
容器を製造及び処理する方法、容器を処理するシステム及びプラスチック容器を処理する方法
【課題】液体の高温充填と容器の搬送を効率的に行う方法を提供する。
【解決手段】パリソンをブロー成形して、基部と外部に突出する突起とを有する容器本体を形成する。容器本体を形成した後、突起を反転させて内部に突出させる。突起を反転させた後、容器本体を運搬する。その後、外向きの力で容器本体の突起を再配置する。次に、容器本体を製品で充填し、充填された容器本体を封止して、充填及び封止がなされた容器本体を形成する。次に、充填及び封止がなされた容器本体内に真空を生じさせた後、突起を充填及び封止がなされた容器本体内に押し込む。このとき、基部が、実質的に平面状の起立したリングを備え、容器本体が、運搬するステップの間、実質的な平面上に置かれ、容器本体が、突起を容器内に押し込むステップの後、実質的な平面上に、起立したリングで支持される。
【解決手段】パリソンをブロー成形して、基部と外部に突出する突起とを有する容器本体を形成する。容器本体を形成した後、突起を反転させて内部に突出させる。突起を反転させた後、容器本体を運搬する。その後、外向きの力で容器本体の突起を再配置する。次に、容器本体を製品で充填し、充填された容器本体を封止して、充填及び封止がなされた容器本体を形成する。次に、充填及び封止がなされた容器本体内に真空を生じさせた後、突起を充填及び封止がなされた容器本体内に押し込む。このとき、基部が、実質的に平面状の起立したリングを備え、容器本体が、運搬するステップの間、実質的な平面上に置かれ、容器本体が、突起を容器内に押し込むステップの後、実質的な平面上に、起立したリングで支持される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に容器を製造及び処理する方法、容器を処理するシステム及びプラスチック容器を処理する方法であって、特に、高温(hot:ホット)充填用の突起付きの容器を充填し、蓋締めし、かつ冷却するプロセスに関し、より詳細には、充填プロセス中容器の外側へ突出することができ、かつ充填容器が生産ラインから除去される前に容器の内側へ反転される突起を有する、高温充填容器を充填し、蓋締めをし、かつ冷却する、容器を製造及び処理する方法、容器を処理するシステム及びプラスチック容器を処理する方法に関する。
【背景技術】
【0002】
公知のブロー成形容器は、通常プラスチックで構成され、かつ加熱および冷却の結果として、容器内の圧力および体積の内部変化に順応しつつ容器の完全さを補強するフレックスパネルを採用している。このことは、高温充填可能容器、あるいは充填工程中に、高温の(または温い)製品(hot products:ホットプロダクト)が注入され、蓋締めされ、かつ室温まで冷却されて充填製品(filled product:フィルドプロダクト)を周囲室温まで冷却することができる容器に特に当てはまる。そのような容器は、グラハム・パッケージング・カンパニー(Graham Packaging Company)に譲渡された米国特許第6,298,638号明細書(下記特許文献1)、同第6,439,413号明細書(下記特許文献2)、および同第6,467,639号明細書(下記特許文献3)に開示され、そのすべての開示内容を、本明細書で参照することによって援用する。
【0003】
ガラス容器を連想させる必要な強度を得るために、プラスチックで構成される公知の高温充填容器には、該容器を形成するパネルを囲む突出リブ構造が形成される傾向にある。突出リブ構造は、プラスチックでブロー成形される容器の強度の改良を図れるが、結果として、軽量の、ブロー成形された、パネルおよび突出リブ構造を持つ容器は、ガラス容器に望まれる平滑すなわち滑らか(smooth)でつやのある或いはすべすべした(sleek:スリーク)な外観を損なっている。よって、ガラス容器を厳密にシミュレートし、かつガラス容器を連想する平滑な外観を達成する高温充填可能なブロー成形容器、およびそれを充填し、蓋締めし、かつ冷却するプロセスが必要とされる。
【0004】
強度用の突出リブ構造を有することに加えて、公知の高温充填プラスチック容器は、真空補償のための長方形のパネルを有する傾向にある。例えば、従来の高温充填容器には、その大きさに依存するが、6個の真空パネルまたはフレックスパネルを設けて、各真空パネル間の剛性の構造柱すなわちリブで、高温充填製品を冷却したことにより、生じた真空を吸収(take up:テイクアップ)してもよい。突出リブ構造およびパネルに紙ラベルで被覆して、プラスチック容器の美的外観あるいは全体的な外観を改良することは、従来において公知である。したがって、ラベルに対する支持を行うために、このような容器のパネルには、さらなる突出構造が設けられている。このように、高温充填容器には、高温充填された固体製品がそこからは容易に除去されない多くの凹部および隅部が設けられている。または、高温充填製品が、その後容器を氷中に置くことによって冷却される場合には、突出構造を持つパネルを被覆するラベルは、凹状パネル内に水を閉じ込め、その結果、容器を氷から取り出した後に、水が流出することになる。よって、先行技術の欠点を克服するために、構造上の幾何学的形状とは比較的あるいは完全にかかわりあいのない(free of structural geometry)、より平滑な側面を持つ高温充填用プラスチック容器が、望まれている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第6,298,638号明細書
【特許文献2】米国特許第6,439,413号明細書
【特許文献3】米国特許第6,467,639号明細書
【特許文献4】米国特許第6,375,025号明細書
【特許文献5】米国特許第5,392,937号明細書
【特許文献6】米国特許第6,390,316号明細書
【特許文献7】米国特許第5,598,941号明細書
【発明の概要】
【課題を解決するための手段】
【0006】
三段階のシステムは、従来の食物または飲物システムを通して高温充填されかつ冷却された後、その構造的な完全さを保持する簡略化(または単純化)された(simplified)ブロー成形容器を利用している。すなわち、本発明による簡略化された容器は、液体または一部固体製品等の、高温製品を充填できる容器であって、その側壁の少なくとも一部分が比較的平滑な容器であり、この容器は、多数の容器を、互いの頂部上に積み重ねて得た堆積が丈夫である状態に、積み重ねることができように、必要な強度を保持している。比較的平滑な面は、構造リブ、リブレット、または真空パネル等の構造幾何学的な形態には、比較的あるいは全く束縛されない。さらに、簡略化されたブロー成形容器は、真空包装の特性、および加熱および冷却に起因する圧力および体積の内部変化に順応する能力を依然として保持している。すなわち、簡略化された容器は、単独で真空を吸収(take up:テイクアップ)する反転可能な一つの主突起すなわち出っ張り部(a main invertible projection)を採用してもよく、または、簡略化された容器は、容器の実質的な部分に、例えばラベル配置のために適度な平滑性を与えながら、真空を吸収する少数の主突起を有してもよい。或いは、容器の大きさに依存するが、主反転可能突起を補充するための小型真空パネルを使用して、結果として発生する真空を除去して冷却された容器の外観を仕上げてもよい。従来の容器と違って、真空パネル間の構造リブは、容器本体の実質的な部分が比較的平滑である簡略化された容器には必要ではない。
【0007】
まず第一に、例えば、容器の基部(base:ベース)から突出するまたは出っ張っている(extending)、ほぼ多角形、円形、または長円形の突起付きの容器がブロー成形される。ほぼ多角形、円形、または長円形の突起は、容器の肩部から、あるいは容器の他の領域から突出してもよい。容器がブロー成形作業(又は動作)(operation:オペレーション)を終わる(exit:イグジット)前に、突起が容器の基部から突出するすなわち出っ張っている場合には、突起を、容器内に反転させすなわち凹ませ(invert)て、ブロー成形容器の基部面(ベース面:base surface)を、容器が、転倒することなくテーブルトップ上で容易に搬送されうるように、比較的平らにしてもよい。
【0008】
次の段階では、ブロー成形容器を、ロボットアーム等によってつまみ上げ、かつその首部で支持される生産ラインコンベヤ内に配置してもよい。機械的作業(又は動作)(operation:オペレーション)によって、ロッドを、容器の首部に挿入して、反転している突起を容器の外側へ押し返して、高温充填製品を収容するのに必要な体積を増加させるとともに、冷却中の温度変化による圧力変動に適応させる。或いは、圧縮空気または他の圧力を使用して、容器の外側へと反転している突起を押し返してもよい。突起が容器の外側に突出している状態で、容器に、高温製品を充填し、蓋締めし、かつ冷却作業(又は動作)(operation)に移す。充填および蓋締め作業中は、容器をその首部で支持するので、本発明による工程によれば、充填されかつ蓋締めされている間に、容器の制御を最大限行うことができる。
【0009】
動作工程の第3段階は、充填済みでかつ蓋締めされた容器を、異なるレーンに分割してもよく、その場合には、容器を、高温充填製品の冷却用の冷却器に入れる前に、ラックまたはバスケットに置いてもよい。ロボットアームで、容器から張り出している突起付きの、充填されかつ蓋締めされた容器を持ち上げて、ラックまたはバスケットまで移動させることも想定される。突起が容器の基部から突出している場合には、バスケットまたはラックには、突起を受けかつ/または容器が直立するのを可能にする開口部を設けておく。次に、容器充填バスケットまたはラックは、高温充填容器の温度を室温にすべき冷却システムを通して搬送される。
【0010】
容器内の高温充填製品が、室温まで冷却されると、高温製品が容器の一部分にいったん充填された領域に真空が生じるので、容器は変形する。したがって、もはや、容器から突出する突起によって体積を増加させる必要性がない。さらに、冷却され、歪んだ容器を、本来の容器の美的な形状に改良する必要がある。従って、容器を適所に保持しながら、突出している突起を押すことによって容器内の突起を反転すなわち凹んだ状態(inverted state)にするアクチベータを用いて、製品のクールダウン収縮の後に得られる所望の美的形状に、容器を戻すことが可能である。この反転状態は、ブロー成形作業を退出する前に達成されるのと同じ反転状態であってもよい。
【0011】
本発明の一実施形態によれば、アクチベータは、ほぼ多角形の突起または円形の突起を有する比較的平らな材料片であってもよい。これらの突起は、この材料片から、容器の突起を受けるバスケットの開口部に対応する間隔で、突出している。アクチベータは、バスケットの一横列の容器の突起を反転することができるパネルであってもよい。または、アクチベータは、バスケット全体の突起付きの容器を、アクチベータを一回上方へ動かすことによって、反転させることができるように、数列の横列(rows:ローズ)の多角形の突起または円形の突起を有してもよい。前述の実施形態では、容器の基部から突出している突起を反転させるためのアクチベータにつき説明しているが、容器の肩部または他の領域から突出している突起を反転させるための他のアクチベータも想定される。アクチベータパネルは、重プラスチック(heavy plastic:ヘビープラスチック)、金属、または木材で構成できる。突出している突起を反転させる動作は、冷却作業によって生じる真空の空間(space:スペース)を吸収し、かつ冷却された、製品充填済みの容器に必要な全ての真空補償を提供する。
【0012】
本発明は、より重いガラス容器と類似の平滑な外観を有するプラスチックのブロー成形容器に対して長い間必要であると感じてきたことを満足している。
【0013】
高温製品が充填されるべき簡略化されたプラスチック容器を製造するシステムは、次のステップを含んでいる。すなわち、パリソン(parison)をブロー成形して、首部、基部、該容器本体の内側を囲んでいる平滑側面、および容器から突出した突起を有する容器本体を形成するステップと、生産ラインにおいて、容器本体を高温製品で充填するステップと、生産ラインの次の作業(operation:オペレーション)において、充填容器本体の首部をキャップで蓋締めするステップと、高温製品が充填された容器本体を冷却するステップと、充填済みでかつ冷却された容器本体が比較的平らとなるように、冷却された容器本体から突出している突起を、容器本体の内部に押し込むステップとを含む。突起が容器の基部から突出する場合には、この反転すなわち凹ませたことによって、その基部で容器本体の搬送が可能となる。
