
容器詰め内容物の製造方法
【課題】口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させエネルギー消費を節約することができるポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
【解決手段】内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器詰め内容物、特に口部非結晶ポリエステルボトル入り飲料の製造方法に関する。
【背景技術】
【0002】
従来PETボトル詰め飲料の製造方法としてホットパックと呼ばれる方法が知られている。1例として特許文献1および2を挙げる。
【0003】
この方法は、85〜95℃に加温した酸性飲料(pH4.6未満)や低酸性飲料(pH4.6以上)を口部を結晶化させることにより耐熱性を持たせたPETボトルに充填し、密封後ボトルを横倒しにすることによりボトルの口部やキャップ部に内容液を接触させることにより口部やキャップ部を殺菌し、次いでボトルを冷却パストライザーにより冷却して製品とするものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−278225号公報
【特許文献2】特開平8−309841号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のとおり、PETボトル詰め飲料の製造方法は、一般に充填温度85〜95℃の高温で内容液をPETボトルに充填するものであるから、PETボトルはこの充填温度で充分な耐熱性を有する口部結晶化PETボトルを使用しなければならず、口部を結晶化していない口部非結晶PETボトルを使用することはできない。口部結晶化PETボトルは口部非結晶PETボトルに比べて高価であるから、ホットパックによるPETボトル詰め酸性飲料・低酸性飲料の製造コストが高いという欠点がある。
【0006】
また、ホットパックは充填温度が高いためエネルギー消費が大きく、さらにホットパックによる殺菌後に冷却パストライザーによりボトルを冷却する際に、ボトルが高温になっているため冷却に時間を要し、生産効率を悪くする上にエネルギー消費もさらに増大するという欠点がある。
【0007】
本発明は、上記従来のPETボトル詰め飲料における高温充填法の欠点に鑑みなされたものであって、本発明の第1の目的は、口部結晶化PETボトル等の口部結晶化ポリエステル容器を使用しないでも容器詰め内容物の製造が可能な製造方法を提供することである。
【0008】
また、本発明の第2の目的は、冷却に従来のホットパックほど時間を必要とせず、生産効率を向上させ、エネルギーを節約することができるボトル詰め飲料等容器詰め内容物の製造方法を提供しようとするものである。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明者らは、鋭意研究と実験を重ねた結果、内容物を口部非結晶ポリエステル容器に充填し、密封後殺菌時における容器口部の温度が61℃以上で容器の含水率によって定まるガラス転移温度未満の温度で容器を殺菌すれば、従来のホットパックによる充填温度85〜95℃を下回る範囲内の充填温度でも充分な商業的無菌性を確保できることを発見し、本発明に到達した。
【0010】
すなわち、上記本発明の目的を達成する容器詰め内容物の製造方法は、内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とするものである。
【0011】
本発明によれば、61℃以上で65℃以下の充填温度により内容物を容器に充填することにより充分な商業的無菌性を得ることができるので、容器のガラス転移温度がこの温度範囲内にある口部非結晶ポリエステル容器を使用することが可能となる。また、充填温度が従来のホットパックに比べて大幅に低いので、エネルギー消費を節約することができ、殺菌後の冷却に要する時間も短縮できるので生産効率を向上させるとともにエネルギー消費を一層節約することができる。
【0012】
本発明の1側面において、容器詰め内容物の製造方法は、容器殺菌後、容器を冷却することを特徴とする。
【0013】
本発明の他の側面において、容器詰め内容物の製造方法における容器の含水率は、非結晶である容器口部の含水率であることを特徴とする。
【0014】
製法上、実質的に非結晶かつ未延伸となるPETボトルのようなポリエステル容器口部は、容器の中でもっとも耐熱性が劣る場所である。したがって、容器の中でも特に容器口部の含水率によって定まるガラス転移温度未満となるように容器殺菌を行うことが、熱による口部の歪み発生を防止するためにもっとも重要である。また、シート成形によるPETカップのように、その製法上、実質、延伸されるものの非結晶であるポリエステル容器口部も同様である。
【0015】
本発明の他の側面においては、容器への内容物の充填と、充填後の容器の密封を外環境制御空間内で行うことを特徴とする。これによって、容器殺菌による無菌性の達成を補完することができ、上記充填温度のみでは達成できない無菌性も達成することができる。
【0016】
本発明の他の側面においては、容器殺菌は、加温された内容物を容器に充填し、密封後、容器を傾斜して内容物を容器口部に接触させることにより行うことを特徴とする。容器を傾斜することにより、内容物が容器口部に接触し、口部の殺菌をより完全に行うことができる。容器の傾斜は、容器の横倒しや倒立を含む。
【0017】
本発明の他の側面においては、容器殺菌は、内容物を容器に充填し、密封後、容器の外面に温水を接触させることにより行うことを特徴とする。温水パストライザー等により容器の外面に温水を接触させることにより、容器殺菌をより完全に行うことができる。
