
容器搬送装置

【課題】良品の容器を吸着カップにより吸着不良を起こすことなく搬送することができ、かつ不良品の容器を吸着カップから確実に離脱させることができる容器搬送装置を提供する。
【解決手段】回転側部材23を回転させて固定側部材22の円弧状溝30と回転側部材23の第1連通孔40とを連通させることにより真空源45と吸着カップ9とを連通させ、吸着カップ9により容器を吸着させるようにし、固定側部材22に圧縮空気源46に接続される圧縮空気用の連通孔31を形成し、回転側部材23の第1連通孔40の円周側又は外周側に第2連通孔41を形成し、回転側部材23の第2連通孔41を吸着カップ9に接続し、回転側部材23を回転させて固定側部材22の圧縮空気用の連通孔31と回転側部材23の第2連通孔41とを連通させることにより圧縮空気源と吸着カップ9とを連通させ、吸着カップ9から容器を離脱させるようにした。
【解決手段】回転側部材23を回転させて固定側部材22の円弧状溝30と回転側部材23の第1連通孔40とを連通させることにより真空源45と吸着カップ9とを連通させ、吸着カップ9により容器を吸着させるようにし、固定側部材22に圧縮空気源46に接続される圧縮空気用の連通孔31を形成し、回転側部材23の第1連通孔40の円周側又は外周側に第2連通孔41を形成し、回転側部材23の第2連通孔41を吸着カップ9に接続し、回転側部材23を回転させて固定側部材22の圧縮空気用の連通孔31と回転側部材23の第2連通孔41とを連通させることにより圧縮空気源と吸着カップ9とを連通させ、吸着カップ9から容器を離脱させるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器を吸着する吸着カップと、互いに摺接しながら相対回転する固定側部材と回転側部材とを有したロータリ弁とを備え、固定側部材に接続された真空源からの負圧を回転側部材に接続された吸着カップに供給し、吸着カップにより容器を真空吸着して容器を搬送する容器搬送装置に関するものである。
【背景技術】
【0002】
ガラス壜等の容器を撮像により検査する装置として、コンベア等の搬送装置から入口スターホイール装置に取り込んで口部等の所定箇所を撮像して良否を判定し、次にメインロータに取り込んで胴部等の所定箇所を撮像して良否を判定し、次に出口スターホイール装置に取り込んで良品、不良品ごとに排出する容器検査装置がある。
【0003】
出口スターホイール装置の各ポケットには、容器の側面(胴部)を真空吸着する吸着カップが設けられており、出口スターホイール装置に隣接して上流側の第1搬出コンベアと下流側の第2搬出コンベアとが配設されている。出口スターホイール装置では、良品の容器を吸着カップで吸着保持して第1搬出コンベアを通過させてから第2搬出コンベアに排出し、不良品の容器を吸着カップで吸着保持して第1搬出コンベアまで搬送し、第1搬出コンベアの位置で真空を解除するとともに吸着カップに圧縮空気を供給して不良品の容器を吸着カップから離脱させて第1搬出コンベアに排出する。
【0004】
前記各吸着カップはロータリ弁を介して真空源および圧縮空気源に接続されている。
ロータリ弁は、互いに摺接しながら相対回転する固定側部材と回転側部材とを備えており、回転側部材には複数の吸着カップが接続され、固定側部材には真空源と圧縮空気源とが個別に接続され、固定側部材側の真空源からの負圧を回転側部材側の吸着カップに供給して容器を吸着し、また固定側部材側に接続された圧縮空気源からの圧縮空気を回転側部材側の吸着カップに供給して吸着カップを正圧にして容器を離脱させるようになっている。
【0005】
図7はロータリ弁を示す図である。図7(a)は固定側部材の摺接面側を示す平面図であり、図7(b)は図7(a)のVII−VII線断面図である。図8は回転側部材を示す図である。図8(a)は回転側部材の摺接面側を示す平面図であり、図8(b)は図8(a)のVIII−VIII線断面図である。
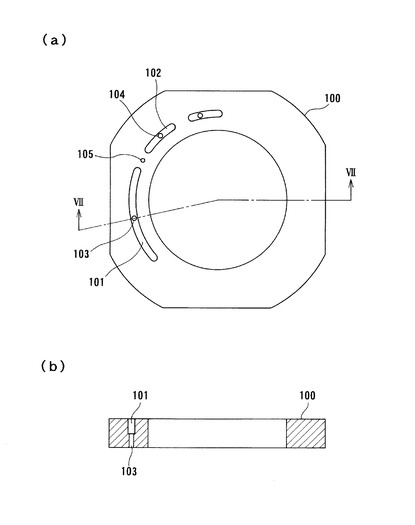
図7に示すように、固定側部材100には、摺接面側に同一円周上に第1円弧状溝101と第2円弧状溝102が形成されており、これら二つの円弧状溝101,102内の所定箇所には、それぞれ貫通孔103,104が形成されている。第1円弧状溝101と第2円弧状溝102とは所定の距離だけ離間しており、この所定距離だけ離間した二つの円弧状溝101,102の間に連通孔105が形成されている。連通孔105は第1円弧状溝101および第2円弧状溝102と同一円周上に配置されている。そして、貫通孔103,104には真空源(図示せず)が接続され、連通孔105には圧縮空気源(図示せず)が接続されている。
【0006】
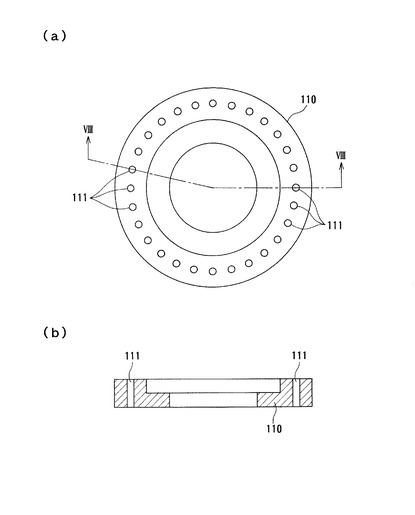
また、図8に示すように、回転側部材110には、同一円周上に複数の連通孔111が形成されており、これら連通孔111の一端は、上述した2つの円弧状溝101,102に対向できるように回転側部材の摺接面で開口している。そして、各連通孔111には吸着カップ(図示せず)が接続されている。
【0007】
このような構成のもとで、回転側部材110と固定側部材100とが摺接しながら相対回転すると、回転側部材110の連通孔111が固定側部材100の第1,第2円弧状溝101,102に対向する間だけ、固定側部材100に接続された真空源と、回転側部材110に接続された吸着カップとの間で流体の授受が可能となり、固定側部材側の真空源からの負圧を回転側部材側の吸着カップに供給して、吸着カップにより容器を吸着する。また、連通孔105と圧縮空気源との間に設けられた開閉バルブを開き、回転側部材110の連通孔111が固定側部材100の連通孔105に対向すると、固定側部材100に接続された圧縮空気源と回転側部材110に接続された吸着カップとが連通し、吸着カップに圧縮空気が供給され、容器は吸着カップより離脱する。
【0008】
良品の容器は、第1円弧状溝101及び第2円弧状溝102から供給される負圧で吸着カップにより吸着されて搬送され、第1搬出コンベアを通過してから第2搬出コンベアに搬出される。不良品の容器は、第1円弧状溝101から供給される負圧で吸着カップにより吸着されて搬送され、第1搬出コンベアに来たところで圧縮空気源から連通孔105に圧縮空気が供給されて吸着カップが正圧となり、不良品の容器は吸着カップから離脱して第1搬出コンベアに搬出される。不良品の容器を上流側の第1搬出コンベアに搬出して、良品の容器を第1搬出コンベアを通過させてから下流側の第2搬出コンベアまで搬送するのは、何らかのトラブルで容器を吸着できないときに良品および不良品の容器をともに上流側の第1搬出コンベアに搬出して下流側の第2搬出コンベアに不良品の容器が混入しないようにするフェールセーフの考え方に基づくものである。
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したロータリ弁を備えた容器搬送装置においては、回転側部材100において、真空吸着用の第1円弧状溝101と第2円弧状溝102とが離間して配置され、これら2つの円弧状溝101,102の間に連通孔105が配置されているため、良品の容器を吸着カップにより吸着して第1搬出コンベアを通過させて第2搬出コンベアまで搬送する際に、吸着カップに接続された回転側部材110の連通孔111が第1円弧状溝101と第2円弧状溝102の間に位置して第1円弧状溝101および第2円弧状溝102のいずれにも対向しないため、吸着カップ内を真空引きできない状態となる。このため、この真空引きできない間に、吸着カップ内の真空度が低下して容器が吸着カップから離脱する場合があるという問題がある。この場合、容器検査装置の下流側の工程が原因で容器検査装置の稼働を停止せざるを得ない場合に容器搬送装置も停止せざるを得ない状態となり、回転側部材の連通孔111が第1円弧状溝101と第2円弧状溝102の間に位置している場合に、当該連通孔111に接続された吸着カップは極端に真空度が低下し容器を離脱させてしまうという問題点がある。
【0010】