【0014】
好ましい実施形態のさらなる目的および利点、ならびに構造および機能は、明細書の記載、図面、および実施例の考察から明らかとなろう。
【0015】
本発明の上記の点および他の特徴および利点は、添付の図面に示されているような、本発明のより好ましい実施形態の以下のより詳細な説明から明らかとなる。図中、同じ参照番号は、一般に、同一の、機能的に類似した、および/または構造的に類似した要素を示している。
【図面の簡単な説明】
【0016】
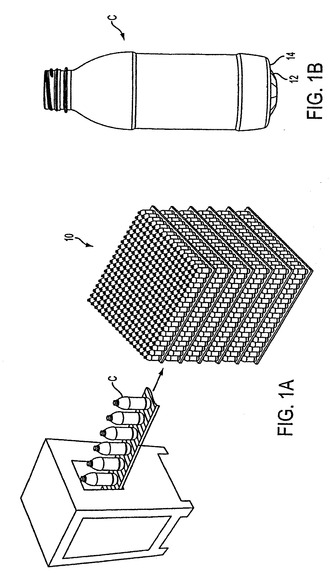
【図1】1Aはブロー成形作業から出てきた、本発明による容器を概略的に示す図、1Bは本発明による平滑面を持つプラスチックのブロー成形容器の一実施形態を示す図である。
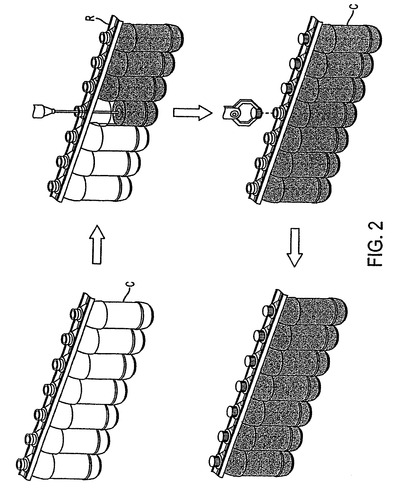
【図2】充填されかつ蓋締めされている容器を概略的に示す図である。
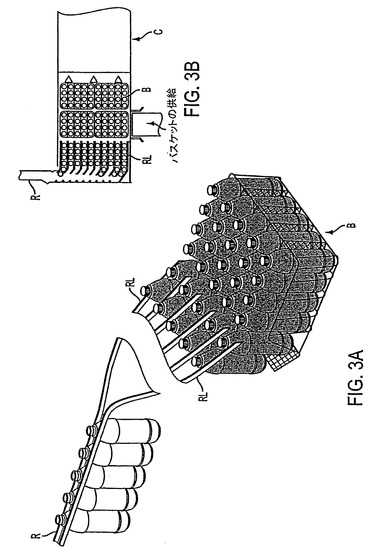
【図3】本発明による、冷却作業のためのバスケットまたはラックへの容器の好適なチャネリング(channeling)を示す図である。
【図4】本発明による冷却器におけるラックに載せられた容器の好適なフローを示す図である。
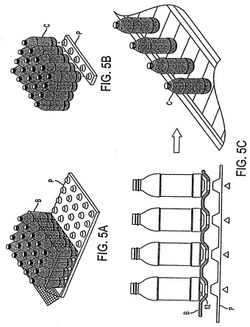
【図5】本発明による活性化作業の一実施形態を概略的に示す図である。
【図6】本発明による活性化作業の後、冷却作業を出る容器の好適な実施形態を概略的に示す図である。
【図7】単一容器を、本発明による容器保持装置と組み合わせる好適な取扱システムの概略的平面図である。
【図8】図7の取扱システムの表面正面図である。
【図9】アクチュエータの移動を示す、図8の取扱システムの組み合わせ部分の一部の展開正面図である。
【図10】本発明の取扱システムの活性化部分の第2実施形態の概略的平面図である。
【図11】図10の取扱システムの活性化部分の詳細平面図である。
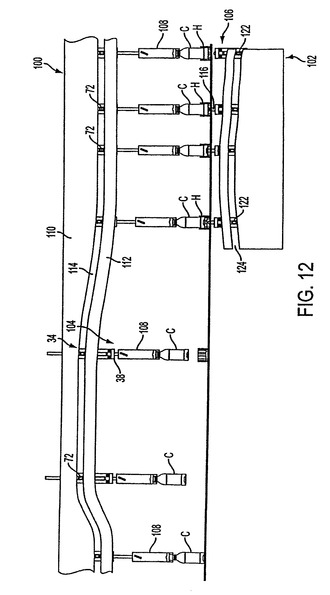
【図12】容器の活性化および容器保持装置からの容器の除去を示す、図10の活性化部分の一部の展開正面図である。
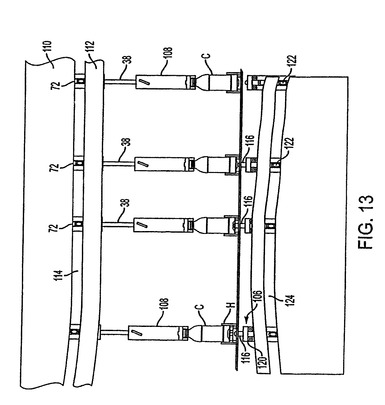
【図13】図12の活性化部分の一部の拡大図である。
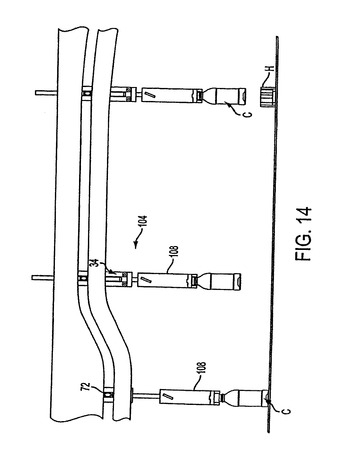
【図14】図12の容器保持器除去部の拡大図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態につき、詳細に説明する。実施形態を説明するにあたり、説明が明瞭となるように、具体的な用語を使用している。しかしながら、本発明を、そのように選択された特定の用語に限定する意図はない。特定の具体的な好適な実施形態につき説するが、これは例示の目的のためにのみなされていることを理解されたい。当業者は、他の部品および構成が、本発明の精神および範囲を逸脱することなく用いられうることを認識されよう。本明細書で引用されるすべての参照文献を、たとえ各々が個別に組み込まれたものであっても、参照することによって援用する。
【0018】
図1Aに概略的に示しているように、ブロー成形または二次成形(forming:フォーミング)作業において形成される容器Cを、該容器が単独で立つことができるように基部すなわちベースの形態を設定した状態で、該ブロー成形作業工程から退出することができる。すなわち、その内部を囲んでいる比較的平滑な側面を持つ容器を、突起が平滑側面を持つ容器の基部から突出させた形態で、ブロー成形してもよく、そしてブロー成形容器がブロー成形作業を退出する前に、容器の基部面を、テーブルの上面に載せた態様(table top manner)で容易に搬送することができるように、基部の突起を容器の内部側へと反転させてもよい。図1に示すように、ブロー成形容器を、各ラックが480本のボトルまたは容器を搬送するように、例えば24縦列および20横列のパレットまたは輸送容器10上に置いてもよい。反転されたブロー成形突起を、別の容器の終端すなわち首領域が、反転されたブロー成形突起内にしっかりと静置することができるように、設計することができる。その結果、容器を保持するパレットを積層して、充填容器を充填し、蓋締めし、次に冷却する作業へ、より容易に運搬することができる。
【0019】
図1Bに示すように、ブロー成形容器は、外側は、滑らかな円筒状体にすることが出来、容器側で従来必要であると考えられていた真空圧縮パネルを具えていない。この真空圧縮パネルは、容器のつやのある外観を損ないかつ製品または冷たい水を集めるための凹部を提供するものである。これらのブロー成形容器を、好ましくは、熱可塑性ポリエステル樹脂、例えばPET(ポリエチレンテレフタレート)等のプラスチック、またはPP(ポリプロピレン)およびPE(ポリエチレン)等のポリオレフィンでつくる。各容器を、ブロー成形し、かつ初期ブロー成形工程の期間中に、その基部から突出する、ほぼ多角形、円形、または長円形の突起12が形成される。好適な実施形態では、容器の比較的平滑な側面を、容器の中央部でわずかに細く(taper:テーパ)して、ラベルを配置すべき領域を設けてもよい。そのようなブロー成形容器の他の実施形態では、例えばラベルを容器上に印刷する場合には、平滑な側面に、わずかに窪んだ領域を形成しなくてもよい。或いは、比較的平滑な表面には、装飾特性(例えば、テクスチャ)をもたせてもよい。
【0020】
より大きい容器(例えば、64オンス)の場合、容器には、容器の円筒本体(cylindrical body)の一部分上に、グリップパネルを形成してもよい。したがって、出願人は、円筒本体の実質的な部分は、構造上の幾何学的な形状とは比較的あるいは完全にかかわりのない、簡略化された容器を想定している。反転可能な突起を、容器の基部に形成してもよい。反転可能な突起で、真空の大部分を吸収して、冷却された高温充填容器にその美的外観をもたらしてもよい。小型または補足的真空パネルは、より大きな容器内の真空の除去を完了するために必要であると想定される。これらの小型または補足的真空パネルは、グリップパネルに組み込まれてもよいし、あるいはラベルの位置決めに干渉しない領域に組み込まれてもよい。
【0021】
グリップパネルは、例えば、米国特許第6,375,025号明細書(上記特許文献4);同第5,392,937号明細書(上記特許文献5);同第6,390,316号明細書(上記特許文献6);および同第5,598,941号明細書(上記特許文献7)に開示されている。これら先行技術に開示されているグリップパネルの多くは、真空レリーフまたはフレックスパネルとして役立つこともある。本発明を利用すると、グリップパネルが、真空レリーフパネルの役目を果たす必要がなく、よってデザイン(design)を簡略化してもよい。すなわち、フレックスパネルに関連するリブ構造を不要としてもよく、あるいはラベルパネル支持リブを、減らしてもあるいは省いてもよい。当業者は、本発明で使用するために、公知のグリップパネルを変更あるいは単純化することができる。
【0022】
本発明の一実施形態によれば、ブロー成形容器の基部は、平滑側面のテーパ付き領域に隣接して反転あるいは起立しているリング14を有し、そして、かつこの反転リング内では、ほぼ基部の中央から突出するほぼ平滑な突起12がある。突起12の大きさおよび形状は、ブロー成形作業中に形成される容器の大きさおよび形状、ならびに収容された製品の収縮特性によって決まる。ブロー作業から離れる前に、突起を、容器の内側に押し込んで、容器の基部のところを比較的平らな表面にし、または容器のための安定な基部にしてもよい。ブロー成形容器の基部から突出する突起12のこの反転を、空気または機械手段によって達成してもよい。
【0023】
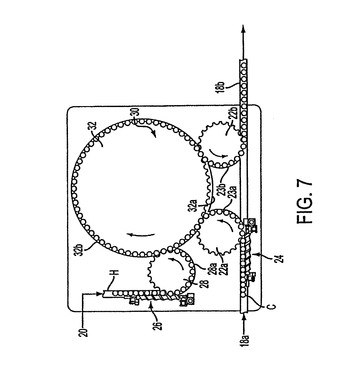
このようにして、図7に最もよく示してあるように、容器Cを、容器保持装置と容器とを組み合わせる組合せシステムまで単独で搬送することができる。図7の組合せシステムは、容器給送(in-feed:インフィード)部18a、および容器保持装置給送部20を含む。以下において十分説明するが、このシステムは、それら容器の底面だけで支持されることができない、突出した底部を持つ容器を安定させる一つの方法であるかもしれない。容器給送部18aは、容器Cをフィードイン(feed-in)ホイール22aに合体させるために適当な間隔で容器を供給しかつ離間させる供給スクロールアセンブリ24を含む。ホイール22aは、容器を主タレットシステム30に供給し、かつ容器Cがタレットシステム30に供給されている間にそれぞれの容器を支持する静止または固定板23aを含む、おおむね星形のホイールを備えている、ここでこれらの容器は、容器保持装置Hと調和され、次に突出底部を有するように非活性化(deactivate)される。
【0024】
同様に、容器保持装置Hを、第2供給スクロール26によって供給しかつそれによって間隔をあける。このスクロールは、容器保持装置Hを給送しかつ離間させて、これも、また、おおむね星形のホイールを含む第2給送ホイール28上での間隔に一致させる。給送ホイール28は、同様に、容器保持装置が、タレットシステム30に供給されている間、これら容器保持装置Hを支持する固定板28aを含む。容器保持装置Hを、主タレットシステム30に供給し、そこでは、容器Cを、容器保持装置H内に、保持装置Hが容器処理のために安定底面を提供している状態で、配置する。図に示した実施形態では、主タレットシステム30は、時計方向に回転し、星形ホイール28によって給送される容器保持装置上にそれぞれの容器を整列させる。しかしながら、回転方向を変更してもよいことを理解されたい。ホイール22aおよび28は、例えばベルトあるいはチェーン等によってホイール22aおよび28のそれぞれの軸に装着される歯車または溝車に駆動結合されるモータ29(図8)によって、駆動される。
【0025】
容器保持装置Hは、容器の下端を受ける上向き開口部がある第1凹部、および下向き開口部がある第2凹部を持つ円板状部材を含む。この第2凹部は、円板状部材の下向き側部から第1凹部までずっと上方に伸長して、円板状部材を通る横方向通路を形成する。第2凹部は、円板状部材に、容器の少なくとも周囲が静置しうる棚を形成するために、第1凹部より直径が小さい。前述したように、容器が非活性化されると、その真空パネルは、底面から拡大するかあるいは突出する。拡大したあるいは突出した部分は、第2凹部によって収納される。さらに、以下に図5A〜図5Cおよび図12〜図13を参照してより十分に説明するが、容器を、第2凹部によって形成される横方向通路を通して、活性化することができる。
【0026】
容器が、高温液または一部が固体の製品等の高温製品で充填されるとき必要とされる体積を余分に与えるとともに圧力変化に適合させるために、ブロー成形容器の反転突起は、容器(非活性化された)から押し戻されるべきである。例えば、図1B、図5Cおよび図12〜図13に示しているように、ブロー成形容器の首部に入って、ブロー成形容器の反転突起を押し付けるロッドを使用する機械的動作によって、反転突起を、基部の底部から移動させて突出させる。或いは、加圧空気をブロー成形容器に注入する等、ブロー成形容器内に配設された反転突起を展開させる他の方法を、反転突起を容器の外に押し出すために用いてもよい。このように、この実施形態では、ブロー成形突起は、最初に容器内に反転し、次に、再位置決め作業を行って、反転突起を、それが容器から突出するように押し出す。
【0027】
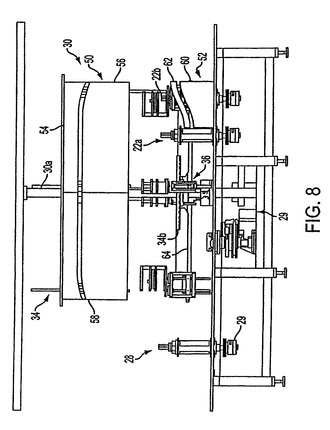
図8を参照すると、主タレットシステム30は、容器搬送ホイール32を支持する中心軸30a、複数の半径方向に間隔のあけられた容器アクチュエータアセンブリ34、および複数の半径方向に間隔のあけられた容器保持アクチュエータアセンブリ36をさらに含む(図9)。アクチュエータアセンブリ34は、容器を非活性化し(容器の底面の外側に反転突起を突出させ)、一方アクチュエータアセンブリ36は、容器保持装置および容器を支持する。軸30aをまた、ベルトまたはチェーン等によって軸30aに装着される歯車または溝車に結合されるモータ29によって、駆動する。さらに、主タレットシステム30は、容器が容器搬送ホイール32に供給されるように、これら容器を支持する固定板32aを含む。しかしながら、容器が、例えば重力下で、容器保持装置に配置されあるいは落下するように、固定板32aは、容器保持装置の給送点に隣接して終っている。つづいて、容器保持装置Hを、回転板32b上に支持する。この回転板は回転して、容器保持装置Hを排出ホイール22bまで搬送する。その後、排出ホイールは、容器保持装置および容器を充填システムに搬送するコンベア18bに、容器保持装置および容器を供給する。回転板32bは、開口部が設けられているか、あるいは穴があけられていて、回転板と共に回転するアクチュエータアセンブリ36の伸長式ロッドが、回転板を通って伸長して、容器保持装置および容器を上昇させ、当該容器保持装置および容器を、排出ホイール22bへの供給のための固定板すなわちプラットフォーム23bに供給する。