【0018】
本発明の他の側面においては、容器殺菌は、加温された内容物を容器に充填し、密封後、容器を傾斜して内容物を容器口部に接触させ、かつ、容器の外面に温水を接触させることにより行うことを特徴とする。
【0019】
本発明の他の側面においては、容器に内容物を充填する前に、容器の含水率を減少させる工程をさらに備えることを特徴とする。
【0020】
口部非結晶PETボトル等容器のガラス転移温度と容器の含水率の間には相関関係があり、容器の含水率が低いほどガラス転移温度は高くなる。したがって、充分な殺菌を行うためにより高い温度によって殺菌にする必要がある場合は、容器のガラス転移温度をできるだけ高くするように容器の含水率を減少させる必要がある場合がある。本発明のこの側面においては、容器の含水率を減少させることにより、容器のガラス転移温度を必要な殺菌温度を超える温度に上昇させることができる。
【0021】
本発明の他の側面においては、容器の予備成形物を成形し、成形された予備成形物を容器に成形する前に、予備成形物の含水率を減少させる工程をさらに備えることを特徴とする。容器の予備成形物の含水率を減少させることにより、容器のみの含水率を減少させる場合に比べて容器のガラス転移温度をより高い温度に上昇させることができる。
【0022】
容器、および容器の予備成形物の含水率を減少させる工程は、好ましくは容器および予備成形物の除湿を行うことにより達成することができる。具体的には、除湿機により容器、予備成形物の除湿を行う他、成形直後から乾燥室等の湿度調整室で保管することにより行ってもよい。
【0023】
本発明の他の側面においては、容器成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする。これによって、容器成形から内容物充填までの時間を短縮することにより、容器が外部環境から吸収する湿気の量が減少し、それだけ容器の含水率を低く維持することができる。
【0024】
本発明の他の側面においては、容器成形後容器を充填工程に直接移送するとともに、容器成形を外環境制御空間内で行うことを特徴とする。これによって、容器の無菌性を一層高めることができる。
【0025】
本発明の他の側面においては、容器の予備成形物を成形し、成形された予備成形物を容器成形工程に直接移送し、容器の成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする。
【0026】
本発明の他の側面においては、予備成形物の成形、予備成形物の容器成形工程への移送、および容器の成形を外環境制御空間内で行うことを特徴とする。
【0027】
本発明の他の側面においては、外環境制御空間がクラス10万以下であることを特徴とする。
【0028】
本発明の他の側面においては、本発明の製造方法において使用される容器はポリエステル容器であり、口部が非結晶で、常温かつ大気圧における容器内減圧が0.35KPaないし0.70KPaであることを特徴とする。
【発明の効果】
【0029】
以上述べたように、本発明によれば、61℃以上で容器の含水率によって定まるガラス転移温度未満の温度範囲内の充填温度により内容物を容器に充填することにより充分な商業的無菌性を得ることができるので、容器のガラス転移温度がこの温度範囲内にある口部非結晶ポリエステル容器を使用することが可能となり、製造コストを有意に低減させることができる。また、充填温度が従来のホットパックに比べて大幅に低いので、エネルギー消費を節約することができ、殺菌後の冷却に要する時間も短縮できるので生産効率を向上させるとともにエネルギー消費を一層節約することができる。
【0030】
また、口部非結晶PETボトル等ポリエステル容器のガラス転移温度と容器の含水率の間には相関関係があり、容器の含水率が低いほどガラス転移温度は高くなる。したがって、充分な殺菌を行うためにより高い温度によって殺菌する必要がある場合は、容器のガラス転移温度をできるだけ高くするように容器の含水率を減少させる必要がある場合がある。本発明の1側面においては、容器の含水率を減少させることにより、容器のガラス転移温度を必要な殺菌温度を超える温度に上昇させることができる。
【0031】
本発明の他の側面によれば、容器成形から内容物充填までの時間を短縮することにより、ボトルが外部環境から吸収する湿気の量が減少し、それだけボトルの含水率を低く維持することができる。
【0032】
また、本発明の製造方法を実施するにあたっては特別な装置を必要とすることなく、従来のホットパック法によるボトル詰め飲料の製造に使用されている既存の装置をそのまま使用することができるので、経済的である。
【0033】
さらに、内容物が飲料の場合は、従来のホットパック充填温度よりも低い温度ながら、製品内容液の入味線の上昇と密封性の確認のために必要なボトルヘッドスペース部の減圧が得られる効果がある。
【図面の簡単な説明】
【0034】
【図1】本発明の方法の1実施形態を示すフローチャートである。
【図2】本発明の方法の他の実施形態を示すフローチャートである。
【図3】本発明の方法の他の実施形態を示すフローチャートである。
【図4】ボトルの含水率とガラス転移温度の関係を示すグラフである。
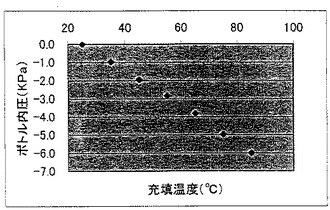
【図5】内溶液充填温度とボトル内圧の関係を示すグラフである。
【発明を実施するための形態】
【0035】
以下添付図面を参照して本発明の実施の形態について説明する。
