
容器セット
【課題】くびれを有する容器を包装シートのみで連結でき得る容器セットを提供する。
【解決手段】容器セット10は、一列に配設された複数の容器12を、包装シート20で包装しつつ連結したものである。各容器は、連結方向の幅が他部位に比して広い複数の広幅部16が、当該広幅部16より狭幅の狭幅部18を挟んで上下に並んだ形状である。包装シート20は、各容器の外形に沿ってシュリンクされた熱収縮性フィルムからなる筒部22を複数有している。この筒部22は、広幅部16の少なくとも一部において隣接する筒部22と繋がっており、狭幅部18において対向する筒部22と分離している。
【解決手段】容器セット10は、一列に配設された複数の容器12を、包装シート20で包装しつつ連結したものである。各容器は、連結方向の幅が他部位に比して広い複数の広幅部16が、当該広幅部16より狭幅の狭幅部18を挟んで上下に並んだ形状である。包装シート20は、各容器の外形に沿ってシュリンクされた熱収縮性フィルムからなる筒部22を複数有している。この筒部22は、広幅部16の少なくとも一部において隣接する筒部22と繋がっており、狭幅部18において対向する筒部22と分離している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、実質的に一列に配設された複数の容器を、包装シートで包装しつつ連結した容器セットに関する。
【背景技術】
【0002】
従来から、複数の容器を持ち運びやすくしたり、互いの関連性を明確にしたりするために、複数の容器を包装シートや紙トレイなどで連結した容器セットが広く知られている。かかる容器セットとしては、予め包装シートで個別に被覆された容器を紙トレイなどの別部材を用いて連結させたものと、各容器を被覆する包装シートを互いに連結させたものと、がある。前者の場合、様々な形状の容器に適用できるという利点がある一方で、包装シートのほかに紙トレイなどの別部材を設ける必要があり、コストや手間がかかるという問題がある。
【0003】
後者の場合は、紙トレイなどの別部材を設ける必要がないため、コストや手間を低減できる。かかるタイプの容器セットは、例えば、下記特許文献1−4などに開示されている。特許文献1記載の容器セットは、互いに連結された複数の熱収縮性スリーブそれぞれを容器に被せ、その状態で加熱して熱収縮性スリーブを収縮させることで構成される。また、特許文献2−4に記載の容器セットは、互いに連結された筒状のシート材それぞれで容器を被覆することで構成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】仏国特許発明第2733733号明細書
【特許文献2】米国特許第4377234号公報
【特許文献3】仏国特許発明第2637866号明細書
【特許文献4】欧州特許発明第395370号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1−4に開示の容器セットは、いずれも、断面形状がほぼ一定のずん胴形容器しか取り扱えないという問題があった。換言すれば、従来の技術によれば、部分的に小径となる「くびれ」を有するような形状の容器については、紙トレイなどの別部材を用いなければ、連結することができなかった。その結果、コストや製造の手間などが生じていた。
【0006】
そこで、本発明は、紙トレイなどの別部材を用いることなく、クビれを有する容器を包装シートのみで連結でき得る容器セットを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の容器セットは、実質的に一列に配設された複数の容器を、包装シートで包装しつつ連結した容器セットであって、各容器は、配設方向の幅が他部位に比して広い複数の広幅部が、当該広幅部より狭幅の狭幅部を挟んで上下に並んだ形状であり、包装シートは、各容器の外形に沿ってシュリンクされた熱収縮性フィルムからなる筒部を複数有しており、各筒部は、広幅部の少なくとも一部において隣接する筒部と繋がっており、少なくとも狭幅部において隣接する筒部と分離している、ことを特徴とする。
【0008】
好適な態様では、隣接する筒部と筒部との繋がり部分には、当該繋がり部分の切断を助ける半破断線が形成されている。
【0009】
他の好適な態様では、さらに、複数の容器全てを取り囲んだ状態でシュリンクされることで当該複数の容器の動きを拘束するバンド部であって、各筒部に部分的に繋がり、部分的に分離したバンド部、を備える。この場合、前記バンド部は、筒部の上側および下側の少なくとも一方に設けられている、ことが望ましい。
【発明の効果】
【0010】
本発明によれば、隣接する筒部が部分的に繋がり、その他の部分では部分的に分離している。その結果、各筒部は、複雑な容器形状にも適切に追従することができ、対応する容器を適切に包装することができる。そして、結果として、くびれを有する容器であっても、包装シートのみで連結することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態である容器セットの正面図である。
【図2】包装シートおよび容器をそれぞれ一部図示省略した正面図である。
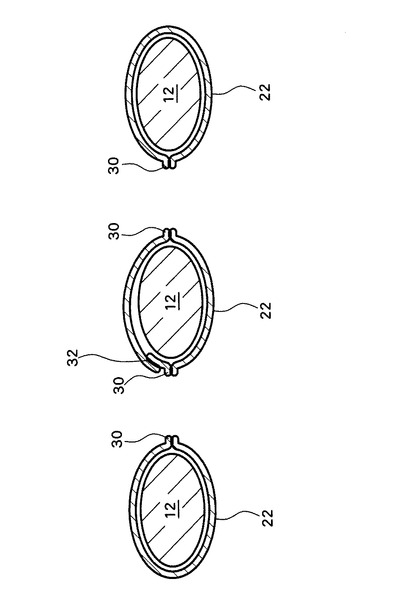
【図3A】図1におけるA−A端面図である。
【図3B】図1におけるB−B端面図である。
【図4】包装シートの製造の様子を示すイメージ図である。
【図5】他の包装シートの製造の様子を示すイメージ図である。
【図6】他の容器セットの正面図である。
【図7】他の容器セットの正面図である。
【図8A】図7におけるC−C端面図である。
【図8B】図7におけるD−D端面図である。
【図9】図7の容器セットに用いられる包装シートのシュリンク前の様子を示す図である。
【図10】参考として例示する容器セットの正面図である。
【図11A】他の容器セットの正面図である。
【図11B】図11Aの容器セットに用いられる包装シートのシュリンク前の様子を示す図である。
【図12】参考として例示する容器セットの正面図である。
【発明を実施するための形態】
【0012】
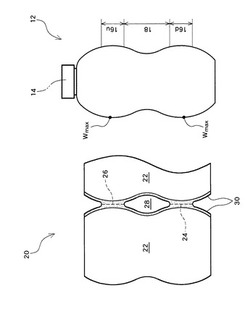
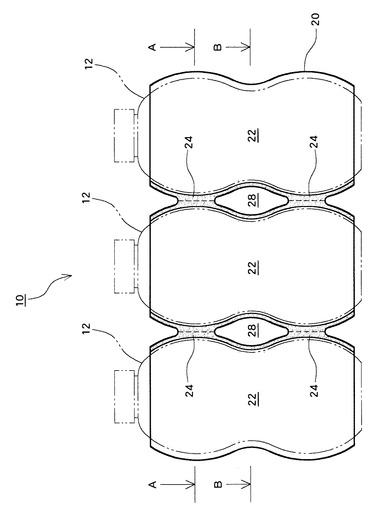
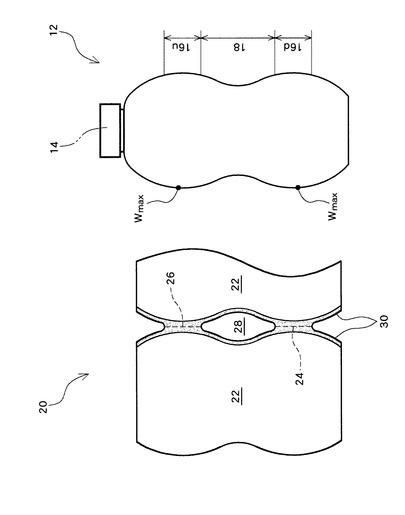
