
容器の気密保持材及び容器の気密保持材の製造方法
【課題】 快適な使用感を確保すると同時に収容物の変性を防止しつつガスバリヤ性を適切に確保することができるスパウトを、容易に製造する。
【解決手段】 スパウト10は、内表面及び外表面以外の箇所にガスバリア部16を有する。スパウト10は、容器本体1に取り付けられるべきスパウト本体18と、このスパウト本体18の外側に取り付けられるカバー部20とから成っている。スパウト本体18はスパウト本体18の外周面にガスバリア部18を有し、カバー部20はガスバリア部16を被覆するようにスパウト本体18に取り付けられている。カバー部20には、キャップ取付部14が形成されている。
【解決手段】 スパウト10は、内表面及び外表面以外の箇所にガスバリア部16を有する。スパウト10は、容器本体1に取り付けられるべきスパウト本体18と、このスパウト本体18の外側に取り付けられるカバー部20とから成っている。スパウト本体18はスパウト本体18の外周面にガスバリア部18を有し、カバー部20はガスバリア部16を被覆するようにスパウト本体18に取り付けられている。カバー部20には、キャップ取付部14が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、レトルトパウチ等の可撓性を備えた容器の開口部に設置されて、これらの容器の内部を気密に保持する容器の気密保持材の改良に関し、注出口として使用されるスパウト及びその製造方法の改良に関し、特に、そのガスバリヤ性を適切に確保することに関するものである。
【背景技術】
【0002】
例えば、レトルトパウチや紙パック等の内部に飲食物等の流動物を収容する容器においては、当該収容物の注出口として、スパウトが使用される。このスパウトは、一般に、容器本体とは別体に形成された後、容器本体の上部等に融着又は溶着等により一体的に取り付けられ、収容物の使用前(開封前)には容器を密閉して内部の収容物の流出を防止すると共に、使用時には開口して収容物を容器本体から注出する役割を有する(例えば、特許文献1参照)。
【0003】
このスパウトは、単に注出口としての役割のみならず、容器本体に取り付けられた後は容器の一部となることから、近年では、容器本体と同様、内部の収容物を外部雰囲気から保護する役割、即ち、容器の気密保持材としての役割をも要求されるに至っている。即ち、容器への収容物が、大気との接触により変性等するものである場合や、保管時においてガスの含有率を所定の値に管理することが必要な収容物である場合には、スパウトやキャップを通じて容器本体内に大気が透過しないよう、スパウト自体、あるいは、このスパウトに取り付けられるキャップ自体がガスバリヤ性を備えていることが必要となる。
【0004】
しかし、従来の一般的なスパウトやキャップは、ポリプロピレンやポリエチレン等の樹脂を押出成形、射出成形等することに形成されているため、そのガスバリヤ性も、専らスパウト等の材質自体、即ち、ポリプロピレンやポリエチレン等が本来有する性能に委ねられていた。このため、必ずしも充分なガスバリヤ性を確保することができず、また、材質の厚みを調整することによりガスバリヤ性を向上させるにしても限界が存在していた。
【0005】
この場合、スパウトの内表面にシート状のアルミニウム等のガスバリア性物質を貼付してガスバリヤ性を高めることも考えられるが、スパウトの内表面以外の部分は外気に曝されているため、当該部分から容器内部に外気が透過するおそれがある。また、スパウトの内表面にアルミニウム等を付着させると、このアルミニウム等のガスバリヤ性物質が容器本体内部の収容物と直に接触するため、特に、収容物が飲食物である場合には、衛生上好ましくなく、また、ガスバリヤ性物質との接触により収容物が変性するおそれもある。
【0006】
一方、外気と接触するスパウトの外表面全体に、アルミニウム等のガスバリア性物質をコーティングすることにより外気の流入を防止することも考えられるが、スパウトは、収容物が飲食物である場合には使用者が口を付けて使用する部分ともなるため、外周面にガスバリヤ性物質が存在すると、使用者が違和感を受けて快適な使用感を確保することができないと同時に衛生上も必ずしも好ましくない。加えて、スパウトの外表面やキャップの内周面にガスバリヤ性物質を設けると、その後、スパウトにキャップを締め付けた場合に、締付の圧力によりガスバリヤ性物質が部分的に剥離する等して、必ずしも充分にガスバリヤ性を維持することができないおそれもある。
【0007】
従って、ガスバリヤ性物質をスパウトやキャップの内部に設置することができれば、これらの問題点を回避することはできるが、パウチや紙パック等の容器本体のように可撓性を有する薄膜材と異なり、自己保型性を有し射出成形等により形成されるスパウトやキャップにおいて、これらの内部にガスバリヤ性物質を配置することは困難である問題が存在する。
【0008】
また、スパウトやキャップを形成する材料自体にガスバリヤ性物質を混合して対応することも考えられる(例えば、特許文献2参照)。しかし、スパウトやキャップの製造に手間とコストを要すると共に、上記と同様に、ガスバリヤ性物質と接触した収容物が変性するおそれがある。
【特許文献1】特開2006−206187号公報
【特許文献2】特開2001−180699号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、上記の問題点に鑑み、快適な使用感を確保すると同時に収容物の変性を防止しつつガスバリヤ性を適切に確保することができると共に、容易に製造することができるスパウト等の容器の気密保持材及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記の課題を解決するための第1の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材であって、気密保持材は、内表面及び外表面以外の箇所にガスバリア部を有することを特徴とする容器の気密保持材を提供するものである。
【0011】
本発明は、上記の課題を解決するための第2の手段として、上記第1の解決手段において、気密保持材は、容器本体に取り付けられて容器本体内部に収納された収容物の注出口となるべきスパウトであることを特徴とする容器の気密保持材を提供するものである。
【0012】
本発明は、上記の課題を解決するための第3の手段として、上記第1の解決手段において、気密保持材は、容器本体内部に収納された収容物の注出口に取り付けられるキャップであることを特徴とする容器の気密保持材を提供するものである。
【0013】
本発明は、上記の課題を解決するための第4の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材であって、気密保持材は、保持材本体と、この保持材本体の外側に取り付けられるカバー部とから成り、保持材本体は保持材本体の外周面にガスバリア部を有し、カバー部はガスバリア部を被覆するように保持材本体に取り付けられていることを特徴とする容器の気密保持材を提供するものである。
【0014】
本発明は、上記の課題を解決するための第5の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材であって、気密保持材は、保持材本体と、この保持材本体の外側に取り付けられるカバー部とから成り、カバー部は保持材本体が挿入される内周面にガスバリア部を有することを特徴とする容器の気密保持材を提供するものである。
【0015】
本発明は、上記の課題を解決するための第6の手段として、上記第4又は第5のいずれかの解決手段において、気密保持材が容器本体に取り付けられて容器本体内部に収納された収容物の注出口となるべきスパウトであって、このスパウトは、保持材本体となり容器本体に取り付けられるべきスパウト本体を有していることを特徴とする容器の気密保持材を提供するものである
【0016】