本発明は、上述の事情に鑑みなされたもので、良品の容器を吸着カップにより真空吸着して吸着不良を起こすことなく所定位置まで搬送することができ、かつ不良品の容器を排出位置で吸着カップから確実に離脱させることができる容器搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0011】
上述の目的を達成するため、本発明の容器搬送装置は、容器を吸着する吸着カップと、固定側部材と回転側部材とを有し固定側部材と回転側部材とが互いに摺接しながら相対回転することにより、固定側部材に形成された円弧状溝と回転側部材に形成された第1連通孔とが断続的に連通するように構成されたロータリ弁とを備え、前記固定側部材の円弧状溝を真空源に接続し、前記回転側部材の第1連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の円弧状溝と前記回転側部材の第1連通孔とを連通させることにより前記真空源と前記吸着カップとを連通させ、前記吸着カップにより前記容器を吸着させるようにし、前記固定側部材の円弧状溝の内周側又は外周側に圧縮空気源に接続される圧縮空気用の連通孔を形成し、前記回転側部材の第1連通孔の円周側又は外周側に第2連通孔を形成し、前記回転側部材の第2連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の圧縮空気用の連通孔と前記回転側部材の第2連通孔とを連通させることにより前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップから前記容器を離脱させるようにしたことを特徴とするものである。
【0012】
本発明によれば、ロータリ弁の回転側部材が固定側部材に摺接しながら回転すると、回転側部材に形成された第1連通孔が固定側部材に形成された真空用の円弧状溝に対向した位置にある間は、真空源からの負圧が円弧状溝および回転側部材の第1連通孔を介して吸着カップに供給され、容器が吸着カップにより真空吸着される。容器が吸着カップにより真空吸着されて搬送されている間に、圧縮空気源から圧縮空気が回転側部材の圧縮空気用の連通孔に供給されると、圧縮空気用の連通孔に対向している回転側部材の第2連通孔に圧縮空気が供給され、圧縮空気は第2連通孔から吸着カップに供給される。これにより、吸着カップが容器を真空吸着している間に吸着カップ内が正圧になり、容器は吸着カップより離脱する。
【0013】
本発明の1態様によれば、前記真空源と前記吸着カップとを連通させている間に、前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップ内の真空を破壊するようにしたことを特徴とする。
本発明の1態様によれば、前記回転側部材の第1連通孔と前記吸着カップとを第1配管を介して接続し、前記回転側部材の第2連通孔と前記吸着カップとを第2配管を介して接続したことを特徴とする。
【0014】
本発明の1態様によれば、前記第2配管の先端にノズルを設け、該ノズルの先端を前記吸着カップ内に開口したことを特徴とする。
本発明によれば、吸着カップへの正圧の付加を吸着カップの容器接触部直近において行うため、容器を吸着カップから確実に離脱させる動作を行うことができる。
【0015】
本発明の1態様によれば、前記圧縮空気用の連通孔と前記圧縮空気源とを電磁弁を介して接続したことを特徴とする。
本発明によれば、吸着カップに圧縮空気を供給するための切替動作を電磁弁のみで実現することができるので、装置の耐久性の向上や信頼性の向上を図ることができる。
【0016】
本発明の1態様によれば、前記回転側部材をベアリングによって支持し、前記固定側部材をアルミナセラミックスにより形成し、前記回転側部材をカーボンセラミックスにより形成したことを特徴とする。
本発明の1態様によれば、前記ベアリングはスラストベアリングであることを特徴とする。
本発明の1態様によれば、前記容器がはまり込むポケットを有するスターホイールを備え、前記吸着カップを前記スターホイールのポケットに配置して前記容器の側面を吸着することを特徴とする。
【発明の効果】
【0017】
本発明によれば、真空源と吸着カップとを連通させて吸着カップにより容器を真空吸着している間に、圧縮空気源と吸着カップとを連通させて吸着カップ内の真空を破壊して吸着カップから容器を離脱させることができる。すなわち、従来のように真空と圧縮空気とを一系統に合流させる部分で切替を行うのではなく、真空吸引状態を維持したまま、別系統から正圧を加えることにより、容器の真空吸着を開放して吸着カップから容器を離脱させることができる。したがって、良品の容器を吸着カップにより真空吸着して吸着不良を起こすことなく良品の搬出位置まで搬送することができ、かつ容器が不良品の場合には不良品の搬出位置で不良品の容器を吸着カップから確実に離脱させることができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明に係る容器搬送装置の一実施形態について図面を参照して説明する。
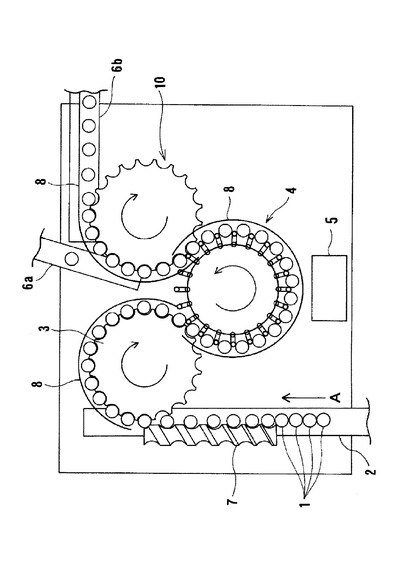
図1は本実施形態に係る容器搬送装置を備えた容器検査装置の平面図である。
図1に示すように、本実施形態に係る容器搬送装置を備える容器検査装置は、検査対象となる壜などの容器1を容器検査装置に搬入する搬入コンベア2と、搬入コンベア2から容器1を受け取って容器検査部4に搬入する搬入スターホイール3と、搬入スターホイール3から受け取った容器1の検査を行う容器検査部4と、検査を終了した容器1を搬出する容器搬送装置10と、容器1を装置外に搬出する第1搬出コンベア6a及び第2搬出コンベア6bとを備えている。
【0019】
搬入コンベア2は搬入スターホイール3に隣接して配置され、第1搬出コンベア6a及び第2搬出コンベア6bは容器搬送装置10に隣接して配置されている。また、搬入スターホイール3に隣接するとともに搬入コンベア2に平行して、インフィードスクリュー7が設けられている。検査対象となる容器1は、搬入コンベア2により矢印A方向から容器検査装置に搬入され、インフィードスクリュー7により一定の間隔が形成されて搬入スターホイール3に順次受け渡される。その後、容器1は、ガイドレール8に案内されつつ搬入スターホイール3により容器検査部4に搬送され、容器検査部4にてCCDカメラを備えた撮像装置5により順次容器1の検査が行われる。そして、検査を終了した容器1は容器搬送装置10に受け渡され、容器検査部4により不良品と判定された容器1は容器搬送装置10により第1搬出コンベア6aまで搬送されて第1搬出コンベア6aに排出され、良品と判定された容器1は第1搬出コンベア6aを通過させて第2搬出コンベア6bまで搬送されて第2搬出コンベア6bに排出される。
【0020】
次に、本実施形態に係る容器搬送装置10について説明する。
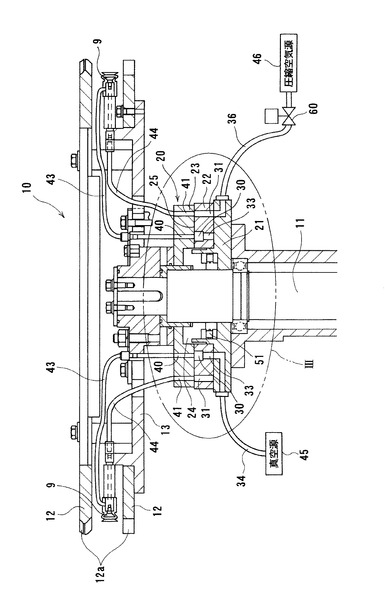
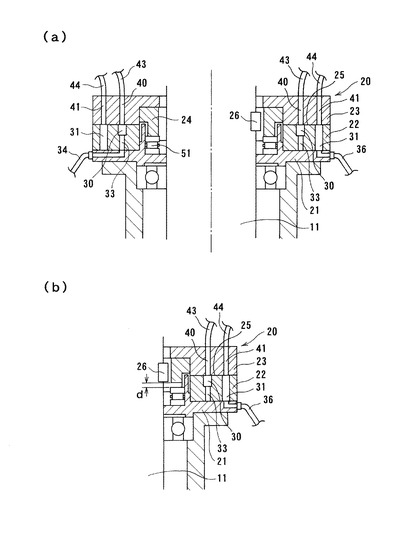
図2は本実施形態に係る容器搬送装置10の断面図である。図3(a)は図2のIII部拡大断面図であり、図3(b)は本実施形態に係るロータリ弁の組み立て直後を示す拡大断面図である。
図2に示すように、容器搬送装置10は、モータ(図示せず)に連結された主軸11と、容器1がはまり込むポケット12aが円周上に複数あるスターホイール本体12と、各ポケット12aに設けられ容器1の側面(胴部)を吸着する吸着カップ9と、主軸11の上端部に固定されるとともにスターホイール本体12の下面を支持する支持部材13と、各吸着カップ9と真空源45とを接続するロータリ弁20とを備えている。そして、モータ(図示せず)により主軸11が回転駆動され、スターホイール本体12が回転するようになっている。
【0021】
容器1を吸着するための真空源45として、本実施形態では真空ポンプが使用されている。この真空ポンプは固定して設置されているため、固定側(真空ポンプ側)から回転側(メインロータ側)に負圧を供給するために本実施形態に係るロータリ弁20が用いられている。ロータリ弁20は、図2乃至図5に示すように、固定基台21に固定された円板状の固定側部材22と、円筒体24に固定された円板状の回転側部材23とを備えている。円筒体24と主軸11とは、主軸11に設けられたキー26(図3参照)を介して連結され、円筒体24及び回転側部材23と主軸11とが一体的に回転するように構成されている。固定側部材22と回転側部材23とは、互いに摺接しながら回転する摺接面(シール面)25を有している。
