
容器用樹脂被覆金属板
【課題】食品缶詰素材に要求される基本性能に加え、缶外面の意匠性に優れる容器用樹脂被覆金属板を提供する。
【解決手段】ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板である。本発明は、ポリエステル樹脂層の結晶構造を特定することで、目的とする性能を得る。そのために、ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅を、16.0cm-1〜24.0cm-1の範囲とする。
【解決手段】ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板である。本発明は、ポリエステル樹脂層の結晶構造を特定することで、目的とする性能を得る。そのために、ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅を、16.0cm-1〜24.0cm-1の範囲とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、食品缶詰の缶胴及び蓋等に用いられる容器用樹脂被覆金属板に関するものである。
【背景技術】
【0002】
従来、食品缶詰用素材であるティンフリースチール(TFS)、アルミニウム等の金属板には、耐食性・耐久性・耐候性などの向上を目的として、塗装が施されていた。しかし、この塗装を施す工程は、焼き付け処理が煩雑であるばかりでなく、多大な処理時間を要し、さらには多量の溶剤を排出するという問題を抱えていた。
そこで、これらの問題を解決するため、塗装鋼板に替わり、熱可塑性樹脂フィルムを加熱した金属板に積層してなるフィルムラミネート金属板が開発され、現在、食品缶詰用素材として工業的に用いられている。
【0003】
食品缶詰用素材には、加工性、密着性などの基本特性のほか、外観色調安定性などの意匠に関する特性も要求される。従来のポリエステル樹脂で被覆された金属板では、樹脂被覆面が食品缶詰の外面側になるように用いると、レトルト殺菌処理の際に、樹脂層そのものが白く濁ったように変色する現象(白化現象)が発生する。白化は、缶外面の意匠性を大きく劣化させ、消費者の購買意欲を低下させるため、いくつかの改善技術が検討されている。
【0004】
例えば、特許文献1には、金属板にポリエステル樹脂を積層するに際し、金属板に接する樹脂層の結晶性と接していない樹脂層の結晶配向性をコントロールする技術が開示されている。特許文献1の技術は、白化現象を次のように推定して得られた技術である。すなわち、金属板に接する側の無定形樹脂層がレトルト処理によって結晶化する速度が、該金属板表面の結露部分と非結露部分とで異なるため、互いに光の屈折率や体積の異なる樹脂層となって光の散乱が生じ、表面が白化して見えるという推定である。
【0005】
また、特許文献2では、レトルト処理時にはポリマーの結晶化速度が遅いため、結晶がゆっくりと成長して大きくなり、これが白化現象の原因になると考え、レトルト処理時のポリマーの結晶化速度を早めることで微結晶を多数生成させる提案をしている。
【0006】
しかしながら、特許文献1および2ともに、白化現象のメカニズム把握が正確でないため、意匠性の維持が不十分であり、適切な改善技術とはいえない。
【特許文献1】特開平6−155660号公報
【特許文献2】特開平5−331302号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、かかる事情に鑑み、食品缶詰用素材に要求される多くの特性に対応可能で、レトルト処理後であっても白化現象が起きず、缶外面に対する意匠性を維持できる容器用樹脂被覆金属板を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明者らが、課題解決のため鋭意検討した結果、以下の知見を得た。
ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板において、ポリエステル樹脂層の結晶構造を、レーザーラマン分光分析法によって規定される範囲にコントロールすることで、深絞り成形性、加工後密着性などの基本特性に加え、レトルト処理環境下での意匠性に関わる性能等、多くの優れた機能を有する容器用樹脂被覆金属板を得ることができることを見出した。
【0009】
本発明は、以上の知見に基づきなされたものであり、その要旨は以下の通りである。
[1]ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板であって、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴とする容器用樹脂被覆金属板。
[2]前記[1]において、前記ポリエステル樹脂層の結晶化温度以上融点以下の温度範囲で5秒以上の熱処理を施した容器用樹脂被覆金属板の、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴する容器用樹脂被覆金属板。
【発明の効果】
【0010】
本発明によれば、食品缶詰素材に要求される基本性能に加え、缶外面の意匠性に優れる容器用樹脂被覆金属板が得られる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の容器用樹脂被覆金属板について詳細に説明する。
まず、本発明で用いる金属板について説明する。
本発明の金属板としては、缶用材料として広く使用されているアルミニウム板や軟鋼板等を用いることができる。特に、下層が金属クロム、上層がクロム水酸化物からなる二層皮膜を形成させた表面処理鋼板(以下、TFSと称す)等が最適である。
TFSの金属クロム層、クロム水酸化物層の付着量については、特に限定されないが、加工後密着性、耐食性の観点から、何れもCr換算で、金属クロム層は70〜200mg/m2、クロム水酸化物層は10〜30mg/m2の範囲とすることが望ましい。
【0012】
次いで、金属板の両面に有するポリエチレンテレフタレートを主成分とするポリエステル樹脂層について説明する。
本発明のポリエステル樹脂層は、ポリエチレンテレフタレートを主成分とする。ポリエチレンテレフタレートを主成分とするとは、ポリエステルの構成単位の80mol%以上がエチレンテレフタレート単位であるポリエステルである。さらに好ましくは85mol%以上である。
酸成分としてのテレフタル酸は、機械的強度、耐熱性、化学的耐性などから必須であるが、更に、イソフタル酸と共重合させることで、柔軟性、引き裂き強度などが向上する。イソフタル酸成分をテレフタル酸成分に対し10〜15mol%共重合させることで、深絞り成形性、加工後密着性が向上するため、好適である。
一方、上記特性を損ねない範囲で他のジカルボン酸成分、グリコール成分を共重合してもよく、ジカルボン酸成分としては、例えば、ジフェニルカルボン酸、5−ナトリウムスルホイソフタル酸、フタル酸等の芳香族ジカルボン酸、シュウ酸、コハク酸、アジピン酸、セバシン酸、ダイマー酸、マレイン酸、フマル酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂肪族ジカルボン酸、p−オキシ安息香酸等のオキシカルボン酸等を挙げることができる。また、他のグリコール成分としては、例えば、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール等の脂肪族グリコール、シクロヘキサンジメタノール等の指環族グリコール、ビスフェノールA、ビスフェノールS等の芳香族グリコール、ジエチレングリコール、ポリエチレングリコール等が挙げられる。なお、これらのジカルボン酸成分、グリコール成分は2種以上を併用してもよい。また、本発明の効果を阻害しない限りにおいて、トリメリット酸、トリメシン酸、トリメチロールプロパン等の多官能化合物を共重合してもよい。
【0013】
さらに、本発明のポリエチレンテレフタレートを主体とするポリエステル樹脂層は、厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光法から求められる1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲内である。これは本発明において、最も重要な要件であり、このようにポリエステル樹脂層の結晶構造を規定することにより、本発明の目的であるレトルト殺菌処理後の意匠性を確保することができる。以下、その理由について述べる。