本発明は、上記の課題を解決するための第7の手段として、上記第4又は第5のいずれかの解決手段において、気密保持材が容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、このキャップは、保持材本体となり注出口に取り付けられるべきキャップ本体を有していることを特徴とする容器の気密保持材を提供するものである。
【0017】
本発明は、上記の課題を解決するための第8の手段として、上記第1乃至第7のいずれかの解決手段において、ガスバリヤ部は、気密保持材のうち容器本体より外側に位置する部分に形成されていることを特徴とする容器の気密保持材を提供するものである。
【0018】
本発明は、上記の課題を解決するための第9の手段として、上記第4乃至第8のいずれかの解決手段において、保持材本体とカバー部は、各々別工程で別体に形成されていることを特徴とする容器の気密保持材を提供するものである。
【0019】
本発明は、上記の課題を解決するための第10の手段として、上記第1乃至第9のいずれかの解決手段において、ガスバリア部は、Al又はSiO2のうちのいずれかから形成されていることを特徴とする容器の気密保持材を提供するものである。
【0020】
本発明は、上記の課題を解決するための第11の手段として、上記第10の解決手段において、ガスバリア部は、保持材本体の外周面又はカバー部の内周面にAl又はSiO2のうちのいずれかをコーティングして形成されていることを特徴とする容器の気密保持材を提供するものである。
【0021】
本発明は、上記の課題を解決するための第12の手段として、上記第4乃至第11のいずれかの解決手段において、カバー部は、超音波融着により保持材本体に固定されていることを特徴とする容器の気密保持材を提供するものである。
【0022】
本発明は、上記の課題を解決するための第13の手段として、上記第4乃至第12のいずれかの解決手段において、カバー部は、保持材本体のうち容器本体より外部に露出する部分に取り付けられることを特徴とする容器の気密保持材を提供するものである。
【0023】
本発明は、上記の課題を解決するための第14の手段として、上記第4乃至第13のいずれかの解決手段において、カバー部は、キャップが取り付けられるキャップ取付部を有していることを特徴とする容器の気密保持材を提供するものである。
【0024】
また、本発明は、上記の課題を解決するために、上記第1乃至第10のいずれかの解決手段であるスパウトを製造するための下記の解決手段をも提供するものである。即ち、本発明は、上記の課題を解決するための第15の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体を形成して、この保持材本体の外周面にガスバリア部を形成した後、ガスバリア部を被覆するように保持材本体の外側にカバー部を取り付けて気密保持材を製造することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0025】
本発明は、上記の課題を解決するための第16の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体の外側に取り付けられるカバー部を形成して、このカバー部の内周面にガスバリア部を形成した後、カバー部を保持材本体の外側に取り付けて容器の気密保持材を製造することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0026】
本発明は、上記の課題を解決するための第17の手段として、上記第15又は第16のいずれかの解決手段において、気密保持材が容器本体に取り付けられて容器本体内部に収納された収容物の注出口となるべきスパウトであって、保持材本体が容器本体に取り付けられるべきスパウト本体であることを特徴とする容器の気密保持材の製造方法を提供するものである。
【0027】
本発明は、上記の課題を解決するための第18の手段として、上記第15又は第16のいずれかの解決手段において、気密保持材が容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、保持材本体が注出口に取り付けられるべきキャップ本体であることを特徴とする容器の気密保持材の製造方法を提供するものである。
【0028】
本発明は、上記の課題を解決するための第19の手段として、上記第15乃至第18のいずれかの解決手段において、ガスバリヤ部を、容器の気密保持材のうち容器本体より外側に位置する部分に形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0029】
本発明は、上記の課題を解決するための第20の手段として、上記第15乃至第19のいずれかの解決手段において、保持材本体とカバー部とを、各々別工程で別体に形成した後、カバー部を保持材本体に取り付けることを特徴とする容器の気密保持材の製造方法を提供するものである。
【0030】
本発明は、上記の課題を解決するための第21の手段として、上記第15乃至第20のいずれかの解決手段において、ガスバリア部を、Al又はSiO2のいずれかから形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0031】
本発明は、上記の課題を解決するための第22の手段として、上記第21の解決手段において、保持材本体の外周面にAl又はSiO2のいずれかをコーティングしてガスバリア部を形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0032】
本発明は、上記の課題を解決するための第23の手段として、上記第15乃至第22のいずれかの解決手段において、カバー部を、超音波融着により保持材本体に固定することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0033】
本発明は、上記の課題を解決するための第24の手段として、上記第15乃至第23のいずれかの解決手段において、カバー部を、保持材本体のうち容器本体より外部に露出する部分に取り付けることを特徴とするスパウトの製造方法を提供するものである。
【0034】
本発明は、上記の課題を解決するための第25の手段として、上記第15乃至第24のいずれかの解決手段において、カバー部に、キャップが取り付けられるキャップ取付部を形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【発明の効果】
【0035】
本発明によれば、上記のように、ガスバリア部をスパウトやキャップ等の気密保持材の内表面及び外表面以外の箇所に設けているため、ガスバリヤ部を形成するガスバリヤ性物質が収容物や使用者に直に接触することなく、外部雰囲気を遮断することができるため、快適な使用感を確保すると同時に収容物の変性を防止しつつ、ガスバリヤ性を適切に確保することができる実益がある。
【0036】
この場合、本発明によれば、上記のように、カバー部によりガスバリヤ部を被覆しているため、ガスバリヤ部が使用者や収容物と直に接触するのを防止することができるため、快適な使用感を確保することができると同時に、容器本体の収容物の変性を確実に抑制することができる実益がある。
【0037】
また、本発明によれば、上記のように、ガスバリヤ部を、スパウト等の気密保持材のうち外部雰囲気と接触する容器本体より外側に位置する部分に形成しているため、外部雰囲気の透過を確実に、かつ、効率良く抑制することができる一方、ガスバリヤ部が容器本体の内部にまで入り込まないため、ガスバリヤ部と収容物との直接の接触をより確実に防止して、収容物の変性を適切に防止することができる実益がある。
【0038】
また、本発明によれば、上記のように、スパウト等の気密保持材を、スパウト本体等の保持材本体と、この保持材本体の外側に取り付けられるカバー部とに分割して形成し、保持材本体の外周面又はカバー部の内周面にガスバリヤ部を形成した上で、カバー部を保持材本体に被せているため、ガスバリヤ部をスパウト本体の内部に容易に形成することができる実益がある。
【発明を実施するための最良の形態】
【0039】