以下、本発明の実施形態について図面を参照して説明する。図1は、本発明の実施形態である容器セット10の正面図である。また、図2は、包装シート20および容器12のそれぞれを一部図示省略した正面図である。さらに、図3Aは、図1におけるA−A断面図であり、図3Bは、B−B断面図である。なお、各図面においては、理解を容易にするために、包装シート20の厚みなどの各種部材の寸法を実際とは異ならせている。
【0013】
本実施形態の容器セット10は、複数(図1では三つ)の容器12が、一列に配設された状態で、包装シート20で包装されるとともに連結されたものである。連結された三つの容器12は、いずれも、上端に蓋体14が取り付けられた中空体で、その内部には、液体や粉体等の商品が充填されている。各容器12は、正面視において上下が丸く真ん中がくびれた略ヒョウタン形状となっている。別の見方をすれば、本実施形態で取り扱う容器12は、容器セット10における容器配設方向(図1における左右方向)の幅が、比較的大きい広幅部16u,16d(以下、上下を区別しないときは添字を省略し、単に「広幅部16」という)が、広幅部16より狭幅の狭幅部18を挟んで上下に二つ並んだ形状となっている。上下に並んだ二つの広幅部16、すなわち、上側広幅部16uおよび下側広幅部16dは、いずれも、容器12の幅最大部Wmaxを含んでいる。この幅最大部Wmaxは、容器12を一列に配設した際に、隣接する容器12と各々最も近接する位置である。したがって、図1の実施形態で取り扱う容器12は、配設時に隣接する容器12と最も近接する部位が、上下に離間して複数並んだ形状とも言える。
【0014】
この容器12の外周囲は、包装シート20により被覆されている。包装シート20は、商品名や商品のイメージ画像、材料、消費期限など商品として必要な各種画像が印刷されたシート部材である。この包装シート20で被覆されることにより、容器12に「商品」として必要な外観が付与されることになる。換言すれば、包装シート20は、「商品」として必須の構成要素であるといえる。本実施形態では、この「商品」として必須の構成要素である包装シート20を用いて複数の容器12を連結することを特徴の一つとしている。
【0015】
ここで、包装シート20を用いて複数の容器12を連結することは、特許文献1などにも開示されている。しかしながら、こうした従来の技術は、幅が、ほぼ一定の略ずん胴形容器を対象としており、本実施形態のように、複数の幅最大部Wmax(すなわち、配設時に隣接する容器12と最も近接する部位)が上下に離間して並んだ容器は対象としていなかった。そして、従来、複数の幅最大部Wmaxが上下に離間して並んだ容器12を連結する場合には、通常、紙トレイなどの別部材を用いざるを得なかった。かかる別部材の使用は、コストや手間の増加を招き、望ましくなかった。本実施形態では、こうした問題を解決するために、複数の幅最大部Wmaxが上下に離間して並んだ容器12を、当該容器12を被覆する包装シート20で連結するようにしている。以下、この包装シート20の構成について詳説する。
【0016】
本実施形態の包装シート20は、材質的には、熱収縮性フィルムからなり、当該熱収縮性フィルムを加熱してシュリンクさせることで容器に装着される。この熱収縮性フィルムは、異方性の熱収縮率を有するフィルムで、適当な温度に加熱することで1軸方向に収縮させることができるフィルムであり、例えば90℃、10秒間の熱水浸漬で約20%〜90%収縮するフィルムである。また、この1軸方向と直交する方向に−3%〜15%収縮(マイナスは膨張)するものであってもよい。かかる熱収縮性フィルムは、ポリエステル系、ポリスチレン系、ポリオレフィン系、塩化ビニル系等の熱可塑性樹脂から選択される1種類、または2種類以上の混合物で構成することができる。これらの間においては、例えば硬質感を求めるときにはポリエチレンテレフタレート(PET)などのポリエステル系、軟質感を求めるときはオレフィン系、等のように選択することができる。熱収縮性フィルムは、単層構造のフィルムでも複層構造のフィルムでもよい。また、金属蒸着層、発泡樹脂層、不織布等と熱収縮性フィルムとが積層された積層フィルムであってもよい。熱収縮性フィルムの全体の厚みとしては、好ましくは約20μmから約100μmがよい。さらに、このフィルムをポリエステル系とし、その延伸方向である上記1軸方向を筒部22の周方向となるように包装シート20を形成することにより、繋がり部24における容器間の耐引き裂き強度を強化することができる。
【0017】
熱収縮性フィルムは、このような合成樹脂フィルムであって、例えば、Tダイ法、インフレーション法等の公知の方法で製膜し、これを延伸処理することで得ることができる。延伸処理としては、主に、一方向、例えば筒状シートとするときはその周方向に、約2倍から約8倍に延伸される。なお、一方向に直交する他方向にも、例えば約1.5倍程度延伸されるものとしてもよい。このようにして製造された熱収縮性フィルムは、加熱することで、延伸された方向とは反対方向に収縮する。
【0018】
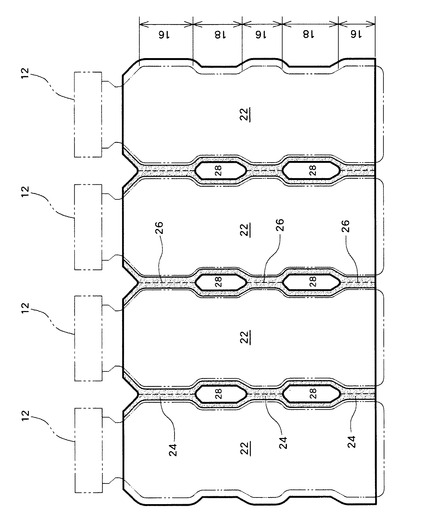
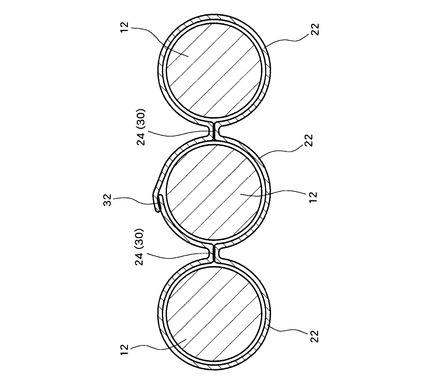
また、形状的な構成に着目すると、この包装シート20は、熱収縮性フィルムの1軸方向が周方向となるように筒状に形成して接合されてなる筒部22を各容器12ごとに複数個有する構成としている。各筒部22は、対応する容器12の外周囲を被覆する略筒形状となっており、容器12の外形に沿ってシュリンクされている。また、この複数の筒部22は、広幅部16の少なくとも一部分において隣接する筒部22と互いに繋がっており、少なくとも狭幅部18を含む他の部位において隣接する筒部22と分離している。換言すれば、一列に配設された容器12と容器12との間には、狭幅部18に対応する高さ位置に形成される貫通孔28を挟んで、隣接する筒部22との繋がり部24が上下に並んでいる構成となっている。そして、この繋がり部24を介して、複数の容器12が連結されることになる。
【0019】
このように隣接する筒部22が、部分的に繋がり、その他の部分では分離する構成とすることで、複数の容器12を筒部22(包装シート20)で連結しつつ、貫通部28等の分離した部分はシュリンクさせて各筒部22を容器外形に沿った形状とすることができる。そして、これにより、複数の幅最大部Wmax(すなわち、配設時に隣接する容器12と最も近接する部位)が上下に離間して並んだ容器12であっても、優れた美感を保ちつつ、「商品」としての必須要素である包装シート20のみで連結することが可能となっている。そして、結果として、容器セット10を製造する際のコストや手間を低減することができる。