レーザーラマン分光法から求められるラマンシフトが1730cm-1近傍のC=O伸縮振動に基くピークの半価幅が、ポリエステルの密度と反比例の関係があることは、A.J.Melvegerによって報告されている(J.Polymer Sience 10,317,1972)。そして、樹脂の密度と体積分率結晶化度の間には、以下の式(1)の関係のあることが公知である(高分子の固体構造II(共立出版、1984)、305)。
体積分率結晶化度(%)=(ρ-ρa)/(ρc-ρa)×100 … (1)
ただし、ρは密度の実測値、ρc及びρaは、それぞれ完全結晶および完全非晶の密度である。
したがって、ラマンシフトが1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅を測定することによって、レーザー光を照射した部分のポリエステルの密度を求めることができ、更に上記式(1)にしたがって、ポリエステルの体積分率結晶化度(以後、結晶化度と称す)を求めることができることになる。
以上の知見をもとに、本発明者らは、結晶化度とレトルト白化現象との関係を鋭意検討した。
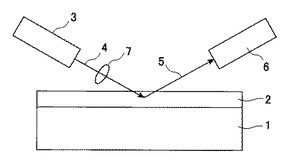
まず、検討するにあたって、本発明で使用するラマン分光法の測定方法を図1に基づき説明する。図1によれば、金属板1にラミネートされた樹脂層2に対して、レーザー発振器3から発振されたレーザー光4が入射し、散乱されたラマン散乱光5を分光器6で分光する。
ラマン分光法で照射するレーザー光のビーム径はレンズ7により可変可能となっており、必要なサイズの領域の結晶化度の評価が可能となる。そして、照射するレーザー光のビーム径を絞ることによって、ポリエステル樹脂層の微小領域における結晶化度の評価が可能になる。
図1に示すラマン分光法の測定方法により、ポリエステル樹脂層の厚さ方向断面の、任意の部位における結晶化度を評価した。なお、測定方法の詳細については、後述する実施例と同様である。
結果、ポリエステル樹脂層の厚さ方向の断面における、ラマンシフトが1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅を16cm-1〜24cm-1とすることで、レトルト白化現象を抑制して優れた意匠性を確保できるとともに、成形性などの食品缶詰用素材に要求される特性を満足する樹脂被覆金属板を得ることができることがわかった。理由は以下のように考えられる。
【0014】
ポリエステル樹脂被覆金属板からなる食品缶詰をレトルト殺菌処理すると、外面側樹脂層が白化する。これは樹脂層内に微細な気泡が形成され、この気泡によって光が散乱した結果、白く濁った外観を呈するものである。加えて、この樹脂層に形成される気泡は以下のような特徴を有する。
まず、これらの気泡は、缶を乾熱環境下で加熱しても形成されない。また、缶に内容物を充填せずに、空缶のままレトルト殺菌処理を行っても気泡は形成されない。気泡は外面樹脂層の厚み方向全域にわたって観察されるわけではなく、鋼板に接している界面近傍において観察される。以上の特徴から、レトルト殺菌処理に伴う外面樹脂層の気泡の形成は、以下のメカニズムによって起こると考えられる。
【0015】
レトルト殺菌処理開始当初から缶は高温水蒸気にさらされ、水蒸気の一部は外面側樹脂層の内部へと浸透し、鋼板との界面近傍まで到達する。この時、外面樹脂層と鋼板との界面近傍は内容物によって内面側から冷却されているので、界面に侵入した水蒸気は凝縮水となる。次いで、レトルト殺菌処理の時間経過とともに、内容物の温度も上昇し、鋼板との界面の凝縮水は再気化を起こす。気化した水蒸気は再び樹脂層を通って外へ脱出するが、このときの凝縮水の跡が気泡になると推定される。
【0016】
気泡が鋼板との界面近傍でのみ観察されるのは、凝縮水が形成される場所が界面近傍であるという理由の他に、界面近傍の樹脂が軟らかな非晶構造であるため変形しやすく、気泡を形成しやすいためと考えられる。界面近傍の樹脂が非晶構造となるのは、金属板との熱融着時に樹脂が溶融し、結晶構造が消失するためである。
【0017】
したがって、レトルト白化を抑制するためには、1)界面近傍の非晶性樹脂の強度を向上させて気泡の形成を抑止すること、2)水蒸気の、樹脂層内部への浸透を抑制し、界面近傍へ到達させないこと、が有効である。そこで、発明者らが鋭意検討した結果、上記1)と2)を同時に達成するための手法として最も有効であったのは、樹脂層の結晶化度を高めることであった。
【0018】
界面近傍の非晶構造の樹脂層を結晶化させることで、樹脂の機械強度(引張強度、弾性率など)が上昇して気泡の形成を効果的に防止することができる。また、樹脂層全体の結晶化度が上昇すれば、水蒸気の浸透経路である非晶領域が減少する。水蒸気が樹脂内部を浸透するためには、結晶領域を迂回する必要があり、界面近傍までの到達距離・到達時間が大幅に増加することとなって、気泡の形成を大幅に低減することができる。
【0019】
以上の考察をもとに、まず、本発明では、結晶化度を示す指標として、樹脂層の厚さ方向の断面における、1730cm-1近傍のC=O伸縮振動に基づくラマンバンドの半価幅を用いることとした。さらに、本発明では、ポリエステル樹脂層の結晶化度を高めレトルト白化を抑制するために、この半価幅を24.0cm-1以下に規定する。
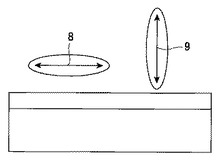
なお、本発明で規定する半価幅の上限値(=結晶化度の下限値)を求める場合は、図2の9に示すように、レーザー光(直線偏光)の偏光面を樹脂層の厚み方向に対して平行にして、樹脂層断面に入射し、測定することが好ましい。
ポリエステル樹脂層が二軸延伸フィルムの場合、樹脂層の厚み方向に対して垂直の方位には、フィルム延伸時に生成した配向結晶が最も多く残留している。そのため、他の方位に較べて結晶化度が高い。ゆえに、樹脂層の厚み方向に対して垂直の方位は、結晶化度の下限値(=半価幅の上限値)を求める方位として不適当である。一方、偏光面を厚み方向に対して平行にして測定する場合は、フィルム延伸の影響を受けない方位であるため、配向結晶の存在密度が最も低く、樹脂層の結晶化度の下限値(=半価幅の上限値)を求める方位として適切である。
以上のように、半価幅を上記範囲とし、樹脂内の結晶化度を一定以上確保することで、レトルト白化の原因となる気泡の形成を確実に抑制することが可能となる。
一方、半価幅の低下とともに、レトルト白化性は良好となるものの、成形性・耐衝撃性などの特性は劣化傾向となる。これは半価幅の低下とともに、柔軟性に富む非晶領域が減少し、剛直な結晶領域が増加するためである。よって、これらを考慮し食品缶詰に要求される成形性・耐衝撃性等を確保するためには、1730cm-1近傍のC=O伸縮振動に基くラマンバンドの半価幅を、16.0cm-1以上に規定する必要がある。
なお、本発明で規定する半価幅の下限値(=結晶化度の上限値)を求める場合には、直線偏光のレーザー光を、偏光面を樹脂層の厚み方向に対して垂直にして、樹脂層断面に入射し、測定することが好ましい。樹脂層が二軸延伸フィルムの場合、レーザー光の偏光面を樹脂層の厚み方向に対して垂直にして測定すると、上述のように、フィルム延伸時に生成した配向結晶が最も多く残留し、結晶化度が高くなるため、樹脂層の結晶化度の上限値(=半価幅の下限値)を規定する測定方法として適切である。
【0020】
以上より、レトルト白化性を改善しつつ、食品缶詰用途に適用可能なポリエステル樹脂被覆金属板を得るためには、1730cm-1近傍のC=0伸縮振動に起因したピーク(ラマンバンド)の半価幅を、16.0cm-1〜24.0cm-1の範囲とする。
【0021】
ポリエステル樹脂層の結晶化度を本発明で規定する範囲にコントロールする方法としては、(1)熱融着時の熱履歴をコントロールする方法と、(2)熱融着後、後加熱時の熱履歴をコントロールする方法、がある。
(1)の方法による場合、樹脂層と金属板との密着性を確保するためには、熱融着時に界面近傍の樹脂層を十分に溶融させて、金属板表面で流動させることで、金属板との接触面積を増大させる必要がある。これにより、樹脂層と金属板とは、分子間力、水素結合、アンカリング作用によって、強固に密着するのである。ここで、金属板との界面近傍の樹脂層は、熱融着時に溶融することで、結晶構造が大きく崩され、熱融着後も、非晶領域として残存する可能性が高い。しかし、本発明で規定する半価幅24.0cm−1以下の結晶構造とするためには、熱融着時の樹脂層の溶融・流動を抑制することが重要である。一方で、金属板表面における流動が低下すると、密着性の劣化を招くおそれがある。よって、金属板との密着性を強固に確保しつつ、耐レトルト白化性を確保するためには、熱融着時の温度履歴を厳密にコントロールして両特性をバランスさせる必要があり、ポリエステル樹脂層の結晶化度を本発明で規定する範囲にコントロールする方法として必ずしも最善とはいえない。
