
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。まず、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングする。次に、ブロー圧を作用させることによって容器に成形する。容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定する。制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給する。ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定する。この場合、ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定する。前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行う。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングした後に、ブロー圧を作用させることによって容器に成形し、該容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定し、制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給し、ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定するようにした、前記容器をブロー成形するための方法に関するものである。
さらに本発明は、熱可塑性材料から容器をブロー成形するための装置であって、パリソンの搬送経路に沿って配置される少なくとも1つの加熱区間と、ブロー成形型を備える少なくとも1つのブローステーションとを有し、前記容器の壁厚を検出するための少なくとも1つのセンサと接続されている制御部が設けられ、該制御部がブロープロセスを制御するパラメータの量を予め設定するための少なくとも1つのアクチュエータを有している前記装置にも関わる。
【背景技術】
【0002】
ブロー圧を作用させることによって容器を成形する場合、熱可塑性材料から成るパリソン、たとえばPET(ポリエチレンテレフタラート)から成るパリソンがブロー成形機内部で種々の加工ステーションへ供給される。典型的には、この種のブロー成形機は加熱装置とブロー装置とを有し、ブロー装置の領域において、予め温度調整されたパリソンは両軸方向へのオリエンテーションによって膨張せしめられて容器が形成される。膨張は、膨張させるパリソン内へ導入される圧縮空気を用いて行われる。パリソンのこの種の膨張時の方法技術的経過に関しては、特許文献1に説明されている。その冒頭で述べられている、加圧状態にあるガスの導入は、成長している容器ブロー内への圧縮空気の導入と、ブロー工程開始時のパリソン内部への圧縮空気の導入をも含んでいる。
【0003】
容器を成型するためのブローステーションの基本構成は、特許文献2に説明されている。パリソンを温度調整するための可能性に関しては特許文献3に説明されている。
【0004】
ブロー成形装置の内部では、パリソンとブロー成形された容器とを種々の操作装置を用いて搬送することができる。特に好ましいのは、パリソンを嵌合させる搬送心棒を使用することである。しかし、パリソンを他の担持装置を用いて操作することもできる。パリソンを操作するための把持やっとこの使用と、保持のためにパリソンの口領域に挿入可能な拡開心棒を使用することも、適用可能な構成に属する。
【0005】
受け渡しホイールを使用した容器の操作は、たとえば特許文献4においては、ブローホイールと搬出区間との間に受け渡しホイールを配置した構成に関し説明されている。
【0006】
すでに説明したパリソンの操作は、一方では、いわゆる2段階方式で行われ、すなわちパリソンをまず射出成形で製造し、次に中間保管し、その後ではじめてその温度に関し調整し、ブロー成形して容器を形成させる。他方、いわゆる1段階方式も適用され、すなわちパリソンを射出成形で製造して十分に固化した直後に適当に温度調整し、ブロー成形する。
【0007】
使用するブローステーションに関しては種々の実施態様が知られている。回転する搬送ホイール上に配置されるブローステーションの場合は、型担持体を本のように頻繁に開閉させる。また、互いに相対的に変位可能な型担持体または他の方式で案内される型担持体を使用することも可能である。ブローステーションが位置固定の場合(容器成形のための複数個のキャビティを受容するのに特に適している)は、典型的には、互いに対を成して配置される板体が型担持体として使用される。
【0008】
加熱を実施する前に、パリソンは、典型的には搬送心棒上に嵌合させられる。搬送心棒は、パリソンをブロー成形機全体にわたって搬送させるか、或いは、加熱装置の領域でのみ周回させる。パリソンの口部が鉛直方向下向きに配向されるようにしてパリソンを立てて加熱する場合、通常パリソンは搬送心棒のスリーブ状保持要素上に差し込まれる。パリソンの口部が鉛直方向上向きに配向されるようにしてパリソンを吊設して加熱する場合には、通常はパリソンを締め付け固定する拡開心棒をパリソンの口部に挿入する。
【0009】
ブロー技術による容器成形を実施する際の主要な課題は、容器壁に所定の材料分布を達成することである。生じる材料分布を予め設定するために受容なパラメータは、ブロー成形前にパリソン内部に実現される熱分布である。
【0010】
熱分布は、典型的には、パリソンの周方向に均一な温度レベルが発生し、且つパリソンの長手方向に温度プロファイルが発生するように実現される。さらに、パリソンの壁の外側から内側へ向けての適当な温度プロファイルの予設定が行われる。基本的な出発点は、パリソンのより低温の領域がブロー成形された容器のより肉厚の壁領域になり、パリソンのより高温の領域がブロー成形の実施の際により強く延伸され、これによってブロー成形された容器の肉薄の壁領域になるということである。
【0011】
パリソンの領域の温度はいわゆるピロメータを用いて測定することができる。ブロー成形された容器の領域での具体的な壁の測定による検出は、たとえば光学的に作動する、または、音波で作動するいわゆる壁厚センサを用いて行うことができる。
【0012】
ブロー成形された容器における材料分布を制御するための他の重要なパラメータは、延伸速度、ブローガス供給に対する延伸工程の時間的関連付け、およびパリソンが容器に膨張する際の圧力の時間的推移である。特に実際のブロー圧の制御は困難である。というのは、ブロー圧を予め設定するための制御弁と膨張すべきパリソンとの間には、異なる管横断面積と流動を制御する絞りとを備えた流動経路があり、さらには、パリソンを容器に成形する際のパリソンの体積増大により、発生する圧力への反作用が生じるからである。他方、延伸棒がパリソン内部へ進入することにより、パリソンの体積が減少する。さらに、個々のパラメータ間で比較的複雑な相互作用があり、ブロー成形される容器内部に実際に発生する材料分布に影響する。
【0013】
パラメータが多数存在することと、これらパラメータ間に相互作用があるために、実際の制御では、実験的に検出され、手動で予め設定された調整量を考慮した制御しか行われない場合がほとんどである。具体的に実現される制御は、典型的には、ブロープロセスの複雑性を十分に考慮していない個々のパラメータに関わるものである。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】独国特許出願公開第4340291号明細書
【特許文献2】独国特許出願公開第4212583号明細書
【特許文献3】独国特許出願公開第2352926号明細書
