
容器の詰め物の製造方法および筒状ネットの巻回装置
【課題】環状巻回部のサイズや形状を一層均一化することができる容器の詰め物の製造方法並びに装置を提供する。
【解決手段】筒状ネットNを軸方向先端部から軸方向基端側へ向けて径方向外方若しくは内方に多重に巻回してなる環状巻回部Cを形成した後、該環状巻回部Cの基端側側部に当接するホルダー9によって環状巻回部Cを支持しつつ環状巻回部Cから基端側へ突出するネットNを基端側へ相対的に引き出すことによって、環状巻回部Cを密に絞る工程を備える。
【解決手段】筒状ネットNを軸方向先端部から軸方向基端側へ向けて径方向外方若しくは内方に多重に巻回してなる環状巻回部Cを形成した後、該環状巻回部Cの基端側側部に当接するホルダー9によって環状巻回部Cを支持しつつ環状巻回部Cから基端側へ突出するネットNを基端側へ相対的に引き出すことによって、環状巻回部Cを密に絞る工程を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器の詰め物の製造方法、並びに、該製造方法に好適に利用可能な筒状ネットの巻回装置に関する。
【背景技術】
【0002】
本願出願人らは、固形薬剤用容器の上部空間への新たな形態の詰め物並びにその製造装置を開発し、特許文献1又は2に開示している。
【特許文献1】特開2003−40335号公報
【特許文献2】特開2003−276754号公報
【0003】
かかる製造装置は、一端が閉塞された筒状のネットを柱状の支持体に被せ、該ネットの開放端側から筒状のネットを径方向外方に巻回していくことで塊状乃至球状に巻き上げるものである。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、試作機を用いて実際に巻き上げを行うと、閉塞された一端部から塊状乃至球状の巻回部までの巻き上げられない部分の長さが30〜50mm程度も残存し、装置による巻回後に手作業で巻き上げ、形を整える作業が必要であった。
【0005】
また、ネットの先端部を巻回するように案内する湾曲部を有する巻き上げ部材を支持体の外周部に配設した場合、ネットの先端部を支持体の径方向外方へ向けて押し広げつつ軸方向基端側へ巻き返す際に、ネットの開放端が湾曲部に引っかかり、円滑かつ正常に巻き上げられないことも頻発した。この場合、ネットはルーズソックス状となるだけで、ほぼ塊状乃至球状に形成させることができなかった。
【0006】
そこで、本発明は、正確かつ迅速に塊状乃至球状に巻き上げることができる容器の詰め物の製造方法並びに筒状ネットの巻回装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は上記目的を達成するために、次の技術的手段を講じた。
【0008】
すなわち、本発明の容器の詰め物の製造方法は、伸縮性を有する筒状のネットを柱状の支持体に被せる第1の工程と、該ネットの周方向複数箇所に配設された回動部材によって前記ネットの先端部を径方向外方若しくは内方に強制的に巻き返しながら前記回動部材を前記ネットの基端側へ向けて軸方向へ相対的に移動させることによって、回動部材の回動と軸方向移動とによってネット先端部を転動させつつ巻回することにより前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成する第2の工程とを備える。これによれば、回動部材の回動によってネット先端部を強制的に径方向外方若しくは内方に捲り上げるので、巻回不良が生じることを大幅に低減することができる。また、回動部材がネット先端部に接触する部分の回転速度と、回動部材の軸方向への移動速度を調整することによって、環状巻回部の巻回密度や、環状巻回部の径や高さなどを制御することができ、使用するネットの材質等にも柔軟に対応できる。
【0009】
また、本発明は、筒状ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成した後、該環状巻回部の基端側側部に当接するホルダーによって環状巻回部を支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことによって、環状巻回部を密に絞る第3の工程を備えることができる。これによれば、環状巻回部のサイズや形状を一層均一化することができる。
【0010】
また、本発明は、伸縮性を有する筒状のネットを柱状の支持体に被せる第1の工程と、該ネットの周方向複数箇所に配設された案内部材によって前記ネットの先端部を径方向外方若しくは内方に巻き返しながら前記案内部材を前記ネットの基端側へ向けて軸方向へ相対的に移動させることにより、前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成する第2の工程と、環状巻回部を形成した後、該環状巻回部の基端側側部に当接するホルダーによって環状巻回部を支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことによって、環状巻回部を密に絞る第3の工程とを備える容器の詰め物の製造方法とすることができる。ここで、案内部材は、上記した特許文献2記載の製造装置の巻き上げ手段と同様の構成としてもよく、また、上記した回動部材により構成してもよく、上記した回動部材とともに設けて、上記した回動部材と協働してネットを巻き上げる構成としてもよい。
【0011】
なお、ホルダーによって支持される環状巻回部は、支持体の端部に保持させた状態とするのが好ましいが、環状巻回部を絞る際に支持体端部から離脱させても良い。また、環状巻回部から基端側へ突出するネットの引き出し操作は、該部分のネットを掴持する掴持部を有する絞り機構によって行うのが好ましい。かかる掴持部は、ネットに生じる引張力に応じてネットに対して滑りを生じさせるものであってもよく、これによればネットに大きな引張力が作用した際には滑りによりそれ以上の引き出しを防止でき、ネットの破損や破れを防止できるが、滑りを生じさせないものであってもよい。
【0012】
上記各製造方法において、第3の工程の後、環状巻回部から基端側へ突出するネットを軸方向所定位置で切断することにより形成されるネット基端部を固着して、該基端部を閉塞する第4の工程をさらに有することができる。これによれば、長尺紐状のネットを順次供給しつつ多数の製品を製造でき、製造ラインの自動化を図ることができ、量産によるコスト低減を図ることもできる。なお、環状巻回部から基端側へ突出するネットの軸方向所定位置を固着した後、該固着部分を切断することも可能である。第4の工程において、切断後に取り出しチャックを介して環状巻回部を取り出す際に、チャックに高周波等の加熱機構を設けておけば、取り出しながらネット基端部を固着することができ、さらなる製造ラインの自動化を図ることができ、量産によるコスト低減を図ることもできる。
【0013】
好ましくは、第2の工程中、支持体のネット基端側端部近傍のネットの軸方向中途部を、支持体のネット基端側端部に保持させておくのが良い。これによれば、回動部材や案内部材によるネット巻き上げの最終段階で、ネットが支持体の端部から滑落することが防止され、所定位置まで確実に巻き上げることが可能となる。
【0014】
上記本発明の製造方法は、以下の巻回装置を利用して実施するのが好適である。
かかる本発明の筒状ネットの巻回装置は、伸縮性を有する筒状のネットを被せるための柱状の支持体と、該支持体に被せられたネットの先端部を径方向外方若しくは内方に強制的に巻き返す回動部材と、該回動部材を前記ネットの基端側へ向けて軸方向に駆動する駆動装置とを備え、回動部材の回動と軸方向移動とによってネット先端部を転動させつつ巻回することにより前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成するように構成されているものである。
【0015】
上記支持体は、被せられた筒状ネットが径方向に伸長させた状態となる径を有する円柱状とするのが好ましく、該支持体は内部が空洞であってもよい。支持体は鉛直に立設されていても吊下されていてもよく、また、水平に横設されていてもよい。支持体はその一端部を板状乃至フレーム状の台座に固定することができ、該支持体の先端部から筒状ネットを被せることができる。該支持体の先端部(言いかえれば、ネット基端側端部)には、先端側に至るに従って小径となるテーパ面状の肩部を設けるのが好ましく、これによればネットの先端部を肩部により案内して、ネットを支持体に被せることが一層円滑なものとなる。
【0016】
好ましくは、支持体のネット基端側端部近傍のネットの軸方向中途部を支持体のネット基端側端部に保持する保持姿勢と、当該保持を解放する解放姿勢とに姿勢変更可能なホルダーをさらに備えることができる。ここで、姿勢変更の具体的態様は、ホルダーの平行移動による位置変更、ホルダーの回転、ホルダーの変形乃至ホルダーの物理的特性の変化、並びにこれらの組み合わせなど、ネットの保持と解放の作用を呈するものであればどのようなものであっても良い。また、ネットの保持は、ネットを巻き上げる際にネットが支持体から滑りにより離脱することを防止するものであればよく、確実に固定する必要はない。
【0017】
上記本発明の巻回装置は、形成された環状巻回部の基端側側部に当接するホルダーと、環状巻回部をホルダーにより支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構とをさらに備えることができる。なお、当該ホルダーは、上記したネット軸方向中途部を解放可能に保持するホルダーと別部材により構成してもよく、また、同一のホルダーを共用することも可能である。
【0018】
また、本発明は、伸縮性を有する筒状のネットを被せるための柱状の支持体と、該支持体に被せられたネットの先端部に当接して径方向外方若しくは内方に巻き返すように案内する案内部材と、該案内部材を前記ネットの基端側へ向けて軸方向に駆動する第1の駆動装置とを備え、案内部材の軸方向移動によって前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成するように構成するとともに、形成された環状巻回部の基端側側部に当接するホルダーと、環状巻回部をホルダーにより支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構とをさらに備えることを特徴とする筒状ネットの巻回装置とすることができる。前記ホルダーは、支持体のネット基端側端部近傍のネットの軸方向中途部を支持体のネット基端側端部に保持する保持姿勢と、当該保持を解放する解放姿勢とに姿勢変更可能であってよい。