【0022】
一方、本発明で規定するところの、(2)熱融着後の樹脂被覆金属板に、再び熱処理を施す方法によれば、密着性の劣化をまねくことなく、レトルト白化を抑制することが可能である。即ち、熱融着時は金属板との密着性を確保するために、界面近傍の樹脂層を十分に溶融させ、後に急冷することで、ポリエステル樹脂層の構造を固定し、密着性を確保する。その後、適正な温度域で熱処理を行うことで、界面近傍の樹脂層を結晶化させるとともに、樹脂層全域の結晶化度を高めて、耐レトルト白化性に優れた樹脂構造とする。
【0023】
熱処理温度及び熱処理時間は、本発明で規定する半価幅範囲を達成できる限りにおいて、任意に選択可能であるが、ポリエステル樹脂層の結晶化温度以上かつ融点以下の温度範囲で、5秒間以上実施することが望ましい。これにより、本発明で規定する結晶構造を容易に達成できる。
熱処理温度がポリエステル樹脂層の結晶化温度未満では結晶化が進行しない。したがって、フィルム延伸の影響を受けない、厚み方向に平行な方位の結晶化度は、本発明で規定する下限値を上回ることができない。一方、ポリエステル樹脂層の融点を超える温度となると、瞬時に結晶構造が崩されて非晶構造へと変化するため、本発明で規定する結晶化度の下限値を下回ってしまう。熱処理時間を5秒未満とした場合も、同様の理由で本発明に規定する結晶化度を確保できないため不適である。
なお、熱処理温度をポリエステル樹脂層の結晶化温度以上かつ融点以下の温度範囲とした場合、熱処理時間の増加とともに樹脂層の結晶化度が増加する。したがって、熱処理時間は、樹脂層の結晶化度が本発明で規定する上限値を上回らない範囲で設定する必要がある。
【0024】
ポリエチレンテレフタレートを主体とするポリエチレン樹脂層は、二軸延伸PETフィルムであることが、耐熱性・味特性の観点から好ましい。二軸延伸の方法としては、同時二軸延伸、逐次二軸延伸のいずれであってもよいが、延伸条件、熱処理条件を特定化し、フィルムの厚さ方向の屈折率が1.50以上であることが、ラミネート性、成形性を良好とする点から好ましい。さらに厚さ方向屈折率が1.51以上、特に1.52以上であると、ラミネート時に多少のばらつきがあっても成形性、耐衝撃性を両立させる上で面配向係数を特定の範囲に制御することが可能となるのでさらに好ましい。
【0025】
また、二軸延伸PETフィルムは、製缶工程における絞り成形後に200〜230℃程度の熱履歴を受けた後にネック部を加工する際の加工性、耐衝撃性の点で、固体高分解能NMRによる構造解析におけるカルボニル部の緩和時間が270msec以上であることが好ましい。さらに好ましくは、280msec以上、特に好ましくは300msec以上である。本発明の効果を妨げない範囲において、他の粒子、例えば各種不定形の外部添加粒子、及び内部析出型粒子、あるいは各種表面処理剤を用いても構わない。
【0026】
本発明で規定するポリエステル樹脂層の厚みとしては、全体として5μm以上100μm以下であることが好ましく、更には8μm以上50μm以下、特に10μm以上25μm以下の範囲であることが好ましい。
【0027】
更に、本発明のポリエステル樹脂層には、染料、顔料などの着色剤を添加することができる。ポリエステル樹脂層に、染料、顔料などの着色剤を添加することで、下地の金属板を隠蔽し、樹脂独自の多様な色調を付与できる。例えば、黒色顔料として、カーボンブラックを添加することで、下地の金属色を隠蔽するとともに、黒色のもつ高級感を食品缶詰に付与することができる。カーボンブラックの添加量は、5PHR以上40PHR以下が望ましい。5PHR未満では黒色度が不十分であるとともに下地金属の色調が隠蔽できず、高級感のある意匠性を付与できない場合がある。一方、40PHR超としても、黒色度は変化しないため意匠性の改善効果は得られないばかりか、ポリエステル樹脂の構造が脆弱となるため、製缶加工時に樹脂層が容易に破壊してしまう場合がある。添加量を5PHR以上40PHR以下の範囲とすることで、意匠性と他の要求特性との両立が可能となる。
カーボンブラックの粒子径としては、5〜50nmの範囲のものを使用できるが、ポリエステル樹脂中での分散性や発色性を考慮すると、5〜30nmの範囲が好適である。
黒色顔料以外にも、白色顔料を添加することで下地の金属光沢を隠蔽するとともに、印刷面を鮮映化することができ、良好な外観を得ることができる。添加する顔料としては、容器成形後に優れた意匠性を発揮できることが必要であり、係る観点からは、二酸化チタンなどの無機系顔料を使用できる。着色力が強く、展延性にも富むため、容器成形後も良好な意匠性を確保できるので好適である。二酸化チタンの添加量は、対象樹脂層に対して、5〜30質量%であることが望ましい。5質量%以上であれば、充分な白色度が得られ、良好な意匠性が確保できる。一方、30質量%を超えて添加しても、白色度が飽和するため、経済上の理由で30質量%以下とすることが望ましい。より好ましくは、10〜20質量%の範囲である。なお、着色剤の添加量とは、着色剤を添加した樹脂層に対する割合である。
容器表面に光輝色を望む場合には、アゾ系顔料の使用も好適である。透明性に優れながら着色力が強く、展延性に富むため、容器成形後も光輝色のある外観が得られる。本発明で使用できるアゾ系顔料としては、カラーインデックス(C.I.登録の名称)が、ピグメントイエロー12、13、14、16、17、55、81、83、139、180、181のうちの少なくとも1種類を挙げることができる。特に、色調(光輝色)の鮮映性、レトルト殺菌処理環境での耐ブリーディング性(顔料がフィルム表面に析出する現象に対する抑制能)などの観点から、分子量が大きく、ポリエステル樹脂への溶解性が乏しい顔料が望ましい。例えば、分子利用が700以上の、ベンズイミダゾロン構造を有するC.I.ピグメントイエロー180がより好ましく用いられる。
アゾ系顔料の添加量は、対象樹脂層に対して、10〜40PHRとすることが望ましい。添加量が10PHR以上であれば、発色に優れるので好適である。40PHR以下の方が、透明度が高くなり光輝性に富んだ色調となる。
【0028】
次に上記からなる本発明の容器用ポリエステル樹脂被覆金属板の製造方法について説明する。
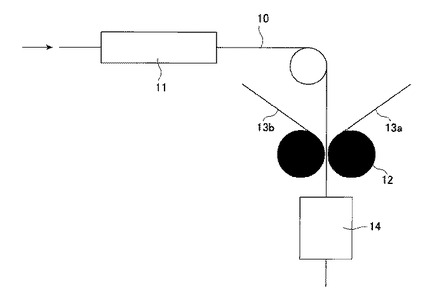
本発明の容器用ポリエステル樹脂被覆金属板は、例えば、金属板を加熱装置(例えば、図3中、金属帯加熱装置11)にて一定温度以上に昇温し、その表面にポリエステルフィルムを圧着ロール12(以後、ラミロールと称す)を用いて接触させ熱融着させる(以降、ラミネートと称する場合もある)方法により製造することができる。このとき、コーティングした面を圧着ロール(以降、ラミネートロールと称す)を用いて金属板に接触させ熱融着させることが必要である。以下、ラミネート条件の詳細について記す。
熱融着開始時の金属板の温度は、ポリエステルフィルムの融点を基準として、+5℃〜+30℃の範囲とすることが望ましい。熱融着法によって、金属板−ポリエステルフィルムの層間密着性を確保するためには、密着界面におけるポリエステル樹脂の熱流動が必要である。金属板の温度を、ポリエステルフィルムの融点を基準として、+5℃以上の温度範囲とすることで、各層間における樹脂が熱流動し、界面における濡れが相互に良好となって、優れた密着性を得ることができる。+30℃以下としたのは、+30℃超としても、更なる密着性の改善効果が期待できないことと、フィルムの溶融が過度となり、ラミロール表面の型押しによる表面荒れ、ラミロールへの溶融物の転写などの問題が生じる懸念があるためである。
ラミネート時にフィルムが受ける熱履歴としては、ポリエステルフィルムの融点以上で、相互に接している時間が5msec.以上であることが望ましい。界面における濡れが良好となるためである。なお、時間の増加とともに濡れ性は良好となるものの、40msec.超では、ほぼ一定の性能を呈すようになり、効果が認められなくなる。生産性の低下を招く懸念もあるため、40msec以下とすることが望ましい。よって、5〜40msecの範囲が好適である。
このようなラミネート条件を達成するためには、150mpm以上の高速操業に加え、熱融着中の冷却も必要である。例えば、図3中ラミロール12は内部水冷式であり、冷却水を通過させることで、フィルムが過度に加熱されるのを抑制することができる。更に、冷却水の温度を変化させることで、ポリエステルフィルムの熱履歴をコントロールできるため、好適である。
