
容器整列方法、容器整列装置、マルチパック製造方法およびマルチパック製造装置

【課題】 品種の異なる同一製品の複数の容器を自動的に整列する。
【解決手段】 容器整列装置(10)は、第一容器(A)と第二容器(B)とが互い違いに位置するように第一容器の列と第二容器の列とを合流させる合流手段(21)とを具備し、それにより、第一容器と第二容器とからなる列を形成し、さらに、第三容器(C)と第四容器(D)とが互い違いに位置するように第三容器の列と第四容器の列とを合流させる合流手段(22)とを具備し、それにより、第三容器と第四容器とからなる列を形成する。さらに、容器整列装置(10)は、第一容器と第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、第三容器と第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段(35)を具備する。
【解決手段】 容器整列装置(10)は、第一容器(A)と第二容器(B)とが互い違いに位置するように第一容器の列と第二容器の列とを合流させる合流手段(21)とを具備し、それにより、第一容器と第二容器とからなる列を形成し、さらに、第三容器(C)と第四容器(D)とが互い違いに位置するように第三容器の列と第四容器の列とを合流させる合流手段(22)とを具備し、それにより、第三容器と第四容器とからなる列を形成する。さらに、容器整列装置(10)は、第一容器と第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、第三容器と第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段(35)を具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器、例えば飲料が充填された円筒形の缶または瓶などの自立性を有する複数の容器を整列させる容器整列方法およびこのような方法を実施する容器整列装置に関する。特に、本発明は、品種の異なる複数の同一製品の容器を整列させる容器整列方法およびこのような方法を実施する容器整列装置に関する。さらに、本発明は、容器整列方法および容器整列装置により整列された容器をマルチパックとして製造するマルチパック製造方法およびマルチパック製造装置に関する。
【背景技術】
【0002】
酒類、清涼飲料等の缶または瓶などの複数の容器を一列または複数列で起立させた状態のまま整列させ、次いで容器の上部、側部および下部を包装体により包み込んでマルチパックを形成することは、例えば特許文献1に開示されるマルチパック包装装置により行われている。
【0003】
特許文献1に開示されるようなマルチパック包装装置は、同一品種でかつ同一製品の複数の容器を包み込んでマルチパックを形成することを想定している。例えば四つの容器からマルチパックを形成する際には、これら四つの容器は二行二列に整列された後で包装体により包み込まれる。
【0004】
このような包装体の使用によって複数の容器が単一のマルチパックとしてまとめられるので、これら容器を一度にかつ簡易に持ち運ぶことができ、同時にこれら複数の容器を纏め売りすることも可能になる。
【特許文献1】特開2003−276706号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、一部の酒類、清涼飲料等においては、同一製品でありながら複数種類の品種が存在する場合がある。例えば、同一製品のチューハイには、複数の品種、例えばレモン・フレーバ、梅・フレーバー、グレープフルーツ・フレーバー、ぶどう・フレーバーの四つの品種が存在している。
【0006】
このような四品種の製品のそれぞれを一つずつ抽出して、これら四つの製品を単一のマルチパックとして販売する販売形態が想定される。しかしながら、四品種の製品をマルチパック包装装置に供給する前に二行二列に整列させる作業は、作業者が人力で行う必要がある。このために、労力および作業時間が増し、非効率である上に人為的トラブルを招きやすい。
【0007】
例えば、人為的トラブルによって、四つの製品の中に或る特定の品種の製品が二つ混入した場合には、マルチパックにおける四つの製品の品種の数は三になってしまう。つまり、人為的トラブルによって、四品種の全てが網羅されていないマルチパックが形成される可能性がある。四品種の製品を単一のマルチパックとして販売する前述した販売形態は、マルチパックが四品種の全てを含んでいること自体に付加価値がある。従って、このような場合には、四つの製品を含んでいたとしてもマルチパックとしての付加価値は大幅に低下し、マルチパックの信頼性にも関わってくる。さらに、四つの製品がマルチパックとして形成された後は、或る特定の品種の製品が二つ以上混入しているのを発見するのは極めて難しい。
【0008】
本発明者は、従来技術において品種の異なる四つの容器を整列させる際の人為的トラブルを完全に解消しきれない原因を検討したところ、人力に頼るのでは人為的トラブルを完全に解消するのは不可能であろうとの考えの下に、鋭意研究を重ねた結果、品種の異なる複数の容器を自動的に整列させられる容器整列装置により上記課題を解決できるとの知見を得て本発明を完成するに至った。
【0009】
すなわち本発明はこのような事情に鑑みてなされたものであり、品種の異なる同一製品の複数の容器を整列させられる容器整列方法およびこのような方法を実施する容器整列装置を提供することを目的とする。さらに、本発明は、このような容器整列方法および容器整列装置を用いて整列された容器をマルチパックとして製造するマルチパック製造方法およびマルチパック製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
前述した目的を達成するために1番目の発明によれば、列をなして第一容器を搬送し、列をなして第二容器を搬送し、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送し、列をなして第四容器を搬送し、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる容器整列方法が提供される。
【0011】
すなわち1番目の発明においては、第一容器と第二容器とからなる列の一部分と、第三容器と第四容器とからなる列の一部分とを互いに平行に整列させることにより、人為的トラブルを招くことなしに、二行二列をなすように容器を自動的に整列させられる。従って、第一容器〜第四容器が品種の異なる同一製品である場合には、付加価値を付けた状態でこれらを単一のマルチパックとして販売することができる。
【0012】
2番目の発明によれば、1番目の発明において、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっている。
すなわち2番目の発明においては、第一容器と第二容器および第三容器と第四容器の順番を変更して、マルチパックの端面に位置する二つの容器の組み合わせを所望の通りに変更できる。
【0013】
3番目の発明によれば、1番目または2番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させることを含む。
すなわち3番目の発明においては、マルチパックの端面に位置する二つの容器の組み合わせをさらに変更できる。
【0014】
4番目の発明によれば、列をなして第一容器を搬送し、列をなして第二容器を搬送し、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送し、列をなして第四容器を搬送し、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、列をなして第五容器を搬送し、列をなして第六容器を搬送し、前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる容器整列方法が提供される。
【0015】
すなわち4番目の発明においては、第一容器と第二容器とからなる列の一部分と、第三容器と第四容器とからなる列の一部分と、第五容器と第六容器とからなる列の一部分とを互いに平行に整列させることにより、人為的トラブルを招くことなしに、二行三列をなすように容器を自動的に整列させられる。従って、第一容器〜第六容器が品種の異なる同一製品である場合には、付加価値を付けた状態でこれらを単一のマルチパックとして販売することができる。
【0016】
5番目の発明によれば、4番目の発明において、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっており、前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番が変更できるようになっている。
すなわち5番目の発明においては、第一容器と第二容器、第三容器と第四容器および第五容器と第六容器の順番を変更して、マルチパックの端面に位置する二つの容器の組み合わせを所望の通りに変更できる。
【0017】
6番目の発明によれば、4番目または5番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させることを含む。
すなわち6番目の発明においては、マルチパックの端面に位置する二つの容器の組み合わせをさらに変更できる。
【0018】
7番目の発明によれば、列をなして第一容器を搬送し、列をなして第二容器を搬送し、列をなして第三容器を搬送し、前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させ、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、さらに、列をなして第四容器を搬送し、列をなして第五容器を搬送し、列をなして第六容器を搬送し、前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる容器整列方法が提供される。
【0019】
すなわち7番目の発明においては、第一容器と第二容器と第三容器とからなる列の一部分と、第四容器と第五容器と第六容器とからなる列の一部分とを互いに平行に整列させることにより、人為的トラブルを招くことなしに、三行二列をなすように容器を自動的に整列させられる。従って、第一容器〜第六容器が品種の異なる同一製品である場合には、付加価値を付けた状態でこれらを単一のマルチパックとして販売することができる。
【0020】
8番目の発明によれば、7番目の発明において、前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番が変更できるようになっており、前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番が変更できるようになっている。
すなわち8番目の発明においては、第一容器〜第三容器および第四容器〜第六容器の順番を変更して、マルチパックの端面に位置する二つの容器の組み合わせを所望の通りに変更できる。
【0021】
9番目の発明によれば、7番目または8番目の発明において、さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させることを含む。
すなわち9番目の発明においては、マルチパックの端面に位置する二つの容器の組み合わせをさらに変更できる。
【0022】
さらに、本発明においては、前述した1番目から9番目の容器整列方法を実施する容器整列装置が提供される。
つまり10番目の発明によれば、列をなして第一容器を搬送する搬送手段と、列をなして第二容器を搬送する搬送手段と、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送する搬送手段と、列をなして第四容器を搬送する搬送手段と、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置が提供される。
すなわち10番目の発明においては、1番目の発明と同様の効果が得られる。
【0023】
11番目の発明によれば、10番目の発明において、さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段とを具備する。