【0019】
上記絞り機構は種々の構成とすることができ、例えば、ネット内部に入れられるウェイトと、該ウェイトを受ける環状のウェイトホルダと、該ウェイトホルダを支持体に対して軸方向に駆動する第2の駆動装置とを備えるものであってよい。これによれば、ウェイトとウェイトホルダとの間に挟み込まれるネットが、ウェイトの自重によってこれらに掴持され、第2の駆動装置を駆動することにより支持体に対してネット基端側へ引き込むことができ、構成の簡素化を図りつつもネットの巻き上げを迅速かつ確実に行えるようになる。かかる構成において、好ましくは、支持体はその軸心が鉛直に配設され、ウェイトは支持体の上方に配設されているものとするのが良い。さらに、ウェイトホルダに対して支持体を上方に駆動する第3の駆動装置を備え、支持体を上方駆動したとき該支持体の上端にウェイトが載置されて、該ウェイトがウェイトホルダから上方に離反するように構成するのが良い。これによれば、第3の駆動装置の駆動により必要に応じてウェイトによるネットの保持と解放とを行わせることができる。また、ウェイトは、その最大径がネットを径方向外方に伸張させるに十分な大きさとするのが好ましい。
【0020】
かかる巻回装置において、前記ウェイトよりもネット基端側で筒状ネットの捩れを検知する捩れ検知装置と、該捩れ検知装置の検知結果に基づきウェイトを回転駆動することにより筒状ネットの捩れを解消させる捩れ戻し機構とを備えることができる。これによれば、支持体にネットを被せる前にネットの捩れを検知装置によって検知し、ウェイトの回転駆動により捩れを是正できる。より好ましくは、ウェイトとウェイトホルダとによりネットを挟持している際にウェイト並びにウェイトホルダを同方向に回転駆動することにより捩れを防止するものとすることができる。なお、ウェイトの回転駆動は、ウェイトホルダを介して行うことができる。
【0021】
好ましくは、ウェイトの最大径を支持体の外径とほぼ等しくするのが良い。これによれば、ネットがウェイトを通過する際に予め拡径されることにより、筒状ネットのねじれを支持体に被せる前に緩和することができ、支持体へのネットの被着状態がより良好なものとなる。このように予めネットを拡径するべくネットが外周面を通過する部材を別途設けても良い。このような予拡径部材は、ネットを支持体に被せる直前の位置に配設するのが好ましいが、ウェイトを設ける場合においてはウェイトの前後いずれに予拡径部材を設けてもよい。
【0022】
また、支持体と絞り機構との間で筒状ネットの先端部を把持して、その位置から支持体に所定の軸方向長さに亘ってネットを被せるように軸方向に駆動されるキャッチをさらに備えることができる。かかる構成によれば、一つの環状巻回部を有する製品を形成した後、環状巻回部から突出するネット基端部を切断すると、ネットの開口端が支持体と絞り機構との間に形成されるが、かかる開口端を即座にキャッチにより把持して支持体側へネットを引き込むことにより次のネットを支持体に被せることができる。
【0023】
絞り機構は上記構成の他、ウェイトを自重ではなく電磁石による磁力を利用してウェイトホルダに押圧若しくは離反させることもでき、特に支持体を横設させたときには磁力によるウェイトの作動は有効である。
【0024】
好ましくは、前記支持体の外周面に軸方向に延びる凹部を設け、該凹部に前記回動部材の一部を臨入させるのが良い。ここで「凹部」は、有底の溝並びにスリットを含むものとする。かかる構成によれば、回動部材を一層確実にネット先端部に接触させて巻き返すことができる。
【0025】
さらに、回動部材は環状のベルトからなる無限軌道帯であり、該ベルトの周回軌道は前記支持体の外周面の径方向内外に渡っているものとするのが好ましい。
回動部材の表面には、ネット先端部に引っかかり易くするべく凹凸を設けるのが好ましく、環状ベルトにより回動部材を構成する場合はその表面に千鳥状に凹凸を設けることができる。
【0026】
また、支持体の外表面は円滑なものであってもよく、また、ネットを被せる際にはネットに引っかかりや大きな抵抗を生じないが、支持体から外す方向へのネットの支持体に対する軸方向移動に対しては引っかかりや抵抗を生じさせるような表面加工や表面処理がなされていても良い。
【0027】
さらに、本発明の巻回装置は、形成された環状巻回部の基端側でネットを切断するネット切断機構を有することができる。該切断機構は、カッターなどからなる機械的切断機構であってもよく、ネットの融点以上に加熱された電熱線によりネットを焼き切るものであってもよく、その他従来公知の適宜の切断手段を採用することができる。
【0028】
また、形成された環状巻回部の基端側でネットの軸方向中途部を溶融固化させるネット溶着機構を有していてもよい。好ましくは、該溶着機構による溶着部位よりも、上記切断機構による切断部位の方がネット基端側となるようにするのが良い。
【0029】
また、本発明は、上記した本発明の筒状ネットの巻回装置を用いてネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を備える容器の詰め物を製造することを特徴とする容器の詰め物の製造方法である。
【0030】
なお、筒状ネットの材質は、一般に用いられるプラスチック、例えばポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリエステル、エチレンビニルアセテート、或いはナイロン等が適用できるが、それらの発泡体であっても同様に利用することができる。ネットの線径や小型包装容器内で固形剤の詰め物に適用することから、直径5mm以下にすることが望ましい。また、ネットの編目の大きさは、使用時には包装容器内で圧縮されるので固形剤が編目から抜け出ることはないが、一辺が20mm以下のものを使用するのが実用的である。また、編目の形状は菱形に限らず、正方形、矩形、三角形、六角形或いは円形などに形成されていてもかまわない。
【発明の効果】
【0031】
本発明によれば、ネット規格の材質(例えばLDPE/L−LDPR配合比)、目付、糸数、折径、延伸倍率が異なる場合でも、回動部材の回転数、各駆動装置の駆動速度の相関関係によって、装置の型替を行うことなく、各部の調整によって筒状ネットを正確かつ迅速に塊状乃至球状に巻き上げることができ、そのサイズや形状の制御を行うこともでき、製品の生産性や歩留まりも向上され、環状巻回部を有する容器の詰め物を安価で量産できる。特に、本発明は、一端が閉塞されておらず、連続供給される筒状のネットから環状巻回部を有する詰め物を量産するために好適に実施可能である。
【図面の簡単な説明】
【0032】
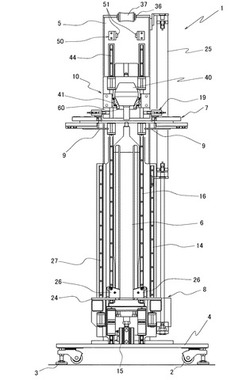
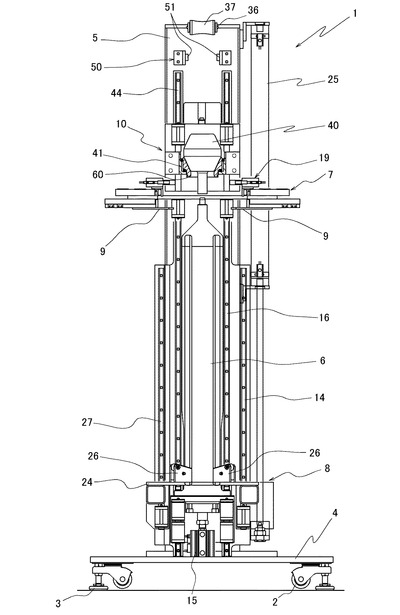
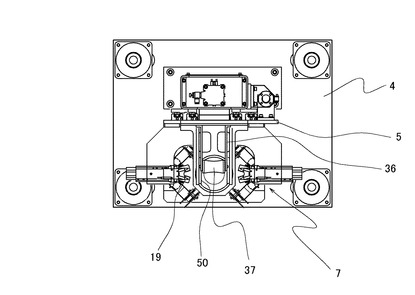
【図1】本発明の一実施形態に係るネットの巻回装置の全体正面図である。
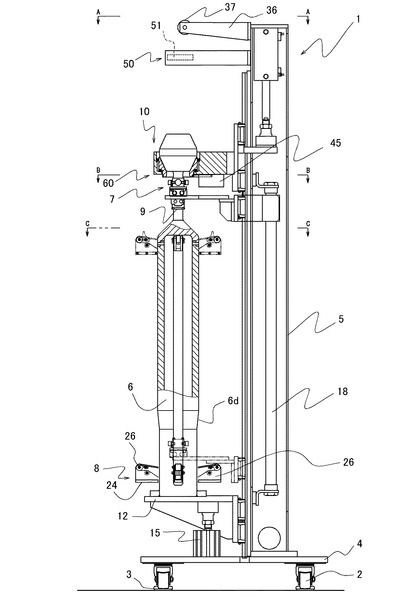
【図2】同装置の一部断面全体側面図である。
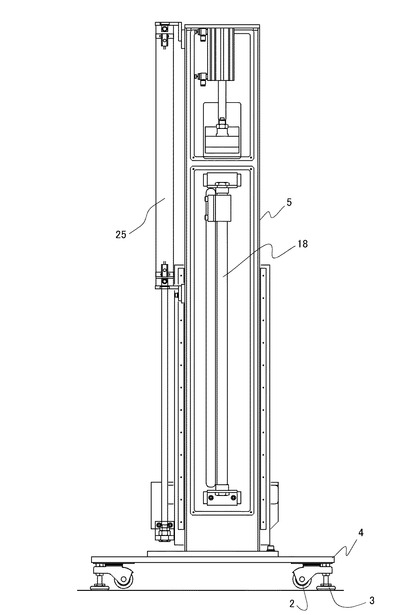
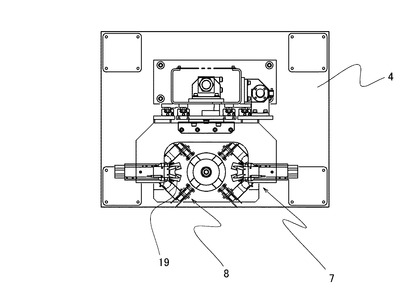
【図3】同装置の全体背面図である。
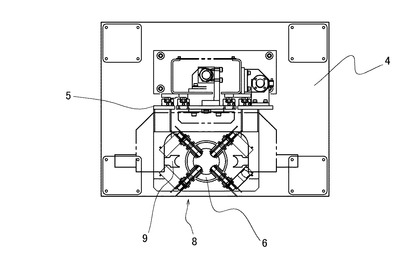
【図4】図2のA−A線矢視図である。
【図5】図2のB−B線矢視断面図である。
【図6】図2のC−C線矢視断面図である。
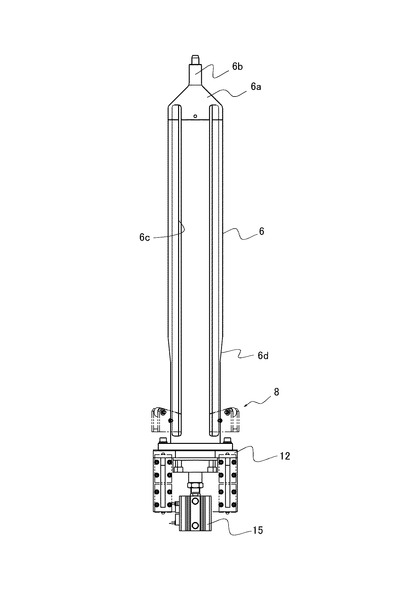
【図7】同装置の支持体の拡大正面図である。
【図8】同拡大側面図である。
【図9】同装置のネット被着機構並びにホルダーの拡大正面図である。
【図10】同拡大側面図である。
【図11】キャッチを3つ設けたネット被着機構の拡大平面図である。
【図12】同装置のローラベルトユニットの拡大平面図である。
【図13】同拡大正面図である。
【図14】同拡大側面図である。
【図15】案内部材の一実施例を示す正面図である。
【図16】案内部材の別の実施例を示す正面図である。
【図17】案内部材のさらに別の実施例を示す正面図である。
【図18】同装置の絞り機構を示す拡大正面図である。
【図19】同拡大側面図である。
【図20】同平面図である。
【図21】ネット取り出し装置の平面図である。
【図22】ネット取り出し装置の正面図である。
【図23】ネット取り出し装置の動作説明図である。
【図24】ネット取り出し装置の動作説明図である。
【図25】ネット取り出し装置の動作説明図である。
【図26】ネット取り出し装置の動作説明図である。
【図27】ネット取り出し装置の動作説明図である。
【図28】同装置を用いた容器の詰め物の製造工程図である。
【図29】同装置を用いた容器の詰め物の製造工程図である。
【図30】同装置を用いて製造された容器の詰め物の模式断面図である。
【発明を実施するための形態】
【0033】
以下、本発明の好適な実施形態を図面に基づいて説明する。
【0034】
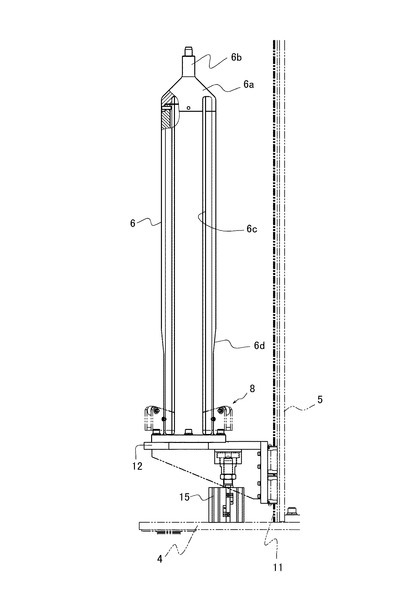
図1〜図6は本発明の一実施形態に係る筒状ネットの巻回装置1の全体組図並びに要部横断面を示しており、該装置1は、底面側にキャスター2及び設置脚3を有するベースプレート4(基台)と、該ベースプレート4上に立設されるフレーム5と、内部が空洞の円柱状の支持体6と、ネットを支持体6に被せるネット被着機構7と、支持体6に被せられたネットを径方向外方に巻回しつつ巻き上げる巻き上げ機構8と、ホルダー9と、環状巻回部をホルダー9により支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構10と、ネットを支持体6に被せる前にネットの捩れを検知する捩れ検知装置50と、捩れ検知装置50の検知結果に基づき筒状ネットの捩れを解消させる捩れ戻し機構60とを備えている。
【0035】
フレーム5の上端部には、支持アーム36を介してローラ37が回転自在に取り付けられている。該ローラ37は、後述するウェイト40の上方に位置し、ロール状に巻回されたネット巻体から繰り出されるネットを案内する。