ラミロール12の加圧は、面圧として9.8〜294N/cm2(1〜30kgf/cm2)が望ましい。9.8N/cm2未満の場合、たとえ熱融着開始時の温度がフィルムの融点+5℃以上であって、十分な流動性が確保できていたとしても、金属表面に樹脂を押し広げる力が弱いため十分な被覆性が得られず、結果として密着性、耐食性などの性能に影響を及ぼす可能性がある。また、294N/cm2超となると、ラミネート金属板の性能上は不都合がないものの、ラミロールにかかる力が大きく設備的な強度が必要となり装置の大型化を招くため不経済である。よって、ラミロールの加圧は、好適には9.8〜294N/cm2である。
【実施例1】
【0029】
以下、本発明の実施例について説明する。
【0030】
まず、容器内面側および容器外面側となるポリエステルフィルムを製造する。グリコール成分とジカルボン酸成分を表1に示す比率にて重合したポリエステル樹脂に対して、乾燥、溶融、押し出しを行い、冷却ドラム上で冷却固化させ、未延伸フィルムを得た。次いで、二軸延伸・熱固定して、二軸配向ポリエステルフィルムを得た。
以上により得られたポリエステルフィルムについて、以下の方法により、結晶化温度と融点を測定した。測定結果を樹脂成分と併せて表1に示す。
結晶化温度
金属板の表面と密着するポリエステル樹脂層の結晶化温度を、JIS K2454に基づき、測定した。
ポリエステル樹脂の融点
金属板の表面と密着するポリエステル樹脂層の融点を、JIS K2454に基づき、測定した。
【0031】
【表1】

【0032】
金属板としては、クロムめっき鋼板を用いた。厚さ0.18mm、幅977mmの冷間圧延に対して、焼鈍、調質圧延を施し、脱脂、酸洗後、クロムめっきを行い金属板を製造した。クロムめっきは、CrO3、F−、SO42−を含むクロムめっき浴で行い、クロムめっき、中間リンス後、CrO3、F−を含む化成処理液で電解した。その際、電解条件(電流密度・電気量等)を調整して金属クロム付着量とクロム水酸化物付着量を、Cr換算でそれぞれ120mg/m2、15mg/m2に調整した。
【0033】
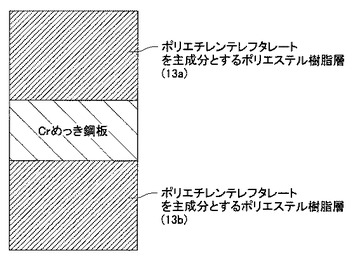
次いで、図3に示す金属帯のラミネート装置を用い、前記で得たクロムめっき鋼板10を金属帯加熱装置11で加熱し、ラミロール12で前記クロムめっき鋼板10の一方の面に、容器成形後に容器内面側になるポリエステルフィルムとして、表1から作製したフィルム13aをラミネート(熱融着)し、他方の面に、容器成形後に容器外面側となるポリエステルフィルムとして、表2から作製したフィルム13bをラミネート(熱融着)した。その後、金属帯冷却装置14にて水冷を行い、ポリエステル樹脂被覆金属板を製造した。図4に、ポリエステル樹脂被覆金属板の断面構造を示す。
なお、ラミネートロール12は内部水冷式とし、ラミネート中に冷却水を強制循環し、フィルム接着中の冷却を行った。また、樹脂フィルムを金属板にラミネートする際に、金属板に接する界面のフィルム温度がフィルムの融点以上になる時間を1〜20msecの範囲内にした。
【0034】
次いで、以上の方法で得られたポリエステル樹脂層被覆金属板に対し、表2に示す条件にて、熱処理を行った。
熱処理は、バッチ式乾燥炉(SUS製、熱源:3.6kW 200V、内寸:600×600×600mm)を用いた。ここで、熱処理温度とは、乾燥炉の設定温度であり、熱処理時間とは、樹脂被覆金属板が乾燥炉の設定温度±2℃の範囲で保持された時間である。
また、熱処理後の樹脂被覆金属板に対して、ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅を以下の方法にて測定した。測定結果を熱処理条件と併せて表2に示す。
レーザーラマン分光法による樹脂層断面の半価幅測定
熱処理後の樹脂被覆金属板について、断面をバフ研磨して測定用サンプルとし、直線偏光のレーザー光を用いたレーザーラマン分光法によって、樹脂層断面の半価幅測定を行った。なお、樹脂層が二軸延伸フィルムをラミネートしたものであるため、レーザー光の偏光面を樹脂層の厚み方向に対して垂直にして測定する場合と、偏光面を樹脂層の厚み方向に対して平行にして測定する場合の、2通りで半価幅を測定した。対象とした半価幅は、ラマンシフトが1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅である。
測定には、市販の日本分光(株)製NRS-2000レーザーラマン分光装置を用いた。入射光には、Ar+レーザー(波長514.5nm)を用い、レーザー光をレンズ(×100)により、サンプル表面上で約1μmに集光して測定を行った。レーザー強度はサンプル表面上で2mWとした。スリットは、スリット1を200μm、スリット3及び5を400μmに設定し、波数分解能を10.4cm-1に設定した。測定時間は、1測定点あたり5秒×2とし、アパーチャーは200μmとした。測定は、フィルムの厚み方向に対し、1μmピッチで行い、各測定部位につき3回の繰り返し測定を実施した後、平均値を求めて測定値とした。レーザー発振器を出たレーザー光は、純度の高い直線偏光であるため、今回の測定では偏光子は用いなかった。
【0035】
【表2】
【0036】
また、熱処理後の樹脂被覆金属板の特性について、下記の方法によりそれぞれ測定、評価した。
【0037】
成形性
熱処理後のポリエステル樹脂被覆金属板にワックスを塗布後、直径200mmの円板を打ち抜き、絞り比2.00で浅絞り缶を得た。次いで、この絞り缶に対し、絞り比2.20で加工し、更に、絞り比2.50となるよう、再度、絞り加工を行った。この後、常法に従いドーミング成形を行った後、トリミングし、次いでネックイン−フランジ加工を施し深絞り缶を成形した。このようにして得た深絞り缶のネックイン部に着目し、フィルムの損傷程度を目視観察した。
(評点について)
○:成形後フィルムに損傷が認められない状態
△:成形可能であるが、部分的にフィルム損傷が認められる状態
×:缶が破胴し、成形不可能
成形後密着性
上記成形性評価で成形可能(○以上)であった缶を対象とした。缶の内部に水道水を充填した後、蓋を巻き締めて密閉した。続いて、レトルト殺菌処理を130℃、90分間の条件で実施し、缶胴部よりピール試験用のサンプル(幅15mm、長さ120mm)を切り出した。切り出したサンプルの長辺側端部からフィルムの一部を剥離する。剥離したフィルムを、剥離された方向とは逆方向(角度:180°)に開き、引張試験機を用いて、引張速度30mm/min.でピール試験を行い、幅15mmあたりの密着力を評価した。
(評点)
○:10.0(N)/15(mm)以上
△:5.0(N)/15(mm)以上、10.0(N)/15(mm)未満
×:5.0(N)/15(mm)未満
耐レトルト白化性
上記成形性評価で成形可能(○以上)であった缶の、底部(缶外面側)を対象とした。缶内に常温の水道水を満たした後、蓋を巻き締めて密閉した。その後、缶底部を下向きにしてレトルト殺菌炉の中に配置し、125℃で90分間、レトルト処理を行った。処理後、缶底部外面の外観変化を目視で観察した。
(評点について)
○:外観変化なし
△:外観にかすかな曇り発生
×:外観が白濁(白化発生)
以上により得られた結果を表3および表4に示す。
【0038】
【表3】
【0039】
【表4】
【0040】
表3、表4より、本発明例は、容器用素材に要求される成形性、成形後密着性、耐レトルト白化性について、良好な性能を有することがわかる。これに対し、本発明の範囲を外れる比較例は、いずれかの特性が劣っている。
【産業上の利用可能性】
【0041】
本発明の容器用樹脂被覆金属板は、食品缶詰素材に要求される基本性能に加え、缶外面の意匠性に優れるため、食品缶詰の缶胴及び蓋等を中心に、容器用途、包装用途として好適な素材である。
【図面の簡単な説明】
【0042】
【図1】レーザーラマン分光法の測定方法を示す図である。
【図2】レーザーラマン分光法の測定方法を示す図である。
【図3】金属板のラミネート装置の要部を示す図である。(実施例1)
【図4】樹脂被覆金属板の断面構造を示す図である。(実施例1)
【符号の説明】
【0043】
1 金属板
2 樹脂層
3 レーザー発振器
4 レーザー光
5 ラマン散乱光
6 分光器
7 レンズ
8 レーザー光の偏光面(樹脂厚み方向に対して垂直)
9 レーザー光の偏光面(樹脂厚み方向に対して平行)
10 金属板(クロムめっき鋼板)
11 金属帯加熱装置
12 ラミロール
13a、13b フィルム
14 金属帯冷却装置
【技術分野】
【0001】
本発明は、例えば、食品缶詰の缶胴及び蓋等に用いられる容器用樹脂被覆金属板に関するものである。
【背景技術】
【0002】