すなわち11番目の発明においては、2番目の発明と同様の効果が得られる。
【0024】
12番目の発明によれば、10番目または11番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させる回転手段を具備する。
すなわち12番目の発明においては、3番目の発明と同様の効果が得られる。
【0025】
13番目の発明によれば、列をなして第一容器を搬送する搬送手段と、列をなして第二容器を搬送する搬送手段と、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送する搬送手段と、列をなして第四容器を搬送する搬送手段と、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、列をなして第五容器を搬送する搬送手段と、列をなして第六容器を搬送する搬送手段と、前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置が提供される。
すなわち13番目の発明においては、4番目の発明と同様の効果が得られる。
【0026】
14番目の発明によれば、13番目の発明において、さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段と、前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する。
すなわち14番目の発明においては、5番目の発明と同様の効果が得られる。
【0027】
15番目の発明によれば、13番目または14番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させる回転手段を具備する。
すなわち15番目の発明においては、6番目の発明と同様の効果が得られる。
【0028】
16番目の発明によれば、列をなして第一容器を搬送する搬送手段と、列をなして第二容器を搬送する搬送手段と、列をなして第三容器を搬送する搬送手段と、前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、さらに、列をなして第四容器を搬送する搬送手段と、列をなして第五容器を搬送する搬送手段と、列をなして第六容器を搬送する搬送手段と、前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置が提供される。
すなわち16番目の発明においては、7番目の発明と同様の効果が得られる。
【0029】
17番目の発明によれば、16番目の発明において、さらに、前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番を変更できる変更手段と、前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する。
すなわち17番目の発明においては、8番目の発明と同様の効果が得られる。
【0030】
18番目の発明によれば、16番目または17番目の発明において、さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させる回転手段を具備する。
すなわち18番目の発明においては、9番目の発明と同様の効果が得られる。
【0031】
19番目の発明によれば、1番目から9番目のいずれかの発明の容器整列方法により整列された前記容器を包装シートにより包装し、それにより、前記容器のマルチパックを製造するマルチパック製造方法が提供される。
【0032】
20番目の発明によれば、10番目から18番目のいずれかの発明の容器整列装置により整列された前記容器を包装シートにより包装することにより前記容器のマルチパックを製造するマルチパック製造手段を具備するマルチパック製造装置が提供される。
【発明を実施するための最良の形態】
【0033】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同一の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
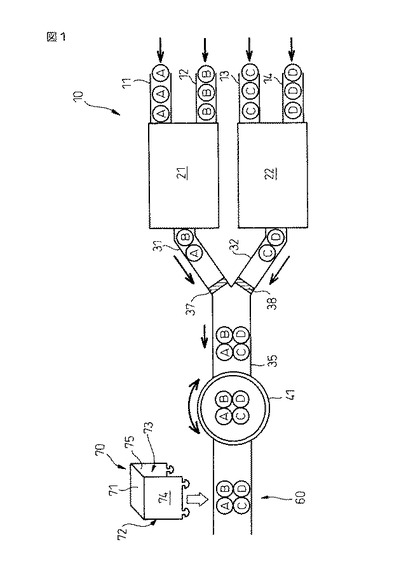
図1は本発明の第一の実施形態に基づく容器整列装置の略平面図である。図1に示される容器整列装置10は、第一容器Aを順次搬送する第一コンベヤ11と、第二容器Bを順次搬送する第二コンベヤ12と、第三容器Cを順次搬送する第三コンベヤ13と、第四容器Dを順次搬送する第四コンベヤ14とを含んでいる。図1においては、これら第一コンベヤ11〜第四コンベヤ14は互いに平行に配置されていて、矢印方向にそれぞれの容器を搬送する。これらコンベヤおよび後述するコンベヤは公知のあらゆる形式のコンベヤを含むものとする。
【0034】
各コンベヤによって搬送される第一容器A〜第四容器Dは同一寸法の容器であり、或る程度の剛性を有すると共に自立性を備えている。第一容器A〜第四容器Dの典型的な例は、アルミ缶またはペットボトルなどである。そして、これら第一容器A〜第四容器Dには、同一製品であって、その品種のみが異なる飲料が充填されている。このような製品は、例えばレモン・フレーバ、梅・フレーバー、グレープフルーツ・フレーバー、ぶどう・フレーバーの品種が存在するチューハイである。当然のことながら、同一製品であって、その品種のみが異なるチューハイ以外の飲料が第一容器A〜第四容器Dのそれぞれに充填されていてもよい。
【0035】
図示されるように、第一コンベヤ11および第二コンベヤ12によりそれぞれ搬送される第一容器Aおよび第二容器Bは第一合流部21に供給される。同様に、第三コンベヤ13および第四コンベヤ14によりそれぞれ搬送される第三容器Cおよび第四容器Dは第二合流部22に供給される。これら第一合流部21および第二合流部22の詳細については後述する。
【0036】
さらに、容器整列装置10は第一合流部21から延びる収束式搬送コンベヤ31と第二合流部22から延びる収束式搬送コンベヤ32とを含んでいる。図示されるように、これら収束式搬送コンベヤ31、32は互いに収束して共通搬送コンベヤ35に接続されている。図示されるように共通搬送コンベヤ35の幅は、収束式搬送コンベヤ31、32により搬送された容器を互いに平行に並べて搬送するのに十分に大きい。
【0037】
さらに、共通搬送コンベヤ35の途中には回転テーブル41が設けられている。さらに、回転テーブル41の下流には、包装シート70を用いた公知の方法で複数の容器をマルチパックとして包装する容器包装部60が設けられている。容器整列装置10のこれら構成要素および後述する他の構成要素は図示しない制御装置に接続されており、制御装置によって、これら構成要素および後述する他の構成要素は互いに連結して同期運転される。
【0038】
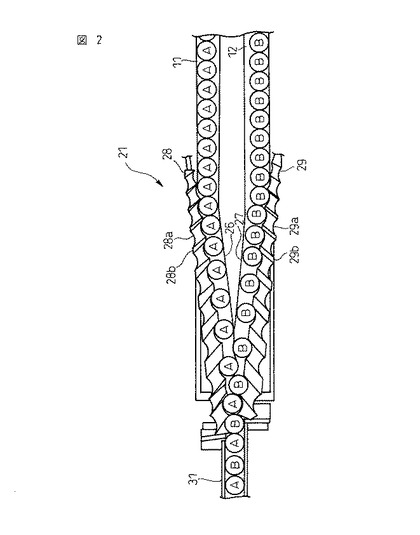
図2は本発明に基づく合流部の平面図である。図2には第一合流部21が代表として示されているが、第二合流部22も第一合流部21と概ね同様の構成であるものとする。
【0039】
図2の左方に示される収束式搬送コンベヤ31は、この収束式搬送コンベヤ31を介して容器A、Bが搬入される充填機等の容器処理装置の処理能力(例えば、400bpm)に応じた速度で運転され、これに対して、上流側の両搬送コンベヤ11、12は、収束式搬送コンベヤ31の走行速度のほぼ二分の一の速度(例えば、200bpmに相当する速度)で走行される。
【0040】
前記搬送コンベヤ11、12の両外側からこれら搬送コンベヤ11、12の間の中心線に向かって、それぞれ押込スクリュ28、29が斜めに配置されている。さらに、押込スクリュ28、29の内側にはこれらスクリュに対して平行であって互いに収束するように容器用ガイド26、27が配置されている。
【0041】
各押込スクリュ28、29は、各種サイズの容器に兼用できるように、大径の容器を受入れ可能な幅のポケット28a、29aを有している。これらのポケット28a、29aは、スクリュ28、29の入口側(図2の右側)では、容器の幅に概ね一致するピッチを有しており、下流側に向けてピッチが拡大し、出口側では、容器の幅のほぼ2倍のピッチを有している。
【0042】
これら両スクリュ28、29は、入口側では、搬送コンベヤ11、12の搬送速度に対応する速度で容器A、Bを搬送するように回転しており、入口側でそれぞれ受入れた第一容器Aおよび第二容器Bを保持して搬送する間に、前記ポケット28a、29aのピッチの拡大に応じて隣接する容器の間隔を広げつつ加速するようになっている。
【0043】
両側のスクリュ28、29は、位相を180度互いに異ならせてあり、出口側(下流側)では、一方のスクリュ28のポケット28aが他方のスクリュ29の山部29bと対向(進行方向の位置が一致)し、また、前記一方のスクリュ28の山部28bが他方のスクリュ29のポケット29aに対向している。
【0044】
第一合流部21の駆動時には、搬送コンベヤ11によって搬送される第一容器Aがスクリュ28のポケット28aに受容され、スクリュ28によってガイド26に沿って搬送される。同様に、搬送コンベヤ12によって搬送される第二容器Bがスクリュ29のポケット29aに受容され、スクリュ29によってガイド27に沿って搬送される。
【0045】
これらスクリュ28、29の位相は互いに180度異ならせているので、スクリュ28、29によって搬送されてきた容器A、Bのそれぞれの列は、単一の収束式搬送コンベヤ31に交互に引き渡されて合流される。従って、収束式搬送コンベヤ31においては、第一容器Aと第二容器Bとが互い違いに配置された列が形成される。
【0046】
なお、図2においては収束式搬送コンベヤ31において第一容器Aが先頭になるように搬送コンベヤ11、12およびスクリュ28、29を同期運転させている。しかしながら、図示しない制御装置によって、収束式搬送コンベヤ31において第二容器Bが先頭になるように、搬送コンベヤ11、12およびスクリュ28、29を同期運転させてもよい。
【0047】
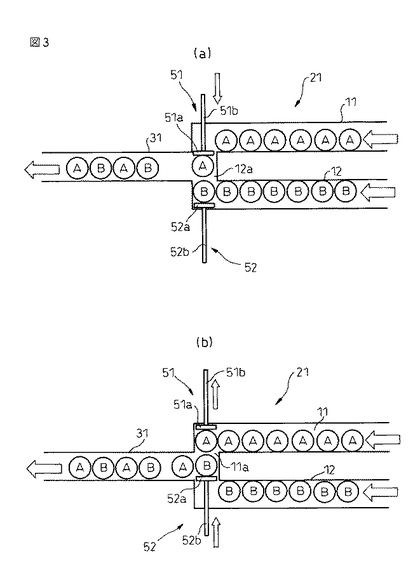
また、第一合流部21および第二合流部22が他の構成であってもよい。図3(a)および図3(b)は他の容器合流部の部分平面図である。これら図面においても、第一合流部21が代表として示されており、第二合流部22同様の構成であるものとする。図3(a)および図3(b)に示される第一合流部21においては、搬送コンベヤ11、12の間の隙間は収束式搬送コンベヤ31の幅に概ね等しい。また、上流端側の収束式搬送コンベヤ31は搬送コンベヤ11、12の間に部分的に挿入されるように配置されている。この挿入部分の搬送方向長さは容器A、Bの幅よりも大きい。
【0048】
搬送コンベヤ11、12の下流端には、互いに対面する開口部11a、12aがそれぞれ形成されている。これら開口部の幅は容器A、Bの幅よりも大きい。さらに、図示されるように、これら開口部11a、12aには、容器A、Bのそれぞれを搬送方向に対して垂直に押出す押出システム51、52がそれぞれ設けられている。
【0049】
各押出システム51、52は、各開口部11a、12aの反対側に形成された孔を通って往復動する押棒51b、52bと、搬送コンベヤ11、12内において押棒51b、52bの先端に設けられた押板51a、52aとを含んでいる。これら押板51a、52aは容器A、Bを押出すのに十分に大きい。従って、押出システム51、52が駆動すると、容器A、Bは搬送コンベヤ11、12から収束式搬送コンベヤ31の上流端までそれぞれ押出される。
【0050】
このような第一合流部21の駆動時には、はじめに図3(a)に示されるように押出システム51を駆動して押棒51bを搬送コンベヤ11内に突出させ、それにより、搬送コンベヤ11の第一容器Aを開口部11aに通して収束式搬送コンベヤ31まで押出す。押出された第一容器Aは収束式搬送コンベヤ31の動作によって下流に搬送される。
【0051】
次いで、図3(b)に示されるように押出システム51の押棒51bを後退させると共に、押出システム52の押棒52bを搬送コンベヤ12内に突出させる。これにより、搬送コンベヤ12の第二容器Bが開口部12aを通って収束式搬送コンベヤ31まで押出される。押出された第二容器Bが収束式搬送コンベヤ31の動作によって下流に搬送される間に、押出システム52の押棒52bを後退させると共に、搬送コンベヤ11の第一容器Aを前述したように押出す。以下、このような動作を繰り返すことにより、収束式搬送コンベヤ31には、第一容器Aと第二容器Bとが互い違いに配置された列が形成される。
