
容器蓋用ポリエチレン系樹脂成形材料
【課題】炭酸飲料用などの容器蓋部材用のポリエチレン系樹脂材料において、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性などの諸性能がおしなべて優れ、開栓性や密封性も良好であり、高温での取扱い時における耐ストレスクラック性やFNCT破断性能などの機械的特性も向上されたポリエチレン系樹脂成形材料を開発する。
【解決手段】
下記の特性(1)〜(3)を満たすポリエチレン系重合体を主成分として含む容器蓋用ポリエチレン系樹脂成形材料。
特性(1):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が0.8g/10分以上5.0g/10分未満で、温度190℃・荷重21.6Kgにおけるハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、且つHLMFR/MFRが80〜200である
特性(2):密度が0.955g/cm3以上0.970g/cm3以下である
特性(3):分子量105以上の成分の、13C−NMRスペクトルによる測定値から式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が0.0〜3.0である
【解決手段】
下記の特性(1)〜(3)を満たすポリエチレン系重合体を主成分として含む容器蓋用ポリエチレン系樹脂成形材料。
特性(1):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が0.8g/10分以上5.0g/10分未満で、温度190℃・荷重21.6Kgにおけるハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、且つHLMFR/MFRが80〜200である
特性(2):密度が0.955g/cm3以上0.970g/cm3以下である
特性(3):分子量105以上の成分の、13C−NMRスペクトルによる測定値から式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が0.0〜3.0である
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器蓋用ポリエチレン系樹脂成形材料に関し、より詳しくは、清涼飲料などの液体、特に炭酸飲料の液体を収容する容器の蓋に適したポリエチレン系樹脂成形材料に関するものであり、とりわけ高速成形性、高流動性、剛性、耐衝撃性、耐ストレスクラック性、滑り性、低臭気性、食品安全性、開栓性、閉栓性などにおしなべて優れ、且つ高温時においても長期耐久性が良好な、容器蓋用ポリエチレン系樹脂成形材料に関するものである。
【背景技術】
【0002】
プラスチック容器は、各種の物性や成形性及び軽量性や経済性などに優れ、更には環境問題対応の再利用性などに適しているので、最近では、従来の金属製やガラス製などの容器を凌いで、日用品や産業用として汎用されている。プラスチック容器のなかでも、いわゆるPETボトル(ポリエチレンテレフタレート製の容器)は、優れた機械的強度や透明性或いは高いガス遮蔽性や無公害性などにより、飲食品用の容器として認可されてから、清涼飲料などの容器として非常に需要が高くなっている。特に、最近では小型のPETボトルが携帯用の飲料用小型容器として消費者に重用されており、また、PETボトルの耐熱性と耐圧性が改良され、冬季用の携帯高温飲料や長期保存用の高温殺菌処理飲料の容器としても汎用されている。
【0003】
また、炭酸飲料などの清涼飲料用のPET製の容器においては、従来では、その容器蓋にアルミニウムなど金属製のものが用いられていたが、近年では、リサイクルなどの環境保全の観点や経済性などから、ポリオレフィン製のものが多用されるようになっている。
清涼飲料用などの容器では、密封性や開栓性及び飲食品安全性や耐久性が必須の要求性能であるが、蓋部材でも、これらの性能だけでなく、成形性及び剛性や耐熱性などの各種の物性の観点から、ポリオレフィン製、特にポリエチレン系樹脂製の蓋部材で技術的な改良検討が継続されており、非常に多数の改良が提案されている。
【0004】
これらのうち代表的な改良提案としては、炭酸飲料容器用キャップに関して、耐圧性やガス密封性を向上させるために、ポリエチレン成分のMFR(メルトフローレート)や密度を規定したポリエチレン樹脂組成物が特許文献1に開示され、柔軟性や耐熱性を向上するために、MFRと密度及び最高融解ピーク温度を規定したエチレン・α−オレフィン共重合体とグリセリン脂肪酸エステルなどの特定の添加剤からなる射出成形用エチレン系樹脂組成物が特許文献2に開示されている。しかし、特許文献1に開示された組成物は低分子量成分が少ないため高速成形性が不充分であり、特許文献2に開示された組成物は金型離型性を改良するために特定の添加剤成分が含まれており、成分溶出による食品安全性の点で満足できるものではない。
また、シール性や剛性などの各種の性能向上と共に、容器蓋の成形サイクルを短縮し生産効率を上げるために、高流動性のポリオレフィン樹脂を使用して射出成形及び圧縮成形を行う試みもなされており、樹脂自体又は組成物における、MFR及びMFRのFLR(フローレシオ)を規定したポリエチレン系樹脂材料が特許文献3、4に開示されている。しかし、特許文献3に開示された樹脂材料は、MFRが高いため耐衝撃性が不充分であり、特許文献4に開示された樹脂材料は、夏場の高温における倉庫保管時のクラック発生及び引張降伏応力不足によるキャップ緩みなどの問題点を内在している。
【0005】
一方で、内容液を容器に充填する方法の観点から、容器を加熱殺菌して加熱したままの状態の容器に内容液を充填する方法が採られているが、最近では予め洗浄した容器を用い、クリーンルーム内にて容器に内容液を充填する方法(無菌充填方法)が採用されるようになっており、このような容器の蓋に用いるポリエチレン樹脂として、樹脂材料のMFRと密度及び分子量の単分散性などを規定した、臭いや異味成分を含まず香味長期保存性を有するとされる樹脂材料が特許文献5、6に提示されている。しかし、特許文献5、6によれば低臭性や低味性は達成されるものの、前記した容器蓋に対する多くの要求物性を満足するものとは言えない。
【0006】
昨今では、経済性を高める理由から、成形速度を速くする成形高速化と共に、容器蓋の薄肉化が進められているが、容器蓋の薄肉化においては、容器内圧によって容器蓋が変形しシール部から内容物が漏れないようにするために、一段と高い剛性が求められている。特に最近では、緑茶などの飲料入り容器が加温器にて加温し販売されており、この加温販売において高温時でも形状が保持され、しかも容器蓋の締め付けによって割れが発生しないように、更なる高剛性化が求められている。しかして、特許文献7には、成形性や耐ストレスクラック性などの各種の性能向上と共に、高温時においても樹脂の伸びが小さく再閉栓性も改良しうる、樹脂材料の密度及びMFRとMFRのFLRが規定された材料が開示され、特許文献8には、剛性や耐衝撃性などの各種性能と共に加温保管時の寸法安定性を向上しうる、組成物の密度とMFRが規定された材料が開示されている。しかし、炭酸飲料用容器蓋においては、その内圧が大きいためにストレスが発生し、上記の材料では耐ストレスクラック性が不足し割れが発生することがあり、剛性と耐ストレスクラック性のバランスが充分にとれた炭酸飲料用容器蓋の更なる改良が求められている。
【0007】
ところで、特許文献4のポリエチレン系樹脂材料、並びに、樹脂材料の密度及びMFRとMFRのFLR、更に短鎖分岐数が規定された材料を提示する特許文献9などにより、耐熱性や剛性、及び成形性や耐ストレスクラック性などの各種の性能を兼ね備えた材料が実現可能となり、炭酸飲料の内圧に耐え得るポリエチレン系樹脂材料が炭酸飲料容器蓋として使用され始めている。また、特許文献10には容器内容物の長期保存性に優れるとされる、樹脂材料のMFRと密度及び分子量の単分散性などを規定した、ポリエチレン樹脂材料が開示されている。しかし、いずれにおいても、夏場の高温における倉庫保管時のクラック発生を阻止するために、炭酸飲料内圧による耐ストレスクラック性の更なる改良が必要とされている。
更に、容器蓋材料としてのポリエチレン系樹脂材料においては、従来求められている各種の特性に加えて、FNCT性能(フルノッチクリープ試験による破断時間)の改善も求められており、殊に、引張降伏応力不足によりキャップが緩くなる問題に関連して、引張降伏強度の向上も要望されている。引張降伏強さは、容器蓋の緩みと密接な相関があり、引張降伏強さが低ければ容器蓋が緩み易く、容器蓋の適度な硬さの閉栓性が不足する。容器蓋の耐ストレスクラック性を向上させるには、ポリエチレン系材料の密度を下げる必要があるので、これまで、耐ストレスクラック性を向上させながら、引張降伏強さを向上させることは困難であった。
【0008】
以上の従来技術では、ポリエチレン系樹脂又はその組成物により容器の蓋部材を形成しているが、ポリエチレン系樹脂の積層材料により蓋部材の性能を向上させる試みもあり、例えば、特許文献11には、ポリオレフィンと酸素吸収剤の組成物をポリオレフィン層に積層したシートと、発泡層とを重ねた積層蓋材が開示され、密封性や香味保持性と共に、特異な酸素吸収性を目指すものである。
【0009】
しかして、従来の改良技術は、清涼飲料用の容器におけるポリエチレン系樹脂材料の蓋部材として要望されている、多数の性能、即ち、成形性や流動性及び剛性や耐衝撃性など、更に容器の密封性や開栓性及び飲食品安全性や耐久性、また、耐ストレスクラック性や耐熱性などの性能について、一部の改良を達成しうるものではあるが、これらの諸性能をおしなべてバランス良く向上させる改良提案は、未だ見出せない現況である。
なお、最近になり、これらの諸性能をおしなべてバランス良く向上させることを目指して、密度とMFR及び耐折強度や引裂き強度、更に揮発分やビカット軟化点などを規定するポリエチレン系樹脂組成物(特許文献12)、密度とMFRとFLR及び射出成形試料の曲げ弾性率や定ひずみESCRなどを規定するポリエチレン系樹脂材料(特許文献13)が提示されている。
また、特許文献14、15には、高剛性、高流動性を改良しうる容器蓋用のポリエチレン樹脂組成物が開示されているが、これらはお茶系飲料などの内圧が低い清涼飲料用の容器蓋に適したものであり、炭酸飲料用としては耐ストレスクラック性能が不足する等の理由で使用が難しい。特許文献16には、耐ストレスクラック性能を維持しながら、薄肉化、高剛性化が可能となる樹脂成形材料が開示されているが、更に流動性を上げると耐ストレスクラック性能が低下する問題点を抱えており、成形高速化には必ずしも十分と言えない。特許文献17には、射出成形容器蓋用のポリエチレン樹脂組成物が開示されているが、高速成形を目的とした連続圧縮成形(CCM)には必ずしも適していない。
このような状況下、清涼飲料用などの熱可塑性樹脂容器における蓋部材用のポリエチレン系樹脂材料では、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性をはじめ、開栓性や密封性も良好であり、更に、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性にも優れるなど多数の諸性能を併せおしなべてバランス良く向上させる改良技術が要望されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭58−103542号公報(要約参照)
【特許文献2】特開平8−302084号公報(要約参照)
【特許文献3】特開2000−159250号公報(要約参照)
【特許文献4】特開2000−248125号公報(要約参照)
【特許文献5】特開2002−249150号公報(要約参照)
【特許文献6】特開2005−307002号公報(要約参照)
【特許文献7】特開2004−123995号公報(要約参照)
【特許文献8】特開2004−244557号公報(要約参照)
【特許文献9】特開2002−60559号公報(要約参照)
【特許文献10】特開2001−180704号公報(要約参照)
【特許文献11】特開2000−264360号公報(要約参照)
【特許文献12】特開2005−60517号公報(要約参照)
【特許文献13】特開2005−320526号公報(要約参照)
【特許文献14】特開2004−300357号公報(要約参照)
【特許文献15】特開2007−284667号公報(要約参照)
【特許文献16】特開2008−019404号公報(要約参照)
【特許文献17】特開2009−018868号公報(要約参照)
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、特に炭酸飲料の液体を収容する容器の蓋に適したポリエチレン系樹脂成形材料に関し、高速成形性、高流動性、剛性、耐衝撃性、耐ストレスクラック性、滑り性、低臭気性、食品安全性、開栓性、閉栓性などにおしなべて優れ、且つ高温時においても長期耐久性が良好な、容器蓋に好適であるポリエチレン系樹脂成形材料を提供することにある。
【課題を解決するための手段】
【0012】
本発明者らは、かかる従来技術の課題の解決を図るべく、上記した容器蓋用のポリエチレン系樹脂材料における従来技術の問題点を鋭意検討して、ポリエチレン系樹脂のMFRやHLMFR及びそれらのFLR、それらの数値と樹脂密度との関連、各数値設定による蓋材料の諸性能との相関、更には各樹脂材料を組み合わせた場合の組成物としての性能などを考察し、多くの実験を積み重ねて、特定のMFRやHLMFR、樹脂密度、CSD(コモノマー・シークエンス・ディストリビューション)を有するポリエチレン系重合体を用いることで、容器蓋部材用の樹脂材料としての基本性能である、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性などの諸性能がバランス良くおしなべて優れ、開栓性や密封性も良好であり、更に、ポリエチレン系重合体が特定の短鎖分岐数の条件を満たすことで、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性も向上できることを見出し、本発明を完成するに至った。
本発明の容器蓋用ポリエチレン系樹脂成形材料(以下、ポリエチレン系樹脂成形材料ともいう)は、好ましくは特定のポリエチレン系重合体を二種類組み合わせて組成物として用いることにより、清涼飲料用容器などの容器蓋部材用として好適であり、清涼飲料用などの容器本体材料としても使用され得るものである。
【0013】
すなわち、本発明の第1の発明によれば、下記の特性(1)〜(3)を満たす、ポリエチレン系重合体を主成分として含むことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
特性(1):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が0.8g/10分以上5.0g/10分未満で、温度190℃・荷重21.6Kgにおけるハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、且つHLMFR/MFRが80〜200である
特性(2):密度が0.955g/cm3以上0.970g/cm3以下である
特性(3):分子量105以上の成分の、13C−NMRスペクトルの測定値から下記式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が0.0〜3.0である
CSD=4×[EE][CC]/[EC]2 式(a)
(式(a)中、[EE]はエチレン・エチレン連鎖数、[CC]はコモノマー・コモノマー連鎖数、[EC]はエチレン・コモノマー連鎖数を表す。)
【0014】
また、本発明の第2の発明によれば、第1の発明において、前記ポリエチレン系重合体は、下記の成分(A)を20重量%以上40重量%以下、及び下記の成分(B)を60重量%以上80重量%以下含有する組成物であることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
成分(A):HLMFRが0.1〜5.0g/10分、密度が0.915〜0.935g/cm3、かつ13C−NMRスペクトルの測定値から式(a)により求めたCSDの値(CSDA)が0.0〜3.0のエチレン系重合体
成分(B):MFRが150g/10分以上600g/10分未満、密度が0.960g/cm3以上0.980g/cm3未満のエチレン系重合体
また、本発明の第3の発明によれば、第1又は2の発明において、前記ポリエチレン系重合体は、さらに成分(A)のCSDの値CSDAと、成分(A)の13C−NMRスペクトルにより測定した主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)が、下記式(b)を満たすことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
CSDA < −0.1273 × SCBA+3.3 式(b)
また、本発明の第4の発明によれば、第1〜3のいずれかの発明において、前記ポリエチレン系重合体は、さらに下記の特性(4)及び(5)を満たすことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
特性(4):曲げ弾性率が900〜1500MPaである
特性(5):190℃、せん断速度400sec−1での溶融時粘度が200〜500Pa・sである
【0015】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、前記ポリエチレン系重合体は、さらに下記の特性(6)及び(7)を満たすことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