従来、食品缶詰用素材であるティンフリースチール(TFS)、アルミニウム等の金属板には、耐食性・耐久性・耐候性などの向上を目的として、塗装が施されていた。しかし、この塗装を施す工程は、焼き付け処理が煩雑であるばかりでなく、多大な処理時間を要し、さらには多量の溶剤を排出するという問題を抱えていた。
そこで、これらの問題を解決するため、塗装鋼板に替わり、熱可塑性樹脂フィルムを加熱した金属板に積層してなるフィルムラミネート金属板が開発され、現在、食品缶詰用素材として工業的に用いられている。
【0003】
食品缶詰用素材には、加工性、密着性などの基本特性のほか、外観色調安定性などの意匠に関する特性も要求される。従来のポリエステル樹脂で被覆された金属板では、樹脂被覆面が食品缶詰の外面側になるように用いると、レトルト殺菌処理の際に、樹脂層そのものが白く濁ったように変色する現象(白化現象)が発生する。白化は、缶外面の意匠性を大きく劣化させ、消費者の購買意欲を低下させるため、いくつかの改善技術が検討されている。
【0004】
例えば、特許文献1には、金属板にポリエステル樹脂を積層するに際し、金属板に接する樹脂層の結晶性と接していない樹脂層の結晶配向性をコントロールする技術が開示されている。特許文献1の技術は、白化現象を次のように推定して得られた技術である。すなわち、金属板に接する側の無定形樹脂層がレトルト処理によって結晶化する速度が、該金属板表面の結露部分と非結露部分とで異なるため、互いに光の屈折率や体積の異なる樹脂層となって光の散乱が生じ、表面が白化して見えるという推定である。
【0005】
また、特許文献2では、レトルト処理時にはポリマーの結晶化速度が遅いため、結晶がゆっくりと成長して大きくなり、これが白化現象の原因になると考え、レトルト処理時のポリマーの結晶化速度を早めることで微結晶を多数生成させる提案をしている。
【0006】
しかしながら、特許文献1および2ともに、白化現象のメカニズム把握が正確でないため、意匠性の維持が不十分であり、適切な改善技術とはいえない。
【特許文献1】特開平6−155660号公報
【特許文献2】特開平5−331302号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、かかる事情に鑑み、食品缶詰用素材に要求される多くの特性に対応可能で、レトルト処理後であっても白化現象が起きず、缶外面に対する意匠性を維持できる容器用樹脂被覆金属板を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明者らが、課題解決のため鋭意検討した結果、以下の知見を得た。
ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板において、ポリエステル樹脂層の結晶構造を、レーザーラマン分光分析法によって規定される範囲にコントロールすることで、深絞り成形性、加工後密着性などの基本特性に加え、レトルト処理環境下での意匠性に関わる性能等、多くの優れた機能を有する容器用樹脂被覆金属板を得ることができることを見出した。
【0009】
本発明は、以上の知見に基づきなされたものであり、その要旨は以下の通りである。
[1]ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板であって、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴とする容器用樹脂被覆金属板。
[2]前記[1]において、前記ポリエステル樹脂層の結晶化温度以上融点以下の温度範囲で5秒以上の熱処理を施した容器用樹脂被覆金属板の、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴する容器用樹脂被覆金属板。
【発明の効果】
【0010】
本発明によれば、食品缶詰素材に要求される基本性能に加え、缶外面の意匠性に優れる容器用樹脂被覆金属板が得られる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の容器用樹脂被覆金属板について詳細に説明する。
まず、本発明で用いる金属板について説明する。
本発明の金属板としては、缶用材料として広く使用されているアルミニウム板や軟鋼板等を用いることができる。特に、下層が金属クロム、上層がクロム水酸化物からなる二層皮膜を形成させた表面処理鋼板(以下、TFSと称す)等が最適である。
TFSの金属クロム層、クロム水酸化物層の付着量については、特に限定されないが、加工後密着性、耐食性の観点から、何れもCr換算で、金属クロム層は70〜200mg/m2、クロム水酸化物層は10〜30mg/m2の範囲とすることが望ましい。
【0012】
次いで、金属板の両面に有するポリエチレンテレフタレートを主成分とするポリエステル樹脂層について説明する。
本発明のポリエステル樹脂層は、ポリエチレンテレフタレートを主成分とする。ポリエチレンテレフタレートを主成分とするとは、ポリエステルの構成単位の80mol%以上がエチレンテレフタレート単位であるポリエステルである。さらに好ましくは85mol%以上である。
酸成分としてのテレフタル酸は、機械的強度、耐熱性、化学的耐性などから必須であるが、更に、イソフタル酸と共重合させることで、柔軟性、引き裂き強度などが向上する。イソフタル酸成分をテレフタル酸成分に対し10〜15mol%共重合させることで、深絞り成形性、加工後密着性が向上するため、好適である。
一方、上記特性を損ねない範囲で他のジカルボン酸成分、グリコール成分を共重合してもよく、ジカルボン酸成分としては、例えば、ジフェニルカルボン酸、5−ナトリウムスルホイソフタル酸、フタル酸等の芳香族ジカルボン酸、シュウ酸、コハク酸、アジピン酸、セバシン酸、ダイマー酸、マレイン酸、フマル酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂肪族ジカルボン酸、p−オキシ安息香酸等のオキシカルボン酸等を挙げることができる。また、他のグリコール成分としては、例えば、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール等の脂肪族グリコール、シクロヘキサンジメタノール等の指環族グリコール、ビスフェノールA、ビスフェノールS等の芳香族グリコール、ジエチレングリコール、ポリエチレングリコール等が挙げられる。なお、これらのジカルボン酸成分、グリコール成分は2種以上を併用してもよい。また、本発明の効果を阻害しない限りにおいて、トリメリット酸、トリメシン酸、トリメチロールプロパン等の多官能化合物を共重合してもよい。
【0013】
さらに、本発明のポリエチレンテレフタレートを主体とするポリエステル樹脂層は、厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光法から求められる1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲内である。これは本発明において、最も重要な要件であり、このようにポリエステル樹脂層の結晶構造を規定することにより、本発明の目的であるレトルト殺菌処理後の意匠性を確保することができる。以下、その理由について述べる。
レーザーラマン分光法から求められるラマンシフトが1730cm-1近傍のC=O伸縮振動に基くピークの半価幅が、ポリエステルの密度と反比例の関係があることは、A.J.Melvegerによって報告されている(J.Polymer Sience 10,317,1972)。そして、樹脂の密度と体積分率結晶化度の間には、以下の式(1)の関係のあることが公知である(高分子の固体構造II(共立出版、1984)、305)。
体積分率結晶化度(%)=(ρ-ρa)/(ρc-ρa)×100 … (1)
ただし、ρは密度の実測値、ρc及びρaは、それぞれ完全結晶および完全非晶の密度である。
したがって、ラマンシフトが1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅を測定することによって、レーザー光を照射した部分のポリエステルの密度を求めることができ、更に上記式(1)にしたがって、ポリエステルの体積分率結晶化度(以後、結晶化度と称す)を求めることができることになる。
以上の知見をもとに、本発明者らは、結晶化度とレトルト白化現象との関係を鋭意検討した。
まず、検討するにあたって、本発明で使用するラマン分光法の測定方法を図1に基づき説明する。図1によれば、金属板1にラミネートされた樹脂層2に対して、レーザー発振器3から発振されたレーザー光4が入射し、散乱されたラマン散乱光5を分光器6で分光する。