本発明の方法に使用する容器はPETボトル等のポリエステルボトルの他ポリエステル製カップ、トレー、チューブ等のポリエステル容器である。また、本発明の方法が適用される内容物は、飲料の他ジャム等の食品、みりん、たれ等の調味料、その他化粧品、薬品等である。本発明が適用される好適な飲料は、pHが4.6未満の酸性飲料、pHが4.6以上の低酸性飲料およびミネラウオーターである。酸性飲料としては果実飲料、野菜飲料、乳性飲料、紅茶飲料(レモンテイー)、酸性機能性飲料(スポーツドリンク)、ニアウオーター等が挙げられ、低酸性飲料としてはコーヒー飲料、茶飲料等で乳を含まないもの、たとえば無糖コーヒー、加糖コーヒー、緑茶、紅茶、煎茶、ウーロン茶等が挙げられる。
【0036】
本発明の製造方法においては、内容物を口部非結晶ポリエステル容器に充填し、密封後、容器殺菌時における容器口部温度が61℃以上で容器の含水率によって定まるガラス転移温度未満の温度となる温度範囲内で容器殺菌を行う。
【0037】
ここで、容器口部温度とは、口部の内面から外面に至るいずれかの箇所における温度であるが、容器口部内外面の温度、特に密封部と接触する容器口部内外面の温度が重要である。容器口部内外面と密封部の間にわずかな間隙が生じる場合があり、この間隙に水分が残留したまま充分な殺菌が行われないと、菌が繁殖したりカビが発生するという問題が生じる。したがって、容器口部内外面の温度、特に密封部と接触する容器口部内外面の温度が61℃以上になるように殺菌条件を調整することが必要である。
【0038】
また、内面と外面との中間部の温度も重要である。この中間部の温度が容器の含水率によって定まるガラス転移温度以上になると、口部に歪みが生じ、密封不良となる。したがって、この中間部の温度が容器の含水率によって定まるガラス転移温度以上にならないように殺菌条件を調整することが必要である。
【0039】
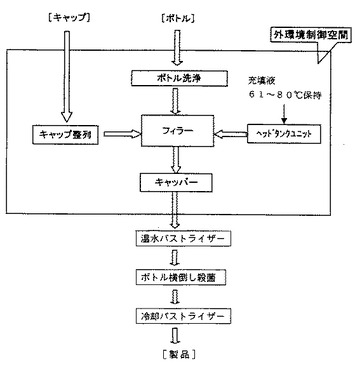
以下口部非結晶PETボトルに飲料を充填する場合を例にとり具体的な実施形態について図1のフローチャートを参照して説明する。
図1の実施形態において、ボトルはクラス10万以下の外環境制御空間内に配置されたボトル洗浄装置により少なくともその内面を洗浄される。ここで外環境制御空間とは無菌状態を所定のクラス以下とするように制御された作業室または作業室の一部を区画した空間等の外部環境を意味する。図1の実施形態においては、ボトル洗浄装置、フイラー、ヘッドタンクユニット、キャップ整列装置、キャッパー等が外環境制御空間内に配置されている。
【0040】
ヘッドタンクユニット内には下限が61℃、上限は80℃でボトルの含水率によって定まるガラス転移温度未満の温度範囲内の所定の温度に加温された内溶液が貯蔵されている。したがって、ボトルとしては、そのガラス転移温度が充填される内溶液の温度以下であるものが選択される。ボトルの含水率はボトルのガラス転移温度を決定する一つの重要な要素であり、ボトルの含水率が小さいほどガラス転移温度は高くなるので、充分なガラス転移温度を確保するために、必要に応じ、ボトルを洗浄する前に除湿機等によりボトルの除湿を行い、その含水率を下げるようにしてもよい。
【0041】
内溶液の充填温度が61℃未満では、充分な殺菌を行うことが困難であり、また本発明においては、80℃を超える充填温度はボトルの殺菌上不必要であり、エネルギーの浪費である上に、充填温度が80℃を超えると口部非結晶PETボトルでは充分な耐熱性を得ることが困難となる。したがって、本発明における好ましい充填温度の下限は61℃であり、上限は80℃である。
【0042】
洗浄されたボトルはフイラーに移送され、ヘッドタンクユニット内に貯蔵された内溶液が充填される。次にキャップ整列装置によりライン上に整列されたキャップがキャッパーによりボトルに装着されボトルは密封される。
【0043】
密封されたボトルは温水パストライザーに移送され、温水パストライザーにより容器の外面に温水を接触させることにより容器殺菌をより完全なものとする。
【0044】
次いでボトルは外環境制御空間外に配置されたボトル横倒し殺菌装置に移送され、ボトルはここで30秒間横倒しにされて、内溶液による口部およびキャップ部の殺菌が行われる。
【0045】
次いでボトルは冷却バストライザーに移送され常温になるまで冷却された後製品として排出される。なお、冷却バストライザーの前段に公知の加温パストライザーを配置して、ボトルの口部およびキャップ部の付加的殺菌を行うようにしてもよい。
【0046】
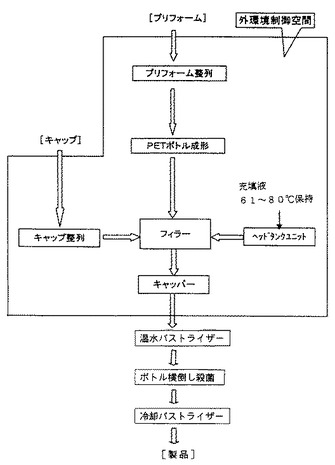
図2は本発明の他の実施形態を示すフローチャートである。この実施形態においては、図1の実施形態におけるボトル洗浄装置は設けられておらず、かわりにプリフオーム整列装置とPETボトル成形装置が外環境制御空間内においてフイラーの前段に配置されている。
【0047】
PETボトルのプリフオーム(予備成形物)はプリフオーム整列装置により一線上に整列されて順次次段のPETボトル成形装置に移送される。PETボトル成形装置においてプリフオームは口部非結晶PETボトルに成形され、成形されたPETボトルは直ちに直接フイラーに移送される。この実施形態においては、成形されたPETボトルは成形直後にフイラーに移送され内容液が充填されるので、成形されたPETボトルが外部環境から湿気を吸収する時間はほとんどなく、こうしてボトル製造から内溶液充填までの時間を短縮することによりボトルの含水率を最小限にとどめることができ、それによってボトルのガラス転移温度を80℃以下の所望の高い温度に維持することができる。したがって、本実施形態は、口部非結晶ボトルを使用しながらできるだけ高い殺菌温度が得たい場合に有効である。
【0048】
フイラーによる内容液充填以降の工程は図1の実施形態と同一であるので、説明を省略する。
【0049】