【0022】
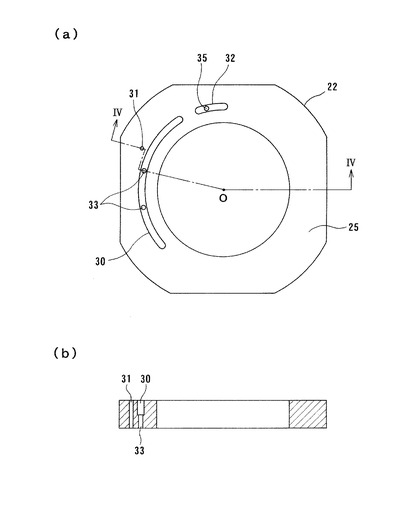
図4(a)および図4(b)は固定側部材を示す図であり、図4(a)は固定側部材の摺接面側を示す平面図であり、図4(b)は図4(a)のIV−IV線断面図である。図4(a)および図4(b)に示すように、固定側部材22の摺接面25には、固定側部材22の中心(O)から略100度の角度で伸びている真空用の円弧状溝30と、圧縮空気用の連通孔31と、略25度の角度で伸びている圧縮空気用の円弧状溝32とが形成されている。真空用の円弧状溝30と圧縮空気用の円弧状溝32は同一円周上に配置されているが、圧縮空気用の連通孔31は円弧状溝30および円弧状溝32が配置された円周上にはなく、円弧状溝30の外周側に配置されている。なお、圧縮空気用の連通孔31は円弧状溝30の円周側に設置してもよい。固定側部材22には真空用の円弧状溝30に連通する2つの貫通孔33が形成されており、貫通孔33は配管34を介して真空ポンプからなる真空源45に接続されている(図2参照)。圧縮空気用の連通孔31は配管36を介してコンプレッサ等の圧縮空気源46に接続されている(図2参照)。圧縮空気用の連通孔31と圧縮空気源46を接続する配管36には、電磁弁60が設置されている。また固定側部材22には圧縮空気用の円弧状溝32に連通する貫通孔35が形成されており、貫通35も圧縮空気源46に接続されている。
【0023】
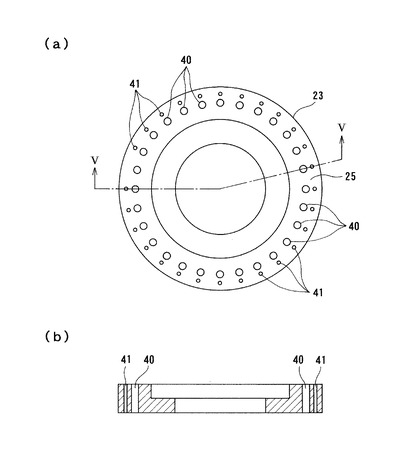
図5(a)および図5(b)は回転側部材を示す図であり、図5(a)は回転側部材23の摺接面側を示す平面図であり、図5(b)は図5(a)のV−V線断面図である。図5(a)および図5(b)に示すように、回転側部材23の摺接面25には、真空用の円弧状溝30又は圧縮空気用の円弧状溝32に対向する位置で開口する複数の第1連通孔40が同一円周上に形成されている。そして、回転側部材23の各第1連通孔40は配管43を介して各吸着カップ9に接続されている(図2参照)。また回転側部材23の摺接面25には、圧縮空気用の連通孔31に対向する位置で開口する複数の第2連通孔41が同一円周上に形成されている。第2連通孔41は第1連通孔40の外周側に配置されている。なお、第2連通孔41は第1連通孔40の内周側に配置してもよい。そして、回転側部材23の第2連通孔41は配管44を介して各吸着カップ9に接続されている(図2参照)。
【0024】
固定側部材22はアルミナセラミックスにより形成されており、このアルミナセラミックスは、アルミナ(Al2O3)を主成分とする焼結体で、高緻密で高硬質なアルミナ質を活かし、耐熱性、絶縁抵抗特性が他のセラミックスより良好である。一方、回転側部材23はカーボンセラミックスにより形成されており、このカーボンセラミックスは、原料のベースとなる半成コークスに、極めて微細化したSiC、B4Cなどのセラミックスを複合化して生成されたものであり、次のようなさまざまな優れた性質を備えている。
【0025】
例えば、カーボンセラミックスでは、黒鉛マトリックス中に微細なSiCやB4C等のセラミックスが粒成長して均一に分散しており、これらのセラミックスが大気中の酸素と反応してカーボンセラミックスの表面上に約70μm程度のガラス層(SiO2・B2O3)を形成している。そして、このガラス層により、カーボンセラミックスの表面上では良好な潤滑性を得ることができる。なお、ガラス層が形成される反応式は次の式で表される。
SiC+B4C+O2 → SiO2・B2O3+CO2
また、カーボンセラミックスは、機械加工性に優れているため、低コストで所望の形状に容易に加工することができる。その他にも、高強度、耐熱衝撃性、低吸水性などの優れた性質を有している。
【0026】
図3(a)に示すように、本実施形態に係るロータリ弁20は、回転側部材23を支持するためのスラストベアリング51を備えている。スラストベアリング51は、固定側部材22が固定される固定基台21に設置され、回転側部材23が固着される円筒体24を支持している。即ち、回転側部材23は、上述した摺接面25で支持されるとともに、円筒体24を介してスラストベアリング51によっても支持されている。
【0027】
図2乃至図5に示すように構成されたロータリ弁20によれば、回転側部材23が固定側部材22に摺接しながら回転すると、回転側部材23に形成された第1連通孔40が固定側部材22に形成された真空用の円弧状溝30に対向した位置にある間は、真空源45からの負圧が円弧状溝30および回転側部材23の第1連通孔40を介して吸着カップ9に供給され、容器1が吸着カップ9により真空吸着される。容器1は吸着カップ9により吸着保持された状態でスターホイール本体12により搬送される。そして、回転側部材23の第1連通孔40が真空用の円弧状溝30からずれると、真空源45からの負圧は遮断されるが、吸着カップ9内の負圧は維持され、容器1は吸着カップ9により吸着保持され続ける。その直後に、回転側部材23の第1連通孔40が固定側部材22に形成された圧縮空気用の円弧状溝32に対向し、コンプレッサ等の圧縮空気源46からの圧縮空気が円弧状溝32および回転側部材23の第1連通孔40を介して吸着カップ9に供給され、吸着カップ9内は正圧となり、容器1は吸着カップ9より完全に離脱する。
【0028】
一方、回転側部材23に形成された第1連通孔40が固定側部材22に形成された真空用の円弧状溝30に対向した位置にあって、真空源45からの負圧が円弧状溝30および回転側部材23の第1連通孔40を介して吸着カップ9に供給され、容器1が吸着カップ9により真空吸着されてスターホイール本体12により搬送されている間に、電磁弁60を作動させて、圧縮空気源46から圧縮空気が圧縮空気用の連通孔31に供給されると、圧縮空気用の連通孔31に対向している回転側部材23の第2連通孔41に圧縮空気が供給される。その結果、圧縮空気は、第2連通孔41に接続された配管44を介して吸着カップ9に供給される。これにより、吸着カップ9が容器1を真空吸着している間に、吸着カップ9内が正圧になり、容器1は吸着カップ9より離脱する。
【0029】
ここで、ロータリ弁においては、固定側部材22と回転側部材23とを常に摺接させて気密性を確保する必要がある。このため、回転側部材23がスラストベアリング51により支持された場合でも、固定側部材22と回転側部材23との間に隙間が生じないようにしなければならない。そこで、本実施形態では、図3(b)に示すように、組み立て直後の構成として、スラストベアリング51と円筒体24との間に30μm程度の隙間dを設けて、摺接面25のみで回転側部材23を支持させる。この状態で回転側部材23が回転すると、固定側部材22と回転側部材23とが摺動して、カーボンセラミックスからなる回転側部材23の摺接面25が徐々に摩耗していく。この摩耗により、まず、カーボンセラミックスにより形成された回転側部材23の摺接面25の面精度を出すことができる。
【0030】
摺接面25の摩耗がさらに進むと、やがて円筒体24がスラストベアリング51に接触し、徐々にスラストベアリング51にかかる荷重が増大する。そして、最終的には、回転側部材23及び円筒体24はほとんどスラストベアリング51によって支持され、摺接面25では、単に馴染んで当接している程度になるので、それ以上は摺接面25の摩耗は進行することがない。なお、使用するスラストベアリング51としては、特にニードルローラベアリングが好適である。
【0031】
次に、吸着カップについて説明する。
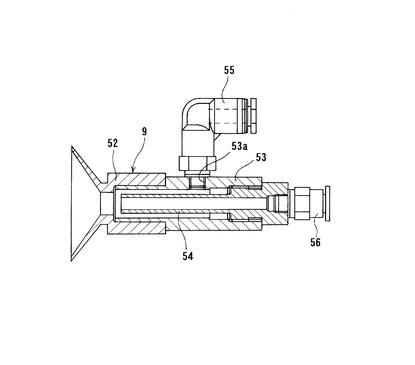