【0020】
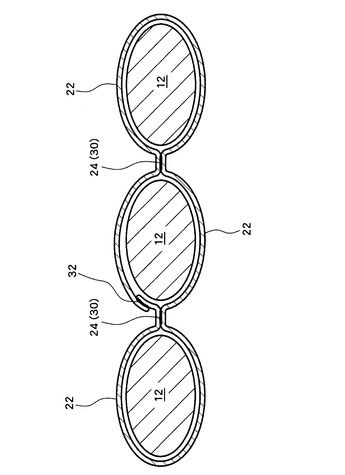
ここで、繋がり部24を含む筒部22と筒部22との境界部分は、すなわち、図1においてグレーのハッチングを施した部位は、重なった複数のシートが接着剤等で接合された接合部(以下「境界接合部30」と呼ぶ)である。この境界接合部30により、包装シート20が複数の筒部22に区分されている。図3Bから明らかなとおり、広幅部16以外の部位(例えば、狭幅部18)において、この境界接合部30は容器12の外方向に突出する突起となる。境界接合部30の幅は、この突起の突出量が美感的に問題ない範囲に納まるように調整される。
【0021】
なお、後に詳説するように、本実施形態では、一枚の熱収縮性フィルムの両端を接合して筒状とし、さらに、この筒状フィルムを適当な位置で接合することで複数の筒部22に区分している。かかる製法の都合上、包装シート20には、上述した境界接合部30の他に、一枚の熱収縮性フィルムの両端を連結して筒状にするために施された接合部32(図3参照)もある。以下では、この接合部を、「連結接合部32」と呼び、筒部22と筒部22の境界部分に施された境界接合部30と区別する。この連結接合部32は、図3に示すように境界接合部30の近傍に設けることにより、この連結接合部32の重なりによる突起部を使用者等が通常触れにくい位置に設定することができ商品性も向上させることができる。
【0022】
ところで、このように構成された容器セット10の商品をユーザが実際に使用する際には、ユーザは、各容器12を他の容器から分離、一つ一つ独立した状態にする。この容器12を分離する作業を簡易に行えるように、筒部22と筒部22の繋がり部24には、この繋がり部24の切断を助けるための半破断線26が、その上端から下端にかけて一直線状に形成されている。半破断線26は、包装シート20の破断を助けるもので、例えば、切り部と継ぎ部が交互に形成されたミシン線や、包装シート20(熱収縮性フィルム)の厚さ未満の深さの溝線(ハーフカット線)などを採用できる。こうした半破断線26を設けることにより、ユーザはハサミなどの道具を用いることなく、各容器12を容易に分離させることができる。
【0023】
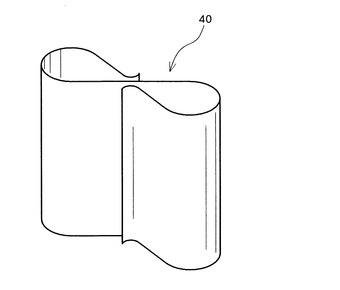
次に、こうした包装シート20の製造方法について図4を参照して説明する。包装シート20を製造する際には、既述したとおり、まず、一枚の熱収縮性フィルムの両端を重ねた状態で接着剤等により接合し、一つの大きな筒状シート40を構成する。なお、この筒状シート40は、後に、各容器12の高さに応じて切断されていくので、この段階では、容器12に比してかなり長尺である。
【0024】
筒状シート40の形成作業(すなわち連結接合部32の形成作業)と並行して、あるいは、筒状シート40が形成できた後に、今度は、当該筒状シート40を三つの筒部22に区分する。具体的には、筒状シート40を横に三等分する位置で、折り重なったフィルム同士を直線状に接合する。この接合作業により、一つの大きな筒状であったシートが、境界接合部30を介して互いに連結された三つの筒部22に区分される。
【0025】
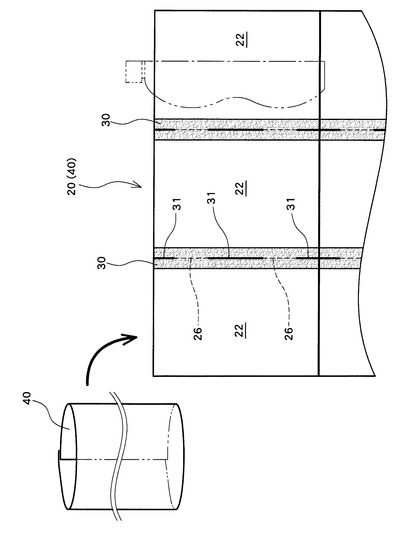
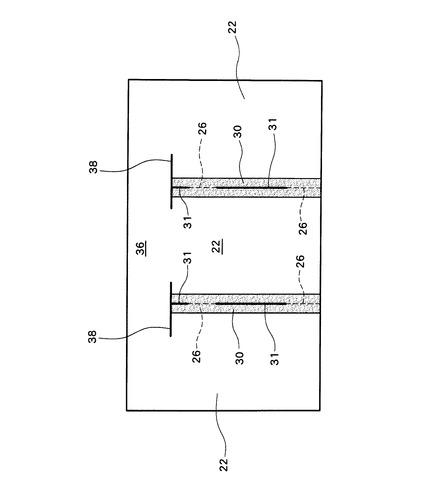
三つの筒部22が形成できれば、次いで、境界接合部30の幅の略中央部に、切り込み線31および半破断線26を施す。この切り込み線31および半破断線26の位置および長さは、被覆する容器12の形状に応じて決定される。より具体的には、半破断線26は、包装シート20の広幅部16のうちシュリンク後も繋がり部24としたいほぼ同じ高さ範囲に施される。また、切り込み線31は、包装シート20のシュリンク後も容器12の表面に沿って密着収縮させたい部分、即ち繋がり部24を除く部分とほぼ同じ高さ範囲に施される。切り込み線31および半破断線26が形成されれば、長尺な筒状シートを、対象とする容器12の高さに応じた長さに切断していく。
【0026】
かかる工程により得られた包装シート20は、各筒部22の内部に容器12が位置するように容器12にセットされる。そして、その状態で加熱することで各筒部22が、容器12外形に応じてシュリンクする。このとき、切り込み線31が施された高さ範囲は、隣接する筒部22から互いに分離しているのでその影響を殆ど受けず、自由に変形(収縮)できる。その結果、狭幅部18のようなくびれ部分にも確実に追従収縮でき、美観的に優れた包装状態を実現できる。その一方で、半破断線26が施された高さ範囲、すなわち、広幅部16とほぼ同じ高さ範囲については、隣接する筒部22と繋がったままである。その結果、紙トレイなどの別部材を用いなくても、複数の容器12を連結することができる。つまり、本実施形態によれば、各容器12が、くびれ部を有するような特殊形状であっても、優れた美感を保ちつつ、包装シート20のみで複数の容器12を連結できる。
【0027】
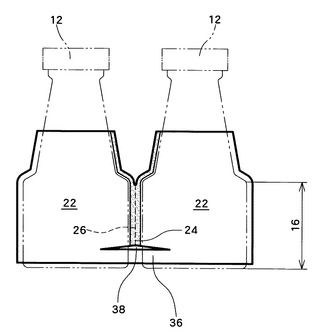
なお、ここで説明した製造工程は、一例であり、各作業の順序等は適宜、変更されてもよい。また、筒部22を形成するためのシートの折り畳み方なども適宜、変更されてもよい。例えば、本実施形態では、三つの容器12を連結するために、一つの大きな筒状シート40を三つの筒部22に区分している。しかし、連結すべき容器12が二つだけの場合は、例えば、図5に図示するように、一枚の熱収縮性フィルム40を略8の字状に折りたたみ、熱収縮性フィルム40の両端および中央を重ねて接合して二つの筒部22を形成するようにしてもよい。そして、三つのシートが重なる部分を形成した場合、この重なった部分が二つの筒部22の境界部分である境界接合部30であり、二つの容器12を繋げる繋がり部24ともなる。三つのシートが重なった部分は、他部位に比べて堅く、強度が強い。かかる部分を繋がり部24とすることで、意図しない繋がり部24の破損、ひいては、意図しない容器12の分離をより確実に防止することができる。
【0028】