本発明の実施の形態を図面を参照しながら詳細に説明すると、図1及び図2は、容器本体1の開口部に設置されて容器本体1内部を気密に保持する本発明の容器の気密保持材を示し、図示の実施の形態では、この気密保持材がスパウト10であるのが示されている。即ち、図示の実施の形態では、気密保持材は、容器本体1の内部に収納された収容物の取出口として形成された開口部から、外部雰囲気が容器本体1内に透過するのを防止するため、容器本体1の注出口となるスパウト10自体が、気密保持材としての機能も兼任する。この気密保持材であるスパウト10は、図1及び図2に示すように、容器本体1に取り付けられて容器本体1内部に収納された収容物の注出口として使用され、容器本体1と共に、パウチや紙パック等の容器を構成する。
【0040】
このスパウト10は、加工性や軽量性を考慮して、ポリプロピレンやポリエチレン等の適宜の樹脂材料から形成することができる。また、その形成方法にも、特に限定はなく、押出成形、射出成形の他、ブロー成形、シート成形等種々の成形方法を適用することができる。
【0041】
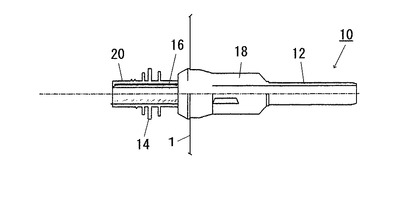
また、このスパウト10は、図1に示すように、容器本体1内部に挿入される導管部12と、この導管部12に連通し容器本体1の外部に露出するキャップ取付部14とを有している。導管部12は、容器本体1の内部に収容された飲食物等の収容物を外部へ導出する。一方、キャップ取付部14には、容器本体1を密閉するための図示しないキャップが取り付けられる。図示の実施の形態では、この図示しないキャップの取付構造が螺合であるのが示されている。従って、図示の実施の形態では、容器本体1の外部に露出する部分の外周に、図1に示すように、図示しないキャップが螺合される螺合部(ネジ山及びネジ溝)が形成されている。
【0042】
但し、スパウト10の形状は、導管部12及びキャップ取付部14を有すれば、特に限定はない。従って、例えば、キャップ取付部14につき、図示の実施の形態と異なり、螺合部ではなく、例えば、図示しないキャップが嵌合される嵌合部の形態とすることもできる。
【0043】
本発明においては、スパウト10は、図1及び図2に示すように、スパウト10の内表面及び外表面以外の箇所にガスバリア部16を有している。即ち、本発明においては、ガスバリヤ部16は、図1及び図2に示すように、スパウト10の内部に形成されている。
【0044】
従って、ガスバリヤ部16を形成するガスバリヤ性物質が収容物や使用者に直に接触することがないため、快適な使用感を確保すると同時に収容物の変性を防止することができる一方、ガスバリヤ部16により外部雰囲気を遮断することができるため、ガスバリヤ性を適切に確保することができる。
【0045】
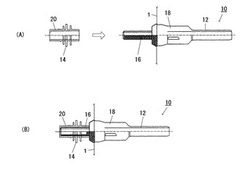
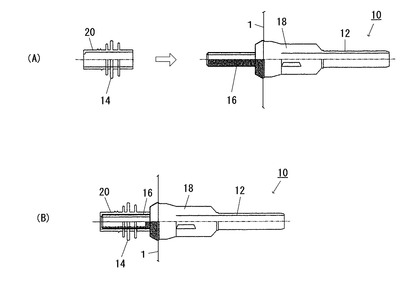
このように、ガスバリヤ部16をスパウト10の内部に形成するため、本発明のスパウト10は、特に、図2に示すように、容器本体1に取り付けられるべきスパウト本体18と、このスパウト本体18の外側に取り付けられるカバー部20とを備えている。図示の実施の形態では、図1及び図2に示すように、導管部12は、スパウト本体18の一部として形成されている。なお、これらのスパウト本体18とカバー部20は、成形や組付の容易性等を考慮すると、各々別工程で別体に形成した上で、カバー部20をスパウト本体18に取り付けることが望ましい。
【0046】
ガスバリヤ部16は、特に、図2(A)に示すように、このスパウト本体18の外周面に形成される。一方、カバー部20は、図2(B)に示すように、ガスバリア部16を被覆するようにスパウト本体18の外側に取り付けられている。これにより、ガスバリヤ部16を、スパウト10の内部に容易に形成することができる。また、カバー部20により、ガスバリヤ部16が被覆されるため、ガスバリヤ部16を形成するガスバリヤ性物質が使用者や収容物と直に接触することがなく、快適な使用感を確保することができると同時に、容器本体1の収容物の変性を確実に抑制することができる。
【0047】
このガスバリヤ部18は、スパウト本体の外周面にガスバリヤ性物質をコーティングして形成することができる。このガスバリヤ性物質としては、スパウト10の外周面にコーティングすることができると同時にスパウト10に酸素や水蒸気等に対する気密性を付与することができれば、特に限定はないが、その両者を備えたガスバリヤ性物質として、特に、Al又はSiO2のうちの少なくともいずれかを使用することが望ましい。
【0048】
この場合、これらのAl又はSiO2等のガスバリヤ性物質を、スパウト本体18の外周面にコーティングしてガスバリヤ部16を形成する方法としては、ポリプロピレンやポリエチレン等の樹脂材料から形成されたスパウト本体18は極性が小さく、ガスバリヤ性物質の付着力が弱いため、例えば、これらのガスバリヤ性物質をプラズマ放電によりスパウト本体18の外周面に溶射して被膜させるプラズマ処理により行うことが望ましい。プラズマ処理によれば、強い付着力で比較的容易に、ガスバリヤ性物質をスパウト本体18の外周面にコーティングすることができるからである。
【0049】
但し、これらのガスバリヤ性物質をポリプロピレンやポリエチレン等の樹脂材料から形成されたスパウト本体18に付着させることができれば、そのコーティング方法には特に限定はないが、そのような方法としては、他に、酸素・アセチレン混合ガスの燃焼炎等のガス炎を溶射の熱源に利用するフレーム溶射によるフレーム処理や、スパウト本体の外周面にコロナ放電を行うコロナ処理によりコーティングすることもできる。また、スパウト本体18の外周面をプライマー塗工したり、フレームバーナーによる酸化炎を介してスパウト本体18の表面にナノレベルのケイ素皮膜を形成して、表面を改善した上で、Al又はSiO2等のガスバリヤ性物質を、樹脂製のスパウト本体18の外周面にコーティングさせることもできる。
【0050】
また、このようにして形成されるガスバリヤ部16は、図1及び図2に示すように、スパウト10のうち容器本体1より外側に位置する部分に形成することが望ましい。これにより、外部雰囲気の透過を確実に、かつ、効率良く抑制することができる一方、ガスバリヤ部16が容器本体1の内部にまで入り込まないため、ガスバリヤ部16と収容物との直接の接触をより確実に防止して、収容物の変性を適切に防止することができる。
【0051】
図示の実施の形態では、ガスバリヤ部16は、図1及び図2に示すように、容器本体1の内部に挿入される導管部12には形成されず、容器本体1の外部に露出するキャップ取付部14に対応する部分に形成されている。従って、図示の実施の形態では、カバー部20も、このガスバリヤ部16の位置に対応するように、スパウト本体18のうち容器本体1より外部に露出する部分に取り付けられる。このため、図示の実施の形態では、キャップ取付部14は、カバー部20に形成されている。即ち、図示の実施の形態では、スパウト本体18の容器本体1より位置する部分の外周面にガスバリヤ部16を形成した後、キャップ取付部14を有するカバー部20を取り付けるだけで、ガスバリヤ性を有するスパウト10として組み付けることができる。
【0052】
このカバー部20は、スパウト本体18に取り付けられた後、超音波振動による超音波融着によりスパウト本体18に固定することができる。この場合、特に、ガスバリヤ部16が、スパウト10の外部に露出しないよう、ガスバリヤ部16の端部付近も含めて、超音波シールすることが望ましい。これにより、ガスバリヤ性を有するスパウト10を製造することができる。
【0053】
なお、図示の実施の形態では、ガスバリヤ性物質のコーティング作業の容易性を考慮して、スパウト本体18の外周面にガスバリヤ部16を形成したが、スパウト10の内表面及び外表面以外の箇所にガスバリア部16を形成することができれば、特に、その形成位置や形成方法には限定はなく、他に、例えば、図示の実施の形態と異なり、カバー部20のスパウト本体18が挿入される内周面に、上記と同様の方法でガスバリア部16を形成した後、このカバー部20をスパウト本体18の外側に取り付けてスパウト10を製造することもできる。