【0036】
支持体6の先端部には、図7及び図8にも示すように、先窄り状の肩部6aを介して小径軸部6bが設けられている。支持体6外周面には、軸方向ほぼ全長に亘って延びるスリット6c(凹部)が周方向複数箇所(図において4カ所)に設けられており、該スリット6cを径方向内外に通過するように後述するローラベルト30がそれぞれ配設されていて、各ローラベルト30(回動部材)の径方向内端部はスリット6c内に臨入している。支持体6は、フレーム5にレール11を介して軸方向に往復動自在に設けられた台座12上に、軸心を鉛直として立設されている。台座12とベースプレート4との間には、支持体6を軸方向に往復駆動するアクチュエータ15(第3の駆動装置)が設けられている。
【0037】
また、支持体6の軸方向中途部には、基端側(図において下側)に至るにしたがって小径となるテーパ部6dが形成されている。該テーパ部6dを介して若干小径となされた部分では、被着されたネットに周方向の弛みが生じるようにして、ネット先端部の巻き上げ当初においてより確実に巻回部が形成されるようにしている。
【0038】
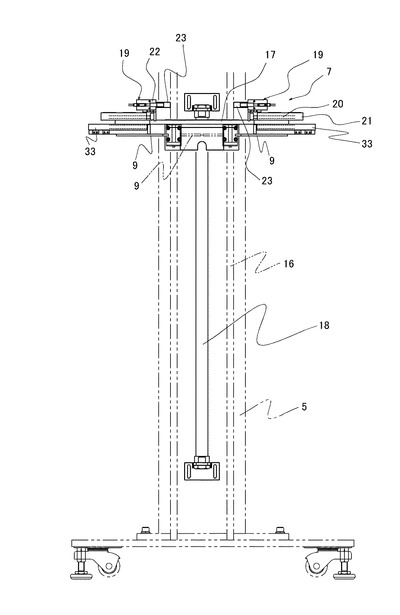
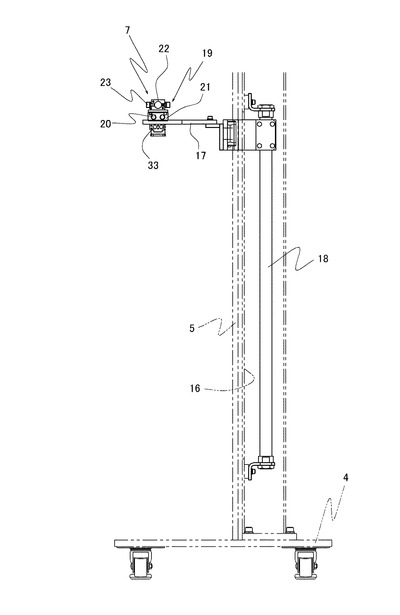
上記ネット被着機構7は、図9及び図10にも示すように、フレーム5にレール16を介して支持体6の軸方向に往復動自在に設けられた移動台17と、該移動台17を支持体6の軸方向に往復駆動するアクチュエータ18(第4の駆動装置)と、移動台17上に設けられた複数のキャッチ19とを有する。
【0039】
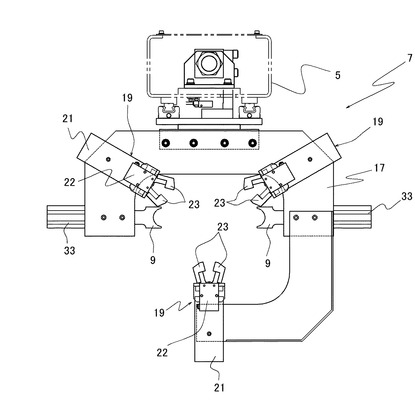
各キャッチ19は、径方向内方に突出された伸縮ロッド20を径方向に往復動させる第1のアクチュエータ21と、伸縮ロッド20の先端部に取り付けられた第2のアクチュエータ22と、該第2のアクチュエータによって開閉駆動される左右一対のアーム23とを備え、第1のアクチュエータ21は移動台17に固定されている。キャッチ19は、少なくとも一つあれば良いが、図1〜図10に示すように直径方向2カ所に配設するのが好ましく、より好ましくは図11に示すように周方向3カ所に設けるのがよく、4カ所以上に設けても良い。
【0040】
なお、図示実施例ではアクチュエータ18としてロッドレスシリンダを用いているが、伸縮ロッドを有する流体圧シリンダやモータなどを用いることもできる。また、図示実施例は支持体6を案内するレール11と、ネット被着機構7のレール16とを、一つのレールによって共用しているが、個別に設けても良い。
【0041】
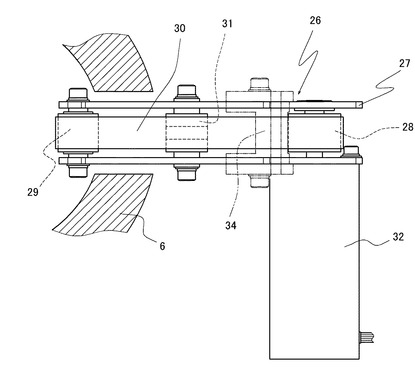
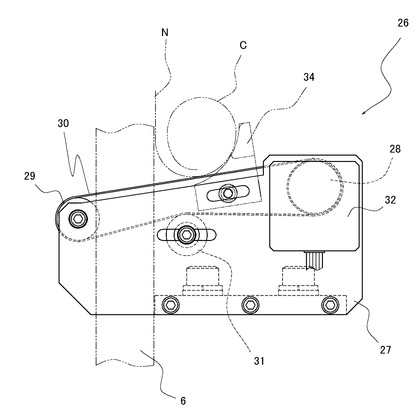
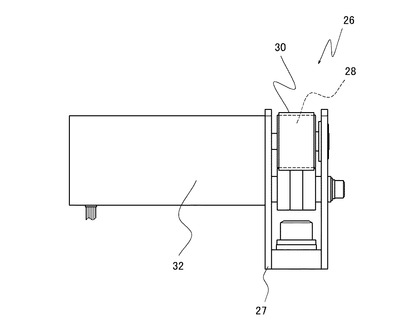
上記巻き上げ機構8は、図1〜図3に示すように、フレーム5にレール14を介して支持体6の軸方向に往復動自在に設けられた移動台24と、該移動台24を軸方向に往復駆動するアクチュエータ25(第1の駆動装置)と、移動台24上に設けられた4つのローラベルトユニット26とを備えている。各ユニット26は、図12〜図14にも示すように、左右一対の側板27と、該側板27間に回転自在に設けられた駆動ローラ28並びに従動ローラ29と、これら駆動ローラ28と従動ローラ29とにわたって巻回された環状の無限軌道帯からなるローラベルト30(回動部材)と、該ベルト30の張力調整を行う調整ローラ31と、駆動ローラ28を回転駆動するモータ32とを備えている。4つのユニット26は、支持体6に設けた4つのスリット6cに対応してそれぞれ配設されており、従動ローラ29が支持体6外周面よりも径方向内方に位置し、駆動ローラ28が支持体6外周面よりも径方向外方に位置するように配設することによって、ローラベルト30の周回軌道が支持体6の外周面の径方向内外に渡るようにしている。
【0042】
支持体6に被せられたネットの先端部に対向する側(図において上側の周回路)で、ローラベルト30は径方向内側から径方向外方に向けて回動するように駆動ローラ28によって駆動されるとともに、ベルト30のネット先端部への対向面は、径方向内方から外方に至るにしたがってネットの基端側(図において上側)へ傾斜する傾斜面となされている。
【0043】
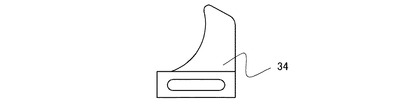
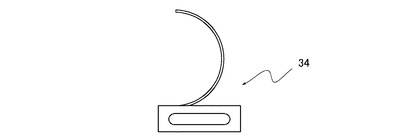
形成される環状巻回部の形状や大きさを制御するために、各ユニット26に、環状巻回部の外周部を案内する案内部材34を設けることができる。該案内部材34は、左右側板27に長穴を利用して取付角度並びに取付位置調節自在に取付固定することができる。また、案内部材34は図15〜図17に示すように各種形状や曲率を有するものを交換して用いることもでき、これにより、ネットの材質や要求される製品のサイズ・形状等に対応可能である。
【0044】
上記ホルダー9は、図示実施例ではネット被着機構7の移動台17にアクチュエータ33を介して取付けられており、該アクチュエータ33によって径方向内外に位置変更可能に設けられている。該ホルダー9は、図9〜図11にも示されるように、直径方向に対向して一対設けられており、アクチュエータ33によって対のホルダー9が径方向内方に移動されたとき、対のホルダー9によって支持体6先端の小径軸部6bを包囲し、該小径軸部6bとの間でネットの軸方向中途部を保持するように構成されている。ホルダー9を径方向外方位置に復帰させると、ネットの保持が解放される。また、このホルダー9は、形成された環状巻回部の基端側側部に当接することで、後述する絞り工程を行う際に環状巻回部を支持する役割を果たす。
【0045】
なお、上記キャッチ19並びにホルダー9は、径方向外端へ移動したときは、支持体6の外周面よりも径方向外方に退避するようになっている。
【0046】
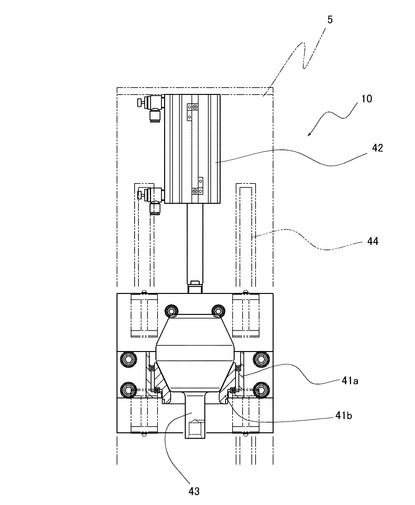
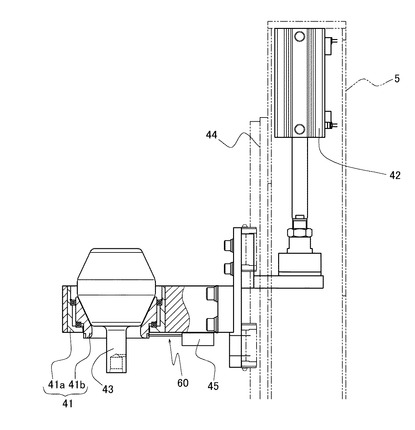
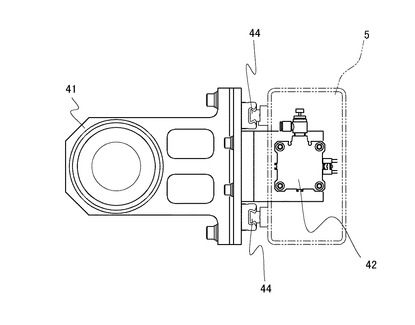
上記絞り機構10は、形成された環状巻回部をホルダー9により支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞るものであって、図18〜図20に示すように、ネット内部に入れられるウェイト40と、該ウェイト40を受ける環状のウェイトホルダ41と、該ウェイトホルダ41を支持体6に対して軸方向に駆動するアクチュエータ42(第2の駆動装置)とを備えている。
【0047】
ウェイト40は軸方向中途部が支持体6とほぼ同じ外径を有し、軸方向両端に至るにしたがって小径となるテーパー面を軸方向両側に有している。また、ウェイト40の支持体6側の端部には、支持体6の先端部と結合可能な小径軸部43が突設されている。
【0048】
ウェイトホルダ41は、フレーム5に対してレール44を介して支持体6の軸方向に往復動自在に取付けられており、ウェイト40の受け面は、ウェイト40のテーパ面に合致するテーパー状に形成されている。
【0049】
通常時はウェイト40はウェイトホルダ41上に載置されており、ウェイト40自体の自重によってウェイト40とウェイトホルダ41との間にネットを固定可能としている。
【0050】
ウェイト40は支持体6の上方に配設されており、これらの小径軸部6b,43は同心状に配置されていて、ウェイトホルダ41に対して支持体6を上方に駆動することにより、該支持体6の上端にウェイト40が載置されて、該ウェイト40がウェイトホルダ41から上方に離反するように構成されている。
【0051】
なお、ウェイト40の形状は、ネットの送りを考慮して丸形や紡錘形でも良いが、ホルダ41との接触面積が多い方がネットを保持し易いため、テーパ面を有する形状が好ましい。また、ウェイトは3〜6kg程度の重さが好ましいが、アクチュエータの推力に応じて4.5kg程度とすることができる。また、ウェイトは金属製であってもよく、プラスチック容器に水を入れたものでも良く、また、磁力によってウェイトをホルダー41から離反近接させることも可能である。
【0052】
また図示実施例においては、ウェイトホルダ41は、フレーム5に取り付け固定される本体部41aと、該本体部41aに回転自在に保持されたリング状の回動部41bとを備え、該回動部41bの内周面が、ウェイト40を受けるテーパー状の支持面となされているとともに、該回動部41bを回転駆動させるモーター等の駆動装置45が本体部41aに取り付けられている。而して、駆動装置45と回動部41bとにより、ウェイト40を回転駆動させることによりネットの捩れを解消させる捩れ戻し機構60が構成されている。
【0053】
一方、ウェイト40の上方(ネットの基端側)でネットの捩れを検知する捩れ検知装置50が設けられている。該捩れ検知装置50は、ローラ37とウェイト40との間でネットの幅を検知するエリアセンサ51により主構成され、該エリアセンサ51により検知されたネット幅が基準値よりも小さければネットに捩れが生じていると判断可能である。かかる判断は、図示しない制御装置によって行うことができる。該制御装置は、エリアセンサ51からの信号を入力し、該入力値が基準値よりも小さければ駆動装置45を一方向に所定量回転駆動させる制御信号を駆動装置45に出力し、その後再度エリアセンサ51からの信号に基づいてネット幅が基準値よりも小さいか否かを判断し、小さければ駆動装置45を逆方向に回転駆動させることによって、ネットの捩れを解消させる。
【0054】
上記した各アクチュエータは、電子制御装置並びに流体圧回路等によってその駆動を適宜制御することができる。
【0055】
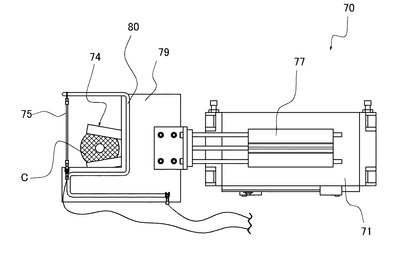
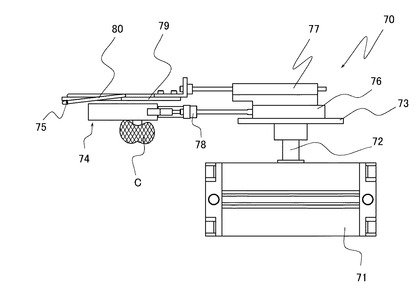
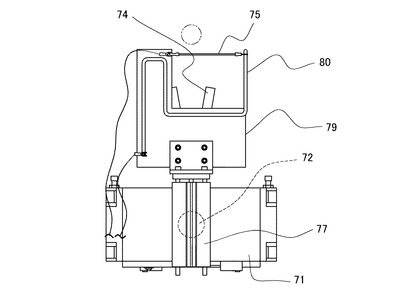
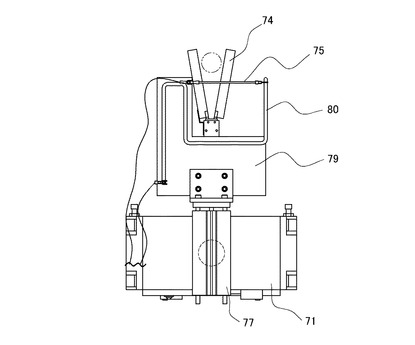