【0028】
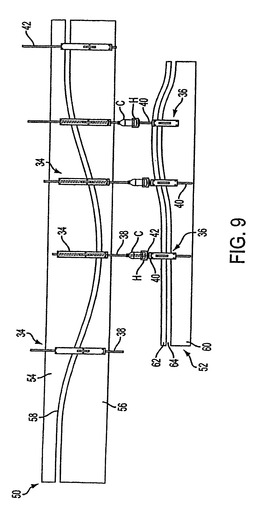
図9に最もよく示してあるように、各アクチュエータアセンブリ34、36を、それぞれの容器Cおよび容器保持装置Hと整列するように位置決めする。各アクチュエータアセンブリ34は、以下に説明するように、容器Cを非活性化する伸長式ロッド38を含む。各アクチュエータアセンブリ36はまた、容器Cが、容器保持装置Hに落下される間は、伸長式ロッド40と容器保持装置を支持するとともに、容器が伸長式ロッド38によって非活性化されている間は、容器保持装置Hをさらに支持するプッシャー部材42とを含む。容器を非活性化するために、アクチュエータアセンブリ34を作動させて、その伸長式ロッド38を、それが容器C内へと伸長して容器の反転可能突起(12)上へ下向きの力をかけるように、伸長させ、それによって突起を、伸長位置まで移動させて、高温充填および次に続く後(post:ポスト)冷却プロセスのために、容器Cの体積を増加させる(図1B)。ロッド38が、容器の反転可能突起を十分突出させた後、このロッド38を収縮させて、容器保持装置および容器が、さらなる処理のために搬送されるようにする。
【0029】
また、図9に最もよく示すように、ロッド38が収縮されている間、アクチュエータ36の伸長式ロッド40をさらに伸長させて、容器保持装置および容器を、排出ホイール22bの固定板すなわちプラットフォーム23b上に配置するための高い位置まで、上昇させる。ホイール22bは、容器保持装置および容器を容器処理システムの充填部分16まで搬送する隣接コンベア18bに、容器保持装置および容器を供給する。排出ホイール22bは、そのそれぞれの軸に装着されている歯車または溝車に結合されるモータ29によって駆動される。
【0030】
図8および図9を再び参照すると、主タレットアセンブリ30は、上側カムアセンブリ50および下側カムアセンブリ52を含む。カムアセンブリ50および52は、軸30aおよびアクチュエータアセンブリ34および36を囲む環状カム板を含む。以下において、より十分に説明するが、カム板は、カム面を提供して、アクチュエータアセンブリを作動させる。上側カムアセンブリ50は、上側カム板54および下側カム板56を含み、その間に、アクチュエータアセンブリ34のそれぞれの伸長式ロッド38を案内するカム面すなわち溝58を画成する。同様に、下側カムアセンブリ52は、下側カム板60および上側カム板62を含み、その間に、アクチュエータアセンブリ36の伸長式ロッド40を案内するカム面すなわち溝64を画成する。伸長式ロッド38に装着されるのは、上側カムアセンブリ50のカム溝すなわち面58を係合する案内部材すなわちカムフォロワーであってもよい。既に説明したように、アクチュエータアセンブリ34を、主タレットシステム30上に放射方向の配置位置に装着するとともに、さらにアクチュエータアセンブリ34が軸30aおよび容器保持ホイール32と共に回転するように、回転自在に装着する。さらに、アクチュエータアセンブリ34は、容器Cの給送と同期されるような態様で回転してもよい。それぞれのアクチュエータアセンブリ34の各々は、それぞれの容器と共に、主タレットシステム30の回りを回転するので、カムフォロワーは、カムアセンブリ50の溝58によって案内され、それによって、容器が容器保持装置に積み込まれた後、既に説明したように、伸長式部材38を上げ下げして、容器を非活性化する。
【0031】
容器保持装置を用いない場合には、本発明による容器を、充填および蓋締め作業中、各容器の首部で支持して、容器のプロセスの最大限の制御を行ってもよい。この制御を、容器の首部を支持するレールR、従来のクリート(cleat)および鎖伝動装置、あるいは生産ラインのレールRに沿って容器を移動させる任意の他の公知のモードと同様な搬送モードによって達成してもよい。伸長式突起12を、上述したように、アクチュエータによって容器Cの外部に位置決めしてもよい。
【0032】
容器の外部に突起を位置決めするプロセスは、好ましくは、高温製品を容器に充填する直前に起こるべきである。本発明の一実施形態によれば、容器の首部を、レールで十分支持して、再位置決め作業が、容器をレールコンベヤシステムから離脱させて下降させることなく、容器の外部に反転基部を押し出すあるいは急に動かす(pop:ポップ)ことができるようにする。ある場合には、ブロー成形作業を離脱する前に突起を反転する必要がないこともあり、その場合には、これらの容器を、充填ステーションまで直接移動させる。突出している突起付きの容器を、その首部でまだ支持しているが、図2に概略的に示してあるように、充填および蓋締め作業まで、従来の首部レール駆動装置によって移動させてもよい。
【0033】
図3Aに示しているように、充填容器を搬送するシステムは、一つの充填および蓋締めレールRを、シャトル(shuttle)バスケットBまたはラックシステムに供給する複数のレールレーンRLに分割することを含んでいてもよい。冷却バスケットまたはラックへの連続バッチモードで容器を取扱うことによって、冷却サイクル全体を通じて、容器/パッケージの全体制御を行う。図3Bに示すように、バスケットまたはラックは、レーンに機械的に供給され、そこにおいて該バスケットまたはラックが、バスケットが一杯になるまで、複数のレールレーンの各々からの突出した突起付きの高温充填容器を受ける。バスケットまたはラックが充填容器で一杯になった後、バスケットまたはラックは、その冷却器の方への供給方向から、例えば垂直に離れて移動される。シャトルバスケットまたはラックシステムを、例えば、クリートおよび鎖伝動装置を経て、従来の容器の冷却器を通して駆動してもよい。
【0034】
一実施形態では、バスケットは、突出した突起12を持つ容器Cがバスケットに入ることができるように、その上向きの位置から下方へ揺動するゲートを有してもよい。高温充填容器は、それらの基部から突出する突起を有するという場合に、レールレーンおよびバスケットを順次制御して、バスケットまたはラックを容器で充填してもよい。例えば、バスケットまたはラックは、高温充填容器のそれぞれの突起を受けるための複数の開口部を有する。ロボットアームおよび/またはレールレーンは、突出した突起付きの一横列の高温充填容器を、ゲートを越えてバスケットのそれぞれの開口部へ持ち上げる。バスケットは、その初期供給位置から離れて移動して、高温充填容器を受ける他の一横列の開口部を露出させ、次にその横列に、突出した突起付きの容器を充填する。このプロセスは、バスケット全体が、高温充填容器を受けることができるように継続する。
【0035】
充填されかつ蓋締めされた突出した突起付きの容器の取扱はまた、レールレーンの下に、バスケットまたはラックを供給する余地があるように、連続して行われる。このように、バスケットは、最初、各レールレーンの下へ供給される容器を、バスケットのそれぞれの開口部の中へ持ち上げて移動させることが出来るように位置決めすることが出来る。バスケットは、図3Bに示すように、左へ移動し、次に次の横列の容器は、各レールレーンの下へ供給され、次にバスケットまたはラックの第2横列の開口部の中へと持ち上げ移動される。或いは、バスケットまたはラックを、それらの位置に給送することができ、及びレールレーンのロボットアームは、各容器をつまみ上げてそれをバスケットまたはラックのそれぞれの開口部に配置することができる。
【0036】
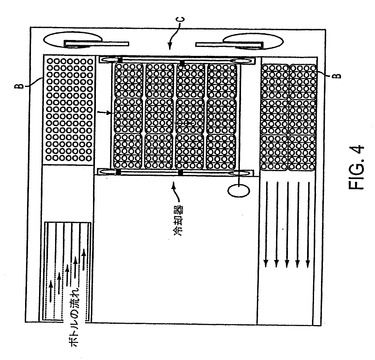
バスケットが、高温充填容器で一杯になった後、ゲートは、上方へ揺動し、かつバスケットの側面上にロックされ、次にバスケットは、冷却器Cの方へ移動する。このように、本発明によれば、取扱システムは、レーン制御を行って、容器がバスケットまたはラックシステムに配置される前に、容器を整列させる。図4は、シャトルバスケットBまたはラックシステムが、従来の冷却器を通って走行する様子を示している。この冷却器は、高温充填容器に対して吹きつけて、それらの内容物を室温まで冷却する周囲空気または冷却剤を有していてもよい。
【0037】
容器およびそれらの内容物が、冷却作業中に冷却された後、冷却された製品は収縮し、よって余分の体積量が、これらの冷却された容器内に存在する。しかしながら、冷却作業はまた、各容器に、各容器を歪ませる真空を生じさせ、それによって容器の体積量が減じる。容器の基部から突出する突起がもはや必要でなく、かつ基部面は比較的平らであることが望まれるので、各シャトルバスケットまたはラックは、活性化作業に入りこの活性化作業によって、容器内の製品のクールダウン収縮に起因して生じる誘発真空の影響を改善して、容器を美的容器にする。バスケットまたはラックは、冷却サイクルの終わりの活性化ステップ中、容器の位置決めおよび制御を提供する。
【0038】
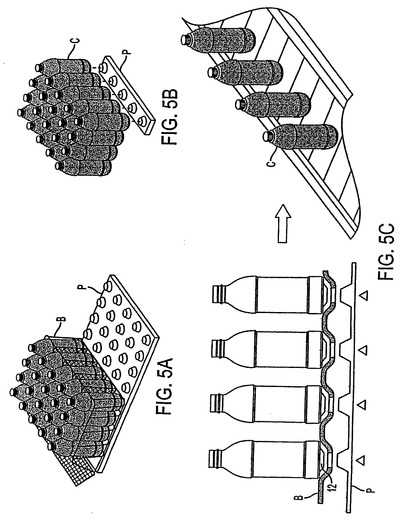
図5A〜図5Cに概略的に示しているように、活性化作業は、容器から突出する突起に対応する多数の突起付きのパネルPを、容器で充填されたバスケットBまたはラックの下に配置することによって達成される。パネルおよび突起は、バスケットまたはラック内の一横列または縦列の容器の下に置いてもよい。または、パネルおよび関連突起はより大きくて、二横列以上また二縦列以上にわたって伸長してもよい。腕部すなわちカバー(図示せず)を、活性化されるべき容器上に配置する。次に、パネルを、十分な力で、突起に向かって上方へ移動させて、従来の押し上げ作業と同じようにこれら突起を、それぞれの容器内のそれらの反転位置まで後方へ押す。このように、突出している突起を、容器体内へと移動させ、あるいは容器内に再反転させる。容器上に配置される腕部すなわちカバーは、アクチベータパネルの力が容器に加わったとき、容器を適所に保持する。バスケットまたはラックの大きさの、かつバスケットまたはラックの開口部の各々まで伸長する突起付きのパネルは、パネルにかかる力が、突出基部を容器の中にポップ(pop)させて戻すのに十分であれば、バスケットまたはラックの各開口部内に容器の突出基部を反転させることができると想定される。
【0039】
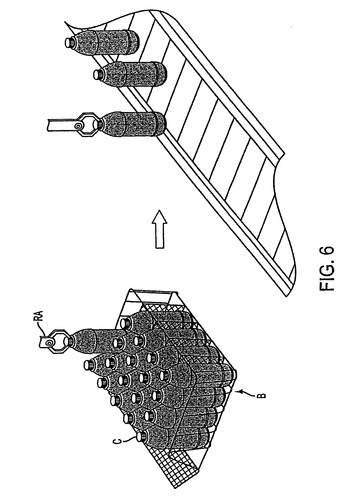
好適な実施形態では、活性化ステップは、冷却サイクルの終わりに起こり、かつ高温製品の冷却中に生じる真空を吸収するかあるいは真空の影響を無くす(counter:カウンター)。一旦基部突起が、各基部面が比較的平らであるように再反転された場合には、容器を冷却器を通して往復させるバスケットまたはラックから容器を降ろしてもよい。図6に概略的に示すように、冷却出口では、ロボットアームRAは、容器を、それらの蓋締めされた首部で、上方に向かって垂直に持ち上げ、続いてバスケットBまたはラックの外へ移動させてもよい。続いて、基部が反転された容器は、ロボットアームから解放されて正常に充填されたボトルまたは容器と同じように、他の搬送ライン上に給送される。搬送ラインは、空気を用いて容器の移動を制御するインラインレールベルトすなわちインライン搬送システムとすることができる。搬送ラインは、容器を、ラベル貼り作業に、続いて容器を食料品店等への運搬のためにケースに詰める梱包作業に供給してもよい。
【0040】
代替的動作では、容器は、充填ステーション、蓋締めステーションからの、かつ冷却ステーションを通しての生産ラインに沿って、続いていると想定される。すなわちその場合には、冷却作業のためのバスケットまたはラックに配置するために容器を列に並べる代わりに、各容器を、生産コンベヤラインに沿って移動させる。各容器が冷却ステーションを通過した後、アクチベータは、突出基部を容器の内部に押し込む。容器が、冷却ステーションを個別に通過するようにした類似の代替的実施形態の場合には、冷却された容器は、前述したように再反転される。続いて、活性化された容器は、従来のバスケットまたはラックに配置される。
【0041】