また、これまでの説明では、広幅部16が二つの容器12を三つ連結した容器セット10について説明したが、広幅部16は三つ以上でもよく、また、容器12の連結個数も2以上であれば、いくつでもよい。例えば、図6に図示するように、狭幅部18を挟んで三つの広幅部16が上下に並ぶ容器12を対象としてもよい。この場合、各容器12と容器12との間には、三つの繋がり部24が上下に並ぶことになる。また、容器12の連結個数は、四つなどであってもよい。
【0029】
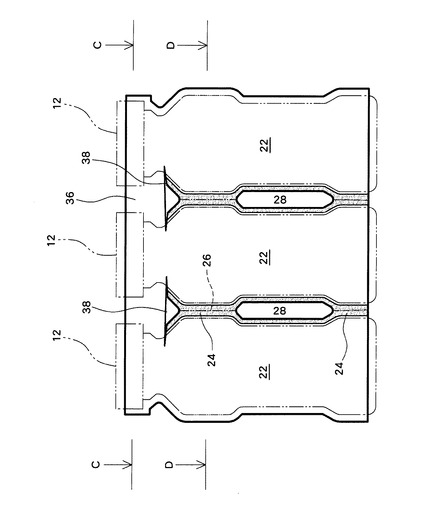
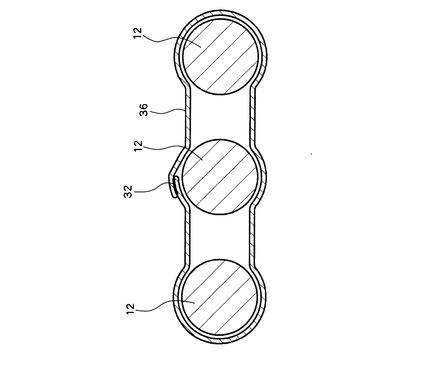
さらに、これまでの説明では、複数の筒部22のみで容器を連結する形態を例示したが、包装シート20に筒部22以外の構成要素を付加してもよい。例えば、包装シート20に、各容器12を個別に被覆する複数の筒部22の他に、さらに、複数の容器12全てに跨って当該複数の容器12の動きを拘束するバンド部36を設けてもよい。これについて、図7〜図9を用いて説明する。なお、図7は、他の実施形態である容器セット10の正面図であり、図8Aは、図7におけるC−C端面図、図8Bは図7におけるD−D端面図である。また、図9は、当該容器セット10で用いられる包装シート20のシュリンク前の状態を示す図である。
【0030】
既述したようなバンド部36は、図7に図示するように筒部22の上端に設けられるほか、筒部22の下端に設けるようにしてもよい。バンド部36は、各筒部22に部分的に繋がる一方で、筒部22の端部に形成された切り込み部38により部分的に分離している。そして、このバンド部36には、境界接合部30が設けられておらず、複数の容器12全てを取り囲む一つの大きな輪となっている。このバンド部36が、複数の容器12全てを取り囲んだ状態でシュリンクされることで、図8Aに図示するように、バンド部36により複数の容器12の動きが拘束され、連結状態をより安定的に保つことができる。
【0031】
図9は、かかるバンド部36を備えた包装シート20のシュリンク前の正面図である。シュリンク前において、包装シート20は、境界接合部30により区分された三つの筒部22と、当該筒部22の上側に位置するバンド部36と、を備える。筒部22とバンド部36との境界には、部分的にのみ切り込み38が施されており、両者が部分的にのみ繋がった状態となっている。かかる包装シート20の各筒部22の内部に容器12を位置させた状態で加熱することで、図7に図示するような容器セット10を得ることができる。
【0032】
なお、容器12を個別に取り出して使用する際、このバンド部36は、邪魔になることが予想される。したがって、使用時に、このバンド部36を容易に除去できるように、バンド部36と筒部22との繋がり部分(バンド部36と筒部22との境界部分のうち切り込み部38が施されていない部分)には、ミシン目線などの半破断線を施しておくことが望ましい。
【0033】
また、かかるバンド部36は、広幅部16を一つしか有さない容器12を複数個連結した容器セット10にも有効である。図10は、参考として示す容器セット10の概略正面図である。図10に図示するように、幅最大となる広幅部16が一つしかない容器12を複数個、各々の筒部22で連結した場合、各筒部22間の繋がり部24は一箇所のみとなる。この場合において、バンド部36を設けていないと、各容器12がこの繋がり部24を軸として相対的に動きやすくなってしまい、互いの位置関係を固定できないという問題がある。一方、図10に図示するように、各筒部22の下端にこの図10の正面図の手前側と奥側に一対のバンド部36を設けた場合、熱等により収縮させたバンド部36が各容器12を締付ける作用を奏し、前記繋がり部24における容器12の収縮固定作用とこのバンド部36による容器12全体を締付ける作用の相乗効果により、容器12の互いの位置関係を確実に固定することができる。
【0034】
なお、このバンド部36は、繋がり部24が一箇所しかない場合はこの繋がり部24に近接して設けることにより、バンド部36の熱収縮時の収縮力を繋がり部24で受けやすくなり、収縮後における容器12の互いの位置関係の確保が容易になる。
【0035】
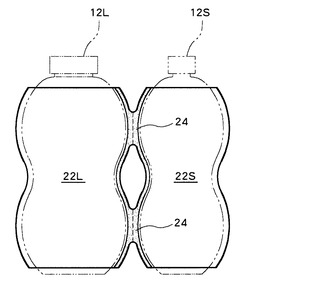
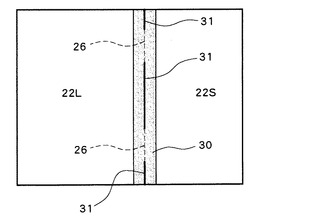
また、これまでの説明では、複数の容器12を全て同じ形状とする場合を例示したが、ほぼ同じ高さ位置に広幅部16が存在するのであれば、異なる形状の容器12を連結するようにしてもよい。例えば、図11Aに図示するように、太めのヒョウタン形状容器12Lと、細めのヒョウタン形状容器12Sと、を複数の筒部22L,22Sを備えた包装シート20で連結するようにしてもよい。このように太さの異なる二種類の容器12を連結する際には、当然ながら、二つの筒部22L,22Sの大きさを、シュリンク前の段階で異ならせておく。すなわち、図11Bに図示するように、境界接合部30の位置を調整して、大径の筒部22Lと小径の筒部22Sとが並ぶようにしておけばよい。
【0036】
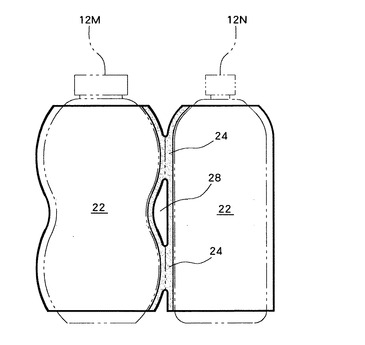
さらに、容器セット10を構成する複数の容器12のうち少なくとも一つが、複数の広幅部16が高さ方向に離間して並ぶ形状であればよい。したがって、図12に図示するように、複数の容器の中に、断面形状がほぼ一定のずん胴形状容器12Nが含まれていてもよい。
【0037】
いずれにしても、各容器12を被服する筒部22を、少なくとも広幅部16において隣接する筒部22と繋がり、少なくとも狭幅部18において隣接する筒部22と離間する構成とすることで、優れた美感を維持しつつも、包装シート20のみで複数の容器12を確実に連結することができる。
【符号の説明】
【0038】
10 容器セット、12 容器、14 蓋体、16 広幅部、18 狭幅部、20 包装シート、22 筒部、24 繋がり部、26 半破断線、28 貫通孔、30 境界接合部、31 切り込み線、32 連結接合部、36 バンド部、38 切り込み部。
【技術分野】
【0001】
本発明は、実質的に一列に配設された複数の容器を、包装シートで包装しつつ連結した容器セットに関する。
【背景技術】
【0002】
