
容器検査装置
【課題】容器に対して行う複数の検査の精度をそれぞれ向上させることが可能な容器検査装置を提供する。
【解決手段】所定の搬送経路に沿って搬送されている容器に対して複数の検査を行う容器検査装置1において、スターホイール式搬送装置20、30と、スターホイール式搬送装置30の下流に配置され、スターホイール式搬送装置30から排出された容器を排出された順に取り込み、その取り込んだ容器を一対の搬送ベルト41、41にて挟み込んだ状態で一方向に搬送するストレート式搬送装置40と、を備え、複数の検査のうちの一部の検査がスターホイール式搬送装置20にて搬送されている容器に対して行われ、複数の検査のうちの残りの検査がストレート式搬送装置40にて搬送されている容器に対して行われるように複数の検査装置80〜85が設けられる。
【解決手段】所定の搬送経路に沿って搬送されている容器に対して複数の検査を行う容器検査装置1において、スターホイール式搬送装置20、30と、スターホイール式搬送装置30の下流に配置され、スターホイール式搬送装置30から排出された容器を排出された順に取り込み、その取り込んだ容器を一対の搬送ベルト41、41にて挟み込んだ状態で一方向に搬送するストレート式搬送装置40と、を備え、複数の検査のうちの一部の検査がスターホイール式搬送装置20にて搬送されている容器に対して行われ、複数の検査のうちの残りの検査がストレート式搬送装置40にて搬送されている容器に対して行われるように複数の検査装置80〜85が設けられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送されている容器に対して検査を行う容器検査装置に関する。
【背景技術】
【0002】
ビール壜などの容器を対向配置された一対のベルトで挟み込んで一方向に搬送しつつ、その搬送中の容器に対して検査を行う検査装置が知られている。例えば、複数の容器が一定間隔で一対のベルトに挟み込まれるように、その入口側において容器の間隔を一定にするピッチ調整装置を備えた検査装置が知られている(特許文献1参照)。また、コンベアによって搬送される複数の容器間に間隔を形成する装置が知られている(特許文献2参照)。
【0003】
【特許文献1】特開2002−114365号公報
【特許文献2】特開2006−76723号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
周知のように容器に対しては複数の検査が行われている。このような複数の検査としては、例えば、容器の底部の欠けの有無を検査する底欠け検査、容器の底部のビリの有無を検査する底ビリ検査、及び容器に封入されている液体の液面が所定の目標範囲内か否か検査する入り味検査などが知られている。このうち底欠け検査及び底ビリ検査など容器の底部の異常の有無を検査するものにおいては、底部の全面を同時に検査することが難しいため、一般に搬送中の容器を自転させ、その自転している容器に対して検査を行う。一方、入り味検査は、容器内の液面の位置を検査する必要があるため、液面の傾きや内容物の泡立ちなどが無い状態で検査を行う必要がある。
【0005】
特許文献1の検査装置では、容器を一対のベルトにて挟み込んで搬送しつつこの容器に対して検査を行っている。このような搬送装置においては一対のベルトで容器を保持しているので、他の手段で容器を自転させ難い。そのため、一対のベルトの相対速度を変化させて容器を自転させるが、その際に容器が傾いたり、ふらつくおそれがある。そのため、自転している容器に対して行う検査の検査精度を向上させようとしてもその上限が制限される。この他、スターホイール装置にて容器を搬送しつつ、この容器に対して検査を行う検査装置が知られているが、遠心力などによって内容物の泡立ちが生じたり液面が傾くため、液面を安定に維持する必要がある入り味検査の検査精度の上限が制限される。
【0006】
そこで、本発明は、容器に対して行う複数の検査の検査精度をそれぞれ向上させることが可能な容器検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の容器検査装置は、所定の搬送経路に沿って搬送されている容器(100)に対して複数の検査を行う容器検査装置(1)において、搬送ホイール(21、31)の外周に等間隔に設けられた複数のポケット(21a、31a)に前記容器を取り込んだ状態で前記搬送ホイールをその中心軸線の回りに回転させて前記ポケット内の容器を搬送するホイール式搬送手段(20、30)と、前記ホイール式搬送手段の下流に配置され、前記ホイール式搬送手段から排出された容器を排出された順に取り込み、その取り込んだ容器を前記所定の搬送経路を挟むように対向配置された一対のベルト(41、41)にて挟み込んだ状態で一方向に搬送するストレート式搬送手段(40)と、前記複数の検査のうちの一部の検査が前記ホイール式搬送手段にて搬送されている容器に対して行われ、前記複数の検査のうちの残りの検査が前記ストレート式搬送手段にて搬送されている容器に対して行われるように設けられる複数の検査装置(80〜85)と、を備えていることにより、上述した課題を解決する。
【0008】
本発明の容器検査装置によれば、ホイール式搬送手段及びストレート式搬送手段の両方の搬送手段を備えているため、容器に対して行う複数の検査を、検査内容に応じていずれの搬送手段によって搬送されている容器に対して行うか選択的に設定できる。そのため、複数の検査をその検査内容に適した状態の容器に対してそれぞれ行うことができる。例えば、ホイール式搬送手段では、容器がポケットに取り込まれた状態で搬送されるため、容器を傾けることなく安定に自転させることができる。そのため、容器を自転させる必要がある検査をホイール式搬送手段にて搬送されている容器に対して行うことにより、この検査の検査精度を向上させることができる。一方、ストレート式搬送手段では、容器に遠心力を掛けることなく容器を搬送できるので、内容物の泡立ちや液面の傾きを抑制できる。そのため、液面を安定に維持する必要がある検査の精度を向上させることができる。さらに、ストレート式搬送手段がホイール式搬送手段の下流に設けられているので、ホイール式搬送手段から一定の間隔で排出された容器をその間隔でストレート式搬送手段に取り込ませることができる。そのため、ストレート式搬送手段の一対のベルト間に、一定の間隔で容器を挟み込ませることができる。この場合、一対のベルトによって各容器をそれぞれ均等の保持力で保持できるので、一部の容器への保持力が低下してこの一部の容器が傾くなど容器の不安定化を抑制できる。従って、ストレート式搬送手段によって容器を安定に搬送することができる。
【0009】