図6は吸着カップの一例を示す断面図である。図6に示すように、吸着カップ9はシリコンゴム等のゴム製の吸着カップ本体52と、吸着カップ本体52を支持する円筒状の支持筒53と、支持筒53内に配置されたノズル54とからなり、支持筒53の吸引口53aは管継手55および配管43(図2参照)を介して回転側部材23の第1連通孔40に接続されており、ノズル54は管継手56および配管44(図2参照)を介して回転側部材23の第2連通孔41に接続されている。ノズル54は支持筒53の吸引口53aよりも前方(容器側)に延びて吸着カップ本体52内まで延びている。
【0032】
図6に示すように構成された吸着カップ9によれば、吸着カップ本体52と真空源45とがロータリ弁20を介して連通すると、真空源45からの負圧が吸着カップ本体52に供給され、容器1は吸着カップ本体52により真空吸着される。吸着カップ本体52と真空源45とがロータリ弁20を介して連通している間に、ノズル54と圧縮空気源46とがロータリ弁20を介して連通すると、圧縮空気源46から圧縮空気がノズル54に供給され、ノズル54の先端より圧縮空気が噴出する。これにより、吸着カップ本体52内の真空が破壊されて吸着カップ本体52内が正圧となり容器1は吸着カップ本体52より離脱する。なお、ノズル54の先端は吸着カップ本体52内まで入り込んでいるため、吸着カップ本体52から噴出した圧縮空気は、吸着カップ本体52内を正圧にするという作用ばかりでなく、圧縮空気自体の押圧力が容器1に作用し、容器1は吸着カップ本体52より確実に離脱する。
【0033】
次に、上述のように構成された容器搬送装置10の動作について説明する。
スターホイール本体12が回転して容器検査部4から容器1が受け渡される位置に近づくと、スターホイール本体12と一体的に回転する回転側部材23の第1連通孔40が固定側部材22の円弧状溝30に近づく。そして、容器1の受け渡し位置の直前に、回転側部材23の第1連通孔40と固定側部材22の円弧状溝30とが対向し、これにより、回転側部材23の第1連通孔40と固定側部材22の円弧状溝30とが連通する。即ち、真空源45からの負圧が吸着カップ9に供給され、吸着カップ9が吸着可能な状態になる。この状態で、容器1が容器検査部4からスターホイール本体12に受け渡され、同時に、容器1の胴部が吸着カップ9により真空吸着される。
【0034】
吸着カップ9によって吸着保持された容器1はスターホイール本体12により搬送される。容器1が良品の場合には、容器1は吸着カップ9によって真空吸着されて第1搬出コンベア6aを通過して搬送される。そして、回転側部材23の第1連通孔40が固定側部材22の円弧状溝30と対向した位置からずれると、その直後に、回転側部材23の第1連通孔40が固定側部材22の円弧状溝32に対向し、その結果、圧縮空気が吸着カップ9に供給され、吸着カップ9内は正圧となり、容器1は吸着カップ9より完全に離脱して、第2搬出コンベア6bに排出される。
【0035】
容器1が不良品の場合には、回転側部材23の第1連通孔40が固定側部材22の円弧状溝30と対向した位置にあって容器1が吸着カップ9により真空吸着されてスターホイール本体12により搬送されている間に、電磁弁60を作動させて、圧縮空気源46から圧縮空気が圧縮空気用の連通孔31に供給され、圧縮空気用の連通孔31に対向している回転側部材23の第2連通孔41に圧縮空気が供給される。その結果、圧縮空気は、第2連通孔41に接続された配管44を介して吸着カップ9に供給されて、吸着カップ9が容器1を真空吸着している間に吸着カップ9内が正圧となり、容器1は吸着カップ9より完全に離脱して第1搬出コンベア6aに排出される。
【0036】
上記電磁弁60は、ノーマルオープン型の電磁弁を採用しているため、良品信号で閉じて、不良品信号で開放動作となるが、信号異常が発生した際には開放動作となり、容器1は良品、不良品に拘らず第1搬出コンベア6aに排出されるフェールセーフ機構が実現する。また、圧縮空気が配管44を介して吸着カップ9に供給され、吸着カップ9が容器1を真空吸着している間に吸着カップ9内が正圧となるが、この正圧が配管43を介して回転側部材23の第1連通孔40に向かって流れていくが、配管43の長さ及び/又は配管43の直径を十分に確保することにより、吸着カップ9内の正圧が回転側部材23の第1連通孔40に到達しないようにしている。したがって、固定側部材22の真空用の円弧状溝30の真空度は低下することがなく、容器1を真空吸着して搬送している他の吸着カップ9の真空度が低下するおそれがない。
【図面の簡単な説明】
【0037】
【図1】本実施形態に係る容器搬送装置を備えた容器検査装置の平面図である。
【図2】本実施形態に係る容器搬送装置の断面図である。
【図3】図3(a)は図2のIII部拡大断面図であり、図3(b)は本実施形態に係るロータリ弁の組み立て直後を示す拡大断面図である。
【図4】図4(a)および図4(b)は固定側部材を示す図であり、図4(a)は固定側部材の摺接面側を示す平面図であり、図4(b)は図4(a)のIV−IV線断面図である。
【図5】図5(a)および図5(b)は回転側部材を示す図であり、図5(a)は回転側部材の摺接面側を示す平面図であり、図5(b)は図5(a)のV−V線断面図である。
【図6】図6は吸着カップの一例を示す断面図である。
【図7】図7(a)は固定側部材の摺接面側を示す平面図であり、図7(b)は図7(a)のVII−VII線断面図である。
【図8】図8(a)は回転側部材の摺接面側を示す平面図であり、図8(b)は図8(a)のVIII−VIII線断面図である。
【符号の説明】
【0038】
1 容器
2 搬入コンベア
3 搬入スターホイール
4 容器検査部
5 撮像装置
6a 第1搬出コンベア
6b 第2搬出コンベア
7 インフィードスクリュー
8 ガイドレール
9 吸着カップ
10 容器搬送装置
11 主軸
12 スターホイール本体
12a ポケット
13 支持部材
20 ロータリ弁
21 固定基台
22,100 固定側部材
23,110 回転側部材
24 円筒体
25 摺接面
30,32 円弧状溝
31 圧縮空気用の連通孔
33,35,103,104 貫通孔
34,36,43,44 配管
40 第1連通孔
41 第2連通孔
45 真空源
46 圧縮空気源
51 スラストベアリング
52 吸着カップ本体
53 支持筒
53a 吸引口
54 ノズル
55,56 管継手
60 電磁弁
101 第1円弧状溝
102 第2円弧状溝
105,111 連通孔
【技術分野】
【0001】
本発明は、容器を吸着する吸着カップと、互いに摺接しながら相対回転する固定側部材と回転側部材とを有したロータリ弁とを備え、固定側部材に接続された真空源からの負圧を回転側部材に接続された吸着カップに供給し、吸着カップにより容器を真空吸着して容器を搬送する容器搬送装置に関するものである。
【背景技術】
【0002】
ガラス壜等の容器を撮像により検査する装置として、コンベア等の搬送装置から入口スターホイール装置に取り込んで口部等の所定箇所を撮像して良否を判定し、次にメインロータに取り込んで胴部等の所定箇所を撮像して良否を判定し、次に出口スターホイール装置に取り込んで良品、不良品ごとに排出する容器検査装置がある。
【0003】
出口スターホイール装置の各ポケットには、容器の側面(胴部)を真空吸着する吸着カップが設けられており、出口スターホイール装置に隣接して上流側の第1搬出コンベアと下流側の第2搬出コンベアとが配設されている。出口スターホイール装置では、良品の容器を吸着カップで吸着保持して第1搬出コンベアを通過させてから第2搬出コンベアに排出し、不良品の容器を吸着カップで吸着保持して第1搬出コンベアまで搬送し、第1搬出コンベアの位置で真空を解除するとともに吸着カップに圧縮空気を供給して不良品の容器を吸着カップから離脱させて第1搬出コンベアに排出する。
【0004】
前記各吸着カップはロータリ弁を介して真空源および圧縮空気源に接続されている。
ロータリ弁は、互いに摺接しながら相対回転する固定側部材と回転側部材とを備えており、回転側部材には複数の吸着カップが接続され、固定側部材には真空源と圧縮空気源とが個別に接続され、固定側部材側の真空源からの負圧を回転側部材側の吸着カップに供給して容器を吸着し、また固定側部材側に接続された圧縮空気源からの圧縮空気を回転側部材側の吸着カップに供給して吸着カップを正圧にして容器を離脱させるようになっている。