従来から、複数の容器を持ち運びやすくしたり、互いの関連性を明確にしたりするために、複数の容器を包装シートや紙トレイなどで連結した容器セットが広く知られている。かかる容器セットとしては、予め包装シートで個別に被覆された容器を紙トレイなどの別部材を用いて連結させたものと、各容器を被覆する包装シートを互いに連結させたものと、がある。前者の場合、様々な形状の容器に適用できるという利点がある一方で、包装シートのほかに紙トレイなどの別部材を設ける必要があり、コストや手間がかかるという問題がある。
【0003】
後者の場合は、紙トレイなどの別部材を設ける必要がないため、コストや手間を低減できる。かかるタイプの容器セットは、例えば、下記特許文献1−4などに開示されている。特許文献1記載の容器セットは、互いに連結された複数の熱収縮性スリーブそれぞれを容器に被せ、その状態で加熱して熱収縮性スリーブを収縮させることで構成される。また、特許文献2−4に記載の容器セットは、互いに連結された筒状のシート材それぞれで容器を被覆することで構成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】仏国特許発明第2733733号明細書
【特許文献2】米国特許第4377234号公報
【特許文献3】仏国特許発明第2637866号明細書
【特許文献4】欧州特許発明第395370号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1−4に開示の容器セットは、いずれも、断面形状がほぼ一定のずん胴形容器しか取り扱えないという問題があった。換言すれば、従来の技術によれば、部分的に小径となる「くびれ」を有するような形状の容器については、紙トレイなどの別部材を用いなければ、連結することができなかった。その結果、コストや製造の手間などが生じていた。
【0006】
そこで、本発明は、紙トレイなどの別部材を用いることなく、クビれを有する容器を包装シートのみで連結でき得る容器セットを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の容器セットは、実質的に一列に配設された複数の容器を、包装シートで包装しつつ連結した容器セットであって、各容器は、配設方向の幅が他部位に比して広い複数の広幅部が、当該広幅部より狭幅の狭幅部を挟んで上下に並んだ形状であり、包装シートは、各容器の外形に沿ってシュリンクされた熱収縮性フィルムからなる筒部を複数有しており、各筒部は、広幅部の少なくとも一部において隣接する筒部と繋がっており、少なくとも狭幅部において隣接する筒部と分離している、ことを特徴とする。
【0008】
好適な態様では、隣接する筒部と筒部との繋がり部分には、当該繋がり部分の切断を助ける半破断線が形成されている。
【0009】
他の好適な態様では、さらに、複数の容器全てを取り囲んだ状態でシュリンクされることで当該複数の容器の動きを拘束するバンド部であって、各筒部に部分的に繋がり、部分的に分離したバンド部、を備える。この場合、前記バンド部は、筒部の上側および下側の少なくとも一方に設けられている、ことが望ましい。
【発明の効果】
【0010】
本発明によれば、隣接する筒部が部分的に繋がり、その他の部分では部分的に分離している。その結果、各筒部は、複雑な容器形状にも適切に追従することができ、対応する容器を適切に包装することができる。そして、結果として、くびれを有する容器であっても、包装シートのみで連結することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態である容器セットの正面図である。
【図2】包装シートおよび容器をそれぞれ一部図示省略した正面図である。
【図3A】図1におけるA−A端面図である。
【図3B】図1におけるB−B端面図である。
【図4】包装シートの製造の様子を示すイメージ図である。
【図5】他の包装シートの製造の様子を示すイメージ図である。
【図6】他の容器セットの正面図である。
【図7】他の容器セットの正面図である。
【図8A】図7におけるC−C端面図である。
【図8B】図7におけるD−D端面図である。
【図9】図7の容器セットに用いられる包装シートのシュリンク前の様子を示す図である。
【図10】参考として例示する容器セットの正面図である。
【図11A】他の容器セットの正面図である。
【図11B】図11Aの容器セットに用いられる包装シートのシュリンク前の様子を示す図である。
【図12】参考として例示する容器セットの正面図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施形態について図面を参照して説明する。図1は、本発明の実施形態である容器セット10の正面図である。また、図2は、包装シート20および容器12のそれぞれを一部図示省略した正面図である。さらに、図3Aは、図1におけるA−A断面図であり、図3Bは、B−B断面図である。なお、各図面においては、理解を容易にするために、包装シート20の厚みなどの各種部材の寸法を実際とは異ならせている。
【0013】
本実施形態の容器セット10は、複数(図1では三つ)の容器12が、一列に配設された状態で、包装シート20で包装されるとともに連結されたものである。連結された三つの容器12は、いずれも、上端に蓋体14が取り付けられた中空体で、その内部には、液体や粉体等の商品が充填されている。各容器12は、正面視において上下が丸く真ん中がくびれた略ヒョウタン形状となっている。別の見方をすれば、本実施形態で取り扱う容器12は、容器セット10における容器配設方向(図1における左右方向)の幅が、比較的大きい広幅部16u,16d(以下、上下を区別しないときは添字を省略し、単に「広幅部16」という)が、広幅部16より狭幅の狭幅部18を挟んで上下に二つ並んだ形状となっている。上下に並んだ二つの広幅部16、すなわち、上側広幅部16uおよび下側広幅部16dは、いずれも、容器12の幅最大部Wmaxを含んでいる。この幅最大部Wmaxは、容器12を一列に配設した際に、隣接する容器12と各々最も近接する位置である。したがって、図1の実施形態で取り扱う容器12は、配設時に隣接する容器12と最も近接する部位が、上下に離間して複数並んだ形状とも言える。
【0014】
この容器12の外周囲は、包装シート20により被覆されている。包装シート20は、商品名や商品のイメージ画像、材料、消費期限など商品として必要な各種画像が印刷されたシート部材である。この包装シート20で被覆されることにより、容器12に「商品」として必要な外観が付与されることになる。換言すれば、包装シート20は、「商品」として必須の構成要素であるといえる。本実施形態では、この「商品」として必須の構成要素である包装シート20を用いて複数の容器12を連結することを特徴の一つとしている。