本発明の容器検査装置の一形態において、前記複数の検査装置には、検査対象の容器をその中心線の回りに自転させてその容器の底部(100b)の異常の有無を検査する底部検査を行う底部検査装置(81)が含まれ、前記底部検査装置は、前記ホイール式搬送手段にて搬送されている容器に対して前記底部検査が行われるように設けられていてもよい。上述したようにホイール式搬送手段では、容器を傾けることなく安定に自転させることができるので、このようにホイール式搬送手段にて搬送されている容器に対して底部検査を行うことにより、底部検査の検査精度を向上させることができる。
【0010】
本発明の容器検査装置の一形態において、前記複数の検査装置には、検査対象の容器内に封入されている液体の液面(L)が所定の目標範囲内か否か検査する入り味検査を行う入り味検査装置(85)が含まれ、前記入り味検査装置は、前記容器検査装置において前記ホイール式搬送手段以外の領域を搬送されている容器に対して前記入り味検査が行われるように設けられていてもよい。このような領域にある容器には遠心力による内容物の泡立ちを抑制できる。そのため、このような状態の容器に対して入り味検査を行うことにより、入り味検査の検査精度を向上させることができる。上述したようにストレート式搬送手段においては、内容物の泡立ちや液面の傾きを抑制しつつ搬送できる。そこで、前記入り味検査装置は、前記ストレート式搬送手段にて搬送されている容器に対して前記入り味検査が行われるように設けられていてもよい。
【0011】
なお、以上の説明では本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記したが、それにより本発明が図示の形態に限定されるものではない。
【発明の効果】
【0012】
以上に説明したように、本発明の容器検査装置によれば、ホイール式搬送手段とストレート式搬送手段の両方の搬送手段を備えているので、各搬送手段にて搬送されている状態の容器に対してそれぞれの状態に適した検査を行うことができる。そのため、容器に対して行う複数の検査の検査精度をそれぞれ向上させることができる。
【発明を実施するための最良の形態】
【0013】
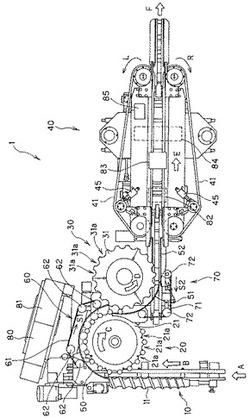
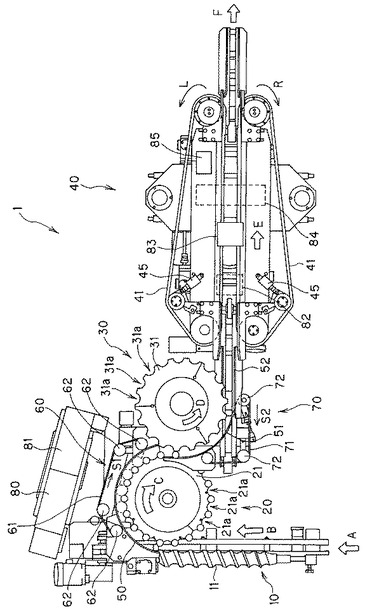
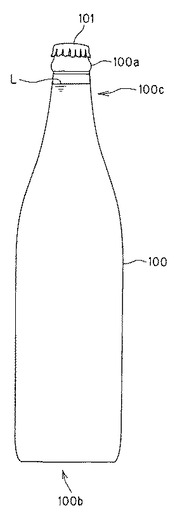
図1は、本発明の容器検査装置の一形態を示している。図1の容器検査装置1は、図2に示した壜(容器)100に対して複数の検査を行うものである。壜100は、その内部に飲料などの液体が充填され、その後王冠101で密封される例えばビール壜などの周知の容器である。なお、容器検査装置1は、液体が充填され、王冠101で密封された壜100を検査するものである。複数の検査は、例えば壜100の口栓部100aのビリの有無を検査する口ビリ検査、壜100の底部100b周辺の欠けの有無を検査する底欠け検査、壜100に所定の王冠101が取り付けられているか否か検査する異種王冠検査、壜100の底部100b周辺のビリの有無を検査する底ビリ検査、及び壜100に充填されている液体の液面Lの高さが所定の目標範囲内か否か検査する入り味検査などである。
【0014】
容器検査装置1は、壜100を搬送する装置として壜100が搬送される方向上流側から順に、スクリュー式搬送装置10、第1スターホイール式搬送装置20、第2スターホイール式搬送装置30、及びストレート式搬送手段としてのストレート式搬送装置40を備えている。スクリュー式搬送装置10は、壜100を図1の矢印B方向に搬送するベルトコンベア(不図示)と、ベルトコンベアの側方に壜100の搬送方向に平行に配置されるスクリュー11とを備え、スクリュー11によって壜100の間隔を下流の第1スターホイール式搬送装置20のスターホイール21の外周に設けられているポケット21a間のピッチに揃える周知の搬送装置である。第1スターホイール式搬送装置20は、搬送ホイールとしてのスターホイール21をその中心軸線の回りに回転させ、壜100をスターホイール21の外周に等間隔で設けられた複数のポケット21aに取り込んで搬送する周知の搬送装置である。また、第2スターホイール式搬送装置30も同様の搬送装置である。そのため、容器検査装置1においては、第1スターホイール式搬送装置20及び第2スターホイール式搬送装置30が本発明のホイール式搬送手段に相当する。
【0015】
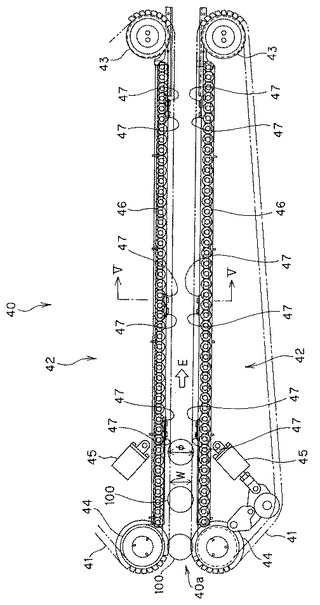
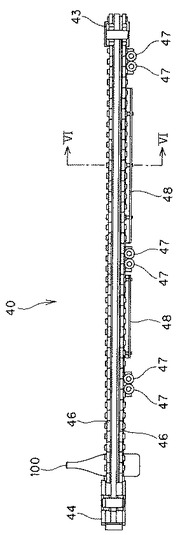
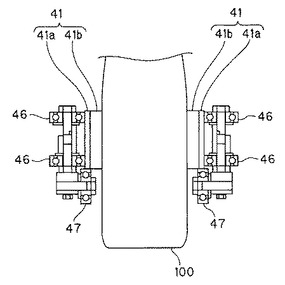
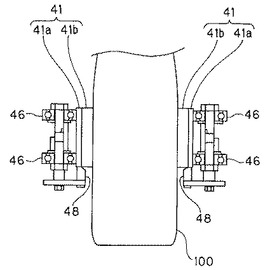
次に図3〜図6を参照してストレート式搬送装置40について説明する。図3は、ストレート式搬送装置40を上方(図4の上側)から見た上面図であり、図4はストレート式搬送装置40を図3の下側から見た側面図である。また、図5は、図3のV−V線におけるストレート式搬送装置40の断面図であり、図6は図4のVI−VI線におけるストレート式搬送装置40の断面図である。図3に示したように、ストレート式搬送装置40は、壜100の搬送経路を挟んで対向する一対の搬送ベルト41、41と、一対の搬送ベルト41、41をそれぞれ回転駆動する一対のベルト駆動装置42、42とを備え、入口部40aから取り込んだ壜100を回転駆動されている一対の搬送ベルト41、41で挟み込んで搬送する搬送装置である。図5及び図6に示したように搬送ベルト41は、タイミングベルト41aと、タイミングベルト41aの外面に接着などによって固着された緩衝材41bとによって構成されている。緩衝材41bとしては、例えば合成ゴム、スポンジなどが使用される。図3に示したように緩衝材41bには搬送ベルト41が曲がり易くなるように所定間隔で切り込みが設けられている。なお、図3に示したように一対の搬送ベルト41が対向する区間における搬送ベルト41間の距離Wは、壜100の直径φよりも若干小さく設定されている。このように距離Wを設定することにより、一対の搬送ベルト41、41で壜100を挟み込んだときに緩衝材41bを壜100の外形に沿って変形させることができるので、一対の搬送ベルト41、41にて壜100を保持することができる。そのため、ストレート式搬送装置40は、壜100の底部100bを支持することなく、すなわち底部100bを浮かしつつ壜100を搬送できる。
【0016】