【0005】
図7はロータリ弁を示す図である。図7(a)は固定側部材の摺接面側を示す平面図であり、図7(b)は図7(a)のVII−VII線断面図である。図8は回転側部材を示す図である。図8(a)は回転側部材の摺接面側を示す平面図であり、図8(b)は図8(a)のVIII−VIII線断面図である。
図7に示すように、固定側部材100には、摺接面側に同一円周上に第1円弧状溝101と第2円弧状溝102が形成されており、これら二つの円弧状溝101,102内の所定箇所には、それぞれ貫通孔103,104が形成されている。第1円弧状溝101と第2円弧状溝102とは所定の距離だけ離間しており、この所定距離だけ離間した二つの円弧状溝101,102の間に連通孔105が形成されている。連通孔105は第1円弧状溝101および第2円弧状溝102と同一円周上に配置されている。そして、貫通孔103,104には真空源(図示せず)が接続され、連通孔105には圧縮空気源(図示せず)が接続されている。
【0006】
また、図8に示すように、回転側部材110には、同一円周上に複数の連通孔111が形成されており、これら連通孔111の一端は、上述した2つの円弧状溝101,102に対向できるように回転側部材の摺接面で開口している。そして、各連通孔111には吸着カップ(図示せず)が接続されている。
【0007】
このような構成のもとで、回転側部材110と固定側部材100とが摺接しながら相対回転すると、回転側部材110の連通孔111が固定側部材100の第1,第2円弧状溝101,102に対向する間だけ、固定側部材100に接続された真空源と、回転側部材110に接続された吸着カップとの間で流体の授受が可能となり、固定側部材側の真空源からの負圧を回転側部材側の吸着カップに供給して、吸着カップにより容器を吸着する。また、連通孔105と圧縮空気源との間に設けられた開閉バルブを開き、回転側部材110の連通孔111が固定側部材100の連通孔105に対向すると、固定側部材100に接続された圧縮空気源と回転側部材110に接続された吸着カップとが連通し、吸着カップに圧縮空気が供給され、容器は吸着カップより離脱する。
【0008】
良品の容器は、第1円弧状溝101及び第2円弧状溝102から供給される負圧で吸着カップにより吸着されて搬送され、第1搬出コンベアを通過してから第2搬出コンベアに搬出される。不良品の容器は、第1円弧状溝101から供給される負圧で吸着カップにより吸着されて搬送され、第1搬出コンベアに来たところで圧縮空気源から連通孔105に圧縮空気が供給されて吸着カップが正圧となり、不良品の容器は吸着カップから離脱して第1搬出コンベアに搬出される。不良品の容器を上流側の第1搬出コンベアに搬出して、良品の容器を第1搬出コンベアを通過させてから下流側の第2搬出コンベアまで搬送するのは、何らかのトラブルで容器を吸着できないときに良品および不良品の容器をともに上流側の第1搬出コンベアに搬出して下流側の第2搬出コンベアに不良品の容器が混入しないようにするフェールセーフの考え方に基づくものである。
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したロータリ弁を備えた容器搬送装置においては、回転側部材100において、真空吸着用の第1円弧状溝101と第2円弧状溝102とが離間して配置され、これら2つの円弧状溝101,102の間に連通孔105が配置されているため、良品の容器を吸着カップにより吸着して第1搬出コンベアを通過させて第2搬出コンベアまで搬送する際に、吸着カップに接続された回転側部材110の連通孔111が第1円弧状溝101と第2円弧状溝102の間に位置して第1円弧状溝101および第2円弧状溝102のいずれにも対向しないため、吸着カップ内を真空引きできない状態となる。このため、この真空引きできない間に、吸着カップ内の真空度が低下して容器が吸着カップから離脱する場合があるという問題がある。この場合、容器検査装置の下流側の工程が原因で容器検査装置の稼働を停止せざるを得ない場合に容器搬送装置も停止せざるを得ない状態となり、回転側部材の連通孔111が第1円弧状溝101と第2円弧状溝102の間に位置している場合に、当該連通孔111に接続された吸着カップは極端に真空度が低下し容器を離脱させてしまうという問題点がある。
【0010】
本発明は、上述の事情に鑑みなされたもので、良品の容器を吸着カップにより真空吸着して吸着不良を起こすことなく所定位置まで搬送することができ、かつ不良品の容器を排出位置で吸着カップから確実に離脱させることができる容器搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0011】
上述の目的を達成するため、本発明の容器搬送装置は、容器を吸着する吸着カップと、固定側部材と回転側部材とを有し固定側部材と回転側部材とが互いに摺接しながら相対回転することにより、固定側部材に形成された円弧状溝と回転側部材に形成された第1連通孔とが断続的に連通するように構成されたロータリ弁とを備え、前記固定側部材の円弧状溝を真空源に接続し、前記回転側部材の第1連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の円弧状溝と前記回転側部材の第1連通孔とを連通させることにより前記真空源と前記吸着カップとを連通させ、前記吸着カップにより前記容器を吸着させるようにし、前記固定側部材の円弧状溝の内周側又は外周側に圧縮空気源に接続される圧縮空気用の連通孔を形成し、前記回転側部材の第1連通孔の円周側又は外周側に第2連通孔を形成し、前記回転側部材の第2連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の圧縮空気用の連通孔と前記回転側部材の第2連通孔とを連通させることにより前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップから前記容器を離脱させるようにしたことを特徴とするものである。
【0012】
本発明によれば、ロータリ弁の回転側部材が固定側部材に摺接しながら回転すると、回転側部材に形成された第1連通孔が固定側部材に形成された真空用の円弧状溝に対向した位置にある間は、真空源からの負圧が円弧状溝および回転側部材の第1連通孔を介して吸着カップに供給され、容器が吸着カップにより真空吸着される。容器が吸着カップにより真空吸着されて搬送されている間に、圧縮空気源から圧縮空気が回転側部材の圧縮空気用の連通孔に供給されると、圧縮空気用の連通孔に対向している回転側部材の第2連通孔に圧縮空気が供給され、圧縮空気は第2連通孔から吸着カップに供給される。これにより、吸着カップが容器を真空吸着している間に吸着カップ内が正圧になり、容器は吸着カップより離脱する。
【0013】
本発明の1態様によれば、前記真空源と前記吸着カップとを連通させている間に、前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップ内の真空を破壊するようにしたことを特徴とする。
本発明の1態様によれば、前記回転側部材の第1連通孔と前記吸着カップとを第1配管を介して接続し、前記回転側部材の第2連通孔と前記吸着カップとを第2配管を介して接続したことを特徴とする。
【0014】
本発明の1態様によれば、前記第2配管の先端にノズルを設け、該ノズルの先端を前記吸着カップ内に開口したことを特徴とする。
本発明によれば、吸着カップへの正圧の付加を吸着カップの容器接触部直近において行うため、容器を吸着カップから確実に離脱させる動作を行うことができる。
【0015】
本発明の1態様によれば、前記圧縮空気用の連通孔と前記圧縮空気源とを電磁弁を介して接続したことを特徴とする。
本発明によれば、吸着カップに圧縮空気を供給するための切替動作を電磁弁のみで実現することができるので、装置の耐久性の向上や信頼性の向上を図ることができる。
【0016】
本発明の1態様によれば、前記回転側部材をベアリングによって支持し、前記固定側部材をアルミナセラミックスにより形成し、前記回転側部材をカーボンセラミックスにより形成したことを特徴とする。
本発明の1態様によれば、前記ベアリングはスラストベアリングであることを特徴とする。