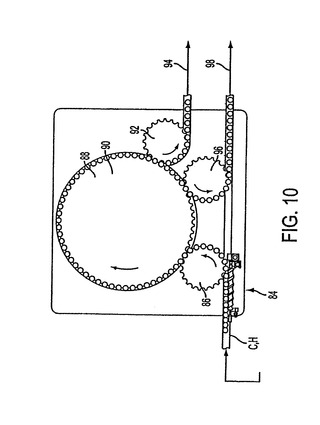
図10および図11を参照して、容器Cに対して独特な活性化を行う一つのシステムは、給送スクロールアセンブリ84を含み、このアセンブリは、それぞれの容器保持装置およびそれらの容器を、給送ホイール86の中に供給するのに適切な間隔で供給しかつさらに離間させる。給送ホイール86は、ホイール22bと類似の構成であり、かつ容器保持器および容器をタレットアセンブリ88に給送する、おおよそ星形のホイールを含む。タレットアセンブリ88は、タレットアセンブリ30と類似の構成をしており、かつ以下に十分に説明するが、容器保持装置Hおよび容器Cを円形通路内で案内させかつ移動させる容器保持器ホイール90と、容器保持器から除去しかつそれぞれの容器を活性化する複数のアクチュエータアセンブリ104および106とをさらに含む。それぞれの容器を活性化し、かつそれぞれの容器を容器保持装置から除去した後、保持器を、排出ホイール92によって、コンベヤ94に排出し、かつ容器を、さらなる処理のために、排出ホイール96によって、コンベヤ98に排出する。ホイール86、92、および96を、ホイール86、92、および96のそれぞれの軸に装着される歯車または溝車に駆動結合される共通のモータによって駆動してもよい。
【0042】
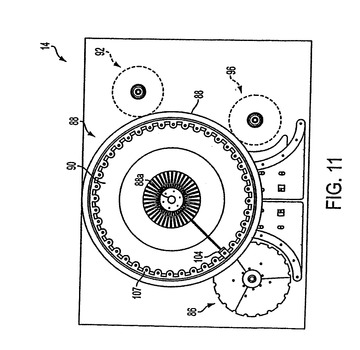
既に説明したように、タレットアセンブリ88は、タレットアセンブリ30と類似の構成であり、かつ容器保持ホイール90、上側および下側カムアセンブリ100および102、容器を把持する複数のアクチュエータアセンブリ104、および容器を活性化する複数のアクチュエータアセンブリ106を含む。さらに、タレットアセンブリ88は、容器保持器および容器を、それらがタレットアセンブリ88によって移動されるにつれて支持する支持板107を含む。図11に最もよく示してあるが、容器保持ホイール90、アクチュエータアセンブリ104、アクチュエータアセンブリ106、および支持板107を、同時に回転するように、軸88aに共通に装着する。この軸88aを、同様に、軸88aに装着される歯車または溝車に駆動結合される共通のモータによって駆動する。
【0043】
図12〜図14を参照すると、アクチュエータアセンブリ104および106を、同様に、上側および下側カムアセンブリ100および102によって制御して、容器Cを、これら容器が、それらの底面から支持されかつ従来のコンベヤ上を搬送されうるような、一般的にいって、それらの通常の幾何学的に安定した形態をとるように、容器保持装置Hから除去しかつそれぞれの容器を活性化する。図12を参照すると、各アクチュエータアセンブリ104は、アクチュエータアセンブリ34、およびアクチュエータアセンブリ34の伸長式ロッド38に装着される容器グリッパー108を含む。したがって、この点から理解されるように、グリッパー108は、上側カムアセンブリ100によって制御される伸長式ロッド38の伸縮につれて、伸縮する。
【0044】
上側カムアセンブリ50と同様、上側カムアセンブリ100は、上側板110および下側板112を含み、その間に、アクチュエータアセンブリ104の案内部材72を案内するカム面すなわち凹部114を画成し、それによって伸長式ロッド38を伸縮させ、次に容器グリッパー108を伸縮させる。容器が、タレットアセンブリ88を通して搬送されるので、それぞれのグリッパー108を、そのそれぞれの伸長式ロッド38によって、それぞれの容器上に下げる。一旦グリッパーが、それぞれの容器上に位置決めされると、次に、アクチュエータアセンブリ106が作動して、支持板107およびホルダーHを通して伸長するそれらのそれぞれの伸長式ロッド116を伸長させて、容器の反転可能突起に圧縮力をかけて、突起をそれらの凹んだ位置あるいは収縮位置まで移動させ、それによって容器を活性化する。この点から解されるように、伸長式ロッド116によって発生される上向きの力は、容器Cへのグリッパー108の下向きの力によって中和される。各容器の活性化が完了した後、容器を、次に、そのそれぞれのグリッパー108によってホルダーから除去する。
【0045】
図12〜図13を参照して説明すると、各アクチュエータアセンブリ106は、アクチュエータアセンブリ34および36と類似の構成をしており、かつ伸長式ロッド116を支持するハウジング120を含む。アクチュエータアセンブリ34および36の伸長式ロッドと同様、伸長式ロッド116は、それに装着されるガイド122を含む。このガイドは、下側カムアセンブリ102のカム面すなわち凹部124に係合する。このようにして、案内部材122は、タレットアセンブリ88を通してカム面124に追従するにつれて、伸長式ロッド116を伸縮させる。既に説明したように、伸長式ロッド116が、伸長すると、このロッドは、容器保持装置Hの基部を通過して、容器Cの下面まで伸長してこれと接し、さらに反転可能突起を、圧縮しあるいはその収縮位置まで移動させるのに十分な力を加えることによって、かつ容器Cが、正常な取扱または処理のためのその幾何学的に安定な形態を再び取り得るようにする。
【0046】
活性化パネルPまたは伸長式ロッド116を操作するという物理的根拠は、1)容器内のヘッドスペース(充填空積);2)高温充填容器内の製品密度;3)充填温度から冷却温度ないし周囲貯蔵温度を経て、最終的に冷蔵温度までの温度差;および4)水蒸気伝達についての計算された科学的認識に基づいている。これらの要因の全てを認識することによって、活性化パネルPまたは伸長式ロッド116の大きさおよび移動量を計算して、推測可能なかつ繰り返し可能な結果を達成する。真空を高温充填容器から除去すると、もはや、真空に耐えるために重さを加える必要性あるいは真空パネルを構築する必要性がないので、容器を軽量化できる。容器の軽量化は、約10%と見込むことができる。
【0047】
本明細書において図示しかつ上述した実施形態は、本発明をなしかつ使用するのに発明者に公知の最良の方法で当業者に教示することのみ意図されている。本明細書には、本発明の範囲を制限するものとして考えられるべきものはない。記載した全ての実施例は、代表的なものでありかつ非制限的なものである。本発明の上記の実施形態は、上記の教示に鑑み、当業者によって理解されるように、本発明を逸脱することなく修正されあるいは変更されてもよい。よって、特許請求の範囲およびそれらの均等物の内で、さもなければ特に記載されたものとは別の方法で、本発明を実施してもよいということを理解されたい。
【技術分野】
【0001】
本発明は、一般に容器を製造及び処理する方法、容器を処理するシステム及びプラスチック容器を処理する方法であって、特に、高温(hot:ホット)充填用の突起付きの容器を充填し、蓋締めし、かつ冷却するプロセスに関し、より詳細には、充填プロセス中容器の外側へ突出することができ、かつ充填容器が生産ラインから除去される前に容器の内側へ反転される突起を有する、高温充填容器を充填し、蓋締めをし、かつ冷却する、容器を製造及び処理する方法、容器を処理するシステム及びプラスチック容器を処理する方法に関する。
【背景技術】
【0002】
公知のブロー成形容器は、通常プラスチックで構成され、かつ加熱および冷却の結果として、容器内の圧力および体積の内部変化に順応しつつ容器の完全さを補強するフレックスパネルを採用している。このことは、高温充填可能容器、あるいは充填工程中に、高温の(または温い)製品(hot products:ホットプロダクト)が注入され、蓋締めされ、かつ室温まで冷却されて充填製品(filled product:フィルドプロダクト)を周囲室温まで冷却することができる容器に特に当てはまる。そのような容器は、グラハム・パッケージング・カンパニー(Graham Packaging Company)に譲渡された米国特許第6,298,638号明細書(下記特許文献1)、同第6,439,413号明細書(下記特許文献2)、および同第6,467,639号明細書(下記特許文献3)に開示され、そのすべての開示内容を、本明細書で参照することによって援用する。
【0003】
ガラス容器を連想させる必要な強度を得るために、プラスチックで構成される公知の高温充填容器には、該容器を形成するパネルを囲む突出リブ構造が形成される傾向にある。突出リブ構造は、プラスチックでブロー成形される容器の強度の改良を図れるが、結果として、軽量の、ブロー成形された、パネルおよび突出リブ構造を持つ容器は、ガラス容器に望まれる平滑すなわち滑らか(smooth)でつやのある或いはすべすべした(sleek:スリーク)な外観を損なっている。よって、ガラス容器を厳密にシミュレートし、かつガラス容器を連想する平滑な外観を達成する高温充填可能なブロー成形容器、およびそれを充填し、蓋締めし、かつ冷却するプロセスが必要とされる。
【0004】
強度用の突出リブ構造を有することに加えて、公知の高温充填プラスチック容器は、真空補償のための長方形のパネルを有する傾向にある。例えば、従来の高温充填容器には、その大きさに依存するが、6個の真空パネルまたはフレックスパネルを設けて、各真空パネル間の剛性の構造柱すなわちリブで、高温充填製品を冷却したことにより、生じた真空を吸収(take up:テイクアップ)してもよい。突出リブ構造およびパネルに紙ラベルで被覆して、プラスチック容器の美的外観あるいは全体的な外観を改良することは、従来において公知である。したがって、ラベルに対する支持を行うために、このような容器のパネルには、さらなる突出構造が設けられている。このように、高温充填容器には、高温充填された固体製品がそこからは容易に除去されない多くの凹部および隅部が設けられている。または、高温充填製品が、その後容器を氷中に置くことによって冷却される場合には、突出構造を持つパネルを被覆するラベルは、凹状パネル内に水を閉じ込め、その結果、容器を氷から取り出した後に、水が流出することになる。よって、先行技術の欠点を克服するために、構造上の幾何学的形状とは比較的あるいは完全にかかわりあいのない(free of structural geometry)、より平滑な側面を持つ高温充填用プラスチック容器が、望まれている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第6,298,638号明細書
【特許文献2】米国特許第6,439,413号明細書
【特許文献3】米国特許第6,467,639号明細書
【特許文献4】米国特許第6,375,025号明細書
【特許文献5】米国特許第5,392,937号明細書
【特許文献6】米国特許第6,390,316号明細書
【特許文献7】米国特許第5,598,941号明細書
【発明の概要】
【課題を解決するための手段】
【0006】
三段階のシステムは、従来の食物または飲物システムを通して高温充填されかつ冷却された後、その構造的な完全さを保持する簡略化(または単純化)された(simplified)ブロー成形容器を利用している。すなわち、本発明による簡略化された容器は、液体または一部固体製品等の、高温製品を充填できる容器であって、その側壁の少なくとも一部分が比較的平滑な容器であり、この容器は、多数の容器を、互いの頂部上に積み重ねて得た堆積が丈夫である状態に、積み重ねることができように、必要な強度を保持している。比較的平滑な面は、構造リブ、リブレット、または真空パネル等の構造幾何学的な形態には、比較的あるいは全く束縛されない。さらに、簡略化されたブロー成形容器は、真空包装の特性、および加熱および冷却に起因する圧力および体積の内部変化に順応する能力を依然として保持している。すなわち、簡略化された容器は、単独で真空を吸収(take up:テイクアップ)する反転可能な一つの主突起すなわち出っ張り部(a main invertible projection)を採用してもよく、または、簡略化された容器は、容器の実質的な部分に、例えばラベル配置のために適度な平滑性を与えながら、真空を吸収する少数の主突起を有してもよい。或いは、容器の大きさに依存するが、主反転可能突起を補充するための小型真空パネルを使用して、結果として発生する真空を除去して冷却された容器の外観を仕上げてもよい。従来の容器と違って、真空パネル間の構造リブは、容器本体の実質的な部分が比較的平滑である簡略化された容器には必要ではない。
【0007】