一対のベルト駆動装置42、42は基本的に同一の構成を有しているため、以下では図3の下側のベルト駆動装置42について説明する。ベルト駆動装置42は、駆動プーリ43と、複数の従動プーリ44と、搬送ベルト41の張力を調整するためのテンショナ45とを備えている。駆動プーリ43は、不図示の電動モータにて回転駆動される。図3に示したように一対の搬送ベルト41、41にて壜100を挟み込んで搬送する搬送区間においては、その区間において搬送ベルト41が内周側に後退しないように搬送ベルト41の内周面を支持すべく列状に複数の支持ローラ46が設けられている。また、ベルト駆動装置42は、搬送区間において搬送ベルト41を下方から支持する複数のローラ47(図5参照)と複数の支持ガイド48(図4及び図6参照)とを備えている。このようにローラ47及び支持ガイド48にて搬送ベルト41を下方から支持することにより、壜100の搬送時における搬送ベルト41の撓みを抑制できる。
【0017】
一対の搬送ベルト41は、一対のベルト駆動装置42によって互いに異なる方向に同じ速度で回転駆動される。なお、図3のストレート式搬送装置40では、図3の上側の搬送ベルト41が反時計回り(図1の矢印L方向)に回転駆動され、図3の下側の搬送ベルト41が時計回り(図1の矢印R方向)に回転駆動される。このように各搬送ベルト41を回転駆動させることにより、壜100を図3の矢印E方向に搬送することができる。
【0018】
図1に戻って容器検査装置1の説明を続ける。容器検査装置1は、第1スターホイール式搬送装置20にて搬送される壜100がポケット21aから飛び出さずに搬送されるように壜100をガイドする第1ガイド50と、第2スターホイール式搬送装置30にて搬送される壜100が同様に第2スターホイール式搬送装置30のスターホイール31のポケット31aから飛び出さずに搬送されるように壜100をガイドする第2ガイド51と、第2スターホイール式搬送装置30から排出された壜100をストレート式搬送装置40に導く第3ガイド52とを備えている。また、容器検査装置1は、第1スターホイール式搬送装置20にて搬送されている壜100をその中心軸回りに自転させるためのスピン装置60と、第2スターホイール式搬送装置30にて搬送されている壜100の自転が停止するようにスピン装置60の回転方向とは逆方向に壜100を自転させるスピン停止装置70とを備えている。
【0019】
スピン装置60は、ベルト61と、ベルト61が巻き掛けられる複数のプーリ62とを備えている。ベルト61は、スターホイール21の周方向にスターホイール21によって搬送される壜100に押し当てられるように張られる。複数のプーリ62のいずれか1つには不図示の電動モータの回転が伝達され、ベルト61はこの電動モータの回転により図1の矢印S1方向に回転駆動される。この際、ベルト61は、スターホイール21にて搬送されている壜100が自転する速度で回転駆動される。スピン停止装置70も同様にスターホイール31によって搬送されている壜100に押し当てられるように張られるベルト71と、ベルト71が巻き掛けられる複数のプーリ72とを備え、ベルト71が回転駆動される。上述したようにスピン停止装置70は、壜100の自転を停止させるための装置であるため、ベルト71はスピン装置60にて壜100に付与された回転の方向とは逆方向に壜100が回転するように矢印S2方向に回転駆動される。
【0020】
さらに、容器検査装置1は、口ビリ検査を行うための口ビリ検査装置80、底欠け検査を行うための第1及び第2底欠け検査装置81、82、異種王冠検査を行うための王冠検査装置83、底ビリ検査を行うための底ビリ検査装置84、及び入り味検査を行うための入り味検査装置85を備えている。図1に示したように、口ビリ検査装置80及び第1底欠け検査装置81は、第1スターホイール式搬送装置20にて搬送されている壜100に対してそれぞれの検査を行うことが可能なように設けられている。一方、第2底欠け検査装置82、王冠検査装置83、底ビリ検査装置84、及び入り味検査装置85は、ストレート式搬送装置40にて搬送されている壜100に対してそれぞれの検査を行うことが可能なように設けられている。なお、これらの検査装置80〜85は、各検査装置における検査対象部分を照明装置で照明しつつその対象部分の画像をカメラなどで取得し、この取得した画像にも基づいて異常の有無を検査する周知の検査装置でよいため、詳細な説明は省略する。
【0021】
次に、容器検査装置1による壜100の検査方法について説明する。容器検査装置1には、図1の矢印A方向から壜100が順次送り込まれる。その後、壜100は、スクリュー式搬送装置10によって矢印B方向に搬送される。その際、スクリュー11によって壜100の間隔がスターホイール21のポケット21a間のピッチに揃えられる。ピッチが揃えられた壜100は、スクリュー式搬送装置10から第1スターホイール式搬送装置20に順次受け渡されて図1の矢印C方向に搬送される。この搬送中に壜100は、スピン装置60によってその中心軸回りに自転させられるとともに、口ビリ検査装置80及び第1底欠け検査装置81にて検査される。口ビリ検査装置80は、スターホイール式搬送装置20によって搬送され、かつスピン装置60が自転させている壜100の口栓部100aの全周分の画像を取得して口栓部100aのビリの有無を検査する。第1底欠け検査装置81も同様にスターホイール式搬送装置20によって搬送され、かつスピン装置60が自転させている壜100の底部100bの全周分の画像を取得して底部100bの欠けの有無を検査する。このように壜100の底部100bを検査することにより、第1底欠け検査装置81が本発明の底部検査装置に相当する。
【0022】
その後、壜100は第1スターホイール式搬送装置20から第2スターホイール式搬送装置30に受け渡されて図1の矢印D方向に搬送される。第2スターホイール式搬送装置30では、スピン停止装置70によってスピン装置60とは逆方向の回転が壜100に付与される。これにより壜100の自転を停止させる。次に壜100は、第2スターホイール式搬送装置30からストレート式搬送装置40に受け渡され、図1の矢印E方向に搬送される。ストレート式搬送装置40では、まず第2底欠け検査装置82によって再度壜100の底部100bの欠けの有無が検査される。ここでは、ストレート式搬送装置40にて搬送されている壜100の下方から底部100bの画像を取得し、その画像に基づいて底部100bの欠けの有無が検査される。次に王冠検査装置83によって異種王冠検査が行われる。この検査は、壜100の上方(図2の上側)からカメラで王冠101の画像を取得し、その画面に基づいて検査が行われる。
【0023】