【0052】
図3(a)および図3(b)においては、収束式搬送コンベヤ31において第一容器Aが列の先頭になるように押出システム51および押出システム52を同期運転させているが、第二容器Bが列の先頭になるように同期運転させてもよい。また、前述したスクリュ、押出システム以外の方式を用いて異なる容器を互い違いに配置させられる合流部21、22を採用しても良い。
【0053】
再び図1を参照して分かるように、収束式搬送コンベヤ32には、第二合流部22によって第三容器Cと第四容器Dとが互い違いに配置された列が形成される。
【0054】
図1に示されるように、収束式搬送コンベヤ31、32の各下流端には、鉛直方向に摺動するゲート37、38がそれぞれ設けられている。ゲート37は、第一容器Aと第二容器Bとが互い違いに配置された列の先頭に位置する一組の容器A、Bを各収束式搬送コンベヤ31上の列から切離して下流側に送り出す役目を果たす。同様に、ゲート38は、第三容器Cと第四容器Dとが互い違いに配置された列の先頭に位置する一組の容器C、Dを各収束式搬送コンベヤ32上の列から切離して下流側に送り出す役目を果たす。
【0055】
ゲート37を通過した一組の容器A、Bとゲート38を通過した一組の容器C、Dとは共通搬送コンベヤ35にほぼ同時に供給される。共通搬送コンベヤ35の幅は収束式搬送コンベヤ31、32により搬送された容器を互いに平行に並べて搬送するのに十分に大きいので、一組の容器A、Bと通過した一組の容器C、Dとは共通搬送コンベヤ35上において互いに並んで整列される。すなわち、共通搬送コンベヤ35において、第一容器A〜第四容器Dは二行二列をなして自動的に整列される。
【0056】
次いで、二行二列をなした第一容器A〜第四容器Dは共通搬送コンベヤ35によって回転テーブル41まで一体的に供給される。回転テーブル41においては、第一容器Aと第三容器Cとが下流側に位置しており、第二容器Bと第四容器Dとが上流側に位置している。回転テーブル41は90度ずつ時計回りまたは反時計回りに回転し、二行二列をなした第一容器A〜第四容器Dの向きを所望のように変えられる。
【0057】
図4(a)および図4(b)は回転テーブルの拡大図である。例えば回転テーブル41を反時計回りに90度だけ回転させた場合には、図4(a)に示されるように第二容器Bと第一容器Aとが下流側に位置するようになる。また、回転テーブル41を時計回りに180度だけ回転させた場合には、図4(b)に示されるように第四容器Dと第二容器Bとが下流側に位置するようになる。
【0058】
当然のことながら、回転させることなしに二行二列をなした第一容器A〜第四容器Dが回転テーブル41を単に通過するのみであってもよい。図1に示される実施形態においては、二行二列をなした第一容器A〜第四容器Dは回転テーブル41において回転されることなしに容器包装部60まで搬送されている。
【0059】
次いで、二行二列をなした第一容器A〜第四容器Dは容器包装部60において、包装シート70を用いた公知の方法によりマルチパックとして包装される。厚紙から形成される包装シート70は包装時には図示されるように直方体状に折曲げられる。そして、二行二列をなした第一容器A〜第四容器Dの上面が包装シート70の上面71部分により被覆され、隣接する第三容器Cと第四容器Dとの側面が包装シート70の側面74部分により被覆され、隣接する第一容器Aと第二容器Bの側面とが包装シート70の側面75部分により被覆され、さらに第一容器A〜第四容器Dの下面は、側面74、75の折り曲げられた部分により被覆される。これにより、二行二列をなした第一容器A〜第四容器Dはマルチパックとして包装される。
【0060】
なお、マルチパックの下流側端面72および上流側端面73には包装シート70が存在しておらず、マルチパックにおける二つの容器の側面は端面72、73を通じて直接的に見られるようになっている。図1に示される実施形態においては、下流側端面72を通じて第一容器Aと第三容器Cとの側面を見ることができ、上流側端面73を通じて第二容器Bと第四容器Dとの側面を見ることができる。
【0061】
本発明においては、持ち運びおよび容器の纏め売りが容易になるだけでなく、品種が互いに異なる複数の容器を含んだマルチパックを容易に形成することが可能となる。特に本発明においては、これら容器の品種が互いに異なるために四つの容器の全てが同一品種である場合よりも付加価値の高いマルチパックを形成することができる。
【0062】
また、本発明においては、スクリュ28、29または押出システム51、52の運転状態を変更すること、および回転テーブル41を用いて第一容器A〜第四容器Dを一体的に回転させることにより、マルチパックの端面に位置する二つの容器の組み合わせを変更することができる。品種が互いに異なる二行二列をなした容器群の場合には、四つの容器A〜Dの全てをマルチパックの端面72、73側のどちらかか見ることができるので、このことは特別な利点をもたらさない。
【0063】
しかしながら、二行二列をなした容器群のうちの二つが同一品種である場合、例えば搬送コンベヤ11および搬送コンベヤ14の両方に第一容器Aが搬送されている場合には、搬送コンベヤ14上を搬送される容器が列の先頭に位置するようにスクリュまたは押出システムを同期運転させる。これにより、図1の左方に示される容器群のうちの第三容器Cの場所に搬送コンベヤ14からの第一容器Aが位置するようになる。従って、形成されたマルチパックの下流側端面72からは二つの第一容器Aが見られるようになる。
【0064】
同様に、例えば搬送コンベヤ11および搬送コンベヤ12の両方に第一容器Aが搬送されている場合には、二行二列の容器群を回転テーブル41において反時計回りに90度回転させれば、マルチパックの下流側端面72から二つの第一容器Aを見ることができる。それゆえ、スクリュ28、29または押出システム51、52の運転状態を変更すること、および回転テーブル41を使用することは、二行二列をなす容器群における複数の品種のうちの特定の品種に対して購買者の注意を喚起させたい場合に特に有利である。
【0065】
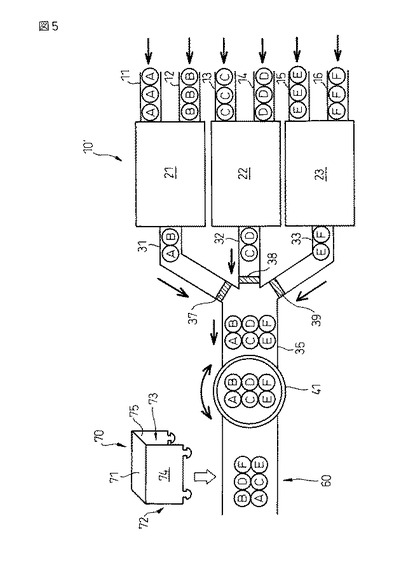
図5は本発明の第二の実施形態に基づく容器整列装置の略平面図である。図5に示される容器整列装置10’は、第一コンベヤ11〜第四コンベヤ14に加えて、第五容器Eを順次搬送する第五コンベヤ15と、第六容器Fを順次搬送する第六コンベヤ16とを含んでいる。これら第五容器Eおよび第六容器Fは、第一容器Aなどと同一の製品であって、その品種のみが異なるものとする。
【0066】
図示されるように、第五コンベヤ15および第六コンベヤ16によりそれぞれ搬送される第五容器Eおよび第六容器Fは第三合流部23に供給される。第三合流部23は、図2および図3を参照して説明した第一合流部21および第二合流部22と同様の構成である。さらに、収束式搬送コンベヤ33が第三合流部23と共通搬送コンベヤ35とを連結している。また、収束式搬送コンベヤ33の下流端には鉛直方向に摺動するゲート39が設けられている。
【0067】
ゲート37を通過した一組の容器A、Bとゲート38を通過した一組の容器C、Dと、ゲート39を通過した一組の容器E、Fとは共通搬送コンベヤ35にほぼ同時に供給される。図5に示される共通搬送コンベヤ35の幅は三つの収束式搬送コンベヤ31、32、33により搬送された容器を互いに平行に並べて搬送するのに十分に大きいので、一組の容器A、Bと一組の容器C、Dと一組の容器E、Fとは共通搬送コンベヤ35上に互いに並んで整列される。すなわち、共通搬送コンベヤ35において、第一容器A〜第六容器Fは二行三列をなして自動的に整列される。
【0068】
次いで、二行三列をなした第一容器A〜第六容器Fは共通搬送コンベヤ35によって回転テーブル41まで一体的に供給される。図5に示される回転テーブル41はこれら第一容器A〜第六容器Fを受容するのに十分に大きい。回転テーブル41においては、第一容器Aと第三容器Cと第五容器Eとが下流側に位置しており、第二容器Bと第四容器Dと第六容器Fとが上流側に位置している。
【0069】
回転テーブル41は90度ずつ時計回りまたは反時計回りに回転し、二行三列をなした第一容器A〜第六容器Fの向きを所望のように変えられる。図5に示される実施形態においては、第一容器Aおよび第二容器Bが下流側に位置するように回転テーブル41を反時計回りに90度だけ回転させている。
【0070】
次いで、容器包装部60において、包装シート70がこれら第一容器A〜第六容器Fをマルチパックする。図5に示される包装シート70は二行三列をなす容器群を包装するために図1の場合よりもその寸法が大きいことが理解されよう。この場合には、マルチパックされた第一容器A〜第六容器Fのうちの第一容器Aおよび第二容器Bがマルチパックの端面72側に位置し、第五容器Eおよび第六容器Fがマルチパックの端面73側に位置するようになる。これにより、六つの容器の全てが同一品種である場合よりも付加価値の高いマルチパックを形成することができる。
【0071】
二行三列の容器群を包装したマルチパックにおいては、中心に位置する二つの容器、図5においては第三容器Cおよび第四容器Dは包装シート70の側面74、73によってそれぞれ被覆されるので、これら第三容器Cおよび第四容器Dは端面72、73を通じて外部から見ることはできない。
【0072】
このような場合には、スクリュ(図2を参照されたい)または押出システム(図3を参照されたい)、ならびに/もしくは回転テーブル41を使用することにより、第一容器A〜第六容器Fのうちの所望の容器をマルチパックの端面72、73側に位置決めする。つまり、要求される場合には、図5において中心に位置する第三容器Cおよび第四容器Dをマルチパックの端面72、73側に移動させ、それにより、これら容器を外部から見れるようにする。従って、スクリュまたは押出システム、ならびに/もしくは回転テーブル41の使用は、外部から見ることのできない容器が存在するマルチパック、例えば二行三列の容器のマルチパックにおいて、所望の容器をマルチパックの端面72、73側に位置決めするのに特に有利である。
【0073】
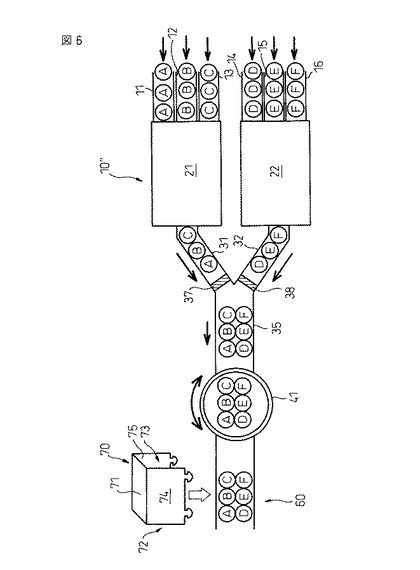
図6は本発明の第三の実施形態に基づく容器整列装置の略平面図である。図6に示される容器整列装置10’’は、図1に示される容器整列装置10と同様の構成であるが、三つのコンベヤ11、12、13が第一容器A、第二容器B、第三容器Cのそれぞれを第一合流部21まで搬送しており、他の三つのコンベヤ14、15、16が第四容器D、第五容器E、第六容器Fのそれぞれを第二合流部22まで搬送している点が異なる。
【0074】
図7は第三の実施形態における合流部の斜視図である。図7には第一合流部21が代表として示されているが、第二合流部22も第一合流部21と概ね同様の構成でありうる。なお、第一合流部21、第二合流部22が他の構成であってもよい。
【0075】
図7に示される第一合流部21においては、第一コンベヤ11、第二コンベヤ12および第三コンベヤ13はそれぞれのケーシング内に配置されており、これらケーシングは互いに隣接して配置されている。以下、用語第一コンベヤ11、第二コンベヤ12および第三コンベヤ13は、対応するケーシングを示す場合があることに注意されたい。
【0076】
図示されるように、第一コンベヤ11と第三コンベヤ13との間に位置する第二コンベヤ12の下流端はこれら第一コンベヤ11および第三コンベヤ13の下流端よりも上流側に後退した場所に位置決めされる。図示されるように、第一コンベヤ11および第三コンベヤ13の下流端と第二コンベヤ12の下流端との間の距離は容器の幅よりも大きい。そして、収束式搬送コンベヤ31はその上流端が第二コンベヤ12の下流端に隣接するように配置される。
【0077】
また、図示されるように、図3を参照して説明したのと同様な押出システム51が第一コンベヤ11の外側に配置されている。第一コンベヤ11の下流端内側には開口部11aが形成されている。この開口部11aは鉛直方向に摺動するゲート11bにより開閉される。ゲート11bと連動する押出システム51の押板51aは開放された開口部11aを通じて第一コンベヤ11内の容器Aを収束式搬送コンベヤ31まで第一コンベヤ11に対して垂直方向に押し出すようになっている。