特性(6):フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)が40時間以上である
特性(7):射出成形試料の耐定ひずみストレスクラック性が200〜1000時間である
【0016】
また、本発明の第6の発明によれば、第2〜5のいずれかの発明において、前記ポリエチレン系重合体の成分(A)及び成分(B)の少なくとも一方が、重合触媒の存在下、少なくとも二基の重合反応器を組み合わせた多段重合により、少なくとも一方の重合反応器でエチレン単独重合体が重合され、少なくとも他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとのエチレン共重合体が重合されることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
【0017】
また、本発明の第7の発明によれば、第1〜6のいずれかの発明において、前記ポリエチレン系重合体の重合触媒は、一般式Mg(OR2)mX22−m(式中、R2はアルキル、アリール又はシクロアルキル基を示し、X2はハロゲン原子を示し、mは1又は2である)で表される化合物及び一般式Ti(OR3)nX34−n(式中、R3はアルキル、アリール又はシクロアルキル基を示し、X3はハロゲン原子を示し、nは1、2又は3である)で表される化合物を含む均一な炭化水素溶液を、一般式AlR1lX13−l(式中、R1はアルキル、アリール又はシクロアルキル基を示し、X1はハロゲン原子を示し、lは1≦l≦2の数を示す)で表される有機ハロゲン化アルミニウム化合物で処理して得られる炭化水素不溶性固体触媒と有機アルミニウム化合物とを含む触媒であることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
また、本発明の第8の発明によれば、第1〜7のいずれかの発明において、前記容器蓋は、内容物として炭酸飲料を収納する容器に用いられることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
また、本発明の第9の発明によれば、第1〜8のいずれかの発明において、前記容器蓋は、連続圧縮成形により成形されることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
【発明の効果】
【0018】
本発明の容器蓋用ポリエチレン系樹脂成形材料によれば、容器蓋部材用の樹脂材料の基本性能である、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性などの諸性能がバランス良くおしなべて優れている。また、開栓性や密封性も良好であり、更に、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性も向上される。したがって、炭酸飲料などの液体を収容するための容器の蓋に好適である。
【図面の簡単な説明】
【0019】
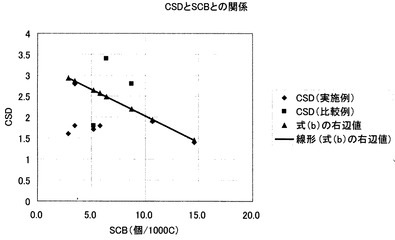
【図1】ポリエチレン系重合体の主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCB(個/1,000C)と、CSD(コモノマー・シークエンス・ディストリビューション)との関係を示すグラフである。
【発明を実施するための形態】
【0020】
以下、本発明のポリエチレン系樹脂成形材料の特徴を具体的に詳しく記述する。本発明のポリエチレン系樹脂成形材料は、下記の特性(1)〜(3)を満たすポリエチレン系重合体を主成分として含むことを特徴とする。
なお、本発明において、「ポリエチレン系重合体を主成分として含む」とは、ポリエチレン系重合体を、本発明の樹脂成形材料の全重量に対して、50重量%以上含むことを意味し、好ましくは75重量%以上、より好ましくは90重量%以上であり、特に好ましくは95重量%〜100重量%である。
【0021】
1.ポリエチレン系樹脂成形材料
(1)材料としての要件
特性(1)
本発明のポリエチレン系樹脂成形材料は、温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が、0.8g/10分以上5.0g/10分未満であり、好ましくは1.0〜4.5g/10分、更に好ましくは2.0〜3.0g/10分である。MFRが0.8g/10分未満では流動性が不足し、高速成形性を望めず、5.0g/10分以上では容器蓋の耐ストレスクラック性が必ずしも十分でない。
また、本発明のポリエチレン系樹脂成形材料は、ハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、好ましくは180〜350g/10分、更に好ましくは200〜300g/10分である。HLMFRが180g/10分未満では流動性が不足し、高速成形性を望めず、400g/10分を超えると容器蓋の耐ストレスクラック性が必ずしも十分でない。
そして、メルトフローレート(MFR)とハイロードメルトフローレート(HLMFR)の比、すなわちHLMFR/MFRは80〜200であり、好ましくは80〜180、更に好ましくは100〜160である。HLMFR/MFRが80未満では所定のせん断速度において粘度低下が無いために、流動性が不足し、高速成形性が低下し、200を超えると収縮率異方性が発生しやすくなる。
本発明において、ポリエチレン系樹脂成形材料のMFRおよびHLMFRは、JIS−K6922−2:1997に準じて測定される値である。
【0022】
特性(2)
本発明のポリエチレン系樹脂成形材料は、密度が0.955g/cm3以上0.970g/cm3以下であり、好ましくは0.956〜0.968g/cm3、更に好ましくは0.958〜0.965g/cm3である。密度が0.955g/cm3未満では、容器蓋の剛性が低下し、容器蓋の薄肉化が見込めず、また高温時に変形し易くなり、容器内圧の影響により容器蓋が変形し漏れの原因となる。密度が0.970g/cm3を超えると容器蓋の耐ストレスクラック性が必ずしも十分でない。
本発明において、ポリエチレン系樹脂成形材料の密度は、JIS−K6922−1,2:1997に準じて測定される値である。
【0023】
特性(3)
本発明のポリエチレン系樹脂成形材料は、分子量105以上の成分の、13C−NMRスペクトルによる測定値から下記式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が、0.0〜3.0である。本発明において、CSDは0.0〜2.5が好ましい。
CSD=4×[EE][CC]/[EC]2 式(a)
(式(a)中、[EE]はエチレン・エチレン連鎖数、[CC]はコモノマー・コモノマー連鎖数、[EC]はエチレン・コモノマー連鎖数を表す。)
【0024】
本発明において、ポリエチレン系樹脂成形材料のCSD(コモノマー・シークエンス・ディストリビューション)は、J.C.Randall著、JMS−REV.MACROMOL.CHEM.PHYS.,C29(2&3),201−317頁(1989)の記載に基づき、ポリエチレン系樹脂成形材料を13C−NMRスペクトルにより測定される。具体的には日本電子社製JEOL−GSX400核磁気共鳴装置を用いて以下の条件で測定し、エチレン・エチレン連鎖数、コモノマー・コモノマー連鎖数、エチレン・コモノマー連鎖数の値から、上記の式(a)により求めることができる。
装置:日本電子社製JEOL−GSX400、パルス幅 :8.0μsec(フリップ角=40°)、パルス繰り返し時間:5秒、積算回数:5000回以上、溶媒および内部標準:1,2,4−トリクロロベンゼン/ベンゼン−d6/ヘキサメチルジシロキサン(混合比:30/10/1)、測定温度:120℃、試料濃度:0.3g/ml その後、測定で得られたスペクトルを下記の文献に基づき求めることができる。
(1)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(2)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0025】
ここで求められたCSDは0〜∞の値をとるが、CSDの数値が高いと、よりブロック的にコモノマーが挿入され、CSDの数値が低いとより交互(またはランダム)にコモノマーが挿入されていることを示す。CSDが小さいほど組成分布が良好であると言える。CSDが本発明の範囲、すなわち0.0〜3.0であると、剛性と耐ストレスクラック性(ESCR)とのバランスに優れる。
一方、CSDが3.0より大きい場合は、組成分布が広いことを示しており、剛性とESCRのバランスが低下する。CSDは、分子間組成分布および分子内組成分布の両方の影響を受け、チーグラー・ナッタ系触媒では分子間組成分布の影響が支配的であり、CSDが小さな値であるほど分子間におけるコモノマー共重合量のばらつきが少なく、狭い組成分布であることが示唆されるものである。
本発明において、CSDの値が小さければ小さいほど好ましく、その理由は、短鎖分岐の入り方が均一になり、分子量105以上の成分又は成分(A)の中で、所望の密度(短鎖分岐数)を満たさない成分が少なくなるため、発明の効果が発現しやすいからである。
【0026】
(2)組成物としての構成
本発明のポリエチレン系樹脂成形材料は、単一のエチレン系重合体で構成されるものであってもよいし、複数種類のエチレン系重合体から組成物として構成されるものでもよい。本発明においては、複数種類のエチレン系重合体組成物であって、下記の成分(A)が20重量%以上40重量%以下、及び成分(B)が60重量%以上80重量%以下含有される組成物であることが好ましい。
成分(A):HLMFRが0.1〜5.0g/10分、密度が0.915〜0.935g/cm3、かつ13C−NMRスペクトルによる測定値から式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値CSDAが0.0〜3.0のエチレン系重合体
成分(B):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が150g/10分以上600g/10分未満、密度が0.960g/cm3以上0.980g/cm3未満のエチレン系重合体
【0027】
(2−1)成分(A)のエチレン系重合体
成分(A)のエチレン系重合体は、HLMFRが0.1〜5.0g/10分であり、好ましくは0.2〜3.0g/10分であり、更に好ましくは0.3〜2.0g/10分である。成分(A)のHLMFRが0.1g/10分未満では流動性が低下し成形性が不良となる傾向があり、5.0g/10分を超えると耐ストレスクラック性が低下する傾向がある。
【0028】
成分(A)の密度は、0.915〜0.935g/cm3であり、好ましくは0.918〜0.932g/cm3、更に好ましくは0.920〜0.930g/cm3である。成分(A)の密度が0.915g/cm3未満では剛性が不充分となり、0.935g/cm3を超えると耐ストレスクラック性が低下する傾向がある。
【0029】
成分(A)のエチレン系重合体は、13C−NMRスペクトルにより測定し、式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値CSDAが、0.0〜3.0であり、好ましくは0.0〜2.5、更に好ましくは0.0〜2.2である。成分(A)のCSDAが本発明の範囲、すなわち0.0〜3.0であると、剛性と耐ストレスクラック性(ESCR)とのバランスに優れる。一方、CSDAが3.0より大きい場合は、組成分布が広いことを示しており、剛性とESCRのバランスが低下する傾向がある。
本発明において、CSDの値が小さければ小さいほど好ましいが、その理由は、短鎖分岐の入り方が均一になり、分子量105以上の成分又は成分(A)の中で、所望の密度(短鎖分岐数)を満たさない成分が少なくなるため、発明の効果がより発現しやすくなるからである。
【0030】
なお、MFR、HLMFR、密度及びCSDAは各々、前記測定方法により測定される。
成分(A)のエチレン系重合体は、エチレン単独の重合体であってもよいが、エチレンと炭素数3〜20のα−オレフィンとの共重合体が好ましく、更にはエチレンと1−ブテンとの共重合体、又はエチレンと1−ヘキセンとの共重合体が好ましい。炭素数3〜20のα−オレフィンの共重合割合は、0.001〜5.0モル%が好ましい。
【0031】
(2−2)成分(B)のエチレン系重合体
成分(B)のエチレン系重合体は、MFRが150g/10分以上600g/10分未満であり、好ましくは180〜500g/10分、更に好ましくは200〜350g/10分である。成分(B)のMFRが150g/10分未満では流動性が低下し成形性が不良となる傾向があり、600g/10分以上であると耐ストレスクラック性が低下する傾向がある。
成分(B)の密度は、0.960g/cm3以上0.980g/cm3未満、好ましくは0.965〜0.975g/cm3、更に好ましくは0.965〜0.970g/cm3である。成分(B)の密度が0.960g/cm3未満の場合は剛性が低下するおそれがあり、0.980g/cm3以上のものは製造が難しい。
成分(B)のエチレン系重合体は、エチレンの単独重合体又はエチレンと炭素数3〜20のα−オレフィンとの共重合体が好ましく、更にはエチレン単独重合体、エチレンと1−ブテンとの共重合体、又はエチレンと1−ヘキセンとの共重合体が好ましい。エチレンと炭素数3〜20のα−オレフィンとの共重合体の場合、炭素数3〜20のα−オレフィンの共重合割合は、0.001〜5.0モル%が好ましい。
【0032】
流動性、剛性及び耐ストレスクラック性能の全てをより高く達成するには、成分(A)と成分(B)の配合量が重要である。成分(A)と成分(B)の割合は、成分(A)が20重量%以上40重量%以下、成分(B)が60重量%以上80重量%以下であり、好ましくは成分(A)が20〜35重量%、成分(B)が65〜80重量%で、更に好ましくは成分(A)が20〜30重量%、成分(B)が70〜80重量%である。
成分(A)が20重量%未満では耐ストレスクラック性が低下し、40重量%を超えると成形性が低下する傾向にあり、成分(B)が60重量%未満では成形性が低下し、80重量%を超えると耐ストレスクラック性が低下する傾向にある。この範囲から外れた場合には流動性、剛性、耐ストレスクラック性のいずれか一つ以上が本要求を達成できなくなる傾向となる。
なお、本発明においてエチレン系重合体は、成分(A)と成分(B)のみで構成してもよく、他の任意の樹脂成分などを含有してもよい。
【0033】
(3)組成物としてのその他の要件
本発明において成分(A)のエチレン系重合体は、13C−NMRスペクトルによる測定値から式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値(CSDA)と、13C−NMRスペクトルにより測定した、主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)が、下記式(b)を満たすことは好ましい。より好ましくは、本発明において、CSDAとSCBAが、下記式(c)を満たす。更に好ましくは下記式(d)を満たす。
CSDA < −0.1273 × SCBA+3.30 式(b)
CSDA < −0.1273 × SCBA+3.10 式(c)
CSDA < −0.1273 × SCBA+2.00 式(d)
【0034】
エチレン系重合体では、CSDの数値は短鎖分岐数に影響され、短鎖分岐数が少ないほどエチレン・エチレン連鎖数が相対的に多くなり、式(a)中における[EE]の[CC]と[EC]に対する割合が高くなるため、CSDの数値は高くなる。そのため、同じCSDの数値であっても、短鎖分岐数が少ないものほど組成分布が良好であると言える。
本発明において、成分(A)のエチレン系重合体の、主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)は、ポリエチレン系樹脂成形材料の『A成分』の13C−NMRスペクトル測定を、上記CSDの算出に用いた13C−NMRスペクトル測定と同一条件で測定し、下記の文献に基づき求めることができる。
【0035】
(1)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(2)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0036】
ここで、CSDAとSCBAが本発明の範囲、すなわち式(b)を満たす場合は、図1の線形の下方領域になるが、剛性と耐ストレスクラック性(ESCR)とのバランスに優れている。一方、式(b)を満たさない場合は、図1の線形の上方領域になるが、組成分布が広いことを示しており、剛性とESCRのバランスが低下する傾向にある。
本発明におけるCSDAとSCBAとの関係式は、従来のポリエチレン系樹脂成形材料と本発明のポリエチレン系樹脂成形材料とを区別するため、便宜的にCSDAをSCBAの関数として近似式を求め、境界として好ましい範囲を設定したものである。なお、本発明においては、当該関係式を満足しても、本発明の他の特性を満たさないと所望の性能を得ることができない。
【0037】
本発明において、CSDAとSCBAとの関係式を満足するエチレン系重合体を得るためには、コモノマーの挿入の制御が重要であり、様々な手法が挙げられる。例えば、本発明の重合体については、重合条件や重合の触媒系が重要な要素の一つであり、公知の特許文献(特開昭56−61406号公報、特開昭56−141304号公報、特開昭56−166206号公報、特開昭57−141407号公報、特開昭60−235813号公報、特開昭61−246209号公報)に記載の特定のマグネシウム化合物、チタン化合物、有機ハロゲン化アルミニウム化合物から得られる固体触媒と有機アルミニウム化合物とを組み合わせてなる触媒を用いることにより容易に制御可能である。