本発明の1態様によれば、前記容器がはまり込むポケットを有するスターホイールを備え、前記吸着カップを前記スターホイールのポケットに配置して前記容器の側面を吸着することを特徴とする。
【発明の効果】
【0017】
本発明によれば、真空源と吸着カップとを連通させて吸着カップにより容器を真空吸着している間に、圧縮空気源と吸着カップとを連通させて吸着カップ内の真空を破壊して吸着カップから容器を離脱させることができる。すなわち、従来のように真空と圧縮空気とを一系統に合流させる部分で切替を行うのではなく、真空吸引状態を維持したまま、別系統から正圧を加えることにより、容器の真空吸着を開放して吸着カップから容器を離脱させることができる。したがって、良品の容器を吸着カップにより真空吸着して吸着不良を起こすことなく良品の搬出位置まで搬送することができ、かつ容器が不良品の場合には不良品の搬出位置で不良品の容器を吸着カップから確実に離脱させることができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明に係る容器搬送装置の一実施形態について図面を参照して説明する。
図1は本実施形態に係る容器搬送装置を備えた容器検査装置の平面図である。
図1に示すように、本実施形態に係る容器搬送装置を備える容器検査装置は、検査対象となる壜などの容器1を容器検査装置に搬入する搬入コンベア2と、搬入コンベア2から容器1を受け取って容器検査部4に搬入する搬入スターホイール3と、搬入スターホイール3から受け取った容器1の検査を行う容器検査部4と、検査を終了した容器1を搬出する容器搬送装置10と、容器1を装置外に搬出する第1搬出コンベア6a及び第2搬出コンベア6bとを備えている。
【0019】
搬入コンベア2は搬入スターホイール3に隣接して配置され、第1搬出コンベア6a及び第2搬出コンベア6bは容器搬送装置10に隣接して配置されている。また、搬入スターホイール3に隣接するとともに搬入コンベア2に平行して、インフィードスクリュー7が設けられている。検査対象となる容器1は、搬入コンベア2により矢印A方向から容器検査装置に搬入され、インフィードスクリュー7により一定の間隔が形成されて搬入スターホイール3に順次受け渡される。その後、容器1は、ガイドレール8に案内されつつ搬入スターホイール3により容器検査部4に搬送され、容器検査部4にてCCDカメラを備えた撮像装置5により順次容器1の検査が行われる。そして、検査を終了した容器1は容器搬送装置10に受け渡され、容器検査部4により不良品と判定された容器1は容器搬送装置10により第1搬出コンベア6aまで搬送されて第1搬出コンベア6aに排出され、良品と判定された容器1は第1搬出コンベア6aを通過させて第2搬出コンベア6bまで搬送されて第2搬出コンベア6bに排出される。
【0020】
次に、本実施形態に係る容器搬送装置10について説明する。
図2は本実施形態に係る容器搬送装置10の断面図である。図3(a)は図2のIII部拡大断面図であり、図3(b)は本実施形態に係るロータリ弁の組み立て直後を示す拡大断面図である。
図2に示すように、容器搬送装置10は、モータ(図示せず)に連結された主軸11と、容器1がはまり込むポケット12aが円周上に複数あるスターホイール本体12と、各ポケット12aに設けられ容器1の側面(胴部)を吸着する吸着カップ9と、主軸11の上端部に固定されるとともにスターホイール本体12の下面を支持する支持部材13と、各吸着カップ9と真空源45とを接続するロータリ弁20とを備えている。そして、モータ(図示せず)により主軸11が回転駆動され、スターホイール本体12が回転するようになっている。
【0021】
容器1を吸着するための真空源45として、本実施形態では真空ポンプが使用されている。この真空ポンプは固定して設置されているため、固定側(真空ポンプ側)から回転側(メインロータ側)に負圧を供給するために本実施形態に係るロータリ弁20が用いられている。ロータリ弁20は、図2乃至図5に示すように、固定基台21に固定された円板状の固定側部材22と、円筒体24に固定された円板状の回転側部材23とを備えている。円筒体24と主軸11とは、主軸11に設けられたキー26(図3参照)を介して連結され、円筒体24及び回転側部材23と主軸11とが一体的に回転するように構成されている。固定側部材22と回転側部材23とは、互いに摺接しながら回転する摺接面(シール面)25を有している。
【0022】
図4(a)および図4(b)は固定側部材を示す図であり、図4(a)は固定側部材の摺接面側を示す平面図であり、図4(b)は図4(a)のIV−IV線断面図である。図4(a)および図4(b)に示すように、固定側部材22の摺接面25には、固定側部材22の中心(O)から略100度の角度で伸びている真空用の円弧状溝30と、圧縮空気用の連通孔31と、略25度の角度で伸びている圧縮空気用の円弧状溝32とが形成されている。真空用の円弧状溝30と圧縮空気用の円弧状溝32は同一円周上に配置されているが、圧縮空気用の連通孔31は円弧状溝30および円弧状溝32が配置された円周上にはなく、円弧状溝30の外周側に配置されている。なお、圧縮空気用の連通孔31は円弧状溝30の円周側に設置してもよい。固定側部材22には真空用の円弧状溝30に連通する2つの貫通孔33が形成されており、貫通孔33は配管34を介して真空ポンプからなる真空源45に接続されている(図2参照)。圧縮空気用の連通孔31は配管36を介してコンプレッサ等の圧縮空気源46に接続されている(図2参照)。圧縮空気用の連通孔31と圧縮空気源46を接続する配管36には、電磁弁60が設置されている。また固定側部材22には圧縮空気用の円弧状溝32に連通する貫通孔35が形成されており、貫通35も圧縮空気源46に接続されている。
【0023】
図5(a)および図5(b)は回転側部材を示す図であり、図5(a)は回転側部材23の摺接面側を示す平面図であり、図5(b)は図5(a)のV−V線断面図である。図5(a)および図5(b)に示すように、回転側部材23の摺接面25には、真空用の円弧状溝30又は圧縮空気用の円弧状溝32に対向する位置で開口する複数の第1連通孔40が同一円周上に形成されている。そして、回転側部材23の各第1連通孔40は配管43を介して各吸着カップ9に接続されている(図2参照)。また回転側部材23の摺接面25には、圧縮空気用の連通孔31に対向する位置で開口する複数の第2連通孔41が同一円周上に形成されている。第2連通孔41は第1連通孔40の外周側に配置されている。なお、第2連通孔41は第1連通孔40の内周側に配置してもよい。そして、回転側部材23の第2連通孔41は配管44を介して各吸着カップ9に接続されている(図2参照)。
【0024】
固定側部材22はアルミナセラミックスにより形成されており、このアルミナセラミックスは、アルミナ(Al2O3)を主成分とする焼結体で、高緻密で高硬質なアルミナ質を活かし、耐熱性、絶縁抵抗特性が他のセラミックスより良好である。一方、回転側部材23はカーボンセラミックスにより形成されており、このカーボンセラミックスは、原料のベースとなる半成コークスに、極めて微細化したSiC、B4Cなどのセラミックスを複合化して生成されたものであり、次のようなさまざまな優れた性質を備えている。
【0025】
例えば、カーボンセラミックスでは、黒鉛マトリックス中に微細なSiCやB4C等のセラミックスが粒成長して均一に分散しており、これらのセラミックスが大気中の酸素と反応してカーボンセラミックスの表面上に約70μm程度のガラス層(SiO2・B2O3)を形成している。そして、このガラス層により、カーボンセラミックスの表面上では良好な潤滑性を得ることができる。なお、ガラス層が形成される反応式は次の式で表される。
SiC+B4C+O2 → SiO2・B2O3+CO2
また、カーボンセラミックスは、機械加工性に優れているため、低コストで所望の形状に容易に加工することができる。その他にも、高強度、耐熱衝撃性、低吸水性などの優れた性質を有している。
【0026】