その後、底ビリ検査装置84によって壜100の底部100bのビリの有無が検査される。底ビリ検査装置84では、壜100の下方に配置された2台のカメラによって壜100の底部100bの全周分の画像を取得し、この画像に基づいて検査を行う。なお、2台のカメラは、壜100の底部100bの全周分の画像を取得できるように、壜100の搬送経路を挟んで対向するように配置される。最後に入り味検査装置85によって壜100内に充填されている液体の液面Lが所定の目標範囲内か否か、すなわち充填されるべき量の液体が壜100に充填されているか否か検査する。この検査は、壜100の首部100cの画像を搬送経路の側方から取得し、この画像に基づいて検査を行う。入り味検査装置85によって入り味検査が行われた壜100は矢印F方向に排出される。
【0024】
以上のように容器検査装置1では、第1スターホイール式搬送装置20によって搬送されている壜100に対して口ビリ検査及び1回目の底欠け検査が行われる。第1スターホイール式搬送装置20においては、壜100がスターホイール21のポケット21a内に取り込まれているので、壜100をその中心軸回りに安定に自転させることができる。そのため、これらの検査の検査精度をそれぞれ向上させることができる。一方、2回目の底欠け検査、異種王冠検査、底ビリ検査、及び入り味検査は、ストレート式搬送装置40によって搬送されている壜100に対して行われる。ストレート式搬送装置40では、壜100を一方向に立たせた状態で搬送できるので、液面Lが遠心力などで傾いたり、壜100内の液体が泡立つことを抑制できる。そのため、入り味検査の検査精度を向上させることができる。また、ストレート式搬送装置40は、壜100の底部100bを浮かせて搬送できるので、壜100を下方(図2の下側)から見た画像を容易に取得できる。
【0025】
このように容器検査装置1では、壜100に対して行う複数の検査を、その検査内容に応じて第1スターホイール式搬送装置20による搬送時又はストレート式搬送装置40による搬送時のいずれかに選択的に設定できる。この場合、複数の検査をその検査内容に適した状態の壜100に対してそれぞれ行うことができるので、これら複数の検査の検査精度をそれぞれ向上させることができる。
【0026】
なお、容器検査装置1において入り味検査装置85が設けられる位置は、図1に示した位置に限定されない。入り味検査装置85は、容器検査装置1のうち第1及び第2スターホイール式搬送装置20、30以外の領域にある壜100に対して入り味検査を行うことができるように設けられていればよい。例えば、スクリュー式搬送装置10にて搬送されている容器に対して入り味検査が行われるように入り味検査装置85が設けられていてもよい。
【0027】
また、本発明の容器検査装置1では、第2スターホイール式搬送装置30の下流にストレート式搬送装置40が設けられる。第2スターホイール式搬送装置30からはスターホイール31の外周に設けられたポケット31a間のピッチと同じ間隔で壜100が排出されるため、壜100間の間隔を調整する装置を設けることなくストレート式搬送装置40に所定の間隔で壜100を送り込むことができる。この場合、一対の搬送ベルト41、41に所定の間隔で壜100を挟み込ませることができるので、ストレート式搬送装置40に送り込まれた各壜100をそれぞれ均等の保持力で保持することができる。そのため、一部の壜100に対する保持力が低下して壜100が傾くなど壜100の姿勢が不安定になることを防止できる。これにより、壜100をふらつかせることなくストレート式搬送装置40から排出させることができる。すなわち、本発明の容器検査装置1では、ストレート式搬送装置40による壜100の搬送をより安定に行うとともに、ストレート式搬送装置40からの排出時における壜100の揺れ、転倒などを抑制できる。
【0028】
本発明は、上述した形態に限定されることなく、種々の形態にて実施してよい。例えば、本発明の容器検査装置の検査対象は、壜に限定されない。複数の検査を行うべき種々の容器が本発明の検査対象となる。また、本発明の容器検査装置において壜に対して行う検査は、上述した形態に示した検査に限定されない。壜内の異物の有無を検査する異物検査など種々の検査を行ってよい。
【0029】
スターホイール式搬送装置による搬送時に検査を行ってもストレート式搬送装置による搬送時に検査を行ってもその検査結果が殆ど変わらない検査は、どちらの搬送装置において搬送されている壜に対して行ってもよい。この場合、検査装置の配置の自由度を高めることができる。
【図面の簡単な説明】
【0030】
【図1】本発明の容器検査装置の一形態を示す図。
【図2】本発明の容器検査装置にて検査される壜の一例を示す図。
【図3】ストレート式搬送装置を拡大して示す図。
【図4】ストレート式搬送装置の側面図。
【図5】図3のV−V線におけるストレート式搬送装置の断面図。
【図6】図3のVI−VI線におけるストレート式搬送装置の断面図。
【符号の説明】
【0031】
1 容器検査装置
20 第1スターホイール式搬送装置(ホイール式搬送手段)
21 スターホイール
21a ポケット
30 第2スターホイール式搬送装置(ホイール式搬送手段)
31 スターホイール
31a ポケット
40 ストレート式搬送装置(ストレート式搬送手段)
41 搬送ベルト
80 口ビリ検査装置
81 第1底欠け検査装置(底部検査装置)
82 第2底欠け検査装置
83 王冠検査装置
84 底ビリ検査装置
85 入り味検査装置
100 壜(容器)
100a 口栓部
100b 底部
【技術分野】
【0001】
本発明は、搬送されている容器に対して検査を行う容器検査装置に関する。
【背景技術】
【0002】
ビール壜などの容器を対向配置された一対のベルトで挟み込んで一方向に搬送しつつ、その搬送中の容器に対して検査を行う検査装置が知られている。例えば、複数の容器が一定間隔で一対のベルトに挟み込まれるように、その入口側において容器の間隔を一定にするピッチ調整装置を備えた検査装置が知られている(特許文献1参照)。また、コンベアによって搬送される複数の容器間に間隔を形成する装置が知られている(特許文献2参照)。
【0003】
【特許文献1】特開2002−114365号公報
【特許文献2】特開2006−76723号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