【0078】
同様な押出システム53が第三コンベヤ13の外側に配置されている。図示しないものの、第三コンベヤ13の下流端内側に形成された開口部13aにも鉛直方向に摺動するゲート13bが設けられているものとする。
【0079】
さらに、第二コンベヤ12の下流端に形成された開口部12aは同様なゲート12bによって開閉される。第二コンベヤ12には押出システムは設けられていないものの、ゲート12bの開放時には第二コンベヤ12の通常の動作によって容器Bが収束式搬送コンベヤ31の上流端まで搬送される。なお、図7に示される押出システム51、53および摺動式ゲート11b、12b、13bは図7には示さない制御装置に接続されている。
【0080】
このような第一合流部21の初期には、摺動式ゲート11b、12b、13bは対応する開口部11a、12a、13aを閉鎖する閉鎖位置にある。そして、第一合流部21が駆動すると、はじめにゲート11bが開放すると共に押板51aによって第一コンベヤ11内の容器Aが収束式搬送コンベヤ31の上流端まで押し出される。押し出された容器Aは収束式搬送コンベヤ31上を搬送される。
【0081】
次いで、ゲート11bが閉鎖して押板51aが後退すると共に、ゲート12bが開放して第二コンベヤ12の容器Bが収束式搬送コンベヤ31の上流端まで搬送される。そして、この容器Bは容器Aに続いて収束式搬送コンベヤ31上を搬送され、ゲート12bは閉鎖される。
【0082】
収束式搬送コンベヤ31上を搬送される容器Bが第三コンベヤ13の開口部13aを通過すると、図示しないゲート13bが開放すると共に押板53aによって第三コンベヤ13内の容器Cが収束式搬送コンベヤ31の上流端まで押し出される。押し出された容器Cは容器Aおよび容器Bに続いて収束式搬送コンベヤ31上を搬送される。
【0083】
その後、ゲート13bが閉鎖して押板53aが後退すると共に、ゲート11bが開放して第一コンベヤ11内の容器Aが押し出されるようになる。図示される第一合流部21においてはこのような動作が繰り返し行われ、それにより、これら容器が容器A、容器Bおよび容器Cの順番で収束式搬送コンベヤ31上に搬送されるようになる。第二合流部22も第一合流部21と同様の構成であるので、第二合流部22の収束式搬送コンベヤ32上においては、容器D、容器Eおよび容器Fの順番でこれら容器が搬送されるようになる。
【0084】
再び図6を参照すると、ゲート37を通過した一組の容器A、B、Cとゲート38を通過した一組の容器D、E、Fとは共通搬送コンベヤ35にほぼ同時に供給される。図6に示される共通搬送コンベヤ35の幅は二つの収束式搬送コンベヤ31、32により搬送された容器を互いに平行に並べて搬送するのに十分に大きいので、一組の容器A、B、Cと一組の容器D、E、Fとは共通搬送コンベヤ35上に互いに並んで整列される。すなわち、共通搬送コンベヤ35において、第一容器A〜第六容器Fは三行二列をなして自動的に整列される。その後、三行二列をなした容器は、図5の場合と同様に、回転テーブル41を経て容器包装部60に供給され、包装シート70により被覆されてマルチパックとされる。これにより、六つの容器の全てが同一品種である場合よりも付加価値の高いマルチパックを形成することができる。
【0085】
図7に示されるような第一合流部21および第二合流部22において、押出システムおよび摺動式ゲートの運転状態を変更することにより、第一容器A〜第六容器Fのうちの所望の容器をマルチパックの端面72、73側に位置決めできるのは明らかであろう。
【図面の簡単な説明】
【0086】
【図1】本発明の第一の実施形態に基づく容器整列装置の略平面図である。
【図2】本発明に基づく合流部の平面図である。
【図3】(a)他の容器合流部の部分平面図である。(b)他の容器合流部の別の部分平面図である。
【図4】(a)回転テーブルの拡大図である。(b)回転テーブルの拡大図である。
【図5】本発明の第二の実施形態に基づく容器整列装置の略平面図である。
【図6】本発明の第三の実施形態に基づく容器整列装置の略平面図である。
【図7】第三の実施形態における合流部の斜視図である。
【符号の説明】
【0087】
10、10’、10’’ 容器整列装置
11 第一コンベヤ
11a、12a、13a 開口部
11b、12b、13b 摺動式ゲート
12 第二コンベヤ
13 第三コンベヤ
14 第四コンベヤ
15 第五コンベヤ
16 第六コンベヤ
21 第一合流部
22 第二合流部
23 第三合流部
26、27 容器用ガイド
28、29 押込スクリュ
28a、29a ポケット
28b、29b 山部
31、32、33 収束式搬送コンベヤ
35 共通搬送コンベヤ
37、38、29 ゲート
41 回転テーブル
51、52、53 押出システム
60 容器包装部
70 包装シート
72 下流側端面
73 上流側端面
A 第一容器
B 第二容器
C 第三容器
D 第四容器
E 第五容器
F 第六容器
【技術分野】
【0001】
本発明は、容器、例えば飲料が充填された円筒形の缶または瓶などの自立性を有する複数の容器を整列させる容器整列方法およびこのような方法を実施する容器整列装置に関する。特に、本発明は、品種の異なる複数の同一製品の容器を整列させる容器整列方法およびこのような方法を実施する容器整列装置に関する。さらに、本発明は、容器整列方法および容器整列装置により整列された容器をマルチパックとして製造するマルチパック製造方法およびマルチパック製造装置に関する。
【背景技術】
【0002】
酒類、清涼飲料等の缶または瓶などの複数の容器を一列または複数列で起立させた状態のまま整列させ、次いで容器の上部、側部および下部を包装体により包み込んでマルチパックを形成することは、例えば特許文献1に開示されるマルチパック包装装置により行われている。
【0003】
特許文献1に開示されるようなマルチパック包装装置は、同一品種でかつ同一製品の複数の容器を包み込んでマルチパックを形成することを想定している。例えば四つの容器からマルチパックを形成する際には、これら四つの容器は二行二列に整列された後で包装体により包み込まれる。
【0004】
このような包装体の使用によって複数の容器が単一のマルチパックとしてまとめられるので、これら容器を一度にかつ簡易に持ち運ぶことができ、同時にこれら複数の容器を纏め売りすることも可能になる。
【特許文献1】特開2003−276706号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、一部の酒類、清涼飲料等においては、同一製品でありながら複数種類の品種が存在する場合がある。例えば、同一製品のチューハイには、複数の品種、例えばレモン・フレーバ、梅・フレーバー、グレープフルーツ・フレーバー、ぶどう・フレーバーの四つの品種が存在している。
【0006】
このような四品種の製品のそれぞれを一つずつ抽出して、これら四つの製品を単一のマルチパックとして販売する販売形態が想定される。しかしながら、四品種の製品をマルチパック包装装置に供給する前に二行二列に整列させる作業は、作業者が人力で行う必要がある。このために、労力および作業時間が増し、非効率である上に人為的トラブルを招きやすい。
【0007】
例えば、人為的トラブルによって、四つの製品の中に或る特定の品種の製品が二つ混入した場合には、マルチパックにおける四つの製品の品種の数は三になってしまう。つまり、人為的トラブルによって、四品種の全てが網羅されていないマルチパックが形成される可能性がある。四品種の製品を単一のマルチパックとして販売する前述した販売形態は、マルチパックが四品種の全てを含んでいること自体に付加価値がある。従って、このような場合には、四つの製品を含んでいたとしてもマルチパックとしての付加価値は大幅に低下し、マルチパックの信頼性にも関わってくる。さらに、四つの製品がマルチパックとして形成された後は、或る特定の品種の製品が二つ以上混入しているのを発見するのは極めて難しい。
【0008】
本発明者は、従来技術において品種の異なる四つの容器を整列させる際の人為的トラブルを完全に解消しきれない原因を検討したところ、人力に頼るのでは人為的トラブルを完全に解消するのは不可能であろうとの考えの下に、鋭意研究を重ねた結果、品種の異なる複数の容器を自動的に整列させられる容器整列装置により上記課題を解決できるとの知見を得て本発明を完成するに至った。
【0009】
すなわち本発明はこのような事情に鑑みてなされたものであり、品種の異なる同一製品の複数の容器を整列させられる容器整列方法およびこのような方法を実施する容器整列装置を提供することを目的とする。さらに、本発明は、このような容器整列方法および容器整列装置を用いて整列された容器をマルチパックとして製造するマルチパック製造方法およびマルチパック製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
前述した目的を達成するために1番目の発明によれば、列をなして第一容器を搬送し、列をなして第二容器を搬送し、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送し、列をなして第四容器を搬送し、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる容器整列方法が提供される。
【0011】
すなわち1番目の発明においては、第一容器と第二容器とからなる列の一部分と、第三容器と第四容器とからなる列の一部分とを互いに平行に整列させることにより、人為的トラブルを招くことなしに、二行二列をなすように容器を自動的に整列させられる。従って、第一容器〜第四容器が品種の異なる同一製品である場合には、付加価値を付けた状態でこれらを単一のマルチパックとして販売することができる。
【0012】
2番目の発明によれば、1番目の発明において、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっている。
すなわち2番目の発明においては、第一容器と第二容器および第三容器と第四容器の順番を変更して、マルチパックの端面に位置する二つの容器の組み合わせを所望の通りに変更できる。
【0013】
3番目の発明によれば、1番目または2番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させることを含む。
すなわち3番目の発明においては、マルチパックの端面に位置する二つの容器の組み合わせをさらに変更できる。
【0014】
4番目の発明によれば、列をなして第一容器を搬送し、列をなして第二容器を搬送し、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送し、列をなして第四容器を搬送し、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、列をなして第五容器を搬送し、列をなして第六容器を搬送し、前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる容器整列方法が提供される。
【0015】
すなわち4番目の発明においては、第一容器と第二容器とからなる列の一部分と、第三容器と第四容器とからなる列の一部分と、第五容器と第六容器とからなる列の一部分とを互いに平行に整列させることにより、人為的トラブルを招くことなしに、二行三列をなすように容器を自動的に整列させられる。従って、第一容器〜第六容器が品種の異なる同一製品である場合には、付加価値を付けた状態でこれらを単一のマルチパックとして販売することができる。
【0016】
5番目の発明によれば、4番目の発明において、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっており、前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番が変更できるようになっている。
すなわち5番目の発明においては、第一容器と第二容器、第三容器と第四容器および第五容器と第六容器の順番を変更して、マルチパックの端面に位置する二つの容器の組み合わせを所望の通りに変更できる。