【特許文献4】独国特許出願公開第19906438号明細書
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、冒頭で述べた種類の方法において、わずかな機械工学コストで高品質の容器成形とともに、高スループットが得られるように改善することである。
本発明の他の課題は、冒頭で述べた種類の装置において、高スループットと、簡潔な構成と、高品質の生産物とが得られるように構成することである。
【課題を解決するための手段】
【0016】
この課題は、方法においては、ブローガス供給を制御する少なくとも1つのパラメータの量を制御部により調整量として設定すること、パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行うことによって解決される。
【0017】
また、装置においては、アクチュエータがブローガス供給を制御するパラメータの量を予め設定するように構成されていること、制御部が、目標値と実測値との間の制御ずれに依存してパラメータの量を検出するためにブロープロセスのシミュレーションモデルを含んでいることによって解決される。
【0018】
ブローガス供給を制御するパラメータを考慮し、且つシミュレーションモデルによって個々の影響ファクタの相互作用を考慮したブロー工程の制御により、わずかな公差で所定の目標値が維持され、わずかな時間遅延で外乱の除去制御を行うことができるので、品質的に極めて高い容器生産が可能になる。シミュレーションモデルは、特に、ブローガス供給領域での流動横断面積と流動抵抗、発生する圧力、ブローガスの体積流、体積変化(成長する容器ブローと、延伸棒のその都度の位置決めと、たとえばパリソンの温度、パリソンの壁内部での温度分布、ブロー成形型の温度のような他の与えられた影響ファクタに基づいて生じる)を考慮している。基本的には、任意の付加的な影響ファクタをブロー工程のシミュレーションモデルに取り入れることが可能である。
【0019】
容器の壁厚測定を、複数の異なる高さレベルで実施することにより、ブロー成形された容器の高精度の輪郭を達成できる。
【0020】
1つの実施形態によれば、パラメータとしてブロー圧を制御する。
【0021】
同様に、パラメータとして体積流を制御することも可能である。
【0022】
補助的に、ブローガス供給を制御するパラメータに加えて加熱温度を制御することも可能である。
【0023】
加熱温度を、パリソンの少なくとも一部分の長さで制御することによって、制御の可能性が拡大する。
【0024】
前記制御をカスケード制御として実施することによって、整然としたシステム構成が得られる。
【0025】
特に、動力学的特性を考慮して、外部回路で温度を制御し、内部回路でブローガスパラメータを制御するのが合目的である。
【0026】
ブロープロセスのシミュレーションモデルによって少なくとも1つの制御器の制御特性に作用させることによって、順応性のある制御コンセプトが得られる。
【0027】
他の実施態様によれば、ブロープロセスのシミュレーションモデルによって少なくとも1つの制御器の制御器入力部に作用させることも考えられる。
図面には、本発明のいくつかの実施形態が図示されている。
【図面の簡単な説明】
【0028】
【図1】パリソンから容器を製造するためのブローステーションの斜視図である。
【図2】パリソンを延伸し膨張させるブロー成形型の縦断面図である。
【図3】容器をブロー成形するための装置の基本構成を説明するための概略図である。
【図4】加熱容量拡大させた加熱区間の変形実施形態を示す図である。
【図5】互いに重設されている複数個の加熱放射器を備えた加熱要素と付設のパリソンとの横断面図である。
【図6】ブロー成形される容器の壁厚を測定するためのセンサ装置の横断面図である。
【図7】加熱区間とブローホイールとピロメータと壁厚センサとを備えたブロー成形機の基本構成図である。
【図8】パリソンの温度を制御し且つブロー成形される容器の壁厚を制御するための制御コンセプトの説明図である。
【発明を実施するための形態】
【0029】
図1および図2には、パリソン(1)を容器(2)に成形するための装置の基本構成が図示されている。
【0030】
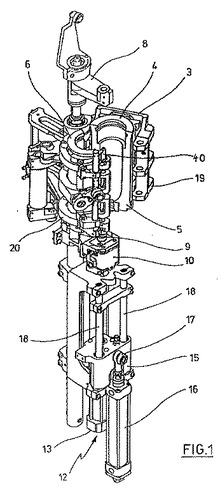
容器(2)を成形するための装置は、ブロー成形型(4)を備えたブローステーション(3)を有し、ブロー成形型(4)にはパリソン(1)を挿入可能である。パリソン(1)はポリエチレンテレフタラートから成る射出成形部材であってよい。ブロー成形型(4)へのパリソン(1)の挿入を可能にし、完成した容器(2)の取り出しを可能にするため、ブロー成形型(4)は型半部分(5,6)と底部部分(7)とを有し、底部部分(7)は昇降装置(8)によって位置決め可能である。パリソン(1)はブローステーション(3)の領域で搬送心棒(9)によって保持されていてよく、搬送心棒(9)はパリソン(1)とともに装置内部の多数の処理ステーションを通過する。しかし、パリソン(1)をたとえばやっとこまたは他の操作手段を介してブロー成形型(4)に直接挿入するようにしてもよい。
【0031】
圧縮空気の供給を可能にするため、搬送心棒(9)の下方には接続ピストン(10)が配置されている。接続ピストン(10)はパリソン(1)に圧縮空気を供給し、同時に搬送心棒(9)に対する密封をも行う。しかし、変形実施形態では、位置固定の圧縮空気供給管を使用するのも基本的に考えられる。
【0032】
パリソン(1)の延伸は、本実施形態の場合、シリンダ(12)によって位置決めされる延伸棒(11)を用いて行う。他の実施形態によれば、延伸棒(11)の機械的位置決めは、ピックオフローラによって付勢されているカムセグメントを介して実施する。カムセグメントの使用は、特に、回転するブローホイール上に多数のブローステーション(3)が配置されている場合に合目的である。
【0033】
図1に図示した実施形態では、延伸システムは、2つのシリンダ(12)のタンデム配置が可能であるように構成されている。延伸棒(11)を、まず一次シリンダ(13)によって、本来の延伸工程を開始する前にパリソン(1)の底部(14)の領域へ移動させる。本来の延伸工程の間、一次シリンダ(13)を走出している延伸棒とともに、一次シリンダ(13)を担持している往復台を用いて、二次シリンダ(16)によって、または、カム制御を介して位置決めする。特に、延伸工程を実施している間にカム軌道に沿って滑動するガイドローラ(17)によって実際の延伸ポジションが設定されるように二次シリンダ(16)をカム制御して使用することが考えられる。ガイドローラ(17)は二次シリンダ(16)によって案内軌道に対し押圧される。往復台(15)は2つの案内要素(18)に沿って滑動する。
【0034】
担持体(19,20)の領域に配置されている型半部分(5,6)を閉じた後、ロック装置(20)を用いて担持体(19,20)相互のロックを行う。
【0035】
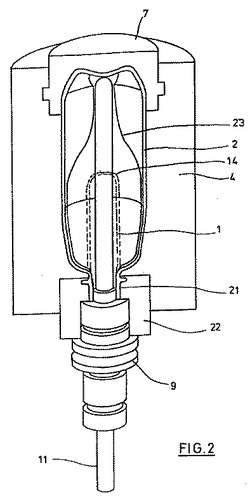
パリソン(1)の開口部分(21)の種々の形状に適合させるため、図2によれば、ブロー成形型(4)の領域に別個のスレッドインサート(22)が使用される。
【0036】
図2は、ブロー成形される容器(2)に加えて、破線で示したパリソン(1)と成長中の容器ブロー(23)をも示している。
【0037】
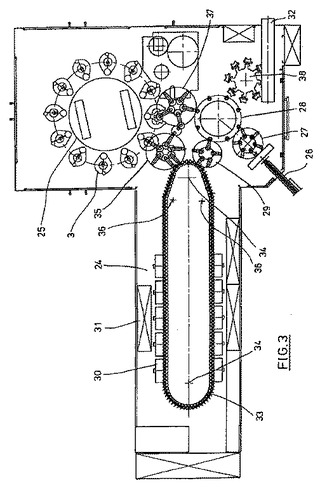
