ、前記フランジ支持部には、前記ダイ側胴部切刃部から連続してパンチの移動方向に沿って延びるダイ側フランジ切刃部が設けられ、
前記パンチには、胴部を切断するパンチ側胴部切刃部と、フランジ部を切断するパンチ側フランジ切刃部とが設けられ、
前記パンチ側フランジ切刃部は、フランジ延出方向に対し斜めに当接するように、パンチの後退側に傾斜していることを特徴とする容器の切欠き成形用ダイセット。
【請求項2】
パンチ側胴部切刃部とパンチ側フランジ切刃部との間に、容器のフランジと側壁との接続部の湾曲形状に応じた湾曲部が設けられた請求項1に記載の容器の切欠き成形用ダイセット。
【請求項1】
容器を支持するダイと、ダイに対して相対的に進退移動可能なパンチとを有し、容器の胴部とフランジの端部まで連続する切欠きを打ち抜く切欠き成形用のダイセットであって、
前記ダイは、胴部支持部と、フランジ支持部とを有する構成で、前記胴部支持部にはダイ側胴部切刃部が設けられ、前記フランジ支持部には、前記ダイ側胴部切刃部から連続してパンチの移動方向に沿って延びるダイ側フランジ切刃部が設けられ、
前記パンチには、胴部を切断するパンチ側胴部切刃部と、フランジ部を切断するパンチ側フランジ切刃部とが設けられ、
前記パンチ側フランジ切刃部は、フランジ延出方向に対し斜めに当接するように、パンチの後退側に傾斜していることを特徴とする容器の切欠き成形用ダイセット。
【請求項2】
パンチ側胴部切刃部とパンチ側フランジ切刃部との間に、容器のフランジと側壁との接続部の湾曲形状に応じた湾曲部が設けられた請求項1に記載の容器の切欠き成形用ダイセット。
【図1】



【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−110958(P2012−110958A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−264060(P2010−264060)
【出願日】平成22年11月26日(2010.11.26)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月26日(2010.11.26)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]