【0054】
また、図示の実施の形態では、スパウト10を容器の気密保持材としたが、容器本体1自体が、ある程度充分なガスバリヤ性を有するときは、同様に、容器の開口部に設置されて外部雰囲気と接触する図示しないキャップを本発明の気密保持材とすることもできる。この場合、図示しないキャップのみに、上記と同様にガスバリヤ部16を設けて気密保持材とすることも、また、スパウト10及び図示しないキャップのいずれにもガスバリヤ部16を設けて、いずれをも気密保持部材として組み合わせてガスバリヤ性を高めることもできる。なお、この場合も、図示しないキャップを、保持材本体としてのキャップ本体と、カバー部20とから形成することができる。
【産業上の利用可能性】
【0055】
本発明は、容器の開口部にスパウトやキャップ等として設置される気密保持材であれば、パウチや紙パック等、取り付けられるべき容器の種類を問わず、広く適用することができる。
【図面の簡単な説明】
【0056】
【図1】本発明のスパウトの一部破断側面図である。
【図2】本発明のスパウト10の一部分解断面図である。
【符号の説明】
【0057】
1 容器本体
10 スパウト
12 導管部
14 キャップ取付部
16 ガスバリヤ部
18 スパウト本体
20 カバー部
【技術分野】
【0001】
本発明は、例えば、レトルトパウチ等の可撓性を備えた容器の開口部に設置されて、これらの容器の内部を気密に保持する容器の気密保持材の改良に関し、注出口として使用されるスパウト及びその製造方法の改良に関し、特に、そのガスバリヤ性を適切に確保することに関するものである。
【背景技術】
【0002】
例えば、レトルトパウチや紙パック等の内部に飲食物等の流動物を収容する容器においては、当該収容物の注出口として、スパウトが使用される。このスパウトは、一般に、容器本体とは別体に形成された後、容器本体の上部等に融着又は溶着等により一体的に取り付けられ、収容物の使用前(開封前)には容器を密閉して内部の収容物の流出を防止すると共に、使用時には開口して収容物を容器本体から注出する役割を有する(例えば、特許文献1参照)。
【0003】
このスパウトは、単に注出口としての役割のみならず、容器本体に取り付けられた後は容器の一部となることから、近年では、容器本体と同様、内部の収容物を外部雰囲気から保護する役割、即ち、容器の気密保持材としての役割をも要求されるに至っている。即ち、容器への収容物が、大気との接触により変性等するものである場合や、保管時においてガスの含有率を所定の値に管理することが必要な収容物である場合には、スパウトやキャップを通じて容器本体内に大気が透過しないよう、スパウト自体、あるいは、このスパウトに取り付けられるキャップ自体がガスバリヤ性を備えていることが必要となる。
【0004】
しかし、従来の一般的なスパウトやキャップは、ポリプロピレンやポリエチレン等の樹脂を押出成形、射出成形等することに形成されているため、そのガスバリヤ性も、専らスパウト等の材質自体、即ち、ポリプロピレンやポリエチレン等が本来有する性能に委ねられていた。このため、必ずしも充分なガスバリヤ性を確保することができず、また、材質の厚みを調整することによりガスバリヤ性を向上させるにしても限界が存在していた。
【0005】
この場合、スパウトの内表面にシート状のアルミニウム等のガスバリア性物質を貼付してガスバリヤ性を高めることも考えられるが、スパウトの内表面以外の部分は外気に曝されているため、当該部分から容器内部に外気が透過するおそれがある。また、スパウトの内表面にアルミニウム等を付着させると、このアルミニウム等のガスバリヤ性物質が容器本体内部の収容物と直に接触するため、特に、収容物が飲食物である場合には、衛生上好ましくなく、また、ガスバリヤ性物質との接触により収容物が変性するおそれもある。
【0006】
一方、外気と接触するスパウトの外表面全体に、アルミニウム等のガスバリア性物質をコーティングすることにより外気の流入を防止することも考えられるが、スパウトは、収容物が飲食物である場合には使用者が口を付けて使用する部分ともなるため、外周面にガスバリヤ性物質が存在すると、使用者が違和感を受けて快適な使用感を確保することができないと同時に衛生上も必ずしも好ましくない。加えて、スパウトの外表面やキャップの内周面にガスバリヤ性物質を設けると、その後、スパウトにキャップを締め付けた場合に、締付の圧力によりガスバリヤ性物質が部分的に剥離する等して、必ずしも充分にガスバリヤ性を維持することができないおそれもある。
【0007】
従って、ガスバリヤ性物質をスパウトやキャップの内部に設置することができれば、これらの問題点を回避することはできるが、パウチや紙パック等の容器本体のように可撓性を有する薄膜材と異なり、自己保型性を有し射出成形等により形成されるスパウトやキャップにおいて、これらの内部にガスバリヤ性物質を配置することは困難である問題が存在する。
【0008】
また、スパウトやキャップを形成する材料自体にガスバリヤ性物質を混合して対応することも考えられる(例えば、特許文献2参照)。しかし、スパウトやキャップの製造に手間とコストを要すると共に、上記と同様に、ガスバリヤ性物質と接触した収容物が変性するおそれがある。
【特許文献1】特開2006−206187号公報
【特許文献2】特開2001−180699号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、上記の問題点に鑑み、快適な使用感を確保すると同時に収容物の変性を防止しつつガスバリヤ性を適切に確保することができると共に、容易に製造することができるスパウト等の容器の気密保持材及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記の課題を解決するための第1の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材であって、気密保持材は、内表面及び外表面以外の箇所にガスバリア部を有することを特徴とする容器の気密保持材を提供するものである。
【0011】
本発明は、上記の課題を解決するための第2の手段として、上記第1の解決手段において、気密保持材は、容器本体に取り付けられて容器本体内部に収納された収容物の注出口となるべきスパウトであることを特徴とする容器の気密保持材を提供するものである。
【0012】
本発明は、上記の課題を解決するための第3の手段として、上記第1の解決手段において、気密保持材は、容器本体内部に収納された収容物の注出口に取り付けられるキャップであることを特徴とする容器の気密保持材を提供するものである。
【0013】
本発明は、上記の課題を解決するための第4の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材であって、気密保持材は、保持材本体と、この保持材本体の外側に取り付けられるカバー部とから成り、保持材本体は保持材本体の外周面にガスバリア部を有し、カバー部はガスバリア部を被覆するように保持材本体に取り付けられていることを特徴とする容器の気密保持材を提供するものである。
【0014】
本発明は、上記の課題を解決するための第5の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材であって、気密保持材は、保持材本体と、この保持材本体の外側に取り付けられるカバー部とから成り、カバー部は保持材本体が挿入される内周面にガスバリア部を有することを特徴とする容器の気密保持材を提供するものである。
【0015】
本発明は、上記の課題を解決するための第6の手段として、上記第4又は第5のいずれかの解決手段において、気密保持材が容器本体に取り付けられて容器本体内部に収納された収容物の注出口となるべきスパウトであって、このスパウトは、保持材本体となり容器本体に取り付けられるべきスパウト本体を有していることを特徴とする容器の気密保持材を提供するものである
【0016】