【0038】
特性(4)
本発明のポリエチレン系樹脂成形材料は、曲げ弾性率が好ましくは900〜1500MPaであり、より好ましくは950〜1450MPaである。曲げ弾性率が900MPa未満では剛性が低下し、容器の内圧により容器蓋が変形し易く、特に高温時に変形し易くなる。ここで、曲げ弾性率は、試験片として210℃で射出成形した4×10×80mmの板状体を用い、JIS−K6922−2:1997年に準拠して測定される値である。
【0039】
特性(5)
本発明のポリエチレン系樹脂成形材料は、190℃、せん断速度400sec−1での溶融時粘度が好ましくは200〜500Pa・s、より好ましくは250〜400Pa・sである。溶融粘度が200Pa・s未満では、高流動性に優れるが耐ストレスクラック性能が低下し、流動性と耐ストレスクラック性の両立が出来ない。溶融粘度が500Pa・sを超えると、流動性が低下するため、高速成形性が低下する。
また、本発明のポリエチレン系樹脂成形材料は、引張降伏強さが好ましくは25MPa以上であり、好ましくは26MPa以上、更に好ましくは27MPa以上である。引張降伏強さが25MPa未満では容器蓋のブリッジ部分の切れ感が悪く、適度な硬さが不足する。引張降伏強さの上限値は特に限定されないが、通常は50MPa以下である。ここで、引張降伏強さは、JIS−K6922−2:1997年に準拠して測定される値である。
引張降伏強さは、容器蓋の緩みと相関があり、引張降伏強さが低ければ容器蓋が緩み易くなり、容器蓋の適度な硬さの閉栓性が不足する。容器蓋の耐ストレスクラック性を向上させるにはポリエチレン系材料の密度を下げる必要があり、そのため耐ストレスクラック性を向上させながら引張降伏強さを向上させることは困難であった。しかしながら、本発明によれば容器蓋の緩み性及び耐ストレスクラック性の双方を改善することが可能である。
ポリエチレン系樹脂成形材料は、炭化水素揮発分が80ppm以下であることが望ましい。炭化水素揮発分は、好ましくは50ppm以下、更に好ましくは30ppm以下である。本発明にいう炭化水素とは、分子中に少なくとも炭素及び水素を含む化合物を称し、通常はガスクロマトグラフィーにて測定されるもので、所定の数値以下とすることにより、容器収納内容物への臭いや風味の影響を防ぐことができる。ここで、炭化水素揮発分量は、ポリエチレン系樹脂成形材料1gを25mlのガラス密閉容器に入れ、130℃で60分加熱した際のへッドスペース中の空気をガスクロマトグラフィーにて測定して得られる。
【0040】
特性(6)
ポリエチレン系樹脂成形材料は、フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)が好ましくは40時間以上であり、より好ましくは50時間以上、更に好ましくは60時間以上である。FNCTが40時間未満では、夏場の高温の保管時にストレスクラックによる破壊が容器蓋に発生する可能性が大きくなる。ここで、FNCTは、JIS−K6774:1998年に準拠し、温度80℃で、使用液として花王株式会社製エマール1%水溶液を用いて測定されるものである。
【0041】
特性(7)
本発明のポリエチレン系樹脂成形材料は、射出成形試料の耐定ひずみストレスクラック性(定ひずみESCR)が好ましくは200〜1000時間である。200時間未満であると、炭酸飲料のような内圧の高い液体を収納するとクラックが発生する。一方、1000時間を超える場合には、耐ストレスクラック性能は優れるが、剛性および流動性が低下し、全ての項目において性能を満たすことができない。
本発明のポリエチレン系樹脂成形材料は、収縮率異方性(MD/TD)が1.0以上2.5未満であることが好ましい。MD/TDは、1.0以上2.3未満が好ましく、更には1.1以上2.0未満であることが好ましい。この値は、成形温度190℃、金型温度40℃にて、1辺フィルムゲート(ゲート厚み0.2mm)の120×120×2mmの平板成形を行い、成形後、23℃にて48時間放置後の流れ方向(MD)および流れ直角方法(TD)の収縮率を測定し、MD値をTD値で割った数値である。収縮率異方性(MD/TD)が2.5以上では、成形品が割れやすく、一方、1.0未満では製品が変形しやすくなる。収縮率異方性(MD/TD)は、分子量分布にて調整することが可能である。
【0042】
2.ポリエチレン系樹脂成形材料の製造
本発明のポリエチレン系樹脂成形材料に含まれるポリエチレン系重合体は、エチレンのみの単独重合、あるいはエチレンとα−オレフィンとの共重合により製造することができる。ポリエチレン系樹脂成形材料に含まれるポリエチレン系重合体は、通常の一段重合で重合して得ることもできるが、条件を変えて重合した成分を混合したり、逐次多段重合による組成物として製造することもできる。
【0043】
(1)混合又は逐次多段重合による組成物の製造
本発明において、ポリエチレン系樹脂成形材料は、前記成分(A)のエチレン系重合体と成分(B)のエチレン系重合体とを混合して得ることができる。
樹脂の均一性などの理由から、成分(A)のエチレン系重合体と成分(B)のエチレン系重合体を順次連続的に重合(逐次多段重合法)して得られたものが好ましく、例えば直列に接続した複数の反応器でエチレン及びα−オレフィンを順次連続的に重合して得ることができる。
この場合、一方の重合反応器でエチレン単独重合体を重合し、他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとの共重合体を重合すること、一方の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとの共重合体を重合し、他の重合反応器でさらにエチレンと炭素数が3〜20のα−オレフィンを共重合体することができるが、前者が好ましい。
すなわち、本発明において、前記ポリエチレン系重合体の成分(A)及び成分(B)の少なくとも一方が、重合触媒の存在下、少なくとも二基の重合反応器を組み合わせた多段重合により、少なくとも一方の重合反応器でエチレン単独重合体が重合され、少なくとも他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとのエチレン共重合体が重合されることが好ましい。
【0044】
また、本発明の成分(A)と成分(B)とからなる組成物は、成分(A)及び成分(B)を別々に重合した後に混合したものでもよい。更に、成分(A)及び成分(B)のエチレン系重合体のそれぞれは複数の成分により構成することが可能である。該エチレン系重合体は、1種類の触媒を用いて多段重合反応器にて順次連続的に重合された重合体でもよく、複数種類の触媒を用いて単段又は多段重合反応器にて製造された重合体でもよいし、1種類又は複数種類の触媒を用いて重合された重合体を混合したものでもよい。
【0045】
(2)重合方法
本発明において、エチレン系重合体は、気相重合法、溶液重合法、スラリー重合法などの製造プロセスにより製造することができ、スラリー重合法が好ましい。エチレン系重合体の重合条件のうち重合温度は、0〜300℃の範囲から選択することができる。スラリー重合においては、生成ポリマーの融点より低い温度で重合を行う。重合圧力は、大気圧〜約100kg/cm2の範囲から選択することができる。実質的に酸素と水分などを断った状態で、ヘキサン、ヘプタンなどの脂肪族炭化水素、ベンゼン、トルエン、キシレンなどの芳香族炭化水素、シクロヘキサン、メチルシクロヘキサンなどの脂環族炭化水素などから選ばれる不活性炭化水素溶媒の存在下で、エチレン及びα−オレフィンのスラリー重合を行うことにより好ましく製造することができる。
【0046】
スラリー重合において重合器に供給される水素は、連鎖移動剤として消費され、生成するエチレン系重合体の平均分子量を決定するほか、一部は溶媒に溶解して重合器から排出される。溶媒中への水素の溶解度は小さく、重合器内に大量の気相部が存在しない限り、触媒の重合活性点付近の水素濃度は低い。そのため、水素供給量を変化させれば、触媒の重合活性点における水素濃度が速やかに変化し、生成するエチレン系重合体の分子量は短時間の間に水素供給量に追随して変化する。従って、短い周期で水素供給量を変化させれば、より均質な製品を製造することができるから、重合法としてスラリー重合法を採用することが好ましい。また、水素供給量の変化の態様は、連続的に変化させてもよいが、不連続的に変化させる方が分子量分布を広げる効果が得られる。
本発明においては、エチレン系重合体の重合時に水素供給量を変化させることが重要であるが、その他の重合条件、例えば重合温度、触媒の供給量、エチレンなどのオレフィンの供給量、1−ブテンなどのコモノマーの供給量、溶媒の供給量などを、適宜に水素の変化と同時に又は別個に変化させることも重要である。
【0047】
(3)逐次多段重合
直列に接続した複数の反応器で順次連続して重合する、いわゆる逐次多段重合方法は、最初の重合域(第一段目の反応器)において高分子量成分を製造し、得られた重合体を次の反応域(第二段目の反応器)に移送し、第二段目の反応器において低分子量成分を製造する方法でもよいし、最初の重合域(第一段目の反応器)において低分子量成分を製造し、得られた重合体を次の反応域(第二段目の反応器)に移送し、第二段目の反応器において高分子量成分を製造する方法のどちらでもよい。
具体的な好ましい重合方法は以下の方法である。即ち、チタン系遷移金属化合物及び有機アルミニウム化合物を含むチーグラー触媒及び少なくとも二器の反応器を使用し、第一段目の反応器にエチレン及びα−オレフィンを導入し低密度の高分子量成分の重合体を製造し、第一段目の反応器から抜き出された重合体を第二段目の反応器に移送し、第二段目の反応器にエチレン及び水素を導入し高密度の低分子量成分の重合体を製造する方法である。
なお、多段重合の場合、第二段目以降の重合域で生成するエチレン系重合体の量とその性状については、各段における重合体生成量(未反応ガス分析により把握できる)を求め、各段の後でそれぞれ抜出した重合体の物性を測定し、加成性に基づいて各段で生成した
重合体の物性を求めることができる。
【0048】
(4)重合触媒
エチレン系重合体の重合触媒は、チーグラー触媒、フィリップス触媒、メタロセン触媒などの各種の触媒が用いられる。重合触媒は、水素がオレフィン重合の連鎖移動作用を示すような触媒であればいずれも使用することができる。具体的には、固体触媒成分と有機金属化合物とからなり、水素がオレフィン重合の連鎖移動作用を示すようなスラリー法オレフィン重合に適する触媒であればいずれも使用することができる。好ましくは重合活性点が局在している不均一系触媒である。上記固体触媒成分としては、遷移金属化合物を含有するオレフィン重合用の固体触媒として用いられるものであれば特に制限はない。
【0049】
遷移金属化合物としては、周期律表第IV族〜第VIII族、好ましくは第IV族〜第VI族の金属の化合物を使用することができ、具体例としては、Ti、Zr、Hf、V、Cr、Moなどの化合物が挙げられる。好ましい触媒の例としては、Ti及び/又はVの化合物と周期律表第I族〜第III族金属の有機金属化合物からなる固体チーグラー触媒がある。さらに、メタロセン触媒と呼ばれる、シクロペンタジエン骨格を有する配位子が遷移金属に配位してなる錯体と助触媒とを組み合わせたものが例示される。具体的なメタロセン触媒としては、Ti、Zr、Hf、ランタニド系列などを含む遷移金属に、メチルシクロペンタジエン、ジメチルシクロペンタジエン、インデンなどのシクロペンタジエン骨格を有する配位子が配位してなる錯体触媒と、助触媒としてのアルミノキサンなどの周期律表第I族〜第III族金属の有機金属化合物とを組み合わせたものや、これらの錯体触媒をシリカなどの担体に担持させた担持型のものが挙げられる。特に好ましいオレフィン重合用の固体触媒成分としては、少なくともチタン及び/又はバナジウム並びにマグネシウムを含有するものが挙げられる。
上記の少なくともチタン及び/又はバナジウム並びにマグネシウムを含有する固体触媒成分と共に用いることのできる有機金属化合物としては、有機アルミニウム化合物、中でも、トリアルキルアルミニウムが好ましい。重合反応中における有機アルミニウム化合物の使用量は特に制限されないが、通常チタン化合物1モルに対して0.05〜1,000モルの範囲が好ましい。
更に具体的には、固体触媒成分と有機アルミニウム化合物からなるチーグラー触媒が好ましく、特に以下の公知文献記載の触媒および製造法を用いることにより好適に実施することができる。即ち、特開昭56−61406号公報、特開昭56−141304号公報、特開昭56−166206号公報、特開昭57−141407号公報、特開昭60−235813号公報、特開昭61−246209号公報に記載の触媒系を用いてオレフィンを重合することが好ましい。
本発明において、エチレン系重合体の重合触媒は、一般式Mg(OR2)mX22−m(式中、R2はアルキル、アリール又はシクロアルキル基を示し、X2はハロゲン原子を示し、mは1又は2である)で表される化合物及び一般式Ti(OR3)nX34−n(式中、R3はアルキル、アリール又はシクロアルキル基を示し、X3はハロゲン原子を示し、nは1、2又は3である)で表される化合物を含む均一な炭化水素溶液を、一般式AlR1lX13−l(式中、R1はアルキル、アリール又はシクロアルキル基を示し、X1はハロゲン原子を示し、lは1≦l≦2の数を示す)で表される有機ハロゲン化アルミニウム化合物で処理して得られる炭化水素不溶性固体触媒と有機アルミニウム化合物とを含む触媒系が好ましい。
【0050】
(5)重合モノマー
本発明において、エチレン系重合体は、エチレンの単独重合、又はエチレンと炭素数3〜12のα−オレフィン、例えば、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテンなどとの共重合により得られ、共重合の場合、1−ブテンや1−ヘキセンが好ましいモノマーとして挙げられる。
また、改質を目的とする場合のジエンとの共重合も可能である。このとき使用されるジエン化合物の例としては、ブタジエン、1,4−ヘキサジエン、エチリデンノルボルネン、ジシクロペンタジエンなどを挙げることができる。
なお、重合の際のコモノマー含有率は任意に選択することができるが、例えば、エチレンと炭素数3〜12のα−オレフィンとの共重合の場合には、エチレン・α−オレフィン共重合体中のα−オレフィン含有量は0〜40モル%、好ましくは0〜30モル%である。
原料エチレンとしては、植物由来のエチレンを用いて重合することもでき、該エチレンを使用したエチレン系重合体としても差し支えない。
【0051】
3.ポリエチレン系樹脂成形材料における特性値の制御法
(1)MFR及びHLMFR
本発明のポリエチレン系樹脂成形材料の製造において、MFRとHLMFRは、エチレン系モノマーの重合における温度や連鎖移動剤の使用などにより、所望の範囲に調整することができる。即ち、エチレンとα−オレフィンとの重合温度を上げることにより分子量を下げて、結果としてMFR及びHLMFRを大きくすることができ、重合温度を下げることにより分子量を上げて、結果としてMFR及びHLMFRを小さくすることができる。また、エチレンとα−オレフィンとの共重合反応において、共存させる水素量(連鎖移動剤量)を増加させることにより分子量を下げて、結果としてMFR及びHLMFRを大きくすることができ、共存させる水素量(連鎖移動剤量)を減少させることにより分子量を上げて、結果としてMFR及びHLMFRを小さくすることができる。
【0052】
(2)HLMFR/MFR
本発明のポリエチレン系樹脂成形材料の製造において、HLMFR/MFR(フローレシオFLR)は、分子量分布を調整することにより増減させることができる。このHLMFR/MFRは、ゲルパーミネーションクロマトグラフィーによる分子量の単分散性(重量平均分子量Mw/数平均分子量Mn)と相関があり、HLMFR/MFRの100は単分散性Mw/Mnの約18に相当する。HLMFR/MFR又はMw/Mnは、触媒の種類、助触媒の種類、重合温度、重合反応器内の滞留時間、重合反応器の数などで調整でき、また、押出機の温度、圧力、剪段速度などにより調整可能であり、好ましくは高分子量成分と低分子量成分の混合割合を調整することにより増減することができる。
エチレン系重合体のHLMFR/MFR又はMw/Mnは、触媒の種類の影響を受け易く、一般にフィリプス触媒によれば分子量分布が広く、メタロセン触媒によれば分子量分布が狭く、チーグラー触媒によればその中間的な分子量分布を有する重合体となる。
【0053】
(3)密度
本発明のポリエチレン系樹脂成形材料の製造において、密度は、エチレンと共重合させるコモノマーの種類や量を変化させることにより、所望の範囲に調整することができる。
【0054】
(4)CSD
本発明のポリエチレン系樹脂成形材料において、CSDは、この数値が高いと、よりブロック的にコモノマーが挿入され、CSDの数値が低いとより交互(またはランダム)にコモノマーが挿入されている。コモノマーの挿入の制御は、ポリオレフィン重合分野においては技術革新が重ねられており、様々な手法が挙げられるが、本発明の重合体については、重合の触媒系が重要な要素の一つであり、先に記載した公知の特許文献(特開昭56−61406号公報、特開昭56−141304号公報、特開昭56−166206号公報、特開昭57−141407号公報、特開昭60−235813号公報、特開昭61−246209号公報)に記載の特定のマグネシウム化合物、チタン化合物、有機ハロゲン化アルミニウム化合物から得られる固体触媒と有機アルミニウム化合物とを組み合わせてなる触媒を用いることにより容易に制御可能である。
【0055】
(5)主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数