【0015】
ここで、包装シート20を用いて複数の容器12を連結することは、特許文献1などにも開示されている。しかしながら、こうした従来の技術は、幅が、ほぼ一定の略ずん胴形容器を対象としており、本実施形態のように、複数の幅最大部Wmax(すなわち、配設時に隣接する容器12と最も近接する部位)が上下に離間して並んだ容器は対象としていなかった。そして、従来、複数の幅最大部Wmaxが上下に離間して並んだ容器12を連結する場合には、通常、紙トレイなどの別部材を用いざるを得なかった。かかる別部材の使用は、コストや手間の増加を招き、望ましくなかった。本実施形態では、こうした問題を解決するために、複数の幅最大部Wmaxが上下に離間して並んだ容器12を、当該容器12を被覆する包装シート20で連結するようにしている。以下、この包装シート20の構成について詳説する。
【0016】
本実施形態の包装シート20は、材質的には、熱収縮性フィルムからなり、当該熱収縮性フィルムを加熱してシュリンクさせることで容器に装着される。この熱収縮性フィルムは、異方性の熱収縮率を有するフィルムで、適当な温度に加熱することで1軸方向に収縮させることができるフィルムであり、例えば90℃、10秒間の熱水浸漬で約20%〜90%収縮するフィルムである。また、この1軸方向と直交する方向に−3%〜15%収縮(マイナスは膨張)するものであってもよい。かかる熱収縮性フィルムは、ポリエステル系、ポリスチレン系、ポリオレフィン系、塩化ビニル系等の熱可塑性樹脂から選択される1種類、または2種類以上の混合物で構成することができる。これらの間においては、例えば硬質感を求めるときにはポリエチレンテレフタレート(PET)などのポリエステル系、軟質感を求めるときはオレフィン系、等のように選択することができる。熱収縮性フィルムは、単層構造のフィルムでも複層構造のフィルムでもよい。また、金属蒸着層、発泡樹脂層、不織布等と熱収縮性フィルムとが積層された積層フィルムであってもよい。熱収縮性フィルムの全体の厚みとしては、好ましくは約20μmから約100μmがよい。さらに、このフィルムをポリエステル系とし、その延伸方向である上記1軸方向を筒部22の周方向となるように包装シート20を形成することにより、繋がり部24における容器間の耐引き裂き強度を強化することができる。
【0017】
熱収縮性フィルムは、このような合成樹脂フィルムであって、例えば、Tダイ法、インフレーション法等の公知の方法で製膜し、これを延伸処理することで得ることができる。延伸処理としては、主に、一方向、例えば筒状シートとするときはその周方向に、約2倍から約8倍に延伸される。なお、一方向に直交する他方向にも、例えば約1.5倍程度延伸されるものとしてもよい。このようにして製造された熱収縮性フィルムは、加熱することで、延伸された方向とは反対方向に収縮する。
【0018】
また、形状的な構成に着目すると、この包装シート20は、熱収縮性フィルムの1軸方向が周方向となるように筒状に形成して接合されてなる筒部22を各容器12ごとに複数個有する構成としている。各筒部22は、対応する容器12の外周囲を被覆する略筒形状となっており、容器12の外形に沿ってシュリンクされている。また、この複数の筒部22は、広幅部16の少なくとも一部分において隣接する筒部22と互いに繋がっており、少なくとも狭幅部18を含む他の部位において隣接する筒部22と分離している。換言すれば、一列に配設された容器12と容器12との間には、狭幅部18に対応する高さ位置に形成される貫通孔28を挟んで、隣接する筒部22との繋がり部24が上下に並んでいる構成となっている。そして、この繋がり部24を介して、複数の容器12が連結されることになる。
【0019】
このように隣接する筒部22が、部分的に繋がり、その他の部分では分離する構成とすることで、複数の容器12を筒部22(包装シート20)で連結しつつ、貫通部28等の分離した部分はシュリンクさせて各筒部22を容器外形に沿った形状とすることができる。そして、これにより、複数の幅最大部Wmax(すなわち、配設時に隣接する容器12と最も近接する部位)が上下に離間して並んだ容器12であっても、優れた美感を保ちつつ、「商品」としての必須要素である包装シート20のみで連結することが可能となっている。そして、結果として、容器セット10を製造する際のコストや手間を低減することができる。
【0020】
ここで、繋がり部24を含む筒部22と筒部22との境界部分は、すなわち、図1においてグレーのハッチングを施した部位は、重なった複数のシートが接着剤等で接合された接合部(以下「境界接合部30」と呼ぶ)である。この境界接合部30により、包装シート20が複数の筒部22に区分されている。図3Bから明らかなとおり、広幅部16以外の部位(例えば、狭幅部18)において、この境界接合部30は容器12の外方向に突出する突起となる。境界接合部30の幅は、この突起の突出量が美感的に問題ない範囲に納まるように調整される。
【0021】
なお、後に詳説するように、本実施形態では、一枚の熱収縮性フィルムの両端を接合して筒状とし、さらに、この筒状フィルムを適当な位置で接合することで複数の筒部22に区分している。かかる製法の都合上、包装シート20には、上述した境界接合部30の他に、一枚の熱収縮性フィルムの両端を連結して筒状にするために施された接合部32(図3参照)もある。以下では、この接合部を、「連結接合部32」と呼び、筒部22と筒部22の境界部分に施された境界接合部30と区別する。この連結接合部32は、図3に示すように境界接合部30の近傍に設けることにより、この連結接合部32の重なりによる突起部を使用者等が通常触れにくい位置に設定することができ商品性も向上させることができる。
【0022】
ところで、このように構成された容器セット10の商品をユーザが実際に使用する際には、ユーザは、各容器12を他の容器から分離、一つ一つ独立した状態にする。この容器12を分離する作業を簡易に行えるように、筒部22と筒部22の繋がり部24には、この繋がり部24の切断を助けるための半破断線26が、その上端から下端にかけて一直線状に形成されている。半破断線26は、包装シート20の破断を助けるもので、例えば、切り部と継ぎ部が交互に形成されたミシン線や、包装シート20(熱収縮性フィルム)の厚さ未満の深さの溝線(ハーフカット線)などを採用できる。こうした半破断線26を設けることにより、ユーザはハサミなどの道具を用いることなく、各容器12を容易に分離させることができる。