【0017】
6番目の発明によれば、4番目または5番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させることを含む。
すなわち6番目の発明においては、マルチパックの端面に位置する二つの容器の組み合わせをさらに変更できる。
【0018】
7番目の発明によれば、列をなして第一容器を搬送し、列をなして第二容器を搬送し、列をなして第三容器を搬送し、前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させ、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、さらに、列をなして第四容器を搬送し、列をなして第五容器を搬送し、列をなして第六容器を搬送し、前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる容器整列方法が提供される。
【0019】
すなわち7番目の発明においては、第一容器と第二容器と第三容器とからなる列の一部分と、第四容器と第五容器と第六容器とからなる列の一部分とを互いに平行に整列させることにより、人為的トラブルを招くことなしに、三行二列をなすように容器を自動的に整列させられる。従って、第一容器〜第六容器が品種の異なる同一製品である場合には、付加価値を付けた状態でこれらを単一のマルチパックとして販売することができる。
【0020】
8番目の発明によれば、7番目の発明において、前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番が変更できるようになっており、前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番が変更できるようになっている。
すなわち8番目の発明においては、第一容器〜第三容器および第四容器〜第六容器の順番を変更して、マルチパックの端面に位置する二つの容器の組み合わせを所望の通りに変更できる。
【0021】
9番目の発明によれば、7番目または8番目の発明において、さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させることを含む。
すなわち9番目の発明においては、マルチパックの端面に位置する二つの容器の組み合わせをさらに変更できる。
【0022】
さらに、本発明においては、前述した1番目から9番目の容器整列方法を実施する容器整列装置が提供される。
つまり10番目の発明によれば、列をなして第一容器を搬送する搬送手段と、列をなして第二容器を搬送する搬送手段と、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送する搬送手段と、列をなして第四容器を搬送する搬送手段と、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置が提供される。
すなわち10番目の発明においては、1番目の発明と同様の効果が得られる。
【0023】
11番目の発明によれば、10番目の発明において、さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段とを具備する。
すなわち11番目の発明においては、2番目の発明と同様の効果が得られる。
【0024】
12番目の発明によれば、10番目または11番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させる回転手段を具備する。
すなわち12番目の発明においては、3番目の発明と同様の効果が得られる。
【0025】
13番目の発明によれば、列をなして第一容器を搬送する搬送手段と、列をなして第二容器を搬送する搬送手段と、前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、さらに、列をなして第三容器を搬送する搬送手段と、列をなして第四容器を搬送する搬送手段と、前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、さらに、列をなして第五容器を搬送する搬送手段と、列をなして第六容器を搬送する搬送手段と、前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置が提供される。
すなわち13番目の発明においては、4番目の発明と同様の効果が得られる。
【0026】
14番目の発明によれば、13番目の発明において、さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段と、前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する。
すなわち14番目の発明においては、5番目の発明と同様の効果が得られる。
【0027】
15番目の発明によれば、13番目または14番目の発明において、さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させる回転手段を具備する。
すなわち15番目の発明においては、6番目の発明と同様の効果が得られる。
【0028】
16番目の発明によれば、列をなして第一容器を搬送する搬送手段と、列をなして第二容器を搬送する搬送手段と、列をなして第三容器を搬送する搬送手段と、前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、さらに、列をなして第四容器を搬送する搬送手段と、列をなして第五容器を搬送する搬送手段と、列をなして第六容器を搬送する搬送手段と、前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、さらに、前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置が提供される。
すなわち16番目の発明においては、7番目の発明と同様の効果が得られる。
【0029】
17番目の発明によれば、16番目の発明において、さらに、前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番を変更できる変更手段と、前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する。
すなわち17番目の発明においては、8番目の発明と同様の効果が得られる。
【0030】
18番目の発明によれば、16番目または17番目の発明において、さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させる回転手段を具備する。
すなわち18番目の発明においては、9番目の発明と同様の効果が得られる。
【0031】
19番目の発明によれば、1番目から9番目のいずれかの発明の容器整列方法により整列された前記容器を包装シートにより包装し、それにより、前記容器のマルチパックを製造するマルチパック製造方法が提供される。
【0032】
20番目の発明によれば、10番目から18番目のいずれかの発明の容器整列装置により整列された前記容器を包装シートにより包装することにより前記容器のマルチパックを製造するマルチパック製造手段を具備するマルチパック製造装置が提供される。
【発明を実施するための最良の形態】
【0033】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同様の部材には同一の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
図1は本発明の第一の実施形態に基づく容器整列装置の略平面図である。図1に示される容器整列装置10は、第一容器Aを順次搬送する第一コンベヤ11と、第二容器Bを順次搬送する第二コンベヤ12と、第三容器Cを順次搬送する第三コンベヤ13と、第四容器Dを順次搬送する第四コンベヤ14とを含んでいる。図1においては、これら第一コンベヤ11〜第四コンベヤ14は互いに平行に配置されていて、矢印方向にそれぞれの容器を搬送する。これらコンベヤおよび後述するコンベヤは公知のあらゆる形式のコンベヤを含むものとする。
【0034】
各コンベヤによって搬送される第一容器A〜第四容器Dは同一寸法の容器であり、或る程度の剛性を有すると共に自立性を備えている。第一容器A〜第四容器Dの典型的な例は、アルミ缶またはペットボトルなどである。そして、これら第一容器A〜第四容器Dには、同一製品であって、その品種のみが異なる飲料が充填されている。このような製品は、例えばレモン・フレーバ、梅・フレーバー、グレープフルーツ・フレーバー、ぶどう・フレーバーの品種が存在するチューハイである。当然のことながら、同一製品であって、その品種のみが異なるチューハイ以外の飲料が第一容器A〜第四容器Dのそれぞれに充填されていてもよい。
【0035】
図示されるように、第一コンベヤ11および第二コンベヤ12によりそれぞれ搬送される第一容器Aおよび第二容器Bは第一合流部21に供給される。同様に、第三コンベヤ13および第四コンベヤ14によりそれぞれ搬送される第三容器Cおよび第四容器Dは第二合流部22に供給される。これら第一合流部21および第二合流部22の詳細については後述する。
【0036】
さらに、容器整列装置10は第一合流部21から延びる収束式搬送コンベヤ31と第二合流部22から延びる収束式搬送コンベヤ32とを含んでいる。図示されるように、これら収束式搬送コンベヤ31、32は互いに収束して共通搬送コンベヤ35に接続されている。図示されるように共通搬送コンベヤ35の幅は、収束式搬送コンベヤ31、32により搬送された容器を互いに平行に並べて搬送するのに十分に大きい。
【0037】
さらに、共通搬送コンベヤ35の途中には回転テーブル41が設けられている。さらに、回転テーブル41の下流には、包装シート70を用いた公知の方法で複数の容器をマルチパックとして包装する容器包装部60が設けられている。容器整列装置10のこれら構成要素および後述する他の構成要素は図示しない制御装置に接続されており、制御装置によって、これら構成要素および後述する他の構成要素は互いに連結して同期運転される。
【0038】
図2は本発明に基づく合流部の平面図である。図2には第一合流部21が代表として示されているが、第二合流部22も第一合流部21と概ね同様の構成であるものとする。
【0039】
図2の左方に示される収束式搬送コンベヤ31は、この収束式搬送コンベヤ31を介して容器A、Bが搬入される充填機等の容器処理装置の処理能力(例えば、400bpm)に応じた速度で運転され、これに対して、上流側の両搬送コンベヤ11、12は、収束式搬送コンベヤ31の走行速度のほぼ二分の一の速度(例えば、200bpmに相当する速度)で走行される。
【0040】
前記搬送コンベヤ11、12の両外側からこれら搬送コンベヤ11、12の間の中心線に向かって、それぞれ押込スクリュ28、29が斜めに配置されている。さらに、押込スクリュ28、29の内側にはこれらスクリュに対して平行であって互いに収束するように容器用ガイド26、27が配置されている。
【0041】
各押込スクリュ28、29は、各種サイズの容器に兼用できるように、大径の容器を受入れ可能な幅のポケット28a、29aを有している。これらのポケット28a、29aは、スクリュ28、29の入口側(図2の右側)では、容器の幅に概ね一致するピッチを有しており、下流側に向けてピッチが拡大し、出口側では、容器の幅のほぼ2倍のピッチを有している。
【0042】
これら両スクリュ28、29は、入口側では、搬送コンベヤ11、12の搬送速度に対応する速度で容器A、Bを搬送するように回転しており、入口側でそれぞれ受入れた第一容器Aおよび第二容器Bを保持して搬送する間に、前記ポケット28a、29aのピッチの拡大に応じて隣接する容器の間隔を広げつつ加速するようになっている。
【0043】
両側のスクリュ28、29は、位相を180度互いに異ならせてあり、出口側(下流側)では、一方のスクリュ28のポケット28aが他方のスクリュ29の山部29bと対向(進行方向の位置が一致)し、また、前記一方のスクリュ28の山部28bが他方のスクリュ29のポケット29aに対向している。
【0044】