本発明のポリエチレン系樹脂成形材料の製造において、短鎖分岐数は、エチレンと共重合させるコモノマーの種類や量を変化させることにより、所望の範囲に調整することができる。短鎖分岐数は密度と相関があり、例えば密度0.916g/cm3でおよそ14個/1,000C、密度0.930g/cm3でおよそ4個/1,000C程度となる。
【0056】
(6)その他の特性値の制御
本発明のポリエチレン系樹脂成形材料の製造において、曲げ弾性率は、ポリエチレンの分子量及び密度を増減させることにより調節することができ、分子量又は密度を増加させると、曲げ弾性率を上げることができる。
190℃、せん断速度400sec−1での溶融時粘度は、ポリエチレンの分子量及び密度を増減させることにより調節することができ、分子量を増加させると溶融時粘度を上げることができる。
また、引張降伏強さは、密度を増減させることにより調節することができ、密度を高くすると大きくすることができる。
炭化水素揮発分を所定の値以下にするためには、重合したポリエチレン系重合体に揮発分除去操作、例えばスチームストリッピング処理、温風脱臭処理、真空処理、窒素パージ処理などを実施することにより達成することができ、特にスチーム脱臭処理を行うことにより、この制御操作を顕著に発揮することができる。スチーム処理の条件は特に限定されるものではないが、エチレン系重合体を100℃のスチームに8時間程度接触させるとよい。
さらに、フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)を大きくするためには、低密度かつ高分子量成分を添加することにより達成可能である。
定ひずみESCRは、密度、分子量及び分子量分布にて調整し、本発明における成分(A)の低密度かつ高分子量成分を適宜使用することにより達成可能である。
【0057】
4.成形用の材料
上記の方法により製造されたエチレン系重合体を含むエチレン系樹脂成形材料は、常法に従い、ペレタイザーやホモジナイザーなどによる機械的な溶融混合によりペレット化した後、各種成形機により成形を行って、容器蓋とすることができる。
エチレン系樹脂成形材料には、各種の物性をより高め又は他の物性を付加するために、常法に従い、他のオレフィン系重合体やゴムなどのほか、酸化防止剤(フェノール系、リン系、イオウ系)、紫外線吸収剤、光安定剤、滑剤、帯電防止剤、防曇剤、ブロッキング防止剤、加工助剤、着色顔料、架橋剤、発泡剤、無機又は有機充填剤、難燃剤などの通常の添加剤を1種又は2種以上適宜配合することができる。
【0058】
充填材としては、炭酸カルシウム、タルク、金属粉(アルミニウム、銅、鉄、鉛など)、珪石、珪藻土、アルミナ、石膏、マイカ、クレー、アスベスト、グラファイト、カーボンブラック、酸化チタンなどが使用可能であり、なかでも炭酸カルシウム、タルク及びマイカなどを用いるのが好ましい。
本発明において、結晶化速度を促進するために造核剤を用いることも有効な手法である。該造核剤としては、特に限定されるものでなく、一般的な有機系又は無機系の造核剤を用いることができる。いずれの場合でも、上記ポリエチレンに必要に応じ各種添加剤を配合し、混練押出機、バンバリーミキサーなどにて混練し、成形用材料とすることができる。
【0059】
5.容器蓋部材としての利用
本発明のポリエチレン系樹脂成形材料を原料として用い、射出成形法や圧縮成形法などにより成形することで、容器蓋部材が製造される。容器蓋部材は、連続圧縮成形法により製造されることが好ましい。
本発明のポリエチレン系樹脂成形材料は、各種特性を満足するので、成形性、高流動性、臭い、耐衝撃性、食品安全性、剛性などに優れ、なおかつ耐熱性に優れる。したがって、このような特性を必要とする、容器や容器蓋などの用途に適し、特に、内圧が高い炭酸飲料などの清涼飲料用の用途に好適である。
その他、食用油、わさびなどの香辛料、調味料、アルコール飲料などの食品及び飲料における容器や容器蓋、化粧品やヘアクリームなどの容器及び容器蓋の用途にも使用でき、主として射出成形法で成形される。
特に、本発明のポリエチレン系樹脂成形材料は、耐圧性能の観点からして、炭酸飲料の液体の容器蓋に用いたとき優れた効果を発揮する。本発明の材料を用いた炭酸飲料用容器蓋は、高速成形化、ワンピース形状化が可能であり、PETボトルなどの容器用にも最適に用いられる。
【実施例】
【0060】
以下、本発明をより具体的にかつ明確に示すために、実施例及び比較例を用いて説明するが、本発明は、これら実施例によって限定されるものではない。なお、実施例で用いた測定方法、評価方法は以下の通りである。
【0061】
(1)温度190℃・荷重2.16kgにおけるメルトフローレート(MFR):JIS−K6922−2:1997年に準拠して測定した。
(2)温度190℃・荷重21.6kgにおけるハイロードメルトフローレート(HLMFR):JIS−K6922−2:1997年に準拠して測定した。
(3)密度:JIS−K6922−1,2:1997年に準じて測定した。
【0062】
(4)コモノマー・シークエンス・ディストリビューション(CSD):J.C.Randall著、JMS−REV.MACROMOL.CHEM.PHYS.,C29(2&3),201−317頁(1989)の記載に基づき、ポリエチレン系樹脂成形材料を13C−NMRスペクトルにより測定した。具体的には日本電子社製JEOL−GSX400核磁気共鳴装置を用いて、エチレン・エチレン連鎖数、コモノマー・コモノマー連鎖数、エチレン・コモノマー連鎖数を測定し、これらの値から、CSDを式(a)により求めた。
CSD=4×[EE][CC]/[EC]2 式(a)
なお、具体的には、以下の条件で測定した。
装置:日本電子社製JEOL−GSX400、パルス幅 :8.0μsec(フリップ角=40°)、パルス繰り返し時間:5秒、積算回数:5000回以上、溶媒および内部標準:1,2,4−トリクロロベンゼン/ベンゼン−d6/ヘキサメチルジシロキサン(混合比:30/10/1)、測定温度:120℃、試料濃度:0.3g/ml。また、測定で得られたスペクトルを下記文献に基づき求めた。
(i)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(ii)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0063】
(5)主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA:ポリエチレン系樹脂成形材料の『A成分』の13C−NMRスペクトル測定を、上記CSDの算出に用いた13C−NMRスペクトル測定と同一条件で測定し、下記の文献に基づき求めた。
(i)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(ii)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0064】
(6)フルノッチクリープ試験による1.9MPaにおける破断時間(FNCT):JIS−K6774:1998年に準拠し、温度80℃で、使用液として花王株式会社製洗剤エマール1%水溶液を用いて測定した。
(7)曲げ弾性率:試験片として210℃で射出成形した4×10×80mmの板状体を用い、JIS−K6922−2:1997年に準拠して測定した。
(8)引張降伏強さ:JIS−K6922−2:1997年に準拠して測定した。
(9)溶融時粘度:インテスコ社製キャピラリーレオメータを用い、190℃測定時、直径1mm、L/D:35のキャピラリーを用いて、せん断速度400sec−1の溶融粘度を測定した。
【0065】
(10)高速成形性:30φで高さ20mmの円柱容器蓋状の金型と、東芝機械製IS−80射出成形機を用い、成形温度190℃・金型温度40℃にて成形を行い、評価した。冷却時間6秒以内となるものを○とし、6秒以内では柔らかく、又は金型との滑り性が悪いため、金型に食いつき離型できない物を×とした。
(11)持続耐圧試験:500ml用のPETボトルに、二酸化炭素濃度が500mlに対して2,250mlとなる炭酸水を5℃の条件で500ml充填し、上記(10)の成形で得られた容器蓋で密栓し、50℃及び60℃にて、1ヶ月間加温した状態に保管し容器蓋の状況を観察した。容器蓋天面が変形しないものを○、変形によって、液漏れ、ガス漏れの発生するものを×とした。
(12)天面クラック試験:上記持続耐圧試験にて、天面にクラックの発生しないものを○、クラックが発生したものを×とした。
(13)定ひずみESCR:試験片として120×120×2mmの射出成形板より、所定の試験片を切り出し、ASTM D1693−01:2001に準拠して測定した。
(14)収縮率異方性(MD/TD):ファナック社製ロボショット200i−100B射出成形機を用いて、成形温度190℃、金型温度40℃にて、1辺フィルムゲート(ゲート厚み0.2mm)の120×120×2mmの平板成形を行い、成形後、23℃にて48時間放置後の流れ方向(MD)および流れ直角方法(TD)の収縮率を測定した。その測定値より、MD/TDを算出した。
【0066】
[実施例1]
(触媒の製造)
マグネシウムエトキシド115gとトリn−ブトキシモノクロルチタン151gとn−ブタノール37gとを150℃で6時間混合して均一化した。次に60℃まで下げてn−ヘキサンを加え均一溶液とした。次いで所定温度にてエチルアルミニウムセスキクロライドを457g滴下し1時間攪拌した。生成した沈殿をn−ヘキサンで洗浄することによって触媒成分が210g得られた。得られた固体を乾燥し粉末とした。この粉末中にMgが11.0重量%、Tiが10.5重量%含まれていた。
(重合体の製造)
第一段反応器として内容積200リットルの第一段重合器に、触媒供給ラインから上記(触媒の製造)で得られた固体触媒成分1.5g/hrを、またトリエチルアルミニウムを有機金属化合物供給ラインから40mmol/hrを供給して、重合内容物を所要速度で排出しながら、70℃において重合溶媒(n−ヘキサン)70(l/hr)、水素78(mg/hr)、エチレン13.8(kg/hr)、1−ブテン0.35(kg/hr)の速度で供給し、全圧1.3MPa、平均滞留時間2.4hrの条件下で連続的に第一段共重合を行った。
第一段反応器の重合生成物を一部採取し、重合物を回収して物性を測定した結果を、「高分子量成分(A)」とした。
第一段反応器で生成したスラリー状重合生成物をそのまま内容積400リットルの第二段反応器へ全量、内径50mmの連続管を通して導入し、重合器内容物を所要速度にて排出しながら、82℃にて重合溶媒(n−ヘキサン)100(l/hr)、水素31.9(g/hr)、エチレン43.8(kg/hr)の速度で供給し、全圧1.1MPa、平均滞留時間1.8hrの条件下で連続的に第二段重合を行った。
第二段反応器から排出される重合生成物をフラッシング槽へ導入し、重合生成物を連続的に抜き出し、脱気ラインから未反応ガスを除去した。得られた重合体のスチームストリッピング処理を施した後、ペレタイザーで造粒した後、その物性を評価した。結果を表2に示した。なお、表2において、第二段反応器で生成した「低分子量成分(B)」の物性は、最終製品であるポリエチレン組成物の物性と第一段反応器で得られた成分(A)の物性とから加成則に基づく計算により求めた。
上記の方法で得られた材料は、引張降伏強度が大きく、曲げ弾性率などの機械物性に優れ、耐久性などを必要とする容器蓋の適性に優れていた。
【0067】
[実施例2〜7]
表1に示す条件以外は実施例1と同様に行って、エチレン系重合体を得た。上記の方法で重合された「成分(A)」と「成分(B)」を表2に示した割合で配合し、本発明のポリエチレン系樹脂成形材料を製造した。得られた材料の評価結果を表2に示した。得られた材料は、引張降伏強度が大きく、曲げ弾性率などの機械物性に優れ、耐久性などを必要とする容器蓋適性に優れていた。
【0068】
[比較例1〜3]
表1に示す条件以外は実施例1と同様に行って、エチレン系重合体を得た。上記の方法で重合された「成分(A)」と「成分(B)」を表2に示した割合で配合し、比較用のポリエチレン系樹脂成形材料を製造した。得られた材料の評価結果を表2に示した。表2のとおり、比較例1は、密度が低いため、剛性が不足し、なおかつCSDが低いためFNCT等耐ストレスクラック性能が低下し、容器蓋性能が十分でなかった。また、比較例2はHLMFRが低く、高速成形に耐えられるものではなかった。比較例3は、成分(A)のMFRが高い影響により、FNCT等、耐ストレスクラック性能が低く、容器蓋の適性が十分ではなかった。
【0069】
【表1】

【0070】
【表2】
【0071】
[実施例と比較例の結果の対比]
以上のように、実施例1〜7のポリエチレン系樹脂成形材料は、本発明の各種の特性要件を満たすために、炭酸飲料などの容器の蓋材料に使用すると、高速成形性や耐圧性及び耐久性などが優れている。一方、比較例1〜3のポリエチレン系樹脂材料は、密度、CSDが低いか、HLMFRが低いか、成分(A)のMFRが高く、本発明の各種の特性要件を満たさないために、炭酸飲料などの容器の蓋材料に使用することができない。
本発明を詳細にまた特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。
【産業上の利用可能性】
【0072】
本発明の容器蓋用ポリエチレン系樹脂成形材料は、容器蓋部材用の樹脂材料の基本性能である、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性などの諸性能がバランス良くおしなべて優れ、開栓性や密封性も良好であり、更に、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性も向上されるので、炭酸飲料などの液体を収容する容器の蓋を成形するのに好ましく利用できる。
【技術分野】
【0001】
本発明は、容器蓋用ポリエチレン系樹脂成形材料に関し、より詳しくは、清涼飲料などの液体、特に炭酸飲料の液体を収容する容器の蓋に適したポリエチレン系樹脂成形材料に関するものであり、とりわけ高速成形性、高流動性、剛性、耐衝撃性、耐ストレスクラック性、滑り性、低臭気性、食品安全性、開栓性、閉栓性などにおしなべて優れ、且つ高温時においても長期耐久性が良好な、容器蓋用ポリエチレン系樹脂成形材料に関するものである。
【背景技術】
【0002】
プラスチック容器は、各種の物性や成形性及び軽量性や経済性などに優れ、更には環境問題対応の再利用性などに適しているので、最近では、従来の金属製やガラス製などの容器を凌いで、日用品や産業用として汎用されている。プラスチック容器のなかでも、いわゆるPETボトル(ポリエチレンテレフタレート製の容器)は、優れた機械的強度や透明性或いは高いガス遮蔽性や無公害性などにより、飲食品用の容器として認可されてから、清涼飲料などの容器として非常に需要が高くなっている。特に、最近では小型のPETボトルが携帯用の飲料用小型容器として消費者に重用されており、また、PETボトルの耐熱性と耐圧性が改良され、冬季用の携帯高温飲料や長期保存用の高温殺菌処理飲料の容器としても汎用されている。
【0003】
また、炭酸飲料などの清涼飲料用のPET製の容器においては、従来では、その容器蓋にアルミニウムなど金属製のものが用いられていたが、近年では、リサイクルなどの環境保全の観点や経済性などから、ポリオレフィン製のものが多用されるようになっている。
清涼飲料用などの容器では、密封性や開栓性及び飲食品安全性や耐久性が必須の要求性能であるが、蓋部材でも、これらの性能だけでなく、成形性及び剛性や耐熱性などの各種の物性の観点から、ポリオレフィン製、特にポリエチレン系樹脂製の蓋部材で技術的な改良検討が継続されており、非常に多数の改良が提案されている。
【0004】
これらのうち代表的な改良提案としては、炭酸飲料容器用キャップに関して、耐圧性やガス密封性を向上させるために、ポリエチレン成分のMFR(メルトフローレート)や密度を規定したポリエチレン樹脂組成物が特許文献1に開示され、柔軟性や耐熱性を向上するために、MFRと密度及び最高融解ピーク温度を規定したエチレン・α−オレフィン共重合体とグリセリン脂肪酸エステルなどの特定の添加剤からなる射出成形用エチレン系樹脂組成物が特許文献2に開示されている。しかし、特許文献1に開示された組成物は低分子量成分が少ないため高速成形性が不充分であり、特許文献2に開示された組成物は金型離型性を改良するために特定の添加剤成分が含まれており、成分溶出による食品安全性の点で満足できるものではない。
また、シール性や剛性などの各種の性能向上と共に、容器蓋の成形サイクルを短縮し生産効率を上げるために、高流動性のポリオレフィン樹脂を使用して射出成形及び圧縮成形を行う試みもなされており、樹脂自体又は組成物における、MFR及びMFRのFLR(フローレシオ)を規定したポリエチレン系樹脂材料が特許文献3、4に開示されている。しかし、特許文献3に開示された樹脂材料は、MFRが高いため耐衝撃性が不充分であり、特許文献4に開示された樹脂材料は、夏場の高温における倉庫保管時のクラック発生及び引張降伏応力不足によるキャップ緩みなどの問題点を内在している。
【0005】
一方で、内容液を容器に充填する方法の観点から、容器を加熱殺菌して加熱したままの状態の容器に内容液を充填する方法が採られているが、最近では予め洗浄した容器を用い、クリーンルーム内にて容器に内容液を充填する方法(無菌充填方法)が採用されるようになっており、このような容器の蓋に用いるポリエチレン樹脂として、樹脂材料のMFRと密度及び分子量の単分散性などを規定した、臭いや異味成分を含まず香味長期保存性を有するとされる樹脂材料が特許文献5、6に提示されている。しかし、特許文献5、6によれば低臭性や低味性は達成されるものの、前記した容器蓋に対する多くの要求物性を満足するものとは言えない。
【0006】