ラマン分光法で照射するレーザー光のビーム径はレンズ7により可変可能となっており、必要なサイズの領域の結晶化度の評価が可能となる。そして、照射するレーザー光のビーム径を絞ることによって、ポリエステル樹脂層の微小領域における結晶化度の評価が可能になる。
図1に示すラマン分光法の測定方法により、ポリエステル樹脂層の厚さ方向断面の、任意の部位における結晶化度を評価した。なお、測定方法の詳細については、後述する実施例と同様である。
結果、ポリエステル樹脂層の厚さ方向の断面における、ラマンシフトが1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅を16cm-1〜24cm-1とすることで、レトルト白化現象を抑制して優れた意匠性を確保できるとともに、成形性などの食品缶詰用素材に要求される特性を満足する樹脂被覆金属板を得ることができることがわかった。理由は以下のように考えられる。
【0014】
ポリエステル樹脂被覆金属板からなる食品缶詰をレトルト殺菌処理すると、外面側樹脂層が白化する。これは樹脂層内に微細な気泡が形成され、この気泡によって光が散乱した結果、白く濁った外観を呈するものである。加えて、この樹脂層に形成される気泡は以下のような特徴を有する。
まず、これらの気泡は、缶を乾熱環境下で加熱しても形成されない。また、缶に内容物を充填せずに、空缶のままレトルト殺菌処理を行っても気泡は形成されない。気泡は外面樹脂層の厚み方向全域にわたって観察されるわけではなく、鋼板に接している界面近傍において観察される。以上の特徴から、レトルト殺菌処理に伴う外面樹脂層の気泡の形成は、以下のメカニズムによって起こると考えられる。
【0015】
レトルト殺菌処理開始当初から缶は高温水蒸気にさらされ、水蒸気の一部は外面側樹脂層の内部へと浸透し、鋼板との界面近傍まで到達する。この時、外面樹脂層と鋼板との界面近傍は内容物によって内面側から冷却されているので、界面に侵入した水蒸気は凝縮水となる。次いで、レトルト殺菌処理の時間経過とともに、内容物の温度も上昇し、鋼板との界面の凝縮水は再気化を起こす。気化した水蒸気は再び樹脂層を通って外へ脱出するが、このときの凝縮水の跡が気泡になると推定される。
【0016】
気泡が鋼板との界面近傍でのみ観察されるのは、凝縮水が形成される場所が界面近傍であるという理由の他に、界面近傍の樹脂が軟らかな非晶構造であるため変形しやすく、気泡を形成しやすいためと考えられる。界面近傍の樹脂が非晶構造となるのは、金属板との熱融着時に樹脂が溶融し、結晶構造が消失するためである。
【0017】
したがって、レトルト白化を抑制するためには、1)界面近傍の非晶性樹脂の強度を向上させて気泡の形成を抑止すること、2)水蒸気の、樹脂層内部への浸透を抑制し、界面近傍へ到達させないこと、が有効である。そこで、発明者らが鋭意検討した結果、上記1)と2)を同時に達成するための手法として最も有効であったのは、樹脂層の結晶化度を高めることであった。
【0018】
界面近傍の非晶構造の樹脂層を結晶化させることで、樹脂の機械強度(引張強度、弾性率など)が上昇して気泡の形成を効果的に防止することができる。また、樹脂層全体の結晶化度が上昇すれば、水蒸気の浸透経路である非晶領域が減少する。水蒸気が樹脂内部を浸透するためには、結晶領域を迂回する必要があり、界面近傍までの到達距離・到達時間が大幅に増加することとなって、気泡の形成を大幅に低減することができる。
【0019】
以上の考察をもとに、まず、本発明では、結晶化度を示す指標として、樹脂層の厚さ方向の断面における、1730cm-1近傍のC=O伸縮振動に基づくラマンバンドの半価幅を用いることとした。さらに、本発明では、ポリエステル樹脂層の結晶化度を高めレトルト白化を抑制するために、この半価幅を24.0cm-1以下に規定する。
なお、本発明で規定する半価幅の上限値(=結晶化度の下限値)を求める場合は、図2の9に示すように、レーザー光(直線偏光)の偏光面を樹脂層の厚み方向に対して平行にして、樹脂層断面に入射し、測定することが好ましい。
ポリエステル樹脂層が二軸延伸フィルムの場合、樹脂層の厚み方向に対して垂直の方位には、フィルム延伸時に生成した配向結晶が最も多く残留している。そのため、他の方位に較べて結晶化度が高い。ゆえに、樹脂層の厚み方向に対して垂直の方位は、結晶化度の下限値(=半価幅の上限値)を求める方位として不適当である。一方、偏光面を厚み方向に対して平行にして測定する場合は、フィルム延伸の影響を受けない方位であるため、配向結晶の存在密度が最も低く、樹脂層の結晶化度の下限値(=半価幅の上限値)を求める方位として適切である。
以上のように、半価幅を上記範囲とし、樹脂内の結晶化度を一定以上確保することで、レトルト白化の原因となる気泡の形成を確実に抑制することが可能となる。
一方、半価幅の低下とともに、レトルト白化性は良好となるものの、成形性・耐衝撃性などの特性は劣化傾向となる。これは半価幅の低下とともに、柔軟性に富む非晶領域が減少し、剛直な結晶領域が増加するためである。よって、これらを考慮し食品缶詰に要求される成形性・耐衝撃性等を確保するためには、1730cm-1近傍のC=O伸縮振動に基くラマンバンドの半価幅を、16.0cm-1以上に規定する必要がある。
なお、本発明で規定する半価幅の下限値(=結晶化度の上限値)を求める場合には、直線偏光のレーザー光を、偏光面を樹脂層の厚み方向に対して垂直にして、樹脂層断面に入射し、測定することが好ましい。樹脂層が二軸延伸フィルムの場合、レーザー光の偏光面を樹脂層の厚み方向に対して垂直にして測定すると、上述のように、フィルム延伸時に生成した配向結晶が最も多く残留し、結晶化度が高くなるため、樹脂層の結晶化度の上限値(=半価幅の下限値)を規定する測定方法として適切である。
【0020】
以上より、レトルト白化性を改善しつつ、食品缶詰用途に適用可能なポリエステル樹脂被覆金属板を得るためには、1730cm-1近傍のC=0伸縮振動に起因したピーク(ラマンバンド)の半価幅を、16.0cm-1〜24.0cm-1の範囲とする。
【0021】
ポリエステル樹脂層の結晶化度を本発明で規定する範囲にコントロールする方法としては、(1)熱融着時の熱履歴をコントロールする方法と、(2)熱融着後、後加熱時の熱履歴をコントロールする方法、がある。
(1)の方法による場合、樹脂層と金属板との密着性を確保するためには、熱融着時に界面近傍の樹脂層を十分に溶融させて、金属板表面で流動させることで、金属板との接触面積を増大させる必要がある。これにより、樹脂層と金属板とは、分子間力、水素結合、アンカリング作用によって、強固に密着するのである。ここで、金属板との界面近傍の樹脂層は、熱融着時に溶融することで、結晶構造が大きく崩され、熱融着後も、非晶領域として残存する可能性が高い。しかし、本発明で規定する半価幅24.0cm−1以下の結晶構造とするためには、熱融着時の樹脂層の溶融・流動を抑制することが重要である。一方で、金属板表面における流動が低下すると、密着性の劣化を招くおそれがある。よって、金属板との密着性を強固に確保しつつ、耐レトルト白化性を確保するためには、熱融着時の温度履歴を厳密にコントロールして両特性をバランスさせる必要があり、ポリエステル樹脂層の結晶化度を本発明で規定する範囲にコントロールする方法として必ずしも最善とはいえない。
【0022】
一方、本発明で規定するところの、(2)熱融着後の樹脂被覆金属板に、再び熱処理を施す方法によれば、密着性の劣化をまねくことなく、レトルト白化を抑制することが可能である。即ち、熱融着時は金属板との密着性を確保するために、界面近傍の樹脂層を十分に溶融させ、後に急冷することで、ポリエステル樹脂層の構造を固定し、密着性を確保する。その後、適正な温度域で熱処理を行うことで、界面近傍の樹脂層を結晶化させるとともに、樹脂層全域の結晶化度を高めて、耐レトルト白化性に優れた樹脂構造とする。
【0023】
熱処理温度及び熱処理時間は、本発明で規定する半価幅範囲を達成できる限りにおいて、任意に選択可能であるが、ポリエステル樹脂層の結晶化温度以上かつ融点以下の温度範囲で、5秒間以上実施することが望ましい。これにより、本発明で規定する結晶構造を容易に達成できる。
熱処理温度がポリエステル樹脂層の結晶化温度未満では結晶化が進行しない。したがって、フィルム延伸の影響を受けない、厚み方向に平行な方位の結晶化度は、本発明で規定する下限値を上回ることができない。一方、ポリエステル樹脂層の融点を超える温度となると、瞬時に結晶構造が崩されて非晶構造へと変化するため、本発明で規定する結晶化度の下限値を下回ってしまう。熱処理時間を5秒未満とした場合も、同様の理由で本発明に規定する結晶化度を確保できないため不適である。