本発明は、上記の課題を解決するための第7の手段として、上記第4又は第5のいずれかの解決手段において、気密保持材が容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、このキャップは、保持材本体となり注出口に取り付けられるべきキャップ本体を有していることを特徴とする容器の気密保持材を提供するものである。
【0017】
本発明は、上記の課題を解決するための第8の手段として、上記第1乃至第7のいずれかの解決手段において、ガスバリヤ部は、気密保持材のうち容器本体より外側に位置する部分に形成されていることを特徴とする容器の気密保持材を提供するものである。
【0018】
本発明は、上記の課題を解決するための第9の手段として、上記第4乃至第8のいずれかの解決手段において、保持材本体とカバー部は、各々別工程で別体に形成されていることを特徴とする容器の気密保持材を提供するものである。
【0019】
本発明は、上記の課題を解決するための第10の手段として、上記第1乃至第9のいずれかの解決手段において、ガスバリア部は、Al又はSiO2のうちのいずれかから形成されていることを特徴とする容器の気密保持材を提供するものである。
【0020】
本発明は、上記の課題を解決するための第11の手段として、上記第10の解決手段において、ガスバリア部は、保持材本体の外周面又はカバー部の内周面にAl又はSiO2のうちのいずれかをコーティングして形成されていることを特徴とする容器の気密保持材を提供するものである。
【0021】
本発明は、上記の課題を解決するための第12の手段として、上記第4乃至第11のいずれかの解決手段において、カバー部は、超音波融着により保持材本体に固定されていることを特徴とする容器の気密保持材を提供するものである。
【0022】
本発明は、上記の課題を解決するための第13の手段として、上記第4乃至第12のいずれかの解決手段において、カバー部は、保持材本体のうち容器本体より外部に露出する部分に取り付けられることを特徴とする容器の気密保持材を提供するものである。
【0023】
本発明は、上記の課題を解決するための第14の手段として、上記第4乃至第13のいずれかの解決手段において、カバー部は、キャップが取り付けられるキャップ取付部を有していることを特徴とする容器の気密保持材を提供するものである。
【0024】
また、本発明は、上記の課題を解決するために、上記第1乃至第10のいずれかの解決手段であるスパウトを製造するための下記の解決手段をも提供するものである。即ち、本発明は、上記の課題を解決するための第15の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体を形成して、この保持材本体の外周面にガスバリア部を形成した後、ガスバリア部を被覆するように保持材本体の外側にカバー部を取り付けて気密保持材を製造することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0025】
本発明は、上記の課題を解決するための第16の手段として、容器本体の開口部に設置されて容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体の外側に取り付けられるカバー部を形成して、このカバー部の内周面にガスバリア部を形成した後、カバー部を保持材本体の外側に取り付けて容器の気密保持材を製造することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0026】
本発明は、上記の課題を解決するための第17の手段として、上記第15又は第16のいずれかの解決手段において、気密保持材が容器本体に取り付けられて容器本体内部に収納された収容物の注出口となるべきスパウトであって、保持材本体が容器本体に取り付けられるべきスパウト本体であることを特徴とする容器の気密保持材の製造方法を提供するものである。
【0027】
本発明は、上記の課題を解決するための第18の手段として、上記第15又は第16のいずれかの解決手段において、気密保持材が容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、保持材本体が注出口に取り付けられるべきキャップ本体であることを特徴とする容器の気密保持材の製造方法を提供するものである。
【0028】
本発明は、上記の課題を解決するための第19の手段として、上記第15乃至第18のいずれかの解決手段において、ガスバリヤ部を、容器の気密保持材のうち容器本体より外側に位置する部分に形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0029】
本発明は、上記の課題を解決するための第20の手段として、上記第15乃至第19のいずれかの解決手段において、保持材本体とカバー部とを、各々別工程で別体に形成した後、カバー部を保持材本体に取り付けることを特徴とする容器の気密保持材の製造方法を提供するものである。
【0030】
本発明は、上記の課題を解決するための第21の手段として、上記第15乃至第20のいずれかの解決手段において、ガスバリア部を、Al又はSiO2のいずれかから形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0031】
本発明は、上記の課題を解決するための第22の手段として、上記第21の解決手段において、保持材本体の外周面にAl又はSiO2のいずれかをコーティングしてガスバリア部を形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0032】
本発明は、上記の課題を解決するための第23の手段として、上記第15乃至第22のいずれかの解決手段において、カバー部を、超音波融着により保持材本体に固定することを特徴とする容器の気密保持材の製造方法を提供するものである。
【0033】
本発明は、上記の課題を解決するための第24の手段として、上記第15乃至第23のいずれかの解決手段において、カバー部を、保持材本体のうち容器本体より外部に露出する部分に取り付けることを特徴とするスパウトの製造方法を提供するものである。
【0034】
本発明は、上記の課題を解決するための第25の手段として、上記第15乃至第24のいずれかの解決手段において、カバー部に、キャップが取り付けられるキャップ取付部を形成することを特徴とする容器の気密保持材の製造方法を提供するものである。
【発明の効果】
【0035】
本発明によれば、上記のように、ガスバリア部をスパウトやキャップ等の気密保持材の内表面及び外表面以外の箇所に設けているため、ガスバリヤ部を形成するガスバリヤ性物質が収容物や使用者に直に接触することなく、外部雰囲気を遮断することができるため、快適な使用感を確保すると同時に収容物の変性を防止しつつ、ガスバリヤ性を適切に確保することができる実益がある。
【0036】
この場合、本発明によれば、上記のように、カバー部によりガスバリヤ部を被覆しているため、ガスバリヤ部が使用者や収容物と直に接触するのを防止することができるため、快適な使用感を確保することができると同時に、容器本体の収容物の変性を確実に抑制することができる実益がある。
【0037】
また、本発明によれば、上記のように、ガスバリヤ部を、スパウト等の気密保持材のうち外部雰囲気と接触する容器本体より外側に位置する部分に形成しているため、外部雰囲気の透過を確実に、かつ、効率良く抑制することができる一方、ガスバリヤ部が容器本体の内部にまで入り込まないため、ガスバリヤ部と収容物との直接の接触をより確実に防止して、収容物の変性を適切に防止することができる実益がある。
【0038】
また、本発明によれば、上記のように、スパウト等の気密保持材を、スパウト本体等の保持材本体と、この保持材本体の外側に取り付けられるカバー部とに分割して形成し、保持材本体の外周面又はカバー部の内周面にガスバリヤ部を形成した上で、カバー部を保持材本体に被せているため、ガスバリヤ部をスパウト本体の内部に容易に形成することができる実益がある。
【発明を実施するための最良の形態】
【0039】