図3は、加熱区間(24)と回転するブローホイール(25)とを備えたブロー成形機の基本構成図である。パリソン(1)はパリソン装入部(26)を起点として受け渡しホイール(27,28,29)から加熱区間(24)の領域へ搬送される。パリソン(1)を温度調整するために、加熱区間(24)に沿って加熱要素(30)とファン(31)とが配置されている。パリソン(1)を十分に温度調整した後、パリソン(1)はブローホイール(25)へ受け渡され、該ブローホイール(25)の領域にはブローステーション(3)が配置されている。ブロー成形を完了した容器(2)は他の受け渡しホイールによって搬出区間(32)に供給される。
【0038】
容器(2)の内部に充填される食料品、特に飲料水の長期使用を保証するような材料特性を容器(2)が有するようにパリソン(1)を容器(2)に成形できるようにするには、パリソン(1)の加熱およびオリエンテーションの際に特殊な方法ステップを維持しなければならない。さらに、特別なサイズ規定を厳守することによって有利な効果を得ることができる。
【0039】
熱可塑性材料として、種々のプラスチックを使用できる。たとえばPET,PENまたはPPを使用可能である。
【0040】
オリエンテーション工程の間のパリソン(1)の膨張は、圧縮空気の供給によって行う。圧縮空気の供給は予ブロー成形段階で行う。予ブロー成形段階ではガス(たとえば圧縮空気)を低圧力レベルで供給し、次の主ブロー成形段階に配分する。主ブロー成形段階ではガスをより高圧で供給する。予ブロー成形段階では、典型的には、10バールないし25バールの範囲の圧力をもった圧縮空気を使用し、主ブロー成形段階の間は、25バールないし40バールの範囲の圧力をもった圧縮空気を供給する。
【0041】
同様に図3からわかるように、図示した実施形態の場合、加熱区間(24)は周回するように延在する多数の搬送要素(33)から形成され、これらの搬送要素(33)はチェーン状に互いに並んで、転向ホイール(34)に沿って案内されている。特に、このチェーン状の配列が実質的に長方形の基本輪郭を張ることが考えられる。図示した実施形態では、加熱区間(24)の、受け渡しホイール(29)および装入ホイール(35)とは逆の側の拡張領域には、1つの比較的大きなサイズの転向ホイール(34)が使用され、受け渡しホイール(29)および装入ホイール(35)に隣接している転向領域には、比較的小さな2つの転向ホイール(36)が使用される。しかし、基本的には任意の他の案内も考えられる。
【0042】
受け渡しホイール(29)と装入ホイール(35)とを互いに可能な限り密に配置するには、図示した配置が特に合目的である。というのは、加熱区間(24)の対応する拡張領域には3つの転向ホイール(34,36)が位置決めされており、すなわち加熱区間(24)の直線延在部分への移行領域にはより小さな転向ホイール(36)が設けられ、受け渡しホイール(29)および装入ホイール(35)への直接の移行領域にはより大きな転向ホイール(34)が設けられている。チェーン状の搬送要素(33)を使用する代わりに、たとえば回転する加熱ホイールを使用することも可能である。
【0043】
容器(2)のブロー成形が完了した後、容器は取り出しホイール(37)によってブローステーション(3)の領域から取り出され、受け渡しホイール(28)と搬出ホイール(38)とを介して搬出区間(32)へ搬送される。
【0044】
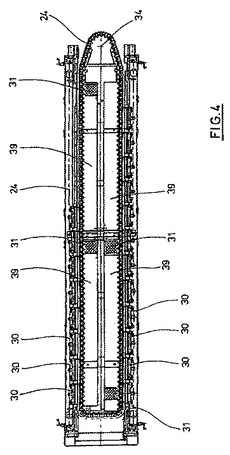
図4に図示した加熱区間(24)の変形実施形態では、より多数の加熱要素(30)が設けられていることにより、単位時間当たりより多量のパリソン(1)を温度調整することができる。ここではファン(31)は冷却空気通路(39)内へ冷却空気を送り込む。冷却空気通路(39)は付設の加熱要素(30)にそれぞれ対向しており、排流穴を介して冷却空気を放出する。排流方向を設定することにより、冷却空気の流動方向は実質的にパリソン(1)の搬送方向に対し横方向に実現される。冷却空気通路(39)は、加熱要素(30)に対向している表面の領域に、加熱放射線のためのリフレクタを有していてよく、また、放出された冷却空気によって加熱要素(30)の冷却を実現することも可能である。
【0045】
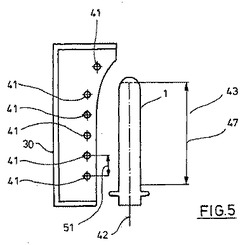
図5は1つの加熱要素(30)の概略図である。加熱要素(30)は互いに重設されている多数の放射加熱器(41)を備えている。放射加熱器(41)を使用すると、パリソン(1)の長手軸線(42)の方向に所定の温度プロファイルを発生させることが可能である。延伸工程を実施する場合、パリソン(1)の延伸領域(43)は実質的に両軸方向にオリエンテーションされる。
【0046】
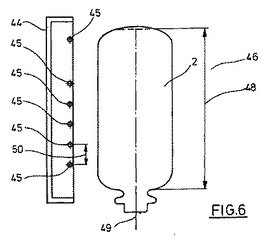
図6は、容器(2)の壁厚を検出するために互いに積層配置されている複数個のセンサ(45)を備えた測定装置(44)の概略図である。パリソン(1)の延伸領域(43)は、延伸・ブロー成形工程の結果、容器(2)のオリエンテーション領域(46)に変形されている。パリソン(1)の延伸領域(43)は出発長さ(47)有し、容器(2)のオリエンテーション領域(46)は生産長さ(48)を備えている。生産長さ(48)と出発長さ(47)の商は、実現延伸率である。
【0047】
容器(2)は容器長手軸線(49)を有し、その方向に複数個のセンサ(45)が直列に配置されている。センサ間隔(50)は加熱放射器間隔(51)と前記延伸率との積から得られる。
【0048】
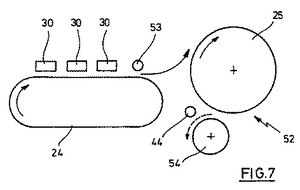
図7は、ブロー成形機(52)を、図3の図示に比べて著しく簡潔に示した構成図である。パリソン(1)の温度を検出するための温度センサ(53)がパリソン(1)の搬送方向において加熱要素(30)の後方に位置するように加熱区間(24)の領域に配置されているのが認められる。有利には、パリソン(1)の壁内部で熱平衡工程を実施した後の温度検知を可能にするため、温度センサ(53)はブローホイール(25)に可能な限り密に配置されている。温度センサ(53)としてはたとえばパイロメータを使用できる。特に、パリソン(1)の温度プロファイルを検知するために、複数個の温度センサ(53)をパリソン(1)の長手軸線(42)の方向に積層して配置することが可能である。特に有利なのは、個々の加熱放射器(41)のダイレクト制御を実施できるように、複数個の温度センサ(53)をそれぞれ加熱放射器(41)の高さレベルに位置決めすることである。
【0049】
図7には、容器(2)の壁厚を検出するための測定装置(44)の配置も図示されている。測定装置(44)は、たとえば、ブロー成形した容器(2)をブローホイール(25)の領域から搬出させる取り出し装置(54)の領域に配置することができる。
【0050】
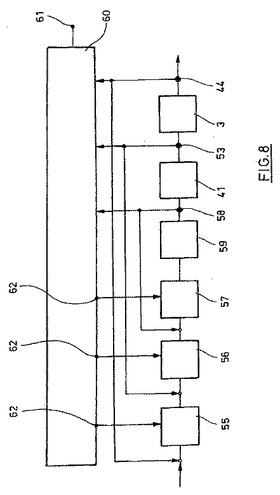
図8は、外部制御回路内にある加熱要素(30)または加熱放射器(41)をコントロールし、内部制御回路内でのブローガス供給に関わるパラメータをコントロールするコントロールシステムの図である。このコントロールシステムはカスケード制御として構成されている。外部制御回路は、ブローステーション(3)の背後で、測定装置(44)を介して容器(2)の壁厚を少なくとも1つの所定水平レベルで検出して、これを実測値として壁厚制御器(55)の入力部に供給する。壁厚制御器(55)に対するダイレクトな入力値は、所定壁厚と実測壁厚との間の制御差である。壁厚制御器(55)の出力値は、内部温度制御回路のための目標値を提供する。
【0051】
温度制御器(56)には、ダイレクトな制御値として、壁厚制御器(55)の出力値と温度センサ(53)によって検出した所定高さレベルでのパリソン(1)の温度値との間の差が供給される。典型的には、加熱放射器(41)のそれぞれに、図8に図示した制御構成が付設されている。
【0052】