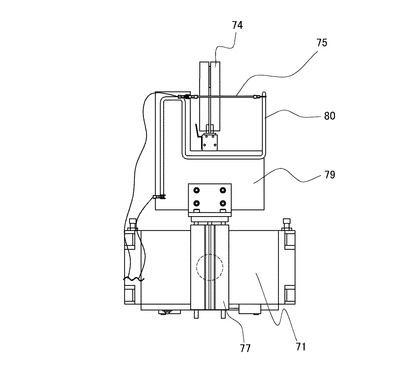
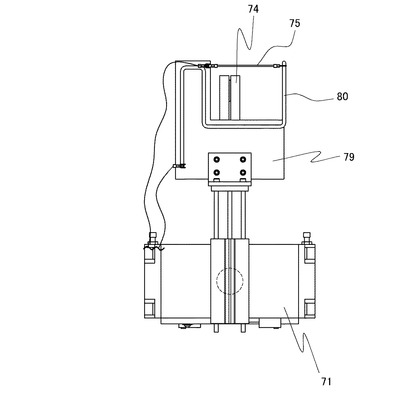
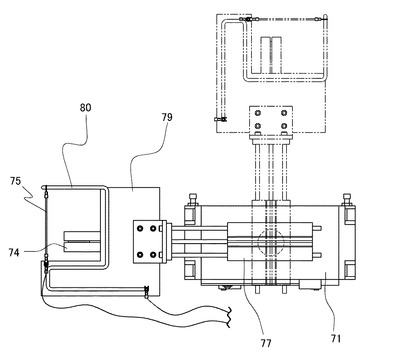
また、本実施形態に係る巻回装置は、図21〜図27に示す製品取り出し装置70を備えることができる。該取り出し装置70は、支持体6の上方(ネット基端側)に設けることができ、図示実施例装置においては支持体6とウェイトホルダ41との間に設けることが好ましく、フレーム5に取り付け固定することができる。該取り出し装置70は、形成された環状巻回部Cの基端側でネットを切断するネット切断機構、並びに、形成された環状巻回部Cの基端側でネットの軸方向中途部を溶融固化させるネット溶着機構としても機能するものであって、フレーム5に取付固定される基台71と、該基台71上に回動軸72を介して回動可能に設けられた回動台73と、回動台73に対してネットの径方向に進退駆動可能に設けられたチャック74と、回動台73に対してネットの径方向に進退可能に設けられたネット切断具75とを備えている。
【0056】
基台71内部には回動軸72を回転駆動させるモータ等の駆動装置(図示せず)が装着されている。回動台73上には、チャック74をネットの径方向に進退駆動させるアクチュエータ76と、ネット切断具75をネットの径方向に進退駆動させるアクチュエータ77が上下に積み重ねるように取り付けられている。チャック74は左右一対の把持アームからなり、該一対のアームを開閉駆動させるアクチュエータ78がチャック74の基部に設けられている。また、アームの少なくとも内側面は、高周波により加熱可能な金属により構成されている。
【0057】
上記切断具75は基板79に取り付けられた電熱線からなり、該基板79を介してアクチュエータ77により進退駆動されるようになっている。基板79上にはチャック74の周囲を取り囲むように形成された銅などからなる導線80が設けられ、該導線80の一端部に切断具75が接続されている。導線80の他端部、並びに、導線80の他端部には、電源供給用配線が接続されており、該配線を介して高周波電圧が導線80並びに切断具75に印加され、切断具75が加熱される。さらに、上記導線80は高周波コイルとしても作用し、上記高周波電圧を印加することによりアームを高周波加熱することができるようになっている。そして、加熱されたアームによりネットを把持したとき、該アームによってネットを溶融させ、把持部分においてネット構成材料を溶着させ、その後アームの冷却により若しくはアームから離脱させることによって、上記溶着部分を固化させるようになっている。なお、アーム内側面に加熱電極を設けて、該加熱電極に直接電圧を印加することによってアーム内側面を加熱するようにしてもよい。
【0058】
上記した取り出し装置70の動作を説明すると、環状巻回部Cが形成されて支持体6の先端部に保持されている状態で、図23に示すように環状巻回部Cから上方に突出するネットにチャック74を対向させる。この際、チャック74並びに切断具75はネットから遠ざかるように後退させておき、チャック74を開いておくとともに、高周波加熱等によってチャック74を加熱しておく。次に、図24に示すように、アクチュエータ76を駆動することによりチャック74をネットに向けて前進させ、図25に示すようにアクチュエータ78によりチャック74を閉じることにより、環状巻回部から上方に突出するネットを把持し、該把持部分においてネットを板状に形成する。このとき、アームの熱によってネットの把持部分が板状に一体となるように溶着する。次に、図26に示すようにアクチュエータ77を駆動することにより切断具75を前進させ、チャック74により把持されているネットの把持部分の上方でネットを切断する。次に、図27に示すようにチャック74に環状巻回部を把持させた状態で回動台73を回動させ、環状巻回部Cを取り出し位置に移動させ、図21及び図22に示すようにチャック74を開くことによって、環状巻回部Cを自然落下させるようになっている。
【0059】
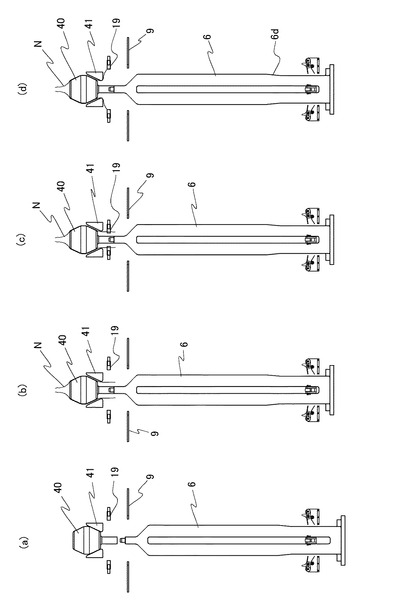
図21及び図22は本実施形態に係る装置を用いて、連続供給される伸縮性を有する筒状のネットNから環状巻回部Cを有する容器の詰め物を製造する工程(a)〜(h)を模式的に示している。
【0060】
まず図1に示す初期状態を工程(a)で示す。製造開始時は手作業などによりウェイト40をネットN内に入れ、工程(b)に示すようにウェイト40をウェイトホルダ41に設置する。このとき、ウェイトホルダ41から垂れ下がるネット先端部が、キャッチ19よりも若干下方となるようにする。この状態で装置の駆動を開始すると、まず、工程(c)に示すようにキャッチ19によってネットNの先端部が把持され、工程(d)に示すようにネットNの先端部が大きく拡径され、ネット先端開口を拡径させた状態でキャッチ19によって下方に引き下げることによって、工程(e)に示すように支持体6にネットNが被着される。なお、かかるネットNの被着工程の際、ウェイト40を支持体6によって持ち上げることによりウェイトホルダ41から離反させておく。
【0061】
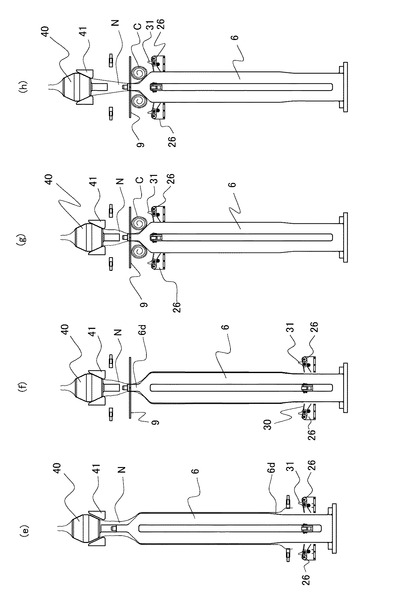
ネットNの被着後、キャッチ19並びにホルダー9を上限位置に戻し、工程(f)に示すように対のホルダー9を閉じることにより該ホルダー9と支持体6の先端小径軸部6bとの間でネットNの軸方向中途部を保持し、ネットNが滑りによって支持体6から抜け出さないようにする。その状態で巻き上げ機構8を作動させ、ベルト30を周回動させながら軸方向上方に移動させると、ネットNの先端部を径方向外方に強制的に巻き返しながらネット先端部を転動させつつ巻回することにより、工程(g)に示すように、ネットNを径方向外方に多重に巻回してなる環状巻回部Cが形成される。該巻回部Cは、支持体6上端のテーパ面に案内されて支持体6から上方に跳ね上がろうとするが、ホルダー9によって該環状巻回部Cを支持体6上端のテーパー部に保持している。
【0062】
次に、ウェイト40とともにウェイトホルダー41を上方に移動することにより、環状巻回部Cの基端側側部に当接するホルダー9によって環状巻回部Cを支持しつつ環状巻回部Cから基端側へ突出するネットNを基端側へ相対的に引き出すことによって、工程(h)に示すように環状巻回部Cを密に絞る。これにより均一なサイズや大きさの詰め物が得られるとともに、密に絞っているために、ホルダー9による保持を解除しても巻回部が緩みにくくなり、一層の品質の均一化が図られる。
【0063】
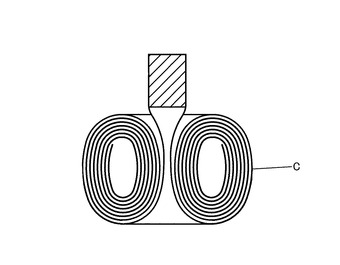
その後、手作業、若しくは別途設けた切断・溶着装置によって、環状巻回部Cから基端側へ突出するネットNを軸方向所定位置で切断することにより形成される環状巻回部Cのネット基端部を固着して、該基端部を閉塞する。かかる固着工程は、上記装置上で行ってもよく、得られた環状巻回部Cを取り出して他の装置によって行うことも可能である。これによって、図30に示すような容器の詰め物を製造することができる。なお、ネットNを切断した後、次にネットを支持体6に被せる前に、捩れ戻し機構60によってネットの捩れを解消しておくことが好ましい。
【0064】
本発明は上記実施形態に限定されるものではなく、適宜設計変更できる。例えば、回動部材はローラベルトに限定されるものではなく、紐状部材、車輪、球などの回転機構を有する適宜のものを採用できる。
【符号の説明】
【0065】
1 筒状ネットの巻回装置
6 支持体
9 ホルダー
30 回動部材(ローラベルト)
N 筒状ネット
C 環状巻回部
【技術分野】
【0001】
本発明は、容器の詰め物の製造方法、並びに、該製造方法に好適に利用可能な筒状ネットの巻回装置に関する。
【背景技術】
【0002】
本願出願人らは、固形薬剤用容器の上部空間への新たな形態の詰め物並びにその製造装置を開発し、特許文献1又は2に開示している。
【特許文献1】特開2003−40335号公報
【特許文献2】特開2003−276754号公報
【0003】
かかる製造装置は、一端が閉塞された筒状のネットを柱状の支持体に被せ、該ネットの開放端側から筒状のネットを径方向外方に巻回していくことで塊状乃至球状に巻き上げるものである。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、試作機を用いて実際に巻き上げを行うと、閉塞された一端部から塊状乃至球状の巻回部までの巻き上げられない部分の長さが30〜50mm程度も残存し、装置による巻回後に手作業で巻き上げ、形を整える作業が必要であった。
【0005】
また、ネットの先端部を巻回するように案内する湾曲部を有する巻き上げ部材を支持体の外周部に配設した場合、ネットの先端部を支持体の径方向外方へ向けて押し広げつつ軸方向基端側へ巻き返す際に、ネットの開放端が湾曲部に引っかかり、円滑かつ正常に巻き上げられないことも頻発した。この場合、ネットはルーズソックス状となるだけで、ほぼ塊状乃至球状に形成させることができなかった。
【0006】
そこで、本発明は、正確かつ迅速に塊状乃至球状に巻き上げることができる容器の詰め物の製造方法並びに筒状ネットの巻回装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は上記目的を達成するために、次の技術的手段を講じた。
【0008】
すなわち、本発明の容器の詰め物の製造方法は、伸縮性を有する筒状のネットを柱状の支持体に被せる第1の工程と、該ネットの周方向複数箇所に配設された回動部材によって前記ネットの先端部を径方向外方若しくは内方に強制的に巻き返しながら前記回動部材を前記ネットの基端側へ向けて軸方向へ相対的に移動させることによって、回動部材の回動と軸方向移動とによってネット先端部を転動させつつ巻回することにより前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成する第2の工程とを備える。これによれば、回動部材の回動によってネット先端部を強制的に径方向外方若しくは内方に捲り上げるので、巻回不良が生じることを大幅に低減することができる。また、回動部材がネット先端部に接触する部分の回転速度と、回動部材の軸方向への移動速度を調整することによって、環状巻回部の巻回密度や、環状巻回部の径や高さなどを制御することができ、使用するネットの材質等にも柔軟に対応できる。