【0023】
次に、こうした包装シート20の製造方法について図4を参照して説明する。包装シート20を製造する際には、既述したとおり、まず、一枚の熱収縮性フィルムの両端を重ねた状態で接着剤等により接合し、一つの大きな筒状シート40を構成する。なお、この筒状シート40は、後に、各容器12の高さに応じて切断されていくので、この段階では、容器12に比してかなり長尺である。
【0024】
筒状シート40の形成作業(すなわち連結接合部32の形成作業)と並行して、あるいは、筒状シート40が形成できた後に、今度は、当該筒状シート40を三つの筒部22に区分する。具体的には、筒状シート40を横に三等分する位置で、折り重なったフィルム同士を直線状に接合する。この接合作業により、一つの大きな筒状であったシートが、境界接合部30を介して互いに連結された三つの筒部22に区分される。
【0025】
三つの筒部22が形成できれば、次いで、境界接合部30の幅の略中央部に、切り込み線31および半破断線26を施す。この切り込み線31および半破断線26の位置および長さは、被覆する容器12の形状に応じて決定される。より具体的には、半破断線26は、包装シート20の広幅部16のうちシュリンク後も繋がり部24としたいほぼ同じ高さ範囲に施される。また、切り込み線31は、包装シート20のシュリンク後も容器12の表面に沿って密着収縮させたい部分、即ち繋がり部24を除く部分とほぼ同じ高さ範囲に施される。切り込み線31および半破断線26が形成されれば、長尺な筒状シートを、対象とする容器12の高さに応じた長さに切断していく。
【0026】
かかる工程により得られた包装シート20は、各筒部22の内部に容器12が位置するように容器12にセットされる。そして、その状態で加熱することで各筒部22が、容器12外形に応じてシュリンクする。このとき、切り込み線31が施された高さ範囲は、隣接する筒部22から互いに分離しているのでその影響を殆ど受けず、自由に変形(収縮)できる。その結果、狭幅部18のようなくびれ部分にも確実に追従収縮でき、美観的に優れた包装状態を実現できる。その一方で、半破断線26が施された高さ範囲、すなわち、広幅部16とほぼ同じ高さ範囲については、隣接する筒部22と繋がったままである。その結果、紙トレイなどの別部材を用いなくても、複数の容器12を連結することができる。つまり、本実施形態によれば、各容器12が、くびれ部を有するような特殊形状であっても、優れた美感を保ちつつ、包装シート20のみで複数の容器12を連結できる。
【0027】
なお、ここで説明した製造工程は、一例であり、各作業の順序等は適宜、変更されてもよい。また、筒部22を形成するためのシートの折り畳み方なども適宜、変更されてもよい。例えば、本実施形態では、三つの容器12を連結するために、一つの大きな筒状シート40を三つの筒部22に区分している。しかし、連結すべき容器12が二つだけの場合は、例えば、図5に図示するように、一枚の熱収縮性フィルム40を略8の字状に折りたたみ、熱収縮性フィルム40の両端および中央を重ねて接合して二つの筒部22を形成するようにしてもよい。そして、三つのシートが重なる部分を形成した場合、この重なった部分が二つの筒部22の境界部分である境界接合部30であり、二つの容器12を繋げる繋がり部24ともなる。三つのシートが重なった部分は、他部位に比べて堅く、強度が強い。かかる部分を繋がり部24とすることで、意図しない繋がり部24の破損、ひいては、意図しない容器12の分離をより確実に防止することができる。
【0028】
また、これまでの説明では、広幅部16が二つの容器12を三つ連結した容器セット10について説明したが、広幅部16は三つ以上でもよく、また、容器12の連結個数も2以上であれば、いくつでもよい。例えば、図6に図示するように、狭幅部18を挟んで三つの広幅部16が上下に並ぶ容器12を対象としてもよい。この場合、各容器12と容器12との間には、三つの繋がり部24が上下に並ぶことになる。また、容器12の連結個数は、四つなどであってもよい。
【0029】
さらに、これまでの説明では、複数の筒部22のみで容器を連結する形態を例示したが、包装シート20に筒部22以外の構成要素を付加してもよい。例えば、包装シート20に、各容器12を個別に被覆する複数の筒部22の他に、さらに、複数の容器12全てに跨って当該複数の容器12の動きを拘束するバンド部36を設けてもよい。これについて、図7〜図9を用いて説明する。なお、図7は、他の実施形態である容器セット10の正面図であり、図8Aは、図7におけるC−C端面図、図8Bは図7におけるD−D端面図である。また、図9は、当該容器セット10で用いられる包装シート20のシュリンク前の状態を示す図である。
【0030】
既述したようなバンド部36は、図7に図示するように筒部22の上端に設けられるほか、筒部22の下端に設けるようにしてもよい。バンド部36は、各筒部22に部分的に繋がる一方で、筒部22の端部に形成された切り込み部38により部分的に分離している。そして、このバンド部36には、境界接合部30が設けられておらず、複数の容器12全てを取り囲む一つの大きな輪となっている。このバンド部36が、複数の容器12全てを取り囲んだ状態でシュリンクされることで、図8Aに図示するように、バンド部36により複数の容器12の動きが拘束され、連結状態をより安定的に保つことができる。
【0031】
図9は、かかるバンド部36を備えた包装シート20のシュリンク前の正面図である。シュリンク前において、包装シート20は、境界接合部30により区分された三つの筒部22と、当該筒部22の上側に位置するバンド部36と、を備える。筒部22とバンド部36との境界には、部分的にのみ切り込み38が施されており、両者が部分的にのみ繋がった状態となっている。かかる包装シート20の各筒部22の内部に容器12を位置させた状態で加熱することで、図7に図示するような容器セット10を得ることができる。
【0032】
なお、容器12を個別に取り出して使用する際、このバンド部36は、邪魔になることが予想される。したがって、使用時に、このバンド部36を容易に除去できるように、バンド部36と筒部22との繋がり部分(バンド部36と筒部22との境界部分のうち切り込み部38が施されていない部分)には、ミシン目線などの半破断線を施しておくことが望ましい。