第一合流部21の駆動時には、搬送コンベヤ11によって搬送される第一容器Aがスクリュ28のポケット28aに受容され、スクリュ28によってガイド26に沿って搬送される。同様に、搬送コンベヤ12によって搬送される第二容器Bがスクリュ29のポケット29aに受容され、スクリュ29によってガイド27に沿って搬送される。
【0045】
これらスクリュ28、29の位相は互いに180度異ならせているので、スクリュ28、29によって搬送されてきた容器A、Bのそれぞれの列は、単一の収束式搬送コンベヤ31に交互に引き渡されて合流される。従って、収束式搬送コンベヤ31においては、第一容器Aと第二容器Bとが互い違いに配置された列が形成される。
【0046】
なお、図2においては収束式搬送コンベヤ31において第一容器Aが先頭になるように搬送コンベヤ11、12およびスクリュ28、29を同期運転させている。しかしながら、図示しない制御装置によって、収束式搬送コンベヤ31において第二容器Bが先頭になるように、搬送コンベヤ11、12およびスクリュ28、29を同期運転させてもよい。
【0047】
また、第一合流部21および第二合流部22が他の構成であってもよい。図3(a)および図3(b)は他の容器合流部の部分平面図である。これら図面においても、第一合流部21が代表として示されており、第二合流部22同様の構成であるものとする。図3(a)および図3(b)に示される第一合流部21においては、搬送コンベヤ11、12の間の隙間は収束式搬送コンベヤ31の幅に概ね等しい。また、上流端側の収束式搬送コンベヤ31は搬送コンベヤ11、12の間に部分的に挿入されるように配置されている。この挿入部分の搬送方向長さは容器A、Bの幅よりも大きい。
【0048】
搬送コンベヤ11、12の下流端には、互いに対面する開口部11a、12aがそれぞれ形成されている。これら開口部の幅は容器A、Bの幅よりも大きい。さらに、図示されるように、これら開口部11a、12aには、容器A、Bのそれぞれを搬送方向に対して垂直に押出す押出システム51、52がそれぞれ設けられている。
【0049】
各押出システム51、52は、各開口部11a、12aの反対側に形成された孔を通って往復動する押棒51b、52bと、搬送コンベヤ11、12内において押棒51b、52bの先端に設けられた押板51a、52aとを含んでいる。これら押板51a、52aは容器A、Bを押出すのに十分に大きい。従って、押出システム51、52が駆動すると、容器A、Bは搬送コンベヤ11、12から収束式搬送コンベヤ31の上流端までそれぞれ押出される。
【0050】
このような第一合流部21の駆動時には、はじめに図3(a)に示されるように押出システム51を駆動して押棒51bを搬送コンベヤ11内に突出させ、それにより、搬送コンベヤ11の第一容器Aを開口部11aに通して収束式搬送コンベヤ31まで押出す。押出された第一容器Aは収束式搬送コンベヤ31の動作によって下流に搬送される。
【0051】
次いで、図3(b)に示されるように押出システム51の押棒51bを後退させると共に、押出システム52の押棒52bを搬送コンベヤ12内に突出させる。これにより、搬送コンベヤ12の第二容器Bが開口部12aを通って収束式搬送コンベヤ31まで押出される。押出された第二容器Bが収束式搬送コンベヤ31の動作によって下流に搬送される間に、押出システム52の押棒52bを後退させると共に、搬送コンベヤ11の第一容器Aを前述したように押出す。以下、このような動作を繰り返すことにより、収束式搬送コンベヤ31には、第一容器Aと第二容器Bとが互い違いに配置された列が形成される。
【0052】
図3(a)および図3(b)においては、収束式搬送コンベヤ31において第一容器Aが列の先頭になるように押出システム51および押出システム52を同期運転させているが、第二容器Bが列の先頭になるように同期運転させてもよい。また、前述したスクリュ、押出システム以外の方式を用いて異なる容器を互い違いに配置させられる合流部21、22を採用しても良い。
【0053】
再び図1を参照して分かるように、収束式搬送コンベヤ32には、第二合流部22によって第三容器Cと第四容器Dとが互い違いに配置された列が形成される。
【0054】
図1に示されるように、収束式搬送コンベヤ31、32の各下流端には、鉛直方向に摺動するゲート37、38がそれぞれ設けられている。ゲート37は、第一容器Aと第二容器Bとが互い違いに配置された列の先頭に位置する一組の容器A、Bを各収束式搬送コンベヤ31上の列から切離して下流側に送り出す役目を果たす。同様に、ゲート38は、第三容器Cと第四容器Dとが互い違いに配置された列の先頭に位置する一組の容器C、Dを各収束式搬送コンベヤ32上の列から切離して下流側に送り出す役目を果たす。
【0055】
ゲート37を通過した一組の容器A、Bとゲート38を通過した一組の容器C、Dとは共通搬送コンベヤ35にほぼ同時に供給される。共通搬送コンベヤ35の幅は収束式搬送コンベヤ31、32により搬送された容器を互いに平行に並べて搬送するのに十分に大きいので、一組の容器A、Bと通過した一組の容器C、Dとは共通搬送コンベヤ35上において互いに並んで整列される。すなわち、共通搬送コンベヤ35において、第一容器A〜第四容器Dは二行二列をなして自動的に整列される。
【0056】
次いで、二行二列をなした第一容器A〜第四容器Dは共通搬送コンベヤ35によって回転テーブル41まで一体的に供給される。回転テーブル41においては、第一容器Aと第三容器Cとが下流側に位置しており、第二容器Bと第四容器Dとが上流側に位置している。回転テーブル41は90度ずつ時計回りまたは反時計回りに回転し、二行二列をなした第一容器A〜第四容器Dの向きを所望のように変えられる。
【0057】
図4(a)および図4(b)は回転テーブルの拡大図である。例えば回転テーブル41を反時計回りに90度だけ回転させた場合には、図4(a)に示されるように第二容器Bと第一容器Aとが下流側に位置するようになる。また、回転テーブル41を時計回りに180度だけ回転させた場合には、図4(b)に示されるように第四容器Dと第二容器Bとが下流側に位置するようになる。
【0058】
当然のことながら、回転させることなしに二行二列をなした第一容器A〜第四容器Dが回転テーブル41を単に通過するのみであってもよい。図1に示される実施形態においては、二行二列をなした第一容器A〜第四容器Dは回転テーブル41において回転されることなしに容器包装部60まで搬送されている。
【0059】
次いで、二行二列をなした第一容器A〜第四容器Dは容器包装部60において、包装シート70を用いた公知の方法によりマルチパックとして包装される。厚紙から形成される包装シート70は包装時には図示されるように直方体状に折曲げられる。そして、二行二列をなした第一容器A〜第四容器Dの上面が包装シート70の上面71部分により被覆され、隣接する第三容器Cと第四容器Dとの側面が包装シート70の側面74部分により被覆され、隣接する第一容器Aと第二容器Bの側面とが包装シート70の側面75部分により被覆され、さらに第一容器A〜第四容器Dの下面は、側面74、75の折り曲げられた部分により被覆される。これにより、二行二列をなした第一容器A〜第四容器Dはマルチパックとして包装される。
【0060】
なお、マルチパックの下流側端面72および上流側端面73には包装シート70が存在しておらず、マルチパックにおける二つの容器の側面は端面72、73を通じて直接的に見られるようになっている。図1に示される実施形態においては、下流側端面72を通じて第一容器Aと第三容器Cとの側面を見ることができ、上流側端面73を通じて第二容器Bと第四容器Dとの側面を見ることができる。
【0061】
本発明においては、持ち運びおよび容器の纏め売りが容易になるだけでなく、品種が互いに異なる複数の容器を含んだマルチパックを容易に形成することが可能となる。特に本発明においては、これら容器の品種が互いに異なるために四つの容器の全てが同一品種である場合よりも付加価値の高いマルチパックを形成することができる。
【0062】
また、本発明においては、スクリュ28、29または押出システム51、52の運転状態を変更すること、および回転テーブル41を用いて第一容器A〜第四容器Dを一体的に回転させることにより、マルチパックの端面に位置する二つの容器の組み合わせを変更することができる。品種が互いに異なる二行二列をなした容器群の場合には、四つの容器A〜Dの全てをマルチパックの端面72、73側のどちらかか見ることができるので、このことは特別な利点をもたらさない。
【0063】
しかしながら、二行二列をなした容器群のうちの二つが同一品種である場合、例えば搬送コンベヤ11および搬送コンベヤ14の両方に第一容器Aが搬送されている場合には、搬送コンベヤ14上を搬送される容器が列の先頭に位置するようにスクリュまたは押出システムを同期運転させる。これにより、図1の左方に示される容器群のうちの第三容器Cの場所に搬送コンベヤ14からの第一容器Aが位置するようになる。従って、形成されたマルチパックの下流側端面72からは二つの第一容器Aが見られるようになる。
【0064】
同様に、例えば搬送コンベヤ11および搬送コンベヤ12の両方に第一容器Aが搬送されている場合には、二行二列の容器群を回転テーブル41において反時計回りに90度回転させれば、マルチパックの下流側端面72から二つの第一容器Aを見ることができる。それゆえ、スクリュ28、29または押出システム51、52の運転状態を変更すること、および回転テーブル41を使用することは、二行二列をなす容器群における複数の品種のうちの特定の品種に対して購買者の注意を喚起させたい場合に特に有利である。
【0065】
図5は本発明の第二の実施形態に基づく容器整列装置の略平面図である。図5に示される容器整列装置10’は、第一コンベヤ11〜第四コンベヤ14に加えて、第五容器Eを順次搬送する第五コンベヤ15と、第六容器Fを順次搬送する第六コンベヤ16とを含んでいる。これら第五容器Eおよび第六容器Fは、第一容器Aなどと同一の製品であって、その品種のみが異なるものとする。
【0066】
図示されるように、第五コンベヤ15および第六コンベヤ16によりそれぞれ搬送される第五容器Eおよび第六容器Fは第三合流部23に供給される。第三合流部23は、図2および図3を参照して説明した第一合流部21および第二合流部22と同様の構成である。さらに、収束式搬送コンベヤ33が第三合流部23と共通搬送コンベヤ35とを連結している。また、収束式搬送コンベヤ33の下流端には鉛直方向に摺動するゲート39が設けられている。
【0067】
ゲート37を通過した一組の容器A、Bとゲート38を通過した一組の容器C、Dと、ゲート39を通過した一組の容器E、Fとは共通搬送コンベヤ35にほぼ同時に供給される。図5に示される共通搬送コンベヤ35の幅は三つの収束式搬送コンベヤ31、32、33により搬送された容器を互いに平行に並べて搬送するのに十分に大きいので、一組の容器A、Bと一組の容器C、Dと一組の容器E、Fとは共通搬送コンベヤ35上に互いに並んで整列される。すなわち、共通搬送コンベヤ35において、第一容器A〜第六容器Fは二行三列をなして自動的に整列される。
【0068】
次いで、二行三列をなした第一容器A〜第六容器Fは共通搬送コンベヤ35によって回転テーブル41まで一体的に供給される。図5に示される回転テーブル41はこれら第一容器A〜第六容器Fを受容するのに十分に大きい。回転テーブル41においては、第一容器Aと第三容器Cと第五容器Eとが下流側に位置しており、第二容器Bと第四容器Dと第六容器Fとが上流側に位置している。
【0069】
回転テーブル41は90度ずつ時計回りまたは反時計回りに回転し、二行三列をなした第一容器A〜第六容器Fの向きを所望のように変えられる。図5に示される実施形態においては、第一容器Aおよび第二容器Bが下流側に位置するように回転テーブル41を反時計回りに90度だけ回転させている。
【0070】
次いで、容器包装部60において、包装シート70がこれら第一容器A〜第六容器Fをマルチパックする。図5に示される包装シート70は二行三列をなす容器群を包装するために図1の場合よりもその寸法が大きいことが理解されよう。この場合には、マルチパックされた第一容器A〜第六容器Fのうちの第一容器Aおよび第二容器Bがマルチパックの端面72側に位置し、第五容器Eおよび第六容器Fがマルチパックの端面73側に位置するようになる。これにより、六つの容器の全てが同一品種である場合よりも付加価値の高いマルチパックを形成することができる。