【0009】
また、本発明は、筒状ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成した後、該環状巻回部の基端側側部に当接するホルダーによって環状巻回部を支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことによって、環状巻回部を密に絞る第3の工程を備えることができる。これによれば、環状巻回部のサイズや形状を一層均一化することができる。
【0010】
また、本発明は、伸縮性を有する筒状のネットを柱状の支持体に被せる第1の工程と、該ネットの周方向複数箇所に配設された案内部材によって前記ネットの先端部を径方向外方若しくは内方に巻き返しながら前記案内部材を前記ネットの基端側へ向けて軸方向へ相対的に移動させることにより、前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成する第2の工程と、環状巻回部を形成した後、該環状巻回部の基端側側部に当接するホルダーによって環状巻回部を支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことによって、環状巻回部を密に絞る第3の工程とを備える容器の詰め物の製造方法とすることができる。ここで、案内部材は、上記した特許文献2記載の製造装置の巻き上げ手段と同様の構成としてもよく、また、上記した回動部材により構成してもよく、上記した回動部材とともに設けて、上記した回動部材と協働してネットを巻き上げる構成としてもよい。
【0011】
なお、ホルダーによって支持される環状巻回部は、支持体の端部に保持させた状態とするのが好ましいが、環状巻回部を絞る際に支持体端部から離脱させても良い。また、環状巻回部から基端側へ突出するネットの引き出し操作は、該部分のネットを掴持する掴持部を有する絞り機構によって行うのが好ましい。かかる掴持部は、ネットに生じる引張力に応じてネットに対して滑りを生じさせるものであってもよく、これによればネットに大きな引張力が作用した際には滑りによりそれ以上の引き出しを防止でき、ネットの破損や破れを防止できるが、滑りを生じさせないものであってもよい。
【0012】
上記各製造方法において、第3の工程の後、環状巻回部から基端側へ突出するネットを軸方向所定位置で切断することにより形成されるネット基端部を固着して、該基端部を閉塞する第4の工程をさらに有することができる。これによれば、長尺紐状のネットを順次供給しつつ多数の製品を製造でき、製造ラインの自動化を図ることができ、量産によるコスト低減を図ることもできる。なお、環状巻回部から基端側へ突出するネットの軸方向所定位置を固着した後、該固着部分を切断することも可能である。第4の工程において、切断後に取り出しチャックを介して環状巻回部を取り出す際に、チャックに高周波等の加熱機構を設けておけば、取り出しながらネット基端部を固着することができ、さらなる製造ラインの自動化を図ることができ、量産によるコスト低減を図ることもできる。
【0013】
好ましくは、第2の工程中、支持体のネット基端側端部近傍のネットの軸方向中途部を、支持体のネット基端側端部に保持させておくのが良い。これによれば、回動部材や案内部材によるネット巻き上げの最終段階で、ネットが支持体の端部から滑落することが防止され、所定位置まで確実に巻き上げることが可能となる。
【0014】
上記本発明の製造方法は、以下の巻回装置を利用して実施するのが好適である。
かかる本発明の筒状ネットの巻回装置は、伸縮性を有する筒状のネットを被せるための柱状の支持体と、該支持体に被せられたネットの先端部を径方向外方若しくは内方に強制的に巻き返す回動部材と、該回動部材を前記ネットの基端側へ向けて軸方向に駆動する駆動装置とを備え、回動部材の回動と軸方向移動とによってネット先端部を転動させつつ巻回することにより前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成するように構成されているものである。
【0015】
上記支持体は、被せられた筒状ネットが径方向に伸長させた状態となる径を有する円柱状とするのが好ましく、該支持体は内部が空洞であってもよい。支持体は鉛直に立設されていても吊下されていてもよく、また、水平に横設されていてもよい。支持体はその一端部を板状乃至フレーム状の台座に固定することができ、該支持体の先端部から筒状ネットを被せることができる。該支持体の先端部(言いかえれば、ネット基端側端部)には、先端側に至るに従って小径となるテーパ面状の肩部を設けるのが好ましく、これによればネットの先端部を肩部により案内して、ネットを支持体に被せることが一層円滑なものとなる。
【0016】
好ましくは、支持体のネット基端側端部近傍のネットの軸方向中途部を支持体のネット基端側端部に保持する保持姿勢と、当該保持を解放する解放姿勢とに姿勢変更可能なホルダーをさらに備えることができる。ここで、姿勢変更の具体的態様は、ホルダーの平行移動による位置変更、ホルダーの回転、ホルダーの変形乃至ホルダーの物理的特性の変化、並びにこれらの組み合わせなど、ネットの保持と解放の作用を呈するものであればどのようなものであっても良い。また、ネットの保持は、ネットを巻き上げる際にネットが支持体から滑りにより離脱することを防止するものであればよく、確実に固定する必要はない。
【0017】
上記本発明の巻回装置は、形成された環状巻回部の基端側側部に当接するホルダーと、環状巻回部をホルダーにより支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構とをさらに備えることができる。なお、当該ホルダーは、上記したネット軸方向中途部を解放可能に保持するホルダーと別部材により構成してもよく、また、同一のホルダーを共用することも可能である。
【0018】
また、本発明は、伸縮性を有する筒状のネットを被せるための柱状の支持体と、該支持体に被せられたネットの先端部に当接して径方向外方若しくは内方に巻き返すように案内する案内部材と、該案内部材を前記ネットの基端側へ向けて軸方向に駆動する第1の駆動装置とを備え、案内部材の軸方向移動によって前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成するように構成するとともに、形成された環状巻回部の基端側側部に当接するホルダーと、環状巻回部をホルダーにより支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構とをさらに備えることを特徴とする筒状ネットの巻回装置とすることができる。前記ホルダーは、支持体のネット基端側端部近傍のネットの軸方向中途部を支持体のネット基端側端部に保持する保持姿勢と、当該保持を解放する解放姿勢とに姿勢変更可能であってよい。
【0019】
上記絞り機構は種々の構成とすることができ、例えば、ネット内部に入れられるウェイトと、該ウェイトを受ける環状のウェイトホルダと、該ウェイトホルダを支持体に対して軸方向に駆動する第2の駆動装置とを備えるものであってよい。これによれば、ウェイトとウェイトホルダとの間に挟み込まれるネットが、ウェイトの自重によってこれらに掴持され、第2の駆動装置を駆動することにより支持体に対してネット基端側へ引き込むことができ、構成の簡素化を図りつつもネットの巻き上げを迅速かつ確実に行えるようになる。かかる構成において、好ましくは、支持体はその軸心が鉛直に配設され、ウェイトは支持体の上方に配設されているものとするのが良い。さらに、ウェイトホルダに対して支持体を上方に駆動する第3の駆動装置を備え、支持体を上方駆動したとき該支持体の上端にウェイトが載置されて、該ウェイトがウェイトホルダから上方に離反するように構成するのが良い。これによれば、第3の駆動装置の駆動により必要に応じてウェイトによるネットの保持と解放とを行わせることができる。また、ウェイトは、その最大径がネットを径方向外方に伸張させるに十分な大きさとするのが好ましい。
【0020】
かかる巻回装置において、前記ウェイトよりもネット基端側で筒状ネットの捩れを検知する捩れ検知装置と、該捩れ検知装置の検知結果に基づきウェイトを回転駆動することにより筒状ネットの捩れを解消させる捩れ戻し機構とを備えることができる。これによれば、支持体にネットを被せる前にネットの捩れを検知装置によって検知し、ウェイトの回転駆動により捩れを是正できる。より好ましくは、ウェイトとウェイトホルダとによりネットを挟持している際にウェイト並びにウェイトホルダを同方向に回転駆動することにより捩れを防止するものとすることができる。なお、ウェイトの回転駆動は、ウェイトホルダを介して行うことができる。
【0021】
好ましくは、ウェイトの最大径を支持体の外径とほぼ等しくするのが良い。これによれば、ネットがウェイトを通過する際に予め拡径されることにより、筒状ネットのねじれを支持体に被せる前に緩和することができ、支持体へのネットの被着状態がより良好なものとなる。このように予めネットを拡径するべくネットが外周面を通過する部材を別途設けても良い。このような予拡径部材は、ネットを支持体に被せる直前の位置に配設するのが好ましいが、ウェイトを設ける場合においてはウェイトの前後いずれに予拡径部材を設けてもよい。
【0022】
また、支持体と絞り機構との間で筒状ネットの先端部を把持して、その位置から支持体に所定の軸方向長さに亘ってネットを被せるように軸方向に駆動されるキャッチをさらに備えることができる。かかる構成によれば、一つの環状巻回部を有する製品を形成した後、環状巻回部から突出するネット基端部を切断すると、ネットの開口端が支持体と絞り機構との間に形成されるが、かかる開口端を即座にキャッチにより把持して支持体側へネットを引き込むことにより次のネットを支持体に被せることができる。
【0023】
絞り機構は上記構成の他、ウェイトを自重ではなく電磁石による磁力を利用してウェイトホルダに押圧若しくは離反させることもでき、特に支持体を横設させたときには磁力によるウェイトの作動は有効である。
【0024】
好ましくは、前記支持体の外周面に軸方向に延びる凹部を設け、該凹部に前記回動部材の一部を臨入させるのが良い。ここで「凹部」は、有底の溝並びにスリットを含むものとする。かかる構成によれば、回動部材を一層確実にネット先端部に接触させて巻き返すことができる。