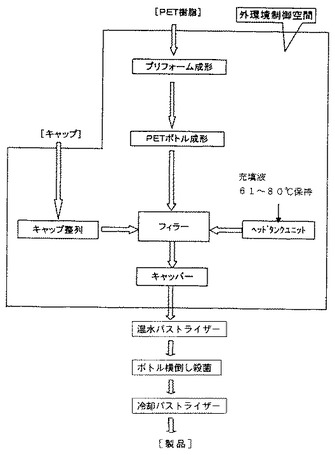
図3は本発明の他の実施形態を示すフローチャートである。この実施形態においては、図1の実施形態におけるボトル洗浄装置は設けられておらず、かわりにプリフオーム成形装置とPETボトル成形装置が外環境制御空間内においてフイラーの前段に配置されている。
【0050】
この実施形態においては、プリフオームの成形自体を外環境制御空間内において行い、成形されたプリフオームを直ちに直接PETボトル成形装置に移送することにより、成形されたプリフオームが外部環境から湿気を吸収する時間はほとんどなく、こうしてプリフオーム成形からボトル製造を介して内溶液充填までの時間を最大限に短縮することによりボトルの含水率をさらに小さくすることができ、それによってボトルのガラス転移温度を80℃以下の一層高い温度に維持することができる。ボトル成形以降の工程は図2の実施形態と同一であるのでその説明を省略する。
【0051】
上記各実施形態によれば、61℃〜80℃以下の充填温度で内溶液をボトルに充填することにより、後述の実施例3に示されるように、冷却後の内溶液の体積減少によってボトルのヘッドスペース部には充分な内圧降下が生じることが判った。PETボトル詰飲料のように内容物が外部から見える容器詰飲料の場合は、製品のヘッドスペース部が広いと飲料の量が少ないという印象を消費者に与えるため、飲料の入味線(液面)をなるべく上昇させたいという要請が製造者側にはある。また、ボトル詰飲料の場合、容器内減圧度が入味線により確認できるため、密封後の製品入味線を確認することで容器密封性を確認することができる。上記実施形態によれば、ヘッドスペース部に充分な減圧が生じることにより、入味線が上昇し、消費者に満足感を与えるとともに容器密封性を確認することができる。
【実施例1】
【0052】
供試ボトルとして500ml 口径φ28mmの口部非結晶PETボトルを使用した。また、供試菌としてAspergillus niger ATCC6275を30日間ポテトデキストロース寒天培地で培養したものを使用した。
【0053】
供試ボトルに殺菌した純水を下記充填温度ごとに充填後、供試菌の胞子懸濁液を106cfu/ボトルとなるよう懸濁液を添加し、キャッピング後供試ボトルを横倒した後一定時間保持した。保持後、供試ボトルを冷却パストライザーにより冷却した。冷却後の供試ボトル内生残菌数を計測し(ポテトデキストロース寒天培地7日間)、Log(初期菌数/生残菌数)より、殺菌効果を求めた。結果を表1に示す。
【0054】
【表1】

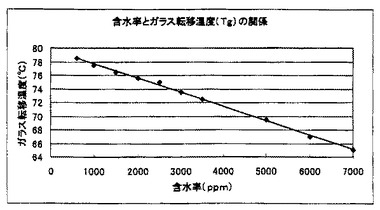
【実施例2】
【0055】
口部非結晶PETボトルの耐熱性を求めるために、口部非結晶部分(未延伸部分)の含水率とTg(ガラス転移温度、DSC)の関係を求め、充填後の保持温度によってボトルが変形する温度をガラス転移温度以上とし、ボトルの耐熱性を求めた。結果を図4に示す。図4から、ボトルの含水率とガラス転移温度との間には直線的な相関関係があり、含水率が小さいほどガラス転移温度は高くなることが判る。
【実施例3】
【0056】
内溶液充填による口部非結晶PETボトルのヘッドスペース部の減圧状態を求めるため、図1のフローチャートに示す製造工程により充填温度とボトル内圧の関係を求めた。結果を図5に示す。図5から、60〜80℃の充填温度により、−3kPa〜−5kPa程度の内圧が得られることがわかる。
【技術分野】
【0001】
本発明は、容器詰め内容物、特に口部非結晶ポリエステルボトル入り飲料の製造方法に関する。
【背景技術】
【0002】
従来PETボトル詰め飲料の製造方法としてホットパックと呼ばれる方法が知られている。1例として特許文献1および2を挙げる。
【0003】
この方法は、85〜95℃に加温した酸性飲料(pH4.6未満)や低酸性飲料(pH4.6以上)を口部を結晶化させることにより耐熱性を持たせたPETボトルに充填し、密封後ボトルを横倒しにすることによりボトルの口部やキャップ部に内容液を接触させることにより口部やキャップ部を殺菌し、次いでボトルを冷却パストライザーにより冷却して製品とするものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−278225号公報
【特許文献2】特開平8−309841号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のとおり、PETボトル詰め飲料の製造方法は、一般に充填温度85〜95℃の高温で内容液をPETボトルに充填するものであるから、PETボトルはこの充填温度で充分な耐熱性を有する口部結晶化PETボトルを使用しなければならず、口部を結晶化していない口部非結晶PETボトルを使用することはできない。口部結晶化PETボトルは口部非結晶PETボトルに比べて高価であるから、ホットパックによるPETボトル詰め酸性飲料・低酸性飲料の製造コストが高いという欠点がある。
【0006】
また、ホットパックは充填温度が高いためエネルギー消費が大きく、さらにホットパックによる殺菌後に冷却パストライザーによりボトルを冷却する際に、ボトルが高温になっているため冷却に時間を要し、生産効率を悪くする上にエネルギー消費もさらに増大するという欠点がある。
【0007】
本発明は、上記従来のPETボトル詰め飲料における高温充填法の欠点に鑑みなされたものであって、本発明の第1の目的は、口部結晶化PETボトル等の口部結晶化ポリエステル容器を使用しないでも容器詰め内容物の製造が可能な製造方法を提供することである。
【0008】