まず第一に、例えば、容器の基部(base:ベース)から突出するまたは出っ張っている(extending)、ほぼ多角形、円形、または長円形の突起付きの容器がブロー成形される。ほぼ多角形、円形、または長円形の突起は、容器の肩部から、あるいは容器の他の領域から突出してもよい。容器がブロー成形作業(又は動作)(operation:オペレーション)を終わる(exit:イグジット)前に、突起が容器の基部から突出するすなわち出っ張っている場合には、突起を、容器内に反転させすなわち凹ませ(invert)て、ブロー成形容器の基部面(ベース面:base surface)を、容器が、転倒することなくテーブルトップ上で容易に搬送されうるように、比較的平らにしてもよい。
【0008】
次の段階では、ブロー成形容器を、ロボットアーム等によってつまみ上げ、かつその首部で支持される生産ラインコンベヤ内に配置してもよい。機械的作業(又は動作)(operation:オペレーション)によって、ロッドを、容器の首部に挿入して、反転している突起を容器の外側へ押し返して、高温充填製品を収容するのに必要な体積を増加させるとともに、冷却中の温度変化による圧力変動に適応させる。或いは、圧縮空気または他の圧力を使用して、容器の外側へと反転している突起を押し返してもよい。突起が容器の外側に突出している状態で、容器に、高温製品を充填し、蓋締めし、かつ冷却作業(又は動作)(operation)に移す。充填および蓋締め作業中は、容器をその首部で支持するので、本発明による工程によれば、充填されかつ蓋締めされている間に、容器の制御を最大限行うことができる。
【0009】
動作工程の第3段階は、充填済みでかつ蓋締めされた容器を、異なるレーンに分割してもよく、その場合には、容器を、高温充填製品の冷却用の冷却器に入れる前に、ラックまたはバスケットに置いてもよい。ロボットアームで、容器から張り出している突起付きの、充填されかつ蓋締めされた容器を持ち上げて、ラックまたはバスケットまで移動させることも想定される。突起が容器の基部から突出している場合には、バスケットまたはラックには、突起を受けかつ/または容器が直立するのを可能にする開口部を設けておく。次に、容器充填バスケットまたはラックは、高温充填容器の温度を室温にすべき冷却システムを通して搬送される。
【0010】
容器内の高温充填製品が、室温まで冷却されると、高温製品が容器の一部分にいったん充填された領域に真空が生じるので、容器は変形する。したがって、もはや、容器から突出する突起によって体積を増加させる必要性がない。さらに、冷却され、歪んだ容器を、本来の容器の美的な形状に改良する必要がある。従って、容器を適所に保持しながら、突出している突起を押すことによって容器内の突起を反転すなわち凹んだ状態(inverted state)にするアクチベータを用いて、製品のクールダウン収縮の後に得られる所望の美的形状に、容器を戻すことが可能である。この反転状態は、ブロー成形作業を退出する前に達成されるのと同じ反転状態であってもよい。
【0011】
本発明の一実施形態によれば、アクチベータは、ほぼ多角形の突起または円形の突起を有する比較的平らな材料片であってもよい。これらの突起は、この材料片から、容器の突起を受けるバスケットの開口部に対応する間隔で、突出している。アクチベータは、バスケットの一横列の容器の突起を反転することができるパネルであってもよい。または、アクチベータは、バスケット全体の突起付きの容器を、アクチベータを一回上方へ動かすことによって、反転させることができるように、数列の横列(rows:ローズ)の多角形の突起または円形の突起を有してもよい。前述の実施形態では、容器の基部から突出している突起を反転させるためのアクチベータにつき説明しているが、容器の肩部または他の領域から突出している突起を反転させるための他のアクチベータも想定される。アクチベータパネルは、重プラスチック(heavy plastic:ヘビープラスチック)、金属、または木材で構成できる。突出している突起を反転させる動作は、冷却作業によって生じる真空の空間(space:スペース)を吸収し、かつ冷却された、製品充填済みの容器に必要な全ての真空補償を提供する。
【0012】
本発明は、より重いガラス容器と類似の平滑な外観を有するプラスチックのブロー成形容器に対して長い間必要であると感じてきたことを満足している。
【0013】
高温製品が充填されるべき簡略化されたプラスチック容器を製造するシステムは、次のステップを含んでいる。すなわち、パリソン(parison)をブロー成形して、首部、基部、該容器本体の内側を囲んでいる平滑側面、および容器から突出した突起を有する容器本体を形成するステップと、生産ラインにおいて、容器本体を高温製品で充填するステップと、生産ラインの次の作業(operation:オペレーション)において、充填容器本体の首部をキャップで蓋締めするステップと、高温製品が充填された容器本体を冷却するステップと、充填済みでかつ冷却された容器本体が比較的平らとなるように、冷却された容器本体から突出している突起を、容器本体の内部に押し込むステップとを含む。突起が容器の基部から突出する場合には、この反転すなわち凹ませたことによって、その基部で容器本体の搬送が可能となる。
【0014】
好ましい実施形態のさらなる目的および利点、ならびに構造および機能は、明細書の記載、図面、および実施例の考察から明らかとなろう。
【0015】
本発明の上記の点および他の特徴および利点は、添付の図面に示されているような、本発明のより好ましい実施形態の以下のより詳細な説明から明らかとなる。図中、同じ参照番号は、一般に、同一の、機能的に類似した、および/または構造的に類似した要素を示している。
【図面の簡単な説明】
【0016】
【図1】1Aはブロー成形作業から出てきた、本発明による容器を概略的に示す図、1Bは本発明による平滑面を持つプラスチックのブロー成形容器の一実施形態を示す図である。
【図2】充填されかつ蓋締めされている容器を概略的に示す図である。
【図3】本発明による、冷却作業のためのバスケットまたはラックへの容器の好適なチャネリング(channeling)を示す図である。
【図4】本発明による冷却器におけるラックに載せられた容器の好適なフローを示す図である。
【図5】本発明による活性化作業の一実施形態を概略的に示す図である。
【図6】本発明による活性化作業の後、冷却作業を出る容器の好適な実施形態を概略的に示す図である。
【図7】単一容器を、本発明による容器保持装置と組み合わせる好適な取扱システムの概略的平面図である。
【図8】図7の取扱システムの表面正面図である。
【図9】アクチュエータの移動を示す、図8の取扱システムの組み合わせ部分の一部の展開正面図である。
【図10】本発明の取扱システムの活性化部分の第2実施形態の概略的平面図である。
【図11】図10の取扱システムの活性化部分の詳細平面図である。
【図12】容器の活性化および容器保持装置からの容器の除去を示す、図10の活性化部分の一部の展開正面図である。
【図13】図12の活性化部分の一部の拡大図である。
【図14】図12の容器保持器除去部の拡大図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施形態につき、詳細に説明する。実施形態を説明するにあたり、説明が明瞭となるように、具体的な用語を使用している。しかしながら、本発明を、そのように選択された特定の用語に限定する意図はない。特定の具体的な好適な実施形態につき説するが、これは例示の目的のためにのみなされていることを理解されたい。当業者は、他の部品および構成が、本発明の精神および範囲を逸脱することなく用いられうることを認識されよう。本明細書で引用されるすべての参照文献を、たとえ各々が個別に組み込まれたものであっても、参照することによって援用する。
【0018】
図1Aに概略的に示しているように、ブロー成形または二次成形(forming:フォーミング)作業において形成される容器Cを、該容器が単独で立つことができるように基部すなわちベースの形態を設定した状態で、該ブロー成形作業工程から退出することができる。すなわち、その内部を囲んでいる比較的平滑な側面を持つ容器を、突起が平滑側面を持つ容器の基部から突出させた形態で、ブロー成形してもよく、そしてブロー成形容器がブロー成形作業を退出する前に、容器の基部面を、テーブルの上面に載せた態様(table top manner)で容易に搬送することができるように、基部の突起を容器の内部側へと反転させてもよい。図1に示すように、ブロー成形容器を、各ラックが480本のボトルまたは容器を搬送するように、例えば24縦列および20横列のパレットまたは輸送容器10上に置いてもよい。反転されたブロー成形突起を、別の容器の終端すなわち首領域が、反転されたブロー成形突起内にしっかりと静置することができるように、設計することができる。その結果、容器を保持するパレットを積層して、充填容器を充填し、蓋締めし、次に冷却する作業へ、より容易に運搬することができる。
【0019】
図1Bに示すように、ブロー成形容器は、外側は、滑らかな円筒状体にすることが出来、容器側で従来必要であると考えられていた真空圧縮パネルを具えていない。この真空圧縮パネルは、容器のつやのある外観を損ないかつ製品または冷たい水を集めるための凹部を提供するものである。これらのブロー成形容器を、好ましくは、熱可塑性ポリエステル樹脂、例えばPET(ポリエチレンテレフタレート)等のプラスチック、またはPP(ポリプロピレン)およびPE(ポリエチレン)等のポリオレフィンでつくる。各容器を、ブロー成形し、かつ初期ブロー成形工程の期間中に、その基部から突出する、ほぼ多角形、円形、または長円形の突起12が形成される。好適な実施形態では、容器の比較的平滑な側面を、容器の中央部でわずかに細く(taper:テーパ)して、ラベルを配置すべき領域を設けてもよい。そのようなブロー成形容器の他の実施形態では、例えばラベルを容器上に印刷する場合には、平滑な側面に、わずかに窪んだ領域を形成しなくてもよい。或いは、比較的平滑な表面には、装飾特性(例えば、テクスチャ)をもたせてもよい。
【0020】
より大きい容器(例えば、64オンス)の場合、容器には、容器の円筒本体(cylindrical body)の一部分上に、グリップパネルを形成してもよい。したがって、出願人は、円筒本体の実質的な部分は、構造上の幾何学的な形状とは比較的あるいは完全にかかわりのない、簡略化された容器を想定している。反転可能な突起を、容器の基部に形成してもよい。反転可能な突起で、真空の大部分を吸収して、冷却された高温充填容器にその美的外観をもたらしてもよい。小型または補足的真空パネルは、より大きな容器内の真空の除去を完了するために必要であると想定される。これらの小型または補足的真空パネルは、グリップパネルに組み込まれてもよいし、あるいはラベルの位置決めに干渉しない領域に組み込まれてもよい。
【0021】
グリップパネルは、例えば、米国特許第6,375,025号明細書(上記特許文献4);同第5,392,937号明細書(上記特許文献5);同第6,390,316号明細書(上記特許文献6);および同第5,598,941号明細書(上記特許文献7)に開示されている。これら先行技術に開示されているグリップパネルの多くは、真空レリーフまたはフレックスパネルとして役立つこともある。本発明を利用すると、グリップパネルが、真空レリーフパネルの役目を果たす必要がなく、よってデザイン(design)を簡略化してもよい。すなわち、フレックスパネルに関連するリブ構造を不要としてもよく、あるいはラベルパネル支持リブを、減らしてもあるいは省いてもよい。当業者は、本発明で使用するために、公知のグリップパネルを変更あるいは単純化することができる。
【0022】
本発明の一実施形態によれば、ブロー成形容器の基部は、平滑側面のテーパ付き領域に隣接して反転あるいは起立しているリング14を有し、そして、かつこの反転リング内では、ほぼ基部の中央から突出するほぼ平滑な突起12がある。突起12の大きさおよび形状は、ブロー成形作業中に形成される容器の大きさおよび形状、ならびに収容された製品の収縮特性によって決まる。ブロー作業から離れる前に、突起を、容器の内側に押し込んで、容器の基部のところを比較的平らな表面にし、または容器のための安定な基部にしてもよい。ブロー成形容器の基部から突出する突起12のこの反転を、空気または機械手段によって達成してもよい。
【0023】
このようにして、図7に最もよく示してあるように、容器Cを、容器保持装置と容器とを組み合わせる組合せシステムまで単独で搬送することができる。図7の組合せシステムは、容器給送(in-feed:インフィード)部18a、および容器保持装置給送部20を含む。以下において十分説明するが、このシステムは、それら容器の底面だけで支持されることができない、突出した底部を持つ容器を安定させる一つの方法であるかもしれない。容器給送部18aは、容器Cをフィードイン(feed-in)ホイール22aに合体させるために適当な間隔で容器を供給しかつ離間させる供給スクロールアセンブリ24を含む。ホイール22aは、容器を主タレットシステム30に供給し、かつ容器Cがタレットシステム30に供給されている間にそれぞれの容器を支持する静止または固定板23aを含む、おおむね星形のホイールを備えている、ここでこれらの容器は、容器保持装置Hと調和され、次に突出底部を有するように非活性化(deactivate)される。