昨今では、経済性を高める理由から、成形速度を速くする成形高速化と共に、容器蓋の薄肉化が進められているが、容器蓋の薄肉化においては、容器内圧によって容器蓋が変形しシール部から内容物が漏れないようにするために、一段と高い剛性が求められている。特に最近では、緑茶などの飲料入り容器が加温器にて加温し販売されており、この加温販売において高温時でも形状が保持され、しかも容器蓋の締め付けによって割れが発生しないように、更なる高剛性化が求められている。しかして、特許文献7には、成形性や耐ストレスクラック性などの各種の性能向上と共に、高温時においても樹脂の伸びが小さく再閉栓性も改良しうる、樹脂材料の密度及びMFRとMFRのFLRが規定された材料が開示され、特許文献8には、剛性や耐衝撃性などの各種性能と共に加温保管時の寸法安定性を向上しうる、組成物の密度とMFRが規定された材料が開示されている。しかし、炭酸飲料用容器蓋においては、その内圧が大きいためにストレスが発生し、上記の材料では耐ストレスクラック性が不足し割れが発生することがあり、剛性と耐ストレスクラック性のバランスが充分にとれた炭酸飲料用容器蓋の更なる改良が求められている。
【0007】
ところで、特許文献4のポリエチレン系樹脂材料、並びに、樹脂材料の密度及びMFRとMFRのFLR、更に短鎖分岐数が規定された材料を提示する特許文献9などにより、耐熱性や剛性、及び成形性や耐ストレスクラック性などの各種の性能を兼ね備えた材料が実現可能となり、炭酸飲料の内圧に耐え得るポリエチレン系樹脂材料が炭酸飲料容器蓋として使用され始めている。また、特許文献10には容器内容物の長期保存性に優れるとされる、樹脂材料のMFRと密度及び分子量の単分散性などを規定した、ポリエチレン樹脂材料が開示されている。しかし、いずれにおいても、夏場の高温における倉庫保管時のクラック発生を阻止するために、炭酸飲料内圧による耐ストレスクラック性の更なる改良が必要とされている。
更に、容器蓋材料としてのポリエチレン系樹脂材料においては、従来求められている各種の特性に加えて、FNCT性能(フルノッチクリープ試験による破断時間)の改善も求められており、殊に、引張降伏応力不足によりキャップが緩くなる問題に関連して、引張降伏強度の向上も要望されている。引張降伏強さは、容器蓋の緩みと密接な相関があり、引張降伏強さが低ければ容器蓋が緩み易く、容器蓋の適度な硬さの閉栓性が不足する。容器蓋の耐ストレスクラック性を向上させるには、ポリエチレン系材料の密度を下げる必要があるので、これまで、耐ストレスクラック性を向上させながら、引張降伏強さを向上させることは困難であった。
【0008】
以上の従来技術では、ポリエチレン系樹脂又はその組成物により容器の蓋部材を形成しているが、ポリエチレン系樹脂の積層材料により蓋部材の性能を向上させる試みもあり、例えば、特許文献11には、ポリオレフィンと酸素吸収剤の組成物をポリオレフィン層に積層したシートと、発泡層とを重ねた積層蓋材が開示され、密封性や香味保持性と共に、特異な酸素吸収性を目指すものである。
【0009】
しかして、従来の改良技術は、清涼飲料用の容器におけるポリエチレン系樹脂材料の蓋部材として要望されている、多数の性能、即ち、成形性や流動性及び剛性や耐衝撃性など、更に容器の密封性や開栓性及び飲食品安全性や耐久性、また、耐ストレスクラック性や耐熱性などの性能について、一部の改良を達成しうるものではあるが、これらの諸性能をおしなべてバランス良く向上させる改良提案は、未だ見出せない現況である。
なお、最近になり、これらの諸性能をおしなべてバランス良く向上させることを目指して、密度とMFR及び耐折強度や引裂き強度、更に揮発分やビカット軟化点などを規定するポリエチレン系樹脂組成物(特許文献12)、密度とMFRとFLR及び射出成形試料の曲げ弾性率や定ひずみESCRなどを規定するポリエチレン系樹脂材料(特許文献13)が提示されている。
また、特許文献14、15には、高剛性、高流動性を改良しうる容器蓋用のポリエチレン樹脂組成物が開示されているが、これらはお茶系飲料などの内圧が低い清涼飲料用の容器蓋に適したものであり、炭酸飲料用としては耐ストレスクラック性能が不足する等の理由で使用が難しい。特許文献16には、耐ストレスクラック性能を維持しながら、薄肉化、高剛性化が可能となる樹脂成形材料が開示されているが、更に流動性を上げると耐ストレスクラック性能が低下する問題点を抱えており、成形高速化には必ずしも十分と言えない。特許文献17には、射出成形容器蓋用のポリエチレン樹脂組成物が開示されているが、高速成形を目的とした連続圧縮成形(CCM)には必ずしも適していない。
このような状況下、清涼飲料用などの熱可塑性樹脂容器における蓋部材用のポリエチレン系樹脂材料では、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性をはじめ、開栓性や密封性も良好であり、更に、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性にも優れるなど多数の諸性能を併せおしなべてバランス良く向上させる改良技術が要望されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開昭58−103542号公報(要約参照)
【特許文献2】特開平8−302084号公報(要約参照)
【特許文献3】特開2000−159250号公報(要約参照)
【特許文献4】特開2000−248125号公報(要約参照)
【特許文献5】特開2002−249150号公報(要約参照)
【特許文献6】特開2005−307002号公報(要約参照)
【特許文献7】特開2004−123995号公報(要約参照)
【特許文献8】特開2004−244557号公報(要約参照)
【特許文献9】特開2002−60559号公報(要約参照)
【特許文献10】特開2001−180704号公報(要約参照)
【特許文献11】特開2000−264360号公報(要約参照)
【特許文献12】特開2005−60517号公報(要約参照)
【特許文献13】特開2005−320526号公報(要約参照)
【特許文献14】特開2004−300357号公報(要約参照)
【特許文献15】特開2007−284667号公報(要約参照)
【特許文献16】特開2008−019404号公報(要約参照)
【特許文献17】特開2009−018868号公報(要約参照)
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、特に炭酸飲料の液体を収容する容器の蓋に適したポリエチレン系樹脂成形材料に関し、高速成形性、高流動性、剛性、耐衝撃性、耐ストレスクラック性、滑り性、低臭気性、食品安全性、開栓性、閉栓性などにおしなべて優れ、且つ高温時においても長期耐久性が良好な、容器蓋に好適であるポリエチレン系樹脂成形材料を提供することにある。
【課題を解決するための手段】
【0012】
本発明者らは、かかる従来技術の課題の解決を図るべく、上記した容器蓋用のポリエチレン系樹脂材料における従来技術の問題点を鋭意検討して、ポリエチレン系樹脂のMFRやHLMFR及びそれらのFLR、それらの数値と樹脂密度との関連、各数値設定による蓋材料の諸性能との相関、更には各樹脂材料を組み合わせた場合の組成物としての性能などを考察し、多くの実験を積み重ねて、特定のMFRやHLMFR、樹脂密度、CSD(コモノマー・シークエンス・ディストリビューション)を有するポリエチレン系重合体を用いることで、容器蓋部材用の樹脂材料としての基本性能である、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性などの諸性能がバランス良くおしなべて優れ、開栓性や密封性も良好であり、更に、ポリエチレン系重合体が特定の短鎖分岐数の条件を満たすことで、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性も向上できることを見出し、本発明を完成するに至った。
本発明の容器蓋用ポリエチレン系樹脂成形材料(以下、ポリエチレン系樹脂成形材料ともいう)は、好ましくは特定のポリエチレン系重合体を二種類組み合わせて組成物として用いることにより、清涼飲料用容器などの容器蓋部材用として好適であり、清涼飲料用などの容器本体材料としても使用され得るものである。
【0013】
すなわち、本発明の第1の発明によれば、下記の特性(1)〜(3)を満たす、ポリエチレン系重合体を主成分として含むことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
特性(1):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が0.8g/10分以上5.0g/10分未満で、温度190℃・荷重21.6Kgにおけるハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、且つHLMFR/MFRが80〜200である
特性(2):密度が0.955g/cm3以上0.970g/cm3以下である
特性(3):分子量105以上の成分の、13C−NMRスペクトルの測定値から下記式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が0.0〜3.0である
CSD=4×[EE][CC]/[EC]2 式(a)
(式(a)中、[EE]はエチレン・エチレン連鎖数、[CC]はコモノマー・コモノマー連鎖数、[EC]はエチレン・コモノマー連鎖数を表す。)
【0014】
また、本発明の第2の発明によれば、第1の発明において、前記ポリエチレン系重合体は、下記の成分(A)を20重量%以上40重量%以下、及び下記の成分(B)を60重量%以上80重量%以下含有する組成物であることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
成分(A):HLMFRが0.1〜5.0g/10分、密度が0.915〜0.935g/cm3、かつ13C−NMRスペクトルの測定値から式(a)により求めたCSDの値(CSDA)が0.0〜3.0のエチレン系重合体
成分(B):MFRが150g/10分以上600g/10分未満、密度が0.960g/cm3以上0.980g/cm3未満のエチレン系重合体
また、本発明の第3の発明によれば、第1又は2の発明において、前記ポリエチレン系重合体は、さらに成分(A)のCSDの値CSDAと、成分(A)の13C−NMRスペクトルにより測定した主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)が、下記式(b)を満たすことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
CSDA < −0.1273 × SCBA+3.3 式(b)
また、本発明の第4の発明によれば、第1〜3のいずれかの発明において、前記ポリエチレン系重合体は、さらに下記の特性(4)及び(5)を満たすことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
特性(4):曲げ弾性率が900〜1500MPaである
特性(5):190℃、せん断速度400sec−1での溶融時粘度が200〜500Pa・sである
【0015】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、前記ポリエチレン系重合体は、さらに下記の特性(6)及び(7)を満たすことを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
特性(6):フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)が40時間以上である
特性(7):射出成形試料の耐定ひずみストレスクラック性が200〜1000時間である
【0016】
また、本発明の第6の発明によれば、第2〜5のいずれかの発明において、前記ポリエチレン系重合体の成分(A)及び成分(B)の少なくとも一方が、重合触媒の存在下、少なくとも二基の重合反応器を組み合わせた多段重合により、少なくとも一方の重合反応器でエチレン単独重合体が重合され、少なくとも他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとのエチレン共重合体が重合されることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
【0017】
また、本発明の第7の発明によれば、第1〜6のいずれかの発明において、前記ポリエチレン系重合体の重合触媒は、一般式Mg(OR2)mX22−m(式中、R2はアルキル、アリール又はシクロアルキル基を示し、X2はハロゲン原子を示し、mは1又は2である)で表される化合物及び一般式Ti(OR3)nX34−n(式中、R3はアルキル、アリール又はシクロアルキル基を示し、X3はハロゲン原子を示し、nは1、2又は3である)で表される化合物を含む均一な炭化水素溶液を、一般式AlR1lX13−l(式中、R1はアルキル、アリール又はシクロアルキル基を示し、X1はハロゲン原子を示し、lは1≦l≦2の数を示す)で表される有機ハロゲン化アルミニウム化合物で処理して得られる炭化水素不溶性固体触媒と有機アルミニウム化合物とを含む触媒であることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
また、本発明の第8の発明によれば、第1〜7のいずれかの発明において、前記容器蓋は、内容物として炭酸飲料を収納する容器に用いられることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
また、本発明の第9の発明によれば、第1〜8のいずれかの発明において、前記容器蓋は、連続圧縮成形により成形されることを特徴とする容器蓋用ポリエチレン系樹脂成形材料が提供される。
【発明の効果】
【0018】
本発明の容器蓋用ポリエチレン系樹脂成形材料によれば、容器蓋部材用の樹脂材料の基本性能である、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性などの諸性能がバランス良くおしなべて優れている。また、開栓性や密封性も良好であり、更に、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性も向上される。したがって、炭酸飲料などの液体を収容するための容器の蓋に好適である。
【図面の簡単な説明】
【0019】
【図1】ポリエチレン系重合体の主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCB(個/1,000C)と、CSD(コモノマー・シークエンス・ディストリビューション)との関係を示すグラフである。
【発明を実施するための形態】
【0020】
以下、本発明のポリエチレン系樹脂成形材料の特徴を具体的に詳しく記述する。本発明のポリエチレン系樹脂成形材料は、下記の特性(1)〜(3)を満たすポリエチレン系重合体を主成分として含むことを特徴とする。
なお、本発明において、「ポリエチレン系重合体を主成分として含む」とは、ポリエチレン系重合体を、本発明の樹脂成形材料の全重量に対して、50重量%以上含むことを意味し、好ましくは75重量%以上、より好ましくは90重量%以上であり、特に好ましくは95重量%〜100重量%である。
【0021】
1.ポリエチレン系樹脂成形材料
(1)材料としての要件
特性(1)
本発明のポリエチレン系樹脂成形材料は、温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が、0.8g/10分以上5.0g/10分未満であり、好ましくは1.0〜4.5g/10分、更に好ましくは2.0〜3.0g/10分である。MFRが0.8g/10分未満では流動性が不足し、高速成形性を望めず、5.0g/10分以上では容器蓋の耐ストレスクラック性が必ずしも十分でない。
また、本発明のポリエチレン系樹脂成形材料は、ハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、好ましくは180〜350g/10分、更に好ましくは200〜300g/10分である。HLMFRが180g/10分未満では流動性が不足し、高速成形性を望めず、400g/10分を超えると容器蓋の耐ストレスクラック性が必ずしも十分でない。
そして、メルトフローレート(MFR)とハイロードメルトフローレート(HLMFR)の比、すなわちHLMFR/MFRは80〜200であり、好ましくは80〜180、更に好ましくは100〜160である。HLMFR/MFRが80未満では所定のせん断速度において粘度低下が無いために、流動性が不足し、高速成形性が低下し、200を超えると収縮率異方性が発生しやすくなる。
本発明において、ポリエチレン系樹脂成形材料のMFRおよびHLMFRは、JIS−K6922−2:1997に準じて測定される値である。
【0022】
特性(2)
本発明のポリエチレン系樹脂成形材料は、密度が0.955g/cm3以上0.970g/cm3以下であり、好ましくは0.956〜0.968g/cm3、更に好ましくは0.958〜0.965g/cm3である。密度が0.955g/cm3未満では、容器蓋の剛性が低下し、容器蓋の薄肉化が見込めず、また高温時に変形し易くなり、容器内圧の影響により容器蓋が変形し漏れの原因となる。密度が0.970g/cm3を超えると容器蓋の耐ストレスクラック性が必ずしも十分でない。
本発明において、ポリエチレン系樹脂成形材料の密度は、JIS−K6922−1,2:1997に準じて測定される値である。
【0023】
特性(3)
本発明のポリエチレン系樹脂成形材料は、分子量105以上の成分の、13C−NMRスペクトルによる測定値から下記式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が、0.0〜3.0である。本発明において、CSDは0.0〜2.5が好ましい。
CSD=4×[EE][CC]/[EC]2 式(a)