また、本発明の第2の目的は、冷却に従来のホットパックほど時間を必要とせず、生産効率を向上させ、エネルギーを節約することができるボトル詰め飲料等容器詰め内容物の製造方法を提供しようとするものである。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明者らは、鋭意研究と実験を重ねた結果、内容物を口部非結晶ポリエステル容器に充填し、密封後殺菌時における容器口部の温度が61℃以上で容器の含水率によって定まるガラス転移温度未満の温度で容器を殺菌すれば、従来のホットパックによる充填温度85〜95℃を下回る範囲内の充填温度でも充分な商業的無菌性を確保できることを発見し、本発明に到達した。
【0010】
すなわち、上記本発明の目的を達成する容器詰め内容物の製造方法は、内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とするものである。
【0011】
本発明によれば、61℃以上で65℃以下の充填温度により内容物を容器に充填することにより充分な商業的無菌性を得ることができるので、容器のガラス転移温度がこの温度範囲内にある口部非結晶ポリエステル容器を使用することが可能となる。また、充填温度が従来のホットパックに比べて大幅に低いので、エネルギー消費を節約することができ、殺菌後の冷却に要する時間も短縮できるので生産効率を向上させるとともにエネルギー消費を一層節約することができる。
【0012】
本発明の1側面において、容器詰め内容物の製造方法は、容器殺菌後、容器を冷却することを特徴とする。
【0013】
本発明の他の側面において、容器詰め内容物の製造方法における容器の含水率は、非結晶である容器口部の含水率であることを特徴とする。
【0014】
製法上、実質的に非結晶かつ未延伸となるPETボトルのようなポリエステル容器口部は、容器の中でもっとも耐熱性が劣る場所である。したがって、容器の中でも特に容器口部の含水率によって定まるガラス転移温度未満となるように容器殺菌を行うことが、熱による口部の歪み発生を防止するためにもっとも重要である。また、シート成形によるPETカップのように、その製法上、実質、延伸されるものの非結晶であるポリエステル容器口部も同様である。
【0015】
本発明の他の側面においては、容器への内容物の充填と、充填後の容器の密封を外環境制御空間内で行うことを特徴とする。これによって、容器殺菌による無菌性の達成を補完することができ、上記充填温度のみでは達成できない無菌性も達成することができる。
【0016】
本発明の他の側面においては、容器殺菌は、加温された内容物を容器に充填し、密封後、容器を傾斜して内容物を容器口部に接触させることにより行うことを特徴とする。容器を傾斜することにより、内容物が容器口部に接触し、口部の殺菌をより完全に行うことができる。容器の傾斜は、容器の横倒しや倒立を含む。
【0017】
本発明の他の側面においては、容器殺菌は、内容物を容器に充填し、密封後、容器の外面に温水を接触させることにより行うことを特徴とする。温水パストライザー等により容器の外面に温水を接触させることにより、容器殺菌をより完全に行うことができる。
【0018】
本発明の他の側面においては、容器殺菌は、加温された内容物を容器に充填し、密封後、容器を傾斜して内容物を容器口部に接触させ、かつ、容器の外面に温水を接触させることにより行うことを特徴とする。
【0019】
本発明の他の側面においては、容器に内容物を充填する前に、容器の含水率を減少させる工程をさらに備えることを特徴とする。
【0020】
口部非結晶PETボトル等容器のガラス転移温度と容器の含水率の間には相関関係があり、容器の含水率が低いほどガラス転移温度は高くなる。したがって、充分な殺菌を行うためにより高い温度によって殺菌にする必要がある場合は、容器のガラス転移温度をできるだけ高くするように容器の含水率を減少させる必要がある場合がある。本発明のこの側面においては、容器の含水率を減少させることにより、容器のガラス転移温度を必要な殺菌温度を超える温度に上昇させることができる。
【0021】
本発明の他の側面においては、容器の予備成形物を成形し、成形された予備成形物を容器に成形する前に、予備成形物の含水率を減少させる工程をさらに備えることを特徴とする。容器の予備成形物の含水率を減少させることにより、容器のみの含水率を減少させる場合に比べて容器のガラス転移温度をより高い温度に上昇させることができる。
【0022】
容器、および容器の予備成形物の含水率を減少させる工程は、好ましくは容器および予備成形物の除湿を行うことにより達成することができる。具体的には、除湿機により容器、予備成形物の除湿を行う他、成形直後から乾燥室等の湿度調整室で保管することにより行ってもよい。
【0023】
本発明の他の側面においては、容器成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする。これによって、容器成形から内容物充填までの時間を短縮することにより、容器が外部環境から吸収する湿気の量が減少し、それだけ容器の含水率を低く維持することができる。
【0024】
本発明の他の側面においては、容器成形後容器を充填工程に直接移送するとともに、容器成形を外環境制御空間内で行うことを特徴とする。これによって、容器の無菌性を一層高めることができる。
【0025】
本発明の他の側面においては、容器の予備成形物を成形し、成形された予備成形物を容器成形工程に直接移送し、容器の成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする。
【0026】
本発明の他の側面においては、予備成形物の成形、予備成形物の容器成形工程への移送、および容器の成形を外環境制御空間内で行うことを特徴とする。
【0027】