【0024】
同様に、容器保持装置Hを、第2供給スクロール26によって供給しかつそれによって間隔をあける。このスクロールは、容器保持装置Hを給送しかつ離間させて、これも、また、おおむね星形のホイールを含む第2給送ホイール28上での間隔に一致させる。給送ホイール28は、同様に、容器保持装置が、タレットシステム30に供給されている間、これら容器保持装置Hを支持する固定板28aを含む。容器保持装置Hを、主タレットシステム30に供給し、そこでは、容器Cを、容器保持装置H内に、保持装置Hが容器処理のために安定底面を提供している状態で、配置する。図に示した実施形態では、主タレットシステム30は、時計方向に回転し、星形ホイール28によって給送される容器保持装置上にそれぞれの容器を整列させる。しかしながら、回転方向を変更してもよいことを理解されたい。ホイール22aおよび28は、例えばベルトあるいはチェーン等によってホイール22aおよび28のそれぞれの軸に装着される歯車または溝車に駆動結合されるモータ29(図8)によって、駆動される。
【0025】
容器保持装置Hは、容器の下端を受ける上向き開口部がある第1凹部、および下向き開口部がある第2凹部を持つ円板状部材を含む。この第2凹部は、円板状部材の下向き側部から第1凹部までずっと上方に伸長して、円板状部材を通る横方向通路を形成する。第2凹部は、円板状部材に、容器の少なくとも周囲が静置しうる棚を形成するために、第1凹部より直径が小さい。前述したように、容器が非活性化されると、その真空パネルは、底面から拡大するかあるいは突出する。拡大したあるいは突出した部分は、第2凹部によって収納される。さらに、以下に図5A〜図5Cおよび図12〜図13を参照してより十分に説明するが、容器を、第2凹部によって形成される横方向通路を通して、活性化することができる。
【0026】
容器が、高温液または一部が固体の製品等の高温製品で充填されるとき必要とされる体積を余分に与えるとともに圧力変化に適合させるために、ブロー成形容器の反転突起は、容器(非活性化された)から押し戻されるべきである。例えば、図1B、図5Cおよび図12〜図13に示しているように、ブロー成形容器の首部に入って、ブロー成形容器の反転突起を押し付けるロッドを使用する機械的動作によって、反転突起を、基部の底部から移動させて突出させる。或いは、加圧空気をブロー成形容器に注入する等、ブロー成形容器内に配設された反転突起を展開させる他の方法を、反転突起を容器の外に押し出すために用いてもよい。このように、この実施形態では、ブロー成形突起は、最初に容器内に反転し、次に、再位置決め作業を行って、反転突起を、それが容器から突出するように押し出す。
【0027】
図8を参照すると、主タレットシステム30は、容器搬送ホイール32を支持する中心軸30a、複数の半径方向に間隔のあけられた容器アクチュエータアセンブリ34、および複数の半径方向に間隔のあけられた容器保持アクチュエータアセンブリ36をさらに含む(図9)。アクチュエータアセンブリ34は、容器を非活性化し(容器の底面の外側に反転突起を突出させ)、一方アクチュエータアセンブリ36は、容器保持装置および容器を支持する。軸30aをまた、ベルトまたはチェーン等によって軸30aに装着される歯車または溝車に結合されるモータ29によって、駆動する。さらに、主タレットシステム30は、容器が容器搬送ホイール32に供給されるように、これら容器を支持する固定板32aを含む。しかしながら、容器が、例えば重力下で、容器保持装置に配置されあるいは落下するように、固定板32aは、容器保持装置の給送点に隣接して終っている。つづいて、容器保持装置Hを、回転板32b上に支持する。この回転板は回転して、容器保持装置Hを排出ホイール22bまで搬送する。その後、排出ホイールは、容器保持装置および容器を充填システムに搬送するコンベア18bに、容器保持装置および容器を供給する。回転板32bは、開口部が設けられているか、あるいは穴があけられていて、回転板と共に回転するアクチュエータアセンブリ36の伸長式ロッドが、回転板を通って伸長して、容器保持装置および容器を上昇させ、当該容器保持装置および容器を、排出ホイール22bへの供給のための固定板すなわちプラットフォーム23bに供給する。
【0028】
図9に最もよく示してあるように、各アクチュエータアセンブリ34、36を、それぞれの容器Cおよび容器保持装置Hと整列するように位置決めする。各アクチュエータアセンブリ34は、以下に説明するように、容器Cを非活性化する伸長式ロッド38を含む。各アクチュエータアセンブリ36はまた、容器Cが、容器保持装置Hに落下される間は、伸長式ロッド40と容器保持装置を支持するとともに、容器が伸長式ロッド38によって非活性化されている間は、容器保持装置Hをさらに支持するプッシャー部材42とを含む。容器を非活性化するために、アクチュエータアセンブリ34を作動させて、その伸長式ロッド38を、それが容器C内へと伸長して容器の反転可能突起(12)上へ下向きの力をかけるように、伸長させ、それによって突起を、伸長位置まで移動させて、高温充填および次に続く後(post:ポスト)冷却プロセスのために、容器Cの体積を増加させる(図1B)。ロッド38が、容器の反転可能突起を十分突出させた後、このロッド38を収縮させて、容器保持装置および容器が、さらなる処理のために搬送されるようにする。
【0029】
また、図9に最もよく示すように、ロッド38が収縮されている間、アクチュエータ36の伸長式ロッド40をさらに伸長させて、容器保持装置および容器を、排出ホイール22bの固定板すなわちプラットフォーム23b上に配置するための高い位置まで、上昇させる。ホイール22bは、容器保持装置および容器を容器処理システムの充填部分16まで搬送する隣接コンベア18bに、容器保持装置および容器を供給する。排出ホイール22bは、そのそれぞれの軸に装着されている歯車または溝車に結合されるモータ29によって駆動される。
【0030】
図8および図9を再び参照すると、主タレットアセンブリ30は、上側カムアセンブリ50および下側カムアセンブリ52を含む。カムアセンブリ50および52は、軸30aおよびアクチュエータアセンブリ34および36を囲む環状カム板を含む。以下において、より十分に説明するが、カム板は、カム面を提供して、アクチュエータアセンブリを作動させる。上側カムアセンブリ50は、上側カム板54および下側カム板56を含み、その間に、アクチュエータアセンブリ34のそれぞれの伸長式ロッド38を案内するカム面すなわち溝58を画成する。同様に、下側カムアセンブリ52は、下側カム板60および上側カム板62を含み、その間に、アクチュエータアセンブリ36の伸長式ロッド40を案内するカム面すなわち溝64を画成する。伸長式ロッド38に装着されるのは、上側カムアセンブリ50のカム溝すなわち面58を係合する案内部材すなわちカムフォロワーであってもよい。既に説明したように、アクチュエータアセンブリ34を、主タレットシステム30上に放射方向の配置位置に装着するとともに、さらにアクチュエータアセンブリ34が軸30aおよび容器保持ホイール32と共に回転するように、回転自在に装着する。さらに、アクチュエータアセンブリ34は、容器Cの給送と同期されるような態様で回転してもよい。それぞれのアクチュエータアセンブリ34の各々は、それぞれの容器と共に、主タレットシステム30の回りを回転するので、カムフォロワーは、カムアセンブリ50の溝58によって案内され、それによって、容器が容器保持装置に積み込まれた後、既に説明したように、伸長式部材38を上げ下げして、容器を非活性化する。
【0031】
容器保持装置を用いない場合には、本発明による容器を、充填および蓋締め作業中、各容器の首部で支持して、容器のプロセスの最大限の制御を行ってもよい。この制御を、容器の首部を支持するレールR、従来のクリート(cleat)および鎖伝動装置、あるいは生産ラインのレールRに沿って容器を移動させる任意の他の公知のモードと同様な搬送モードによって達成してもよい。伸長式突起12を、上述したように、アクチュエータによって容器Cの外部に位置決めしてもよい。
【0032】
容器の外部に突起を位置決めするプロセスは、好ましくは、高温製品を容器に充填する直前に起こるべきである。本発明の一実施形態によれば、容器の首部を、レールで十分支持して、再位置決め作業が、容器をレールコンベヤシステムから離脱させて下降させることなく、容器の外部に反転基部を押し出すあるいは急に動かす(pop:ポップ)ことができるようにする。ある場合には、ブロー成形作業を離脱する前に突起を反転する必要がないこともあり、その場合には、これらの容器を、充填ステーションまで直接移動させる。突出している突起付きの容器を、その首部でまだ支持しているが、図2に概略的に示してあるように、充填および蓋締め作業まで、従来の首部レール駆動装置によって移動させてもよい。
【0033】
図3Aに示しているように、充填容器を搬送するシステムは、一つの充填および蓋締めレールRを、シャトル(shuttle)バスケットBまたはラックシステムに供給する複数のレールレーンRLに分割することを含んでいてもよい。冷却バスケットまたはラックへの連続バッチモードで容器を取扱うことによって、冷却サイクル全体を通じて、容器/パッケージの全体制御を行う。図3Bに示すように、バスケットまたはラックは、レーンに機械的に供給され、そこにおいて該バスケットまたはラックが、バスケットが一杯になるまで、複数のレールレーンの各々からの突出した突起付きの高温充填容器を受ける。バスケットまたはラックが充填容器で一杯になった後、バスケットまたはラックは、その冷却器の方への供給方向から、例えば垂直に離れて移動される。シャトルバスケットまたはラックシステムを、例えば、クリートおよび鎖伝動装置を経て、従来の容器の冷却器を通して駆動してもよい。
【0034】
一実施形態では、バスケットは、突出した突起12を持つ容器Cがバスケットに入ることができるように、その上向きの位置から下方へ揺動するゲートを有してもよい。高温充填容器は、それらの基部から突出する突起を有するという場合に、レールレーンおよびバスケットを順次制御して、バスケットまたはラックを容器で充填してもよい。例えば、バスケットまたはラックは、高温充填容器のそれぞれの突起を受けるための複数の開口部を有する。ロボットアームおよび/またはレールレーンは、突出した突起付きの一横列の高温充填容器を、ゲートを越えてバスケットのそれぞれの開口部へ持ち上げる。バスケットは、その初期供給位置から離れて移動して、高温充填容器を受ける他の一横列の開口部を露出させ、次にその横列に、突出した突起付きの容器を充填する。このプロセスは、バスケット全体が、高温充填容器を受けることができるように継続する。
【0035】
充填されかつ蓋締めされた突出した突起付きの容器の取扱はまた、レールレーンの下に、バスケットまたはラックを供給する余地があるように、連続して行われる。このように、バスケットは、最初、各レールレーンの下へ供給される容器を、バスケットのそれぞれの開口部の中へ持ち上げて移動させることが出来るように位置決めすることが出来る。バスケットは、図3Bに示すように、左へ移動し、次に次の横列の容器は、各レールレーンの下へ供給され、次にバスケットまたはラックの第2横列の開口部の中へと持ち上げ移動される。或いは、バスケットまたはラックを、それらの位置に給送することができ、及びレールレーンのロボットアームは、各容器をつまみ上げてそれをバスケットまたはラックのそれぞれの開口部に配置することができる。
【0036】
バスケットが、高温充填容器で一杯になった後、ゲートは、上方へ揺動し、かつバスケットの側面上にロックされ、次にバスケットは、冷却器Cの方へ移動する。このように、本発明によれば、取扱システムは、レーン制御を行って、容器がバスケットまたはラックシステムに配置される前に、容器を整列させる。図4は、シャトルバスケットBまたはラックシステムが、従来の冷却器を通って走行する様子を示している。この冷却器は、高温充填容器に対して吹きつけて、それらの内容物を室温まで冷却する周囲空気または冷却剤を有していてもよい。
【0037】