本発明の実施の形態を図面を参照しながら詳細に説明すると、図1及び図2は、容器本体1の開口部に設置されて容器本体1内部を気密に保持する本発明の容器の気密保持材を示し、図示の実施の形態では、この気密保持材がスパウト10であるのが示されている。即ち、図示の実施の形態では、気密保持材は、容器本体1の内部に収納された収容物の取出口として形成された開口部から、外部雰囲気が容器本体1内に透過するのを防止するため、容器本体1の注出口となるスパウト10自体が、気密保持材としての機能も兼任する。この気密保持材であるスパウト10は、図1及び図2に示すように、容器本体1に取り付けられて容器本体1内部に収納された収容物の注出口として使用され、容器本体1と共に、パウチや紙パック等の容器を構成する。
【0040】
このスパウト10は、加工性や軽量性を考慮して、ポリプロピレンやポリエチレン等の適宜の樹脂材料から形成することができる。また、その形成方法にも、特に限定はなく、押出成形、射出成形の他、ブロー成形、シート成形等種々の成形方法を適用することができる。
【0041】
また、このスパウト10は、図1に示すように、容器本体1内部に挿入される導管部12と、この導管部12に連通し容器本体1の外部に露出するキャップ取付部14とを有している。導管部12は、容器本体1の内部に収容された飲食物等の収容物を外部へ導出する。一方、キャップ取付部14には、容器本体1を密閉するための図示しないキャップが取り付けられる。図示の実施の形態では、この図示しないキャップの取付構造が螺合であるのが示されている。従って、図示の実施の形態では、容器本体1の外部に露出する部分の外周に、図1に示すように、図示しないキャップが螺合される螺合部(ネジ山及びネジ溝)が形成されている。
【0042】
但し、スパウト10の形状は、導管部12及びキャップ取付部14を有すれば、特に限定はない。従って、例えば、キャップ取付部14につき、図示の実施の形態と異なり、螺合部ではなく、例えば、図示しないキャップが嵌合される嵌合部の形態とすることもできる。
【0043】
本発明においては、スパウト10は、図1及び図2に示すように、スパウト10の内表面及び外表面以外の箇所にガスバリア部16を有している。即ち、本発明においては、ガスバリヤ部16は、図1及び図2に示すように、スパウト10の内部に形成されている。
【0044】
従って、ガスバリヤ部16を形成するガスバリヤ性物質が収容物や使用者に直に接触することがないため、快適な使用感を確保すると同時に収容物の変性を防止することができる一方、ガスバリヤ部16により外部雰囲気を遮断することができるため、ガスバリヤ性を適切に確保することができる。
【0045】
このように、ガスバリヤ部16をスパウト10の内部に形成するため、本発明のスパウト10は、特に、図2に示すように、容器本体1に取り付けられるべきスパウト本体18と、このスパウト本体18の外側に取り付けられるカバー部20とを備えている。図示の実施の形態では、図1及び図2に示すように、導管部12は、スパウト本体18の一部として形成されている。なお、これらのスパウト本体18とカバー部20は、成形や組付の容易性等を考慮すると、各々別工程で別体に形成した上で、カバー部20をスパウト本体18に取り付けることが望ましい。
【0046】
ガスバリヤ部16は、特に、図2(A)に示すように、このスパウト本体18の外周面に形成される。一方、カバー部20は、図2(B)に示すように、ガスバリア部16を被覆するようにスパウト本体18の外側に取り付けられている。これにより、ガスバリヤ部16を、スパウト10の内部に容易に形成することができる。また、カバー部20により、ガスバリヤ部16が被覆されるため、ガスバリヤ部16を形成するガスバリヤ性物質が使用者や収容物と直に接触することがなく、快適な使用感を確保することができると同時に、容器本体1の収容物の変性を確実に抑制することができる。
【0047】
このガスバリヤ部18は、スパウト本体の外周面にガスバリヤ性物質をコーティングして形成することができる。このガスバリヤ性物質としては、スパウト10の外周面にコーティングすることができると同時にスパウト10に酸素や水蒸気等に対する気密性を付与することができれば、特に限定はないが、その両者を備えたガスバリヤ性物質として、特に、Al又はSiO2のうちの少なくともいずれかを使用することが望ましい。
【0048】
この場合、これらのAl又はSiO2等のガスバリヤ性物質を、スパウト本体18の外周面にコーティングしてガスバリヤ部16を形成する方法としては、ポリプロピレンやポリエチレン等の樹脂材料から形成されたスパウト本体18は極性が小さく、ガスバリヤ性物質の付着力が弱いため、例えば、これらのガスバリヤ性物質をプラズマ放電によりスパウト本体18の外周面に溶射して被膜させるプラズマ処理により行うことが望ましい。プラズマ処理によれば、強い付着力で比較的容易に、ガスバリヤ性物質をスパウト本体18の外周面にコーティングすることができるからである。
【0049】
但し、これらのガスバリヤ性物質をポリプロピレンやポリエチレン等の樹脂材料から形成されたスパウト本体18に付着させることができれば、そのコーティング方法には特に限定はないが、そのような方法としては、他に、酸素・アセチレン混合ガスの燃焼炎等のガス炎を溶射の熱源に利用するフレーム溶射によるフレーム処理や、スパウト本体の外周面にコロナ放電を行うコロナ処理によりコーティングすることもできる。また、スパウト本体18の外周面をプライマー塗工したり、フレームバーナーによる酸化炎を介してスパウト本体18の表面にナノレベルのケイ素皮膜を形成して、表面を改善した上で、Al又はSiO2等のガスバリヤ性物質を、樹脂製のスパウト本体18の外周面にコーティングさせることもできる。
【0050】
また、このようにして形成されるガスバリヤ部16は、図1及び図2に示すように、スパウト10のうち容器本体1より外側に位置する部分に形成することが望ましい。これにより、外部雰囲気の透過を確実に、かつ、効率良く抑制することができる一方、ガスバリヤ部16が容器本体1の内部にまで入り込まないため、ガスバリヤ部16と収容物との直接の接触をより確実に防止して、収容物の変性を適切に防止することができる。
【0051】
図示の実施の形態では、ガスバリヤ部16は、図1及び図2に示すように、容器本体1の内部に挿入される導管部12には形成されず、容器本体1の外部に露出するキャップ取付部14に対応する部分に形成されている。従って、図示の実施の形態では、カバー部20も、このガスバリヤ部16の位置に対応するように、スパウト本体18のうち容器本体1より外部に露出する部分に取り付けられる。このため、図示の実施の形態では、キャップ取付部14は、カバー部20に形成されている。即ち、図示の実施の形態では、スパウト本体18の容器本体1より位置する部分の外周面にガスバリヤ部16を形成した後、キャップ取付部14を有するカバー部20を取り付けるだけで、ガスバリヤ性を有するスパウト10として組み付けることができる。
【0052】
このカバー部20は、スパウト本体18に取り付けられた後、超音波振動による超音波融着によりスパウト本体18に固定することができる。この場合、特に、ガスバリヤ部16が、スパウト10の外部に露出しないよう、ガスバリヤ部16の端部付近も含めて、超音波シールすることが望ましい。これにより、ガスバリヤ性を有するスパウト10を製造することができる。
【0053】
なお、図示の実施の形態では、ガスバリヤ性物質のコーティング作業の容易性を考慮して、スパウト本体18の外周面にガスバリヤ部16を形成したが、スパウト10の内表面及び外表面以外の箇所にガスバリア部16を形成することができれば、特に、その形成位置や形成方法には限定はなく、他に、例えば、図示の実施の形態と異なり、カバー部20のスパウト本体18が挿入される内周面に、上記と同様の方法でガスバリア部16を形成した後、このカバー部20をスパウト本体18の外側に取り付けてスパウト10を製造することもできる。
【0054】