本発明の他の側面においては、外環境制御空間がクラス10万以下であることを特徴とする。
【0028】
本発明の他の側面においては、本発明の製造方法において使用される容器はポリエステル容器であり、口部が非結晶で、常温かつ大気圧における容器内減圧が0.35KPaないし0.70KPaであることを特徴とする。
【発明の効果】
【0029】
以上述べたように、本発明によれば、61℃以上で容器の含水率によって定まるガラス転移温度未満の温度範囲内の充填温度により内容物を容器に充填することにより充分な商業的無菌性を得ることができるので、容器のガラス転移温度がこの温度範囲内にある口部非結晶ポリエステル容器を使用することが可能となり、製造コストを有意に低減させることができる。また、充填温度が従来のホットパックに比べて大幅に低いので、エネルギー消費を節約することができ、殺菌後の冷却に要する時間も短縮できるので生産効率を向上させるとともにエネルギー消費を一層節約することができる。
【0030】
また、口部非結晶PETボトル等ポリエステル容器のガラス転移温度と容器の含水率の間には相関関係があり、容器の含水率が低いほどガラス転移温度は高くなる。したがって、充分な殺菌を行うためにより高い温度によって殺菌する必要がある場合は、容器のガラス転移温度をできるだけ高くするように容器の含水率を減少させる必要がある場合がある。本発明の1側面においては、容器の含水率を減少させることにより、容器のガラス転移温度を必要な殺菌温度を超える温度に上昇させることができる。
【0031】
本発明の他の側面によれば、容器成形から内容物充填までの時間を短縮することにより、ボトルが外部環境から吸収する湿気の量が減少し、それだけボトルの含水率を低く維持することができる。
【0032】
また、本発明の製造方法を実施するにあたっては特別な装置を必要とすることなく、従来のホットパック法によるボトル詰め飲料の製造に使用されている既存の装置をそのまま使用することができるので、経済的である。
【0033】
さらに、内容物が飲料の場合は、従来のホットパック充填温度よりも低い温度ながら、製品内容液の入味線の上昇と密封性の確認のために必要なボトルヘッドスペース部の減圧が得られる効果がある。
【図面の簡単な説明】
【0034】
【図1】本発明の方法の1実施形態を示すフローチャートである。
【図2】本発明の方法の他の実施形態を示すフローチャートである。
【図3】本発明の方法の他の実施形態を示すフローチャートである。
【図4】ボトルの含水率とガラス転移温度の関係を示すグラフである。
【図5】内溶液充填温度とボトル内圧の関係を示すグラフである。
【発明を実施するための形態】
【0035】
以下添付図面を参照して本発明の実施の形態について説明する。
本発明の方法に使用する容器はPETボトル等のポリエステルボトルの他ポリエステル製カップ、トレー、チューブ等のポリエステル容器である。また、本発明の方法が適用される内容物は、飲料の他ジャム等の食品、みりん、たれ等の調味料、その他化粧品、薬品等である。本発明が適用される好適な飲料は、pHが4.6未満の酸性飲料、pHが4.6以上の低酸性飲料およびミネラウオーターである。酸性飲料としては果実飲料、野菜飲料、乳性飲料、紅茶飲料(レモンテイー)、酸性機能性飲料(スポーツドリンク)、ニアウオーター等が挙げられ、低酸性飲料としてはコーヒー飲料、茶飲料等で乳を含まないもの、たとえば無糖コーヒー、加糖コーヒー、緑茶、紅茶、煎茶、ウーロン茶等が挙げられる。
【0036】
本発明の製造方法においては、内容物を口部非結晶ポリエステル容器に充填し、密封後、容器殺菌時における容器口部温度が61℃以上で容器の含水率によって定まるガラス転移温度未満の温度となる温度範囲内で容器殺菌を行う。
【0037】
ここで、容器口部温度とは、口部の内面から外面に至るいずれかの箇所における温度であるが、容器口部内外面の温度、特に密封部と接触する容器口部内外面の温度が重要である。容器口部内外面と密封部の間にわずかな間隙が生じる場合があり、この間隙に水分が残留したまま充分な殺菌が行われないと、菌が繁殖したりカビが発生するという問題が生じる。したがって、容器口部内外面の温度、特に密封部と接触する容器口部内外面の温度が61℃以上になるように殺菌条件を調整することが必要である。
【0038】
また、内面と外面との中間部の温度も重要である。この中間部の温度が容器の含水率によって定まるガラス転移温度以上になると、口部に歪みが生じ、密封不良となる。したがって、この中間部の温度が容器の含水率によって定まるガラス転移温度以上にならないように殺菌条件を調整することが必要である。
【0039】
以下口部非結晶PETボトルに飲料を充填する場合を例にとり具体的な実施形態について図1のフローチャートを参照して説明する。
図1の実施形態において、ボトルはクラス10万以下の外環境制御空間内に配置されたボトル洗浄装置により少なくともその内面を洗浄される。ここで外環境制御空間とは無菌状態を所定のクラス以下とするように制御された作業室または作業室の一部を区画した空間等の外部環境を意味する。図1の実施形態においては、ボトル洗浄装置、フイラー、ヘッドタンクユニット、キャップ整列装置、キャッパー等が外環境制御空間内に配置されている。
【0040】
ヘッドタンクユニット内には下限が61℃、上限は80℃でボトルの含水率によって定まるガラス転移温度未満の温度範囲内の所定の温度に加温された内溶液が貯蔵されている。したがって、ボトルとしては、そのガラス転移温度が充填される内溶液の温度以下であるものが選択される。ボトルの含水率はボトルのガラス転移温度を決定する一つの重要な要素であり、ボトルの含水率が小さいほどガラス転移温度は高くなるので、充分なガラス転移温度を確保するために、必要に応じ、ボトルを洗浄する前に除湿機等によりボトルの除湿を行い、その含水率を下げるようにしてもよい。