【0033】
また、かかるバンド部36は、広幅部16を一つしか有さない容器12を複数個連結した容器セット10にも有効である。図10は、参考として示す容器セット10の概略正面図である。図10に図示するように、幅最大となる広幅部16が一つしかない容器12を複数個、各々の筒部22で連結した場合、各筒部22間の繋がり部24は一箇所のみとなる。この場合において、バンド部36を設けていないと、各容器12がこの繋がり部24を軸として相対的に動きやすくなってしまい、互いの位置関係を固定できないという問題がある。一方、図10に図示するように、各筒部22の下端にこの図10の正面図の手前側と奥側に一対のバンド部36を設けた場合、熱等により収縮させたバンド部36が各容器12を締付ける作用を奏し、前記繋がり部24における容器12の収縮固定作用とこのバンド部36による容器12全体を締付ける作用の相乗効果により、容器12の互いの位置関係を確実に固定することができる。
【0034】
なお、このバンド部36は、繋がり部24が一箇所しかない場合はこの繋がり部24に近接して設けることにより、バンド部36の熱収縮時の収縮力を繋がり部24で受けやすくなり、収縮後における容器12の互いの位置関係の確保が容易になる。
【0035】
また、これまでの説明では、複数の容器12を全て同じ形状とする場合を例示したが、ほぼ同じ高さ位置に広幅部16が存在するのであれば、異なる形状の容器12を連結するようにしてもよい。例えば、図11Aに図示するように、太めのヒョウタン形状容器12Lと、細めのヒョウタン形状容器12Sと、を複数の筒部22L,22Sを備えた包装シート20で連結するようにしてもよい。このように太さの異なる二種類の容器12を連結する際には、当然ながら、二つの筒部22L,22Sの大きさを、シュリンク前の段階で異ならせておく。すなわち、図11Bに図示するように、境界接合部30の位置を調整して、大径の筒部22Lと小径の筒部22Sとが並ぶようにしておけばよい。
【0036】
さらに、容器セット10を構成する複数の容器12のうち少なくとも一つが、複数の広幅部16が高さ方向に離間して並ぶ形状であればよい。したがって、図12に図示するように、複数の容器の中に、断面形状がほぼ一定のずん胴形状容器12Nが含まれていてもよい。
【0037】
いずれにしても、各容器12を被服する筒部22を、少なくとも広幅部16において隣接する筒部22と繋がり、少なくとも狭幅部18において隣接する筒部22と離間する構成とすることで、優れた美感を維持しつつも、包装シート20のみで複数の容器12を確実に連結することができる。
【符号の説明】
【0038】
10 容器セット、12 容器、14 蓋体、16 広幅部、18 狭幅部、20 包装シート、22 筒部、24 繋がり部、26 半破断線、28 貫通孔、30 境界接合部、31 切り込み線、32 連結接合部、36 バンド部、38 切り込み部。
【特許請求の範囲】
【請求項1】
複数の容器を、包装シートで連結包装した容器セットであって、
少なくとも一つの容器は、連結方向の幅が他部位に比して広い複数の広幅部が、当該広幅部より狭幅の狭幅部を挟んで両側に形成された形状を有し、
包装シートは、各容器の外形に沿って収縮し当該容器を個別に収容した筒部を複数個有しており、
これらの各筒部は、上記広幅部に対応する筒部の少なくとも一部に互いに隣接する筒部間において繋がり部を形成し、上記狭幅部の互いに対向する筒部間は繋がり部を形成せず分離した、ことを特徴とする容器セット。
【請求項2】
請求項1に記載の容器セットであって、
隣接する筒部間の繋がり部には、当該繋がり部の切断を助ける半破断線が形成されている、ことを特徴とする容器セット。
【請求項3】
請求項1または2に記載の容器セットであって、さらに、
複数の容器全てを取り囲んだ状態でシュリンクされることで当該複数の容器の動きを拘束するバンド部であって、各筒部に部分的に繋がり、部分的に分離したバンド部、を備えたことを特徴とする容器セット。
【請求項4】
請求項3に記載の容器セットであって、
前記バンド部は、筒部の上側および下側の少なくとも一方に設けられている、ことを特徴とする容器セット。
【請求項1】
複数の容器を、包装シートで連結包装した容器セットであって、
少なくとも一つの容器は、連結方向の幅が他部位に比して広い複数の広幅部が、当該広幅部より狭幅の狭幅部を挟んで両側に形成された形状を有し、
包装シートは、各容器の外形に沿って収縮し当該容器を個別に収容した筒部を複数個有しており、
これらの各筒部は、上記広幅部に対応する筒部の少なくとも一部に互いに隣接する筒部間において繋がり部を形成し、上記狭幅部の互いに対向する筒部間は繋がり部を形成せず分離した、ことを特徴とする容器セット。
【請求項2】
請求項1に記載の容器セットであって、
隣接する筒部間の繋がり部には、当該繋がり部の切断を助ける半破断線が形成されている、ことを特徴とする容器セット。
【請求項3】
請求項1または2に記載の容器セットであって、さらに、
複数の容器全てを取り囲んだ状態でシュリンクされることで当該複数の容器の動きを拘束するバンド部であって、各筒部に部分的に繋がり、部分的に分離したバンド部、を備えたことを特徴とする容器セット。
【請求項4】
請求項3に記載の容器セットであって、
前記バンド部は、筒部の上側および下側の少なくとも一方に設けられている、ことを特徴とする容器セット。
【図1】


【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図9】
【図10】
【図11A】
【図11B】
【図12】
【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図9】
【図10】
【図11A】
【図11B】
【図12】
【公開番号】特開2011−37502(P2011−37502A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−188770(P2009−188770)
【出願日】平成21年8月17日(2009.8.17)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月17日(2009.8.17)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]