図8に図示したカスケード制御装置の最も内側の、よって最速の制御回路は、1個または複数個のブローガス制御器(57)を含んでいる。ブローガス制御器(57)は、たとえばブローガスの圧力および/または体積流を制御するように構成されている。ブローガス制御器(57)には、実測値として、センサ(58)から提供される実測値とその都度制御されるブローガスパラメータとの制御差が提供される。ブローガスパラメータは付設の制御区間(59)の出力値として生じるものである。
【0053】
有利には、制御差を少なくするため、制御器(55,56,57)のうちの少なくとも1つは積分動作方式で構成されている。制御態様に関わる変形実施形態によれば、制御は、パリソン(1)または容器(2)の搬送距離の長さに基づいたコントロールシステムのデッドタイム挙動を考慮する。この場合、搬送速度に依存して制御量変更時点と出力量変更時点との間に既知の遅延があることが考慮される。
【0054】
図8に図示したカスケード状制御コンセプトの実施形態の代わりに、他の任意の制御構成を実現してもよい。カスケード状制御構成の場合は、内部回路で高速に変化するプロセスパラメータを制御し、外部回路で観測に変化するプロセスパラメータを制御するのが合目的である。
【0055】
センサ(44,53,58)から提供される測定値のうちの少なくとも1つはプロセスモデル(60)に供給される。プロセスモデル(60)はさらに、ブロープロセスに関する付加的な測定情報を考慮するために、1個または複数個のセンサ入力部(61)を有している。プロセスモデルはさらに1個または複数個のモデル出力部(62)を有し、該モデル出力部(62)は制御動作に影響を与えることができる。1つの実施形態によれば、このモデル出力部(62)を介して制御器(55,56,57)のうちの少なくとも1つの制御器の制御特性が変化せしめられる。他の実施形態によれば、これとは択一的に、またはこれに加えて、モデル出力部(62)を介して制御器(55,56,57)のうちの少なくとも1つの制御器の入力値を制御することも考えられる。この制御はたとえばセンサ(44,53,58)によって生じる制御に加えて行うことができる。同様に、センサ(44,53,58)の信号の少なくとも1つの代わりに、モデル出力部(62)の値を使用することも可能である。プロセスモデル(60)はシミュレーションモデルを形成している。
【0056】
プロセスモデル(60)は、制御を実施する際に個々のプロセスパラメータ間の複雑な関係を考慮することを可能にする。特に遅延、デッドタイム、非線形性を考慮することができる。さらにプロセスモデル(60)は、ダイレクトな測定検出から取り出されるプロセス量または高コストの測定でしか検出できないようなプロセス量を制御に導入することをも可能にする。
【0057】
容器製造の制御は、たとえば、ブロー圧力に対し予め設定された圧力推移をベースにして行うことができる。測定値をシミュレーションによって得られる値と比較して、測定検出したパラメータのうちの少なくとも1つにおいてずれが認められた場合には、各生産サイクルに対し、予ブロー圧力を供給するためのスタート点を変更させることができ、および/または、延伸工程の速度を適当に増減させることが可能である。これは、特に、延伸棒が延伸すべきパリソン(1)に進入するときのその都度の進入速度を予め設定することによって行うことができる。
【技術分野】
【0001】
本発明は、熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングした後に、ブロー圧を作用させることによって容器に成形し、該容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定し、制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給し、ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定するようにした、前記容器をブロー成形するための方法に関するものである。
さらに本発明は、熱可塑性材料から容器をブロー成形するための装置であって、パリソンの搬送経路に沿って配置される少なくとも1つの加熱区間と、ブロー成形型を備える少なくとも1つのブローステーションとを有し、前記容器の壁厚を検出するための少なくとも1つのセンサと接続されている制御部が設けられ、該制御部がブロープロセスを制御するパラメータの量を予め設定するための少なくとも1つのアクチュエータを有している前記装置にも関わる。
【背景技術】
【0002】
ブロー圧を作用させることによって容器を成形する場合、熱可塑性材料から成るパリソン、たとえばPET(ポリエチレンテレフタラート)から成るパリソンがブロー成形機内部で種々の加工ステーションへ供給される。典型的には、この種のブロー成形機は加熱装置とブロー装置とを有し、ブロー装置の領域において、予め温度調整されたパリソンは両軸方向へのオリエンテーションによって膨張せしめられて容器が形成される。膨張は、膨張させるパリソン内へ導入される圧縮空気を用いて行われる。パリソンのこの種の膨張時の方法技術的経過に関しては、特許文献1に説明されている。その冒頭で述べられている、加圧状態にあるガスの導入は、成長している容器ブロー内への圧縮空気の導入と、ブロー工程開始時のパリソン内部への圧縮空気の導入をも含んでいる。
【0003】
容器を成型するためのブローステーションの基本構成は、特許文献2に説明されている。パリソンを温度調整するための可能性に関しては特許文献3に説明されている。
【0004】
ブロー成形装置の内部では、パリソンとブロー成形された容器とを種々の操作装置を用いて搬送することができる。特に好ましいのは、パリソンを嵌合させる搬送心棒を使用することである。しかし、パリソンを他の担持装置を用いて操作することもできる。パリソンを操作するための把持やっとこの使用と、保持のためにパリソンの口領域に挿入可能な拡開心棒を使用することも、適用可能な構成に属する。
【0005】
受け渡しホイールを使用した容器の操作は、たとえば特許文献4においては、ブローホイールと搬出区間との間に受け渡しホイールを配置した構成に関し説明されている。
【0006】
すでに説明したパリソンの操作は、一方では、いわゆる2段階方式で行われ、すなわちパリソンをまず射出成形で製造し、次に中間保管し、その後ではじめてその温度に関し調整し、ブロー成形して容器を形成させる。他方、いわゆる1段階方式も適用され、すなわちパリソンを射出成形で製造して十分に固化した直後に適当に温度調整し、ブロー成形する。
【0007】
使用するブローステーションに関しては種々の実施態様が知られている。回転する搬送ホイール上に配置されるブローステーションの場合は、型担持体を本のように頻繁に開閉させる。また、互いに相対的に変位可能な型担持体または他の方式で案内される型担持体を使用することも可能である。ブローステーションが位置固定の場合(容器成形のための複数個のキャビティを受容するのに特に適している)は、典型的には、互いに対を成して配置される板体が型担持体として使用される。
【0008】
加熱を実施する前に、パリソンは、典型的には搬送心棒上に嵌合させられる。搬送心棒は、パリソンをブロー成形機全体にわたって搬送させるか、或いは、加熱装置の領域でのみ周回させる。パリソンの口部が鉛直方向下向きに配向されるようにしてパリソンを立てて加熱する場合、通常パリソンは搬送心棒のスリーブ状保持要素上に差し込まれる。パリソンの口部が鉛直方向上向きに配向されるようにしてパリソンを吊設して加熱する場合には、通常はパリソンを締め付け固定する拡開心棒をパリソンの口部に挿入する。
【0009】
ブロー技術による容器成形を実施する際の主要な課題は、容器壁に所定の材料分布を達成することである。生じる材料分布を予め設定するために受容なパラメータは、ブロー成形前にパリソン内部に実現される熱分布である。