(式(a)中、[EE]はエチレン・エチレン連鎖数、[CC]はコモノマー・コモノマー連鎖数、[EC]はエチレン・コモノマー連鎖数を表す。)
【0024】
本発明において、ポリエチレン系樹脂成形材料のCSD(コモノマー・シークエンス・ディストリビューション)は、J.C.Randall著、JMS−REV.MACROMOL.CHEM.PHYS.,C29(2&3),201−317頁(1989)の記載に基づき、ポリエチレン系樹脂成形材料を13C−NMRスペクトルにより測定される。具体的には日本電子社製JEOL−GSX400核磁気共鳴装置を用いて以下の条件で測定し、エチレン・エチレン連鎖数、コモノマー・コモノマー連鎖数、エチレン・コモノマー連鎖数の値から、上記の式(a)により求めることができる。
装置:日本電子社製JEOL−GSX400、パルス幅 :8.0μsec(フリップ角=40°)、パルス繰り返し時間:5秒、積算回数:5000回以上、溶媒および内部標準:1,2,4−トリクロロベンゼン/ベンゼン−d6/ヘキサメチルジシロキサン(混合比:30/10/1)、測定温度:120℃、試料濃度:0.3g/ml その後、測定で得られたスペクトルを下記の文献に基づき求めることができる。
(1)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(2)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0025】
ここで求められたCSDは0〜∞の値をとるが、CSDの数値が高いと、よりブロック的にコモノマーが挿入され、CSDの数値が低いとより交互(またはランダム)にコモノマーが挿入されていることを示す。CSDが小さいほど組成分布が良好であると言える。CSDが本発明の範囲、すなわち0.0〜3.0であると、剛性と耐ストレスクラック性(ESCR)とのバランスに優れる。
一方、CSDが3.0より大きい場合は、組成分布が広いことを示しており、剛性とESCRのバランスが低下する。CSDは、分子間組成分布および分子内組成分布の両方の影響を受け、チーグラー・ナッタ系触媒では分子間組成分布の影響が支配的であり、CSDが小さな値であるほど分子間におけるコモノマー共重合量のばらつきが少なく、狭い組成分布であることが示唆されるものである。
本発明において、CSDの値が小さければ小さいほど好ましく、その理由は、短鎖分岐の入り方が均一になり、分子量105以上の成分又は成分(A)の中で、所望の密度(短鎖分岐数)を満たさない成分が少なくなるため、発明の効果が発現しやすいからである。
【0026】
(2)組成物としての構成
本発明のポリエチレン系樹脂成形材料は、単一のエチレン系重合体で構成されるものであってもよいし、複数種類のエチレン系重合体から組成物として構成されるものでもよい。本発明においては、複数種類のエチレン系重合体組成物であって、下記の成分(A)が20重量%以上40重量%以下、及び成分(B)が60重量%以上80重量%以下含有される組成物であることが好ましい。
成分(A):HLMFRが0.1〜5.0g/10分、密度が0.915〜0.935g/cm3、かつ13C−NMRスペクトルによる測定値から式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値CSDAが0.0〜3.0のエチレン系重合体
成分(B):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が150g/10分以上600g/10分未満、密度が0.960g/cm3以上0.980g/cm3未満のエチレン系重合体
【0027】
(2−1)成分(A)のエチレン系重合体
成分(A)のエチレン系重合体は、HLMFRが0.1〜5.0g/10分であり、好ましくは0.2〜3.0g/10分であり、更に好ましくは0.3〜2.0g/10分である。成分(A)のHLMFRが0.1g/10分未満では流動性が低下し成形性が不良となる傾向があり、5.0g/10分を超えると耐ストレスクラック性が低下する傾向がある。
【0028】
成分(A)の密度は、0.915〜0.935g/cm3であり、好ましくは0.918〜0.932g/cm3、更に好ましくは0.920〜0.930g/cm3である。成分(A)の密度が0.915g/cm3未満では剛性が不充分となり、0.935g/cm3を超えると耐ストレスクラック性が低下する傾向がある。
【0029】
成分(A)のエチレン系重合体は、13C−NMRスペクトルにより測定し、式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値CSDAが、0.0〜3.0であり、好ましくは0.0〜2.5、更に好ましくは0.0〜2.2である。成分(A)のCSDAが本発明の範囲、すなわち0.0〜3.0であると、剛性と耐ストレスクラック性(ESCR)とのバランスに優れる。一方、CSDAが3.0より大きい場合は、組成分布が広いことを示しており、剛性とESCRのバランスが低下する傾向がある。
本発明において、CSDの値が小さければ小さいほど好ましいが、その理由は、短鎖分岐の入り方が均一になり、分子量105以上の成分又は成分(A)の中で、所望の密度(短鎖分岐数)を満たさない成分が少なくなるため、発明の効果がより発現しやすくなるからである。
【0030】
なお、MFR、HLMFR、密度及びCSDAは各々、前記測定方法により測定される。
成分(A)のエチレン系重合体は、エチレン単独の重合体であってもよいが、エチレンと炭素数3〜20のα−オレフィンとの共重合体が好ましく、更にはエチレンと1−ブテンとの共重合体、又はエチレンと1−ヘキセンとの共重合体が好ましい。炭素数3〜20のα−オレフィンの共重合割合は、0.001〜5.0モル%が好ましい。
【0031】
(2−2)成分(B)のエチレン系重合体
成分(B)のエチレン系重合体は、MFRが150g/10分以上600g/10分未満であり、好ましくは180〜500g/10分、更に好ましくは200〜350g/10分である。成分(B)のMFRが150g/10分未満では流動性が低下し成形性が不良となる傾向があり、600g/10分以上であると耐ストレスクラック性が低下する傾向がある。
成分(B)の密度は、0.960g/cm3以上0.980g/cm3未満、好ましくは0.965〜0.975g/cm3、更に好ましくは0.965〜0.970g/cm3である。成分(B)の密度が0.960g/cm3未満の場合は剛性が低下するおそれがあり、0.980g/cm3以上のものは製造が難しい。
成分(B)のエチレン系重合体は、エチレンの単独重合体又はエチレンと炭素数3〜20のα−オレフィンとの共重合体が好ましく、更にはエチレン単独重合体、エチレンと1−ブテンとの共重合体、又はエチレンと1−ヘキセンとの共重合体が好ましい。エチレンと炭素数3〜20のα−オレフィンとの共重合体の場合、炭素数3〜20のα−オレフィンの共重合割合は、0.001〜5.0モル%が好ましい。
【0032】
流動性、剛性及び耐ストレスクラック性能の全てをより高く達成するには、成分(A)と成分(B)の配合量が重要である。成分(A)と成分(B)の割合は、成分(A)が20重量%以上40重量%以下、成分(B)が60重量%以上80重量%以下であり、好ましくは成分(A)が20〜35重量%、成分(B)が65〜80重量%で、更に好ましくは成分(A)が20〜30重量%、成分(B)が70〜80重量%である。
成分(A)が20重量%未満では耐ストレスクラック性が低下し、40重量%を超えると成形性が低下する傾向にあり、成分(B)が60重量%未満では成形性が低下し、80重量%を超えると耐ストレスクラック性が低下する傾向にある。この範囲から外れた場合には流動性、剛性、耐ストレスクラック性のいずれか一つ以上が本要求を達成できなくなる傾向となる。
なお、本発明においてエチレン系重合体は、成分(A)と成分(B)のみで構成してもよく、他の任意の樹脂成分などを含有してもよい。
【0033】
(3)組成物としてのその他の要件
本発明において成分(A)のエチレン系重合体は、13C−NMRスペクトルによる測定値から式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値(CSDA)と、13C−NMRスペクトルにより測定した、主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)が、下記式(b)を満たすことは好ましい。より好ましくは、本発明において、CSDAとSCBAが、下記式(c)を満たす。更に好ましくは下記式(d)を満たす。
CSDA < −0.1273 × SCBA+3.30 式(b)
CSDA < −0.1273 × SCBA+3.10 式(c)
CSDA < −0.1273 × SCBA+2.00 式(d)
【0034】
エチレン系重合体では、CSDの数値は短鎖分岐数に影響され、短鎖分岐数が少ないほどエチレン・エチレン連鎖数が相対的に多くなり、式(a)中における[EE]の[CC]と[EC]に対する割合が高くなるため、CSDの数値は高くなる。そのため、同じCSDの数値であっても、短鎖分岐数が少ないものほど組成分布が良好であると言える。
本発明において、成分(A)のエチレン系重合体の、主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)は、ポリエチレン系樹脂成形材料の『A成分』の13C−NMRスペクトル測定を、上記CSDの算出に用いた13C−NMRスペクトル測定と同一条件で測定し、下記の文献に基づき求めることができる。
【0035】
(1)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(2)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0036】
ここで、CSDAとSCBAが本発明の範囲、すなわち式(b)を満たす場合は、図1の線形の下方領域になるが、剛性と耐ストレスクラック性(ESCR)とのバランスに優れている。一方、式(b)を満たさない場合は、図1の線形の上方領域になるが、組成分布が広いことを示しており、剛性とESCRのバランスが低下する傾向にある。
本発明におけるCSDAとSCBAとの関係式は、従来のポリエチレン系樹脂成形材料と本発明のポリエチレン系樹脂成形材料とを区別するため、便宜的にCSDAをSCBAの関数として近似式を求め、境界として好ましい範囲を設定したものである。なお、本発明においては、当該関係式を満足しても、本発明の他の特性を満たさないと所望の性能を得ることができない。
【0037】
本発明において、CSDAとSCBAとの関係式を満足するエチレン系重合体を得るためには、コモノマーの挿入の制御が重要であり、様々な手法が挙げられる。例えば、本発明の重合体については、重合条件や重合の触媒系が重要な要素の一つであり、公知の特許文献(特開昭56−61406号公報、特開昭56−141304号公報、特開昭56−166206号公報、特開昭57−141407号公報、特開昭60−235813号公報、特開昭61−246209号公報)に記載の特定のマグネシウム化合物、チタン化合物、有機ハロゲン化アルミニウム化合物から得られる固体触媒と有機アルミニウム化合物とを組み合わせてなる触媒を用いることにより容易に制御可能である。
【0038】
特性(4)
本発明のポリエチレン系樹脂成形材料は、曲げ弾性率が好ましくは900〜1500MPaであり、より好ましくは950〜1450MPaである。曲げ弾性率が900MPa未満では剛性が低下し、容器の内圧により容器蓋が変形し易く、特に高温時に変形し易くなる。ここで、曲げ弾性率は、試験片として210℃で射出成形した4×10×80mmの板状体を用い、JIS−K6922−2:1997年に準拠して測定される値である。
【0039】
特性(5)
本発明のポリエチレン系樹脂成形材料は、190℃、せん断速度400sec−1での溶融時粘度が好ましくは200〜500Pa・s、より好ましくは250〜400Pa・sである。溶融粘度が200Pa・s未満では、高流動性に優れるが耐ストレスクラック性能が低下し、流動性と耐ストレスクラック性の両立が出来ない。溶融粘度が500Pa・sを超えると、流動性が低下するため、高速成形性が低下する。
また、本発明のポリエチレン系樹脂成形材料は、引張降伏強さが好ましくは25MPa以上であり、好ましくは26MPa以上、更に好ましくは27MPa以上である。引張降伏強さが25MPa未満では容器蓋のブリッジ部分の切れ感が悪く、適度な硬さが不足する。引張降伏強さの上限値は特に限定されないが、通常は50MPa以下である。ここで、引張降伏強さは、JIS−K6922−2:1997年に準拠して測定される値である。
引張降伏強さは、容器蓋の緩みと相関があり、引張降伏強さが低ければ容器蓋が緩み易くなり、容器蓋の適度な硬さの閉栓性が不足する。容器蓋の耐ストレスクラック性を向上させるにはポリエチレン系材料の密度を下げる必要があり、そのため耐ストレスクラック性を向上させながら引張降伏強さを向上させることは困難であった。しかしながら、本発明によれば容器蓋の緩み性及び耐ストレスクラック性の双方を改善することが可能である。
ポリエチレン系樹脂成形材料は、炭化水素揮発分が80ppm以下であることが望ましい。炭化水素揮発分は、好ましくは50ppm以下、更に好ましくは30ppm以下である。本発明にいう炭化水素とは、分子中に少なくとも炭素及び水素を含む化合物を称し、通常はガスクロマトグラフィーにて測定されるもので、所定の数値以下とすることにより、容器収納内容物への臭いや風味の影響を防ぐことができる。ここで、炭化水素揮発分量は、ポリエチレン系樹脂成形材料1gを25mlのガラス密閉容器に入れ、130℃で60分加熱した際のへッドスペース中の空気をガスクロマトグラフィーにて測定して得られる。
【0040】
特性(6)
ポリエチレン系樹脂成形材料は、フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)が好ましくは40時間以上であり、より好ましくは50時間以上、更に好ましくは60時間以上である。FNCTが40時間未満では、夏場の高温の保管時にストレスクラックによる破壊が容器蓋に発生する可能性が大きくなる。ここで、FNCTは、JIS−K6774:1998年に準拠し、温度80℃で、使用液として花王株式会社製エマール1%水溶液を用いて測定されるものである。
【0041】
特性(7)
本発明のポリエチレン系樹脂成形材料は、射出成形試料の耐定ひずみストレスクラック性(定ひずみESCR)が好ましくは200〜1000時間である。200時間未満であると、炭酸飲料のような内圧の高い液体を収納するとクラックが発生する。一方、1000時間を超える場合には、耐ストレスクラック性能は優れるが、剛性および流動性が低下し、全ての項目において性能を満たすことができない。
本発明のポリエチレン系樹脂成形材料は、収縮率異方性(MD/TD)が1.0以上2.5未満であることが好ましい。MD/TDは、1.0以上2.3未満が好ましく、更には1.1以上2.0未満であることが好ましい。この値は、成形温度190℃、金型温度40℃にて、1辺フィルムゲート(ゲート厚み0.2mm)の120×120×2mmの平板成形を行い、成形後、23℃にて48時間放置後の流れ方向(MD)および流れ直角方法(TD)の収縮率を測定し、MD値をTD値で割った数値である。収縮率異方性(MD/TD)が2.5以上では、成形品が割れやすく、一方、1.0未満では製品が変形しやすくなる。収縮率異方性(MD/TD)は、分子量分布にて調整することが可能である。
【0042】
2.ポリエチレン系樹脂成形材料の製造
本発明のポリエチレン系樹脂成形材料に含まれるポリエチレン系重合体は、エチレンのみの単独重合、あるいはエチレンとα−オレフィンとの共重合により製造することができる。ポリエチレン系樹脂成形材料に含まれるポリエチレン系重合体は、通常の一段重合で重合して得ることもできるが、条件を変えて重合した成分を混合したり、逐次多段重合による組成物として製造することもできる。
【0043】
(1)混合又は逐次多段重合による組成物の製造
本発明において、ポリエチレン系樹脂成形材料は、前記成分(A)のエチレン系重合体と成分(B)のエチレン系重合体とを混合して得ることができる。
樹脂の均一性などの理由から、成分(A)のエチレン系重合体と成分(B)のエチレン系重合体を順次連続的に重合(逐次多段重合法)して得られたものが好ましく、例えば直列に接続した複数の反応器でエチレン及びα−オレフィンを順次連続的に重合して得ることができる。
この場合、一方の重合反応器でエチレン単独重合体を重合し、他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとの共重合体を重合すること、一方の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとの共重合体を重合し、他の重合反応器でさらにエチレンと炭素数が3〜20のα−オレフィンを共重合体することができるが、前者が好ましい。
すなわち、本発明において、前記ポリエチレン系重合体の成分(A)及び成分(B)の少なくとも一方が、重合触媒の存在下、少なくとも二基の重合反応器を組み合わせた多段重合により、少なくとも一方の重合反応器でエチレン単独重合体が重合され、少なくとも他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとのエチレン共重合体が重合されることが好ましい。
【0044】
また、本発明の成分(A)と成分(B)とからなる組成物は、成分(A)及び成分(B)を別々に重合した後に混合したものでもよい。更に、成分(A)及び成分(B)のエチレン系重合体のそれぞれは複数の成分により構成することが可能である。該エチレン系重合体は、1種類の触媒を用いて多段重合反応器にて順次連続的に重合された重合体でもよく、複数種類の触媒を用いて単段又は多段重合反応器にて製造された重合体でもよいし、1種類又は複数種類の触媒を用いて重合された重合体を混合したものでもよい。