なお、熱処理温度をポリエステル樹脂層の結晶化温度以上かつ融点以下の温度範囲とした場合、熱処理時間の増加とともに樹脂層の結晶化度が増加する。したがって、熱処理時間は、樹脂層の結晶化度が本発明で規定する上限値を上回らない範囲で設定する必要がある。
【0024】
ポリエチレンテレフタレートを主体とするポリエチレン樹脂層は、二軸延伸PETフィルムであることが、耐熱性・味特性の観点から好ましい。二軸延伸の方法としては、同時二軸延伸、逐次二軸延伸のいずれであってもよいが、延伸条件、熱処理条件を特定化し、フィルムの厚さ方向の屈折率が1.50以上であることが、ラミネート性、成形性を良好とする点から好ましい。さらに厚さ方向屈折率が1.51以上、特に1.52以上であると、ラミネート時に多少のばらつきがあっても成形性、耐衝撃性を両立させる上で面配向係数を特定の範囲に制御することが可能となるのでさらに好ましい。
【0025】
また、二軸延伸PETフィルムは、製缶工程における絞り成形後に200〜230℃程度の熱履歴を受けた後にネック部を加工する際の加工性、耐衝撃性の点で、固体高分解能NMRによる構造解析におけるカルボニル部の緩和時間が270msec以上であることが好ましい。さらに好ましくは、280msec以上、特に好ましくは300msec以上である。本発明の効果を妨げない範囲において、他の粒子、例えば各種不定形の外部添加粒子、及び内部析出型粒子、あるいは各種表面処理剤を用いても構わない。
【0026】
本発明で規定するポリエステル樹脂層の厚みとしては、全体として5μm以上100μm以下であることが好ましく、更には8μm以上50μm以下、特に10μm以上25μm以下の範囲であることが好ましい。
【0027】
更に、本発明のポリエステル樹脂層には、染料、顔料などの着色剤を添加することができる。ポリエステル樹脂層に、染料、顔料などの着色剤を添加することで、下地の金属板を隠蔽し、樹脂独自の多様な色調を付与できる。例えば、黒色顔料として、カーボンブラックを添加することで、下地の金属色を隠蔽するとともに、黒色のもつ高級感を食品缶詰に付与することができる。カーボンブラックの添加量は、5PHR以上40PHR以下が望ましい。5PHR未満では黒色度が不十分であるとともに下地金属の色調が隠蔽できず、高級感のある意匠性を付与できない場合がある。一方、40PHR超としても、黒色度は変化しないため意匠性の改善効果は得られないばかりか、ポリエステル樹脂の構造が脆弱となるため、製缶加工時に樹脂層が容易に破壊してしまう場合がある。添加量を5PHR以上40PHR以下の範囲とすることで、意匠性と他の要求特性との両立が可能となる。
カーボンブラックの粒子径としては、5〜50nmの範囲のものを使用できるが、ポリエステル樹脂中での分散性や発色性を考慮すると、5〜30nmの範囲が好適である。
黒色顔料以外にも、白色顔料を添加することで下地の金属光沢を隠蔽するとともに、印刷面を鮮映化することができ、良好な外観を得ることができる。添加する顔料としては、容器成形後に優れた意匠性を発揮できることが必要であり、係る観点からは、二酸化チタンなどの無機系顔料を使用できる。着色力が強く、展延性にも富むため、容器成形後も良好な意匠性を確保できるので好適である。二酸化チタンの添加量は、対象樹脂層に対して、5〜30質量%であることが望ましい。5質量%以上であれば、充分な白色度が得られ、良好な意匠性が確保できる。一方、30質量%を超えて添加しても、白色度が飽和するため、経済上の理由で30質量%以下とすることが望ましい。より好ましくは、10〜20質量%の範囲である。なお、着色剤の添加量とは、着色剤を添加した樹脂層に対する割合である。
容器表面に光輝色を望む場合には、アゾ系顔料の使用も好適である。透明性に優れながら着色力が強く、展延性に富むため、容器成形後も光輝色のある外観が得られる。本発明で使用できるアゾ系顔料としては、カラーインデックス(C.I.登録の名称)が、ピグメントイエロー12、13、14、16、17、55、81、83、139、180、181のうちの少なくとも1種類を挙げることができる。特に、色調(光輝色)の鮮映性、レトルト殺菌処理環境での耐ブリーディング性(顔料がフィルム表面に析出する現象に対する抑制能)などの観点から、分子量が大きく、ポリエステル樹脂への溶解性が乏しい顔料が望ましい。例えば、分子利用が700以上の、ベンズイミダゾロン構造を有するC.I.ピグメントイエロー180がより好ましく用いられる。
アゾ系顔料の添加量は、対象樹脂層に対して、10〜40PHRとすることが望ましい。添加量が10PHR以上であれば、発色に優れるので好適である。40PHR以下の方が、透明度が高くなり光輝性に富んだ色調となる。
【0028】
次に上記からなる本発明の容器用ポリエステル樹脂被覆金属板の製造方法について説明する。
本発明の容器用ポリエステル樹脂被覆金属板は、例えば、金属板を加熱装置(例えば、図3中、金属帯加熱装置11)にて一定温度以上に昇温し、その表面にポリエステルフィルムを圧着ロール12(以後、ラミロールと称す)を用いて接触させ熱融着させる(以降、ラミネートと称する場合もある)方法により製造することができる。このとき、コーティングした面を圧着ロール(以降、ラミネートロールと称す)を用いて金属板に接触させ熱融着させることが必要である。以下、ラミネート条件の詳細について記す。
熱融着開始時の金属板の温度は、ポリエステルフィルムの融点を基準として、+5℃〜+30℃の範囲とすることが望ましい。熱融着法によって、金属板−ポリエステルフィルムの層間密着性を確保するためには、密着界面におけるポリエステル樹脂の熱流動が必要である。金属板の温度を、ポリエステルフィルムの融点を基準として、+5℃以上の温度範囲とすることで、各層間における樹脂が熱流動し、界面における濡れが相互に良好となって、優れた密着性を得ることができる。+30℃以下としたのは、+30℃超としても、更なる密着性の改善効果が期待できないことと、フィルムの溶融が過度となり、ラミロール表面の型押しによる表面荒れ、ラミロールへの溶融物の転写などの問題が生じる懸念があるためである。
ラミネート時にフィルムが受ける熱履歴としては、ポリエステルフィルムの融点以上で、相互に接している時間が5msec.以上であることが望ましい。界面における濡れが良好となるためである。なお、時間の増加とともに濡れ性は良好となるものの、40msec.超では、ほぼ一定の性能を呈すようになり、効果が認められなくなる。生産性の低下を招く懸念もあるため、40msec以下とすることが望ましい。よって、5〜40msecの範囲が好適である。
このようなラミネート条件を達成するためには、150mpm以上の高速操業に加え、熱融着中の冷却も必要である。例えば、図3中ラミロール12は内部水冷式であり、冷却水を通過させることで、フィルムが過度に加熱されるのを抑制することができる。更に、冷却水の温度を変化させることで、ポリエステルフィルムの熱履歴をコントロールできるため、好適である。
ラミロール12の加圧は、面圧として9.8〜294N/cm2(1〜30kgf/cm2)が望ましい。9.8N/cm2未満の場合、たとえ熱融着開始時の温度がフィルムの融点+5℃以上であって、十分な流動性が確保できていたとしても、金属表面に樹脂を押し広げる力が弱いため十分な被覆性が得られず、結果として密着性、耐食性などの性能に影響を及ぼす可能性がある。また、294N/cm2超となると、ラミネート金属板の性能上は不都合がないものの、ラミロールにかかる力が大きく設備的な強度が必要となり装置の大型化を招くため不経済である。よって、ラミロールの加圧は、好適には9.8〜294N/cm2である。
【実施例1】
【0029】
以下、本発明の実施例について説明する。
【0030】
まず、容器内面側および容器外面側となるポリエステルフィルムを製造する。グリコール成分とジカルボン酸成分を表1に示す比率にて重合したポリエステル樹脂に対して、乾燥、溶融、押し出しを行い、冷却ドラム上で冷却固化させ、未延伸フィルムを得た。次いで、二軸延伸・熱固定して、二軸配向ポリエステルフィルムを得た。
以上により得られたポリエステルフィルムについて、以下の方法により、結晶化温度と融点を測定した。測定結果を樹脂成分と併せて表1に示す。
結晶化温度
金属板の表面と密着するポリエステル樹脂層の結晶化温度を、JIS K2454に基づき、測定した。
ポリエステル樹脂の融点
金属板の表面と密着するポリエステル樹脂層の融点を、JIS K2454に基づき、測定した。
【0031】
【表1】
【0032】