【0010】
熱分布は、典型的には、パリソンの周方向に均一な温度レベルが発生し、且つパリソンの長手方向に温度プロファイルが発生するように実現される。さらに、パリソンの壁の外側から内側へ向けての適当な温度プロファイルの予設定が行われる。基本的な出発点は、パリソンのより低温の領域がブロー成形された容器のより肉厚の壁領域になり、パリソンのより高温の領域がブロー成形の実施の際により強く延伸され、これによってブロー成形された容器の肉薄の壁領域になるということである。
【0011】
パリソンの領域の温度はいわゆるピロメータを用いて測定することができる。ブロー成形された容器の領域での具体的な壁の測定による検出は、たとえば光学的に作動する、または、音波で作動するいわゆる壁厚センサを用いて行うことができる。
【0012】
ブロー成形された容器における材料分布を制御するための他の重要なパラメータは、延伸速度、ブローガス供給に対する延伸工程の時間的関連付け、およびパリソンが容器に膨張する際の圧力の時間的推移である。特に実際のブロー圧の制御は困難である。というのは、ブロー圧を予め設定するための制御弁と膨張すべきパリソンとの間には、異なる管横断面積と流動を制御する絞りとを備えた流動経路があり、さらには、パリソンを容器に成形する際のパリソンの体積増大により、発生する圧力への反作用が生じるからである。他方、延伸棒がパリソン内部へ進入することにより、パリソンの体積が減少する。さらに、個々のパラメータ間で比較的複雑な相互作用があり、ブロー成形される容器内部に実際に発生する材料分布に影響する。
【0013】
パラメータが多数存在することと、これらパラメータ間に相互作用があるために、実際の制御では、実験的に検出され、手動で予め設定された調整量を考慮した制御しか行われない場合がほとんどである。具体的に実現される制御は、典型的には、ブロープロセスの複雑性を十分に考慮していない個々のパラメータに関わるものである。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】独国特許出願公開第4340291号明細書
【特許文献2】独国特許出願公開第4212583号明細書
【特許文献3】独国特許出願公開第2352926号明細書
【特許文献4】独国特許出願公開第19906438号明細書
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の課題は、冒頭で述べた種類の方法において、わずかな機械工学コストで高品質の容器成形とともに、高スループットが得られるように改善することである。
本発明の他の課題は、冒頭で述べた種類の装置において、高スループットと、簡潔な構成と、高品質の生産物とが得られるように構成することである。
【課題を解決するための手段】
【0016】
この課題は、方法においては、ブローガス供給を制御する少なくとも1つのパラメータの量を制御部により調整量として設定すること、パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行うことによって解決される。
【0017】
また、装置においては、アクチュエータがブローガス供給を制御するパラメータの量を予め設定するように構成されていること、制御部が、目標値と実測値との間の制御ずれに依存してパラメータの量を検出するためにブロープロセスのシミュレーションモデルを含んでいることによって解決される。
【0018】
ブローガス供給を制御するパラメータを考慮し、且つシミュレーションモデルによって個々の影響ファクタの相互作用を考慮したブロー工程の制御により、わずかな公差で所定の目標値が維持され、わずかな時間遅延で外乱の除去制御を行うことができるので、品質的に極めて高い容器生産が可能になる。シミュレーションモデルは、特に、ブローガス供給領域での流動横断面積と流動抵抗、発生する圧力、ブローガスの体積流、体積変化(成長する容器ブローと、延伸棒のその都度の位置決めと、たとえばパリソンの温度、パリソンの壁内部での温度分布、ブロー成形型の温度のような他の与えられた影響ファクタに基づいて生じる)を考慮している。基本的には、任意の付加的な影響ファクタをブロー工程のシミュレーションモデルに取り入れることが可能である。
【0019】
容器の壁厚測定を、複数の異なる高さレベルで実施することにより、ブロー成形された容器の高精度の輪郭を達成できる。
【0020】
1つの実施形態によれば、パラメータとしてブロー圧を制御する。
【0021】
同様に、パラメータとして体積流を制御することも可能である。
【0022】
補助的に、ブローガス供給を制御するパラメータに加えて加熱温度を制御することも可能である。
【0023】
加熱温度を、パリソンの少なくとも一部分の長さで制御することによって、制御の可能性が拡大する。
【0024】
前記制御をカスケード制御として実施することによって、整然としたシステム構成が得られる。
【0025】
特に、動力学的特性を考慮して、外部回路で温度を制御し、内部回路でブローガスパラメータを制御するのが合目的である。
【0026】
ブロープロセスのシミュレーションモデルによって少なくとも1つの制御器の制御特性に作用させることによって、順応性のある制御コンセプトが得られる。
【0027】
他の実施態様によれば、ブロープロセスのシミュレーションモデルによって少なくとも1つの制御器の制御器入力部に作用させることも考えられる。
図面には、本発明のいくつかの実施形態が図示されている。
【図面の簡単な説明】
【0028】
【図1】パリソンから容器を製造するためのブローステーションの斜視図である。
【図2】パリソンを延伸し膨張させるブロー成形型の縦断面図である。
【図3】容器をブロー成形するための装置の基本構成を説明するための概略図である。
【図4】加熱容量拡大させた加熱区間の変形実施形態を示す図である。
【図5】互いに重設されている複数個の加熱放射器を備えた加熱要素と付設のパリソンとの横断面図である。
【図6】ブロー成形される容器の壁厚を測定するためのセンサ装置の横断面図である。
【図7】加熱区間とブローホイールとピロメータと壁厚センサとを備えたブロー成形機の基本構成図である。
【図8】パリソンの温度を制御し且つブロー成形される容器の壁厚を制御するための制御コンセプトの説明図である。
【発明を実施するための形態】
【0029】
図1および図2には、パリソン(1)を容器(2)に成形するための装置の基本構成が図示されている。
【0030】
容器(2)を成形するための装置は、ブロー成形型(4)を備えたブローステーション(3)を有し、ブロー成形型(4)にはパリソン(1)を挿入可能である。パリソン(1)はポリエチレンテレフタラートから成る射出成形部材であってよい。ブロー成形型(4)へのパリソン(1)の挿入を可能にし、完成した容器(2)の取り出しを可能にするため、ブロー成形型(4)は型半部分(5,6)と底部部分(7)とを有し、底部部分(7)は昇降装置(8)によって位置決め可能である。パリソン(1)はブローステーション(3)の領域で搬送心棒(9)によって保持されていてよく、搬送心棒(9)はパリソン(1)とともに装置内部の多数の処理ステーションを通過する。しかし、パリソン(1)をたとえばやっとこまたは他の操作手段を介してブロー成形型(4)に直接挿入するようにしてもよい。
【0031】
圧縮空気の供給を可能にするため、搬送心棒(9)の下方には接続ピストン(10)が配置されている。接続ピストン(10)はパリソン(1)に圧縮空気を供給し、同時に搬送心棒(9)に対する密封をも行う。しかし、変形実施形態では、位置固定の圧縮空気供給管を使用するのも基本的に考えられる。
【0032】