周知のように容器に対しては複数の検査が行われている。このような複数の検査としては、例えば、容器の底部の欠けの有無を検査する底欠け検査、容器の底部のビリの有無を検査する底ビリ検査、及び容器に封入されている液体の液面が所定の目標範囲内か否か検査する入り味検査などが知られている。このうち底欠け検査及び底ビリ検査など容器の底部の異常の有無を検査するものにおいては、底部の全面を同時に検査することが難しいため、一般に搬送中の容器を自転させ、その自転している容器に対して検査を行う。一方、入り味検査は、容器内の液面の位置を検査する必要があるため、液面の傾きや内容物の泡立ちなどが無い状態で検査を行う必要がある。
【0005】
特許文献1の検査装置では、容器を一対のベルトにて挟み込んで搬送しつつこの容器に対して検査を行っている。このような搬送装置においては一対のベルトで容器を保持しているので、他の手段で容器を自転させ難い。そのため、一対のベルトの相対速度を変化させて容器を自転させるが、その際に容器が傾いたり、ふらつくおそれがある。そのため、自転している容器に対して行う検査の検査精度を向上させようとしてもその上限が制限される。この他、スターホイール装置にて容器を搬送しつつ、この容器に対して検査を行う検査装置が知られているが、遠心力などによって内容物の泡立ちが生じたり液面が傾くため、液面を安定に維持する必要がある入り味検査の検査精度の上限が制限される。
【0006】
そこで、本発明は、容器に対して行う複数の検査の検査精度をそれぞれ向上させることが可能な容器検査装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の容器検査装置は、所定の搬送経路に沿って搬送されている容器(100)に対して複数の検査を行う容器検査装置(1)において、搬送ホイール(21、31)の外周に等間隔に設けられた複数のポケット(21a、31a)に前記容器を取り込んだ状態で前記搬送ホイールをその中心軸線の回りに回転させて前記ポケット内の容器を搬送するホイール式搬送手段(20、30)と、前記ホイール式搬送手段の下流に配置され、前記ホイール式搬送手段から排出された容器を排出された順に取り込み、その取り込んだ容器を前記所定の搬送経路を挟むように対向配置された一対のベルト(41、41)にて挟み込んだ状態で一方向に搬送するストレート式搬送手段(40)と、前記複数の検査のうちの一部の検査が前記ホイール式搬送手段にて搬送されている容器に対して行われ、前記複数の検査のうちの残りの検査が前記ストレート式搬送手段にて搬送されている容器に対して行われるように設けられる複数の検査装置(80〜85)と、を備えていることにより、上述した課題を解決する。
【0008】
本発明の容器検査装置によれば、ホイール式搬送手段及びストレート式搬送手段の両方の搬送手段を備えているため、容器に対して行う複数の検査を、検査内容に応じていずれの搬送手段によって搬送されている容器に対して行うか選択的に設定できる。そのため、複数の検査をその検査内容に適した状態の容器に対してそれぞれ行うことができる。例えば、ホイール式搬送手段では、容器がポケットに取り込まれた状態で搬送されるため、容器を傾けることなく安定に自転させることができる。そのため、容器を自転させる必要がある検査をホイール式搬送手段にて搬送されている容器に対して行うことにより、この検査の検査精度を向上させることができる。一方、ストレート式搬送手段では、容器に遠心力を掛けることなく容器を搬送できるので、内容物の泡立ちや液面の傾きを抑制できる。そのため、液面を安定に維持する必要がある検査の精度を向上させることができる。さらに、ストレート式搬送手段がホイール式搬送手段の下流に設けられているので、ホイール式搬送手段から一定の間隔で排出された容器をその間隔でストレート式搬送手段に取り込ませることができる。そのため、ストレート式搬送手段の一対のベルト間に、一定の間隔で容器を挟み込ませることができる。この場合、一対のベルトによって各容器をそれぞれ均等の保持力で保持できるので、一部の容器への保持力が低下してこの一部の容器が傾くなど容器の不安定化を抑制できる。従って、ストレート式搬送手段によって容器を安定に搬送することができる。
【0009】
本発明の容器検査装置の一形態において、前記複数の検査装置には、検査対象の容器をその中心線の回りに自転させてその容器の底部(100b)の異常の有無を検査する底部検査を行う底部検査装置(81)が含まれ、前記底部検査装置は、前記ホイール式搬送手段にて搬送されている容器に対して前記底部検査が行われるように設けられていてもよい。上述したようにホイール式搬送手段では、容器を傾けることなく安定に自転させることができるので、このようにホイール式搬送手段にて搬送されている容器に対して底部検査を行うことにより、底部検査の検査精度を向上させることができる。
【0010】
本発明の容器検査装置の一形態において、前記複数の検査装置には、検査対象の容器内に封入されている液体の液面(L)が所定の目標範囲内か否か検査する入り味検査を行う入り味検査装置(85)が含まれ、前記入り味検査装置は、前記容器検査装置において前記ホイール式搬送手段以外の領域を搬送されている容器に対して前記入り味検査が行われるように設けられていてもよい。このような領域にある容器には遠心力による内容物の泡立ちを抑制できる。そのため、このような状態の容器に対して入り味検査を行うことにより、入り味検査の検査精度を向上させることができる。上述したようにストレート式搬送手段においては、内容物の泡立ちや液面の傾きを抑制しつつ搬送できる。そこで、前記入り味検査装置は、前記ストレート式搬送手段にて搬送されている容器に対して前記入り味検査が行われるように設けられていてもよい。
【0011】
なお、以上の説明では本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記したが、それにより本発明が図示の形態に限定されるものではない。
【発明の効果】
【0012】
以上に説明したように、本発明の容器検査装置によれば、ホイール式搬送手段とストレート式搬送手段の両方の搬送手段を備えているので、各搬送手段にて搬送されている状態の容器に対してそれぞれの状態に適した検査を行うことができる。そのため、容器に対して行う複数の検査の検査精度をそれぞれ向上させることができる。
【発明を実施するための最良の形態】
【0013】
図1は、本発明の容器検査装置の一形態を示している。図1の容器検査装置1は、図2に示した壜(容器)100に対して複数の検査を行うものである。壜100は、その内部に飲料などの液体が充填され、その後王冠101で密封される例えばビール壜などの周知の容器である。なお、容器検査装置1は、液体が充填され、王冠101で密封された壜100を検査するものである。複数の検査は、例えば壜100の口栓部100aのビリの有無を検査する口ビリ検査、壜100の底部100b周辺の欠けの有無を検査する底欠け検査、壜100に所定の王冠101が取り付けられているか否か検査する異種王冠検査、壜100の底部100b周辺のビリの有無を検査する底ビリ検査、及び壜100に充填されている液体の液面Lの高さが所定の目標範囲内か否か検査する入り味検査などである。