また、図示の実施の形態では、スパウト10を容器の気密保持材としたが、容器本体1自体が、ある程度充分なガスバリヤ性を有するときは、同様に、容器の開口部に設置されて外部雰囲気と接触する図示しないキャップを本発明の気密保持材とすることもできる。この場合、図示しないキャップのみに、上記と同様にガスバリヤ部16を設けて気密保持材とすることも、また、スパウト10及び図示しないキャップのいずれにもガスバリヤ部16を設けて、いずれをも気密保持部材として組み合わせてガスバリヤ性を高めることもできる。なお、この場合も、図示しないキャップを、保持材本体としてのキャップ本体と、カバー部20とから形成することができる。
【産業上の利用可能性】
【0055】
本発明は、容器の開口部にスパウトやキャップ等として設置される気密保持材であれば、パウチや紙パック等、取り付けられるべき容器の種類を問わず、広く適用することができる。
【図面の簡単な説明】
【0056】
【図1】本発明のスパウトの一部破断側面図である。
【図2】本発明のスパウト10の一部分解断面図である。
【符号の説明】
【0057】
1 容器本体
10 スパウト
12 導管部
14 キャップ取付部
16 ガスバリヤ部
18 スパウト本体
20 カバー部
【特許請求の範囲】
【請求項1】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材であって、前記気密保持材は、内表面及び外表面以外の箇所にガスバリア部を有することを特徴とする容器の気密保持材。
【請求項2】
請求項1に記載された容器の気密保持材において、前記気密保持材は、容器本体に取り付けられて前記容器本体内部に収納された収容物の注出口となるべきスパウトであることを特徴とする容器の気密保持材。
【請求項3】
請求項1に記載された容器の気密保持材において、前記気密保持材は、前記容器本体内部に収納された収容物の注出口に取り付けられるキャップであることを特徴とする容器の気密保持材。
【請求項4】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材であって、前記気密保持材は、保持材本体と、前記保持材本体の外側に取り付けられるカバー部とから成り、前記保持材本体は前記保持材本体の外周面にガスバリア部を有し、前記カバー部は前記ガスバリア部を被覆するように前記保持材本体に取り付けられていることを特徴とする容器の気密保持材。
【請求項5】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材であって、前記気密保持材は、保持材本体と、前記保持材本体の外側に取り付けられるカバー部とから成り、前記カバー部は前記保持材本体が挿入される内周面にガスバリア部を有することを特徴とする容器の気密保持材。
【請求項6】
請求項4又は請求項5のいずれかに記載された容器の気密保持材において、前記気密保持材が前記容器本体に取り付けられて前記容器本体内部に収納された収容物の注出口となるべきスパウトであって、前記スパウトは、前記保持材本体となり前記容器本体に取り付けられるべきスパウト本体を有していることを特徴とする容器の気密保持材。
【請求項7】
請求項4又は請求項5のいずれかに記載された容器の気密保持材において、前記気密保持材が前記容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、前記キャップは、前記保持材本体となり前記注出口に取り付けられるべきキャップ本体を有していることを特徴とする容器の気密保持材。
【請求項8】
請求項1乃至請求項7のいずれかに記載された容器の気密保持材であって、前記ガスバリヤ部は、前記気密保持材のうち前記容器本体より外側に位置する部分に形成されていることを特徴とする容器の気密保持材。
【請求項9】
請求項4乃至請求項8のいずれかに記載された容器の気密保持材であって、前記保持材本体と前記カバー部は、各々別工程で別体に形成されていることを特徴とする容器の気密保持材。
【請求項10】
請求項1乃至請求項9のいずれかに記載された容器の気密保持材であって、前記ガスバリア部は、Al又はSiO2のうちのいずれかから形成されていることを特徴とする容器の気密保持材。
【請求項11】
請求項10に記載された容器の気密保持材であって、前記ガスバリア部は、前記保持材本体の外周面又は前記カバー部の内周面に前記Al又は前記SiO2のうちのいずれかをコーティングして形成されていることを特徴とする容器の気密保持材。
【請求項12】
請求項4乃至請求項11のいずれかに記載された容器の気密保持材であって、前記カバー部は、超音波融着により前記保持材本体に固定されていることを特徴とする容器の気密保持材。
【請求項13】
請求項4乃至請求項12のいずれかに記載された容器の気密保持材であって、前記カバー部は、前記保持材本体のうち前記容器本体より外部に露出する部分に取り付けられることを特徴とする容器の気密保持材。
【請求項14】
請求項4乃至請求項13のいずれかに記載された容器の気密保持材であって、前記カバー部は、キャップが取り付けられるキャップ取付部を有していることを特徴とする容器の気密保持材。
【請求項15】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体を形成して、前記保持材本体の外周面にガスバリア部を形成した後、前記ガスバリア部を被覆するように前記保持材本体の外側にカバー部を取り付けて前記気密保持材を製造することを特徴とする容器の気密保持材の製造方法。
【請求項16】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体の外側に取り付けられるカバー部を形成して、前記カバー部の内周面にガスバリア部を形成した後、前記カバー部を前記保持材本体の外側に取り付けて前記容器の気密保持材を製造することを特徴とする容器の気密保持材の製造方法。
【請求項17】
請求項15又は請求項16のいずれかに記載された容器の気密保持材の製造方法において、前記気密保持材が前記容器本体に取り付けられて前記容器本体内部に収納された収容物の注出口となるべきスパウトであって、前記保持材本体が前記容器本体に取り付けられるべきスパウト本体であることを特徴とする容器の気密保持材の製造方法。
【請求項18】
請求項15又は請求項16のいずれかに記載された容器の気密保持材の製造方法において、前記気密保持材が前記容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、前記保持材本体が前記注出口に取り付けられるべきキャップ本体であることを特徴とする容器の気密保持材の製造方法。
【請求項19】
請求項15乃至請求項18のいずれかに記載された容器の気密保持材の製造方法であって、前記ガスバリヤ部を、前記容器の気密保持材のうち前記容器本体より外側に位置する部分に形成することを特徴とする容器の気密保持材の製造方法。
【請求項20】
請求項15乃至請求項19のいずれかに記載された容器の気密保持材の製法方法であって、前記保持材本体と前記カバー部とを、各々別工程で別体に形成した後、前記カバー部を前記保持材本体に取り付けることを特徴とする容器の気密保持材の製造方法。
【請求項21】
請求項15乃至請求項20のいずれかに記載された容器の気密保持材の製造方法であって、前記ガスバリア部を、Al又はSiO2のいずれかから形成することを特徴とする容器の気密保持材の製造方法。
【請求項22】
請求項21に記載された容器の気密保持材の製造方法であって、前記保持材本体の外周面に前記Al又は前記SiO2のいずれかをコーティングして前記ガスバリア部を形成することを特徴とする容器の気密保持材の製造方法。
【請求項23】
請求項15乃至請求項22のいずれかに記載された容器の気密保持材の製造方法であって、前記カバー部を、超音波融着により前記保持材本体に固定することを特徴とする容器の気密保持材の製造方法。
【請求項24】
請求項15乃至請求項23のいずれかに記載された容器の気密保持材の製造方法であって、前記カバー部を、前記保持材本体のうち前記容器本体より外部に露出する部分に取り付けることを特徴とするスパウトの製造方法。
【請求項25】