【0045】
(2)重合方法
本発明において、エチレン系重合体は、気相重合法、溶液重合法、スラリー重合法などの製造プロセスにより製造することができ、スラリー重合法が好ましい。エチレン系重合体の重合条件のうち重合温度は、0〜300℃の範囲から選択することができる。スラリー重合においては、生成ポリマーの融点より低い温度で重合を行う。重合圧力は、大気圧〜約100kg/cm2の範囲から選択することができる。実質的に酸素と水分などを断った状態で、ヘキサン、ヘプタンなどの脂肪族炭化水素、ベンゼン、トルエン、キシレンなどの芳香族炭化水素、シクロヘキサン、メチルシクロヘキサンなどの脂環族炭化水素などから選ばれる不活性炭化水素溶媒の存在下で、エチレン及びα−オレフィンのスラリー重合を行うことにより好ましく製造することができる。
【0046】
スラリー重合において重合器に供給される水素は、連鎖移動剤として消費され、生成するエチレン系重合体の平均分子量を決定するほか、一部は溶媒に溶解して重合器から排出される。溶媒中への水素の溶解度は小さく、重合器内に大量の気相部が存在しない限り、触媒の重合活性点付近の水素濃度は低い。そのため、水素供給量を変化させれば、触媒の重合活性点における水素濃度が速やかに変化し、生成するエチレン系重合体の分子量は短時間の間に水素供給量に追随して変化する。従って、短い周期で水素供給量を変化させれば、より均質な製品を製造することができるから、重合法としてスラリー重合法を採用することが好ましい。また、水素供給量の変化の態様は、連続的に変化させてもよいが、不連続的に変化させる方が分子量分布を広げる効果が得られる。
本発明においては、エチレン系重合体の重合時に水素供給量を変化させることが重要であるが、その他の重合条件、例えば重合温度、触媒の供給量、エチレンなどのオレフィンの供給量、1−ブテンなどのコモノマーの供給量、溶媒の供給量などを、適宜に水素の変化と同時に又は別個に変化させることも重要である。
【0047】
(3)逐次多段重合
直列に接続した複数の反応器で順次連続して重合する、いわゆる逐次多段重合方法は、最初の重合域(第一段目の反応器)において高分子量成分を製造し、得られた重合体を次の反応域(第二段目の反応器)に移送し、第二段目の反応器において低分子量成分を製造する方法でもよいし、最初の重合域(第一段目の反応器)において低分子量成分を製造し、得られた重合体を次の反応域(第二段目の反応器)に移送し、第二段目の反応器において高分子量成分を製造する方法のどちらでもよい。
具体的な好ましい重合方法は以下の方法である。即ち、チタン系遷移金属化合物及び有機アルミニウム化合物を含むチーグラー触媒及び少なくとも二器の反応器を使用し、第一段目の反応器にエチレン及びα−オレフィンを導入し低密度の高分子量成分の重合体を製造し、第一段目の反応器から抜き出された重合体を第二段目の反応器に移送し、第二段目の反応器にエチレン及び水素を導入し高密度の低分子量成分の重合体を製造する方法である。
なお、多段重合の場合、第二段目以降の重合域で生成するエチレン系重合体の量とその性状については、各段における重合体生成量(未反応ガス分析により把握できる)を求め、各段の後でそれぞれ抜出した重合体の物性を測定し、加成性に基づいて各段で生成した
重合体の物性を求めることができる。
【0048】
(4)重合触媒
エチレン系重合体の重合触媒は、チーグラー触媒、フィリップス触媒、メタロセン触媒などの各種の触媒が用いられる。重合触媒は、水素がオレフィン重合の連鎖移動作用を示すような触媒であればいずれも使用することができる。具体的には、固体触媒成分と有機金属化合物とからなり、水素がオレフィン重合の連鎖移動作用を示すようなスラリー法オレフィン重合に適する触媒であればいずれも使用することができる。好ましくは重合活性点が局在している不均一系触媒である。上記固体触媒成分としては、遷移金属化合物を含有するオレフィン重合用の固体触媒として用いられるものであれば特に制限はない。
【0049】
遷移金属化合物としては、周期律表第IV族〜第VIII族、好ましくは第IV族〜第VI族の金属の化合物を使用することができ、具体例としては、Ti、Zr、Hf、V、Cr、Moなどの化合物が挙げられる。好ましい触媒の例としては、Ti及び/又はVの化合物と周期律表第I族〜第III族金属の有機金属化合物からなる固体チーグラー触媒がある。さらに、メタロセン触媒と呼ばれる、シクロペンタジエン骨格を有する配位子が遷移金属に配位してなる錯体と助触媒とを組み合わせたものが例示される。具体的なメタロセン触媒としては、Ti、Zr、Hf、ランタニド系列などを含む遷移金属に、メチルシクロペンタジエン、ジメチルシクロペンタジエン、インデンなどのシクロペンタジエン骨格を有する配位子が配位してなる錯体触媒と、助触媒としてのアルミノキサンなどの周期律表第I族〜第III族金属の有機金属化合物とを組み合わせたものや、これらの錯体触媒をシリカなどの担体に担持させた担持型のものが挙げられる。特に好ましいオレフィン重合用の固体触媒成分としては、少なくともチタン及び/又はバナジウム並びにマグネシウムを含有するものが挙げられる。
上記の少なくともチタン及び/又はバナジウム並びにマグネシウムを含有する固体触媒成分と共に用いることのできる有機金属化合物としては、有機アルミニウム化合物、中でも、トリアルキルアルミニウムが好ましい。重合反応中における有機アルミニウム化合物の使用量は特に制限されないが、通常チタン化合物1モルに対して0.05〜1,000モルの範囲が好ましい。
更に具体的には、固体触媒成分と有機アルミニウム化合物からなるチーグラー触媒が好ましく、特に以下の公知文献記載の触媒および製造法を用いることにより好適に実施することができる。即ち、特開昭56−61406号公報、特開昭56−141304号公報、特開昭56−166206号公報、特開昭57−141407号公報、特開昭60−235813号公報、特開昭61−246209号公報に記載の触媒系を用いてオレフィンを重合することが好ましい。
本発明において、エチレン系重合体の重合触媒は、一般式Mg(OR2)mX22−m(式中、R2はアルキル、アリール又はシクロアルキル基を示し、X2はハロゲン原子を示し、mは1又は2である)で表される化合物及び一般式Ti(OR3)nX34−n(式中、R3はアルキル、アリール又はシクロアルキル基を示し、X3はハロゲン原子を示し、nは1、2又は3である)で表される化合物を含む均一な炭化水素溶液を、一般式AlR1lX13−l(式中、R1はアルキル、アリール又はシクロアルキル基を示し、X1はハロゲン原子を示し、lは1≦l≦2の数を示す)で表される有機ハロゲン化アルミニウム化合物で処理して得られる炭化水素不溶性固体触媒と有機アルミニウム化合物とを含む触媒系が好ましい。
【0050】
(5)重合モノマー
本発明において、エチレン系重合体は、エチレンの単独重合、又はエチレンと炭素数3〜12のα−オレフィン、例えば、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテンなどとの共重合により得られ、共重合の場合、1−ブテンや1−ヘキセンが好ましいモノマーとして挙げられる。
また、改質を目的とする場合のジエンとの共重合も可能である。このとき使用されるジエン化合物の例としては、ブタジエン、1,4−ヘキサジエン、エチリデンノルボルネン、ジシクロペンタジエンなどを挙げることができる。
なお、重合の際のコモノマー含有率は任意に選択することができるが、例えば、エチレンと炭素数3〜12のα−オレフィンとの共重合の場合には、エチレン・α−オレフィン共重合体中のα−オレフィン含有量は0〜40モル%、好ましくは0〜30モル%である。
原料エチレンとしては、植物由来のエチレンを用いて重合することもでき、該エチレンを使用したエチレン系重合体としても差し支えない。
【0051】
3.ポリエチレン系樹脂成形材料における特性値の制御法
(1)MFR及びHLMFR
本発明のポリエチレン系樹脂成形材料の製造において、MFRとHLMFRは、エチレン系モノマーの重合における温度や連鎖移動剤の使用などにより、所望の範囲に調整することができる。即ち、エチレンとα−オレフィンとの重合温度を上げることにより分子量を下げて、結果としてMFR及びHLMFRを大きくすることができ、重合温度を下げることにより分子量を上げて、結果としてMFR及びHLMFRを小さくすることができる。また、エチレンとα−オレフィンとの共重合反応において、共存させる水素量(連鎖移動剤量)を増加させることにより分子量を下げて、結果としてMFR及びHLMFRを大きくすることができ、共存させる水素量(連鎖移動剤量)を減少させることにより分子量を上げて、結果としてMFR及びHLMFRを小さくすることができる。
【0052】
(2)HLMFR/MFR
本発明のポリエチレン系樹脂成形材料の製造において、HLMFR/MFR(フローレシオFLR)は、分子量分布を調整することにより増減させることができる。このHLMFR/MFRは、ゲルパーミネーションクロマトグラフィーによる分子量の単分散性(重量平均分子量Mw/数平均分子量Mn)と相関があり、HLMFR/MFRの100は単分散性Mw/Mnの約18に相当する。HLMFR/MFR又はMw/Mnは、触媒の種類、助触媒の種類、重合温度、重合反応器内の滞留時間、重合反応器の数などで調整でき、また、押出機の温度、圧力、剪段速度などにより調整可能であり、好ましくは高分子量成分と低分子量成分の混合割合を調整することにより増減することができる。
エチレン系重合体のHLMFR/MFR又はMw/Mnは、触媒の種類の影響を受け易く、一般にフィリプス触媒によれば分子量分布が広く、メタロセン触媒によれば分子量分布が狭く、チーグラー触媒によればその中間的な分子量分布を有する重合体となる。
【0053】
(3)密度
本発明のポリエチレン系樹脂成形材料の製造において、密度は、エチレンと共重合させるコモノマーの種類や量を変化させることにより、所望の範囲に調整することができる。
【0054】
(4)CSD
本発明のポリエチレン系樹脂成形材料において、CSDは、この数値が高いと、よりブロック的にコモノマーが挿入され、CSDの数値が低いとより交互(またはランダム)にコモノマーが挿入されている。コモノマーの挿入の制御は、ポリオレフィン重合分野においては技術革新が重ねられており、様々な手法が挙げられるが、本発明の重合体については、重合の触媒系が重要な要素の一つであり、先に記載した公知の特許文献(特開昭56−61406号公報、特開昭56−141304号公報、特開昭56−166206号公報、特開昭57−141407号公報、特開昭60−235813号公報、特開昭61−246209号公報)に記載の特定のマグネシウム化合物、チタン化合物、有機ハロゲン化アルミニウム化合物から得られる固体触媒と有機アルミニウム化合物とを組み合わせてなる触媒を用いることにより容易に制御可能である。
【0055】
(5)主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数
本発明のポリエチレン系樹脂成形材料の製造において、短鎖分岐数は、エチレンと共重合させるコモノマーの種類や量を変化させることにより、所望の範囲に調整することができる。短鎖分岐数は密度と相関があり、例えば密度0.916g/cm3でおよそ14個/1,000C、密度0.930g/cm3でおよそ4個/1,000C程度となる。
【0056】
(6)その他の特性値の制御
本発明のポリエチレン系樹脂成形材料の製造において、曲げ弾性率は、ポリエチレンの分子量及び密度を増減させることにより調節することができ、分子量又は密度を増加させると、曲げ弾性率を上げることができる。
190℃、せん断速度400sec−1での溶融時粘度は、ポリエチレンの分子量及び密度を増減させることにより調節することができ、分子量を増加させると溶融時粘度を上げることができる。
また、引張降伏強さは、密度を増減させることにより調節することができ、密度を高くすると大きくすることができる。
炭化水素揮発分を所定の値以下にするためには、重合したポリエチレン系重合体に揮発分除去操作、例えばスチームストリッピング処理、温風脱臭処理、真空処理、窒素パージ処理などを実施することにより達成することができ、特にスチーム脱臭処理を行うことにより、この制御操作を顕著に発揮することができる。スチーム処理の条件は特に限定されるものではないが、エチレン系重合体を100℃のスチームに8時間程度接触させるとよい。
さらに、フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)を大きくするためには、低密度かつ高分子量成分を添加することにより達成可能である。
定ひずみESCRは、密度、分子量及び分子量分布にて調整し、本発明における成分(A)の低密度かつ高分子量成分を適宜使用することにより達成可能である。
【0057】
4.成形用の材料
上記の方法により製造されたエチレン系重合体を含むエチレン系樹脂成形材料は、常法に従い、ペレタイザーやホモジナイザーなどによる機械的な溶融混合によりペレット化した後、各種成形機により成形を行って、容器蓋とすることができる。
エチレン系樹脂成形材料には、各種の物性をより高め又は他の物性を付加するために、常法に従い、他のオレフィン系重合体やゴムなどのほか、酸化防止剤(フェノール系、リン系、イオウ系)、紫外線吸収剤、光安定剤、滑剤、帯電防止剤、防曇剤、ブロッキング防止剤、加工助剤、着色顔料、架橋剤、発泡剤、無機又は有機充填剤、難燃剤などの通常の添加剤を1種又は2種以上適宜配合することができる。
【0058】
充填材としては、炭酸カルシウム、タルク、金属粉(アルミニウム、銅、鉄、鉛など)、珪石、珪藻土、アルミナ、石膏、マイカ、クレー、アスベスト、グラファイト、カーボンブラック、酸化チタンなどが使用可能であり、なかでも炭酸カルシウム、タルク及びマイカなどを用いるのが好ましい。
本発明において、結晶化速度を促進するために造核剤を用いることも有効な手法である。該造核剤としては、特に限定されるものでなく、一般的な有機系又は無機系の造核剤を用いることができる。いずれの場合でも、上記ポリエチレンに必要に応じ各種添加剤を配合し、混練押出機、バンバリーミキサーなどにて混練し、成形用材料とすることができる。
【0059】
5.容器蓋部材としての利用
本発明のポリエチレン系樹脂成形材料を原料として用い、射出成形法や圧縮成形法などにより成形することで、容器蓋部材が製造される。容器蓋部材は、連続圧縮成形法により製造されることが好ましい。
本発明のポリエチレン系樹脂成形材料は、各種特性を満足するので、成形性、高流動性、臭い、耐衝撃性、食品安全性、剛性などに優れ、なおかつ耐熱性に優れる。したがって、このような特性を必要とする、容器や容器蓋などの用途に適し、特に、内圧が高い炭酸飲料などの清涼飲料用の用途に好適である。
その他、食用油、わさびなどの香辛料、調味料、アルコール飲料などの食品及び飲料における容器や容器蓋、化粧品やヘアクリームなどの容器及び容器蓋の用途にも使用でき、主として射出成形法で成形される。
特に、本発明のポリエチレン系樹脂成形材料は、耐圧性能の観点からして、炭酸飲料の液体の容器蓋に用いたとき優れた効果を発揮する。本発明の材料を用いた炭酸飲料用容器蓋は、高速成形化、ワンピース形状化が可能であり、PETボトルなどの容器用にも最適に用いられる。
【実施例】
【0060】
以下、本発明をより具体的にかつ明確に示すために、実施例及び比較例を用いて説明するが、本発明は、これら実施例によって限定されるものではない。なお、実施例で用いた測定方法、評価方法は以下の通りである。
【0061】
(1)温度190℃・荷重2.16kgにおけるメルトフローレート(MFR):JIS−K6922−2:1997年に準拠して測定した。
(2)温度190℃・荷重21.6kgにおけるハイロードメルトフローレート(HLMFR):JIS−K6922−2:1997年に準拠して測定した。
(3)密度:JIS−K6922−1,2:1997年に準じて測定した。
【0062】
(4)コモノマー・シークエンス・ディストリビューション(CSD):J.C.Randall著、JMS−REV.MACROMOL.CHEM.PHYS.,C29(2&3),201−317頁(1989)の記載に基づき、ポリエチレン系樹脂成形材料を13C−NMRスペクトルにより測定した。具体的には日本電子社製JEOL−GSX400核磁気共鳴装置を用いて、エチレン・エチレン連鎖数、コモノマー・コモノマー連鎖数、エチレン・コモノマー連鎖数を測定し、これらの値から、CSDを式(a)により求めた。
CSD=4×[EE][CC]/[EC]2 式(a)
なお、具体的には、以下の条件で測定した。
装置:日本電子社製JEOL−GSX400、パルス幅 :8.0μsec(フリップ角=40°)、パルス繰り返し時間:5秒、積算回数:5000回以上、溶媒および内部標準:1,2,4−トリクロロベンゼン/ベンゼン−d6/ヘキサメチルジシロキサン(混合比:30/10/1)、測定温度:120℃、試料濃度:0.3g/ml。また、測定で得られたスペクトルを下記文献に基づき求めた。
(i)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(ii)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0063】
(5)主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA:ポリエチレン系樹脂成形材料の『A成分』の13C−NMRスペクトル測定を、上記CSDの算出に用いた13C−NMRスペクトル測定と同一条件で測定し、下記の文献に基づき求めた。