容器およびそれらの内容物が、冷却作業中に冷却された後、冷却された製品は収縮し、よって余分の体積量が、これらの冷却された容器内に存在する。しかしながら、冷却作業はまた、各容器に、各容器を歪ませる真空を生じさせ、それによって容器の体積量が減じる。容器の基部から突出する突起がもはや必要でなく、かつ基部面は比較的平らであることが望まれるので、各シャトルバスケットまたはラックは、活性化作業に入りこの活性化作業によって、容器内の製品のクールダウン収縮に起因して生じる誘発真空の影響を改善して、容器を美的容器にする。バスケットまたはラックは、冷却サイクルの終わりの活性化ステップ中、容器の位置決めおよび制御を提供する。
【0038】
図5A〜図5Cに概略的に示しているように、活性化作業は、容器から突出する突起に対応する多数の突起付きのパネルPを、容器で充填されたバスケットBまたはラックの下に配置することによって達成される。パネルおよび突起は、バスケットまたはラック内の一横列または縦列の容器の下に置いてもよい。または、パネルおよび関連突起はより大きくて、二横列以上また二縦列以上にわたって伸長してもよい。腕部すなわちカバー(図示せず)を、活性化されるべき容器上に配置する。次に、パネルを、十分な力で、突起に向かって上方へ移動させて、従来の押し上げ作業と同じようにこれら突起を、それぞれの容器内のそれらの反転位置まで後方へ押す。このように、突出している突起を、容器体内へと移動させ、あるいは容器内に再反転させる。容器上に配置される腕部すなわちカバーは、アクチベータパネルの力が容器に加わったとき、容器を適所に保持する。バスケットまたはラックの大きさの、かつバスケットまたはラックの開口部の各々まで伸長する突起付きのパネルは、パネルにかかる力が、突出基部を容器の中にポップ(pop)させて戻すのに十分であれば、バスケットまたはラックの各開口部内に容器の突出基部を反転させることができると想定される。
【0039】
好適な実施形態では、活性化ステップは、冷却サイクルの終わりに起こり、かつ高温製品の冷却中に生じる真空を吸収するかあるいは真空の影響を無くす(counter:カウンター)。一旦基部突起が、各基部面が比較的平らであるように再反転された場合には、容器を冷却器を通して往復させるバスケットまたはラックから容器を降ろしてもよい。図6に概略的に示すように、冷却出口では、ロボットアームRAは、容器を、それらの蓋締めされた首部で、上方に向かって垂直に持ち上げ、続いてバスケットBまたはラックの外へ移動させてもよい。続いて、基部が反転された容器は、ロボットアームから解放されて正常に充填されたボトルまたは容器と同じように、他の搬送ライン上に給送される。搬送ラインは、空気を用いて容器の移動を制御するインラインレールベルトすなわちインライン搬送システムとすることができる。搬送ラインは、容器を、ラベル貼り作業に、続いて容器を食料品店等への運搬のためにケースに詰める梱包作業に供給してもよい。
【0040】
代替的動作では、容器は、充填ステーション、蓋締めステーションからの、かつ冷却ステーションを通しての生産ラインに沿って、続いていると想定される。すなわちその場合には、冷却作業のためのバスケットまたはラックに配置するために容器を列に並べる代わりに、各容器を、生産コンベヤラインに沿って移動させる。各容器が冷却ステーションを通過した後、アクチベータは、突出基部を容器の内部に押し込む。容器が、冷却ステーションを個別に通過するようにした類似の代替的実施形態の場合には、冷却された容器は、前述したように再反転される。続いて、活性化された容器は、従来のバスケットまたはラックに配置される。
【0041】
図10および図11を参照して、容器Cに対して独特な活性化を行う一つのシステムは、給送スクロールアセンブリ84を含み、このアセンブリは、それぞれの容器保持装置およびそれらの容器を、給送ホイール86の中に供給するのに適切な間隔で供給しかつさらに離間させる。給送ホイール86は、ホイール22bと類似の構成であり、かつ容器保持器および容器をタレットアセンブリ88に給送する、おおよそ星形のホイールを含む。タレットアセンブリ88は、タレットアセンブリ30と類似の構成をしており、かつ以下に十分に説明するが、容器保持装置Hおよび容器Cを円形通路内で案内させかつ移動させる容器保持器ホイール90と、容器保持器から除去しかつそれぞれの容器を活性化する複数のアクチュエータアセンブリ104および106とをさらに含む。それぞれの容器を活性化し、かつそれぞれの容器を容器保持装置から除去した後、保持器を、排出ホイール92によって、コンベヤ94に排出し、かつ容器を、さらなる処理のために、排出ホイール96によって、コンベヤ98に排出する。ホイール86、92、および96を、ホイール86、92、および96のそれぞれの軸に装着される歯車または溝車に駆動結合される共通のモータによって駆動してもよい。
【0042】
既に説明したように、タレットアセンブリ88は、タレットアセンブリ30と類似の構成であり、かつ容器保持ホイール90、上側および下側カムアセンブリ100および102、容器を把持する複数のアクチュエータアセンブリ104、および容器を活性化する複数のアクチュエータアセンブリ106を含む。さらに、タレットアセンブリ88は、容器保持器および容器を、それらがタレットアセンブリ88によって移動されるにつれて支持する支持板107を含む。図11に最もよく示してあるが、容器保持ホイール90、アクチュエータアセンブリ104、アクチュエータアセンブリ106、および支持板107を、同時に回転するように、軸88aに共通に装着する。この軸88aを、同様に、軸88aに装着される歯車または溝車に駆動結合される共通のモータによって駆動する。
【0043】
図12〜図14を参照すると、アクチュエータアセンブリ104および106を、同様に、上側および下側カムアセンブリ100および102によって制御して、容器Cを、これら容器が、それらの底面から支持されかつ従来のコンベヤ上を搬送されうるような、一般的にいって、それらの通常の幾何学的に安定した形態をとるように、容器保持装置Hから除去しかつそれぞれの容器を活性化する。図12を参照すると、各アクチュエータアセンブリ104は、アクチュエータアセンブリ34、およびアクチュエータアセンブリ34の伸長式ロッド38に装着される容器グリッパー108を含む。したがって、この点から理解されるように、グリッパー108は、上側カムアセンブリ100によって制御される伸長式ロッド38の伸縮につれて、伸縮する。
【0044】
上側カムアセンブリ50と同様、上側カムアセンブリ100は、上側板110および下側板112を含み、その間に、アクチュエータアセンブリ104の案内部材72を案内するカム面すなわち凹部114を画成し、それによって伸長式ロッド38を伸縮させ、次に容器グリッパー108を伸縮させる。容器が、タレットアセンブリ88を通して搬送されるので、それぞれのグリッパー108を、そのそれぞれの伸長式ロッド38によって、それぞれの容器上に下げる。一旦グリッパーが、それぞれの容器上に位置決めされると、次に、アクチュエータアセンブリ106が作動して、支持板107およびホルダーHを通して伸長するそれらのそれぞれの伸長式ロッド116を伸長させて、容器の反転可能突起に圧縮力をかけて、突起をそれらの凹んだ位置あるいは収縮位置まで移動させ、それによって容器を活性化する。この点から解されるように、伸長式ロッド116によって発生される上向きの力は、容器Cへのグリッパー108の下向きの力によって中和される。各容器の活性化が完了した後、容器を、次に、そのそれぞれのグリッパー108によってホルダーから除去する。
【0045】
図12〜図13を参照して説明すると、各アクチュエータアセンブリ106は、アクチュエータアセンブリ34および36と類似の構成をしており、かつ伸長式ロッド116を支持するハウジング120を含む。アクチュエータアセンブリ34および36の伸長式ロッドと同様、伸長式ロッド116は、それに装着されるガイド122を含む。このガイドは、下側カムアセンブリ102のカム面すなわち凹部124に係合する。このようにして、案内部材122は、タレットアセンブリ88を通してカム面124に追従するにつれて、伸長式ロッド116を伸縮させる。既に説明したように、伸長式ロッド116が、伸長すると、このロッドは、容器保持装置Hの基部を通過して、容器Cの下面まで伸長してこれと接し、さらに反転可能突起を、圧縮しあるいはその収縮位置まで移動させるのに十分な力を加えることによって、かつ容器Cが、正常な取扱または処理のためのその幾何学的に安定な形態を再び取り得るようにする。
【0046】
活性化パネルPまたは伸長式ロッド116を操作するという物理的根拠は、1)容器内のヘッドスペース(充填空積);2)高温充填容器内の製品密度;3)充填温度から冷却温度ないし周囲貯蔵温度を経て、最終的に冷蔵温度までの温度差;および4)水蒸気伝達についての計算された科学的認識に基づいている。これらの要因の全てを認識することによって、活性化パネルPまたは伸長式ロッド116の大きさおよび移動量を計算して、推測可能なかつ繰り返し可能な結果を達成する。真空を高温充填容器から除去すると、もはや、真空に耐えるために重さを加える必要性あるいは真空パネルを構築する必要性がないので、容器を軽量化できる。容器の軽量化は、約10%と見込むことができる。
【0047】
本明細書において図示しかつ上述した実施形態は、本発明をなしかつ使用するのに発明者に公知の最良の方法で当業者に教示することのみ意図されている。本明細書には、本発明の範囲を制限するものとして考えられるべきものはない。記載した全ての実施例は、代表的なものでありかつ非制限的なものである。本発明の上記の実施形態は、上記の教示に鑑み、当業者によって理解されるように、本発明を逸脱することなく修正されあるいは変更されてもよい。よって、特許請求の範囲およびそれらの均等物の内で、さもなければ特に記載されたものとは別の方法で、本発明を実施してもよいということを理解されたい。
【特許請求の範囲】
【請求項1】
容器を製造及び処理する方法であって、
パリソンをブロー成形して、容器本体であって、基部と前記容器本体から外部に突出する突起とを有する当該容器本体を形成するステップと、
前記ブロー成形するステップで前記容器本体を形成した後に行われる、前記突起を反転させて前記基部から内部に突出させるステップと、
前記突起を反転させるステップの後に行われる、反転された突起を有する前記容器本体を運搬するステップと、
前記容器本体を運搬するステップの後に行われる、外向きの力で容器本体の突起を再配置するステップと、
前記再配置するステップの後に行われる、容器本体を製品で充填するステップと、
充填された前記容器本体を封止して、充填及び封止がなされた容器本体を形成するステップと、
前記充填及び封止がなされた容器本体内に真空を生じさせるステップと、
前記真空を生じさせるステップの後に行われる、前記突起を充填及び封止がなされた容器本体内に突起を押し込むステップと
を備え、
前記基部が、実質的に平面状の起立したリングを備え、
前記容器本体が、前記運搬するステップの間、実質的な平面上に置かれ、
前記容器本体が、前記突起を押し込むステップの後、実質的な平面上に、前記起立したリングで支持される
ことを特徴とする容器を製造及び処理する方法。
【請求項2】
前記容器本体が、補足的真空パネルを含み、該補足的真空パネルが、前記真空の第1の部分を低減し、
前記突起を前記充填及び封止がなされた容器本体内に押し込むステップが、前記真空の第2の部分を低減する
ことを特徴とする請求項1に記載の容器を製造及び処理する方法。
【請求項3】
前記容器本体を製品で充填する間、前記容器本体が首部で支持される
ことを特徴とする請求項1又は2に記載の容器を製造及び処理する方法。
【請求項4】
前記容器本体を製品で充填する間、前記容器本体が、リング上に突起を有した状態で、前記起立したリングで支持される
ことを特徴とする請求項1又は2に記載の容器を製造及び処理する方法。
【請求項5】
プラスチック容器を処理するシステムであって、
パリソンをブロー成形して、容器本体であって、底部と前記容器本体の底部から外部に突出する突起を有する当該容器本体を形成する形成手段と、
前記突起を反転させて前記基部から内部に突出させて、前記突起が完全に起立したリングより上にあって、起立したリングを平面上に載置できるようにする反転手段と、
前記突起が完全に起立したリングの上にあって、平面上に載置されている起立したリングを有する容器本体を運搬する運搬手段と、
前記運搬後に、前記容器を高温製品で充填する充填手段と、
前記充填後に、前記容器を封止する封止手段と、
前記充填及び封止がなされた容器を冷却する冷却手段と、