パリソン(1)の延伸は、本実施形態の場合、シリンダ(12)によって位置決めされる延伸棒(11)を用いて行う。他の実施形態によれば、延伸棒(11)の機械的位置決めは、ピックオフローラによって付勢されているカムセグメントを介して実施する。カムセグメントの使用は、特に、回転するブローホイール上に多数のブローステーション(3)が配置されている場合に合目的である。
【0033】
図1に図示した実施形態では、延伸システムは、2つのシリンダ(12)のタンデム配置が可能であるように構成されている。延伸棒(11)を、まず一次シリンダ(13)によって、本来の延伸工程を開始する前にパリソン(1)の底部(14)の領域へ移動させる。本来の延伸工程の間、一次シリンダ(13)を走出している延伸棒とともに、一次シリンダ(13)を担持している往復台を用いて、二次シリンダ(16)によって、または、カム制御を介して位置決めする。特に、延伸工程を実施している間にカム軌道に沿って滑動するガイドローラ(17)によって実際の延伸ポジションが設定されるように二次シリンダ(16)をカム制御して使用することが考えられる。ガイドローラ(17)は二次シリンダ(16)によって案内軌道に対し押圧される。往復台(15)は2つの案内要素(18)に沿って滑動する。
【0034】
担持体(19,20)の領域に配置されている型半部分(5,6)を閉じた後、ロック装置(20)を用いて担持体(19,20)相互のロックを行う。
【0035】
パリソン(1)の開口部分(21)の種々の形状に適合させるため、図2によれば、ブロー成形型(4)の領域に別個のスレッドインサート(22)が使用される。
【0036】
図2は、ブロー成形される容器(2)に加えて、破線で示したパリソン(1)と成長中の容器ブロー(23)をも示している。
【0037】
図3は、加熱区間(24)と回転するブローホイール(25)とを備えたブロー成形機の基本構成図である。パリソン(1)はパリソン装入部(26)を起点として受け渡しホイール(27,28,29)から加熱区間(24)の領域へ搬送される。パリソン(1)を温度調整するために、加熱区間(24)に沿って加熱要素(30)とファン(31)とが配置されている。パリソン(1)を十分に温度調整した後、パリソン(1)はブローホイール(25)へ受け渡され、該ブローホイール(25)の領域にはブローステーション(3)が配置されている。ブロー成形を完了した容器(2)は他の受け渡しホイールによって搬出区間(32)に供給される。
【0038】
容器(2)の内部に充填される食料品、特に飲料水の長期使用を保証するような材料特性を容器(2)が有するようにパリソン(1)を容器(2)に成形できるようにするには、パリソン(1)の加熱およびオリエンテーションの際に特殊な方法ステップを維持しなければならない。さらに、特別なサイズ規定を厳守することによって有利な効果を得ることができる。
【0039】
熱可塑性材料として、種々のプラスチックを使用できる。たとえばPET,PENまたはPPを使用可能である。
【0040】
オリエンテーション工程の間のパリソン(1)の膨張は、圧縮空気の供給によって行う。圧縮空気の供給は予ブロー成形段階で行う。予ブロー成形段階ではガス(たとえば圧縮空気)を低圧力レベルで供給し、次の主ブロー成形段階に配分する。主ブロー成形段階ではガスをより高圧で供給する。予ブロー成形段階では、典型的には、10バールないし25バールの範囲の圧力をもった圧縮空気を使用し、主ブロー成形段階の間は、25バールないし40バールの範囲の圧力をもった圧縮空気を供給する。
【0041】
同様に図3からわかるように、図示した実施形態の場合、加熱区間(24)は周回するように延在する多数の搬送要素(33)から形成され、これらの搬送要素(33)はチェーン状に互いに並んで、転向ホイール(34)に沿って案内されている。特に、このチェーン状の配列が実質的に長方形の基本輪郭を張ることが考えられる。図示した実施形態では、加熱区間(24)の、受け渡しホイール(29)および装入ホイール(35)とは逆の側の拡張領域には、1つの比較的大きなサイズの転向ホイール(34)が使用され、受け渡しホイール(29)および装入ホイール(35)に隣接している転向領域には、比較的小さな2つの転向ホイール(36)が使用される。しかし、基本的には任意の他の案内も考えられる。
【0042】
受け渡しホイール(29)と装入ホイール(35)とを互いに可能な限り密に配置するには、図示した配置が特に合目的である。というのは、加熱区間(24)の対応する拡張領域には3つの転向ホイール(34,36)が位置決めされており、すなわち加熱区間(24)の直線延在部分への移行領域にはより小さな転向ホイール(36)が設けられ、受け渡しホイール(29)および装入ホイール(35)への直接の移行領域にはより大きな転向ホイール(34)が設けられている。チェーン状の搬送要素(33)を使用する代わりに、たとえば回転する加熱ホイールを使用することも可能である。
【0043】
容器(2)のブロー成形が完了した後、容器は取り出しホイール(37)によってブローステーション(3)の領域から取り出され、受け渡しホイール(28)と搬出ホイール(38)とを介して搬出区間(32)へ搬送される。
【0044】
図4に図示した加熱区間(24)の変形実施形態では、より多数の加熱要素(30)が設けられていることにより、単位時間当たりより多量のパリソン(1)を温度調整することができる。ここではファン(31)は冷却空気通路(39)内へ冷却空気を送り込む。冷却空気通路(39)は付設の加熱要素(30)にそれぞれ対向しており、排流穴を介して冷却空気を放出する。排流方向を設定することにより、冷却空気の流動方向は実質的にパリソン(1)の搬送方向に対し横方向に実現される。冷却空気通路(39)は、加熱要素(30)に対向している表面の領域に、加熱放射線のためのリフレクタを有していてよく、また、放出された冷却空気によって加熱要素(30)の冷却を実現することも可能である。
【0045】
図5は1つの加熱要素(30)の概略図である。加熱要素(30)は互いに重設されている多数の放射加熱器(41)を備えている。放射加熱器(41)を使用すると、パリソン(1)の長手軸線(42)の方向に所定の温度プロファイルを発生させることが可能である。延伸工程を実施する場合、パリソン(1)の延伸領域(43)は実質的に両軸方向にオリエンテーションされる。
【0046】
図6は、容器(2)の壁厚を検出するために互いに積層配置されている複数個のセンサ(45)を備えた測定装置(44)の概略図である。パリソン(1)の延伸領域(43)は、延伸・ブロー成形工程の結果、容器(2)のオリエンテーション領域(46)に変形されている。パリソン(1)の延伸領域(43)は出発長さ(47)有し、容器(2)のオリエンテーション領域(46)は生産長さ(48)を備えている。生産長さ(48)と出発長さ(47)の商は、実現延伸率である。
【0047】
容器(2)は容器長手軸線(49)を有し、その方向に複数個のセンサ(45)が直列に配置されている。センサ間隔(50)は加熱放射器間隔(51)と前記延伸率との積から得られる。
【0048】
図7は、ブロー成形機(52)を、図3の図示に比べて著しく簡潔に示した構成図である。パリソン(1)の温度を検出するための温度センサ(53)がパリソン(1)の搬送方向において加熱要素(30)の後方に位置するように加熱区間(24)の領域に配置されているのが認められる。有利には、パリソン(1)の壁内部で熱平衡工程を実施した後の温度検知を可能にするため、温度センサ(53)はブローホイール(25)に可能な限り密に配置されている。温度センサ(53)としてはたとえばパイロメータを使用できる。特に、パリソン(1)の温度プロファイルを検知するために、複数個の温度センサ(53)をパリソン(1)の長手軸線(42)の方向に積層して配置することが可能である。特に有利なのは、個々の加熱放射器(41)のダイレクト制御を実施できるように、複数個の温度センサ(53)をそれぞれ加熱放射器(41)の高さレベルに位置決めすることである。