請求項11乃至請求項18のいずれかに記載された容器の気密保持材の製造方法であって、前記カバー部に、キャップが取り付けられるキャップ取付部を形成することを特徴とする容器の気密保持材の製造方法。
【請求項1】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材であって、前記気密保持材は、内表面及び外表面以外の箇所にガスバリア部を有することを特徴とする容器の気密保持材。
【請求項2】
請求項1に記載された容器の気密保持材において、前記気密保持材は、容器本体に取り付けられて前記容器本体内部に収納された収容物の注出口となるべきスパウトであることを特徴とする容器の気密保持材。
【請求項3】
請求項1に記載された容器の気密保持材において、前記気密保持材は、前記容器本体内部に収納された収容物の注出口に取り付けられるキャップであることを特徴とする容器の気密保持材。
【請求項4】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材であって、前記気密保持材は、保持材本体と、前記保持材本体の外側に取り付けられるカバー部とから成り、前記保持材本体は前記保持材本体の外周面にガスバリア部を有し、前記カバー部は前記ガスバリア部を被覆するように前記保持材本体に取り付けられていることを特徴とする容器の気密保持材。
【請求項5】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材であって、前記気密保持材は、保持材本体と、前記保持材本体の外側に取り付けられるカバー部とから成り、前記カバー部は前記保持材本体が挿入される内周面にガスバリア部を有することを特徴とする容器の気密保持材。
【請求項6】
請求項4又は請求項5のいずれかに記載された容器の気密保持材において、前記気密保持材が前記容器本体に取り付けられて前記容器本体内部に収納された収容物の注出口となるべきスパウトであって、前記スパウトは、前記保持材本体となり前記容器本体に取り付けられるべきスパウト本体を有していることを特徴とする容器の気密保持材。
【請求項7】
請求項4又は請求項5のいずれかに記載された容器の気密保持材において、前記気密保持材が前記容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、前記キャップは、前記保持材本体となり前記注出口に取り付けられるべきキャップ本体を有していることを特徴とする容器の気密保持材。
【請求項8】
請求項1乃至請求項7のいずれかに記載された容器の気密保持材であって、前記ガスバリヤ部は、前記気密保持材のうち前記容器本体より外側に位置する部分に形成されていることを特徴とする容器の気密保持材。
【請求項9】
請求項4乃至請求項8のいずれかに記載された容器の気密保持材であって、前記保持材本体と前記カバー部は、各々別工程で別体に形成されていることを特徴とする容器の気密保持材。
【請求項10】
請求項1乃至請求項9のいずれかに記載された容器の気密保持材であって、前記ガスバリア部は、Al又はSiO2のうちのいずれかから形成されていることを特徴とする容器の気密保持材。
【請求項11】
請求項10に記載された容器の気密保持材であって、前記ガスバリア部は、前記保持材本体の外周面又は前記カバー部の内周面に前記Al又は前記SiO2のうちのいずれかをコーティングして形成されていることを特徴とする容器の気密保持材。
【請求項12】
請求項4乃至請求項11のいずれかに記載された容器の気密保持材であって、前記カバー部は、超音波融着により前記保持材本体に固定されていることを特徴とする容器の気密保持材。
【請求項13】
請求項4乃至請求項12のいずれかに記載された容器の気密保持材であって、前記カバー部は、前記保持材本体のうち前記容器本体より外部に露出する部分に取り付けられることを特徴とする容器の気密保持材。
【請求項14】
請求項4乃至請求項13のいずれかに記載された容器の気密保持材であって、前記カバー部は、キャップが取り付けられるキャップ取付部を有していることを特徴とする容器の気密保持材。
【請求項15】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体を形成して、前記保持材本体の外周面にガスバリア部を形成した後、前記ガスバリア部を被覆するように前記保持材本体の外側にカバー部を取り付けて前記気密保持材を製造することを特徴とする容器の気密保持材の製造方法。
【請求項16】
容器本体の開口部に設置されて前記容器本体内部を気密に保持する容器の気密保持材の製造方法において、保持材本体の外側に取り付けられるカバー部を形成して、前記カバー部の内周面にガスバリア部を形成した後、前記カバー部を前記保持材本体の外側に取り付けて前記容器の気密保持材を製造することを特徴とする容器の気密保持材の製造方法。
【請求項17】
請求項15又は請求項16のいずれかに記載された容器の気密保持材の製造方法において、前記気密保持材が前記容器本体に取り付けられて前記容器本体内部に収納された収容物の注出口となるべきスパウトであって、前記保持材本体が前記容器本体に取り付けられるべきスパウト本体であることを特徴とする容器の気密保持材の製造方法。
【請求項18】
請求項15又は請求項16のいずれかに記載された容器の気密保持材の製造方法において、前記気密保持材が前記容器本体内部に収納された収容物の注出口に取り付けられるキャップであって、前記保持材本体が前記注出口に取り付けられるべきキャップ本体であることを特徴とする容器の気密保持材の製造方法。
【請求項19】
請求項15乃至請求項18のいずれかに記載された容器の気密保持材の製造方法であって、前記ガスバリヤ部を、前記容器の気密保持材のうち前記容器本体より外側に位置する部分に形成することを特徴とする容器の気密保持材の製造方法。
【請求項20】
請求項15乃至請求項19のいずれかに記載された容器の気密保持材の製法方法であって、前記保持材本体と前記カバー部とを、各々別工程で別体に形成した後、前記カバー部を前記保持材本体に取り付けることを特徴とする容器の気密保持材の製造方法。
【請求項21】
請求項15乃至請求項20のいずれかに記載された容器の気密保持材の製造方法であって、前記ガスバリア部を、Al又はSiO2のいずれかから形成することを特徴とする容器の気密保持材の製造方法。
【請求項22】
請求項21に記載された容器の気密保持材の製造方法であって、前記保持材本体の外周面に前記Al又は前記SiO2のいずれかをコーティングして前記ガスバリア部を形成することを特徴とする容器の気密保持材の製造方法。
【請求項23】
請求項15乃至請求項22のいずれかに記載された容器の気密保持材の製造方法であって、前記カバー部を、超音波融着により前記保持材本体に固定することを特徴とする容器の気密保持材の製造方法。
【請求項24】
請求項15乃至請求項23のいずれかに記載された容器の気密保持材の製造方法であって、前記カバー部を、前記保持材本体のうち前記容器本体より外部に露出する部分に取り付けることを特徴とするスパウトの製造方法。
【請求項25】
請求項11乃至請求項18のいずれかに記載された容器の気密保持材の製造方法であって、前記カバー部に、キャップが取り付けられるキャップ取付部を形成することを特徴とする容器の気密保持材の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2009−46166(P2009−46166A)
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2007−214560(P2007−214560)
【出願日】平成19年8月21日(2007.8.21)
【出願人】(591012392)日本マタイ株式会社 (17)
【Fターム(参考)】
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成19年8月21日(2007.8.21)
【出願人】(591012392)日本マタイ株式会社 (17)
【Fターム(参考)】
[ Back to top ]