【0025】
さらに、回動部材は環状のベルトからなる無限軌道帯であり、該ベルトの周回軌道は前記支持体の外周面の径方向内外に渡っているものとするのが好ましい。
回動部材の表面には、ネット先端部に引っかかり易くするべく凹凸を設けるのが好ましく、環状ベルトにより回動部材を構成する場合はその表面に千鳥状に凹凸を設けることができる。
【0026】
また、支持体の外表面は円滑なものであってもよく、また、ネットを被せる際にはネットに引っかかりや大きな抵抗を生じないが、支持体から外す方向へのネットの支持体に対する軸方向移動に対しては引っかかりや抵抗を生じさせるような表面加工や表面処理がなされていても良い。
【0027】
さらに、本発明の巻回装置は、形成された環状巻回部の基端側でネットを切断するネット切断機構を有することができる。該切断機構は、カッターなどからなる機械的切断機構であってもよく、ネットの融点以上に加熱された電熱線によりネットを焼き切るものであってもよく、その他従来公知の適宜の切断手段を採用することができる。
【0028】
また、形成された環状巻回部の基端側でネットの軸方向中途部を溶融固化させるネット溶着機構を有していてもよい。好ましくは、該溶着機構による溶着部位よりも、上記切断機構による切断部位の方がネット基端側となるようにするのが良い。
【0029】
また、本発明は、上記した本発明の筒状ネットの巻回装置を用いてネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を備える容器の詰め物を製造することを特徴とする容器の詰め物の製造方法である。
【0030】
なお、筒状ネットの材質は、一般に用いられるプラスチック、例えばポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリエステル、エチレンビニルアセテート、或いはナイロン等が適用できるが、それらの発泡体であっても同様に利用することができる。ネットの線径や小型包装容器内で固形剤の詰め物に適用することから、直径5mm以下にすることが望ましい。また、ネットの編目の大きさは、使用時には包装容器内で圧縮されるので固形剤が編目から抜け出ることはないが、一辺が20mm以下のものを使用するのが実用的である。また、編目の形状は菱形に限らず、正方形、矩形、三角形、六角形或いは円形などに形成されていてもかまわない。
【発明の効果】
【0031】
本発明によれば、ネット規格の材質(例えばLDPE/L−LDPR配合比)、目付、糸数、折径、延伸倍率が異なる場合でも、回動部材の回転数、各駆動装置の駆動速度の相関関係によって、装置の型替を行うことなく、各部の調整によって筒状ネットを正確かつ迅速に塊状乃至球状に巻き上げることができ、そのサイズや形状の制御を行うこともでき、製品の生産性や歩留まりも向上され、環状巻回部を有する容器の詰め物を安価で量産できる。特に、本発明は、一端が閉塞されておらず、連続供給される筒状のネットから環状巻回部を有する詰め物を量産するために好適に実施可能である。
【図面の簡単な説明】
【0032】
【図1】本発明の一実施形態に係るネットの巻回装置の全体正面図である。
【図2】同装置の一部断面全体側面図である。
【図3】同装置の全体背面図である。
【図4】図2のA−A線矢視図である。
【図5】図2のB−B線矢視断面図である。
【図6】図2のC−C線矢視断面図である。
【図7】同装置の支持体の拡大正面図である。
【図8】同拡大側面図である。
【図9】同装置のネット被着機構並びにホルダーの拡大正面図である。
【図10】同拡大側面図である。
【図11】キャッチを3つ設けたネット被着機構の拡大平面図である。
【図12】同装置のローラベルトユニットの拡大平面図である。
【図13】同拡大正面図である。
【図14】同拡大側面図である。
【図15】案内部材の一実施例を示す正面図である。
【図16】案内部材の別の実施例を示す正面図である。
【図17】案内部材のさらに別の実施例を示す正面図である。
【図18】同装置の絞り機構を示す拡大正面図である。
【図19】同拡大側面図である。
【図20】同平面図である。
【図21】ネット取り出し装置の平面図である。
【図22】ネット取り出し装置の正面図である。
【図23】ネット取り出し装置の動作説明図である。
【図24】ネット取り出し装置の動作説明図である。
【図25】ネット取り出し装置の動作説明図である。
【図26】ネット取り出し装置の動作説明図である。
【図27】ネット取り出し装置の動作説明図である。
【図28】同装置を用いた容器の詰め物の製造工程図である。
【図29】同装置を用いた容器の詰め物の製造工程図である。
【図30】同装置を用いて製造された容器の詰め物の模式断面図である。
【発明を実施するための形態】
【0033】
以下、本発明の好適な実施形態を図面に基づいて説明する。
【0034】
図1〜図6は本発明の一実施形態に係る筒状ネットの巻回装置1の全体組図並びに要部横断面を示しており、該装置1は、底面側にキャスター2及び設置脚3を有するベースプレート4(基台)と、該ベースプレート4上に立設されるフレーム5と、内部が空洞の円柱状の支持体6と、ネットを支持体6に被せるネット被着機構7と、支持体6に被せられたネットを径方向外方に巻回しつつ巻き上げる巻き上げ機構8と、ホルダー9と、環状巻回部をホルダー9により支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構10と、ネットを支持体6に被せる前にネットの捩れを検知する捩れ検知装置50と、捩れ検知装置50の検知結果に基づき筒状ネットの捩れを解消させる捩れ戻し機構60とを備えている。
【0035】
フレーム5の上端部には、支持アーム36を介してローラ37が回転自在に取り付けられている。該ローラ37は、後述するウェイト40の上方に位置し、ロール状に巻回されたネット巻体から繰り出されるネットを案内する。
【0036】
支持体6の先端部には、図7及び図8にも示すように、先窄り状の肩部6aを介して小径軸部6bが設けられている。支持体6外周面には、軸方向ほぼ全長に亘って延びるスリット6c(凹部)が周方向複数箇所(図において4カ所)に設けられており、該スリット6cを径方向内外に通過するように後述するローラベルト30がそれぞれ配設されていて、各ローラベルト30(回動部材)の径方向内端部はスリット6c内に臨入している。支持体6は、フレーム5にレール11を介して軸方向に往復動自在に設けられた台座12上に、軸心を鉛直として立設されている。台座12とベースプレート4との間には、支持体6を軸方向に往復駆動するアクチュエータ15(第3の駆動装置)が設けられている。
【0037】
また、支持体6の軸方向中途部には、基端側(図において下側)に至るにしたがって小径となるテーパ部6dが形成されている。該テーパ部6dを介して若干小径となされた部分では、被着されたネットに周方向の弛みが生じるようにして、ネット先端部の巻き上げ当初においてより確実に巻回部が形成されるようにしている。
【0038】
上記ネット被着機構7は、図9及び図10にも示すように、フレーム5にレール16を介して支持体6の軸方向に往復動自在に設けられた移動台17と、該移動台17を支持体6の軸方向に往復駆動するアクチュエータ18(第4の駆動装置)と、移動台17上に設けられた複数のキャッチ19とを有する。
【0039】
各キャッチ19は、径方向内方に突出された伸縮ロッド20を径方向に往復動させる第1のアクチュエータ21と、伸縮ロッド20の先端部に取り付けられた第2のアクチュエータ22と、該第2のアクチュエータによって開閉駆動される左右一対のアーム23とを備え、第1のアクチュエータ21は移動台17に固定されている。キャッチ19は、少なくとも一つあれば良いが、図1〜図10に示すように直径方向2カ所に配設するのが好ましく、より好ましくは図11に示すように周方向3カ所に設けるのがよく、4カ所以上に設けても良い。
【0040】
なお、図示実施例ではアクチュエータ18としてロッドレスシリンダを用いているが、伸縮ロッドを有する流体圧シリンダやモータなどを用いることもできる。また、図示実施例は支持体6を案内するレール11と、ネット被着機構7のレール16とを、一つのレールによって共用しているが、個別に設けても良い。
【0041】
上記巻き上げ機構8は、図1〜図3に示すように、フレーム5にレール14を介して支持体6の軸方向に往復動自在に設けられた移動台24と、該移動台24を軸方向に往復駆動するアクチュエータ25(第1の駆動装置)と、移動台24上に設けられた4つのローラベルトユニット26とを備えている。各ユニット26は、図12〜図14にも示すように、左右一対の側板27と、該側板27間に回転自在に設けられた駆動ローラ28並びに従動ローラ29と、これら駆動ローラ28と従動ローラ29とにわたって巻回された環状の無限軌道帯からなるローラベルト30(回動部材)と、該ベルト30の張力調整を行う調整ローラ31と、駆動ローラ28を回転駆動するモータ32とを備えている。4つのユニット26は、支持体6に設けた4つのスリット6cに対応してそれぞれ配設されており、従動ローラ29が支持体6外周面よりも径方向内方に位置し、駆動ローラ28が支持体6外周面よりも径方向外方に位置するように配設することによって、ローラベルト30の周回軌道が支持体6の外周面の径方向内外に渡るようにしている。
【0042】
支持体6に被せられたネットの先端部に対向する側(図において上側の周回路)で、ローラベルト30は径方向内側から径方向外方に向けて回動するように駆動ローラ28によって駆動されるとともに、ベルト30のネット先端部への対向面は、径方向内方から外方に至るにしたがってネットの基端側(図において上側)へ傾斜する傾斜面となされている。
【0043】
形成される環状巻回部の形状や大きさを制御するために、各ユニット26に、環状巻回部の外周部を案内する案内部材34を設けることができる。該案内部材34は、左右側板27に長穴を利用して取付角度並びに取付位置調節自在に取付固定することができる。また、案内部材34は図15〜図17に示すように各種形状や曲率を有するものを交換して用いることもでき、これにより、ネットの材質や要求される製品のサイズ・形状等に対応可能である。
【0044】