【0014】
容器検査装置1は、壜100を搬送する装置として壜100が搬送される方向上流側から順に、スクリュー式搬送装置10、第1スターホイール式搬送装置20、第2スターホイール式搬送装置30、及びストレート式搬送手段としてのストレート式搬送装置40を備えている。スクリュー式搬送装置10は、壜100を図1の矢印B方向に搬送するベルトコンベア(不図示)と、ベルトコンベアの側方に壜100の搬送方向に平行に配置されるスクリュー11とを備え、スクリュー11によって壜100の間隔を下流の第1スターホイール式搬送装置20のスターホイール21の外周に設けられているポケット21a間のピッチに揃える周知の搬送装置である。第1スターホイール式搬送装置20は、搬送ホイールとしてのスターホイール21をその中心軸線の回りに回転させ、壜100をスターホイール21の外周に等間隔で設けられた複数のポケット21aに取り込んで搬送する周知の搬送装置である。また、第2スターホイール式搬送装置30も同様の搬送装置である。そのため、容器検査装置1においては、第1スターホイール式搬送装置20及び第2スターホイール式搬送装置30が本発明のホイール式搬送手段に相当する。
【0015】
次に図3〜図6を参照してストレート式搬送装置40について説明する。図3は、ストレート式搬送装置40を上方(図4の上側)から見た上面図であり、図4はストレート式搬送装置40を図3の下側から見た側面図である。また、図5は、図3のV−V線におけるストレート式搬送装置40の断面図であり、図6は図4のVI−VI線におけるストレート式搬送装置40の断面図である。図3に示したように、ストレート式搬送装置40は、壜100の搬送経路を挟んで対向する一対の搬送ベルト41、41と、一対の搬送ベルト41、41をそれぞれ回転駆動する一対のベルト駆動装置42、42とを備え、入口部40aから取り込んだ壜100を回転駆動されている一対の搬送ベルト41、41で挟み込んで搬送する搬送装置である。図5及び図6に示したように搬送ベルト41は、タイミングベルト41aと、タイミングベルト41aの外面に接着などによって固着された緩衝材41bとによって構成されている。緩衝材41bとしては、例えば合成ゴム、スポンジなどが使用される。図3に示したように緩衝材41bには搬送ベルト41が曲がり易くなるように所定間隔で切り込みが設けられている。なお、図3に示したように一対の搬送ベルト41が対向する区間における搬送ベルト41間の距離Wは、壜100の直径φよりも若干小さく設定されている。このように距離Wを設定することにより、一対の搬送ベルト41、41で壜100を挟み込んだときに緩衝材41bを壜100の外形に沿って変形させることができるので、一対の搬送ベルト41、41にて壜100を保持することができる。そのため、ストレート式搬送装置40は、壜100の底部100bを支持することなく、すなわち底部100bを浮かしつつ壜100を搬送できる。
【0016】
一対のベルト駆動装置42、42は基本的に同一の構成を有しているため、以下では図3の下側のベルト駆動装置42について説明する。ベルト駆動装置42は、駆動プーリ43と、複数の従動プーリ44と、搬送ベルト41の張力を調整するためのテンショナ45とを備えている。駆動プーリ43は、不図示の電動モータにて回転駆動される。図3に示したように一対の搬送ベルト41、41にて壜100を挟み込んで搬送する搬送区間においては、その区間において搬送ベルト41が内周側に後退しないように搬送ベルト41の内周面を支持すべく列状に複数の支持ローラ46が設けられている。また、ベルト駆動装置42は、搬送区間において搬送ベルト41を下方から支持する複数のローラ47(図5参照)と複数の支持ガイド48(図4及び図6参照)とを備えている。このようにローラ47及び支持ガイド48にて搬送ベルト41を下方から支持することにより、壜100の搬送時における搬送ベルト41の撓みを抑制できる。
【0017】
一対の搬送ベルト41は、一対のベルト駆動装置42によって互いに異なる方向に同じ速度で回転駆動される。なお、図3のストレート式搬送装置40では、図3の上側の搬送ベルト41が反時計回り(図1の矢印L方向)に回転駆動され、図3の下側の搬送ベルト41が時計回り(図1の矢印R方向)に回転駆動される。このように各搬送ベルト41を回転駆動させることにより、壜100を図3の矢印E方向に搬送することができる。
【0018】
図1に戻って容器検査装置1の説明を続ける。容器検査装置1は、第1スターホイール式搬送装置20にて搬送される壜100がポケット21aから飛び出さずに搬送されるように壜100をガイドする第1ガイド50と、第2スターホイール式搬送装置30にて搬送される壜100が同様に第2スターホイール式搬送装置30のスターホイール31のポケット31aから飛び出さずに搬送されるように壜100をガイドする第2ガイド51と、第2スターホイール式搬送装置30から排出された壜100をストレート式搬送装置40に導く第3ガイド52とを備えている。また、容器検査装置1は、第1スターホイール式搬送装置20にて搬送されている壜100をその中心軸回りに自転させるためのスピン装置60と、第2スターホイール式搬送装置30にて搬送されている壜100の自転が停止するようにスピン装置60の回転方向とは逆方向に壜100を自転させるスピン停止装置70とを備えている。
【0019】
スピン装置60は、ベルト61と、ベルト61が巻き掛けられる複数のプーリ62とを備えている。ベルト61は、スターホイール21の周方向にスターホイール21によって搬送される壜100に押し当てられるように張られる。複数のプーリ62のいずれか1つには不図示の電動モータの回転が伝達され、ベルト61はこの電動モータの回転により図1の矢印S1方向に回転駆動される。この際、ベルト61は、スターホイール21にて搬送されている壜100が自転する速度で回転駆動される。スピン停止装置70も同様にスターホイール31によって搬送されている壜100に押し当てられるように張られるベルト71と、ベルト71が巻き掛けられる複数のプーリ72とを備え、ベルト71が回転駆動される。上述したようにスピン停止装置70は、壜100の自転を停止させるための装置であるため、ベルト71はスピン装置60にて壜100に付与された回転の方向とは逆方向に壜100が回転するように矢印S2方向に回転駆動される。
【0020】