【0041】
内溶液の充填温度が61℃未満では、充分な殺菌を行うことが困難であり、また本発明においては、80℃を超える充填温度はボトルの殺菌上不必要であり、エネルギーの浪費である上に、充填温度が80℃を超えると口部非結晶PETボトルでは充分な耐熱性を得ることが困難となる。したがって、本発明における好ましい充填温度の下限は61℃であり、上限は80℃である。
【0042】
洗浄されたボトルはフイラーに移送され、ヘッドタンクユニット内に貯蔵された内溶液が充填される。次にキャップ整列装置によりライン上に整列されたキャップがキャッパーによりボトルに装着されボトルは密封される。
【0043】
密封されたボトルは温水パストライザーに移送され、温水パストライザーにより容器の外面に温水を接触させることにより容器殺菌をより完全なものとする。
【0044】
次いでボトルは外環境制御空間外に配置されたボトル横倒し殺菌装置に移送され、ボトルはここで30秒間横倒しにされて、内溶液による口部およびキャップ部の殺菌が行われる。
【0045】
次いでボトルは冷却バストライザーに移送され常温になるまで冷却された後製品として排出される。なお、冷却バストライザーの前段に公知の加温パストライザーを配置して、ボトルの口部およびキャップ部の付加的殺菌を行うようにしてもよい。
【0046】
図2は本発明の他の実施形態を示すフローチャートである。この実施形態においては、図1の実施形態におけるボトル洗浄装置は設けられておらず、かわりにプリフオーム整列装置とPETボトル成形装置が外環境制御空間内においてフイラーの前段に配置されている。
【0047】
PETボトルのプリフオーム(予備成形物)はプリフオーム整列装置により一線上に整列されて順次次段のPETボトル成形装置に移送される。PETボトル成形装置においてプリフオームは口部非結晶PETボトルに成形され、成形されたPETボトルは直ちに直接フイラーに移送される。この実施形態においては、成形されたPETボトルは成形直後にフイラーに移送され内容液が充填されるので、成形されたPETボトルが外部環境から湿気を吸収する時間はほとんどなく、こうしてボトル製造から内溶液充填までの時間を短縮することによりボトルの含水率を最小限にとどめることができ、それによってボトルのガラス転移温度を80℃以下の所望の高い温度に維持することができる。したがって、本実施形態は、口部非結晶ボトルを使用しながらできるだけ高い殺菌温度が得たい場合に有効である。
【0048】
フイラーによる内容液充填以降の工程は図1の実施形態と同一であるので、説明を省略する。
【0049】
図3は本発明の他の実施形態を示すフローチャートである。この実施形態においては、図1の実施形態におけるボトル洗浄装置は設けられておらず、かわりにプリフオーム成形装置とPETボトル成形装置が外環境制御空間内においてフイラーの前段に配置されている。
【0050】
この実施形態においては、プリフオームの成形自体を外環境制御空間内において行い、成形されたプリフオームを直ちに直接PETボトル成形装置に移送することにより、成形されたプリフオームが外部環境から湿気を吸収する時間はほとんどなく、こうしてプリフオーム成形からボトル製造を介して内溶液充填までの時間を最大限に短縮することによりボトルの含水率をさらに小さくすることができ、それによってボトルのガラス転移温度を80℃以下の一層高い温度に維持することができる。ボトル成形以降の工程は図2の実施形態と同一であるのでその説明を省略する。
【0051】
上記各実施形態によれば、61℃〜80℃以下の充填温度で内溶液をボトルに充填することにより、後述の実施例3に示されるように、冷却後の内溶液の体積減少によってボトルのヘッドスペース部には充分な内圧降下が生じることが判った。PETボトル詰飲料のように内容物が外部から見える容器詰飲料の場合は、製品のヘッドスペース部が広いと飲料の量が少ないという印象を消費者に与えるため、飲料の入味線(液面)をなるべく上昇させたいという要請が製造者側にはある。また、ボトル詰飲料の場合、容器内減圧度が入味線により確認できるため、密封後の製品入味線を確認することで容器密封性を確認することができる。上記実施形態によれば、ヘッドスペース部に充分な減圧が生じることにより、入味線が上昇し、消費者に満足感を与えるとともに容器密封性を確認することができる。
【実施例1】
【0052】
供試ボトルとして500ml 口径φ28mmの口部非結晶PETボトルを使用した。また、供試菌としてAspergillus niger ATCC6275を30日間ポテトデキストロース寒天培地で培養したものを使用した。
【0053】
供試ボトルに殺菌した純水を下記充填温度ごとに充填後、供試菌の胞子懸濁液を106cfu/ボトルとなるよう懸濁液を添加し、キャッピング後供試ボトルを横倒した後一定時間保持した。保持後、供試ボトルを冷却パストライザーにより冷却した。冷却後の供試ボトル内生残菌数を計測し(ポテトデキストロース寒天培地7日間)、Log(初期菌数/生残菌数)より、殺菌効果を求めた。結果を表1に示す。
【0054】
【表1】
【実施例2】
【0055】
口部非結晶PETボトルの耐熱性を求めるために、口部非結晶部分(未延伸部分)の含水率とTg(ガラス転移温度、DSC)の関係を求め、充填後の保持温度によってボトルが変形する温度をガラス転移温度以上とし、ボトルの耐熱性を求めた。結果を図4に示す。図4から、ボトルの含水率とガラス転移温度との間には直線的な相関関係があり、含水率が小さいほどガラス転移温度は高くなることが判る。
【実施例3】
【0056】