【0071】
二行三列の容器群を包装したマルチパックにおいては、中心に位置する二つの容器、図5においては第三容器Cおよび第四容器Dは包装シート70の側面74、73によってそれぞれ被覆されるので、これら第三容器Cおよび第四容器Dは端面72、73を通じて外部から見ることはできない。
【0072】
このような場合には、スクリュ(図2を参照されたい)または押出システム(図3を参照されたい)、ならびに/もしくは回転テーブル41を使用することにより、第一容器A〜第六容器Fのうちの所望の容器をマルチパックの端面72、73側に位置決めする。つまり、要求される場合には、図5において中心に位置する第三容器Cおよび第四容器Dをマルチパックの端面72、73側に移動させ、それにより、これら容器を外部から見れるようにする。従って、スクリュまたは押出システム、ならびに/もしくは回転テーブル41の使用は、外部から見ることのできない容器が存在するマルチパック、例えば二行三列の容器のマルチパックにおいて、所望の容器をマルチパックの端面72、73側に位置決めするのに特に有利である。
【0073】
図6は本発明の第三の実施形態に基づく容器整列装置の略平面図である。図6に示される容器整列装置10’’は、図1に示される容器整列装置10と同様の構成であるが、三つのコンベヤ11、12、13が第一容器A、第二容器B、第三容器Cのそれぞれを第一合流部21まで搬送しており、他の三つのコンベヤ14、15、16が第四容器D、第五容器E、第六容器Fのそれぞれを第二合流部22まで搬送している点が異なる。
【0074】
図7は第三の実施形態における合流部の斜視図である。図7には第一合流部21が代表として示されているが、第二合流部22も第一合流部21と概ね同様の構成でありうる。なお、第一合流部21、第二合流部22が他の構成であってもよい。
【0075】
図7に示される第一合流部21においては、第一コンベヤ11、第二コンベヤ12および第三コンベヤ13はそれぞれのケーシング内に配置されており、これらケーシングは互いに隣接して配置されている。以下、用語第一コンベヤ11、第二コンベヤ12および第三コンベヤ13は、対応するケーシングを示す場合があることに注意されたい。
【0076】
図示されるように、第一コンベヤ11と第三コンベヤ13との間に位置する第二コンベヤ12の下流端はこれら第一コンベヤ11および第三コンベヤ13の下流端よりも上流側に後退した場所に位置決めされる。図示されるように、第一コンベヤ11および第三コンベヤ13の下流端と第二コンベヤ12の下流端との間の距離は容器の幅よりも大きい。そして、収束式搬送コンベヤ31はその上流端が第二コンベヤ12の下流端に隣接するように配置される。
【0077】
また、図示されるように、図3を参照して説明したのと同様な押出システム51が第一コンベヤ11の外側に配置されている。第一コンベヤ11の下流端内側には開口部11aが形成されている。この開口部11aは鉛直方向に摺動するゲート11bにより開閉される。ゲート11bと連動する押出システム51の押板51aは開放された開口部11aを通じて第一コンベヤ11内の容器Aを収束式搬送コンベヤ31まで第一コンベヤ11に対して垂直方向に押し出すようになっている。
【0078】
同様な押出システム53が第三コンベヤ13の外側に配置されている。図示しないものの、第三コンベヤ13の下流端内側に形成された開口部13aにも鉛直方向に摺動するゲート13bが設けられているものとする。
【0079】
さらに、第二コンベヤ12の下流端に形成された開口部12aは同様なゲート12bによって開閉される。第二コンベヤ12には押出システムは設けられていないものの、ゲート12bの開放時には第二コンベヤ12の通常の動作によって容器Bが収束式搬送コンベヤ31の上流端まで搬送される。なお、図7に示される押出システム51、53および摺動式ゲート11b、12b、13bは図7には示さない制御装置に接続されている。
【0080】
このような第一合流部21の初期には、摺動式ゲート11b、12b、13bは対応する開口部11a、12a、13aを閉鎖する閉鎖位置にある。そして、第一合流部21が駆動すると、はじめにゲート11bが開放すると共に押板51aによって第一コンベヤ11内の容器Aが収束式搬送コンベヤ31の上流端まで押し出される。押し出された容器Aは収束式搬送コンベヤ31上を搬送される。
【0081】
次いで、ゲート11bが閉鎖して押板51aが後退すると共に、ゲート12bが開放して第二コンベヤ12の容器Bが収束式搬送コンベヤ31の上流端まで搬送される。そして、この容器Bは容器Aに続いて収束式搬送コンベヤ31上を搬送され、ゲート12bは閉鎖される。
【0082】
収束式搬送コンベヤ31上を搬送される容器Bが第三コンベヤ13の開口部13aを通過すると、図示しないゲート13bが開放すると共に押板53aによって第三コンベヤ13内の容器Cが収束式搬送コンベヤ31の上流端まで押し出される。押し出された容器Cは容器Aおよび容器Bに続いて収束式搬送コンベヤ31上を搬送される。
【0083】
その後、ゲート13bが閉鎖して押板53aが後退すると共に、ゲート11bが開放して第一コンベヤ11内の容器Aが押し出されるようになる。図示される第一合流部21においてはこのような動作が繰り返し行われ、それにより、これら容器が容器A、容器Bおよび容器Cの順番で収束式搬送コンベヤ31上に搬送されるようになる。第二合流部22も第一合流部21と同様の構成であるので、第二合流部22の収束式搬送コンベヤ32上においては、容器D、容器Eおよび容器Fの順番でこれら容器が搬送されるようになる。
【0084】
再び図6を参照すると、ゲート37を通過した一組の容器A、B、Cとゲート38を通過した一組の容器D、E、Fとは共通搬送コンベヤ35にほぼ同時に供給される。図6に示される共通搬送コンベヤ35の幅は二つの収束式搬送コンベヤ31、32により搬送された容器を互いに平行に並べて搬送するのに十分に大きいので、一組の容器A、B、Cと一組の容器D、E、Fとは共通搬送コンベヤ35上に互いに並んで整列される。すなわち、共通搬送コンベヤ35において、第一容器A〜第六容器Fは三行二列をなして自動的に整列される。その後、三行二列をなした容器は、図5の場合と同様に、回転テーブル41を経て容器包装部60に供給され、包装シート70により被覆されてマルチパックとされる。これにより、六つの容器の全てが同一品種である場合よりも付加価値の高いマルチパックを形成することができる。
【0085】
図7に示されるような第一合流部21および第二合流部22において、押出システムおよび摺動式ゲートの運転状態を変更することにより、第一容器A〜第六容器Fのうちの所望の容器をマルチパックの端面72、73側に位置決めできるのは明らかであろう。
【図面の簡単な説明】
【0086】
【図1】本発明の第一の実施形態に基づく容器整列装置の略平面図である。
【図2】本発明に基づく合流部の平面図である。
【図3】(a)他の容器合流部の部分平面図である。(b)他の容器合流部の別の部分平面図である。
【図4】(a)回転テーブルの拡大図である。(b)回転テーブルの拡大図である。
【図5】本発明の第二の実施形態に基づく容器整列装置の略平面図である。
【図6】本発明の第三の実施形態に基づく容器整列装置の略平面図である。
【図7】第三の実施形態における合流部の斜視図である。
【符号の説明】
【0087】
10、10’、10’’ 容器整列装置
11 第一コンベヤ
11a、12a、13a 開口部
11b、12b、13b 摺動式ゲート
12 第二コンベヤ
13 第三コンベヤ
14 第四コンベヤ
15 第五コンベヤ
16 第六コンベヤ
21 第一合流部
22 第二合流部
23 第三合流部
26、27 容器用ガイド
28、29 押込スクリュ
28a、29a ポケット
28b、29b 山部
31、32、33 収束式搬送コンベヤ
35 共通搬送コンベヤ
37、38、29 ゲート
41 回転テーブル
51、52、53 押出システム
60 容器包装部
70 包装シート
72 下流側端面
73 上流側端面
A 第一容器
B 第二容器
C 第三容器
D 第四容器
E 第五容器
F 第六容器
【特許請求の範囲】
【請求項1】
列をなして第一容器を搬送し、
列をなして第二容器を搬送し、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送し、
列をなして第四容器を搬送し、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる容器整列方法。
【請求項2】
前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっている請求項1に記載の容器整列方法。
【請求項3】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させることを含む請求項1または2に記載の容器整列方法。
【請求項4】
列をなして第一容器を搬送し、
列をなして第二容器を搬送し、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送し、
列をなして第四容器を搬送し、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
列をなして第五容器を搬送し、
列をなして第六容器を搬送し、
前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる容器整列方法。
【請求項5】
前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっており、
前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番が変更できるようになっている請求項4に記載の容器整列方法。
【請求項6】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させることを含む請求項4または5に記載の容器整列方法。
【請求項7】
列をなして第一容器を搬送し、
列をなして第二容器を搬送し、
列をなして第三容器を搬送し、
前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させ、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、
さらに、
列をなして第四容器を搬送し、
列をなして第五容器を搬送し、
列をなして第六容器を搬送し、
前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる容器整列方法。
【請求項8】
前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番が変更できるようになっており、
前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番が変更できるようになっている請求項7に記載の容器整列方法。
【請求項9】
さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させることを含む請求項7または8に記載の容器整列方法。
【請求項10】
列をなして第一容器を搬送する搬送手段と、
列をなして第二容器を搬送する搬送手段と、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送する搬送手段と、
列をなして第四容器を搬送する搬送手段と、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置。
【請求項11】
さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段とを具備する請求項10に記載の容器整列装置。
【請求項12】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させる回転手段を具備する請求項10または11に記載の容器整列装置。
【請求項13】
列をなして第一容器を搬送する搬送手段と、