さらに、容器検査装置1は、口ビリ検査を行うための口ビリ検査装置80、底欠け検査を行うための第1及び第2底欠け検査装置81、82、異種王冠検査を行うための王冠検査装置83、底ビリ検査を行うための底ビリ検査装置84、及び入り味検査を行うための入り味検査装置85を備えている。図1に示したように、口ビリ検査装置80及び第1底欠け検査装置81は、第1スターホイール式搬送装置20にて搬送されている壜100に対してそれぞれの検査を行うことが可能なように設けられている。一方、第2底欠け検査装置82、王冠検査装置83、底ビリ検査装置84、及び入り味検査装置85は、ストレート式搬送装置40にて搬送されている壜100に対してそれぞれの検査を行うことが可能なように設けられている。なお、これらの検査装置80〜85は、各検査装置における検査対象部分を照明装置で照明しつつその対象部分の画像をカメラなどで取得し、この取得した画像にも基づいて異常の有無を検査する周知の検査装置でよいため、詳細な説明は省略する。
【0021】
次に、容器検査装置1による壜100の検査方法について説明する。容器検査装置1には、図1の矢印A方向から壜100が順次送り込まれる。その後、壜100は、スクリュー式搬送装置10によって矢印B方向に搬送される。その際、スクリュー11によって壜100の間隔がスターホイール21のポケット21a間のピッチに揃えられる。ピッチが揃えられた壜100は、スクリュー式搬送装置10から第1スターホイール式搬送装置20に順次受け渡されて図1の矢印C方向に搬送される。この搬送中に壜100は、スピン装置60によってその中心軸回りに自転させられるとともに、口ビリ検査装置80及び第1底欠け検査装置81にて検査される。口ビリ検査装置80は、スターホイール式搬送装置20によって搬送され、かつスピン装置60が自転させている壜100の口栓部100aの全周分の画像を取得して口栓部100aのビリの有無を検査する。第1底欠け検査装置81も同様にスターホイール式搬送装置20によって搬送され、かつスピン装置60が自転させている壜100の底部100bの全周分の画像を取得して底部100bの欠けの有無を検査する。このように壜100の底部100bを検査することにより、第1底欠け検査装置81が本発明の底部検査装置に相当する。
【0022】
その後、壜100は第1スターホイール式搬送装置20から第2スターホイール式搬送装置30に受け渡されて図1の矢印D方向に搬送される。第2スターホイール式搬送装置30では、スピン停止装置70によってスピン装置60とは逆方向の回転が壜100に付与される。これにより壜100の自転を停止させる。次に壜100は、第2スターホイール式搬送装置30からストレート式搬送装置40に受け渡され、図1の矢印E方向に搬送される。ストレート式搬送装置40では、まず第2底欠け検査装置82によって再度壜100の底部100bの欠けの有無が検査される。ここでは、ストレート式搬送装置40にて搬送されている壜100の下方から底部100bの画像を取得し、その画像に基づいて底部100bの欠けの有無が検査される。次に王冠検査装置83によって異種王冠検査が行われる。この検査は、壜100の上方(図2の上側)からカメラで王冠101の画像を取得し、その画面に基づいて検査が行われる。
【0023】
その後、底ビリ検査装置84によって壜100の底部100bのビリの有無が検査される。底ビリ検査装置84では、壜100の下方に配置された2台のカメラによって壜100の底部100bの全周分の画像を取得し、この画像に基づいて検査を行う。なお、2台のカメラは、壜100の底部100bの全周分の画像を取得できるように、壜100の搬送経路を挟んで対向するように配置される。最後に入り味検査装置85によって壜100内に充填されている液体の液面Lが所定の目標範囲内か否か、すなわち充填されるべき量の液体が壜100に充填されているか否か検査する。この検査は、壜100の首部100cの画像を搬送経路の側方から取得し、この画像に基づいて検査を行う。入り味検査装置85によって入り味検査が行われた壜100は矢印F方向に排出される。
【0024】
以上のように容器検査装置1では、第1スターホイール式搬送装置20によって搬送されている壜100に対して口ビリ検査及び1回目の底欠け検査が行われる。第1スターホイール式搬送装置20においては、壜100がスターホイール21のポケット21a内に取り込まれているので、壜100をその中心軸回りに安定に自転させることができる。そのため、これらの検査の検査精度をそれぞれ向上させることができる。一方、2回目の底欠け検査、異種王冠検査、底ビリ検査、及び入り味検査は、ストレート式搬送装置40によって搬送されている壜100に対して行われる。ストレート式搬送装置40では、壜100を一方向に立たせた状態で搬送できるので、液面Lが遠心力などで傾いたり、壜100内の液体が泡立つことを抑制できる。そのため、入り味検査の検査精度を向上させることができる。また、ストレート式搬送装置40は、壜100の底部100bを浮かせて搬送できるので、壜100を下方(図2の下側)から見た画像を容易に取得できる。
【0025】
このように容器検査装置1では、壜100に対して行う複数の検査を、その検査内容に応じて第1スターホイール式搬送装置20による搬送時又はストレート式搬送装置40による搬送時のいずれかに選択的に設定できる。この場合、複数の検査をその検査内容に適した状態の壜100に対してそれぞれ行うことができるので、これら複数の検査の検査精度をそれぞれ向上させることができる。
【0026】
なお、容器検査装置1において入り味検査装置85が設けられる位置は、図1に示した位置に限定されない。入り味検査装置85は、容器検査装置1のうち第1及び第2スターホイール式搬送装置20、30以外の領域にある壜100に対して入り味検査を行うことができるように設けられていればよい。例えば、スクリュー式搬送装置10にて搬送されている容器に対して入り味検査が行われるように入り味検査装置85が設けられていてもよい。
【0027】
また、本発明の容器検査装置1では、第2スターホイール式搬送装置30の下流にストレート式搬送装置40が設けられる。第2スターホイール式搬送装置30からはスターホイール31の外周に設けられたポケット31a間のピッチと同じ間隔で壜100が排出されるため、壜100間の間隔を調整する装置を設けることなくストレート式搬送装置40に所定の間隔で壜100を送り込むことができる。この場合、一対の搬送ベルト41、41に所定の間隔で壜100を挟み込ませることができるので、ストレート式搬送装置40に送り込まれた各壜100をそれぞれ均等の保持力で保持することができる。そのため、一部の壜100に対する保持力が低下して壜100が傾くなど壜100の姿勢が不安定になることを防止できる。これにより、壜100をふらつかせることなくストレート式搬送装置40から排出させることができる。すなわち、本発明の容器検査装置1では、ストレート式搬送装置40による壜100の搬送をより安定に行うとともに、ストレート式搬送装置40からの排出時における壜100の揺れ、転倒などを抑制できる。