【0049】
図7には、容器(2)の壁厚を検出するための測定装置(44)の配置も図示されている。測定装置(44)は、たとえば、ブロー成形した容器(2)をブローホイール(25)の領域から搬出させる取り出し装置(54)の領域に配置することができる。
【0050】
図8は、外部制御回路内にある加熱要素(30)または加熱放射器(41)をコントロールし、内部制御回路内でのブローガス供給に関わるパラメータをコントロールするコントロールシステムの図である。このコントロールシステムはカスケード制御として構成されている。外部制御回路は、ブローステーション(3)の背後で、測定装置(44)を介して容器(2)の壁厚を少なくとも1つの所定水平レベルで検出して、これを実測値として壁厚制御器(55)の入力部に供給する。壁厚制御器(55)に対するダイレクトな入力値は、所定壁厚と実測壁厚との間の制御差である。壁厚制御器(55)の出力値は、内部温度制御回路のための目標値を提供する。
【0051】
温度制御器(56)には、ダイレクトな制御値として、壁厚制御器(55)の出力値と温度センサ(53)によって検出した所定高さレベルでのパリソン(1)の温度値との間の差が供給される。典型的には、加熱放射器(41)のそれぞれに、図8に図示した制御構成が付設されている。
【0052】
図8に図示したカスケード制御装置の最も内側の、よって最速の制御回路は、1個または複数個のブローガス制御器(57)を含んでいる。ブローガス制御器(57)は、たとえばブローガスの圧力および/または体積流を制御するように構成されている。ブローガス制御器(57)には、実測値として、センサ(58)から提供される実測値とその都度制御されるブローガスパラメータとの制御差が提供される。ブローガスパラメータは付設の制御区間(59)の出力値として生じるものである。
【0053】
有利には、制御差を少なくするため、制御器(55,56,57)のうちの少なくとも1つは積分動作方式で構成されている。制御態様に関わる変形実施形態によれば、制御は、パリソン(1)または容器(2)の搬送距離の長さに基づいたコントロールシステムのデッドタイム挙動を考慮する。この場合、搬送速度に依存して制御量変更時点と出力量変更時点との間に既知の遅延があることが考慮される。
【0054】
図8に図示したカスケード状制御コンセプトの実施形態の代わりに、他の任意の制御構成を実現してもよい。カスケード状制御構成の場合は、内部回路で高速に変化するプロセスパラメータを制御し、外部回路で観測に変化するプロセスパラメータを制御するのが合目的である。
【0055】
センサ(44,53,58)から提供される測定値のうちの少なくとも1つはプロセスモデル(60)に供給される。プロセスモデル(60)はさらに、ブロープロセスに関する付加的な測定情報を考慮するために、1個または複数個のセンサ入力部(61)を有している。プロセスモデルはさらに1個または複数個のモデル出力部(62)を有し、該モデル出力部(62)は制御動作に影響を与えることができる。1つの実施形態によれば、このモデル出力部(62)を介して制御器(55,56,57)のうちの少なくとも1つの制御器の制御特性が変化せしめられる。他の実施形態によれば、これとは択一的に、またはこれに加えて、モデル出力部(62)を介して制御器(55,56,57)のうちの少なくとも1つの制御器の入力値を制御することも考えられる。この制御はたとえばセンサ(44,53,58)によって生じる制御に加えて行うことができる。同様に、センサ(44,53,58)の信号の少なくとも1つの代わりに、モデル出力部(62)の値を使用することも可能である。プロセスモデル(60)はシミュレーションモデルを形成している。
【0056】
プロセスモデル(60)は、制御を実施する際に個々のプロセスパラメータ間の複雑な関係を考慮することを可能にする。特に遅延、デッドタイム、非線形性を考慮することができる。さらにプロセスモデル(60)は、ダイレクトな測定検出から取り出されるプロセス量または高コストの測定でしか検出できないようなプロセス量を制御に導入することをも可能にする。
【0057】
容器製造の制御は、たとえば、ブロー圧力に対し予め設定された圧力推移をベースにして行うことができる。測定値をシミュレーションによって得られる値と比較して、測定検出したパラメータのうちの少なくとも1つにおいてずれが認められた場合には、各生産サイクルに対し、予ブロー圧力を供給するためのスタート点を変更させることができ、および/または、延伸工程の速度を適当に増減させることが可能である。これは、特に、延伸棒が延伸すべきパリソン(1)に進入するときのその都度の進入速度を予め設定することによって行うことができる。
【特許請求の範囲】
【請求項1】
熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングした後に、ブロー圧を作用させることによって容器に成形し、該容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定し、制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給し、ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定するようにした、前記容器をブロー成形するための方法において、
ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定すること、
前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行うこと、
を特徴とする方法。
【請求項2】
前記容器(2)の壁厚測定を、複数の異なる高さレベルで実施することを特徴とする、請求項1に記載の方法。
【請求項3】
パラメータとしてブロー圧を制御することを特徴とする、請求項1または2に記載の方法。
【請求項4】
パラメータとして体積流を制御することを特徴とする、請求項1または2に記載の方法。
【請求項5】
ブローガス供給を制御する前記パラメータに加えて加熱温度を制御することを特徴とする、請求項1から4までのいずれか一つに記載の方法。
【請求項6】
前記加熱温度を、前記パリソン(1)の少なくとも一部分の長さで制御することを特徴とする、請求項5に記載の方法。
【請求項7】
前記制御をカスケード制御として実施することを特徴とする、請求項1から6までのいずれか一つに記載の方法。
【請求項8】
外部回路で温度を制御し、内部回路でブローガスパラメータを制御することを特徴とする、請求項7に記載の方法。
【請求項9】
前記ブロープロセスの前記シミュレーションモデルによって少なくとも1つの制御器の制御特性に作用させることを特徴とする、請求項1から8までのいずれか一つに記載の方法。
【請求項10】
前記ブロープロセスの前記シミュレーションモデルによって少なくとも1つの制御器の制御器入力部に作用させることを特徴とする、請求項1から8までのいずれか一つに記載の方法。
【請求項11】
熱可塑性材料から容器をブロー成形するための装置であって、パリソンの搬送経路に沿って配置される少なくとも1つの加熱区間と、ブロー成形型を備える少なくとも1つのブローステーションとを有し、前記容器の壁厚を検出するための少なくとも1つのセンサと接続されている制御部が設けられ、該制御部がブロープロセスを制御するパラメータの量を予め設定するための少なくとも1つのアクチュエータを有している前記装置において、