(i)エチレン・1−ブテン共重合体の場合: Macromolecules,15,353−360(1982)(Eric T.Hsieh and James C.Randall)、
(ii)エチレン・1−ヘキセン共重合体の場合: Macromolecules,15,1402−1406(1982)Eric T.Hsieh and James C.Randall)
【0064】
(6)フルノッチクリープ試験による1.9MPaにおける破断時間(FNCT):JIS−K6774:1998年に準拠し、温度80℃で、使用液として花王株式会社製洗剤エマール1%水溶液を用いて測定した。
(7)曲げ弾性率:試験片として210℃で射出成形した4×10×80mmの板状体を用い、JIS−K6922−2:1997年に準拠して測定した。
(8)引張降伏強さ:JIS−K6922−2:1997年に準拠して測定した。
(9)溶融時粘度:インテスコ社製キャピラリーレオメータを用い、190℃測定時、直径1mm、L/D:35のキャピラリーを用いて、せん断速度400sec−1の溶融粘度を測定した。
【0065】
(10)高速成形性:30φで高さ20mmの円柱容器蓋状の金型と、東芝機械製IS−80射出成形機を用い、成形温度190℃・金型温度40℃にて成形を行い、評価した。冷却時間6秒以内となるものを○とし、6秒以内では柔らかく、又は金型との滑り性が悪いため、金型に食いつき離型できない物を×とした。
(11)持続耐圧試験:500ml用のPETボトルに、二酸化炭素濃度が500mlに対して2,250mlとなる炭酸水を5℃の条件で500ml充填し、上記(10)の成形で得られた容器蓋で密栓し、50℃及び60℃にて、1ヶ月間加温した状態に保管し容器蓋の状況を観察した。容器蓋天面が変形しないものを○、変形によって、液漏れ、ガス漏れの発生するものを×とした。
(12)天面クラック試験:上記持続耐圧試験にて、天面にクラックの発生しないものを○、クラックが発生したものを×とした。
(13)定ひずみESCR:試験片として120×120×2mmの射出成形板より、所定の試験片を切り出し、ASTM D1693−01:2001に準拠して測定した。
(14)収縮率異方性(MD/TD):ファナック社製ロボショット200i−100B射出成形機を用いて、成形温度190℃、金型温度40℃にて、1辺フィルムゲート(ゲート厚み0.2mm)の120×120×2mmの平板成形を行い、成形後、23℃にて48時間放置後の流れ方向(MD)および流れ直角方法(TD)の収縮率を測定した。その測定値より、MD/TDを算出した。
【0066】
[実施例1]
(触媒の製造)
マグネシウムエトキシド115gとトリn−ブトキシモノクロルチタン151gとn−ブタノール37gとを150℃で6時間混合して均一化した。次に60℃まで下げてn−ヘキサンを加え均一溶液とした。次いで所定温度にてエチルアルミニウムセスキクロライドを457g滴下し1時間攪拌した。生成した沈殿をn−ヘキサンで洗浄することによって触媒成分が210g得られた。得られた固体を乾燥し粉末とした。この粉末中にMgが11.0重量%、Tiが10.5重量%含まれていた。
(重合体の製造)
第一段反応器として内容積200リットルの第一段重合器に、触媒供給ラインから上記(触媒の製造)で得られた固体触媒成分1.5g/hrを、またトリエチルアルミニウムを有機金属化合物供給ラインから40mmol/hrを供給して、重合内容物を所要速度で排出しながら、70℃において重合溶媒(n−ヘキサン)70(l/hr)、水素78(mg/hr)、エチレン13.8(kg/hr)、1−ブテン0.35(kg/hr)の速度で供給し、全圧1.3MPa、平均滞留時間2.4hrの条件下で連続的に第一段共重合を行った。
第一段反応器の重合生成物を一部採取し、重合物を回収して物性を測定した結果を、「高分子量成分(A)」とした。
第一段反応器で生成したスラリー状重合生成物をそのまま内容積400リットルの第二段反応器へ全量、内径50mmの連続管を通して導入し、重合器内容物を所要速度にて排出しながら、82℃にて重合溶媒(n−ヘキサン)100(l/hr)、水素31.9(g/hr)、エチレン43.8(kg/hr)の速度で供給し、全圧1.1MPa、平均滞留時間1.8hrの条件下で連続的に第二段重合を行った。
第二段反応器から排出される重合生成物をフラッシング槽へ導入し、重合生成物を連続的に抜き出し、脱気ラインから未反応ガスを除去した。得られた重合体のスチームストリッピング処理を施した後、ペレタイザーで造粒した後、その物性を評価した。結果を表2に示した。なお、表2において、第二段反応器で生成した「低分子量成分(B)」の物性は、最終製品であるポリエチレン組成物の物性と第一段反応器で得られた成分(A)の物性とから加成則に基づく計算により求めた。
上記の方法で得られた材料は、引張降伏強度が大きく、曲げ弾性率などの機械物性に優れ、耐久性などを必要とする容器蓋の適性に優れていた。
【0067】
[実施例2〜7]
表1に示す条件以外は実施例1と同様に行って、エチレン系重合体を得た。上記の方法で重合された「成分(A)」と「成分(B)」を表2に示した割合で配合し、本発明のポリエチレン系樹脂成形材料を製造した。得られた材料の評価結果を表2に示した。得られた材料は、引張降伏強度が大きく、曲げ弾性率などの機械物性に優れ、耐久性などを必要とする容器蓋適性に優れていた。
【0068】
[比較例1〜3]
表1に示す条件以外は実施例1と同様に行って、エチレン系重合体を得た。上記の方法で重合された「成分(A)」と「成分(B)」を表2に示した割合で配合し、比較用のポリエチレン系樹脂成形材料を製造した。得られた材料の評価結果を表2に示した。表2のとおり、比較例1は、密度が低いため、剛性が不足し、なおかつCSDが低いためFNCT等耐ストレスクラック性能が低下し、容器蓋性能が十分でなかった。また、比較例2はHLMFRが低く、高速成形に耐えられるものではなかった。比較例3は、成分(A)のMFRが高い影響により、FNCT等、耐ストレスクラック性能が低く、容器蓋の適性が十分ではなかった。
【0069】
【表1】
【0070】
【表2】
【0071】
[実施例と比較例の結果の対比]
以上のように、実施例1〜7のポリエチレン系樹脂成形材料は、本発明の各種の特性要件を満たすために、炭酸飲料などの容器の蓋材料に使用すると、高速成形性や耐圧性及び耐久性などが優れている。一方、比較例1〜3のポリエチレン系樹脂材料は、密度、CSDが低いか、HLMFRが低いか、成分(A)のMFRが高く、本発明の各種の特性要件を満たさないために、炭酸飲料などの容器の蓋材料に使用することができない。
本発明を詳細にまた特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは当業者にとって明らかである。
【産業上の利用可能性】
【0072】
本発明の容器蓋用ポリエチレン系樹脂成形材料は、容器蓋部材用の樹脂材料の基本性能である、高速成形性、高流動性、剛性、耐衝撃性、耐久性、耐熱性、滑り性、低臭気性、食品安全性などの諸性能がバランス良くおしなべて優れ、開栓性や密封性も良好であり、更に、高温での取扱い時における炭酸飲料内圧による耐ストレスクラック性やFNCT破断性能及び引張降伏強度などの機械的特性も向上されるので、炭酸飲料などの液体を収容する容器の蓋を成形するのに好ましく利用できる。
【特許請求の範囲】
【請求項1】
下記の特性(1)〜(3)を満たすポリエチレン系重合体を主成分として含むことを特徴とする容器蓋用ポリエチレン系樹脂成形材料。
特性(1):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が0.8g/10分以上5.0g/10分未満で、温度190℃・荷重21.6Kgにおけるハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、且つHLMFR/MFRが80〜200である
特性(2):密度が0.955g/cm3以上0.970g/cm3以下である
特性(3):分子量105以上の成分の、13C−NMRスペクトルの測定値から下記式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が0.0〜3.0である
CSD=4×[EE][CC]/[EC]2 式(a)
(式(a)中、[EE]はエチレン・エチレン連鎖数、[CC]はコモノマー・コモノマー連鎖数、[EC]はエチレン・コモノマー連鎖数を表す。)
【請求項2】
前記ポリエチレン系重合体は、下記の成分(A)を20重量%以上40重量%以下、及び成分(B)を60重量%以上80重量%以下含有する組成物であることを特徴とする請求項1に記載の容器蓋用ポリエチレン系樹脂成形材料。
成分(A):HLMFRが0.1〜5.0g/10分、密度が0.915〜0.935g/cm3であり、かつ13C−NMRスペクトルの測定値から式(a)により求めたCSDの値(CSDA)が0.0〜3.0のエチレン系重合体
成分(B):MFRが150g/10分以上600g/10分未満、密度が0.960g/cm3以上0.980g/cm3未満のエチレン系重合体
【請求項3】
前記ポリエチレン系重合体は、さらに成分(A)のCSDの値CSDAと、成分(A)の13C−NMRスペクトルにより測定した主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)が、下記の式(b)を満たすことを特徴とする、請求項1又は2に記載の容器蓋用ポリエチレン系樹脂成形材料。
CSDA < −0.1273 × SCBA+3.3 式(b)
【請求項4】
前記ポリエチレン系重合体は、さらに下記の特性(4)及び(5)を満たすことを特徴とする、請求項1〜3のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
特性(4):曲げ弾性率が900〜1500MPaである
特性(5):190℃、せん断速度400sec−1での溶融時粘度が200〜500Pa・sである
【請求項5】
前記ポリエチレン系重合体は、さらに下記の特性(6)及び(7)を満たすことを特徴とする、請求項1〜4のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
特性(6):フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)が40時間以上である
特性(7):射出成形試料の耐定ひずみストレスクラック性が200〜1000時間である
【請求項6】
前記ポリエチレン系重合体の成分(A)及び成分(B)の少なくとも一方が、重合触媒の存在下、少なくとも二基の重合反応器を組み合わせた多段重合により、少なくとも一方の重合反応器でエチレン単独重合体が重合され、少なくとも他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとのエチレン共重合体が重合されることを特徴とする請求項2〜5のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【請求項7】
前記ポリエチレン系重合体の重合触媒は、一般式Mg(OR2)mX22−m(式中、R2はアルキル、アリール又はシクロアルキル基を示し、X2はハロゲン原子を示し、mは1又は2である)で表される化合物及び一般式Ti(OR3)nX34−n(式中、R3はアルキル、アリール又はシクロアルキル基を示し、X3はハロゲン原子を示し、nは1、2又は3である)で表される化合物を含む均一な炭化水素溶液を、一般式AlR1lX13−l(式中、R1はアルキル、アリール又はシクロアルキル基を示し、X1はハロゲン原子を示し、lは1≦l≦2の数を示す)で表される有機ハロゲン化アルミニウム化合物で処理して得られる炭化水素不溶性固体触媒と有機アルミニウム化合物とを含む触媒であることを特徴とする請求項1〜6のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【請求項8】
前記容器蓋は、内容物として炭酸飲料を収納する容器に用いられることを特徴とする請求項1〜7のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【請求項9】
前記容器蓋は、連続圧縮成形により成形されることを特徴とする請求項1〜8のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【請求項1】
下記の特性(1)〜(3)を満たすポリエチレン系重合体を主成分として含むことを特徴とする容器蓋用ポリエチレン系樹脂成形材料。
特性(1):温度190℃・荷重2.16Kgにおけるメルトフローレート(MFR)が0.8g/10分以上5.0g/10分未満で、温度190℃・荷重21.6Kgにおけるハイロードメルトフローレート(HLMFR)が180g/10分以上400g/10分以下であり、且つHLMFR/MFRが80〜200である
特性(2):密度が0.955g/cm3以上0.970g/cm3以下である
特性(3):分子量105以上の成分の、13C−NMRスペクトルの測定値から下記式(a)により求めたCSD(コモノマー・シークエンス・ディストリビューション)の値が0.0〜3.0である
CSD=4×[EE][CC]/[EC]2 式(a)
(式(a)中、[EE]はエチレン・エチレン連鎖数、[CC]はコモノマー・コモノマー連鎖数、[EC]はエチレン・コモノマー連鎖数を表す。)
【請求項2】
前記ポリエチレン系重合体は、下記の成分(A)を20重量%以上40重量%以下、及び成分(B)を60重量%以上80重量%以下含有する組成物であることを特徴とする請求項1に記載の容器蓋用ポリエチレン系樹脂成形材料。
成分(A):HLMFRが0.1〜5.0g/10分、密度が0.915〜0.935g/cm3であり、かつ13C−NMRスペクトルの測定値から式(a)により求めたCSDの値(CSDA)が0.0〜3.0のエチレン系重合体
成分(B):MFRが150g/10分以上600g/10分未満、密度が0.960g/cm3以上0.980g/cm3未満のエチレン系重合体
【請求項3】
前記ポリエチレン系重合体は、さらに成分(A)のCSDの値CSDAと、成分(A)の13C−NMRスペクトルにより測定した主鎖の炭素原子1,000あたりの炭素数1〜20の短鎖分岐数SCBA(個/1,000C)が、下記の式(b)を満たすことを特徴とする、請求項1又は2に記載の容器蓋用ポリエチレン系樹脂成形材料。
CSDA < −0.1273 × SCBA+3.3 式(b)
【請求項4】
前記ポリエチレン系重合体は、さらに下記の特性(4)及び(5)を満たすことを特徴とする、請求項1〜3のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
特性(4):曲げ弾性率が900〜1500MPaである
特性(5):190℃、せん断速度400sec−1での溶融時粘度が200〜500Pa・sである
【請求項5】
前記ポリエチレン系重合体は、さらに下記の特性(6)及び(7)を満たすことを特徴とする、請求項1〜4のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
特性(6):フルノッチクリープ試験による80℃、1.9MPaにおける破断時間(FNCT)が40時間以上である
特性(7):射出成形試料の耐定ひずみストレスクラック性が200〜1000時間である
【請求項6】
前記ポリエチレン系重合体の成分(A)及び成分(B)の少なくとも一方が、重合触媒の存在下、少なくとも二基の重合反応器を組み合わせた多段重合により、少なくとも一方の重合反応器でエチレン単独重合体が重合され、少なくとも他の重合反応器でエチレンと炭素数が3〜20のα−オレフィンとのエチレン共重合体が重合されることを特徴とする請求項2〜5のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【請求項7】
前記ポリエチレン系重合体の重合触媒は、一般式Mg(OR2)mX22−m(式中、R2はアルキル、アリール又はシクロアルキル基を示し、X2はハロゲン原子を示し、mは1又は2である)で表される化合物及び一般式Ti(OR3)nX34−n(式中、R3はアルキル、アリール又はシクロアルキル基を示し、X3はハロゲン原子を示し、nは1、2又は3である)で表される化合物を含む均一な炭化水素溶液を、一般式AlR1lX13−l(式中、R1はアルキル、アリール又はシクロアルキル基を示し、X1はハロゲン原子を示し、lは1≦l≦2の数を示す)で表される有機ハロゲン化アルミニウム化合物で処理して得られる炭化水素不溶性固体触媒と有機アルミニウム化合物とを含む触媒であることを特徴とする請求項1〜6のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【請求項8】
前記容器蓋は、内容物として炭酸飲料を収納する容器に用いられることを特徴とする請求項1〜7のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【請求項9】
前記容器蓋は、連続圧縮成形により成形されることを特徴とする請求項1〜8のいずれかに記載の容器蓋用ポリエチレン系樹脂成形材料。
【図1】

【公開番号】特開2011−231316(P2011−231316A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2011−83238(P2011−83238)
【出願日】平成23年4月5日(2011.4.5)
【出願人】(303060664)日本ポリエチレン株式会社 (233)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成23年4月5日(2011.4.5)
【出願人】(303060664)日本ポリエチレン株式会社 (233)
【Fターム(参考)】
[ Back to top ]