金属板としては、クロムめっき鋼板を用いた。厚さ0.18mm、幅977mmの冷間圧延に対して、焼鈍、調質圧延を施し、脱脂、酸洗後、クロムめっきを行い金属板を製造した。クロムめっきは、CrO3、F−、SO42−を含むクロムめっき浴で行い、クロムめっき、中間リンス後、CrO3、F−を含む化成処理液で電解した。その際、電解条件(電流密度・電気量等)を調整して金属クロム付着量とクロム水酸化物付着量を、Cr換算でそれぞれ120mg/m2、15mg/m2に調整した。
【0033】
次いで、図3に示す金属帯のラミネート装置を用い、前記で得たクロムめっき鋼板10を金属帯加熱装置11で加熱し、ラミロール12で前記クロムめっき鋼板10の一方の面に、容器成形後に容器内面側になるポリエステルフィルムとして、表1から作製したフィルム13aをラミネート(熱融着)し、他方の面に、容器成形後に容器外面側となるポリエステルフィルムとして、表2から作製したフィルム13bをラミネート(熱融着)した。その後、金属帯冷却装置14にて水冷を行い、ポリエステル樹脂被覆金属板を製造した。図4に、ポリエステル樹脂被覆金属板の断面構造を示す。
なお、ラミネートロール12は内部水冷式とし、ラミネート中に冷却水を強制循環し、フィルム接着中の冷却を行った。また、樹脂フィルムを金属板にラミネートする際に、金属板に接する界面のフィルム温度がフィルムの融点以上になる時間を1〜20msecの範囲内にした。
【0034】
次いで、以上の方法で得られたポリエステル樹脂層被覆金属板に対し、表2に示す条件にて、熱処理を行った。
熱処理は、バッチ式乾燥炉(SUS製、熱源:3.6kW 200V、内寸:600×600×600mm)を用いた。ここで、熱処理温度とは、乾燥炉の設定温度であり、熱処理時間とは、樹脂被覆金属板が乾燥炉の設定温度±2℃の範囲で保持された時間である。
また、熱処理後の樹脂被覆金属板に対して、ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅を以下の方法にて測定した。測定結果を熱処理条件と併せて表2に示す。
レーザーラマン分光法による樹脂層断面の半価幅測定
熱処理後の樹脂被覆金属板について、断面をバフ研磨して測定用サンプルとし、直線偏光のレーザー光を用いたレーザーラマン分光法によって、樹脂層断面の半価幅測定を行った。なお、樹脂層が二軸延伸フィルムをラミネートしたものであるため、レーザー光の偏光面を樹脂層の厚み方向に対して垂直にして測定する場合と、偏光面を樹脂層の厚み方向に対して平行にして測定する場合の、2通りで半価幅を測定した。対象とした半価幅は、ラマンシフトが1730cm-1近傍のC=O伸縮振動に起因したピークの半価幅である。
測定には、市販の日本分光(株)製NRS-2000レーザーラマン分光装置を用いた。入射光には、Ar+レーザー(波長514.5nm)を用い、レーザー光をレンズ(×100)により、サンプル表面上で約1μmに集光して測定を行った。レーザー強度はサンプル表面上で2mWとした。スリットは、スリット1を200μm、スリット3及び5を400μmに設定し、波数分解能を10.4cm-1に設定した。測定時間は、1測定点あたり5秒×2とし、アパーチャーは200μmとした。測定は、フィルムの厚み方向に対し、1μmピッチで行い、各測定部位につき3回の繰り返し測定を実施した後、平均値を求めて測定値とした。レーザー発振器を出たレーザー光は、純度の高い直線偏光であるため、今回の測定では偏光子は用いなかった。
【0035】
【表2】
【0036】
また、熱処理後の樹脂被覆金属板の特性について、下記の方法によりそれぞれ測定、評価した。
【0037】
成形性
熱処理後のポリエステル樹脂被覆金属板にワックスを塗布後、直径200mmの円板を打ち抜き、絞り比2.00で浅絞り缶を得た。次いで、この絞り缶に対し、絞り比2.20で加工し、更に、絞り比2.50となるよう、再度、絞り加工を行った。この後、常法に従いドーミング成形を行った後、トリミングし、次いでネックイン−フランジ加工を施し深絞り缶を成形した。このようにして得た深絞り缶のネックイン部に着目し、フィルムの損傷程度を目視観察した。
(評点について)
○:成形後フィルムに損傷が認められない状態
△:成形可能であるが、部分的にフィルム損傷が認められる状態
×:缶が破胴し、成形不可能
成形後密着性
上記成形性評価で成形可能(○以上)であった缶を対象とした。缶の内部に水道水を充填した後、蓋を巻き締めて密閉した。続いて、レトルト殺菌処理を130℃、90分間の条件で実施し、缶胴部よりピール試験用のサンプル(幅15mm、長さ120mm)を切り出した。切り出したサンプルの長辺側端部からフィルムの一部を剥離する。剥離したフィルムを、剥離された方向とは逆方向(角度:180°)に開き、引張試験機を用いて、引張速度30mm/min.でピール試験を行い、幅15mmあたりの密着力を評価した。
(評点)
○:10.0(N)/15(mm)以上
△:5.0(N)/15(mm)以上、10.0(N)/15(mm)未満
×:5.0(N)/15(mm)未満
耐レトルト白化性
上記成形性評価で成形可能(○以上)であった缶の、底部(缶外面側)を対象とした。缶内に常温の水道水を満たした後、蓋を巻き締めて密閉した。その後、缶底部を下向きにしてレトルト殺菌炉の中に配置し、125℃で90分間、レトルト処理を行った。処理後、缶底部外面の外観変化を目視で観察した。
(評点について)
○:外観変化なし
△:外観にかすかな曇り発生
×:外観が白濁(白化発生)
以上により得られた結果を表3および表4に示す。
【0038】
【表3】
【0039】
【表4】
【0040】
表3、表4より、本発明例は、容器用素材に要求される成形性、成形後密着性、耐レトルト白化性について、良好な性能を有することがわかる。これに対し、本発明の範囲を外れる比較例は、いずれかの特性が劣っている。
【産業上の利用可能性】
【0041】
本発明の容器用樹脂被覆金属板は、食品缶詰素材に要求される基本性能に加え、缶外面の意匠性に優れるため、食品缶詰の缶胴及び蓋等を中心に、容器用途、包装用途として好適な素材である。
【図面の簡単な説明】
【0042】
【図1】レーザーラマン分光法の測定方法を示す図である。
【図2】レーザーラマン分光法の測定方法を示す図である。
【図3】金属板のラミネート装置の要部を示す図である。(実施例1)
【図4】樹脂被覆金属板の断面構造を示す図である。(実施例1)
【符号の説明】
【0043】
1 金属板
2 樹脂層
3 レーザー発振器
4 レーザー光
5 ラマン散乱光
6 分光器
7 レンズ
8 レーザー光の偏光面(樹脂厚み方向に対して垂直)
9 レーザー光の偏光面(樹脂厚み方向に対して平行)
10 金属板(クロムめっき鋼板)
11 金属帯加熱装置
12 ラミロール
13a、13b フィルム
14 金属帯冷却装置
【特許請求の範囲】
【請求項1】
ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板であって、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴とする容器用樹脂被覆金属板。
【請求項2】
前記ポリエステル樹脂層の結晶化温度以上融点以下の温度範囲で5秒以上の熱処理を施した容器用樹脂被覆金属板の、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴する請求項1に記載の容器用樹脂被覆金属板。
【請求項1】
ポリエチレンテレフタレートを主成分とするポリエステル樹脂層を両面に有する樹脂被覆金属板であって、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴とする容器用樹脂被覆金属板。
【請求項2】
前記ポリエステル樹脂層の結晶化温度以上融点以下の温度範囲で5秒以上の熱処理を施した容器用樹脂被覆金属板の、前記ポリエステル樹脂層の厚さ方向の断面における、直線偏光のレーザー光を用いたレーザーラマン分光分析法から求められる1730cm-1近傍のC=0伸縮振動に起因したピークの半価幅が、16.0cm-1〜24.0cm-1の範囲であることを特徴する請求項1に記載の容器用樹脂被覆金属板。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−105263(P2010−105263A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2008−279155(P2008−279155)
【出願日】平成20年10月30日(2008.10.30)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成20年10月30日(2008.10.30)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]