図3(a)に示すように、本実施形態に係るロータリ弁20は、回転側部材23を支持するためのスラストベアリング51を備えている。スラストベアリング51は、固定側部材22が固定される固定基台21に設置され、回転側部材23が固着される円筒体24を支持している。即ち、回転側部材23は、上述した摺接面25で支持されるとともに、円筒体24を介してスラストベアリング51によっても支持されている。
【0027】
図2乃至図5に示すように構成されたロータリ弁20によれば、回転側部材23が固定側部材22に摺接しながら回転すると、回転側部材23に形成された第1連通孔40が固定側部材22に形成された真空用の円弧状溝30に対向した位置にある間は、真空源45からの負圧が円弧状溝30および回転側部材23の第1連通孔40を介して吸着カップ9に供給され、容器1が吸着カップ9により真空吸着される。容器1は吸着カップ9により吸着保持された状態でスターホイール本体12により搬送される。そして、回転側部材23の第1連通孔40が真空用の円弧状溝30からずれると、真空源45からの負圧は遮断されるが、吸着カップ9内の負圧は維持され、容器1は吸着カップ9により吸着保持され続ける。その直後に、回転側部材23の第1連通孔40が固定側部材22に形成された圧縮空気用の円弧状溝32に対向し、コンプレッサ等の圧縮空気源46からの圧縮空気が円弧状溝32および回転側部材23の第1連通孔40を介して吸着カップ9に供給され、吸着カップ9内は正圧となり、容器1は吸着カップ9より完全に離脱する。
【0028】
一方、回転側部材23に形成された第1連通孔40が固定側部材22に形成された真空用の円弧状溝30に対向した位置にあって、真空源45からの負圧が円弧状溝30および回転側部材23の第1連通孔40を介して吸着カップ9に供給され、容器1が吸着カップ9により真空吸着されてスターホイール本体12により搬送されている間に、電磁弁60を作動させて、圧縮空気源46から圧縮空気が圧縮空気用の連通孔31に供給されると、圧縮空気用の連通孔31に対向している回転側部材23の第2連通孔41に圧縮空気が供給される。その結果、圧縮空気は、第2連通孔41に接続された配管44を介して吸着カップ9に供給される。これにより、吸着カップ9が容器1を真空吸着している間に、吸着カップ9内が正圧になり、容器1は吸着カップ9より離脱する。
【0029】
ここで、ロータリ弁においては、固定側部材22と回転側部材23とを常に摺接させて気密性を確保する必要がある。このため、回転側部材23がスラストベアリング51により支持された場合でも、固定側部材22と回転側部材23との間に隙間が生じないようにしなければならない。そこで、本実施形態では、図3(b)に示すように、組み立て直後の構成として、スラストベアリング51と円筒体24との間に30μm程度の隙間dを設けて、摺接面25のみで回転側部材23を支持させる。この状態で回転側部材23が回転すると、固定側部材22と回転側部材23とが摺動して、カーボンセラミックスからなる回転側部材23の摺接面25が徐々に摩耗していく。この摩耗により、まず、カーボンセラミックスにより形成された回転側部材23の摺接面25の面精度を出すことができる。
【0030】
摺接面25の摩耗がさらに進むと、やがて円筒体24がスラストベアリング51に接触し、徐々にスラストベアリング51にかかる荷重が増大する。そして、最終的には、回転側部材23及び円筒体24はほとんどスラストベアリング51によって支持され、摺接面25では、単に馴染んで当接している程度になるので、それ以上は摺接面25の摩耗は進行することがない。なお、使用するスラストベアリング51としては、特にニードルローラベアリングが好適である。
【0031】
次に、吸着カップについて説明する。
図6は吸着カップの一例を示す断面図である。図6に示すように、吸着カップ9はシリコンゴム等のゴム製の吸着カップ本体52と、吸着カップ本体52を支持する円筒状の支持筒53と、支持筒53内に配置されたノズル54とからなり、支持筒53の吸引口53aは管継手55および配管43(図2参照)を介して回転側部材23の第1連通孔40に接続されており、ノズル54は管継手56および配管44(図2参照)を介して回転側部材23の第2連通孔41に接続されている。ノズル54は支持筒53の吸引口53aよりも前方(容器側)に延びて吸着カップ本体52内まで延びている。
【0032】
図6に示すように構成された吸着カップ9によれば、吸着カップ本体52と真空源45とがロータリ弁20を介して連通すると、真空源45からの負圧が吸着カップ本体52に供給され、容器1は吸着カップ本体52により真空吸着される。吸着カップ本体52と真空源45とがロータリ弁20を介して連通している間に、ノズル54と圧縮空気源46とがロータリ弁20を介して連通すると、圧縮空気源46から圧縮空気がノズル54に供給され、ノズル54の先端より圧縮空気が噴出する。これにより、吸着カップ本体52内の真空が破壊されて吸着カップ本体52内が正圧となり容器1は吸着カップ本体52より離脱する。なお、ノズル54の先端は吸着カップ本体52内まで入り込んでいるため、吸着カップ本体52から噴出した圧縮空気は、吸着カップ本体52内を正圧にするという作用ばかりでなく、圧縮空気自体の押圧力が容器1に作用し、容器1は吸着カップ本体52より確実に離脱する。
【0033】
次に、上述のように構成された容器搬送装置10の動作について説明する。
スターホイール本体12が回転して容器検査部4から容器1が受け渡される位置に近づくと、スターホイール本体12と一体的に回転する回転側部材23の第1連通孔40が固定側部材22の円弧状溝30に近づく。そして、容器1の受け渡し位置の直前に、回転側部材23の第1連通孔40と固定側部材22の円弧状溝30とが対向し、これにより、回転側部材23の第1連通孔40と固定側部材22の円弧状溝30とが連通する。即ち、真空源45からの負圧が吸着カップ9に供給され、吸着カップ9が吸着可能な状態になる。この状態で、容器1が容器検査部4からスターホイール本体12に受け渡され、同時に、容器1の胴部が吸着カップ9により真空吸着される。
【0034】
吸着カップ9によって吸着保持された容器1はスターホイール本体12により搬送される。容器1が良品の場合には、容器1は吸着カップ9によって真空吸着されて第1搬出コンベア6aを通過して搬送される。そして、回転側部材23の第1連通孔40が固定側部材22の円弧状溝30と対向した位置からずれると、その直後に、回転側部材23の第1連通孔40が固定側部材22の円弧状溝32に対向し、その結果、圧縮空気が吸着カップ9に供給され、吸着カップ9内は正圧となり、容器1は吸着カップ9より完全に離脱して、第2搬出コンベア6bに排出される。
【0035】
容器1が不良品の場合には、回転側部材23の第1連通孔40が固定側部材22の円弧状溝30と対向した位置にあって容器1が吸着カップ9により真空吸着されてスターホイール本体12により搬送されている間に、電磁弁60を作動させて、圧縮空気源46から圧縮空気が圧縮空気用の連通孔31に供給され、圧縮空気用の連通孔31に対向している回転側部材23の第2連通孔41に圧縮空気が供給される。その結果、圧縮空気は、第2連通孔41に接続された配管44を介して吸着カップ9に供給されて、吸着カップ9が容器1を真空吸着している間に吸着カップ9内が正圧となり、容器1は吸着カップ9より完全に離脱して第1搬出コンベア6aに排出される。
【0036】
上記電磁弁60は、ノーマルオープン型の電磁弁を採用しているため、良品信号で閉じて、不良品信号で開放動作となるが、信号異常が発生した際には開放動作となり、容器1は良品、不良品に拘らず第1搬出コンベア6aに排出されるフェールセーフ機構が実現する。また、圧縮空気が配管44を介して吸着カップ9に供給され、吸着カップ9が容器1を真空吸着している間に吸着カップ9内が正圧となるが、この正圧が配管43を介して回転側部材23の第1連通孔40に向かって流れていくが、配管43の長さ及び/又は配管43の直径を十分に確保することにより、吸着カップ9内の正圧が回転側部材23の第1連通孔40に到達しないようにしている。したがって、固定側部材22の真空用の円弧状溝30の真空度は低下することがなく、容器1を真空吸着して搬送している他の吸着カップ9の真空度が低下するおそれがない。