上記ホルダー9は、図示実施例ではネット被着機構7の移動台17にアクチュエータ33を介して取付けられており、該アクチュエータ33によって径方向内外に位置変更可能に設けられている。該ホルダー9は、図9〜図11にも示されるように、直径方向に対向して一対設けられており、アクチュエータ33によって対のホルダー9が径方向内方に移動されたとき、対のホルダー9によって支持体6先端の小径軸部6bを包囲し、該小径軸部6bとの間でネットの軸方向中途部を保持するように構成されている。ホルダー9を径方向外方位置に復帰させると、ネットの保持が解放される。また、このホルダー9は、形成された環状巻回部の基端側側部に当接することで、後述する絞り工程を行う際に環状巻回部を支持する役割を果たす。
【0045】
なお、上記キャッチ19並びにホルダー9は、径方向外端へ移動したときは、支持体6の外周面よりも径方向外方に退避するようになっている。
【0046】
上記絞り機構10は、形成された環状巻回部をホルダー9により支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞るものであって、図18〜図20に示すように、ネット内部に入れられるウェイト40と、該ウェイト40を受ける環状のウェイトホルダ41と、該ウェイトホルダ41を支持体6に対して軸方向に駆動するアクチュエータ42(第2の駆動装置)とを備えている。
【0047】
ウェイト40は軸方向中途部が支持体6とほぼ同じ外径を有し、軸方向両端に至るにしたがって小径となるテーパー面を軸方向両側に有している。また、ウェイト40の支持体6側の端部には、支持体6の先端部と結合可能な小径軸部43が突設されている。
【0048】
ウェイトホルダ41は、フレーム5に対してレール44を介して支持体6の軸方向に往復動自在に取付けられており、ウェイト40の受け面は、ウェイト40のテーパ面に合致するテーパー状に形成されている。
【0049】
通常時はウェイト40はウェイトホルダ41上に載置されており、ウェイト40自体の自重によってウェイト40とウェイトホルダ41との間にネットを固定可能としている。
【0050】
ウェイト40は支持体6の上方に配設されており、これらの小径軸部6b,43は同心状に配置されていて、ウェイトホルダ41に対して支持体6を上方に駆動することにより、該支持体6の上端にウェイト40が載置されて、該ウェイト40がウェイトホルダ41から上方に離反するように構成されている。
【0051】
なお、ウェイト40の形状は、ネットの送りを考慮して丸形や紡錘形でも良いが、ホルダ41との接触面積が多い方がネットを保持し易いため、テーパ面を有する形状が好ましい。また、ウェイトは3〜6kg程度の重さが好ましいが、アクチュエータの推力に応じて4.5kg程度とすることができる。また、ウェイトは金属製であってもよく、プラスチック容器に水を入れたものでも良く、また、磁力によってウェイトをホルダー41から離反近接させることも可能である。
【0052】
また図示実施例においては、ウェイトホルダ41は、フレーム5に取り付け固定される本体部41aと、該本体部41aに回転自在に保持されたリング状の回動部41bとを備え、該回動部41bの内周面が、ウェイト40を受けるテーパー状の支持面となされているとともに、該回動部41bを回転駆動させるモーター等の駆動装置45が本体部41aに取り付けられている。而して、駆動装置45と回動部41bとにより、ウェイト40を回転駆動させることによりネットの捩れを解消させる捩れ戻し機構60が構成されている。
【0053】
一方、ウェイト40の上方(ネットの基端側)でネットの捩れを検知する捩れ検知装置50が設けられている。該捩れ検知装置50は、ローラ37とウェイト40との間でネットの幅を検知するエリアセンサ51により主構成され、該エリアセンサ51により検知されたネット幅が基準値よりも小さければネットに捩れが生じていると判断可能である。かかる判断は、図示しない制御装置によって行うことができる。該制御装置は、エリアセンサ51からの信号を入力し、該入力値が基準値よりも小さければ駆動装置45を一方向に所定量回転駆動させる制御信号を駆動装置45に出力し、その後再度エリアセンサ51からの信号に基づいてネット幅が基準値よりも小さいか否かを判断し、小さければ駆動装置45を逆方向に回転駆動させることによって、ネットの捩れを解消させる。
【0054】
上記した各アクチュエータは、電子制御装置並びに流体圧回路等によってその駆動を適宜制御することができる。
【0055】
また、本実施形態に係る巻回装置は、図21〜図27に示す製品取り出し装置70を備えることができる。該取り出し装置70は、支持体6の上方(ネット基端側)に設けることができ、図示実施例装置においては支持体6とウェイトホルダ41との間に設けることが好ましく、フレーム5に取り付け固定することができる。該取り出し装置70は、形成された環状巻回部Cの基端側でネットを切断するネット切断機構、並びに、形成された環状巻回部Cの基端側でネットの軸方向中途部を溶融固化させるネット溶着機構としても機能するものであって、フレーム5に取付固定される基台71と、該基台71上に回動軸72を介して回動可能に設けられた回動台73と、回動台73に対してネットの径方向に進退駆動可能に設けられたチャック74と、回動台73に対してネットの径方向に進退可能に設けられたネット切断具75とを備えている。
【0056】
基台71内部には回動軸72を回転駆動させるモータ等の駆動装置(図示せず)が装着されている。回動台73上には、チャック74をネットの径方向に進退駆動させるアクチュエータ76と、ネット切断具75をネットの径方向に進退駆動させるアクチュエータ77が上下に積み重ねるように取り付けられている。チャック74は左右一対の把持アームからなり、該一対のアームを開閉駆動させるアクチュエータ78がチャック74の基部に設けられている。また、アームの少なくとも内側面は、高周波により加熱可能な金属により構成されている。
【0057】
上記切断具75は基板79に取り付けられた電熱線からなり、該基板79を介してアクチュエータ77により進退駆動されるようになっている。基板79上にはチャック74の周囲を取り囲むように形成された銅などからなる導線80が設けられ、該導線80の一端部に切断具75が接続されている。導線80の他端部、並びに、導線80の他端部には、電源供給用配線が接続されており、該配線を介して高周波電圧が導線80並びに切断具75に印加され、切断具75が加熱される。さらに、上記導線80は高周波コイルとしても作用し、上記高周波電圧を印加することによりアームを高周波加熱することができるようになっている。そして、加熱されたアームによりネットを把持したとき、該アームによってネットを溶融させ、把持部分においてネット構成材料を溶着させ、その後アームの冷却により若しくはアームから離脱させることによって、上記溶着部分を固化させるようになっている。なお、アーム内側面に加熱電極を設けて、該加熱電極に直接電圧を印加することによってアーム内側面を加熱するようにしてもよい。
【0058】
上記した取り出し装置70の動作を説明すると、環状巻回部Cが形成されて支持体6の先端部に保持されている状態で、図23に示すように環状巻回部Cから上方に突出するネットにチャック74を対向させる。この際、チャック74並びに切断具75はネットから遠ざかるように後退させておき、チャック74を開いておくとともに、高周波加熱等によってチャック74を加熱しておく。次に、図24に示すように、アクチュエータ76を駆動することによりチャック74をネットに向けて前進させ、図25に示すようにアクチュエータ78によりチャック74を閉じることにより、環状巻回部から上方に突出するネットを把持し、該把持部分においてネットを板状に形成する。このとき、アームの熱によってネットの把持部分が板状に一体となるように溶着する。次に、図26に示すようにアクチュエータ77を駆動することにより切断具75を前進させ、チャック74により把持されているネットの把持部分の上方でネットを切断する。次に、図27に示すようにチャック74に環状巻回部を把持させた状態で回動台73を回動させ、環状巻回部Cを取り出し位置に移動させ、図21及び図22に示すようにチャック74を開くことによって、環状巻回部Cを自然落下させるようになっている。
【0059】
図21及び図22は本実施形態に係る装置を用いて、連続供給される伸縮性を有する筒状のネットNから環状巻回部Cを有する容器の詰め物を製造する工程(a)〜(h)を模式的に示している。
【0060】
まず図1に示す初期状態を工程(a)で示す。製造開始時は手作業などによりウェイト40をネットN内に入れ、工程(b)に示すようにウェイト40をウェイトホルダ41に設置する。このとき、ウェイトホルダ41から垂れ下がるネット先端部が、キャッチ19よりも若干下方となるようにする。この状態で装置の駆動を開始すると、まず、工程(c)に示すようにキャッチ19によってネットNの先端部が把持され、工程(d)に示すようにネットNの先端部が大きく拡径され、ネット先端開口を拡径させた状態でキャッチ19によって下方に引き下げることによって、工程(e)に示すように支持体6にネットNが被着される。なお、かかるネットNの被着工程の際、ウェイト40を支持体6によって持ち上げることによりウェイトホルダ41から離反させておく。
【0061】
ネットNの被着後、キャッチ19並びにホルダー9を上限位置に戻し、工程(f)に示すように対のホルダー9を閉じることにより該ホルダー9と支持体6の先端小径軸部6bとの間でネットNの軸方向中途部を保持し、ネットNが滑りによって支持体6から抜け出さないようにする。その状態で巻き上げ機構8を作動させ、ベルト30を周回動させながら軸方向上方に移動させると、ネットNの先端部を径方向外方に強制的に巻き返しながらネット先端部を転動させつつ巻回することにより、工程(g)に示すように、ネットNを径方向外方に多重に巻回してなる環状巻回部Cが形成される。該巻回部Cは、支持体6上端のテーパ面に案内されて支持体6から上方に跳ね上がろうとするが、ホルダー9によって該環状巻回部Cを支持体6上端のテーパー部に保持している。
【0062】