内溶液充填による口部非結晶PETボトルのヘッドスペース部の減圧状態を求めるため、図1のフローチャートに示す製造工程により充填温度とボトル内圧の関係を求めた。結果を図5に示す。図5から、60〜80℃の充填温度により、−3kPa〜−5kPa程度の内圧が得られることがわかる。
【特許請求の範囲】
【請求項1】
内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上で容器の成形後容器に内容物を充填する前の容器口部の含水率によって定まるガラス転移温度未満に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
【請求項2】
容器殺菌後、容器を冷却することを特徴とする請求項1記載の容器詰め内容物の製造方法。
【請求項3】
容器殺菌は、加温された内容物を容器に充填し、密封後、容器を傾斜して内容物を容器口部に接触させ、かつ、容器の外面に温水を接触させることにより行うことを特徴とする請求項1または2に記載の容器詰め内容物の製造方法。
【請求項4】
容器の予備成形物を成形し、成形された予備成形物を容器に成形する前に、予備成形物の含水率を減少させる工程をさらに備えることを特徴とする請求項1〜3のいずれかに記載の容器詰め内容物の製造方法。
【請求項5】
容器成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする請求項1〜4のいずれかに記載の容器詰め内容物の製造方法。
【請求項6】
容器成形を外環境制御空間内で行うことを特徴とする請求項5記載の容器詰め内容物の製造方法。
【請求項7】
容器の予備成形物を成形し、成形された予備成形物を容器成形工程に直接移送し、容器の成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする請求項1〜4のいずれかに記載の容器詰め内容物の製造方法。
【請求項8】
予備成形物の成形、予備成形物の容器成形工程への移送、および容器の成形を外環境制御空間内で行うことを特徴とする請求項7記載の容器詰め内容物の製造方法。
【請求項9】
外環境制御空間がクラス10万以下であることを特徴とする請求項1、6、8のいずれかに記載の容器詰め内容物の製造方法。
【請求項10】
請求項1〜9のいずれかに記載された製造方法において使用されるポリエステル容器であり、口部が非結晶で、常温かつ大気圧における容器内減圧が0.35KPaないし0.70KPaであることを特徴とするポリエステル容器。
【請求項1】
内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上で容器の成形後容器に内容物を充填する前の容器口部の含水率によって定まるガラス転移温度未満に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
【請求項2】
容器殺菌後、容器を冷却することを特徴とする請求項1記載の容器詰め内容物の製造方法。
【請求項3】
容器殺菌は、加温された内容物を容器に充填し、密封後、容器を傾斜して内容物を容器口部に接触させ、かつ、容器の外面に温水を接触させることにより行うことを特徴とする請求項1または2に記載の容器詰め内容物の製造方法。
【請求項4】
容器の予備成形物を成形し、成形された予備成形物を容器に成形する前に、予備成形物の含水率を減少させる工程をさらに備えることを特徴とする請求項1〜3のいずれかに記載の容器詰め内容物の製造方法。
【請求項5】
容器成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする請求項1〜4のいずれかに記載の容器詰め内容物の製造方法。
【請求項6】
容器成形を外環境制御空間内で行うことを特徴とする請求項5記載の容器詰め内容物の製造方法。
【請求項7】
容器の予備成形物を成形し、成形された予備成形物を容器成形工程に直接移送し、容器の成形を行った後、成形された容器を内容物充填工程に直接移送することを特徴とする請求項1〜4のいずれかに記載の容器詰め内容物の製造方法。
【請求項8】
予備成形物の成形、予備成形物の容器成形工程への移送、および容器の成形を外環境制御空間内で行うことを特徴とする請求項7記載の容器詰め内容物の製造方法。
【請求項9】
外環境制御空間がクラス10万以下であることを特徴とする請求項1、6、8のいずれかに記載の容器詰め内容物の製造方法。
【請求項10】
請求項1〜9のいずれかに記載された製造方法において使用されるポリエステル容器であり、口部が非結晶で、常温かつ大気圧における容器内減圧が0.35KPaないし0.70KPaであることを特徴とするポリエステル容器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−36988(P2010−36988A)
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願番号】特願2009−220427(P2009−220427)
【出願日】平成21年9月25日(2009.9.25)
【分割の表示】特願2003−133003(P2003−133003)の分割
【原出願日】平成15年5月12日(2003.5.12)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願日】平成21年9月25日(2009.9.25)
【分割の表示】特願2003−133003(P2003−133003)の分割
【原出願日】平成15年5月12日(2003.5.12)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]