列をなして第二容器を搬送する搬送手段と、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送する搬送手段と、
列をなして第四容器を搬送する搬送手段と、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
列をなして第五容器を搬送する搬送手段と、
列をなして第六容器を搬送する搬送手段と、
前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置。
【請求項14】
さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段と、
前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する請求項13に記載の容器整列装置。
【請求項15】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させる回転手段を具備する請求項13または14に記載の容器整列装置。
【請求項16】
列をなして第一容器を搬送する搬送手段と、
列をなして第二容器を搬送する搬送手段と、
列をなして第三容器を搬送する搬送手段と、
前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、
さらに、
列をなして第四容器を搬送する搬送手段と、
列をなして第五容器を搬送する搬送手段と、
列をなして第六容器を搬送する搬送手段と、
前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置。
【請求項17】
さらに、前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番を変更できる変更手段と、
前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する請求項16に記載の容器整列装置。
【請求項18】
さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させる回転手段を具備する請求項16または17に記載の容器整列装置。
【請求項19】
請求項1から9のいずれか一項に記載の容器整列方法により整列された前記容器を包装シートにより包装し、それにより、前記容器のマルチパックを製造するマルチパック製造方法。
【請求項20】
請求項10から18のいずれか一項に記載の容器整列装置により整列された前記容器を包装シートにより包装することにより前記容器のマルチパックを製造するマルチパック製造手段を具備するマルチパック製造装置。
【請求項1】
列をなして第一容器を搬送し、
列をなして第二容器を搬送し、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送し、
列をなして第四容器を搬送し、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる容器整列方法。
【請求項2】
前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっている請求項1に記載の容器整列方法。
【請求項3】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させることを含む請求項1または2に記載の容器整列方法。
【請求項4】
列をなして第一容器を搬送し、
列をなして第二容器を搬送し、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させ、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送し、
列をなして第四容器を搬送し、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させ、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
列をなして第五容器を搬送し、
列をなして第六容器を搬送し、
前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる容器整列方法。
【請求項5】
前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番が変更できるようになっており、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番が変更できるようになっており、
前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番が変更できるようになっている請求項4に記載の容器整列方法。
【請求項6】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させることを含む請求項4または5に記載の容器整列方法。
【請求項7】
列をなして第一容器を搬送し、
列をなして第二容器を搬送し、
列をなして第三容器を搬送し、
前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させ、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、
さらに、
列をなして第四容器を搬送し、
列をなして第五容器を搬送し、
列をなして第六容器を搬送し、
前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させ、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる容器整列方法。
【請求項8】
前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番が変更できるようになっており、
前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番が変更できるようになっている請求項7に記載の容器整列方法。
【請求項9】
さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させることを含む請求項7または8に記載の容器整列方法。
【請求項10】
列をなして第一容器を搬送する搬送手段と、
列をなして第二容器を搬送する搬送手段と、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送する搬送手段と、
列をなして第四容器を搬送する搬送手段と、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置。
【請求項11】
さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段とを具備する請求項10に記載の容器整列装置。
【請求項12】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組とを一体的に回転させる回転手段を具備する請求項10または11に記載の容器整列装置。
【請求項13】
列をなして第一容器を搬送する搬送手段と、
列をなして第二容器を搬送する搬送手段と、
前記第一容器と前記第二容器とが互い違いに位置するように前記第一容器の列と前記第二容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器とからなる列を形成し、
さらに、
列をなして第三容器を搬送する搬送手段と、
列をなして第四容器を搬送する搬送手段と、
前記第三容器と前記第四容器とが互い違いに位置するように前記第三容器の列と前記第四容器の列とを合流させる合流手段とを具備し、それにより、前記第三容器と前記第四容器とからなる列を形成し、
さらに、
列をなして第五容器を搬送する搬送手段と、
列をなして第六容器を搬送する搬送手段と、
前記第五容器と前記第六容器とが互い違いに位置するように前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、前記第三容器と前記第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組と、前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置。
【請求項14】
さらに、前記第一容器と前記第二容器とからなる列を形成するときに、前記第一容器と前記第二容器との順番を変更できる変更手段と、
前記第三容器と前記第四容器とからなる列を形成するときに、前記第三容器と前記第四容器との順番を変更できる変更手段と、
前記第五容器と前記第六容器とからなる列を形成するときに、前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する請求項13に記載の容器整列装置。
【請求項15】
さらに、互いに平行に整列された前記第一容器および第二容器の組と前記第三容器および第四容器の組と前記第五容器および第六容器の組とを一体的に回転させる回転手段を具備する請求項13または14に記載の容器整列装置。
【請求項16】
列をなして第一容器を搬送する搬送手段と、
列をなして第二容器を搬送する搬送手段と、
列をなして第三容器を搬送する搬送手段と、
前記第一容器と前記第二容器と前記第三容器とが順番に位置するように前記第一容器の列と前記第二容器の列と前記第三容器の列とを合流させる合流手段とを具備し、それにより、前記第一容器と前記第二容器と前記第三容器とからなる列を形成し、
さらに、
列をなして第四容器を搬送する搬送手段と、
列をなして第五容器を搬送する搬送手段と、
列をなして第六容器を搬送する搬送手段と、
前記第四容器と前記第五容器と前記第六容器とが順番に位置するように前記第四容器の列と前記第五容器の列と前記第六容器の列とを合流させる合流手段とを具備し、それにより、前記第四容器と前記第五容器と前記第六容器とからなる列を形成し、
さらに、
前記第一容器と前記第二容器と前記第三容器とからなる列の先頭において互いに隣接する第一容器、第二容器および第三容器の組と、前記第四容器と前記第五容器と前記第六容器とからなる列の先頭において互いに隣接する第四容器、第五容器および第六容器の組とを互いに平行に整列させる整列手段とを具備する容器整列装置。
【請求項17】
さらに、前記第一容器と前記第二容器と前記第三容器とからなる列を形成するときに、前記第一容器と前記第二容器と前記第三容器との順番を変更できる変更手段と、
前記第四容器と前記第五容器と前記第六容器とからなる列を形成するときに、前記第四容器と前記第五容器と前記第六容器との順番を変更できる変更手段とを具備する請求項16に記載の容器整列装置。
【請求項18】
さらに、互いに平行に整列された前記第一容器、第二容器および第三容器の組と前記第四容器、第五容器および第六容器の組とを一体的に回転させる回転手段を具備する請求項16または17に記載の容器整列装置。
【請求項19】
請求項1から9のいずれか一項に記載の容器整列方法により整列された前記容器を包装シートにより包装し、それにより、前記容器のマルチパックを製造するマルチパック製造方法。
【請求項20】
請求項10から18のいずれか一項に記載の容器整列装置により整列された前記容器を包装シートにより包装することにより前記容器のマルチパックを製造するマルチパック製造手段を具備するマルチパック製造装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−161315(P2007−161315A)
【公開日】平成19年6月28日(2007.6.28)
【国際特許分類】
【出願番号】特願2005−361633(P2005−361633)
【出願日】平成17年12月15日(2005.12.15)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
【公開日】平成19年6月28日(2007.6.28)
【国際特許分類】
【出願日】平成17年12月15日(2005.12.15)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
[ Back to top ]