次に、ウェイト40とともにウェイトホルダー41を上方に移動することにより、環状巻回部Cの基端側側部に当接するホルダー9によって環状巻回部Cを支持しつつ環状巻回部Cから基端側へ突出するネットNを基端側へ相対的に引き出すことによって、工程(h)に示すように環状巻回部Cを密に絞る。これにより均一なサイズや大きさの詰め物が得られるとともに、密に絞っているために、ホルダー9による保持を解除しても巻回部が緩みにくくなり、一層の品質の均一化が図られる。
【0063】
その後、手作業、若しくは別途設けた切断・溶着装置によって、環状巻回部Cから基端側へ突出するネットNを軸方向所定位置で切断することにより形成される環状巻回部Cのネット基端部を固着して、該基端部を閉塞する。かかる固着工程は、上記装置上で行ってもよく、得られた環状巻回部Cを取り出して他の装置によって行うことも可能である。これによって、図30に示すような容器の詰め物を製造することができる。なお、ネットNを切断した後、次にネットを支持体6に被せる前に、捩れ戻し機構60によってネットの捩れを解消しておくことが好ましい。
【0064】
本発明は上記実施形態に限定されるものではなく、適宜設計変更できる。例えば、回動部材はローラベルトに限定されるものではなく、紐状部材、車輪、球などの回転機構を有する適宜のものを採用できる。
【符号の説明】
【0065】
1 筒状ネットの巻回装置
6 支持体
9 ホルダー
30 回動部材(ローラベルト)
N 筒状ネット
C 環状巻回部
【特許請求の範囲】
【請求項1】
筒状ネットを軸方向先端部から軸方向基端側へ向けて径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成した後、該環状巻回部の基端側側部に当接するホルダーによって環状巻回部を支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことによって、環状巻回部を密に絞る工程を備えることを特徴とする容器の詰め物の製造方法。
【請求項2】
請求項1に記載の製造方法において、前記環状巻回部を密に絞る工程の後、環状巻回部から基端側へ突出するネットを軸方向所定位置で切断することにより形成されるネット基端部を固着して、該基端部を閉塞する工程をさらに有することを特徴とする容器の詰め物の製造方法。
【請求項3】
伸縮性を有する筒状のネットを被せるための柱状の支持体と、該支持体に被せられたネットの先端部に当接して径方向外方若しくは内方に巻き返すように案内する案内部材と、該案内部材を前記ネットの基端側へ向けて軸方向に駆動する第1の駆動装置とを備え、案内部材の軸方向移動によって前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成するように構成するとともに、形成された環状巻回部の基端側側部に当接するホルダーと、環状巻回部をホルダーにより支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構とをさらに備えることを特徴とする筒状ネットの巻回装置。
【請求項4】
請求項3記載の筒状ネットの巻回装置において、前記ホルダーは、支持体のネット基端側端部近傍のネットの軸方向中途部を支持体のネット基端側端部に保持する保持姿勢と、当該保持を解放する解放姿勢とに姿勢変更可能であることを特徴とする筒状ネットの巻回装置。
【請求項5】
請求項3又は4に記載の筒状ネットの巻回装置において、絞り機構は、ネット内部に入れられるウェイトと、該ウェイトを受ける環状のウェイトホルダと、該ウェイトホルダを支持体に対して軸方向に駆動する第2の駆動装置とを備えることを特徴とする筒状ネットの巻回装置。
【請求項6】
請求項5に記載の筒状ネットの巻回装置において、前記ウェイトよりもネット基端側で筒状ネットの捩れを検知する捩れ検知装置と、該捩れ検知装置の検知結果に基づきウェイトを回転駆動することにより筒状ネットの捩れを解消させる捩れ戻し機構とを備えることを特徴とする筒状ネットの巻回装置。
【請求項7】
請求項5又は6に記載の筒状ネットの巻回装置において、支持体はその軸心が鉛直に配設され、ウェイトは支持体の上方に配設されていることを特徴とする筒状ネットの巻回装置。
【請求項8】
請求項7に記載の筒状ネットの巻回装置において、ウェイトホルダに対して支持体を上方に駆動する第3の駆動装置を備え、支持体を上方駆動したとき該支持体の上端にウェイトが載置されて、該ウェイトがウェイトホルダから上方に離反するように構成されていることを特徴とする筒状ネットの巻回装置。
【請求項9】
請求項3〜8のいずれか1項に記載の筒状ネットの巻回装置において、支持体と絞り機構との間で筒状ネットの先端部を把持して、その位置から支持体に所定の軸方向長さに亘ってネットを被せるように軸方向に駆動されるキャッチをさらに備えることを特徴とする筒状ネットの巻回装置。
【請求項10】
形成された環状巻回部の基端側でネットを切断するネット切断機構を有する請求項3〜9のいずれかに記載の筒状ネットの巻回装置。
【請求項11】
形成された環状巻回部の基端側でネットの軸方向中途部を溶融固化させるネット溶着機構を有する請求項3〜10のいずれかに記載の筒状ネットの巻回装置。
【請求項12】
請求項3〜11に記載の筒状ネットの巻回装置を用いてネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を備える容器の詰め物を製造することを特徴とする容器の詰め物の製造方法。
【請求項1】
筒状ネットを軸方向先端部から軸方向基端側へ向けて径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成した後、該環状巻回部の基端側側部に当接するホルダーによって環状巻回部を支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことによって、環状巻回部を密に絞る工程を備えることを特徴とする容器の詰め物の製造方法。
【請求項2】
請求項1に記載の製造方法において、前記環状巻回部を密に絞る工程の後、環状巻回部から基端側へ突出するネットを軸方向所定位置で切断することにより形成されるネット基端部を固着して、該基端部を閉塞する工程をさらに有することを特徴とする容器の詰め物の製造方法。
【請求項3】
伸縮性を有する筒状のネットを被せるための柱状の支持体と、該支持体に被せられたネットの先端部に当接して径方向外方若しくは内方に巻き返すように案内する案内部材と、該案内部材を前記ネットの基端側へ向けて軸方向に駆動する第1の駆動装置とを備え、案内部材の軸方向移動によって前記ネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を形成するように構成するとともに、形成された環状巻回部の基端側側部に当接するホルダーと、環状巻回部をホルダーにより支持しつつ環状巻回部から基端側へ突出するネットを基端側へ相対的に引き出すことにより環状巻回部を密に絞る絞り機構とをさらに備えることを特徴とする筒状ネットの巻回装置。
【請求項4】
請求項3記載の筒状ネットの巻回装置において、前記ホルダーは、支持体のネット基端側端部近傍のネットの軸方向中途部を支持体のネット基端側端部に保持する保持姿勢と、当該保持を解放する解放姿勢とに姿勢変更可能であることを特徴とする筒状ネットの巻回装置。
【請求項5】
請求項3又は4に記載の筒状ネットの巻回装置において、絞り機構は、ネット内部に入れられるウェイトと、該ウェイトを受ける環状のウェイトホルダと、該ウェイトホルダを支持体に対して軸方向に駆動する第2の駆動装置とを備えることを特徴とする筒状ネットの巻回装置。
【請求項6】
請求項5に記載の筒状ネットの巻回装置において、前記ウェイトよりもネット基端側で筒状ネットの捩れを検知する捩れ検知装置と、該捩れ検知装置の検知結果に基づきウェイトを回転駆動することにより筒状ネットの捩れを解消させる捩れ戻し機構とを備えることを特徴とする筒状ネットの巻回装置。
【請求項7】
請求項5又は6に記載の筒状ネットの巻回装置において、支持体はその軸心が鉛直に配設され、ウェイトは支持体の上方に配設されていることを特徴とする筒状ネットの巻回装置。
【請求項8】
請求項7に記載の筒状ネットの巻回装置において、ウェイトホルダに対して支持体を上方に駆動する第3の駆動装置を備え、支持体を上方駆動したとき該支持体の上端にウェイトが載置されて、該ウェイトがウェイトホルダから上方に離反するように構成されていることを特徴とする筒状ネットの巻回装置。
【請求項9】
請求項3〜8のいずれか1項に記載の筒状ネットの巻回装置において、支持体と絞り機構との間で筒状ネットの先端部を把持して、その位置から支持体に所定の軸方向長さに亘ってネットを被せるように軸方向に駆動されるキャッチをさらに備えることを特徴とする筒状ネットの巻回装置。
【請求項10】
形成された環状巻回部の基端側でネットを切断するネット切断機構を有する請求項3〜9のいずれかに記載の筒状ネットの巻回装置。
【請求項11】
形成された環状巻回部の基端側でネットの軸方向中途部を溶融固化させるネット溶着機構を有する請求項3〜10のいずれかに記載の筒状ネットの巻回装置。
【請求項12】
請求項3〜11に記載の筒状ネットの巻回装置を用いてネットを径方向外方若しくは内方に多重に巻回してなる環状巻回部を備える容器の詰め物を製造することを特徴とする容器の詰め物の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【公開番号】特開2012−6662(P2012−6662A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−182144(P2011−182144)
【出願日】平成23年8月24日(2011.8.24)
【分割の表示】特願2006−96142(P2006−96142)の分割
【原出願日】平成18年3月30日(2006.3.30)
【出願人】(000001926)塩野義製薬株式会社 (229)
【出願人】(000206185)大成化工株式会社 (83)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成23年8月24日(2011.8.24)
【分割の表示】特願2006−96142(P2006−96142)の分割
【原出願日】平成18年3月30日(2006.3.30)
【出願人】(000001926)塩野義製薬株式会社 (229)
【出願人】(000206185)大成化工株式会社 (83)
【Fターム(参考)】
[ Back to top ]