前記アクチュエータがブローガス供給を制御するパラメータの量を予め設定するように構成されていること、
前記制御部が、目標値と実測値との間の制御ずれに依存して前記パラメータの量を検出するためにブロープロセスのシミュレーションモデルを含んでいること、
を特徴とする装置。
【請求項12】
複数個のセンサ(45)が互いに異なる高さレベルで配置されていることを特徴とする、請求項11に記載の装置。
【請求項13】
前記制御部が圧力制御のために構成されていることを特徴とする、請求項11または12に記載の装置。
【請求項14】
前記制御部が体積流制御のために構成されていることを特徴とする、請求項11または12に記載の装置。
【請求項15】
ブローガス供給を制御する前記パラメータの制御に加えて、前記パリソン(1)に対する加熱温度を制御することを特徴とする、請求項11から14までのいずれか一つに記載の装置。
【請求項16】
加熱制御部が前記パリソン(1)の長手方向で温度プロファイルを生成させるように構成されていることを特徴とする、請求項15に記載の装置。
【請求項17】
前記制御部がカスケード制御部として構成されていることを特徴とする、請求項11から16までのいずれか一つに記載の装置。
【請求項18】
前記カスケード制御部が、ブローガス供給を制御する前記パラメータを制御するための内部回路と、前記パリソン(1)の加熱時に温度制御するための外部回路とを有していることを特徴とする、請求項17に記載の装置。
【請求項19】
前記シミュレーションモデルが、少なくとも1つの制御器特性を制御するための少なくとも1つの出力部を有していることを特徴とする、請求項11から18までのいずれか一つに記載の装置。
【請求項20】
前記シミュレーションモデルが、少なくとも1つの制御器入力部を制御するための少なくとも1つの出力部を有していることを特徴とする、請求項11から18までのいずれか一つに記載の装置。
【請求項1】
熱可塑性材料から成るパリソンを、ブロー成形型内部の加熱区間の領域で搬送経路に沿って熱コンディショニングした後に、ブロー圧を作用させることによって容器に成形し、該容器のブロー成形に引き続いて該容器の少なくとも1つの高さレベルで該容器の壁厚を測定し、制御部に、目標値として前記壁厚に対する予設定値を供給し、実測値として測定壁厚を供給し、ブロープロセスを制御する少なくとも1つのパラメータの量を、前記目標値と前記実測値との間の差に依存して前記制御部により設定するようにした、前記容器をブロー成形するための方法において、
ブローガス供給を制御する少なくとも1つのパラメータの量を前記制御部により調整量として設定すること、
前記パラメータの量の設定を、前記制御部内で実施されるブロープロセスのシミュレーションモデルに基づいて行うこと、
を特徴とする方法。
【請求項2】
前記容器(2)の壁厚測定を、複数の異なる高さレベルで実施することを特徴とする、請求項1に記載の方法。
【請求項3】
パラメータとしてブロー圧を制御することを特徴とする、請求項1または2に記載の方法。
【請求項4】
パラメータとして体積流を制御することを特徴とする、請求項1または2に記載の方法。
【請求項5】
ブローガス供給を制御する前記パラメータに加えて加熱温度を制御することを特徴とする、請求項1から4までのいずれか一つに記載の方法。
【請求項6】
前記加熱温度を、前記パリソン(1)の少なくとも一部分の長さで制御することを特徴とする、請求項5に記載の方法。
【請求項7】
前記制御をカスケード制御として実施することを特徴とする、請求項1から6までのいずれか一つに記載の方法。
【請求項8】
外部回路で温度を制御し、内部回路でブローガスパラメータを制御することを特徴とする、請求項7に記載の方法。
【請求項9】
前記ブロープロセスの前記シミュレーションモデルによって少なくとも1つの制御器の制御特性に作用させることを特徴とする、請求項1から8までのいずれか一つに記載の方法。
【請求項10】
前記ブロープロセスの前記シミュレーションモデルによって少なくとも1つの制御器の制御器入力部に作用させることを特徴とする、請求項1から8までのいずれか一つに記載の方法。
【請求項11】
熱可塑性材料から容器をブロー成形するための装置であって、パリソンの搬送経路に沿って配置される少なくとも1つの加熱区間と、ブロー成形型を備える少なくとも1つのブローステーションとを有し、前記容器の壁厚を検出するための少なくとも1つのセンサと接続されている制御部が設けられ、該制御部がブロープロセスを制御するパラメータの量を予め設定するための少なくとも1つのアクチュエータを有している前記装置において、
前記アクチュエータがブローガス供給を制御するパラメータの量を予め設定するように構成されていること、
前記制御部が、目標値と実測値との間の制御ずれに依存して前記パラメータの量を検出するためにブロープロセスのシミュレーションモデルを含んでいること、
を特徴とする装置。
【請求項12】
複数個のセンサ(45)が互いに異なる高さレベルで配置されていることを特徴とする、請求項11に記載の装置。
【請求項13】
前記制御部が圧力制御のために構成されていることを特徴とする、請求項11または12に記載の装置。
【請求項14】
前記制御部が体積流制御のために構成されていることを特徴とする、請求項11または12に記載の装置。
【請求項15】
ブローガス供給を制御する前記パラメータの制御に加えて、前記パリソン(1)に対する加熱温度を制御することを特徴とする、請求項11から14までのいずれか一つに記載の装置。
【請求項16】
加熱制御部が前記パリソン(1)の長手方向で温度プロファイルを生成させるように構成されていることを特徴とする、請求項15に記載の装置。
【請求項17】
前記制御部がカスケード制御部として構成されていることを特徴とする、請求項11から16までのいずれか一つに記載の装置。
【請求項18】
前記カスケード制御部が、ブローガス供給を制御する前記パラメータを制御するための内部回路と、前記パリソン(1)の加熱時に温度制御するための外部回路とを有していることを特徴とする、請求項17に記載の装置。
【請求項19】
前記シミュレーションモデルが、少なくとも1つの制御器特性を制御するための少なくとも1つの出力部を有していることを特徴とする、請求項11から18までのいずれか一つに記載の装置。
【請求項20】
前記シミュレーションモデルが、少なくとも1つの制御器入力部を制御するための少なくとも1つの出力部を有していることを特徴とする、請求項11から18までのいずれか一つに記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2012−508658(P2012−508658A)
【公表日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2011−535866(P2011−535866)
【出願日】平成21年9月7日(2009.9.7)
【国際出願番号】PCT/DE2009/001267
【国際公開番号】WO2010/054610
【国際公開日】平成22年5月20日(2010.5.20)
【出願人】(509017365)カーハーエス コーポプラスト ゲーエムベーハー (15)
【Fターム(参考)】
【公表日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成21年9月7日(2009.9.7)
【国際出願番号】PCT/DE2009/001267
【国際公開番号】WO2010/054610
【国際公開日】平成22年5月20日(2010.5.20)
【出願人】(509017365)カーハーエス コーポプラスト ゲーエムベーハー (15)
【Fターム(参考)】
[ Back to top ]