【図面の簡単な説明】
【0037】
【図1】本実施形態に係る容器搬送装置を備えた容器検査装置の平面図である。
【図2】本実施形態に係る容器搬送装置の断面図である。
【図3】図3(a)は図2のIII部拡大断面図であり、図3(b)は本実施形態に係るロータリ弁の組み立て直後を示す拡大断面図である。
【図4】図4(a)および図4(b)は固定側部材を示す図であり、図4(a)は固定側部材の摺接面側を示す平面図であり、図4(b)は図4(a)のIV−IV線断面図である。
【図5】図5(a)および図5(b)は回転側部材を示す図であり、図5(a)は回転側部材の摺接面側を示す平面図であり、図5(b)は図5(a)のV−V線断面図である。
【図6】図6は吸着カップの一例を示す断面図である。
【図7】図7(a)は固定側部材の摺接面側を示す平面図であり、図7(b)は図7(a)のVII−VII線断面図である。
【図8】図8(a)は回転側部材の摺接面側を示す平面図であり、図8(b)は図8(a)のVIII−VIII線断面図である。
【符号の説明】
【0038】
1 容器
2 搬入コンベア
3 搬入スターホイール
4 容器検査部
5 撮像装置
6a 第1搬出コンベア
6b 第2搬出コンベア
7 インフィードスクリュー
8 ガイドレール
9 吸着カップ
10 容器搬送装置
11 主軸
12 スターホイール本体
12a ポケット
13 支持部材
20 ロータリ弁
21 固定基台
22,100 固定側部材
23,110 回転側部材
24 円筒体
25 摺接面
30,32 円弧状溝
31 圧縮空気用の連通孔
33,35,103,104 貫通孔
34,36,43,44 配管
40 第1連通孔
41 第2連通孔
45 真空源
46 圧縮空気源
51 スラストベアリング
52 吸着カップ本体
53 支持筒
53a 吸引口
54 ノズル
55,56 管継手
60 電磁弁
101 第1円弧状溝
102 第2円弧状溝
105,111 連通孔
【特許請求の範囲】
【請求項1】
容器を吸着する吸着カップと、
固定側部材と回転側部材とを有し固定側部材と回転側部材とが互いに摺接しながら相対回転することにより、固定側部材に形成された円弧状溝と回転側部材に形成された第1連通孔とが断続的に連通するように構成されたロータリ弁とを備え、
前記固定側部材の円弧状溝を真空源に接続し、前記回転側部材の第1連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の円弧状溝と前記回転側部材の第1連通孔とを連通させることにより前記真空源と前記吸着カップとを連通させ、前記吸着カップにより前記容器を吸着させるようにし、
前記固定側部材の円弧状溝の内周側又は外周側に圧縮空気源に接続される圧縮空気用の連通孔を形成し、前記回転側部材の第1連通孔の円周側又は外周側に第2連通孔を形成し、前記回転側部材の第2連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の圧縮空気用の連通孔と前記回転側部材の第2連通孔とを連通させることにより前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップから前記容器を離脱させるようにしたことを特徴とする容器搬送装置。
【請求項2】
前記真空源と前記吸着カップとを連通させている間に、前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップ内の真空を破壊するようにしたことを特徴とする請求項1記載の容器搬送装置。
【請求項3】
前記回転側部材の第1連通孔と前記吸着カップとを第1配管を介して接続し、前記回転側部材の第2連通孔と前記吸着カップとを第2配管を介して接続したことを特徴とする請求項1または2に記載の容器搬送装置。
【請求項4】
前記第2配管の先端にノズルを設け、該ノズルの先端を前記吸着カップ内に開口したことを特徴とする請求項3記載の容器搬送装置。
【請求項5】
前記圧縮空気用の連通孔と前記圧縮空気源とを電磁弁を介して接続したことを特徴とする請求項1乃至4のいずれか1項に記載の容器搬送装置。
【請求項6】
前記回転側部材をベアリングによって支持し、
前記固定側部材をアルミナセラミックスにより形成し、前記回転側部材をカーボンセラミックスにより形成したことを特徴とする請求項1乃至5のいずれか1項に記載の容器搬送装置。
【請求項7】
前記ベアリングはスラストベアリングであることを特徴とする請求項6記載の容器搬送装置。
【請求項8】
前記容器がはまり込むポケットを有するスターホイールを備え、前記吸着カップを前記スターホイールのポケットに配置して前記容器の側面を吸着することを特徴とする請求項1乃至7のいずれか1項に記載の容器搬送装置。
【請求項1】
容器を吸着する吸着カップと、
固定側部材と回転側部材とを有し固定側部材と回転側部材とが互いに摺接しながら相対回転することにより、固定側部材に形成された円弧状溝と回転側部材に形成された第1連通孔とが断続的に連通するように構成されたロータリ弁とを備え、
前記固定側部材の円弧状溝を真空源に接続し、前記回転側部材の第1連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の円弧状溝と前記回転側部材の第1連通孔とを連通させることにより前記真空源と前記吸着カップとを連通させ、前記吸着カップにより前記容器を吸着させるようにし、
前記固定側部材の円弧状溝の内周側又は外周側に圧縮空気源に接続される圧縮空気用の連通孔を形成し、前記回転側部材の第1連通孔の円周側又は外周側に第2連通孔を形成し、前記回転側部材の第2連通孔を前記吸着カップに接続し、前記回転側部材を回転させて前記固定側部材の圧縮空気用の連通孔と前記回転側部材の第2連通孔とを連通させることにより前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップから前記容器を離脱させるようにしたことを特徴とする容器搬送装置。
【請求項2】
前記真空源と前記吸着カップとを連通させている間に、前記圧縮空気源と前記吸着カップとを連通させ、前記吸着カップ内の真空を破壊するようにしたことを特徴とする請求項1記載の容器搬送装置。
【請求項3】
前記回転側部材の第1連通孔と前記吸着カップとを第1配管を介して接続し、前記回転側部材の第2連通孔と前記吸着カップとを第2配管を介して接続したことを特徴とする請求項1または2に記載の容器搬送装置。
【請求項4】
前記第2配管の先端にノズルを設け、該ノズルの先端を前記吸着カップ内に開口したことを特徴とする請求項3記載の容器搬送装置。
【請求項5】
前記圧縮空気用の連通孔と前記圧縮空気源とを電磁弁を介して接続したことを特徴とする請求項1乃至4のいずれか1項に記載の容器搬送装置。
【請求項6】
前記回転側部材をベアリングによって支持し、
前記固定側部材をアルミナセラミックスにより形成し、前記回転側部材をカーボンセラミックスにより形成したことを特徴とする請求項1乃至5のいずれか1項に記載の容器搬送装置。
【請求項7】
前記ベアリングはスラストベアリングであることを特徴とする請求項6記載の容器搬送装置。
【請求項8】
前記容器がはまり込むポケットを有するスターホイールを備え、前記吸着カップを前記スターホイールのポケットに配置して前記容器の側面を吸着することを特徴とする請求項1乃至7のいずれか1項に記載の容器搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−120465(P2008−120465A)
【公開日】平成20年5月29日(2008.5.29)
【国際特許分類】
【出願番号】特願2006−302799(P2006−302799)
【出願日】平成18年11月8日(2006.11.8)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
【公開日】平成20年5月29日(2008.5.29)
【国際特許分類】
【出願日】平成18年11月8日(2006.11.8)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
[ Back to top ]