前記突起を容器本体内に押し込んで、容器本体内の体積を減らす押し込み手段と
を備えることを特徴とする容器を処理するシステム。
【請求項6】
前記押し込み手段による前記突起の押し込みが、前記冷却手段により容器内に生じた真空によって引き起こされる歪を低減する
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項7】
前記容器本体が真空パネルを有さない側壁を備える
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項8】
前記冷却手段により高温製品が冷却されたとき、前記充填及び封止がなされた容器本体内に真空が生じ、
前記容器本体が、前記真空の第1の部分を低減する補足的真空パネルを有し、
前記押し込み手段により前記突起の少なくとも一部分が押し上げられると、前記真空の第2の部分が低減される
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項9】
前記真空の第1の部分と第2の部分が、前記真空の全体である
ことを特徴とする請求項8に記載の容器を処理するシステム。
【請求項10】
前記押し込み手段は、前記突起を前記起立したリングの下から前記起立したリングの上に押し上げる
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項11】
充填及び封止がなされた容器の冷却サイクルの最後に、前記押し込み手段が、前記容器の起立したリングの下側ではない第1の部分から、該第1の部分の上側の第2の部分に向けて、前記突起を前記容器の内部に押し上げ、
前記第2の位置が実質的な最終位置である
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項12】
プラスチック容器を処理する方法であって、
起立した表面の移動可能な要素を備える各プラスチック容器を運搬するステップであって、起立した表面、及び、底部に配置された移動可能な要素を含む基部と、本体部とを備える、当該プラスチック容器を運搬するステップと、
前記運搬するステップの後、前記移動可能な要素が起立した表面より上にある各プラスチック容器を、製品で高温充填するステップと、
プラスチック容器内の高温製品を封止するキャップで、各高温充填プラスチック容器を蓋締めするステップと、
冷却により、各高温充填及び蓋締めされたプラスチック容器内に真空を生成するステップと、
内部に生成された真空を有するプラスチック容器の移動可能な要素を移動させて、前記真空を生成するステップで生成された真空の力を補償して、真空の第1の部分を取り除くステップと
を備えるプラスチック容器を処理する方法。
【請求項13】
前記容器内の真空を補償する力が、各プラスチック容器に対して、補足的な真空パネルを用いて前記真空の第2の部分を取り除くことを含み、前記真空の第1及び第2の部分が、前記真空の実質的に全体である
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項14】
前記真空の第1の部分が前記真空全体である
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項15】
プラスチック容器をブロー成形して、容器の少なくとも一部分を含む移動可能な突起をプラスチック容器から、プラスチック容器の起立した表面の下側にし、
前記運搬するステップの前に、前記移動可能な要素を移動させて、起立した表面上にあるようにする
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項16】
前記移動可能な要素の移動が、前記プラスチック容器の内部に対して外側に傾いた位置から、内側に傾いた位置への移動である
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項17】
高温充填及び蓋締めの間、前記容器が首部で支持される
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項18】
高温充填及び蓋締めがなされたプラスチック容器内に生じた真空が、プラスチック容器の歪を引き起こし、
前記真空を取り除いて、プラスチック容器を所定の形状に形成する
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項1】
容器を製造及び処理する方法であって、
パリソンをブロー成形して、容器本体であって、基部と前記容器本体から外部に突出する突起とを有する当該容器本体を形成するステップと、
前記ブロー成形するステップで前記容器本体を形成した後に行われる、前記突起を反転させて前記基部から内部に突出させるステップと、
前記突起を反転させるステップの後に行われる、反転された突起を有する前記容器本体を運搬するステップと、
前記容器本体を運搬するステップの後に行われる、外向きの力で容器本体の突起を再配置するステップと、
前記再配置するステップの後に行われる、容器本体を製品で充填するステップと、
充填された前記容器本体を封止して、充填及び封止がなされた容器本体を形成するステップと、
前記充填及び封止がなされた容器本体内に真空を生じさせるステップと、
前記真空を生じさせるステップの後に行われる、前記突起を充填及び封止がなされた容器本体内に突起を押し込むステップと
を備え、
前記基部が、実質的に平面状の起立したリングを備え、
前記容器本体が、前記運搬するステップの間、実質的な平面上に置かれ、
前記容器本体が、前記突起を押し込むステップの後、実質的な平面上に、前記起立したリングで支持される
ことを特徴とする容器を製造及び処理する方法。
【請求項2】
前記容器本体が、補足的真空パネルを含み、該補足的真空パネルが、前記真空の第1の部分を低減し、
前記突起を前記充填及び封止がなされた容器本体内に押し込むステップが、前記真空の第2の部分を低減する
ことを特徴とする請求項1に記載の容器を製造及び処理する方法。
【請求項3】
前記容器本体を製品で充填する間、前記容器本体が首部で支持される
ことを特徴とする請求項1又は2に記載の容器を製造及び処理する方法。
【請求項4】
前記容器本体を製品で充填する間、前記容器本体が、リング上に突起を有した状態で、前記起立したリングで支持される
ことを特徴とする請求項1又は2に記載の容器を製造及び処理する方法。
【請求項5】
プラスチック容器を処理するシステムであって、
パリソンをブロー成形して、容器本体であって、底部と前記容器本体の底部から外部に突出する突起を有する当該容器本体を形成する形成手段と、
前記突起を反転させて前記基部から内部に突出させて、前記突起が完全に起立したリングより上にあって、起立したリングを平面上に載置できるようにする反転手段と、
前記突起が完全に起立したリングの上にあって、平面上に載置されている起立したリングを有する容器本体を運搬する運搬手段と、
前記運搬後に、前記容器を高温製品で充填する充填手段と、
前記充填後に、前記容器を封止する封止手段と、
前記充填及び封止がなされた容器を冷却する冷却手段と、
前記突起を容器本体内に押し込んで、容器本体内の体積を減らす押し込み手段と
を備えることを特徴とする容器を処理するシステム。
【請求項6】
前記押し込み手段による前記突起の押し込みが、前記冷却手段により容器内に生じた真空によって引き起こされる歪を低減する
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項7】
前記容器本体が真空パネルを有さない側壁を備える
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項8】
前記冷却手段により高温製品が冷却されたとき、前記充填及び封止がなされた容器本体内に真空が生じ、
前記容器本体が、前記真空の第1の部分を低減する補足的真空パネルを有し、
前記押し込み手段により前記突起の少なくとも一部分が押し上げられると、前記真空の第2の部分が低減される
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項9】
前記真空の第1の部分と第2の部分が、前記真空の全体である
ことを特徴とする請求項8に記載の容器を処理するシステム。
【請求項10】
前記押し込み手段は、前記突起を前記起立したリングの下から前記起立したリングの上に押し上げる
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項11】
充填及び封止がなされた容器の冷却サイクルの最後に、前記押し込み手段が、前記容器の起立したリングの下側ではない第1の部分から、該第1の部分の上側の第2の部分に向けて、前記突起を前記容器の内部に押し上げ、
前記第2の位置が実質的な最終位置である
ことを特徴とする請求項5に記載の容器を処理するシステム。
【請求項12】
プラスチック容器を処理する方法であって、
起立した表面の移動可能な要素を備える各プラスチック容器を運搬するステップであって、起立した表面、及び、底部に配置された移動可能な要素を含む基部と、本体部とを備える、当該プラスチック容器を運搬するステップと、
前記運搬するステップの後、前記移動可能な要素が起立した表面より上にある各プラスチック容器を、製品で高温充填するステップと、
プラスチック容器内の高温製品を封止するキャップで、各高温充填プラスチック容器を蓋締めするステップと、
冷却により、各高温充填及び蓋締めされたプラスチック容器内に真空を生成するステップと、
内部に生成された真空を有するプラスチック容器の移動可能な要素を移動させて、前記真空を生成するステップで生成された真空の力を補償して、真空の第1の部分を取り除くステップと
を備えるプラスチック容器を処理する方法。
【請求項13】
前記容器内の真空を補償する力が、各プラスチック容器に対して、補足的な真空パネルを用いて前記真空の第2の部分を取り除くことを含み、前記真空の第1及び第2の部分が、前記真空の実質的に全体である
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項14】
前記真空の第1の部分が前記真空全体である
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項15】
プラスチック容器をブロー成形して、容器の少なくとも一部分を含む移動可能な突起をプラスチック容器から、プラスチック容器の起立した表面の下側にし、
前記運搬するステップの前に、前記移動可能な要素を移動させて、起立した表面上にあるようにする
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項16】
前記移動可能な要素の移動が、前記プラスチック容器の内部に対して外側に傾いた位置から、内側に傾いた位置への移動である
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項17】
高温充填及び蓋締めの間、前記容器が首部で支持される
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【請求項18】
高温充填及び蓋締めがなされたプラスチック容器内に生じた真空が、プラスチック容器の歪を引き起こし、
前記真空を取り除いて、プラスチック容器を所定の形状に形成する
ことを特徴とする請求項12に記載のプラスチック容器を処理する方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−47323(P2010−47323A)
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願番号】特願2009−240583(P2009−240583)
【出願日】平成21年10月19日(2009.10.19)
【分割の表示】特願2006−522084(P2006−522084)の分割
【原出願日】平成16年7月30日(2004.7.30)
【出願人】(502326130)グラハム パッケージング カンパニー,エル ピー (15)
【Fターム(参考)】
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願日】平成21年10月19日(2009.10.19)
【分割の表示】特願2006−522084(P2006−522084)の分割
【原出願日】平成16年7月30日(2004.7.30)
【出願人】(502326130)グラハム パッケージング カンパニー,エル ピー (15)
【Fターム(参考)】
[ Back to top ]