【0028】
本発明は、上述した形態に限定されることなく、種々の形態にて実施してよい。例えば、本発明の容器検査装置の検査対象は、壜に限定されない。複数の検査を行うべき種々の容器が本発明の検査対象となる。また、本発明の容器検査装置において壜に対して行う検査は、上述した形態に示した検査に限定されない。壜内の異物の有無を検査する異物検査など種々の検査を行ってよい。
【0029】
スターホイール式搬送装置による搬送時に検査を行ってもストレート式搬送装置による搬送時に検査を行ってもその検査結果が殆ど変わらない検査は、どちらの搬送装置において搬送されている壜に対して行ってもよい。この場合、検査装置の配置の自由度を高めることができる。
【図面の簡単な説明】
【0030】
【図1】本発明の容器検査装置の一形態を示す図。
【図2】本発明の容器検査装置にて検査される壜の一例を示す図。
【図3】ストレート式搬送装置を拡大して示す図。
【図4】ストレート式搬送装置の側面図。
【図5】図3のV−V線におけるストレート式搬送装置の断面図。
【図6】図3のVI−VI線におけるストレート式搬送装置の断面図。
【符号の説明】
【0031】
1 容器検査装置
20 第1スターホイール式搬送装置(ホイール式搬送手段)
21 スターホイール
21a ポケット
30 第2スターホイール式搬送装置(ホイール式搬送手段)
31 スターホイール
31a ポケット
40 ストレート式搬送装置(ストレート式搬送手段)
41 搬送ベルト
80 口ビリ検査装置
81 第1底欠け検査装置(底部検査装置)
82 第2底欠け検査装置
83 王冠検査装置
84 底ビリ検査装置
85 入り味検査装置
100 壜(容器)
100a 口栓部
100b 底部
【特許請求の範囲】
【請求項1】
所定の搬送経路に沿って搬送されている容器に対して複数の検査を行う容器検査装置において、
搬送ホイールの外周に等間隔に設けられた複数のポケットに前記容器を取り込んだ状態で前記搬送ホイールをその中心軸線の回りに回転させて前記ポケット内の容器を搬送するホイール式搬送手段と、前記ホイール式搬送手段の下流に配置され、前記ホイール式搬送手段から排出された容器を排出された順に取り込み、その取り込んだ容器を前記所定の搬送経路を挟むように対向配置された一対のベルトにて挟み込んだ状態で一方向に搬送するストレート式搬送手段と、前記複数の検査のうちの一部の検査が前記ホイール式搬送手段にて搬送されている容器に対して行われ、前記複数の検査のうちの残りの検査が前記ストレート式搬送手段にて搬送されている容器に対して行われるように設けられる複数の検査装置と、を備えていることを特徴とする容器検査装置。
【請求項2】
前記複数の検査装置には、検査対象の容器をその中心線の回りに自転させてその容器の底部の異常の有無を検査する底部検査を行う底部検査装置が含まれ、
前記底部検査装置は、前記ホイール式搬送手段にて搬送されている容器に対して前記底部検査が行われるように設けられていることを特徴とする請求項1に記載の容器検査装置。
【請求項3】
前記複数の検査装置には、検査対象の容器内に封入されている液体の液面が所定の目標範囲内か否か検査する入り味検査を行う入り味検査装置が含まれ、
前記入り味検査装置は、前記容器検査装置において前記ホイール式搬送手段以外の領域を搬送されている容器に対して前記入り味検査が行われるように設けられていることを特徴とする請求項1又は2に記載の容器検査装置。
【請求項4】
前記入り味検査装置は、前記ストレート式搬送手段にて搬送されている容器に対して前記入り味検査が行われるように設けられていることを特徴とする請求項3に記載の容器検査装置。
【請求項1】
所定の搬送経路に沿って搬送されている容器に対して複数の検査を行う容器検査装置において、
搬送ホイールの外周に等間隔に設けられた複数のポケットに前記容器を取り込んだ状態で前記搬送ホイールをその中心軸線の回りに回転させて前記ポケット内の容器を搬送するホイール式搬送手段と、前記ホイール式搬送手段の下流に配置され、前記ホイール式搬送手段から排出された容器を排出された順に取り込み、その取り込んだ容器を前記所定の搬送経路を挟むように対向配置された一対のベルトにて挟み込んだ状態で一方向に搬送するストレート式搬送手段と、前記複数の検査のうちの一部の検査が前記ホイール式搬送手段にて搬送されている容器に対して行われ、前記複数の検査のうちの残りの検査が前記ストレート式搬送手段にて搬送されている容器に対して行われるように設けられる複数の検査装置と、を備えていることを特徴とする容器検査装置。
【請求項2】
前記複数の検査装置には、検査対象の容器をその中心線の回りに自転させてその容器の底部の異常の有無を検査する底部検査を行う底部検査装置が含まれ、
前記底部検査装置は、前記ホイール式搬送手段にて搬送されている容器に対して前記底部検査が行われるように設けられていることを特徴とする請求項1に記載の容器検査装置。
【請求項3】
前記複数の検査装置には、検査対象の容器内に封入されている液体の液面が所定の目標範囲内か否か検査する入り味検査を行う入り味検査装置が含まれ、
前記入り味検査装置は、前記容器検査装置において前記ホイール式搬送手段以外の領域を搬送されている容器に対して前記入り味検査が行われるように設けられていることを特徴とする請求項1又は2に記載の容器検査装置。
【請求項4】
前記入り味検査装置は、前記ストレート式搬送手段にて搬送されている容器に対して前記入り味検査が行われるように設けられていることを特徴とする請求項3に記載の容器検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−127136(P2008−127136A)
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2006−312510(P2006−312510)
【出願日】平成18年11月20日(2006.11.20)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成18年11月20日(2006.11.20)
【出願人】(390014661)キリンテクノシステム株式会社 (126)
【Fターム(参考)】
[ Back to top ]